EP1016594A2 - Procédé et dispositif pour emballer des articles individuels en piles contenant plusieurs articles individuels - Google Patents
Procédé et dispositif pour emballer des articles individuels en piles contenant plusieurs articles individuels Download PDFInfo
- Publication number
- EP1016594A2 EP1016594A2 EP99126242A EP99126242A EP1016594A2 EP 1016594 A2 EP1016594 A2 EP 1016594A2 EP 99126242 A EP99126242 A EP 99126242A EP 99126242 A EP99126242 A EP 99126242A EP 1016594 A2 EP1016594 A2 EP 1016594A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- individual pieces
- individual
- packaging
- stacking
- group
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 102
- 238000000034 method Methods 0.000 title claims abstract description 43
- 238000011156 evaluation Methods 0.000 claims abstract description 9
- 230000007547 defect Effects 0.000 claims abstract description 8
- 238000012856 packing Methods 0.000 claims description 22
- 230000008569 process Effects 0.000 claims description 21
- 238000012546 transfer Methods 0.000 claims description 20
- 230000002950 deficient Effects 0.000 claims description 17
- 238000001514 detection method Methods 0.000 claims description 12
- 238000011144 upstream manufacturing Methods 0.000 claims description 12
- 238000003780 insertion Methods 0.000 claims description 6
- 230000037431 insertion Effects 0.000 claims description 6
- 239000005022 packaging material Substances 0.000 claims description 6
- 230000015572 biosynthetic process Effects 0.000 claims description 4
- 230000008878 coupling Effects 0.000 claims description 2
- 238000010168 coupling process Methods 0.000 claims description 2
- 238000005859 coupling reaction Methods 0.000 claims description 2
- 230000004308 accommodation Effects 0.000 claims 1
- 210000000056 organ Anatomy 0.000 description 10
- 210000000078 claw Anatomy 0.000 description 4
- 235000013736 caramel Nutrition 0.000 description 3
- 235000009508 confectionery Nutrition 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000012858 packaging process Methods 0.000 description 2
- 238000012536 packaging technology Methods 0.000 description 2
- 230000001360 synchronised effect Effects 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- JXYWFNAQESKDNC-BTJKTKAUSA-N (z)-4-hydroxy-4-oxobut-2-enoate;2-[(4-methoxyphenyl)methyl-pyridin-2-ylamino]ethyl-dimethylazanium Chemical compound OC(=O)\C=C/C(O)=O.C1=CC(OC)=CC=C1CN(CCN(C)C)C1=CC=CC=N1 JXYWFNAQESKDNC-BTJKTKAUSA-N 0.000 description 1
- 241000295146 Gallionellaceae Species 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 230000006735 deficit Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000001953 sensory effect Effects 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B57/00—Automatic control, checking, warning, or safety devices
- B65B57/10—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of articles or materials to be packaged
- B65B57/14—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of articles or materials to be packaged and operating to control, or stop, the feed of articles or material to be packaged
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/46—Arranging and feeding articles in groups by rotary conveyors
Definitions
- the invention relates to a method and a device for packaging individual pieces rods containing several individual pieces.
- Packaging machines working in the high-performance sector are capable of more than 1000 individual pieces, in particular up to approx. 1600 individual pieces, to be conveyed per minute and fully packaged pass on.
- the invention is therefore based on the object of a method and a device for To specify packaging of individual pieces into bars containing several individual pieces, which is characterized by increased packaging quality, i.e. the number of flawless Ready-made packaging (rod packs) should keep the packaging speed high be improved. In particular, it should be avoided that incorrect or incorrectly packaged individual items are packed into a bar.
- the invention is also intended to provide a suitable stacking method and a suitable stacking device specify for such a packaging task.
- This task becomes several with regard to the method for packaging individual pieces Rods containing individual pieces solved in that the individual pieces on defectiveness checked and non-defective individual pieces stacked into a stack of individual pieces, passed on to a bar packing facility and to a bar be packed.
- the individual pieces are preferably packed themselves and checked for defects of the individual pieces both with regard to the freedom from defects of the individual pieces themselves (e.g. with regard to completeness and geometry of the shape) as well as with regard to their packaging condition.
- the stacked individual pieces are preferably closed by a transfer device passed to the bar packing facility.
- the individual pieces are packed before stacking and the defect is checked of the individual pieces before and / or after packaging the individual pieces.
- the invention also relates to a method for stacking individual pieces and for Passing on groups of these individual pieces in a stacked arrangement, in which several individual pieces in a pick-up position are first individually conveyed and then under Formation of a group can be stacked, followed by the group of individual pieces conveyed to a delivery position in a stacked arrangement and delivered together as a group is checked, each individual item for defects before stacking and upon detection of a defective individual item, this is selectively removed from the transported items Individual pieces are taken out for stacking.
- the number of those collected and stacked in a group is preferably used here Individual pieces are detected or determined and when a predetermined number of individual pieces is reached conveying the group of individual pieces from the receiving position into the delivery position.
- a group of individual pieces is preferably released and removed in a stacked manner Arrangement from the delivery position when a conveyor movement stops from the pick-up position to the delivery position.
- the individual pieces stacked into a complete bar are removed from the Single piece grouping device (stacking device) by means of a centering intermediate wheel handed over to the bar packing facility.
- the individual pieces are stacked in a collecting bag
- Single piece grouping device determines or records their number, for example by counting the actuations of a single stroke between two steps of the also effective as a transport organ single piece grouping device or by a Detection of the number of increments of a stacking belt, which is the stacking of the Single pieces in the single piece grouping device is used or by using a immediately counting the individual items.
- a predetermined one is reached Number of individual pieces in the collecting bag in the receiving position the individual piece grouping device is then further conveyed as Group in the delivery position. This ensures that there is always a group of individual pieces for further packaging in a bar packaging facility Bar packer is fed when this group of individual pieces is complete and the Single pieces are flawless.
- the delivery to a bar takes place grouped single pieces from the single piece grouping device, especially in a centering buffer that precedes a bar packing device is when the conveying movement of the individual piece grouping device is at a standstill from the pick-up position to the delivery position, i.e. for example during one in another collection bag of the single piece grouping device stacking process to a new group of individual pieces.
- This can cause damage and inaccuracy in the discharge the group, i.e. their forwarding to a conveyor and for feeding to Pole packer reduced and thus the packaging quality can be improved.
- the above task is with regard to the device for packing individual pieces rods containing several individual pieces solved according to the invention by a single piece feed device, a single piece evaluation device, a single piece grouping device to form a group of flawless individual pieces and one Bar packing device downstream of the single piece grouping device.
- the single-piece feed device preferably forms a part of a delivery side Single packaging machine for individual packaging of the individual pieces.
- the single piece evaluation device in connection with the single packaging machine upstream of the Single piece grouping device for detecting the shape accuracy and / or the Packaging condition of the individual piece provided.
- the individual piece grouping device preferably has this as a stacking wheel with a plurality of collecting bags trained transport member and with this cooperating stacking belt for positioning the individual pieces in a Receiving position located collection bag of the transport organ.
- the transport member is a rotating one Stacking wheel formed with several collecting pockets distributed around the circumference, the collecting bags parallel in the direction of uptake of the individual objects extend to the axis of rotation of the transport member.
- a reciprocable single-stroke which is synchronous in time can be actuated with the transported objects, for pushing a single object at a time into a collection pocket, unless a push-in process is recognized when a defective individual item is exposed.
- the push-in device can be specifically switched off or lockable, so that when a defective object is detected, this at the Collection bag can be conveyed past and excreted.
- the support in a Individual items located in the collecting position in the receiving position are a stacking belt provided that parallel to the axis of rotation of the transport member along the collecting bag in the recording position is arranged.
- This stacking belt already prevents it from falling out Individual items in the collection bag during a collection process. It is preferably designed as a circumferential band that outside the path of movement of the transport member, so that this is also independent of the transport member can be moved.
- the stacking belt preferably has a stop, which is an input side of the collecting pocket and an impact part of the pusher is opposite, so that that of the collecting bag supplied individual objects are supported in the direction of insertion, so do not tip over can.
- the stop is with increasing filling in the conveying direction of the Stacking belt moves on, the further conveying takes place in such a way that the Individual items already in the collection bag are held tightly against each other become. This can be done, for example, by gradually operating the stacking belt or but also by pushing in against a spring force. Such spring force can act directly on the stop or indirectly via the stacking belt.
- the feeding device has a counter holder arranged on the input side of the collection bag in the receiving position is to support the individual items located in the collecting bag the direction of impact.
- the counter-holder is between an open position when it is promoted a single item in the collection pocket, in the direction of insertion is open and switchable to a closed position. With the counter holder is in the closed Position a tilting of the individual items already in the collection bag prevented against the direction of impact.
- this pivot lever has each in the area in front of the entrance opening of the collection pocket on the to the push-in facing outside bevelled towards the individual object to be pushed in Have surfaces. This allows the pushing in process not to complete Release of the entrance opening of the collection bag must be serviced so that high throughput speeds are possible at this point.
- the inclined bend Surface damage to a single object during the push-in process in front.
- the device according to the invention can be excellently adapted to different Boundary conditions, such as the shape, size and type of packaging Adapt items as well as to the packaging materials to be used, so that the Necessity of interventions in hardware components of the device, which have hitherto been such Purposes that were required can be significantly reduced. Also lets there is an operational variation for testing the performance and quality potential of the device can be carried out quickly and easily using operational tests.
- the device additionally has an intermediate wheel, which is arranged next to the transport member.
- the intermediate wheel has its own recordings around the stacked arrangement of the transport member given groups of individual items.
- the idler is assigned a centering device, which is a group of individual objects in a Pickup of the idler gear in its stacking direction, i.e. parallel to the axis of rotation of the Intermediate wheel, centered with respect to a packaging material feed for turning in the Shot of the group of individual objects held by the intermediate wheel.
- a centering device is preferably used for centering the position of products or Groups of stacked products in a transfer facility of packaging machines, especially for centering a group of stacked products in an idler gear after the stacking device and before the bar packaging device.
- 1 and 2 show both the overall system of a device in a schematic representation for the packaging of individual pieces into bars, the one of the single packaging machine assigned delivery unit and that associated with the bar packaging machine Packing head are only indicated in broken lines and the stacking of the individual pieces is the focus.
- the small individual items A transported individually and successively to a pick-up position P1.
- the upstream Conveyor unit V can be part of a single packaging machine that with individual wrappings A provided with a speed of for example, delivering 1200 to 1600 items per minute.
- the upstream conveyor unit V is a feed plate, who feeds the packaged individual pieces, trained.
- a detection device that detects the individual pieces and their packaging condition e.g. a CCD camera with a programmable logic controller PLC is denoted by K (see FIG. 2).
- This control device SPS controls itself a variety of system handling and packaging movements controlling servomotors.
- N is a downstream conveyor unit, i.e. a packing head 9 of Stack packaging device (bar packer) shown to accommodate the groups stacked individual items A as a group and for packaging the same.
- Stack packaging device bar packer
- a single piece grouping device EG for forming a group G of defect-free Individual objects A have a transport member 4 with a collecting pocket 4a for receiving several individual objects A in a stacked arrangement.
- the transport member 4 is designed as a rotating stacking wheel that rotates about a spatially fixed axis. In the exemplary embodiment shown, there are a total of on the outer circumference of the stacking wheel four equally spaced collecting pockets 4a. Each of the collecting pockets 4a extends moving in the direction of exposure of the individual objects, i.e. parallel to the axis of rotation the stacking wheel 4.
- the stacking wheel 4 is between a receiving position P1, in which individual objects A in the collecting bag 4a can be inserted individually and selectively and one, in Fig. 1st opposite dispensing position P2, in which a complete group G of Individual objects A is removed from the transport member, switchable movable.
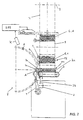
- the transport member or stacking wheel is shown in detail in FIG. 3. This turns you around a longitudinal axis rotatable holding jaw base body 13 on which to form the four Collection pockets 4a each have two holding jaws 14 and 15, preferably interchangeably attached are.
- the holding jaws 14 and 15 each have a profile to be stacked Profiled shape adapted to individual objects.
- the distance between the two Holding jaws 14 and 15 of a collecting pocket 4a in the direction of the direction of rotation of the stacking wheel 4 adjustable, so as to open the collection pocket 4a for picking up or dispensing to enable the individual objects or groups thereof, and on the other hand a secure hold of the individual items in a group G during transport from the pick-up position P1 to the discharge position P2 by a slight clamping enable.
- a holding jaw is a movable holding jaw 14 and the further holding jaw is designed as a fixed holding jaw 15.
- a tension element between the holding jaws, for example a tension spring 21 arranged that the movable holding jaw 14 in the direction of the fixed holding jaw 15 pulls.
- a drive device In the axial direction next to the stacking wheel 4 is a drive device with one in one fixed base body 11 mounted drive shaft 10 is provided.
- the drive shaft 10 in turn has a receptacle 12, on the front side of which the holding jaw base body 13 is attached.
- the transmission device coupled to the respective holding jaw 14 comprises one cam shaft 20 directly attached to the holding jaw, one on the cam shaft 20 attached cam lever 19 and a cam roller 18 mounted on cam lever 19, which in turn can be brought into engagement with sliding surfaces on the curve segments 16, 17.
- the arrangement and shape of the sliding surfaces of the curve elements 16 and 17 takes place such that in the dispensing position P2 by further spacing of the holding jaws 14, 15 from each other a larger opening of the collecting pocket 4a than in the receiving position P1.
- the holding jaws 14, 15 opened further in the delivery position P2.
- Stamps 6, 7 are provided which radially transfer the group G to the inside and outside take and to a subsequent conveyor, in the embodiment shown the intermediate wheel 5, while the stacking wheel 4 is at a standstill.
- a feeding device arranged in the area of the pick-up position P1 is described described in more detail, the selective conveying of transported individual objects A serves in a collection pocket 4a.
- the feeding device works with the detection device K together, which was transported by means of the upstream conveyor unit V.
- Individual objects A individually examined for the presence of defects.
- Errors can, for example, errors of the individual object A itself as well as errors in its Wrapping can be recognized.
- the detection device K or another sensor can for this purpose can also be arranged in the area of the receiving position P1.
- the control device PLC controls the depending on an error or non-error signal CCD camera K the servo motors for selective, individual control of the individual Organs of movement.
- This control device also has means for coordinating the PLC Movements of the different organs of movement to each other.
- the control device SPS is coupled to the evaluation and detection device K and actuates the respective organs of movement, in particular the conveying device via this individually assigned servo motors depending on whether a faulty or not faulty Single object is recognized.
- a defective individual item A is a blocking of the movement of the movement organs, so that the as incorrectly recognized individual object A remains on the upstream conveyor unit V. and can be rejected from there.
- the stacking wheel 4 only be considered non-faulty recognized individual objects A subjected to a stacking process on the stacking wheel 4.
- the conveying device comprises, as a first movement member, a reciprocable one Impactor 1, which is synchronized with the individual items A can be actuated.
- the conveyance of the individual objects A at the upstream conveyor unit V can be done continuously or intermittently. If one is not recognized defective individual object A, the push-in 1 is actuated to the individual object concerned A into the collecting pocket 4a currently in the receiving position P1 bump.
- the pusher 1 which can be seen in FIG. 2 is designed as a rocking lever which is located next to the stacking wheel 4 is rotatably mounted.
- the axis of rotation of the rocker arm extends transverse to the axis of rotation of the stacking wheel 4.
- the push-in element 1 On the opposite of the bearing of the rocker arm On the side, the push-in element 1 has an impact part 1a, which counteracts one the impact direction curved, elastic section with a bearing area of the push-in 1 is connected.
- the feeding device comprises as part of the single piece grouping device EG as a further movement organ, a stacking belt 2, which in the embodiment shown in Fig. 2 is designed as a rotating conveyor belt.
- a stacking belt 2 which in the embodiment shown in Fig. 2 is designed as a rotating conveyor belt.
- the servomotor driven stacking belt is arranged directly below the stacking wheel 4 and extends outside of the stacking wheel 4 along the respectively in the receiving position P1 located collection pocket 4a. Its promotional movement takes place essentially in the direction of the axis of rotation of the stacking wheel 4.
- the stacking belt 2 Individual items A located in the collecting bag are supported in the radial direction.
- the stacking belt is gradually moved further during an insertion process, at the same time the individual items A located in the collecting bag can already be moved. This can cause any friction that may already occur in the collection pocket individual items A and the holding jaws 14, 15 are considerably reduced, so that the plunger 1 only has to apply a force to move the single item A to be pushed in is
- a stop 2a projecting from the actual band is also provided, that of an input side of the collection pocket 4a and the impact part 1a of the push-in element 1 opposite.
- the stop 2a already serves as a support for that of the collecting bag supplied individual objects A in the direction of insertion, to tip over when they are pushed in to prevent another single item.
- the stop 2a also serves to Keep individual items A in a tight stack. For this, the stacking belt with the Stop 2a according to the number of individual items in the collection bag moved on when adding a new single item A.
- the conveying device has a counter-holder 3 as a further movement element is arranged in the area of the receiving position P1 to the side of the stacking wheel 4.
- the in Fig. 1 only partially shown counterholder is shown in Figs. 4 and 5 in detail.
- He comprises two pivot levers 3a, which are rotatable next to the stacking wheel 4 on a fixed Part are stored.
- the pivot axis extends essentially parallel to the axis of rotation of the stacking wheel 4.
- the mirror-symmetrically designed pivot levers 3a are arranged side by side and with their opposite to the storage Movable ends towards and away from each other. In a swiveled-in position the ends of the swivel levers close the entrance opening in the receiving position P1 located collection pocket 4a, which is released when swung apart becomes.
- the swivel levers 3a are each provided with locking claws at their end away from the bearing, those on the outside facing the push-in 1 and the one to be pushed in Individual item A have bevelled surfaces 3b.
- a drive device is provided which is controlled via the control device becomes. Due to the bevel, each tapering towards the claws towards each other and on the outside, the push-in movement can take place through the push-in device 1 already done during the swinging apart of the pivot lever 3a, what shorter movement paths and thus a higher throughput of individual objects A in the area of the entrance opening of a collecting pocket 4a.
- the stacking wheel 4 is followed by an intermediate wheel 5, which is essentially axially parallel is arranged next to this.
- the intermediate wheel 5 has its own recordings for recording the groups G of individual objects delivered by the stacking wheel in a stacked arrangement A on.
- the groups are transferred in the delivery position P2 by means of the above lower and upper stamps 6 and 7.
- a centering device 8 with which a group G of individual objects is used A i.e. a stack of individual objects A can be precisely aligned in the stacking direction is before this stack is then overwrapped. It it was found that the additional alignment process changed the appearance the finished packaging, especially with regard to the uniformity of the outer packaging can significantly improve the finished packaging.
- the products (individual items A), which are arranged in a stacked arrangement in groups G for Passing rods were grouped in a position P2 to an idler gear, which is located upstream of the packer 9, delivered as a group, wherein it regarding the conditioning of the group of stacked products and the correct location the entire group of stacked products (also to compensate for position tolerances) is desirable is the position of the group of stacked products in front of the wrapping Final packaging in the bar packer to a bar of individual products the product situation correct to actually supply the bar packer in the optimal position to secure with regard to the packaging supply for the rod pack, so that not only the Print image position for the product is flawless, but also with regard to the end closure uniform overhangs of packaging are available on the bar and the corresponding Folding operations can be done properly and with high quality.
- a centering device 8 is provided with which a group G of individual objects A, i.e. a stack of products can be precisely aligned in the stacking direction before this stack is then provided with the outer packaging in the bar packer 9.
- the centering device 8 is shown schematically in detail in FIGS. 6 and 7 and in its mode of operation shown.
- the rod G (the individual products of which are not shown here), held between holding jaws 30 of the intermediate wheel 5, the holding jaws 30 (only one is shown schematically in FIGS. 6, 7) in the manner shown schematically in FIG. 1 are pivotally mounted using pivoting and storage means 40 by an opening and closing movement.
- the assigned centering device 8 (see FIG. 1) has a centering arm 31 on which two centering jaws 32 in pairs for opposing are pivotable and adjustable about axes 33 (different stack sizes or product lengths to center), as well as a control device 34, which is used of - not shown here - control curves via handlebars 35, which are pivotable with the Centering jaws or their carriers 32 are connected, the pivoting movement of the centering jaws controls.
- the links or coupling members 35 come from the one shown in FIG. 6 about the longitudinal axis 34a Position centering the product stack G in the position shown in Fig. 7, in the the rod G to its ideal position with respect to the rear and front edge in the middle of the product is aligned.
- the embodiment of a centering device 8 according to the invention is not based on the alignment of stacked products, this could also be a single product act before a final packaging or outer packaging in the position-centered shown.
- the centering device 8 is also not necessary arranged stationary, but can also be pivoted or on one revolving conveyor element to be mounted, preferably in a clocked manner, in engagement with products, packaged products or stacks of products to align them. This can in particular as a result of manufacturing-related tolerance fluctuations of the stacked Individual products and the associated tolerance totals, (which in the worst case lead to an extreme difference to the assumed ideal position), or from others May be necessary for the preliminary process.
- the centering device creates Remedy, this centering device for Individual products are used or, in turn, to intervene on prepacked items in particular Products or for a position centering before a first product packaging step is applicable.
- the individual objects A are in an uninterrupted manner by means of the upstream conveyor unit V. Sequence continuously promoted to the receiving position P1, the Individual objects A are usually already provided with an individual covering are. Each individual object A is opened individually via the detection device K. checks for errors. The result of this check is a control device PLC switched on when a non-defective individual object is detected then the moving elements of the conveyor, i.e. the pusher 1, the stacking belt 2 and the counter holder 3 actuated. While stacking several individual items A in a collecting pocket 4a of the stacking wheel, the latter is at rest, until a complete filling of a collecting bag 4a, i.e. a predetermined number of Individual objects A is detected or determined.
- the push-in device 1 swings out by one in front of the entrance opening individual item A transported selectively between the during of the pushing-in movement of pivoting levers 3a of the counter-holder to push into the collecting pocket 4a.
- the holding jaws 14, 15 are located here of the stacking wheel 4 in the open state, so that the weight of the individual objects A rests on the stacking belt 2.
- the stack belt 2 and an attached stop 2a forwarded so that the distance between the Stop 2a and the back of the claws of the pivot lever 3a each the length of the straight corresponds to individual items A in the collecting bag, making them are held and cannot tip over.
- the pushing in process is simultaneous the stacking belt indexed to increase this distance.
- the transfer of the individual pieces is done by the push-in 1, which is in time with the previous one Single packaging machine the packed single piece from a working head of the individual packaging machine in a stacking belt 2.
- Pushing in through the push-in 1 and the necessary advancement of the stacking belt 2 prevents a counter holder 3 from possible tilting of the individual piece A and leads the group G or Pole.
- Impactor 1, stacking belt 2 and counterholder 3 are lockable or servo-controlled Elements whose movement can be stopped.
- the device is therefore not based on the detection of a packaging condition the individual pieces are limited, rather individual pieces can also be used in other cases can be stacked unpacked in this way.
- the stacking wheel 4 is located directly above the stacking belt 2, so that the a rod of individual pieces A lined up in the lower, in the receiving position P1 located collection pocket 4a of the stacking wheel 4.
- the holding jaws 14, 15 are opened and they are now Group G located in the delivery position P2 is gripped by the lower punches 6 and 7 and discharged from the stacking wheel 4.
- the transfer takes place in a timed manner to another stacking process in another collection pocket 4a, so that the discharge the group in the delivery position P2 when the stacking wheel is at a standstill becomes.
- the group G is transmitted from the upper and lower punches 6 and 7 to an intermediate wheel and held there by means of suitable receiving devices.
- the group G of individual objects A with reference to a subsequent packaging material centered and then from the intermediate wheel 5 for production the outer packaging and thus the completion of the packaging to the downstream Transfer conveyor unit N (bar packing machine, packing head 9).
- the stacking wheel 4 With a feed of 1200 individual objects A per minute to the pick-up position P1 and with a number of four individual objects per group G or rod 300 cycles / minute for the stacking process, i.e. the stacking wheel 4 must be 300 times per minute after filling a collecting bag 4a.
- the error-oriented control of the stacking belt 2 and the associated feed elements 1 and 3 leads to a high flexibility of the stacking system (buffer effect between Single and bar packaging unit) for the production of bar packaging and to a significantly higher quality of the same with reduced reject rates.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE1998160863 DE19860863A1 (de) | 1998-12-31 | 1998-12-31 | Verfahren und Einrichtung zur Verpackung von Einzelstücken zu mehrere Einzelstücke enthaltende Stangen |
| DE19860863 | 1998-12-31 | ||
| DE19920707 | 1999-05-05 | ||
| DE1999120707 DE19920707A1 (de) | 1999-05-05 | 1999-05-05 | Zentriervorrichtung für parallelepipedförmige Produkte in einer Weitergabeeinrichtung einer Verpackungsmaschine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1016594A2 true EP1016594A2 (fr) | 2000-07-05 |
| EP1016594A3 EP1016594A3 (fr) | 2000-09-27 |
Family
ID=26051146
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99126242A Withdrawn EP1016594A3 (fr) | 1998-12-31 | 1999-12-31 | Procédé et dispositif pour emballer des articles individuels en piles contenant plusieurs articles individuels |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP1016594A3 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004041652A1 (fr) * | 2002-11-07 | 2004-05-21 | Azionaria Costruzioni Macchine Automatiche A.C.M.A. S.P.A. | Machine permettant de former et d'envelopper des piles de produits |
| CN111392118A (zh) * | 2020-04-08 | 2020-07-10 | 厦门佳创科技股份有限公司 | 理片装置及包装设备 |
| CN115743742A (zh) * | 2022-11-22 | 2023-03-07 | 湖北中烟工业有限责任公司 | 一种顺次排放式电阻片装匣系统 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE272970C (fr) * | ||||
| US1424534A (en) * | 1918-11-07 | 1922-08-01 | Aromint Mfg Company | Wrapping machine |
| GB953593A (en) * | 1961-10-31 | 1964-03-25 | Forgrove Mach | Improvements in packaging machines |
| FR1393819A (fr) * | 1964-04-30 | 1965-03-26 | Otto Hansel G M B H | Machine à emballer les tablettes de chocolat |
| IT1105887B (it) * | 1978-04-27 | 1985-11-04 | G O Soc Per Azioni | Dispositivo per la formazione ed il trasferimento di gruppi di pro dotti in macchine incartatrici automatiche ad altissima velocita |
| DE3876206D1 (de) * | 1987-10-16 | 1993-01-07 | Hauni Werke Koerber & Co Kg | Verfahren und vorrichtung zum gruppenweisen verpacken von einzelpackungen. |
| JP2936458B2 (ja) * | 1995-10-31 | 1999-08-23 | 株式会社フジキカイ | 粒状物品の集合包装方法および装置 |
-
1999
- 1999-12-31 EP EP99126242A patent/EP1016594A3/fr not_active Withdrawn
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004041652A1 (fr) * | 2002-11-07 | 2004-05-21 | Azionaria Costruzioni Macchine Automatiche A.C.M.A. S.P.A. | Machine permettant de former et d'envelopper des piles de produits |
| CN111392118A (zh) * | 2020-04-08 | 2020-07-10 | 厦门佳创科技股份有限公司 | 理片装置及包装设备 |
| CN115743742A (zh) * | 2022-11-22 | 2023-03-07 | 湖北中烟工业有限责任公司 | 一种顺次排放式电阻片装匣系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1016594A3 (fr) | 2000-09-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102014005959A1 (de) | Verfahren zur Gruppierung von Artikeln zu Artikelstangen und Gruppiereinrichtung sowie Verpackungsmaschine mit einer solchen nebst Steuereinrichtung für Produkt-Halteeinrichtungen | |
| EP2805890A1 (fr) | Procédé et dispositif destiné à compléter des sacs (de tabac) dotés de patte de fixation cornière | |
| EP2139776A2 (fr) | Dispositif et procédé pour la manipulation d'objets plats, en particulier de couches | |
| DE102005017329B4 (de) | Verfahren und Vorrichtung zum Verpacken kleinstückiger Artikel | |
| EP2799348A1 (fr) | Procédé de regroupement d'articles en un faisceau d'articles et dispositif de regroupement et machine d'emballage doté d'un tel dispositif | |
| DE69900221T2 (de) | Verfahren und Einheit zum kontinuierlichen Überführen einer Zigarettengruppe zwischen Förderern | |
| EP3339219B1 (fr) | Procédé de transfert de blister | |
| DE102004025103B4 (de) | Verfahren und Einheit zum Verpacken von Gruppen von Produkten | |
| CH705846A1 (de) | Einrichtung und Verfahren zum Zusammenstellen von flächigen Produkten, insbesondere von Druckereiprodukten. | |
| DE19746141A1 (de) | Verfahren und Vorrichtung zum Einschlagen von Artikeln der tabakverarbeitenden Industrie in Packmaterialzuschnitte | |
| DE69606131T2 (de) | Kontinuierliches Verfahren zum Umhüllen von Gegenständen | |
| DE69728707T2 (de) | Verfahren und Vorrichtung zum Falten von Verpackungszuschnitten entlang vorgefalzten Linien | |
| EP1016594A2 (fr) | Procédé et dispositif pour emballer des articles individuels en piles contenant plusieurs articles individuels | |
| EP2551224B1 (fr) | Procédé de fonctionnement d'un dispositif de collecte de produits d'impression | |
| DE19860863A1 (de) | Verfahren und Einrichtung zur Verpackung von Einzelstücken zu mehrere Einzelstücke enthaltende Stangen | |
| DE2507022C3 (de) | Sammelpackanlage für flache, rechteckige Gegenstände, insbesondere einzeln eingewickelte Schokoladentafeln oder -riegel | |
| DE29708773U1 (de) | Fördervorrichtung zum Zuführen von flachen Gütern zu einer Transportverpackung | |
| EP1357037B1 (fr) | Dispositif et procédé pour alimenter du matériau d'emballage | |
| EP2522604A1 (fr) | Procédé de transfert de petits produits et dispositif d'extraction ainsi que machine d'emballage dotée d'un tel dispositif d'extraction | |
| DE4313879A1 (de) | Vorrichtung zum Beladen von Zapfenschlitten mit Hülsen | |
| DE102017127156A1 (de) | Rotationskopf mit längsbeweglichem Faltkanal | |
| EP1712473B1 (fr) | Dispositif pour alimenter des objets en forme de disque, en particulier des comprimés, vers un dispositif de soudage | |
| EP2706031B1 (fr) | Dispositif de transmission d'unités de produit entre un convoyeur d'amenée et un convoyeur de sortie | |
| EP2551225B1 (fr) | Procédé de fonctionnement d'un dispositif de collecte de produits d'impression | |
| DE3342028A1 (de) | Packmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE GB IT LI |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20001215 |
|
| 17Q | First examination report despatched |
Effective date: 20010326 |
|
| AKX | Designation fees paid |
Free format text: CH DE GB IT LI |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20021224 |