EP1265260A1 - Metallischer draht - Google Patents
Metallischer draht Download PDFInfo
- Publication number
- EP1265260A1 EP1265260A1 EP02291180A EP02291180A EP1265260A1 EP 1265260 A1 EP1265260 A1 EP 1265260A1 EP 02291180 A EP02291180 A EP 02291180A EP 02291180 A EP02291180 A EP 02291180A EP 1265260 A1 EP1265260 A1 EP 1265260A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- section
- sections
- cross
- magnetic core
- long axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004804 winding Methods 0.000 claims abstract description 16
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims abstract description 10
- 239000002184 metal Substances 0.000 claims abstract description 10
- 229910052751 metal Inorganic materials 0.000 claims abstract description 10
- 229910052802 copper Inorganic materials 0.000 claims abstract description 9
- 239000010949 copper Substances 0.000 claims abstract description 9
- 238000004519 manufacturing process Methods 0.000 claims description 4
- 238000005096 rolling process Methods 0.000 description 8
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 3
- 239000004020 conductor Substances 0.000 description 2
- 238000010618 wire wrap Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2823—Wires
Definitions
- the invention relates to a metallic wire according to the preamble of claim 1 and a winding for transformers according to the preamble of claim 3.
- paper-insulated wires or The twisted pair used a constant thickness-to-thickness ratio over its entire length Have width.
- the wires are on a magnetizable metal core wound.
- the present invention is therefore based on the object of a metal wire for to develop the winding of transformers, which has the disadvantages described above does not have or to provide a winding through which the stray field losses in a transformer can be reduced and the efficiency of the Transformer is improved.
- FIGS. 1 and 2 Exemplary embodiments explained in more detail.
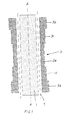
- a winding z. B. for a transformer which consists of a Iron core 1 and a cylinder 2 arranged above the iron core z. B. made of cardboard or insulating cardboard.
- Iron core 1 and cylinder 2 are one in the interior Wire wrapping 3 located.
- the wire wrap 3 consists of a length of one Copper profile with a rectangular cross-section.
- the copper profile is now according to the teaching of the invention so that the long axis in the central region 3a of the winding 3 of the copper profile runs parallel to the central axis A of the winding, whereas in the End regions 3b of the winding 3, the long axis of the copper profile perpendicular to Central axis A of winding 3 runs. Between areas 3a and 3b d. H. at 3c the copper profile 3 has an almost square cross section.
- the copper profile can be a solid flat copper wire, but there is also Possibility to create a profile consisting of a large number of one above the other Partial conductors z. B. to use a so-called twisted pair, which by lashing flat partial conductors can be produced.
- FIG. 2 In the upper half of FIG. 2 there is a side view of a metallic wire 4 shown according to the teaching of the invention. This consists of a total of five sections 4a, 4b, 4c, 4d and 4e.
- the sections 4a and 4e have a flat profile perpendicular to the long axis and the sections 4b and 4d an almost square cross section.
- the middle section 4c is opposite to that Sections 4a and 4e rotated by 90 °.
- Such a metallic wire 4 can be, for example, by metallurgical connection z.
- Another method for producing the metal wire 4 is carried out by deforming the individual sections 4b, 4c and 4d by Turkish heads or form rolls.
- the form rolling mills used are in the lower half of FIG. 2 shown.
- the form rolling mills 5 and 6 each have two pairs of rollers 5a and 5b or 6a and 6b.
- the roller pairs 5a and 5b and 6a and 6b can advantageously be driven. They are also adjustable in the direction of the roll gap.
- Section 4e passes through the form rolling mills 5 and 6 unhindered. If the Section 4d in the first form rolling mill 5, the roller pairs 5a and 5b so that there is an approximately square cross-section. The one in Cross-section square section 4d passes freely through the molding tool 6.
- Section 4e like section 4d, initially becomes a square cross section shaped.
- the roller pairs 6a and 6b as shown below, turned on and from the square profile, a rectangular flat profile is formed.
- the section 4b is formed into a square by the rolling mill 5 and passed through the rolling mill 6 unhindered.
- Section 4a is not deformed like section 4e and passes freely through the form rolling mills 5 and 6, in which the roller pairs 5a and 5b and 6a and 6b have moved apart.
- a metallic wire can be made in great lengths, being used for manufacturing wire sections required by windings are separated from the wire length can.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Coils Of Transformers For General Uses (AREA)
- Wire Processing (AREA)
- Metal Rolling (AREA)
Abstract
Description
Claims (4)
- Metallischer Draht, vorzugsweise aus Kupfer mit einem abgeflachten rechteckigen Querschnitt zur Herstellung von Wicklungen für Transformatoren, dadurch gekennzeichnet, daß sich erste Abschnitte (4a,4b), in denen die lange Achse des Querschnitts in einer bestimmten Ebene verläuft, mit zweiten Abschnitten (4c), in denen die lange Achse des Querschnitts senkrecht dazu verläuft, abwechseln.
- Metallischer Draht nach Anspruch 1, dadurch gekennzeichnet, daß zwischen den ersten Abschnitten (4a,4e) und den zweiten Abschnitten (4c) Abschnitte (4b,4d) mit nahezu quadratischem Querschnitt befindlich sind.
- Wicklung für Transformatoren mit einem metallischen Draht nach Anspruch 1 oder 2, bei welcher der Draht auf einen Magnetkern aufgewickelt ist, dadurch gekennzeichnet, daß im mittleren Bereich (3a) des Magnetkerns (1) die lange Achse des Querschnitts des Metalldrahtes parallel zur Längsachse des Magnetkerns (1) verläuft und in den Bereichen am Ende (3b) des Magnetkerns (1) die lange Achse des Querschnitts des Metalldrahtes senkrecht zur Längsachse des Magnetkerns (1) verläuft.
- Wicklung nach Anspruch 3, dadurch gekennzeichnet, daß der Metalldraht zwischen dem mittleren Bereich (3a) und den Bereichen (3b) am Ende des Magnetkerns einen nahezu quadratischen Querschnitt aufweist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10127556 | 2001-06-06 | ||
| DE10127556A DE10127556A1 (de) | 2001-06-06 | 2001-06-06 | Metallischer Draht |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1265260A1 true EP1265260A1 (de) | 2002-12-11 |
Family
ID=7687442
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02291180A Withdrawn EP1265260A1 (de) | 2001-06-06 | 2002-05-13 | Metallischer draht |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6815618B2 (de) |
| EP (1) | EP1265260A1 (de) |
| JP (1) | JP2003017333A (de) |
| CN (1) | CN1228797C (de) |
| CA (1) | CA2389131A1 (de) |
| DE (1) | DE10127556A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022136634A1 (en) * | 2020-12-24 | 2022-06-30 | Abb Schweiz Ag | A coil and a transformer that have improved electromagnetic shielding |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007125838A1 (ja) * | 2006-04-28 | 2007-11-08 | Mitsubishi Cable Industries, Ltd. | 線状部材及びステータ構造 |
| DE102011082046A1 (de) | 2011-09-02 | 2013-03-07 | Schmidhauser Ag | Transformator und zugehöriges Herstellungsverfahren |
| US20230054802A1 (en) * | 2020-01-28 | 2023-02-23 | Magnebotix Ag | Electro-Magnetic Coil with Coolant Permeability |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1838280A (en) * | 1927-08-08 | 1931-12-29 | Ferranti Ltd | Electric transformer |
| DE950871C (de) * | 1953-09-18 | 1956-10-18 | Standard Elek K Ag | Aus parallel geschalteten Scheibenspulen aufgebaute Hochstromwicklung fuer Transformatoren |
| EP0261796A1 (de) * | 1986-08-25 | 1988-03-30 | The Superior Electric Company | Der Länge nach umgehender Leiter für induktive elektrische Geräte |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1132673A (en) * | 1914-01-31 | 1915-03-23 | Thomas E Murray | Junction-box. |
| US2462884A (en) * | 1945-07-16 | 1949-03-01 | Standard Telephones Cables Ltd | Electrical choke |
| US3659038A (en) * | 1969-09-29 | 1972-04-25 | Alexander N Shealy | High-voltage vibration resistant transmission line and conductors therefor |
| US4529837A (en) * | 1984-03-08 | 1985-07-16 | The United States Of America As Represented By The United States Department Of Energy | Multistrand superconductor cable |
| DD279098A1 (de) * | 1988-12-29 | 1990-05-23 | Liebknecht Transformat | Spule fuer drosseln und transformatoren |
| JPH0424909A (ja) * | 1990-05-15 | 1992-01-28 | Mitsubishi Electric Corp | 電磁誘導機器 |
| EP0477858A3 (en) * | 1990-09-28 | 1992-10-28 | Toshiba Lighting & Technology Corporation | An inductance coil device and a manufacturing method thereof |
| US5171942A (en) * | 1991-02-28 | 1992-12-15 | Southwire Company | Oval shaped overhead conductor and method for making same |
| DE20013611U1 (de) * | 1999-09-30 | 2001-02-22 | Siemens AG, 80333 München | Leiteranordnung |
| US6204745B1 (en) * | 1999-11-15 | 2001-03-20 | International Power Devices, Inc. | Continuous multi-turn coils |
-
2001
- 2001-06-06 DE DE10127556A patent/DE10127556A1/de not_active Withdrawn
-
2002
- 2002-05-13 EP EP02291180A patent/EP1265260A1/de not_active Withdrawn
- 2002-05-28 CN CN02120683.XA patent/CN1228797C/zh not_active Expired - Fee Related
- 2002-06-03 US US10/158,889 patent/US6815618B2/en not_active Expired - Fee Related
- 2002-06-04 CA CA002389131A patent/CA2389131A1/en not_active Abandoned
- 2002-06-05 JP JP2002164251A patent/JP2003017333A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1838280A (en) * | 1927-08-08 | 1931-12-29 | Ferranti Ltd | Electric transformer |
| DE950871C (de) * | 1953-09-18 | 1956-10-18 | Standard Elek K Ag | Aus parallel geschalteten Scheibenspulen aufgebaute Hochstromwicklung fuer Transformatoren |
| EP0261796A1 (de) * | 1986-08-25 | 1988-03-30 | The Superior Electric Company | Der Länge nach umgehender Leiter für induktive elektrische Geräte |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022136634A1 (en) * | 2020-12-24 | 2022-06-30 | Abb Schweiz Ag | A coil and a transformer that have improved electromagnetic shielding |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1389881A (zh) | 2003-01-08 |
| CA2389131A1 (en) | 2002-12-06 |
| DE10127556A1 (de) | 2002-12-12 |
| CN1228797C (zh) | 2005-11-23 |
| JP2003017333A (ja) | 2003-01-17 |
| US6815618B2 (en) | 2004-11-09 |
| US20020186115A1 (en) | 2002-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69105673T2 (de) | Transformator. | |
| DE69003814T2 (de) | Förderband. | |
| DE3444754A1 (de) | Gliederband | |
| EP1315182A2 (de) | Wicklung für einen Transformator oder eine Spule | |
| DE3912697A1 (de) | Stoerschutzfilter | |
| DE69210390T2 (de) | Stromsensor mit Magnetkern mit Luftspalte | |
| DE10125080A1 (de) | Induktives elektrisches Bauelement, insbesondere Ferritantenne, sowie Verfahren zur Herstellung und zum Abgleich desselben | |
| EP1265260A1 (de) | Metallischer draht | |
| DE2309727B2 (de) | Verfahren zur Herstellung von insbesondere als Vorschaltgerät für Gasentladungslampen zu verwendende Drosseln oder Transformatoren | |
| DE2658665C2 (de) | Kernblech für einen Mantelkern | |
| EP2260494B1 (de) | Transformatorkern | |
| EP0761009B1 (de) | Verfahren und vorrichtung zum bewickeln eines geschlossenen ringkerns für transformatoren und drosseln hoher leistungen | |
| DE2521666A1 (de) | Sternfoermiges kernelement zur magnetflussbildung, verfahren zu seiner herstellung und daraus hergestellter transformator | |
| CH416817A (de) | Magnetkern, insbesondere für Transformatoren oder Drosseln | |
| WO2008087067A1 (de) | Elektrische spule mit mehreren windungslagen | |
| DE860825C (de) | Verfahren zur Herstellung geteilter gewickelter Magnetkerne fuer Transformatoren undaehnliche Geraete | |
| DE875240C (de) | Flachbandwicklung | |
| EP0740318A2 (de) | Hochspannungstransformator für einen Fernsehempfänger | |
| CH647091A5 (de) | Kernblech fuer geschichtete eisenkerne. | |
| DE2755218A1 (de) | Kernblech fuer mantelkerne, insbesondere fuer transformatoren | |
| DE2308795C3 (de) | Siebdrossel | |
| DE1253353B (de) | Wickelstromwandler mit einer aus Flachband hergestellten Primaerwicklung | |
| DE102004012436B4 (de) | Kernblech für induktives Bauelement | |
| EP0102941B1 (de) | Drilleiterwicklung | |
| DE948001C (de) | Verfahren zur Herstellung von Lamellen fuer einen ferromagnetischen Kern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20030131 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: LACROIX + KRESS WINDING WIRES GMBH |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: NEXANS |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ESSEX NEXANS EUROPE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20091201 |