EP1369214A2 - Appareil et procédé pour la fabrication de panneaux multicouches - Google Patents
Appareil et procédé pour la fabrication de panneaux multicouches Download PDFInfo
- Publication number
- EP1369214A2 EP1369214A2 EP03012529A EP03012529A EP1369214A2 EP 1369214 A2 EP1369214 A2 EP 1369214A2 EP 03012529 A EP03012529 A EP 03012529A EP 03012529 A EP03012529 A EP 03012529A EP 1369214 A2 EP1369214 A2 EP 1369214A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- boards
- nail
- work table
- board
- nails
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 21
- 239000000463 material Substances 0.000 claims abstract 2
- 238000003825 pressing Methods 0.000 claims description 9
- 239000002023 wood Substances 0.000 claims description 9
- 238000009417 prefabrication Methods 0.000 claims description 3
- 238000003860 storage Methods 0.000 claims description 3
- 238000005520 cutting process Methods 0.000 claims description 2
- 238000011144 upstream manufacturing Methods 0.000 claims description 2
- 238000003801 milling Methods 0.000 claims 1
- 210000002445 nipple Anatomy 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 abstract description 4
- 238000005304 joining Methods 0.000 abstract description 2
- 239000010410 layer Substances 0.000 description 13
- 238000009413 insulation Methods 0.000 description 7
- 238000011161 development Methods 0.000 description 3
- 230000018109 developmental process Effects 0.000 description 3
- 239000011810 insulating material Substances 0.000 description 3
- 239000011122 softwood Substances 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 241001494479 Pecora Species 0.000 description 1
- 229920002522 Wood fibre Polymers 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000011094 fiberboard Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000011492 sheep wool Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27F—DOVETAILED WORK; TENONS; SLOTTING MACHINES FOR WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES
- B27F7/00—Nailing or stapling; Nailed or stapled work
- B27F7/02—Nailing machines
- B27F7/13—Nail feeding devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27F—DOVETAILED WORK; TENONS; SLOTTING MACHINES FOR WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES
- B27F7/00—Nailing or stapling; Nailed or stapled work
- B27F7/003—Nailing or stapling machines provided with assembling means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27F—DOVETAILED WORK; TENONS; SLOTTING MACHINES FOR WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES
- B27F7/00—Nailing or stapling; Nailed or stapled work
- B27F7/006—Nailing or stapling machines provided with means for operating on discrete points
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27M—WORKING OF WOOD NOT PROVIDED FOR IN SUBCLASSES B27B - B27L; MANUFACTURE OF SPECIFIC WOODEN ARTICLES
- B27M3/00—Manufacture or reconditioning of specific semi-finished or finished articles
- B27M3/0013—Manufacture or reconditioning of specific semi-finished or finished articles of composite or compound articles
- B27M3/0073—Manufacture or reconditioning of specific semi-finished or finished articles of composite or compound articles characterised by nailing, stapling or screwing connections
Definitions
- the invention relates to a device for joining multilayer panels made of single boards, on a procedure for the Creating panels by means of the device, as well as produced on a panel according to the method on the device.
- the object of the invention is an apparatus and a method for the production to propose a panel, producing in a simple and efficient way should be done. Furthermore, a panel made on the proposed Device and according to the method, be proposed. The panel should be inexpensive and easy to produce.
- At least one Transport device is provided, which to be processed boards to the Able to bring processing position. It can be used as a transport device Slider be provided.
- a slider which can also be designed as a sliding ruler, can boards on easy way to bring to the processing position. The boards can pushed over the previous situation or at a distance above it be transported.
- a further advantageous embodiment of the invention lies in the fact that the Pressing device is formed in two parts, wherein the second part of the Pressing device can be designed as a feed roller.
- An advantageous development of the invention is also the fact that at least one Nail device is provided, wherein the nail device rotatable and / or tiltable can be stored.
- the nail device may be provided with one or more nail magazines.
- the nails can be fed by means of a pneumatic transport device of the nail device.
- a separating device may also be provided which sorts, aligns and separates large quantities of nails.
- a further advantageous embodiment of the invention is also present when the work table is adjustable in height by means of at least one hydraulic or pneumatic cylinder.
- the work table can be adapted to the already manufactured thickness of the panel which keeps the working height the same throughout the entire production process.
- a height adjustment in the region of the corners of the work table be arranged, which can be adjustably connected to each other.
- Another very advantageous embodiment of the invention is also in that provided below the work table at least one roller or a slide rail is, wherein the roller can be designed drivable.
- the finished panel can be pushed out of the device, if the work table is lowered accordingly far.
- the device has a device upstream for folding cutting and / or a device for editing the created panels is subordinate.
- a further advantageous development of the invention lies in the fact that the boards have at least on one side grooves, notches and / or cuts, the extending in the longitudinal or transverse direction.
- the panels can be made of cheap "waste wood", among which Board sections, softwood boards and rafter boards are to be understood.
- the outermost layers of the panels can be made of precious wood or veneered wood.
- Fig. 1 is a device for assembling multilayer panels designated.
- a tensioning device 4 which hinged to the work table is, keeps the boards 3 close together.
- On this first board situation will be in Transversely further boards 5 are applied, which as well as the boards 3 of the first Layer can be placed on a master table 6 and then by means of a ruler 71 at transported the position to be processed and there by tilting the ruler 71st be dropped.
- the boards 5 are on the original table 6 at a stop 8 aligned.
- the boards 5 by means of a feed roller 61 on the 6 are drawn and after complete retraction backwards against the Stop 8 are transported.
- a ruler 71 can also be a gripper, a sucker or a slide 7 as a transport device be provided.
- the board is by means of a clamping device. 9 pressed against the previously edited board.
- This tensioning device 9 is displaceable attached to a movably mounted on the device 1 Traverse 10. This is any position of the work table 2 approachable.
- a feed roller 11 ensures that the board to be machined on its entire length previous board abuts.
- the board to be processed by a vertical tensioning device 12, which is also mounted on the traverse 10 to the previous board layer 3 pressed.
- a measuring device the width of the current board 5 measured.
- the measuring device can be connected both to the Traverse 10 and be provided on the feed table 6. This will be under Considering the board widths of the previous layer 3 the positions to Nailing the boards calculated.
- a nailer 13 which in turn on the Traverse 10th fixed, the current board 5 is boarded with aluminum, iron, wood, Plastic nails / pins or the like.
- two nailers 13 are attached to the cross member 10, the attach two rows of nails together in one go.
- the nail rows can be offset each other.
- one of the both nailers 13 the previous board 5 and the other the current board 5 boarded up.
- the two nailer 13 can be rotatably attached to the cross member 10 be that they can be aligned longitudinally or transversely, depending on whether Longitudinal or transverse boards 3 and 5 are to be processed.
- a supply magazine may be provided for nails, which also as sorting, aligning and separating device for the nails can be trained. It is also conceivable the supply magazine to the edge of Relocate device 1. It can be equipped there very easily with nails become. The nails can then be supplied via a hose or the like to the nailer become. The nails are transported in the hose by means of compressed air. That's it also conceivable that a further storage magazine is provided on the nailer 13, which stocked with nails from the first supply magazine. So can several Nagler 13 be supplied with nails from a single storage magazine.
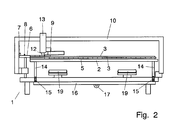
- Height adjustment 14 is provided, which by means of chains 15 and 16 working beam connected to each other.
- a working bar 16 engages a hydraulic cylinder 17, which is able to adjust the height of the work table 2 centrally.
- the chains 15 are manually adjustable hinged to the working beam 16, whereby Manufacturing tolerances can be compensated.
- each height adjustment is associated with a separate working cylinder 17.
- These cylinders 17 must then be coordinated so that the work table 2 each occupies an aligned position.
- the work table 2 is lowered so far that the finished wood formed from the layers Panel 18 rests on rollers 19 and are pushed out of the device 1 can. It is conceivable that slide rails are provided and that at least one roller 19 is driven.
- the finished panel 18 can then in a further, not shown processing station with cutouts 21, notches 22, Folding 23 or the like can be provided.
- the boards 3 and 5 can before Processing in the device 1 with folds 24, cuts 25, joints 26 or be provided. Fold 24 at the side edges of the boards provided, thereby creating a tight connection between the individual boards achieved.
- longitudinally or transversely cut grooves 26 create air chambers, which provide for thermal insulation of the entire panel 18. At correspondingly smaller Sizing of these grooves is also a heat transfer by convection effectively prevented.
- Larger sized cuts 25 are used to compensate for stresses that are by changing the size of the boards, among other things by temperature fluctuations, Set drying and shrinkage.
- an insulating layer can be provided between individual board layers, which made of an insulating material for thermal insulation, for windbreak or as Vapor barrier can act. It has become the use of heat insulation Soft wood fiber boards or sheep's wool and for wind breaking the use of foils and paper proven. Films can be diffusion-proof but also open to diffusion for Be formed steam.
- the traverse 10 may be provided, in which case either several together edit single board or each one for a boarding direction (longitudinal or transverse) provided is.
- the nails can be provided at a predetermined distance from the edge of the board become.
- the nails can also be nailed up tilted relative to the verticals of the boards become.
- the manufactured panels can be made of two or more layers long ways against each other twisted boards are made, with the boards of a single layer each strung together next to each other.
- All types of boards can be used, including rafter boards and like.
- the rafter boards can at least in individual layers of the panel be provided.
- the entire panel preferably has a total thickness between 20 and 600mm, especially between 80 and 350mm.
- At least one surface of the panel with a Fine wood layer is provided or the surface layer made of a precious wood is, which can be achieved special optical effects.
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Wood Science & Technology (AREA)
- Joining Of Building Structures In Genera (AREA)
- Filling Or Discharging Of Gas Storage Vessels (AREA)
- Dovetailed Work, And Nailing Machines And Stapling Machines For Wood (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10224912 | 2002-06-04 | ||
| DE10224912A DE10224912A1 (de) | 2002-06-04 | 2002-06-04 | Vorrichtung und Verfahren zum Zusammenfügen mehrschichtiger Panele, sowie derartige Panele |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1369214A2 true EP1369214A2 (fr) | 2003-12-10 |
| EP1369214A3 EP1369214A3 (fr) | 2008-11-19 |
| EP1369214B1 EP1369214B1 (fr) | 2010-12-29 |
Family
ID=29432647
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03012529A Expired - Lifetime EP1369214B1 (fr) | 2002-06-04 | 2003-06-02 | Procédé pour la fabrication de panneaux multicouches |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1369214B1 (fr) |
| AT (1) | ATE493242T1 (fr) |
| DE (2) | DE10224912A1 (fr) |
| DK (1) | DK1369214T3 (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008125311A3 (fr) * | 2007-04-14 | 2008-12-11 | Boellhoff Verbindungstechnik | Appareil de placement, procédé et dispositifs d'alimentation d'éléments de fixation |
| WO2012104100A1 (fr) * | 2011-02-04 | 2012-08-09 | Michael Weinig Ag | Procédé et installation pour former un élément composite en bois massif à plusieurs couches |
| EP3348368A1 (fr) * | 2017-01-13 | 2018-07-18 | Illinois Tool Works, Inc. | Module d'entraînement pourvu de chargeur amélioré |
| EP3513932A1 (fr) * | 2018-01-19 | 2019-07-24 | Raimund Beck Nageltechnik GmbH | Procédé de fabrication d'éléments muraux à partir de matières clouables et / ou serrables |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010046231A1 (de) | 2010-09-23 | 2012-03-29 | Michael Weinig Ag | Verfahren und Vorrichtung zum Zusammenfügen von stabförmigen losen Ausgangsprodukten zu mehrlagigen Holztafelelementen |
| CN109079713A (zh) * | 2018-07-14 | 2018-12-25 | 安徽派日特智能装备有限公司 | 一种打钉枪自动调节位置装置 |
| DE102023116006B3 (de) | 2023-06-19 | 2024-05-23 | Minda Industrieanlagen Gmbh | Verfahren zum Herstellen von mit Ausschnitten versehenen Brettsperrholzplatten |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE29706060U1 (de) | 1997-04-05 | 1997-07-24 | Terwort, Roland, 48565 Steinfurt | Holzpaletten-Deckelnagelmaschine |
| EP1097791A2 (fr) | 1999-11-08 | 2001-05-09 | Giuseppe Raffoni | Procédé de contrôle du cycle de montage d'une machine d'assemblage des cadres et dispositif pour la mise en oeuvre du procédé |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2413180A1 (de) * | 1974-03-19 | 1975-10-09 | Automated Building Components | Verfahren und vorrichtung zum verbinden von bauholzteilen |
| US4039112A (en) * | 1976-06-01 | 1977-08-02 | Schultz Bethel F | Apparatus for automatically constructing frame structures |
| DE3027873A1 (de) * | 1980-07-23 | 1982-03-04 | Max 7950 Biberach Schiele | Vorrichtung zum zusammennageln von aus mehreren bretterschichten bestehenden schalungsplatten |
| US4403724A (en) * | 1981-04-09 | 1983-09-13 | Irwin J. Berlin | Automated wall panel frame manufacturing apparatus |
| FR2644387B1 (fr) * | 1989-03-20 | 1993-05-28 | Ormeca | Machine perfectionnee pour confectionner des palettes en bois |
| US5904789A (en) * | 1997-11-24 | 1999-05-18 | Imaginal Systematics, L.L.C. | Box spring stapler apparatus and method |
| DE29721848U1 (de) * | 1997-12-11 | 1998-04-09 | Gröbmayr, Peter, 85625 Glonn | Holzwand |
| AT406596B (de) * | 1998-07-13 | 2000-06-26 | Erwin Ing Thoma | Vorgefertigtes schichtholzelement |
| US6058601A (en) * | 1998-07-27 | 2000-05-09 | Dekoning; Hubertus C. M. | Apparatus for automatic fence panel assembly |
| DE19959512B4 (de) * | 1999-12-10 | 2008-01-31 | Suspa Holding Gmbh | Höhen-Verstellelement |
| IT1319867B1 (it) * | 2000-05-11 | 2003-11-03 | Giuseppe Raffoni | Sistema automatizzato e mezzi per l'alimentazione dei listelli nelleapparecchiature che realizzano cornici rettangolari. |
| DE10023243A1 (de) * | 2000-05-12 | 2001-11-15 | Buerkle Gmbh Robert | Vorrichtung und Verfahren zur Beschichtung von Werkstücken |
| DE10026069C2 (de) * | 2000-05-25 | 2003-01-09 | Homag Maschinenbau Ag | CNC-Bearbeitungszentrum sowie Verfahren zur Holzbearbeitung |
-
2002
- 2002-06-04 DE DE10224912A patent/DE10224912A1/de not_active Withdrawn
-
2003
- 2003-06-02 DE DE50313357T patent/DE50313357D1/de not_active Expired - Lifetime
- 2003-06-02 DK DK03012529.8T patent/DK1369214T3/da active
- 2003-06-02 AT AT03012529T patent/ATE493242T1/de active
- 2003-06-02 EP EP03012529A patent/EP1369214B1/fr not_active Expired - Lifetime
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE29706060U1 (de) | 1997-04-05 | 1997-07-24 | Terwort, Roland, 48565 Steinfurt | Holzpaletten-Deckelnagelmaschine |
| EP1097791A2 (fr) | 1999-11-08 | 2001-05-09 | Giuseppe Raffoni | Procédé de contrôle du cycle de montage d'une machine d'assemblage des cadres et dispositif pour la mise en oeuvre du procédé |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008125311A3 (fr) * | 2007-04-14 | 2008-12-11 | Boellhoff Verbindungstechnik | Appareil de placement, procédé et dispositifs d'alimentation d'éléments de fixation |
| US8141761B2 (en) | 2007-04-14 | 2012-03-27 | Bollhoff Verbindungstechnik Gmbh | Setting device, method and apparatuses for feeding fastening elements |
| WO2012104100A1 (fr) * | 2011-02-04 | 2012-08-09 | Michael Weinig Ag | Procédé et installation pour former un élément composite en bois massif à plusieurs couches |
| EP3348368A1 (fr) * | 2017-01-13 | 2018-07-18 | Illinois Tool Works, Inc. | Module d'entraînement pourvu de chargeur amélioré |
| US10688679B2 (en) | 2017-01-13 | 2020-06-23 | Illinois Tool Works Inc. | Driving module with improved magazine |
| EP3513932A1 (fr) * | 2018-01-19 | 2019-07-24 | Raimund Beck Nageltechnik GmbH | Procédé de fabrication d'éléments muraux à partir de matières clouables et / ou serrables |
Also Published As
| Publication number | Publication date |
|---|---|
| DE10224912A1 (de) | 2003-12-18 |
| DE50313357D1 (de) | 2011-02-10 |
| EP1369214A3 (fr) | 2008-11-19 |
| ATE493242T1 (de) | 2011-01-15 |
| EP1369214B1 (fr) | 2010-12-29 |
| DK1369214T3 (da) | 2011-04-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69805763T2 (de) | Plattensägeverfahren und -maschine mit in seitlicher richtung bewegbarem plattenschieber | |
| EP1281491B1 (fr) | Dispositif et procédé pour travailler des pièces à usiner en bois, plastique ou similaires | |
| DE19718812A1 (de) | Paneel mit einer Holzfurnierschicht sowie Verfahren zur Herstellung derartiger Paneele | |
| DE102008032159A1 (de) | Plattenaufteilanlage für großformatige plattenförmige Werkstücke, insbesondere Möbelteile | |
| EP0860253A2 (fr) | Procédé et appareil pour la fabrication de portes multi-couches | |
| DE69506032T2 (de) | Vorrichtung zur Herstellung von Tafeln aus Mineralwolle | |
| EP1688227B1 (fr) | Procédé de fonctionnement d'une machine à usiner le bois et machine à usiner le bois | |
| EP2618972B1 (fr) | Procédé de fabrication d'éléments panneaux plats | |
| EP1369214B1 (fr) | Procédé pour la fabrication de panneaux multicouches | |
| DE3925472C2 (de) | Verfahren und Vorrichtung zum Schneiden von Sandwichpaneelen | |
| DE3224670C2 (fr) | ||
| EP2055851B1 (fr) | Elément de toit, de plafond ou de mur | |
| EP3045278A1 (fr) | Procede de fabrication de planches et/ou de blocs en bois | |
| AT518387B1 (de) | Verfahren und Vorrichtung zum Herstellen von Lamellenlagen aus hintereinander aufgereihten Lamellen | |
| EP1716990B1 (fr) | Machine à travailler le bois opérant en continu avec unité d'usinage | |
| DE4138592C2 (de) | Vorrichtung zur Herstellung einer Parkett-Decke | |
| DE2720762A1 (de) | Verfahren und vorrichtung zum verarbeiten von rundholz zu schnittholz | |
| EP0055793B1 (fr) | Dispositif pour le délignage de planches | |
| DE4238072C2 (de) | Verfahren zum Ausflicken von Fehlstellen in Leimholz | |
| EP2670569A1 (fr) | Procédé et installation pour former un élément composite en bois massif à plusieurs couches | |
| WO2017067889A1 (fr) | Procédé permettant d'enturer des feuilles de contreplaqué | |
| EP4480657B1 (fr) | Procédé de fabrication de panneaux de bois lamellé-collés et dispositif de fabrication de panneaux de bois | |
| EP1749627B1 (fr) | Dispositif et procédé de fabrication de panneaux de placage | |
| EP0143882B1 (fr) | Procédé pour appliquer un profil d'arête "soft"-formé, émulsionné avec une bande de recouvrement à une plaque et appareil pour le découpage de la bande | |
| EP3826801B1 (fr) | Découpe de plancher et son procédé de fabrication |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B27F 7/00 20060101AFI20030814BHEP Ipc: B27M 3/00 20060101ALI20080805BHEP Ipc: B27F 7/13 20060101ALI20080805BHEP |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20090515 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20090806 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RTI1 | Title (correction) |
Free format text: METHOD FOR ASSEMBLING MULTILAYER PANELS |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: ALDO ROEMPLER PATENTANWALT |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50313357 Country of ref document: DE Date of ref document: 20110210 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 50313357 Country of ref document: DE Effective date: 20110210 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20101229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101229 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101229 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101229 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110329 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101229 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101229 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101229 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110409 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101229 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101229 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101229 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20110930 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 50313357 Country of ref document: DE Effective date: 20110930 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110602 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110602 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110602 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101229 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20160407 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20170630 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170630 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190630 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20210630 Year of fee payment: 19 Ref country code: FR Payment date: 20210621 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20210623 Year of fee payment: 19 Ref country code: AT Payment date: 20210618 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20210727 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50313357 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 493242 Country of ref document: AT Kind code of ref document: T Effective date: 20220602 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220630 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220630 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220602 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220602 |