EP1394304A2 - Betriebsverfahren für eine Webmaschine - Google Patents
Betriebsverfahren für eine Webmaschine Download PDFInfo
- Publication number
- EP1394304A2 EP1394304A2 EP03018570A EP03018570A EP1394304A2 EP 1394304 A2 EP1394304 A2 EP 1394304A2 EP 03018570 A EP03018570 A EP 03018570A EP 03018570 A EP03018570 A EP 03018570A EP 1394304 A2 EP1394304 A2 EP 1394304A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- reed
- operating method
- weft thread
- compartment
- goods
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000011017 operating method Methods 0.000 title claims description 22
- 235000014676 Phragmites communis Nutrition 0.000 claims abstract description 49
- 238000012937 correction Methods 0.000 claims abstract description 12
- 238000000034 method Methods 0.000 claims abstract description 7
- 238000004590 computer program Methods 0.000 claims abstract description 5
- 239000004744 fabric Substances 0.000 claims abstract description 5
- 238000009941 weaving Methods 0.000 claims description 12
- 239000000463 material Substances 0.000 claims description 11
- 238000001514 detection method Methods 0.000 claims description 9
- 230000036962 time dependent Effects 0.000 claims description 3
- 238000006073 displacement reaction Methods 0.000 description 2
- 101100129500 Caenorhabditis elegans max-2 gene Proteins 0.000 description 1
- 101100083446 Danio rerio plekhh1 gene Proteins 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images



Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D51/00—Driving, starting, or stopping arrangements; Automatic stop motions
- D03D51/18—Automatic stop motions
- D03D51/34—Weft stop motions
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D49/00—Details or constructional features not specially adapted for looms of a particular type
- D03D49/04—Control of the tension in warp or cloth
- D03D49/20—Take-up motions; Cloth beams
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D49/00—Details or constructional features not specially adapted for looms of a particular type
- D03D49/60—Construction or operation of slay
Definitions
- the present invention relates to an operating method for a weaving machine, iterating a weft through one open compartment formed by warp threads is guided, the Weft thread attached to the edge of the goods by means of a reed the compartment is closed and opened again, so that the warp threads reach around the weft thread and the reed is moved away from the edge of the goods.
- the object of the present invention is a Generic operating method to create the Avoid weaving errors (weft streaking) of the prior art become.
- the weft is independent chipped correctly from the position of the goods edge.
- the weft thread can be knocked against the edge of the goods in a controlled manner become. However, it is preferably torque or force controlled posted on the edge of the goods.
- the target torque or the target force is time-dependent, in particular a control for the reed from the outside the process is particularly flexible.
- the target torque can - depending on Accuracy requirements - independent of swivel angle or be swivel angle corrected.
- the compartment can be removed after the reed has moved away from the edge of the goods or together with the removal of the reed from the edge of the goods closed or opened again.
- warp threads 1 - in their entirety also called a chain - from a warp beam 2 to led a match tree 3. From there they are guided by thread guides 4, 5 further to a goods take-off roller 6 and one List of goods 7 led.
- the warp threads 1 are alternating assigned to the thread guide 4 and the thread guide 5. Between the thread guides 4, 5 and the take-off roller 6 is located there is an edge of goods 8, i.e. the border between already woven material (fabric) and the still non-woven warp threads 1.
- the weaving machine is controlled by control device 9.
- the 1 is designed as a microprocessor 9.
- the control device 9 is therefore programmable. Their function is determined by a computer program 10 with which the control device 9 is programmed. Corresponding the computer program 10 operates the loom, controlled by the control device 9, iteratively following, in Connection with FIG 3 process described in more detail.
- an upper compartment 11 and a Sub-compartment 12 opened.
- the thread guide 4 upwards, the thread guide 5 deflected downwards.
- the warp threads 1 guided by the thread guide 4 then form the so-called upper compartment 11, which are guided by the thread guide 5 Warp threads 1 the so-called lower compartment 12.
- the upper compartment 11 and the sub-compartment 12 together form the so-called compartment.
- a weft thread 13 is then passed through the step 22 Compartment guided and in a step 23 by means of a reed 14 struck on the goods edge 8.
- the striking takes place with a target torque M * that the control device 9 from the outside is specified.
- the target torque M * can in particular as indicated by the addition "t", be time-dependent. In extreme cases, one can even have 13 for each weft thread own target torque M * can be specified.
- the control device 9 outputs the target torque M * supplied to it proportionately to two controllers 15, 15 '.
- the reed drives 16, 16 ' By means of the reed drives 16, 16 ' so the reed 14 moves in a torque-controlled manner so that it Weft thread 13 with the nominal torque M * strikes the fabric edge 8.
- the reed 14 can also be by means of a single reed drive can be moved.
- the error message F can alternatively be visual perceptible, an acoustically perceptible or a data technology Error message. The process of recognizing a Thread break will be described later in connection with FIG 4 become.
- Step 27 determines a correction value k for a material deduction.
- the correction value k is based on a target position P * for the reed 14 and the actual positions saved in step 24 P, P 'determined.
- the target position P * is constant, as can be seen from the lack of any addition.
- the target position P * is indicated by dashed lines in FIG.
- Based the correction value k becomes a speed in a step 28 v determined for a material deduction. by virtue of des - of course within a tolerance range - variable goods edge 8 are the actual positions P, P 'as Correction factor can be used to regulate the deduction of goods.
- the determined speed v is fed to a controller 18, then a material take-off element 7, here the goods tree 7, correspondingly by means of an associated trigger drive 19 controls.
- the merchandise tree 7 could also another material take-off element 6, e.g. the take-off roller 6, can be controlled.
- steps 29 and 30 the reed 14 is removed from the edge of the goods 8 moved away and the compartment closed.
- step 21 The system then jumps to step 21 again.
- the iteration also runs through the subject again open, but thread guides 4, 5 swap - at least partially - their positions. Wrap around the warp threads 1 therefore - at least in part - the weft thread 13.
- the compartment is closed after the reed 14 has moved away from the goods edge 8 and opened again. But it is also possible that Closing the compartment before moving the reed 14 away from the goods edge 8 to execute. It is even possible to close the compartment and to open it again, that is, to reach around the weft thread 13 through the warp threads 1 before the reed 14 from Edge of goods 8 is moved away.
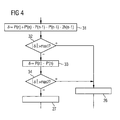
- a deviation ⁇ is determined.
- the index n in step 31 (and also in step 33) refers to the current iteration, the index n-1 on the previous iteration.
- the deviation ⁇ is a measure of how much the sum of the actual positions, d. H. P (n) + P '(n), from an expected actual position, d. H. P (n-1) + P '(n-1) + 2k (n-1), deviates.
- Then in one Step 32 checks whether the amount of the deviation ⁇ is one Threshold value exceeds max1. If this is the case, be on Thread break detected and continued with step 26. It takes place on the basis of successive actual positions P, P 'a breakage detection for the weft thread 13.
- step 33 determines another way.
- the deviation ⁇ gives the displacement between the reed drives 16, 16 'again.
- the amount of this Deviation ⁇ exceeds a further threshold value max2. If this is the case, it is recognized again for weft breakage and proceed to step 26. Also based on the Actual positions P, P 'of the reed drives 16, 16' as such can thus a breakage detection for the weft thread 13 is carried out become.
- FIG. 5 shows a variant of FIG. 2.
- the reed 14 is namely about an axis 20 pivoted.
- the embodiment according to FIG the reed 14 moves linearly.
- the embodiments correspond according to FIG 2 and 5 with each other.
- the operating method according to the invention is in particular when starting the loom from standstill - regardless of whether starting after a weft break or after a normal standstill - immediately a good one Web result achievable without weft streaking.
- the quality the web result is essentially independent the production speed and the actual positions P, P '. Therefore, especially after a thread break, there is no weft search more needed.
- the productivity of the weaving machine can be increased.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Looms (AREA)
Abstract
Description
- ein Schussfaden wird durch ein von Kettfäden gebildetes geöffnetes Fach geführt,
- der Schussfaden wird mittels eines Riets mit einem Sollmoment bzw. einer Sollkraft an einen Warenrand angeschlagen und eine korrespondierende Istposition des Riets erfasst,
- anhand der Istposition und einer Sollposition wird ein Korrekturwert für einen Materialabzug ermittelt,
- ein Materialabzugselement wird entsprechend dem ermittelten Korrekturwert angesteuert,
- das Fach wird geschlossen und wieder geöffnet, so dass die Kettfäden den Schussfaden umgreifen, und das Riet vom Warenrand weggefahren.
- FIG 1
- eine Webmaschine von oben,
- FIG 2
- die Webmaschine von FIG 1 von der Seite,
- FIG 3
- ein Ablaufdiagramm,
- FIG 4
- ein Detail von FIG 3 und
- FIG 5
- eine Variante von FIG 2.
Claims (16)
- Betriebsverfahren für eine Webmaschine, mit folgenden, iterativ ausgeführten Schritten:ein Schussfaden (13) wird durch ein von Kettfäden (1) gebildetes geöffnetes Fach geführt,der Schussfaden (13) wird mittels eines Riets (14) mit einem Sollmoment (M*) bzw. einer Sollkraft an einen Warenrand (8) angeschlagen und eine korrespondierende Istposition (P, P') des Riets erfasst,anhand der Istposition (P, P') und einer Sollposition (P*) wird ein Korrekturwert (k) für einen Materialabzug ermittelt,ein Materialabzugselement (6, 7) wird entsprechend dem ermittelten Korrekturwert (k) angesteuert,das Fach wird geschlossen und wieder geöffnet, so dass die Kettfäden (1) den Schussfaden (13) umgreifen, und das Riet (14) vom Warenrand (8) weggefahren.
- Betriebsverfahren nach Anspruch 1, dadurch gekennzeichnet, dass der Schussfaden (13) moment- bzw. kraftgeregelt an den Warenrand (8) angeschlagen wird.
- Betriebsverfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass anhand von zeitlich aufeinander folgenden Istpositionen (P,P') eine Brucherkennung für den Schussfaden (13) erfolgt.
- Betriebsverfahren nach Anspruch 1, 2 oder 3, dadurch gekennzeichnet, dass die Sollposition (P*) konstant ist.
- Betriebsverfahren nach einem der obigen Ansprüche, dadurch gekennzeichnet, dass das Sollmoment (M*) bzw. die Sollkraft zeitabhängig ist.
- Betriebsverfahren nach einem der obigen Ansprüche, dadurch gekennzeichnet, dass das Sollmoment (M*) bzw. die Sollkraft einer Steuerung (9) für das Riet (14) von außen vorgegeben wird.
- Betriebsverfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass das Riet (14) linear bewegt wird.
- Betriebsverfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass das Riet (14) um eine Achse (20) geschwenkt wird.
- Betriebsverfahren nach einem der obigen Ansprüche, dadurch gekennzeichnet, dass das Riet (14) mittels zweier beidseits des Warenrands (8) angeordneter Rietantriebe (16, 16') verfahren wird, dass für jeden der Rietantriebe (16, 16') die korrespondierende Istposition (P, P') erfasst wird und dass anhand der Istpositionen (P,P') eine Brucherkennung für den Schussfaden (13) erfolgt.
- Betriebsverfahren nach einem der Ansprüche 1 bis 9, da-durch gekennzeichnet, dass das Fach nach dem Wegfahren des Riets (14) vom Warenrand (8) geschlossen und wieder geöffnet wird.
- Betriebsverfahren nach einem der Ansprüche 1 bis 9, da-durch gekennzeichnet, dass das Fach zusammen mit dem Wegfahren des Riets (14) vom Warenrand (8) geschlossen und wieder geöffnet wird.
- Betriebsverfahren nach einem der Ansprüche 1 bis 9, da-durch gekennzeichnet, dass das Fach vor dem Wegfahren des Riets (14) vom Warenrand (8) geschlossen und wieder geöffnet wird.
- Computerprogramm zur Durchführung eines Betriebsverfahrens nach einem der obigen Ansprüche.
- Steuereinrichtung zur Durchführung eines Betriebsverfahrens nach einem der Ansprüche 1 bis 12.
- Steuereinrichtung nach Anspruch 14, dadurch ge-kennzeichnet, dass sie mit einem Computerprogrammprodukt (10) nach Anspruch 13 programmiert ist.
- Webmaschine zur Durchführung eines Betriebsverfahrens nach einem der Ansprüche 1 bis 12, die mit einer Steuereinrichtung (9) nach Anspruch 14 oder 15 versehen ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10239806 | 2002-08-29 | ||
| DE2002139806 DE10239806B4 (de) | 2002-08-29 | 2002-08-29 | Betriebsverfahren für eine Webmaschine |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1394304A2 true EP1394304A2 (de) | 2004-03-03 |
| EP1394304A3 EP1394304A3 (de) | 2005-02-02 |
| EP1394304B1 EP1394304B1 (de) | 2013-10-02 |
Family
ID=31197494
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20030018570 Expired - Lifetime EP1394304B1 (de) | 2002-08-29 | 2003-08-18 | Betriebsverfahren für eine Webmaschine |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1394304B1 (de) |
| DE (1) | DE10239806B4 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102011255A (zh) * | 2010-12-27 | 2011-04-13 | 江苏万工科技集团有限公司 | 打纬机构间隙的测量装置及其方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109371546A (zh) * | 2018-11-08 | 2019-02-22 | 浙江越剑智能装备股份有限公司 | 一种高速剑杆提花毛巾织机及其打纬系统 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0607747B1 (de) | 1993-01-19 | 1999-03-10 | Sulzer RàTi Ag | Verfahren zur Regelung der Warenrandstellung und Webmaschine zur Durchführung des Verfahrens |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0735623B2 (ja) * | 1985-09-11 | 1995-04-19 | 津田駒工業株式会社 | よこ糸密度制御方法およびその装置 |
| CH681158A5 (de) * | 1989-04-07 | 1993-01-29 | Loepfe Ag Geb |
-
2002
- 2002-08-29 DE DE2002139806 patent/DE10239806B4/de not_active Expired - Fee Related
-
2003
- 2003-08-18 EP EP20030018570 patent/EP1394304B1/de not_active Expired - Lifetime
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0607747B1 (de) | 1993-01-19 | 1999-03-10 | Sulzer RàTi Ag | Verfahren zur Regelung der Warenrandstellung und Webmaschine zur Durchführung des Verfahrens |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102011255A (zh) * | 2010-12-27 | 2011-04-13 | 江苏万工科技集团有限公司 | 打纬机构间隙的测量装置及其方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE10239806B4 (de) | 2004-12-23 |
| EP1394304A3 (de) | 2005-02-02 |
| DE10239806A1 (de) | 2004-03-25 |
| EP1394304B1 (de) | 2013-10-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3406888C2 (de) | ||
| EP3821065B1 (de) | Webmaschine sowie verfahren zum führen eines gewebes in einer webmaschine | |
| EP2570530B1 (de) | Kettbändchenwächter und Rundwebmaschine | |
| EP3322845A1 (de) | Webmaschine | |
| EP0423067A1 (de) | Konusschärmaschine und Schärverfahren | |
| DE102018008698A1 (de) | Vorrichtung und Verfahren zum Herstellen eines Rotorblattes für eine Windenergieanlage sowie Windenergieanlage | |
| EP1394304A2 (de) | Betriebsverfahren für eine Webmaschine | |
| DE2949765C2 (de) | Schützenlose Webmaschine | |
| WO1999014410A2 (de) | Verfahren und vorrichtung zum einstellen eines streichbaumes und/oder einer kettwächtereinrichtung einer webmaschine | |
| DE69106882T2 (de) | Kontrollsystem für das schussbehandlungssystem und die mess- und liefervorrichtung. | |
| EP0946801B1 (de) | Kanteneinlegeapparat für eine webmaschine | |
| EP1335052B1 (de) | Verfahren und Vorrichtung zur Einstellung und Überwachung der Kettfadenspannung an Webmaschinen | |
| DE1941404C3 (de) | Ein- und Ausfädelvorrichtung einer Greiferschützenwebmaschine | |
| DE1535696C3 (de) | Schützenwächter für Webstühle | |
| EP1266987A2 (de) | Verfahren zum Einstellen von Webmaschinen und Webmaschinenanlage | |
| WO2020025411A1 (de) | Vorrichtung zum einstellen der kettspannung von kettfäden | |
| DE4330806C2 (de) | Verfahren zur Regelung der Zuführung von Polgarn zu den Tuftingwerkzeugen einer Tuftingmaschine | |
| EP0715013B1 (de) | Verfahren zur Regelung der Zuführung von Polgarn zu den Tuftingwerkzeugen einer Tuftingmaschine | |
| EP0995825B1 (de) | Webmaschine mit schussüberwachendem Eintragssystem für eine Vielzahl von verschiedenen Schussfäden | |
| DE2450051C3 (de) | Verfahren zum Ausschalten einer Kettenbildung der in die Anschlagslage nicht übertragenen Schüsse auf Wellenfach-Webmaschinen und Webschützen zum Durchführen dieses Verfahrens | |
| DE3876856T2 (de) | Verfahren zum ordnen der kettfaeden zwischen dem kettbaum und dem webfach von webmaschinen sowie zur durchfuehrung des kettbaumwechsels und webmaschine zur durchfuehrung des verfahrens. | |
| CH646470A5 (de) | Duesenwebmaschine. | |
| DE1535562B1 (de) | Verfahren zum Weiterweben eines auf einer Wellenwebmaschine in Herstellung begriffenen Gewebestueckes nach einer Arbeitsunterbrechung und Einrichtung zur Durchfuehrung des Verfahrens | |
| DE1915494C3 (de) | SchuBfaden-Anschlagvorrichtung an einer Wellenwebmaschine | |
| DE1292600B (de) | Webmaschine fuer steifes Schussmaterial, insbesondere Draht |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20050321 |
|
| AKX | Designation fees paid |
Designated state(s): BE CH DE GB LI |
|
| 17Q | First examination report despatched |
Effective date: 20100416 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SIEMENS AKTIENGESELLSCHAFT |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE GB LI |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: SIEMENS SCHWEIZ AG, CH Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 50314901 Country of ref document: DE Effective date: 20131128 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: SIEMENS AKTIENGESELLSCHAFT |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 50314901 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20140703 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 50314901 Country of ref document: DE Effective date: 20140703 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50314901 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20140818 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140831 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140831 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50314901 Country of ref document: DE Effective date: 20150303 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150303 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140818 |