EP1056895B1 - Komposit elastomer faden und tuch - Google Patents
Komposit elastomer faden und tuch Download PDFInfo
- Publication number
- EP1056895B1 EP1056895B1 EP99909525A EP99909525A EP1056895B1 EP 1056895 B1 EP1056895 B1 EP 1056895B1 EP 99909525 A EP99909525 A EP 99909525A EP 99909525 A EP99909525 A EP 99909525A EP 1056895 B1 EP1056895 B1 EP 1056895B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- composite
- yams
- sheath
- core
- fibers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000002131 composite material Substances 0.000 title claims description 147
- 239000004744 fabric Substances 0.000 title claims description 112
- 239000000835 fiber Substances 0.000 claims description 98
- 235000004879 dioscorea Nutrition 0.000 claims description 76
- 238000002844 melting Methods 0.000 claims description 53
- 230000008018 melting Effects 0.000 claims description 53
- 238000000034 method Methods 0.000 claims description 40
- 238000010438 heat treatment Methods 0.000 claims description 17
- 229920001169 thermoplastic Polymers 0.000 claims description 12
- 239000004416 thermosoftening plastic Substances 0.000 claims description 12
- 238000001816 cooling Methods 0.000 claims description 9
- 238000004519 manufacturing process Methods 0.000 claims description 9
- 238000009941 weaving Methods 0.000 claims description 9
- 239000011162 core material Substances 0.000 description 52
- 239000008358 core component Substances 0.000 description 42
- 239000000463 material Substances 0.000 description 38
- 239000000306 component Substances 0.000 description 18
- 230000015572 biosynthetic process Effects 0.000 description 10
- 150000002148 esters Chemical class 0.000 description 10
- 239000000853 adhesive Substances 0.000 description 9
- 230000001070 adhesive effect Effects 0.000 description 9
- 229920000642 polymer Polymers 0.000 description 9
- 239000004721 Polyphenylene oxide Substances 0.000 description 8
- 229920001400 block copolymer Polymers 0.000 description 8
- 229920000728 polyester Polymers 0.000 description 8
- 229920000570 polyether Polymers 0.000 description 8
- 229920001971 elastomer Polymers 0.000 description 7
- -1 polyethylene Polymers 0.000 description 7
- 229920002334 Spandex Polymers 0.000 description 4
- 239000000654 additive Substances 0.000 description 4
- 230000000712 assembly Effects 0.000 description 4
- 238000000429 assembly Methods 0.000 description 4
- 239000002657 fibrous material Substances 0.000 description 4
- 239000006260 foam Substances 0.000 description 4
- 239000004759 spandex Substances 0.000 description 4
- 239000004753 textile Substances 0.000 description 4
- 239000000806 elastomer Substances 0.000 description 3
- 238000009940 knitting Methods 0.000 description 3
- 229920002635 polyurethane Polymers 0.000 description 3
- 239000004814 polyurethane Substances 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 2
- 238000004873 anchoring Methods 0.000 description 2
- 238000009954 braiding Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000000839 emulsion Substances 0.000 description 2
- 238000009950 felting Methods 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 238000011084 recovery Methods 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- 229920010784 Arnitel® EM400 Polymers 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 229920011453 Hytrel® 4056 Polymers 0.000 description 1
- 229920000271 Kevlar® Polymers 0.000 description 1
- IOVCWXUNBOPUCH-UHFFFAOYSA-M Nitrite anion Chemical compound [O-]N=O IOVCWXUNBOPUCH-UHFFFAOYSA-M 0.000 description 1
- 229920000784 Nomex Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229920005830 Polyurethane Foam Polymers 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 229920002301 cellulose acetate Polymers 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000008199 coating composition Substances 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 150000004985 diamines Chemical class 0.000 description 1
- 238000004043 dyeing Methods 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000011152 fibreglass Substances 0.000 description 1
- 230000009970 fire resistant effect Effects 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 229920002313 fluoropolymer Polymers 0.000 description 1
- 239000006261 foam material Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 229920000578 graft copolymer Polymers 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 230000003301 hydrolyzing effect Effects 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 239000004761 kevlar Substances 0.000 description 1
- 239000004816 latex Substances 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000013518 molded foam Substances 0.000 description 1
- 239000004763 nomex Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 229920002239 polyacrylonitrile Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920002480 polybenzimidazole Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000005077 polysulfide Substances 0.000 description 1
- 229920001021 polysulfide Polymers 0.000 description 1
- 150000008117 polysulfides Polymers 0.000 description 1
- 239000011496 polyurethane foam Substances 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 239000004627 regenerated cellulose Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 230000003319 supportive effect Effects 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images






Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/32—Elastic yarns or threads ; Production of plied or cored yarns, one of which is elastic
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/40—Yarns in which fibres are united by adhesives; Impregnated yarns or threads
- D02G3/408—Flocked yarns
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D27/00—Woven pile fabrics
Definitions
- This invention relates to certain composite elastomeric fabrics suitable for use in furniture/seating fabrics, methods for making said composite elastomeric yarns and fabrics, and articles incorporating fabrics comprising said composite elastomeric yams.
- the composite elastomeric yarns and fabrics of the present invention are particularly well suited for use in indoor and outdoor furniture fabrics for seats, both bottoms and backs, installed in various forms of ground transportation such as automobiles, motorcycles, trucks, buses, trains, etc., as well as various aircraft and marine craft, where a lightweight combination of strength, comfort and style is desired.
- elastomeric yams used to produce fabrics having elastomeric properties have typically included rubber and elastomeric polyurethanes, such as spandex, which possess high coefficients of friction.
- rubber and elastomeric polyurethanes such as spandex, which possess high coefficients of friction.
- spandex elastomeric polyurethanes
- GB-A 1,053,390 discloses covered elastomeric yams, an apparatus and a method for covering said yarns with fibrous material in the form of adhesively secured discrete fibres.
- Yams to be covered are put and held under a uniform tension when being passed through an apparatus being adapted to apply an adhesive to the yam, deposit fibrous material on the adhesive-coated yam and to cure the adhesive. Due to the uniform application of the adhesive after being cured the yam is uniformly limited in its recovery from stretch and a desired tensile stress relative to a limit of elastic recovery is maintained.
- the adhesive may be a thermoplastic resin adhesive, for example an aqueous emulsion polyurethane foam adhesive or a latex adhesive, for example a nitrite polymer emulsion.
- the fibrous material applied to the adhesive is a textile material susceptible to dyeing. According to this reference yams of this kind when used in the formation of fabrics should bring along among other advantages a better dimensional stability of the fabric produced therefrom.
- EP 0 728 860 A1 discloses a composite yam comprising at least two different filaments A and B with A having a melting point temperature above 180° C and B having a melting point temperature below 220° C, with the melting point temperature of B being at least about 20° C below that of A.
- elastomeric yams have been incorporated in fabrics used to cover vehicle seats.
- Vehicle seats found in the various forms of ground, air and marine transportation have often been constructed from varying combinations of bulky polyurethane stuffing material or molded foam cushioning which is then mounted on wire frames or stamped metal pans and covered with fabric.
- the fabric is typically cut and sewn to size to contain and protect the materials contained within the seat as well as provide a comfortable, durable and attractive finish suitable for the interior design scheme of the vehicle.
- springs or elastic straps are also often used in the seat to provide a vehicle seating assembly with greater static and dynamic support characteristics, as well as passenger comfort.
- the present invention relates to composite elastomeric fabrics and to methods of making same.
- the composite yams used within said fabrics comprise a elastomeric core, an elastomeric thermoplastic sheath disposed about the core.
- the composite yams also include fibers mechanically anchored in the sheath.
- An important aspect of certain embodiments of the present invention is the requirement that the polymeric core is a thermoplastic polymeric core and that the melting point temperature of the material comprising the sheath is at least about 10°C, and preferably from about 50°C to about 75°C, lower than the melting point temperature of the material comprising the core.
- the fabrics of the present invention comprise the composite yams of the present invention, preferably in combination with conventional yams or fibers, arranged to form a composite fabric.
- the composite fabric of the present invention may be in any of a variety of forms well known in the art including woven, knit, braided or felted.
- the composite fabric will be a woven pile fabric in which the ground warp and the filling yarn comprise composite yams and the pile, whether a warp or a filling pile, comprises conventional yams or fibers.
- An important aspect of the composite fabrics of the present invention is that the conventional yarns or fibers are not only arranged together with the composite yams but are also mechanically anchored in the composite yarns.
- the term "conventional yams or fibers” means yams or fibers which provide the fabric with the desired texture and/or aesthetic qualities, and is invented to include not only fibers and yarns known and used for this purpose, but also fibers and yams of the present invention adopted for this purpose.
- a method of forming the composite yams comprises the steps of: providing a composite elastomeric yam comprising an elastomeric core and an elastomeric thermoplastic sheath disposed about the core wherein the melting point temperature of the sheath is at least about 10°C lower than the melting point temperature of the core; heating the composite elastomeric yam to a temperature at or above about the melting point temperature of the sheath but below the melting point temperature of the core; disposing fibers in intimate mechanical contact with the sheath; and cooling the composite elastomeric yarn to mechanically anchor said fibers in said sheath.
- the methods further comprise stretching the composite elastomeric yam from about 10% to about 500% beyond the relaxed state prior to the step of disposing said fibers. This preferred method enhances the ability of the manufacturer to vary the fiber density and/or bulk of the resulting composite yarn.
- the method of forming the composite fabrics comprises the steps of: forming a fabric of conventional yams or fibers and composite yarns comprising an elastomeric core and an elastomeric thermoplastic sheath disposed about the core wherein the melting point temperature of the sheath is at least about 10°C lower than the melting point temperature of the core and heating the composite fabric to a temperature at or above about the melting point temperature of the sheath but below the melting point temperature of the core and cooling the composite fabric to mechanically anchor said conventional yams or fibers in said composite yams.
- Articles to be made of the composite fabric of the present invention relate to furniture fabrics, and particularly to seating fabrics, comprising composite elastomeric yams and composite fabrics for use in seats and backs of chairs, benches and sofas used in office and/or residential environments or installed in various forms of ground transportation such as automobiles, motorcycles, trucks, buses, trains, etc., as well as various aircraft and marine craft.
- fabrics comprising the composite elastomeric yams in vehicle seating assemblies, and preferably the composite fabrics of the present invention a fabric possessing strength, comfort, breathability and elasticity can be achieved in combination with superior aesthetic qualities.
- Thin profile vehicle seating assemblies can thus be constructed with fabrics comprising the composite elastomeric yarns, and preferably the composite fabrics of the present invention, without the need for bulky foam cushions, stuffing material, springs or rubber straps while maintaining a desirable combination of support, comfort and appearance.
- the preferred composite yams of the present invention have improved properties both in high elongation/low modulus embodiments as well as low elongation/high modulus embodiments. More specifically, the composite yarns of the present invention provide an aesthetically pleasing outer surface in both elongated and relaxed form, improved adherence of surface fibers to the elastomeric core, and improved abrasion resistance. Further, the preferred composite yarns of the present invention are able to lock in and hide electro-conductive yarns in the interior thereof as well as cover flammable elastomers with non-flammable or fire resistant fibers to produce elastic yarns which minimize or eliminate burn or the propagation of flame spread.
- composite yarns of the present invention can be produced with varying degrees of bulk and a wide variety of moduli depending on, at least in part, the desired application, and can be brushed in yarn or fabric form resulting in minimal fiber loss as the surface fibers are mechanically anchored into the body of the yarn.
- the combination of properties of the yarns of the present invention provides the necessary support, comfort and appearance previously achieved by means of the combination of foam cushioning, stuffing material, springs, elastic straps and the like.
- the composite yarns of the present invention preferably comprise an elastomeric core, a elastomeric thermoplastic sheath disposed about the core, and fibers disposed about and mechanically anchored in the sheath.
- Fig. 1 shows generally a segment of a preferred composite yarn of the present invention 1.
- the yarns comprise a core 2, a sheath 3, and fibers 4 disposed about and mechanically anchored into the sheath.
- the anchored fibers are illustrated in the figures as short, individual strands of fibers, it should be appreciated that in certain embodiments the fiber component may be part of or incorporated into a yarn disposed about the sheath.
- the core comprises a elastomeric monofilament as shown in Fig.
- the core comprises a plurality of elastomeric filaments 5 which can be configured in a number of alternative forms well known to the art (i.e., bundled, twisted, braided, etc.).
- the material comprising the core preferably comprises a polymer which exhibits a relatively high melting point temperature. It is preferred that the melting point temperature of the material comprising the core be in the range of from about 185°C to about 240°C, and preferably from about 200°C to about 230°C.
- the material comprising the sheath component preferably comprises a polymer which exhibits a melting point temperature at least 10°C lower, preferably from about 50°C to about 75°C, lower than the melting point temperature of the core material. It is preferred that the melting point temperature of the material comprising the sheath be in the range of from about 100°C to about 200°C, and preferably from about 160°C to about 190°C.
- the materials comprising the core and the sheath can be selected from a wide variety of readily available polymers which exhibit thermoplastic properties. It is preferred, however, that the materials comprising the core and the sheath be selected so that the melting point temperature differential between them be from up to about 50°C to up to about 75°C to allow for greater flexibility in subsequent manufacturing processes.
- the sheath component can be heated to a temperature which results in at least the softening and/or tackifying of the sheath material while the core component remains in substantially solid and oriented form.
- the hardness of the core component of the present invention is preferably from about 38 to about 82, more preferably from about 45 to about 74, and even more preferably from about 55 to about 74.
- numerous polymers may be used as the core component of the present invention, polymers which exhibit elastomeric properties are preferred, with elastomeric polyesters being especially preferred.
- polyester as used herein is intended to include polymers which include polyester components, such as co-polymers of polyesters and other polymeric components, including graft and block co-polymers.
- the core component comprises a polyether ester or a polyester ester, more preferably a polyether ester block copolymer sold under the trademark HYTREL® by E.I. Du Pont de Nemours & Co., Inc. or a polyether ester block copolymer sold under the trademark ARNITEL® by D.S.M. Polymers, and even more preferably HYTREL® grades 5556, 6356 or 7246, or ARNITEL® grades EM 550, EM 630 and EM 740.
- the sheath component consists essentially of a polyether ester or a polyester ester, and more preferably a polyether ester block copolymer sold under the trademark HYTREL* by E.I. Du Pont de Nemours & Co., Inc. or a polyether ester block copolymer sold under the trademark ARNITEL® by D.S.M. Polymers, and even more preferably HYTREL® 4056 or ARNITEL® EM 400.
- the percent elongation of the core at the breaking point is preferably from about 50% to about 150% beyond its relaxed state, more preferably from about 80% to about 130% beyond its relaxed state, and even more preferably from about 100% to about 110% beyond its relaxed state.
- the denier range of the core component of the composite yarn is preferably from about 500 to about 2500 and even more preferably from about 800 to about 2000.
- the material comprising the sheath component of the composite yarn of the present invention is preferably compatible with the material comprising the core component in order to establish appropriate bonding to and adherence with the core component.
- the hardness of the sheath component of the composite yarn is preferably from about 30 to about 45, and even more preferably from about 35 to about 45.
- the composite yarn preferably comprises a core having a hardness of about 55 to about 74 on the Shore D hardness scale and comprising a poly ether ester block copolymer, and a sheath of a softer, lower melting point polyether ester block copolymer having a hardness of about 35 to about 45 on the Shore D hardness scale.
- additives can be included in the polymeric material used to form the sheath and core components in order to enhance various processing properties thereof including lowering the melting points and/or increasing the melt flow properties, as well as the resultant fabric properties such as toughness, durability, lightfastness, and flammability.
- the selection of such additives will depend, at least in part, on the requirements of the application to which the fabric will be put.
- additives include, but are not limited to, hydrolytic stabilizers, W light stabilizers, heat stabilizers, color additives and fixing agents, flame retardants, as well as electrically conductive materials for dissipation of static charges.
- the fibers which are disposed about the surface of the sheath generally comprise conventional non-elastic materials which are often used in apparel, home furnishings, automotive, aircraft and marine applications, as well as other industrial and medical applications. It will be appreciated by those skilled in the art that the fibers which may be utilized in accordance with the present invention may vary widely depending on the particular characteristics desired for and requirements imposed by the end product.
- the fibers of the present invention are preferably selected from the group consisting of cotton, carbon, wool, man-made cellulosics (including cellulose acetate and regenerated cellulose), polyamides, polyesters, fluorocarbon polymers, polybenzimidazoles, polyolefins (including polyethylene and polypropylene), polysulfides, polyacrylonitriles, polymetaphenylene isophthalamide, polymetaphenylene diamine manufactured by E.I. Du Pont de Nemours & Co., Inc.
- fibers for use in the present invention can also be characterized by type, i.e., spun (ring, friction, wrap, etc.), chenille, and filament (flat, false twist, airjet, stuffer box, etc.). It will be understood that as used herein fibers can include both single, individual fibers, such as chopped strands, or fibers which are spun, twisted or otherwise bound together to form a yarn.
- the fibers are preferably disposed about the surface of the sheath by means of the various methods set forth below wherein the fibers are anchored in the sheath. So disposed, the fibers are mechanically bonded to the sheath so that the resulting composite yarn exhibits durability and wear resistance while also providing a wide range of textures and fiber densities depending on the fibers used and the particular method of application employed.
- the preferred composite fabrics of the present invention like the preferred composite yarns of the present invention, have improved properties both in high elongation/low modulus embodiments as well as low elongation/high modulus embodiments. More specifically, the composite fabrics of the present invention provide an aesthetically pleasing surface in both elongated and relaxed form as well as improved wear and abrasion resistance. In those embodiments in which the composite fabric is of woven pile construction, the composite fabric also provides improved adherence of the pile fibers to the ground warp and/or filling yarn without having to apply coating compositions or additional layers of fabric or other materials to the backside thereof.
- the advantages which are realized by the avoidance of such additional components in the composite fabric of the present invention are a reduction in thickness and weight, improved elasticity and breathability, and the elimination of additional material, labor and disposal costs.
- the composite fabrics of the present invention preferably comprise the composite yarns of the present invention and conventional fibers arranged to form a fabric.
- the composite yarns used in the composite fabrics of the present invention comprise an elastomeric core and a thermoplastic elastomeric sheath disposed about the core wherein the melting point temperature of the sheath is at least about 10°C lower than the melting point temperature of the core.
- the conventional fibers suitable for use in the composite fabrics of the present invention are those which a capable of being combined with and anchored in the sheath component of the composite yarns, and include all of the fibers and fiber types recited above in connection with the composite yarns of the present invention.
- a fabric from composite yarns and conventional fibers may be accomplished by any of the methods well known in the art including weaving, knitting, braiding, felting and other such methods.
- the composite fabric will be in the form of a woven pile fabric.
- at least some portion of the ground warp yarns, or some portion of the filling yarn comprise composite yarns, and the pile, either warp or filling, will preferably comprise conventional fibers.
- the ground warp yarns or the filling yarns, and even more preferably both yarns consist essentially of the composite yam of the present invention.
- Conventional fibers used in the present invention are preferably spun, twisted, textured or otherwise bound together to some portion of both the ground warp and the filling yam, and are preferably interlaced with respect to the ground warp or filling yam in a "V" or "W” configuration wherein segments of the conventional fibers are wrapped around either one ("V") or three (“W") composite yarns of the ground warp and/or filling yam.
- the conventional fibers may or may not then be cut depending on whether a cut pile or a loop pile is desired for the end use application. Regardless of whether in the form of a cut or loop pile, or indeed in the form of a woven pile, an important aspect of the composite fabrics of the present invention is that the conventional yams or fibers are not only arranged in the fabric with the composite yams in accordance with the selected method of construction but are also mechanically anchored in the composite yarns.
- the methods of the present invention relate to the formation composite fabric made of composite elastomeric yams.
- the methods preferably comprise the steps of: providing a sheath-core component comprising an elastomeric core and a thermoplastic elastomeric sheath disposed about the core wherein the melting point temperature of the sheath is at least about 10°C lower than the melting point temperature of the core; heating the sheath-core component to a temperature above the melting point of the sheath but below the melting point of the core; disposing fibers in intimate mechanical contact about the sheath; and cooling the composite elastomeric yarn thus formed to mechanically anchor the fibers to the sheath.
- the heating step is described prior to the cooling step should not be understood as limiting the sequence of the steps used according to the present invention.
- the step of disposing the fibers in intimate contact with the sheath occurs prior to heating of the sheath-component.
- the step of disposing the fibers in intimate contact with the sheath occurs subsequent to heating of the sheath-component.
- the sheath-core component will be stretched from about 10% to about 500% beyond its relaxed length prior to the disposition of fibers about the sheath.
- the initial step of providing the sheath-core component can be accomplished in a variety of ways including forming the sheath-core component by methods well known to the art or obtaining certain pre-made sheath-core components from other sources.
- the methods of forming the sheath-core component include the pulltrusion technique of forming the core component and then drawing the core component through a molten bath of the sheath material at a temperature above that of the melting point temperature of the sheath material but below that of the melting point temperature of the core material.
- the core component can be simultaneously co-extruded with the sheath component at a temperature appropriate for such simultaneous coextrusion in a manner such that the extrudate comprises a core comprising the higher melting point material and a sheath comprising the lower melting point material as disclosed by Himmelreich, Jr. (U.S. Pat No. 4,469,738) which is incorporated herein by reference.
- Another alternative for providing a sheath-core component according to the present invention is a crosshead technique in which the core is preformed and is fed through the center of a crosshead extrusion die wherein the sheath material is extruded as an outer jacket or covering over the preformed core material. It will be understood that certain embodiments of the methods of the present invention will employ a monofilament core, while in other embodiments of the methods of the present invention the core comprises a plurality of filaments.
- Another step in the methods of the present invention comprises heating the sheath-core component to a temperature above that of the melting point temperature of the sheath material but below that of the melting point temperature of the core material.
- the sheath material is softened or at least tackified to permit mechanical bonding with the fibers which may be subsequently applied or which may have already been applied.
- the heating step will occur during manufacture of the composite yarn but prior to its incorporation into a fabric.
- the partially-formed yarn of the present invention that is, the sheath-core component
- the partially-formed yarn of the present invention is first incorporated into a fabric manufacturing process so that the resulting fabric comprising strands of the sheath-core component of the present invention will be the article that is heated.
- the sheath-core component is stretched beyond its relaxed state but within its elastic range prior to the application of fibers as shown in the sequence of Fig. 3 to Fig. 5.
- Such stretching allows the resulting composite yarn to take on varying degrees of bulk and/or density.
- Fig. 3 shows a segment of the sheath-core component comprising a core 2A and sheath 3A prior to stretching.
- Fig. 4 shows the subsequent view of the segment shown in Fig. 3 in which the segment of the sheath-core component has been stretched and fibers 4A have been disposed about the surface of sheath 3B.
- Sheath 3B and core 2B are shown having a thinner profile as a result of the stretched state depicted in Fig. 4.
- FIG. 5 shows a view subsequent to the view shown in Fig. 4 in which core 2C and sheath 3C have returned to their original relaxed, i.e. unstretched, state, and fibers 4B exhibit a greater density than fibers 4A exhibit in Fig. 4.
- any given interval of the sheath-core component in the relaxed form presents a greater surface area in stretched form on which to accommodate the application of fibers.
- the density of fibers within any given interval is greater than if such fibers were applied without stretching.
- the greater degree to which the sheath-core component is stretched within its elastic range prior to the application of fibers the greater the bulk and fiber density of the resulting composite fiber.
- the methods of the present invention further comprise the step of stretching the sheath-core component from about 10% to about 500% beyond its relaxed length prior to the application of fibers.
- the optimal degree of stretching will depend upon the materials used in forming the sheath-core component as well as the intended end use of the composite yarn.
- the degree of stretching beyond its relaxed length would be from about 10% to about 40%, and preferably from about 12% to about 18%.
- the degree of stretching would typically be from about 300% to about 500%, arid preferably from about 350% to about 425%.
- the resulting composite yarn when used in fabric manufacturing processes (i.e., weaving, knitting, etc.) will be capable of stretching and recovering freely without significant restrictions imposed by fibers anchored at more than one site in the composite yarn surface. It will be understood that, depending on the desired manufacturing process and end use, for those embodiments in which a stretching step is a part, the stretching step can occur when the sheath-core component is in yarn form or when it has already been processed or partially processed into a fabric.
- Another step in the methods of the present invention comprises disposing fibers in intimate mechanical contact about the sheath-core component.
- the disposition of fibers will occur while the sheath-core component is in yarn form.
- the sheath-core component will have already been used in a fabric manufacturing process so that the application of fibers will be upon the surface or surfaces of the fabric.
- the fibers disposed about the sheath-core component can be in the form of free fibers or in the form of yarn or a combination thereof.
- the form of the fibers so disposed will vary and the process by which the fibers may be disposed includes wrapping, spinning, twisting, flocking, or any number of other procedures well known to the art provided, however, that by so disposing the fibers about the sheath-core component said fibers are able to penetrate into at least a portion of the sheath component so as to achieve a mechanical bond thereto.
- the heating step for locking the exterior textile fibers to the sheath component way occur either prior or subsequent to the disposition of fibers about the sheath-core component.
- the heating step takes place directly after the disposition of the fibers around the sheath-core component while the sheath-core component is in yarn form. In certain other preferred embodiments, the heating step takes place while the sheath-core component is in fabric form.
- the final step in the methods of forming the composite yarn of the present invention comprises cooling the composite yarn so as to effect the anchoring of the fibers in the sheath component.
- the methods preferably comprise the steps of: forming a fabric of conventional yarns or fibers and composite yarns comprising an elastomeric core and an elastomeric thermoplastic sheath disposed about the core wherein the melting point temperature of the sheath is at least about 10°C, preferably about 50°C to about 75°C, lower than the melting point temperature of the core and; heating the composite fabric to a temperature at or above about the melting point temperature of the sheath but below the melting point temperature of the core; and cooling the composite fabric to mechanically anchor said conventional yarns or fibers in said composite yarns.
- the initial step of forming a fabric of conventional yarns or fibers and composite yarns can be accomplished in a variety of methods well known to the art.
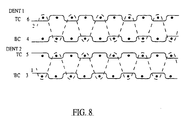
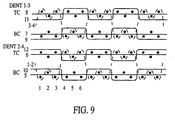
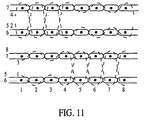
- the step of forming a fabric will be by means of weaving and, more preferably, by means of pile weaving whereby a ground warp and filling yarn comprising the composite yarns of the present invention are interlaced with a warp or filling pile of conventional fibers.
- the warp or filling pile may be interlaced with respect to the ground warp or filling yarns in any of a variety of configurations known to the art.
- the warp or filling pile will be interlaced in a "V” or "W” configuration wherein segments of the warp or filling pile are wrapped around either one ("V") or three (“W") composite yarns of the ground warp or filling yarns.
- V one
- W three
- Another step in the methods of the present invention comprises heating the composite fabric to a temperature above that of the melting point temperature of the sheath material of the composite yarns but below that of the melting point temperature of the core material thereof.
- the sheath material is softened or at least tackified to permit mechanical bonding with the conventional fibers interlaced therewith. While the selection of the temperature to which composite fabric is heated is determined, at least in part, by the selection of materials comprising the composite yarns, consideration must also be given to the limitations imposed by the fiber materials selected so that such materials are not degraded during the heating step.
- the final step in the methods of forming the composite fabric of the present invention comprises cooling the composite fabric so as to effect the anchoring of the fibers in the sheath component of the composite yams.
- the resulting composite fabrics of the present invention made of composite elastomeric yarns can be used in manufacturing processes for the formation of fabric articles having a desirable combination of properties well suited for use in vehicle seats in automotive, air and marine craft applications as well as in commercial and residential furniture for use in indoor and outdoor settings. Because of the superior elasticity, durability and wear resistance of the composite fabrics of the present invention, as well as the wide range of textures and fiber densities which can be achieved, vehicle seats for use in automotive, air and marine craft applications, as well as commercial and residential furniture, can be constructed without the need for the additional use of foam cushioning, stuffing material, springs, elastic straps or combinations thereof. Such thin profile vehicle seats as described in Abu-Isa, et alt (U.S. Patent No.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Multicomponent Fibers (AREA)
- Woven Fabrics (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
Claims (14)
- Komposit Tuch, bestehend aus einer Anordnung von Fasern und Komposit Garnen, wobei jedes der Komposit Garne aus einem elastomeren Kern und einer elastomeren thermoplastischen Ummantelung besteht, die um den Kern herum angeordnet ist, dadurch gekennzeichnet, dass die Schmelztemperatur der Ummantelung wenigstens ungefähr 10° niedriger ist als die Schmelztemperatur des Kernes und wobei die Fasern in der Ummantelung des Komposit Garnes verankert sind.
- Komposit Tuch nach Anspruch 1, wobei das Tuch aus Grundketten-Garnen, Füllgarnen und dem Flor besteht.
- Komposit Tuch nach Anspruch 2, wobei die Grundketten-Garne Komposit Garne umfassen.
- Komposit Tuch nach Anspruch 2, wobei die Füllgarne Komposit Garne umfassen.
- Komposit Tuch nach Anspruch 2, wobei die Grundketten-Garne und die Füllgarne Komposit Garne umfassen.
- Komposit Tuch nach Anspruch 2, wobei der Flor aus herkömmlichen Gamen besteht.
- Komposit Tuch nach Anspruch 6, wobei die herkömmlichen Garne mit den Grundketten-Garnen oder den Füllgarnen oder beiden verflochten sind, und zwar nach Maßgabe einer "V"- oder einer "W"- Konfiguration, wobei die herkömmlichen Garne entweder um ein oder um drei Komposit Garne der Grundketten-Garne oder der Füllgarne oder um beide gewickelt sind.
- Komposit Tuch nach den Ansprüchen 1, 2, 3 und 6, wobei die Schmelztemperatur der Ummantelung um wenigstens ungefähr 50° C bis ungefähr 75° C niedriger liegt als die Schmelztemperatur des Kernes und wobei die herkömmlichen Garne in der Ummantelung der Komposit Garne verankert sind.
- Verfahren zur Herstellung eines Komposit Tuches entsprechend den Ansprüchen 1 bis 8, bestehend aus den folgenden Schritten:Bildung einer Anordnung von Fasern und Komposit Garnen, wobei die Kornposit Garne einen elastomeren Kern und eine elastomere thermoplastische Ummantelung aufweisen, die sich um den Kern herum erstreckt, wobei die Schmelztemperatur der Ummantelung um wenigstens ungefähr 10° C niedriger liegt als die Schmelztemperatur des Kernes;Erwärmung der Anordnung von Fasern und Komposit Garnen bis auf eine Temperatur oberhalb der Schmelztemperatur der Ummantelung der Komposit Garne jedoch unterhalb der Schmelztemperatur des Kerns der Komposit Garne undAbkühlung des Komposit Tuches
- Verfahren nach Anspruch 9, wobei die Schmelztemperatur der Ummantelung um wenigstens ungefähr 50° C bis ungefähr 75° C niedriger liegt als die Schmelztemperatur des Kernes.
- Verfahren nach Anspruch 9, wobei der Bildungsschritt ein Weben umfasst.
- Verfahren nach Anspruch 9, wobei der Bildungsschritt eine Bildung eines Florgewebes durch Weben umfasst, wobei die Grundketten-Garne und die Füllgarne, welche die Komposit Garne umfassen, die mit einem Flor bestehend aus herkömmlichen Fasern verflochten sind.
- Verfahren nach Anspruch 12, wobei der Flor nach Maßgabe einer "V"- oder einer "W"-Konfiguration geflochten ist, so dass die Florgarne entweder um ein oder um drei Komposit Garne der Grundketten-Garne oder der Füllgarne oder beider gewickelt sind.
- Verfahren nach Anspruch 9 oder 10, welches die Bildung einer Anordnung von Komposit Garnen als Grundketten-Garne und Füllgarne und von konventionellen Garnen als Flor,
eine Erwärmung der Anordnung von Fasern und Komposit Garnen bis auf eine Temperatur oberhalb derjenigen der Schmelztemperatur der Ummantelung der Komposit Game jedoch unterhalb der Schmelztemperatur des Kernes der Komposit Garne, und
ein Abkühlen des Komposit Tuches umfasst.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US7543998P | 1998-02-20 | 1998-02-20 | |
| US75439P | 1998-02-20 | ||
| PCT/US1999/003685 WO1999042644A1 (en) | 1998-02-20 | 1999-02-19 | Composite elastomeric yarns and fabric |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1056895A1 EP1056895A1 (de) | 2000-12-06 |
| EP1056895B1 true EP1056895B1 (de) | 2003-04-23 |
Family
ID=22125768
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99909525A Expired - Lifetime EP1056895B1 (de) | 1998-02-20 | 1999-02-19 | Komposit elastomer faden und tuch |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1056895B1 (de) |
| DE (1) | DE69907149T2 (de) |
| WO (1) | WO1999042644A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108660572A (zh) * | 2018-05-23 | 2018-10-16 | 中原工学院 | 一种自滤式负离子纱线制造方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20050042412A1 (en) | 1996-12-31 | 2005-02-24 | Bruner Jeffrey W. | Composite elastomeric yarns and fabric |
| FR2835852B1 (fr) * | 2002-02-08 | 2004-04-30 | Ferrari S Tissage & Enduct Sa | Fil gaine, textile et procede de fabrication d'un tel fil |
| BR112023024245A2 (pt) | 2021-05-21 | 2024-01-30 | Southern Mills Inc | Tecidos resistentes a chamas formados com fios estiráveis |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1053390A (de) * | 1963-04-24 | |||
| ES2035557T3 (es) * | 1988-04-28 | 1993-04-16 | Toyo Denshoku Kabushiki Kaisha | Hilo flocado y procedimiento para su fabricacion. |
| GB8912305D0 (en) * | 1989-05-27 | 1989-07-12 | James Stroud & Company Limited | Method of manufacturing a combined elastic or elastomeric yarn |
| US5417046A (en) * | 1993-07-16 | 1995-05-23 | Worldtex, Inc. | Method of manufacturing a composite yarn having a spandex core and a texturized thermoplastic covering |
| DE19506037A1 (de) * | 1995-02-22 | 1996-08-29 | Hoechst Trevira Gmbh & Co Kg | Verformbare, hitzestabilisierbare textile Polware |
| ATE221148T1 (de) * | 1996-12-31 | 2002-08-15 | Quantum Group Inc | Elastomere verbundfäden |
-
1999
- 1999-02-19 EP EP99909525A patent/EP1056895B1/de not_active Expired - Lifetime
- 1999-02-19 DE DE69907149T patent/DE69907149T2/de not_active Expired - Lifetime
- 1999-02-19 WO PCT/US1999/003685 patent/WO1999042644A1/en not_active Ceased
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108660572A (zh) * | 2018-05-23 | 2018-10-16 | 中原工学院 | 一种自滤式负离子纱线制造方法 |
| CN108660572B (zh) * | 2018-05-23 | 2020-06-19 | 中原工学院 | 一种自滤式负离子纱线制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO1999042644A9 (en) | 1999-11-04 |
| DE69907149T2 (de) | 2003-10-16 |
| EP1056895A1 (de) | 2000-12-06 |
| WO1999042644A1 (en) | 1999-08-26 |
| DE69907149D1 (de) | 2003-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9234304B2 (en) | Composite elastomeric yarns and fabric | |
| EP0954626B1 (de) | Elastomere verbundfäden | |
| US20020088501A1 (en) | Composite elastomeric yarns and fabric | |
| EP1426473A1 (de) | Als sitzmöbel geeignetes dreidimensionales gewirk | |
| EP2816146B1 (de) | Elastischer verbundzwirn und verfahren zu seiner herstellung sowie aus dem elastischen verbundzwirn hergestelltes stapeltextilprodukt | |
| US11814783B2 (en) | Synthetic leather | |
| JPWO1999049117A1 (ja) | パイル織物 | |
| US20200131675A1 (en) | Hybrid fabrics for extreme wear industrial and apparel applications | |
| CN112840069B (zh) | 既触感柔软又耐磨和抗拉伸的纺织品 | |
| EP1056895B1 (de) | Komposit elastomer faden und tuch | |
| EP4183909A1 (de) | Web-/strickgewebe und kleidungsstück damit | |
| JP2004107800A (ja) | 立体横編物 | |
| KR101716088B1 (ko) | 양방향 신축성 및 시원한 느낌이 부여된 기능성 직물 제조방법 | |
| JP7305974B2 (ja) | 布帛体の製造方法 | |
| JPS6152254B2 (de) | ||
| TWI785306B (zh) | 開放式網狀紗羅織物、由其製成之袋及製造該紗羅織物之方法 | |
| JPH08144152A (ja) | 絡み織物および洋装外衣 | |
| CN1621591B (zh) | 内饰用毛绒织物 | |
| CN213866642U (zh) | 一种高强度高弹性面料 | |
| JP2004190211A (ja) | 立体編物 | |
| JPS601421B2 (ja) | フラノ調編物 | |
| JPH0913238A (ja) | 流体噴射加工糸 | |
| JPH05177067A (ja) | 車両椅子張地および車両座席 | |
| JPH0665836A (ja) | 鞘芯構造嵩高糸を含有する布帛 | |
| JP2020165038A (ja) | ダブル丸編地及び該ダブル丸編地を用いた衣料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20000908 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR GB IT SE |
|
| 17Q | First examination report despatched |
Effective date: 20011107 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB IT SE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REF | Corresponds to: |
Ref document number: 69907149 Country of ref document: DE Date of ref document: 20030528 Kind code of ref document: P |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20040126 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 69907149 Country of ref document: DE Representative=s name: CALLIES, RAINER, DIPL.-PHYS. DR.RER.NAT., DE Ref country code: DE Ref legal event code: R082 Ref document number: 69907149 Country of ref document: DE Representative=s name: RAINER CALLIES, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20180214 Year of fee payment: 20 Ref country code: DE Payment date: 20180206 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20180213 Year of fee payment: 20 Ref country code: FR Payment date: 20180111 Year of fee payment: 20 Ref country code: IT Payment date: 20180221 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69907149 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20190218 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20190218 |