EP1211034A2 - Ziegelpresse mit Bandfördereinrichtung - Google Patents
Ziegelpresse mit Bandfördereinrichtung Download PDFInfo
- Publication number
- EP1211034A2 EP1211034A2 EP01204435A EP01204435A EP1211034A2 EP 1211034 A2 EP1211034 A2 EP 1211034A2 EP 01204435 A EP01204435 A EP 01204435A EP 01204435 A EP01204435 A EP 01204435A EP 1211034 A2 EP1211034 A2 EP 1211034A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- belt
- mold
- press
- accordance
- ridges
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
- B28B13/0215—Feeding the moulding material in measured quantities from a container or silo
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
- B28B13/0215—Feeding the moulding material in measured quantities from a container or silo
- B28B13/027—Feeding the moulding material in measured quantities from a container or silo by using a removable belt or conveyor transferring the moulding material to the moulding cavities
Definitions
- the present invention relates to a press for tile pressing molds having an innovative charging device and in particular for creating colored streaks and veins in the mass.
- a widely used system consists of a drawer with dimensions similar to the cavity of the mold to be filled.
- the drawer is open at the bottom and has rods for drawing the powders to be pressed. It runs on a plane from a charging position outside the mold to a dumping position vertically above the mold where the powders are dumped.
- the drawer includes a powered belt which receives the powders and dumps them from its lead end into the mold.
- the general purpose of the present invention is to remedy the above mentioned shortcomings by making available a press with a charging device allowing satisfactory powder distribution in the mold in particular when there is a plurality of powders for providing streaks and color variations in the tile mass.
- a tile pressing press comprising a pressing mold into which a charging device dumps powders to be pressed with the charging device comprising a conveyor belt onto which are dumped the powders to be dumped into the mold and which is caused to run over the mold to dump the powders from one of its ends into the mold characterized in that the belt surface for receiving the powder has ridges.
- Figure 1 and 2 show diagrammatically a press for pressing tiles designated as a whole by reference number 10 and comprising a pressing mold 11 arranged between press plates 12, 13 and a charging device 14.
- the charging device comprises a charging carriage 15 powered to be movable between the charging position shown in solid lines in Fig. 1 outside the press plates and a position partially shown in hatching of dumping into the mold.
- a conveyor belt 16 powered to run on command, possibly on a supporting table 17, between transmission rollers 18, 19 arranged at the head and tail of the carriage in relation to the carriage's movement into and out of the press plates.
- the belt should be at least as wide as the mold compartment.
- the charging device comprises a hopper feeding unit 20 which dumps the powders for making the tile onto the belt below.
- This feed unit is basically prior art and therefore not further described nor shown. It should include dumping hoppers for the various powders it is desired to use in making the tiles. For example, there may be provided a main hopper to dump the powder for making the tile mass and at least one secondary hopper to dump powder for making the streaks or veining in the mass. Dumping from the hoppers should take place in quantities and at intervals differing according to the specific aesthetic effect it is desired to obtain.
- the carriage advantageously comprises a scraper 21 and a powered brush 22 for cleaning the mold while the carriage is travelling.
- the surface of the belt which receives the powder comprises ridges 23 protruding from the surface.
- the ridges can have various forms depending on the effect it is desired to achieve.
- Fig. 2 shows ridges 23 arranged on the belt along transverse lines.
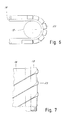
- Figures 3 and 5 show ridges which are, respectively, inclined and straight, inclined and wavy or directed along lines arranged variously to mutually intersect on the belt surface more or less randomly.
- Figures 6 and 7 show variant embodiments of the structure of the ridges allowing the belt to turn around the transmission rollers.
- the ridges are broken at intervals so as to form segments which open when the belt bends around the rollers.
- rollers are unbroken and made of relatively yielding material such as for example rubber to allow their distortion and lowering on the belt when the belt bends on the rollers.
- This second embodiment was found to be particularly beneficial to gain a more diffuse dumping effect of the powders and improve the aesthetic result when it is desired to obtain a shaded streaked color effect in the tile mass.
- the ridges can be molded in a single piece with the belt or attached in a way readily imaginable to those skilled in the art.
- Fig. 8 shows a plan view of a variant embodiment of the press in which a mold with multiple cavities (11a, 11b, 11c) for performing multiple pressings is provided.
- the charging device consequently comprises a belt conveyor 14 broad enough to feed all the side by side cavities.
- Fig. 8 also shows additional ridges 25 transversal to the belt and arranged with a pitch virtually equal to the length of the mold in the direction of movement of the belt.
- powder dumping will be synchronized with the belt movement in such a manner that the space delimited between two transversal ridges 25 will receive all the powder intended for a cavity.
- the carriage is retracted to the starting position of Fig. 1.
- the carriage is operated to advance towards the mold and simultaneously the feed unit 20 discharges the necessary powders with the desired arrangement for tile production. In this manner the belt passes beneath the hopper which dumps and the powder is distributed along the belt.
- Discharging of the powders from the hopper terminates when the desired amount of powder is reached while advancing movement of the carriage terminates when the carriage has travelled the entire mold and the belt has reached its extreme advanced position as shown hatched in Fig. 12.
- the carriage is commanded to return to its starting or charging position and during the return travel of the carriage the belt is made to run forward at a speed virtually equal to the carriage movement speed.
- the powders on the belt are dumped uniformly in the mold.
- the speed of rotation of the belt is equal to the return speed of the carriage, the relative speed of the powders is practically null with the powders falling vertically into the mold to avoid the dragging effects of prior art drawer devices.
- the ridges could be obtained either by cutting the belt in low relief, molding it directly with the ridges, or adding the ridges on its surface later.
- the ridges cold have different forms and dimensions depending on specific requirements.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITMI20002537 IT1320102B1 (it) | 2000-11-24 | 2000-11-24 | Pressa per la realizzazione di piastrelle, dotata di dispositivi dicaricamento a nastro. |
| ITMI202537 | 2000-11-24 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1211034A2 true EP1211034A2 (de) | 2002-06-05 |
| EP1211034A3 EP1211034A3 (de) | 2003-06-11 |
| EP1211034B1 EP1211034B1 (de) | 2015-05-06 |
Family
ID=11446140
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20010204435 Expired - Lifetime EP1211034B1 (de) | 2000-11-24 | 2001-11-21 | Ziegelpresse mit Bandfördereinrichtung |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1211034B1 (de) |
| ES (1) | ES2544227T3 (de) |
| IT (1) | IT1320102B1 (de) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005025829A1 (en) * | 2003-09-15 | 2005-03-24 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Method and plant for forming ceramic tiles or slabs |
| WO2006117606A1 (en) * | 2005-04-29 | 2006-11-09 | R.P. S.R.L. | An apparatus and a process for die filling supply, in forming of tiles or like products |
| ES2344541A1 (es) * | 2007-02-20 | 2010-08-30 | O.C.E.M. Officina Construzioni Elettro - Meccaniche S.R.L. | Aparato para suministrar material a los moldes para baldosas de piedra artificiala y cemento. |
| CN102303356A (zh) * | 2011-09-05 | 2012-01-04 | 佛山市河之舟机电有限公司 | 在抛光砖面形成纵横线条的布料方法及其设备 |
| CN103465362A (zh) * | 2013-09-17 | 2013-12-25 | 黎永健 | 一种能生产高仿真天然石材的布料设备 |
| CN103481359A (zh) * | 2013-10-15 | 2014-01-01 | 浙江天晟建材集团有限公司 | 一种混凝土布料及输送系统 |
| CN103878866A (zh) * | 2014-02-19 | 2014-06-25 | 山东中润锦华节能科技有限公司 | 一种用于水玻璃膨胀玻化微珠轻质保温板生产的自动压制成型系统 |
| CN104118042A (zh) * | 2014-07-18 | 2014-10-29 | 佛山市东鹏陶瓷有限公司 | 一种超细线条纹理的履带式造型布料喷浆工艺 |
| CN104118037A (zh) * | 2014-07-18 | 2014-10-29 | 佛山市东鹏陶瓷有限公司 | 一种超细线条纹理的履带式造型布料喷浆装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1210289B (it) * | 1987-05-14 | 1989-09-14 | Co Em Spa | Dispositivo per il caricamento automatico ed uniforme degli stampi di presse per la formazione di manufatti ceramici,in particolare piastrelle |
| IT1287505B1 (it) * | 1996-11-22 | 1998-08-06 | Algeri Maris | Metodo e mezzi per la pressatura di piastrelle ceramiche. |
| EP1097911A3 (de) * | 1999-11-05 | 2003-12-10 | Lo Scalino S.R.L. | Verzierte keramische Fliesen, Vorrichtung und Verfahren zu deren Dekoration |
-
2000
- 2000-11-24 IT ITMI20002537 patent/IT1320102B1/it active
-
2001
- 2001-11-21 ES ES01204435.0T patent/ES2544227T3/es not_active Expired - Lifetime
- 2001-11-21 EP EP20010204435 patent/EP1211034B1/de not_active Expired - Lifetime
Non-Patent Citations (1)
| Title |
|---|
| None |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005025829A1 (en) * | 2003-09-15 | 2005-03-24 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Method and plant for forming ceramic tiles or slabs |
| WO2006117606A1 (en) * | 2005-04-29 | 2006-11-09 | R.P. S.R.L. | An apparatus and a process for die filling supply, in forming of tiles or like products |
| ES2344541A1 (es) * | 2007-02-20 | 2010-08-30 | O.C.E.M. Officina Construzioni Elettro - Meccaniche S.R.L. | Aparato para suministrar material a los moldes para baldosas de piedra artificiala y cemento. |
| ES2344541B1 (es) * | 2007-02-20 | 2011-06-17 | O.C.E.M. Officina Construzioni Elettro - Meccaniche S.R.L. | Aparato para suministrar material a los moldes para baldosas de piedra artificial y cemento. |
| CN102303356A (zh) * | 2011-09-05 | 2012-01-04 | 佛山市河之舟机电有限公司 | 在抛光砖面形成纵横线条的布料方法及其设备 |
| CN102303356B (zh) * | 2011-09-05 | 2013-06-19 | 佛山市河之舟机电有限公司 | 在抛光砖面形成纵横线条的布料方法及其设备 |
| CN103465362A (zh) * | 2013-09-17 | 2013-12-25 | 黎永健 | 一种能生产高仿真天然石材的布料设备 |
| CN103465362B (zh) * | 2013-09-17 | 2016-01-27 | 佛山市卓益机电有限公司 | 一种能生产高仿真天然石材的布料设备 |
| CN103481359A (zh) * | 2013-10-15 | 2014-01-01 | 浙江天晟建材集团有限公司 | 一种混凝土布料及输送系统 |
| CN103481359B (zh) * | 2013-10-15 | 2015-08-05 | 浙江天晟建材集团有限公司 | 一种混凝土布料及输送系统 |
| CN103878866A (zh) * | 2014-02-19 | 2014-06-25 | 山东中润锦华节能科技有限公司 | 一种用于水玻璃膨胀玻化微珠轻质保温板生产的自动压制成型系统 |
| CN103878866B (zh) * | 2014-02-19 | 2016-09-14 | 山东中润锦华节能科技有限公司 | 一种用于水玻璃膨胀玻化微珠轻质保温板生产的自动压制成型系统 |
| CN104118042A (zh) * | 2014-07-18 | 2014-10-29 | 佛山市东鹏陶瓷有限公司 | 一种超细线条纹理的履带式造型布料喷浆工艺 |
| CN104118037A (zh) * | 2014-07-18 | 2014-10-29 | 佛山市东鹏陶瓷有限公司 | 一种超细线条纹理的履带式造型布料喷浆装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2544227T3 (es) | 2015-08-28 |
| ITMI20002537A1 (it) | 2002-05-24 |
| EP1211034A3 (de) | 2003-06-11 |
| IT1320102B1 (it) | 2003-11-18 |
| EP1211034B1 (de) | 2015-05-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4789319A (en) | Roof tiles and wall tiles and process for their manufacture | |
| EP1211034B1 (de) | Ziegelpresse mit Bandfördereinrichtung | |
| EP1701830A2 (de) | Verfahren und anlage zur voranordnung von pulvern zum formen von keramikfliesen oder -platten | |
| US11926072B2 (en) | Method for decorating in thickness a ceramic slab | |
| US12134207B2 (en) | Machine for dry decoration of tiles | |
| US5011641A (en) | Preparation of shaped agglomerated particulate material | |
| EP0444730B1 (de) | Schieber zur Zweistufenbefüllung von Keramikformen, insbesondere zur Herstellung druckglasierter Keramikplatten | |
| WO2005025829B1 (en) | Method and plant for forming ceramic tiles or slabs | |
| EP0220227B1 (de) | Herstellung von ziegeln oder fliesen | |
| EP0909622B1 (de) | Vorrichtung und Verfahren zum Füllen eines Pressformhohlraumes mit einem pulverförmigen oder körnigen Material bei der Herstellung von keramischen Fliesen | |
| WO2002007939A1 (en) | System for feeding a ceramic press | |
| EP1323510A1 (de) | Schieber zur Zweistufenbefüllung für Keramik | |
| EP2152484B1 (de) | Verfahren für formfüllzufuhr bei der herstellung von fliesen oder dergleichen | |
| ITMO20010253A1 (it) | Sistema di alimentazione di una pressa per la formatura di manufatti ceramici | |
| EP1358983B1 (de) | Vorrichtung zum Füllen der Pressformen für die Herstellung von Fliesen | |
| EP1043133A2 (de) | Presse zum Herstellen von Fliesen mit einer Fördervorrichtung für zwei Materialschichten | |
| EP1773553B1 (de) | Anlage zum einspeisen einer doppelten schicht puder oder granulösen materials in den formhohlraum bei der keramikfliesenherstellung | |
| EP1226912A2 (de) | Verfahren und Vorrichtung zum Füllen einer Form zur Herstellung von keramischen Gegenständen | |
| JP4316155B2 (ja) | 米飯分割成形装置 | |
| EP3733369B1 (de) | Vorrichtung zum zuführen mindestens einer pulverförmigen substanz, insbesondere für pressen zur herstellung von keramikteilen | |
| CN107322778A (zh) | 一种瓷砖布料方法 | |
| ITBO20000130A1 (it) | Procedimento per la realizzazione di piastrelle ceramiche dotate di venature e attrezzatura per l' attuazione di detto procedimento . | |
| ITRE960097A1 (it) | Metodo per caricare uno stampo con materiale di formatura e dispositi- vo per attuare tale metodo | |
| ITMO980163A1 (it) | "metodo e relativo dispositivo per il caricamento multistrato degli alveoli delle presse con materiali per la produione di piastrelle cerami | |
| ITMO990199A1 (it) | Metodo e dispositivo per il caricamento di uno stampo, in particolareper piastrelle ceramiche. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20031201 |
|
| AKX | Designation fees paid |
Designated state(s): DE ES FR IT |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MARAZZI GROUP S.P.A. |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20141204 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MARAZZI GROUP S.R.L. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MARAZZI GROUP S.R.L. |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR IT |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 60149353 Country of ref document: DE Effective date: 20150611 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2544227 Country of ref document: ES Kind code of ref document: T3 Effective date: 20150828 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 60149353 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20160209 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20160729 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151130 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20161116 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20161011 Year of fee payment: 16 Ref country code: IT Payment date: 20161104 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 60149353 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180602 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171122 |