EP1437512A2 - Zweiwellenvakuumpumpe - Google Patents
Zweiwellenvakuumpumpe Download PDFInfo
- Publication number
- EP1437512A2 EP1437512A2 EP03028332A EP03028332A EP1437512A2 EP 1437512 A2 EP1437512 A2 EP 1437512A2 EP 03028332 A EP03028332 A EP 03028332A EP 03028332 A EP03028332 A EP 03028332A EP 1437512 A2 EP1437512 A2 EP 1437512A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- shaft
- disc
- vacuum pump
- twin
- shaped components
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C18/00—Rotary-piston pumps specially adapted for elastic fluids
- F04C18/08—Rotary-piston pumps specially adapted for elastic fluids of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing
- F04C18/12—Rotary-piston pumps specially adapted for elastic fluids of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of other than internal-axis type
- F04C18/14—Rotary-piston pumps specially adapted for elastic fluids of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of other than internal-axis type with toothed rotary pistons
- F04C18/16—Rotary-piston pumps specially adapted for elastic fluids of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of other than internal-axis type with toothed rotary pistons with helical teeth, e.g. chevron-shaped, screw type
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C18/00—Rotary-piston pumps specially adapted for elastic fluids
- F04C18/08—Rotary-piston pumps specially adapted for elastic fluids of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing
- F04C18/082—Details specially related to intermeshing engagement type pumps
- F04C18/084—Toothed wheels
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C18/00—Rotary-piston pumps specially adapted for elastic fluids
- F04C18/08—Rotary-piston pumps specially adapted for elastic fluids of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing
- F04C18/12—Rotary-piston pumps specially adapted for elastic fluids of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of other than internal-axis type
- F04C18/126—Rotary-piston pumps specially adapted for elastic fluids of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of other than internal-axis type with radially from the rotor body extending elements, not necessarily co-operating with corresponding recesses in the other rotor, e.g. lobes, Roots type
Definitions
- the invention relates to a twin-shaft vacuum pump and a method for Manufacture of a two-shaft vacuum pump.
- the pistons are according to the invention formed from relatively inexpensive components.
- Fig. 1 shows two pistons (1, 2), each of a plurality of disc-shaped Components (3) exist, the disc-shaped components (3) of the Piston (1) on a shaft (4) and the disc-shaped components (3) of the piston (2) are arranged on a shaft (5).
- Disc-shaped components (3) are at the same angle to each other with respect to the respective shaft (4, 5) Direction of rotation offset from each other, so that each has an outer contour the piston (1, 2) is helical.
- Fig. 4 shows a pump housing (10) in which two rotors (1, 2) with the shafts (4, 5) are arranged.
- the disks are on the shafts (4, 5) Components (3) arranged at an angular offset to one another.
- the waves (4, 5) are mounted in the housing (10) by means of bearings (11).
- the waves (4, 5) will synchronized via a gear (38).
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Applications Or Details Of Rotary Compressors (AREA)
- Compressors, Vaccum Pumps And Other Relevant Systems (AREA)
Abstract
Description
- die scheibenförmigen Bauteile werden gestanzt und umgeformt,
- die scheibenförmigen Bauteile werden auf einer Welle angeordnet, wobei der Winkelversatz entweder einen von null Grad verschiedenen Winkel einschließt oder im Sonderfall null Grad beträgt, das heißt kein Versatz vorgenommen wird,
- die Bauteile werden auf der Welle fixiert, indem sie verspannt, verklebt, verschweißt, mit einem durch die Bohrungen gezogenen Stift oder Seil zueinander fixiert oder dergleichen mehr werden,
- die beiden Kolben werden in einem Gehäuse angeordnet.
- sehr einfache Fertigung,
- die scheibenförmigen Bauteile können im Stanzverfahren (Feinschnitt) hergestellt werden,
- die Herstellungskosten werden durch die Verwendung vieler identischer Teile reduziert,
- das Material der Segmente beziehungsweise des Rotors kann frei gewählt werden. Auf diese Weise können auch Rotoren aus hochwertigem Edelstahl hergestellt werden,
- die Abstufung (Steigung) und Saugvermögen können frei gewählt werden,
- es ist möglich, Roots-Stufen mit Segmentkolben-Stufen zu kombinieren (Wälzkolbenpumpe mit integrierter Atmosphären-Stufe als Ersatz für Pumpstände),
- in der Entwicklungsphase können mit einem Satz Teile beliebige Abstufungen getestet werden, ohne dass neue Teile gefertigt werden müssen,
- das Pumpsystem kann schnell ohne Fertigungsaufwand an neue Applikationen angepasst werden (erneute Montage derselben Pumpe),
- die Profilform kann frei gewählt werden (Abwälzbedingung in einer Ebene).
- Fig. 1
- ein scheibenförmiges Bauteil in Draufsicht;
- Fig. 2
- die Anordnung mehrerer scheibenförmiger Bauteile auf einer Welle mit Winkelversatz;
- Fig. 3
- zwei Kolben, bestehend aus einer Vielzahl scheibenförmiger Bauteile in perspektivischer Ansicht;
- Fig. 4
- eine Anordnung von zwei Schraubenrotoren in einem Pumpengehäuse im Längsschnitt;
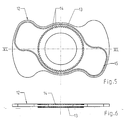
- Fig. 5
- ein scheibenförmiges Bauteil mit innen verzahntem Zahnrad und Vorsprung in Vorderansicht;
- Fig. 6
- einen Schnitt nach der Linie VI-VI der Fig. 5;
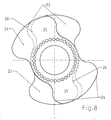
- Fig. 7
- zwei Kolben mit scheibenförmigen Bauteilen im Eingriff in Vorderansicht;
- Fig. 8
- zwei scheibenförmige Bauteile im Winkelversatz zueinander mit Zwischenplatte in Draufsicht;
- Fig. 9
- ein geändertes Ausführungsbeispiel von scheibenförmigen Bauteilen für eine zweigängige Pumpe;
- Fig. 10
- ein geändertes Ausführungsbeispiel eines scheibenförmigen Bauteiles für eine eingängige Pumpe.
- 1
- Kolben
- 2
- Kolben
- 3
- scheibenförmiges Bauteil
- 4
- Welle
- 5
- Welle
- 6
- Bauteil
- 7
- Aufnahmeöffnung
- 8
- Welle
- 9
- Löcher
- 10
- Pumpengehäuse
- 11
- Lager
- 12
- Bauteil
- 13
- Zahnrad außen verzahnt
- 14
- Zahnrad innen verzahnt
- 15
- Sicke
- 16
- Bauteil
- 17
- Welle
- 18
- Welle
- 19
- Vorsprung
- 20
- Vertiefung
- 21
- Kolben
- 22
- Kolben
- 23
- scheibenförmiges Bauteil
- 24
- scheibenförmiges Bauteil
- 25
- Fläche
- 26
- Abstandhalter
- 27
- scheibenförmiges Bauteil
- 28
- Welle
- 29
- Welle
- 30
- Kolben
- 31
- Kolben
- 32
- Gehäuse
- 33
- Bauteil
- 34
- Vertiefung
- 35
- Vorsprung
- 36
- Zahnrad
- 37
- Zahnrad
- 38
- Getriebe
Claims (26)
- Zweiwellenvakuumpumpe, bei der durch das Zusammenwirken von zwei auf jeweils einer Welle angeordneten Kolben ein Pumpeffekt erzeugt wird, dadurch gekennzeichnet, dass die Kolben (1, 2; 21, 22; 30, 31) jeweils aus einer Vielzahl von scheibenförmigen Bauteilen (3; 6; 12; 16; 23; 24; 27; 33) gebildet werden.
- Zweiwellenvakuumpumpe nach Anspruch 1, dadurch gekennzeichnet, dass jeweils eine Außenkontur der Kolben (1, 2; 21, 22; 30, 31) der Zweiwellenvakuumpumpe durch die auf den Wellen (4, 5; 8; 17, 18; 28, 29) angeordneten scheibenförmigen Bauteile (3; 6; 12; 6; 23, 24; 27; 33) ausgebildet wird.
- Zweiwellenvakuumpumpe nach Anspruch 1, dadurch gekennzeichnet, dass die scheibenförmigen Bauteile (3; 6; 12; 16; 23, 24; 27; 33) in Bezug auf die jeweilige Welle (4, 5; 8; 17, 18; 28, 29) im Winkel zueinander im gleichen Drehsinn versetzt angeordnet sind, so dass jeweils eine schraubenförmige Außenkontur der Kolben (1, 2; 21, 22; 30, 31) ausgebildet ist.
- Zweiwellenvakuumpumpe nach Anspruch 1, 2, oder 3 dadurch gekennzeichnet, dass die scheibenförmigen Bauteile (3; 6; 12; 16; 23, 24; 27; 33) zueinander oder in Bezug auf die Welle (4, 5; 8; 17, 18; 28, 29) einen reproduzierbaren Winkelversatz aufweisen.
- Zweiwellenvakuumpumpe nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Winkel, um die die scheibenförmigen Bauteile (3; 6; 12; 16; 23, 24; 27; 33) gegeneinander versetzt sind, teilweise oder alle unterschiedlich sind.
- Zweiwellenvakuumpumpe nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Kolben die Bauweise einer eingängigen Schraube aufweisen.
- Zweiwellenvakuumpumpe nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Kolben (1, 2; 21, 22; 30, 31) die Bauweise einer mehrgängigen Schraube aufweisen.
- Zweiwellenvakuumpumpe nach Anspruch 1, dadurch gekennzeichnet, dass die scheibenförmigen Bauteile (3; 6; 12; 16; 23, 24; 27; 33) mittelbar oder unmittelbar aneinanderliegend auf der Welle (4, 5; 8; 17, 18; 28, 29) angeordnet sind.
- Zweiwellenvakuumpumpe nach Anspruch 1, dadurch gekennzeichnet, dass zwischen den scheibenförmigen Bauteilen (3; 6; 12; 16; 23, 24; 27; 33) jeweils ein Abstandhalter (15, 19, 26) angeordnet ist.
- Zweiwellenvakuumpumpe nach Anspruch 9, dadurch gekennzeichnet, dass der Abstandhalter (26) als Scheibe ausgebildet ist, wobei der Abstandhalter (26) lediglich eine Teilfläche der scheibenförmigen Bauteile (23, 24) überdeckt.
- Zweiwellenvakuumpumpe nach Anspruch 9, dadurch gekennzeichnet, dass der Abstandhalter (15, 19) einstückig mit den scheibenförmigen Bauteilen (12, 16) ausgebildet ist.
- Zweiwellenvakuumpumpe nach Anspruch 1, dadurch gekennzeichnet, dass die scheibenförmigen Bauteile (3, 12, 16, 33) jeweils ein innen verzahntes Zahnrad (14, 36) und ein außen verzahntes Zahnrad (13, 37) aufweisen, derart, dass ein außen verzahntes Zahnrad (13, 37) eines ersten scheibenförmigen Bauteiles (3, 12, 16, 33) in ein innen verzahntes Zahnrad (14, 36) eines benachbarten zweiten scheibenförmigen Bauteiles (3, 12, 16, 33) greift.
- Zweiwellenvakuumpumpe nach Anspruch 12, dadurch gekennzeichnet, dass die Höhe des außen verzahnten Zahnrades (13, 37) größer als die Tiefe des innen verzahnten Zahnrades (14, 36) ausgebildet ist.
- Zweiwellenvakuumpumpe nach Anspruch 1, dadurch gekennzeichnet, dass die scheibenförmigen Bauteile (6, 23, 24) einen Lochring aufweisen, dass Löcher (9) des Lochringes jeweils zueinander und jeweils zu einer Aufnahmeöffnung (7) für die Welle (8) in äquidistantem Abstand angeordnet sind.
- Zweiwellenvakuumpumpe nach Anspruch 14, dadurch gekennzeichnet, dass ein Stift oder Seil in den zur Deckung gebrachten Löchern (9) der scheibenförmigen Bauteile (6) angeordnet ist.
- Zweiwellenvakuumpumpe nach Anspruch 1, dadurch gekennzeichnet, dass die Welle als Zahnwelle ausgebildet ist, und dass die Bauteile eine Aufnahmeöffnung mit einem innen verzahnten Zahnrad für die Welle aufweisen, derart, dass die scheibenförmigen Bauteile formschlüssig auf der Zahnwelle anordbar sind.
- Zweiwellenvakuumpumpe nach Anspruch 1, dadurch gekennzeichnet, dass die scheibenförmigen Bauteile (12, 16, 33) Vorsprünge (15, 19, 35) und/oder Vertiefungen (20, 34) aufweisen.
- Zweiwellenvakuumpumpe nach Anspruch 17, dadurch gekennzeichnet, dass die Vorsprünge (15, 19, 35) und/oder Vertiefungen (20, 34) im Bereich der Außenkonturen der scheibenförmigen Bauteile (12, 16, 33) angeordnet sind.
- Zweiwellenvakuumpumpe nach Anspruch 17, dadurch gekennzeichnet, dass die Höhe der Vorsprünge (15, 19, 35) derart ausgebildet ist, dass die Vorsprünge (15, 19, 35) an dem jeweils benachbarten scheibenförmigen Bauteil (12, 16, 33) anliegen.
- Zweiwellenvakuumpumpe nach Anspruch 18, dadurch gekennzeichnet, dass die Vorsprünge (15, 19, 35) auf einer Seite der scheibenförmigen Bauteile (12, 16, 33) durch Vertiefungen auf der anderen Seite der scheibenförmigen Bauteile (12, 16, 33) ausgebildet sind.
- Zweiwellenvakuumpumpe nach Anspruch 1, dadurch gekennzeichnet, dass die scheibenförmigen Bauteile (3; 6; 12; 16; 23, 24; 27; 33) einstückig ausgebildet sind.
- Zweiwellenvakuumpumpe nach Anspruch 1, dadurch gekennzeichnet, dass sämtliche scheibenförmigen Bauteile (3; 6; 12; 16; 23, 24; 27; 33) eines Kolbens (1, 2; 21, 22; 30, 31) oder beider Kolben (1, 2; 21, 22; 30, 31) identisch ausgebildet sind.
- Zweiwellenvakuumpumpe nach Anspruch 1, dadurch gekennzeichnet, dass beide aus den scheibenförmigen Bauteilen (3; 6; 12; 16; 23, 24; 27; 33) gebildeten Kolben (1, 2; 21, 22; 30, 31) in einem Gehäuse (32) angeordnet sind.
- Zweiwellenvakuumpumpe nach Anspruch 1, dadurch gekennzeichnet, dass die scheibenförmigen Bauteile (3; 6; 12; 16; 23, 24) ohne Winkelversatz zueinander auf den Wellen angeordnet sind, derart, dass die gebildeten Kolben als Kolben für Wälzkolbenpumpen einsetzbar sind.
- Verfahren zur Herstellung einer Zweiwellenvakuumpumpe nach Anspruch 1, dadurch gekennzeichnet,dass die scheibenförmigen Bauteile (3; 6; 12; 16; 23, 24; 27; 33) gestanzt und umgeformt werden,dass die scheibenförmigen Bauteile (3; 6; 12; 16; 23, 24; 27; 33) auf einer Welle (4, 5; 8; 17, 18; 28, 29) angeordnet werden unter Einhaltung des Versatzes,dass die Bauteile (3; 6; 12; 16; 23, 24; 27; 33) auf der Welle (4, 5; 8; 17, 18; 28, 29) fixiert werden,dass die beiden Kolben (1, 2; 21, 22; 30, 31) in einem Gehäuse (32) angeordnet werden.
- Verfahren nach Anspruch 25, dadurch gekennzeichnet, dass die Kolben nach Anordnung der scheibenförmigen Bauteile auf der Welle in einer der Außenkontur der Kolben entsprechenden Negativform zur Ausrichtung der scheibenförmigen Bauteile angeordnet werden.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10300203 | 2003-01-08 | ||
| DE10300203A DE10300203A1 (de) | 2003-01-08 | 2003-01-08 | Zweiwellenvakuumpumpe sowie Verfahren zur Herstellung einer Zweiwellenvakuumpumpe |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1437512A2 true EP1437512A2 (de) | 2004-07-14 |
| EP1437512A3 EP1437512A3 (de) | 2006-03-15 |
Family
ID=32478159
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03028332A Withdrawn EP1437512A3 (de) | 2003-01-08 | 2003-12-10 | Zweiwellenvakuumpumpe |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US7192262B2 (de) |
| EP (1) | EP1437512A3 (de) |
| JP (1) | JP2004211690A (de) |
| DE (1) | DE10300203A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2275668A3 (de) * | 2009-07-16 | 2013-03-06 | Andritz Hydro GmbH | Turbinenlaufrad sowie Verfahren zu dessen Herstellung |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014004141A2 (en) | 2012-06-29 | 2014-01-03 | Eaton Corporation | Supercharger assembly with rotor end face seal and method of manufacturing a supercharger assembly |
| US20210212332A1 (en) * | 2018-06-01 | 2021-07-15 | Maersk Container Industry A/S | Two selective modules for a controlled atmosphere container |
| GB2583938A (en) * | 2019-05-14 | 2020-11-18 | Edwards Ltd | Vacuum rotor blade |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US185850A (en) * | 1877-01-02 | Improvement in rotary engines | ||
| DE693372C (de) * | 1938-01-14 | 1940-07-06 | Gustaf Zakarias Goeransson | Drehkolbenverdichter |
| GB564309A (en) * | 1943-06-24 | 1944-09-21 | Equi Flow Inc | Laminated gear pumps |
| DE914886C (de) * | 1949-09-15 | 1954-07-12 | Svenska Rotor Maskiner Ab | Kuehleinrichtung fuer mehrteilige Gehaeuse oder Laeufer, insbesondere von Drehkolbenmaschinen mit Schraubenraedern |
| GB705774A (en) * | 1951-02-09 | 1954-03-17 | Eugen Haok | Rotary pump adapted for use as a pump or motor for the delivery of liquids, plastic masses and the like |
| DE1021721B (de) * | 1953-08-10 | 1957-12-27 | Eugen Hack | Kapselpumpe |
| GB795774A (en) | 1955-08-08 | 1958-05-28 | Ici Ltd | New pharmaceutical compositions |
| US3272140A (en) * | 1964-04-02 | 1966-09-13 | Monsanto Chemicals | Metering pump |
| US3424373A (en) * | 1966-10-28 | 1969-01-28 | John W Gardner | Variable lead compressor |
| DE2302902A1 (de) * | 1973-01-22 | 1974-07-25 | H & H Licensing Corp | Schraubenkompressor mit rotorabschnitten |
| CH635403A5 (de) * | 1978-09-20 | 1983-03-31 | Edouard Klaey | Schraubenspindelmaschine. |
| JPS5841634A (ja) * | 1981-09-04 | 1983-03-10 | Hitachi Ltd | スクリユロ−タの製作方法 |
| US4761125A (en) * | 1986-03-29 | 1988-08-02 | Nippon Soken, Inc. | Twin-shaft multi-lobed type hydraulic device |
| JPH0458093A (ja) * | 1990-06-25 | 1992-02-25 | Ube Ind Ltd | ルーツブロワ用のロータ及びルーツブロワ |
| US5092751A (en) * | 1990-10-26 | 1992-03-03 | Viktora Dean C | Split gear pump mechanism with gear offset |
| DE69213179T2 (de) * | 1991-10-17 | 1997-04-10 | Ebara Corp | Schraubenspindelrotor und Verfahren zu dessen Herstellung |
| JPH06101671A (ja) * | 1992-09-21 | 1994-04-12 | Kobe Steel Ltd | スクリュロータ |
| US5755566A (en) * | 1996-08-23 | 1998-05-26 | Kalish Canada Inc. | Self-driving fluid pump |
| EP0995879B1 (de) * | 1998-10-23 | 2004-05-12 | Ateliers Busch S.A. | Zwillings-Förderschraubenrotoren |
| EP1026399A1 (de) * | 1999-02-08 | 2000-08-09 | Ateliers Busch S.A. | Zwillings-Förderschrauben |
-
2003
- 2003-01-08 DE DE10300203A patent/DE10300203A1/de not_active Withdrawn
- 2003-12-10 EP EP03028332A patent/EP1437512A3/de not_active Withdrawn
- 2003-12-10 JP JP2003411505A patent/JP2004211690A/ja active Pending
-
2004
- 2004-01-06 US US10/752,064 patent/US7192262B2/en not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2275668A3 (de) * | 2009-07-16 | 2013-03-06 | Andritz Hydro GmbH | Turbinenlaufrad sowie Verfahren zu dessen Herstellung |
Also Published As
| Publication number | Publication date |
|---|---|
| US20050276713A1 (en) | 2005-12-15 |
| JP2004211690A (ja) | 2004-07-29 |
| EP1437512A3 (de) | 2006-03-15 |
| DE10300203A1 (de) | 2004-07-22 |
| US7192262B2 (en) | 2007-03-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2939945C2 (de) | ||
| EP1979618B1 (de) | Mehrstufiges schraubenkompressoraggregat | |
| DE4330609A1 (de) | Rotationskolbenmaschine in Spiralbauweise | |
| EP3507496B1 (de) | Trockenverdichtende vakuumpumpe | |
| DE69108289T2 (de) | Gerotorpumpen. | |
| DE3722164A1 (de) | Turbomolekularpumpe | |
| DE102016216279A1 (de) | Vakuumpumpen-Schraubenrotor | |
| DE4004888A1 (de) | Rootsgeblaese mit verbessertem spiel zwischen den rotoren | |
| EP3960984B1 (de) | Drehkolbenmaschine sowie verfahren zur montage | |
| EP3224479A1 (de) | Verdichter mit einem dichtkanal | |
| DE102015218679A1 (de) | Schraubenspindelpumpe | |
| EP0258440A1 (de) | Laufrad eines kreiselverdichters | |
| EP1437512A2 (de) | Zweiwellenvakuumpumpe | |
| DE19620482C2 (de) | Spiralkompressor mit einer Schrägfläche an einem Spiralteil | |
| DE3600184A1 (de) | Stroemungsmaschine in spiralbauweise | |
| DE3609996A1 (de) | Schraubenverdichter | |
| EP3507495B1 (de) | Schraubenvakuumpumpe | |
| WO2018224409A1 (de) | Trockenverdichtende vakuumpumpe | |
| DE102019212221A1 (de) | Wellgetriebe | |
| DE102017102645B4 (de) | Kältemittel-Scrollverdichter für die Verwendung innerhalb einer Wärmepumpe | |
| DE2720472A1 (de) | Drehschieberkompressor | |
| EP4134523A2 (de) | Schaufelfussaufnahme zum aufnehmen einer laufschaufel | |
| DE20315125U1 (de) | Abdichtvorrichtung | |
| WO2004074689A1 (de) | Drehkolbenpumpe | |
| DE102019119981A1 (de) | Wellgenerator für ein Wellgetriebe und Verfahren zur Herstellung eines Wellgenerators |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20060714 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20080314 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20080725 |