EP1447456A1 - Alliage d'or dopé - Google Patents
Alliage d'or dopé Download PDFInfo
- Publication number
- EP1447456A1 EP1447456A1 EP03405074A EP03405074A EP1447456A1 EP 1447456 A1 EP1447456 A1 EP 1447456A1 EP 03405074 A EP03405074 A EP 03405074A EP 03405074 A EP03405074 A EP 03405074A EP 1447456 A1 EP1447456 A1 EP 1447456A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- alloy
- gold
- weight
- expressed
- ppm
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 229910045601 alloy Inorganic materials 0.000 title claims abstract description 98
- 239000000956 alloy Substances 0.000 title claims abstract description 98
- 239000010931 gold Substances 0.000 title claims description 28
- 229910052737 gold Inorganic materials 0.000 title claims description 28
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 title description 7
- 238000000034 method Methods 0.000 claims abstract description 11
- 238000004519 manufacturing process Methods 0.000 claims abstract description 9
- 239000000470 constituent Substances 0.000 claims abstract description 3
- 239000010949 copper Substances 0.000 claims description 29
- 239000003353 gold alloy Substances 0.000 claims description 28
- 229910052802 copper Inorganic materials 0.000 claims description 26
- 229910001020 Au alloy Inorganic materials 0.000 claims description 25
- 229910052709 silver Inorganic materials 0.000 claims description 21
- 238000005266 casting Methods 0.000 claims description 18
- 229910001112 rose gold Inorganic materials 0.000 claims description 8
- 229910001097 yellow gold Inorganic materials 0.000 claims description 8
- 239000010930 yellow gold Substances 0.000 claims description 8
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 7
- 238000005495 investment casting Methods 0.000 claims description 7
- 239000004332 silver Substances 0.000 claims description 6
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 claims description 5
- 238000009749 continuous casting Methods 0.000 claims description 5
- 229910000881 Cu alloy Inorganic materials 0.000 claims description 4
- 229910052763 palladium Inorganic materials 0.000 claims description 4
- 239000010938 white gold Substances 0.000 claims description 4
- 229910000832 white gold Inorganic materials 0.000 claims description 4
- 229910052738 indium Inorganic materials 0.000 claims description 2
- 229910052758 niobium Inorganic materials 0.000 claims description 2
- 239000010939 rose gold Substances 0.000 claims description 2
- 229910052719 titanium Inorganic materials 0.000 claims description 2
- 229910052726 zirconium Inorganic materials 0.000 claims description 2
- 229910001316 Ag alloy Inorganic materials 0.000 claims 3
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 13
- 239000011148 porous material Substances 0.000 description 13
- 229910052710 silicon Inorganic materials 0.000 description 13
- 239000010703 silicon Substances 0.000 description 13
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 8
- 239000011248 coating agent Substances 0.000 description 7
- 238000000576 coating method Methods 0.000 description 7
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- 239000011701 zinc Substances 0.000 description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 5
- 239000010439 graphite Substances 0.000 description 5
- 229910002804 graphite Inorganic materials 0.000 description 5
- 230000003647 oxidation Effects 0.000 description 5
- 238000007254 oxidation reaction Methods 0.000 description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 238000005452 bending Methods 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 229910052757 nitrogen Inorganic materials 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- 229910052725 zinc Inorganic materials 0.000 description 4
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 229910001338 liquidmetal Inorganic materials 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 238000005498 polishing Methods 0.000 description 3
- QPLDLSVMHZLSFG-UHFFFAOYSA-N Copper oxide Chemical compound [Cu]=O QPLDLSVMHZLSFG-UHFFFAOYSA-N 0.000 description 2
- 239000005751 Copper oxide Substances 0.000 description 2
- RAHZWNYVWXNFOC-UHFFFAOYSA-N Sulphur dioxide Chemical compound O=S=O RAHZWNYVWXNFOC-UHFFFAOYSA-N 0.000 description 2
- 238000005119 centrifugation Methods 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 238000010411 cooking Methods 0.000 description 2
- 229910000431 copper oxide Inorganic materials 0.000 description 2
- QOGLYAWBNATGQE-UHFFFAOYSA-N copper;gold;silver Chemical compound [Cu].[Au][Ag] QOGLYAWBNATGQE-UHFFFAOYSA-N 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000010440 gypsum Substances 0.000 description 2
- 229910052602 gypsum Inorganic materials 0.000 description 2
- 230000005764 inhibitory process Effects 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 229910052707 ruthenium Inorganic materials 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- GYHNNYVSQQEPJS-UHFFFAOYSA-N Gallium Chemical compound [Ga] GYHNNYVSQQEPJS-UHFFFAOYSA-N 0.000 description 1
- KJTLSVCANCCWHF-UHFFFAOYSA-N Ruthenium Chemical compound [Ru] KJTLSVCANCCWHF-UHFFFAOYSA-N 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229910052733 gallium Inorganic materials 0.000 description 1
- RZDQHXVLPYMFLM-UHFFFAOYSA-N gold tantalum Chemical compound [Ta].[Ta].[Ta].[Au] RZDQHXVLPYMFLM-UHFFFAOYSA-N 0.000 description 1
- 239000003779 heat-resistant material Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 229910052741 iridium Inorganic materials 0.000 description 1
- GKOZUEZYRPOHIO-UHFFFAOYSA-N iridium atom Chemical compound [Ir] GKOZUEZYRPOHIO-UHFFFAOYSA-N 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000005272 metallurgy Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- CFQCIHVMOFOCGH-UHFFFAOYSA-N platinum ruthenium Chemical compound [Ru].[Pt] CFQCIHVMOFOCGH-UHFFFAOYSA-N 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000012552 review Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C5/00—Alloys based on noble metals
- C22C5/02—Alloys based on gold
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/14—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of noble metals or alloys based thereon
Definitions
- the present invention relates to a gold alloy of at least 14 carats for the production of jewelry by lost wax casting.
- Investment casting is a method that allows you to produce complex parts with a beautiful appearance of surface and excellent dimensional accuracy.
- This technique consists first of all to make in wax, by injection into tools, the replica of each of the desired pieces.
- the assembly of these models on pouring channels also in wax constitutes a cluster; after having uniformly surrounded this cluster with a ceramic shell, we make melt the wax, which leaves its exact imprint in the ceramic, in which we pour the molten metal. After cooling the shell is destroyed and the metal parts are separated and finished.
- This technique for melting gold jewelry dates back to the early days of metallurgy, that is to say approximately 4000 years before J.C. It is not before its application in dental technology in the early twentieth century that have been developed mold production and casting techniques such as we know them today.
- Silicon is known to cause the formation of a layer stable protective oxide around the parts obtained by casting when it is added to 14 carat gold alloys in small quantities.
- the formation of this oxide layer avoids porosities due to reactions between the liquid metal and coating, and obtain a perfect surface for 9, 14 and 18 carat gold alloys.
- the addition of silicon leads to a increased grain size and decreased resistance to break. These side effects are catastrophic in the case of 18 carat gold alloys, resulting in hot fragility of the alloy, an enormous grain size due to an inhibition of the refiners of grains, and inhibition of grain refiners.
- the object or problem of the invention is to find elements of doping of a gold alloy of at least 14 carats with the advantages of silicon without having the disadvantages mentioned above.
- the doping elements are Zn, Ga, Ta, Pt and Ru. Surprisingly the presence of these elements makes it possible to avoid, during of the lost wax casting of gold alloys, the harmful interaction between mold and liquid metal, apparently through the formation of a layer protective gas-impermeable oxide. Ruthenium is a refiner of very effective grains, even at low content.
- the invention relates to a gold alloy of at least 14 carats, characterized in that it contains as doping elements, by weight, from 10 to 20,000, preferably from 100 to 1000, ppm Zn, from 10 to 20,000, preferably from 100 to 1000, ppm Ga, from 10 to 20,000, preferably from 100 to 1000, ppm Ta, from 10 to 10,000, preferably from 90 to 950, ppm Pt and from 10 to 5000, from preferably from 5 to 100, ppm Ru.
- the gold alloy of at least 14 carats can be a gold-based alloy, silver and copper, in particular a 14-carat alloy such as for example an alloy of 14 yellow gold comprising, expressed by weight, 58-59% Au, 24-28 % Ag and 13-17% Cu or a red gold alloy comprising, expressed by weight, 58-59% Au, 7-11% Ag and 30-34% Cu, an 18-carat alloy such as by example a yellow gold alloy comprising, expressed by weight, 75-76% Au, 10-14% Ag and 10-14% Cu, a pale yellow gold alloy comprising, expressed by weight, 75-76% Au, 14-18% Ag and 7-11% Cu, a rose gold alloy comprising, expressed by weight, 75-76% Au, 7-11% Ag and 14-18% Cu, a red gold alloy comprising, expressed by weight, 75-76% Au, 2-6% Ag and 18-22% Cu, a 22 carat alloy such as for example a gold alloy yellow comprising, expressed by weight, 91-92% Au, 3-7% Ag and 1-5% Cu, or a red gold alloy
- the gold alloy of at least 14 carats can also be a fine gold alloy, in particular comprising, expressed by weight, 99-99.9% Au and 0-1% Cu.
- it will suitably contain from 10 to 10,000 ppm Zn, from 10 to 10 000 ppm Ga, from 10 to 10 000 ppm Ta, from 10 to 10 000 ppm Pt and from 10 to 5000 ppm Ru.
- the gold alloy of at least 14 carats can also be a gray gold alloy, for example example an 18-carat white gold alloy comprising, expressed by weight, 75-76 % Au, 8-12% Cu, 0-4% In, and 11-15% Pd, or a 14 carat white gold alloy comprising, expressed by weight, 58-59% Au, 14-18% Ag, 12-16% Pd, and 6-10% Cu.
- a gray gold alloy for example example an 18-carat white gold alloy comprising, expressed by weight, 75-76 % Au, 8-12% Cu, 0-4% In, and 11-15% Pd, or a 14 carat white gold alloy comprising, expressed by weight, 58-59% Au, 14-18% Ag, 12-16% Pd, and 6-10% Cu.
- the gold alloy according to the invention is generally produced in ingots by pouring under an inert atmosphere, for example nitrogen, elements constitutive of the alloy, either in the pure state or in the alloy state, in ingot molds made of heat-resistant material such as for example graphite.
- the alloy can then be shaped by continuous casting to to obtain plots.
- Continuous casting is a process where the molten alloy is fed into an open-ended graphite mold, in which the metal solidifies to produce a bar of predefined dimensions.
- the solidified form is cooled and removed from the water-cooled mold at a speed controlled using rollers, and the material is sawn to the desired length.
- the studs directly usable in casting are then obtained by cutting and marking in the bar after continuous casting.
- the invention also relates to a method for manufacturing a gold alloy as defined above which involves the casting under an inert atmosphere of constituent elements of the alloy, either in the pure state or in the alloy state.
- Preparation of objects cast by the wax casting technique lost is usually done as follows.
- the ingots are rolled and cut into small pieces, or if the alloy has been shaped by continuous casting, the casting studs are used as is.
- the coating used consists of gypsum and silica.
- the dewaxing is carried out without steam at a temperature of 140 to 160 ° C, then the cooking cycle is as follows: plateau at 200 ° C, rise by 5 ° C per minute, plateau at 650 ° C by 45 minutes.
- the casting is then carried out by centrifugation, after melting in a graphite crucible, under nitrogen.
- the parts are then removed from the mold and billed in order to eliminate surface oxide. Correct and complete: generalize the preparation of the actually used cast objects.
- the invention also relates to the use of the alloy defined above for the production of jewelry by lost wax casting.
- the invention also relates to a cast object comprising this alloy.
- the temperature is the temperature ambient or is expressed in degrees Celsius
- the pressure is the pressure atmospheric.
- Figures 1 and 2 respectively represent the diagram of a steering wheel to assess the surface condition, flowability, ductility, porosity, the oxidation as well as the grain size of the alloy after casting, and a photograph of a harp-shaped piece to assess the heat resistance of the alloy.
- Tables 1 and 2 respectively bring together the compositions of the standard and doped alloys, and the main characteristics of the parts castings obtained from these alloys.
- ingots of alloys of dimensions 80 x 50 x 5 mm 3 were cast under nitrogen in graphite ingots, from shot for gold and silver, copper plates, thin pieces of zinc and gallium, and 5% gold-tantalum and 5% platinum-ruthenium pre-alloys in thin strips.
- the ingots were then rolled to 1 mm thick.
- a 2 cm square plate for each alloy was used (after coating and polishing) for spectrometric color analyzes.
- the laminated sheets were then cut into pieces about 1 cm per side.
- the coating used consists of gypsum and silica.
- the dewaxing is carried out without steam at 150 ° C, then the cooking cycle is as follows: level at 200 ° C, rise 5 ° C per minute, plateau at 650 ° C for 45 minutes.
- the casting is then done by centrifugation, after melting in a graphite crucible, under nitrogen.
- the pieces are then unmolded and milled to remove surface oxide, then analyzed according to the procedures below.
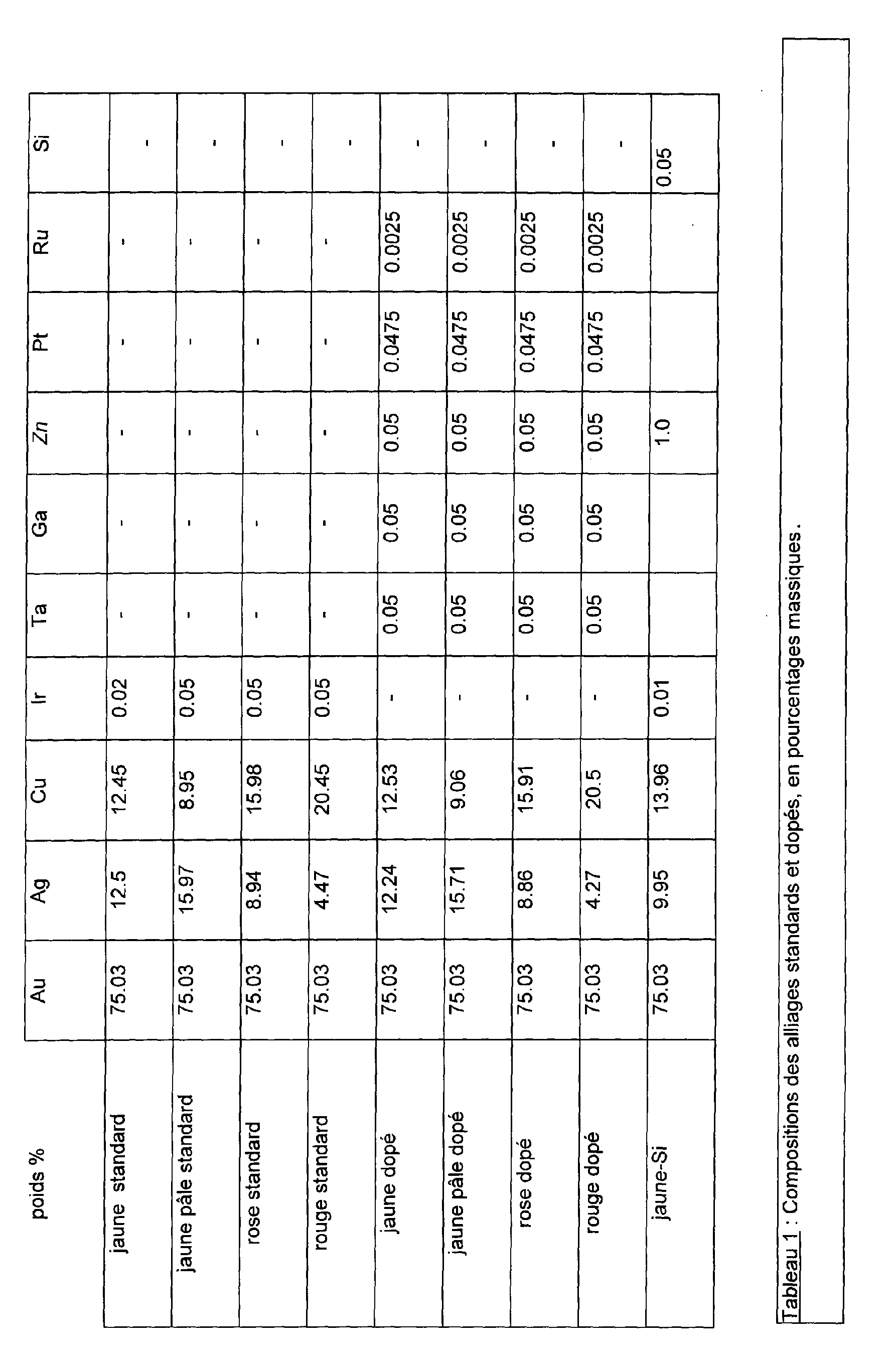
- Table 1 specifies the composition of the cast objects for four 18 carat gold alloys according to the invention, called here “doped yellow”, “Pale yellow doped”, “pink doped” and “red doped”, and corresponding respectively to “standard yellow”, “standard pale yellow” alloys, “Standard pink” and “standard red” obtained in Example 2.
- Table 1 specifies the composition of the cast objects for four prior art 18 carat gold alloys called “yellow standard “,” pale yellow standard “,” standard pink “and” red standard ”, and a known silicon doped alloy with a composition close to standard yellow, called “yellow-Si”.
- the color of the alloys was measured on a 2 cm square plate side and 1 mm thick according to the 3-dimensional measuring system called CIELab, CIE being the sign of the International Commission for Lighting, and Lab the three coordinate axes.
- CIELab CIE being the sign of the International Commission for Lighting
- Lab the three coordinate axes.
- the human eye can distinguish a difference of 1 point on this scale.
- the properties of the alloys after casting with lost wax were evaluated for each alloy using two castings.
- the first part (Figure 1) consists of a steering wheel on which are placed a plate of 1 cm 2 of surface and 1 mm thick as well as rods of 2 cm in height and diameters 0.8, 0.6, 0.4 and 0.3 mm. On the steering wheel are placed 2 rods of each diameter, i.e. 8 rods.
- This first part makes it possible to evaluate the surface condition, the flowability, the bending, the ductility, the porosity, the oxidation as well as the grain size of the alloy after casting.
- the second part is in the shape of a harp ( Figure 2) and allows the hot resistance of the alloy to be evaluated.
- the grade given to the surface finish is calculated according to the criteria following: porosity and fine texture of the wafer. Note 10 corresponds to a perfect surface condition without defects.
- the small raised points on the surface are due to coating surface defects and are independent of the alloy, however, they affect the quality of the part.
- a perfect surface of the porosity and fineness of texture but with spikes in relief will score 9.5 or 9 depending on the size or frequency of these points in order to distinguish it from a perfect surface and without raised points.
- the note minimum In order for the alloy to be accepted from the point of view of its surface, the note minimum must be 9/10, and only defects due to the quality of the coating will be tolerated (points in relief).
- Table 1 shows that the doped alloys according to the invention have a satisfactory surface condition, improved compared to alloys corresponding standards (10/7, 9/7, 9.5 / 7, 9/6) and identical to the doped alloy silicon (10/10).
- the different alloys were subjected to a flowability test which makes it possible to determine the ease of an alloy to flow in conduits small diameters. This property is important for the manufacture of pieces of jewelry with fine parts which must be reproduced during casting.
- the score given is based on the average over the heights of the 8 precious alloy rods after casting. The higher the score out of 20 is the better the castability of the alloy.
- the doped alloys according to the invention have better flowability than the corresponding standard alloys (14.12 / 9.40, 14.50 / 9.25, 16.90 / 9.40, 18.5 / 12.6) and the alloy doped with silicon (14.12 / 9.0).
- the bending test is used to simulate the crimping step at the jeweler. It is important that the crimp rods can be bent several times in order to allow the jeweler several tests without the whole piece must be rolled up.
- the bent rods have a diameter of 0.8 mm in this trial.
- the bend test consists of a first 90 ° angle twist and the following are alternately opposed at 180 ° angle. A value of 1 corresponds to a 90 ° angle break, a value of 2 corresponds to a 90 ° break + 180 ° angle. Higher values correspond to a additional twist reverse to the previous one and 180 ° angle.
- Table 1 shows that the objects cast in alloys doped according to the invention have better bending than those in standard alloys corresponding (4/3, 4.5 / 3.5, 3/2, 2/1) or in a silicon doped alloy (4/2).
- the so-called ring enlargement test showed that the doped alloys according to the invention are more ductile than the corresponding standard alloys and can withstand up to 24% elongation before rupture.
- the cast rings had a diameter of 15.9 mm (number 10) and a section of 2 mm 2 .
- the standard alloy without refiner supports an enlargement of 2 numbers, and the doped alloy supports an enlargement of 1
- the hot break resistance test is carried out by pouring a harp-shaped piece (Figure 2), The difference in expansion coefficient of the mold and of the metal of generates a tension capable of causing the rupture of the metal according to its fragility. This test allows to discriminate fragile structures as well as possible harmful pollution of the metal. The score is assigned subtracting from 20, 1 point per broken rod. Only alloys having obtained the note 20/20 have been retained.
- Table 1 shows that the doped alloys according to the invention have a excellent resistance to hot rupture, unlike the alloy doped with silicon.
- the minimum acceptable score is 9/10.
- the exhibits with surface porosity are automatically rejected. Less the alloy present porosity, the better its mechanical properties and the easier it will be polishing.
- Table 1 shows that the doped alloy according to the invention has a state of porosity identical to that of the silicon doped alloy (10/10) and well better than each of the standard alloys (10/8, 10/6, 9/0 and 9/7).
- the oxidation state is noted according to the appearance of the correct part after demolding. The more the room will have a uniform appearance close to the color of the alloy without black marks due to copper oxide, plus the note obtained will tend towards 10/10. Copper oxide should be avoided in the area of the possible because it does not protect the part from gases and it is suspected of promoting mold degradation reactions leading to release of sulfur dioxide gas.
- the parts from the doped alloys according to the invention have a uniform surface close to the color of the alloy without traces of oxide of copper and therefore have an excellent oxidation state, much better than that of parts from standard alloys (Table 1: 10/0, 10/0, 10/5, 10/10).
- ASTM grain size is given by the superposition of a ASTM grid on the photo of a metallographic grid of a casting after chemical attack to reveal grain boundaries.
- a size of 7 corresponds to an average grain diameter of 32 microns.
- ASTM 3 corresponds to an average diameter of 125 microns. The higher the ASTM value, the smaller the grains, the better the mechanical properties of the alloy and the easier the polishing.
- Table 1 shows that the parts from alloys doped according to the invention therefore have a grain size identical to or finer than that of parts from standard alloys (7/7, 7/7, 6 / 3-4, 6/6) or from the doped alloy silicon (7 / 2-3).
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Adornments (AREA)
- Catalysts (AREA)
- Glass Compositions (AREA)
- Chemically Coating (AREA)
- Manufacture And Refinement Of Metals (AREA)
Abstract
L'invention concerne un alliage d'or d'au moins 14 carats, caractérisé en ce qu'il contient, exprimé en poids, de 10 à 20 000, de préférence de 100 à 1000, ppm Zn, de 10 à 20 000, de préférence de 100 à 1000, ppm Ga, de 10 à 20 000, de préférence de 100 à 1000, ppm Ta, de 10 à 10 000, de préférence de 90 à 950, ppm Pt et de 10 à 5000, de préférence de 5 à 100, ppm Ru, un objet coulé comprenant cet alliage, un procédé pour préparer celui-ci, ainsi que l'utilisation de ce dernier dans la fabrication de bijoux par cire perdue.
Description
La présente invention concerne un alliage d'or d'au moins 14 carats
pour la fabrication de bijoux par coulée par cire perdue.
La coulée par cire perdue (investment casting) est une méthode qui
permet de réaliser des pièces complexes présentant un bel aspect de
surface et une excellente précision dimensionnelle. Cette technique consiste
tout d'abord à réaliser en cire, par injection dans des outillages, la réplique
de chacune des pièces désirées. L'assemblage de ces modèles sur des
canaux de coulée également en cire constitue une grappe ; après avoir
entouré uniformément cette grappe d'une carapace de céramique, on fait
fondre la cire, qui laisse son empreinte exacte dans la céramique, dans
laquelle on verse le métal en fusion. Après refroidissement la carapace est
détruite et les pièces en métal sont séparées et parachevées. L'utilisation de
cette technique pour la fonte des bijoux en or remonte aux premiers jours de
la métallurgie, soit environ 4000 ans avant J.C. Ce n'est pas avant son
application en technologie dentaire au début du vingtième siècle qu'ont été
mis au point la production de moules et les techniques de fonte telles que
nous les connaissons aujourd'hui.
Cependant les différents paramètres de la coulée par cire perdue
sont difficilement maítrisables. Ainsi, il arrive fréquemment que les pièces
obtenues présentent les inconvénients suivants : surface irrégulière,
porosités dues aux réactions entre métal liquide et revêtement (moule)
menant à la libération de gaz, regroupement d'affineur de grains en « nids ».
Ces inconvénients sont à l'origine de beaucoup de rejets d'objets coulés.
D. Ott, dans "Optimising gold alloys for the manufacturing process",
Gold Technology, 34 spring 2002, pp. 37-44, passe en revue les différents
éléments d'addition ou de dopage utilisés pour améliorer les propriétés des
alliages d'or jaune de 14 et 18 carats à base de or-argent-cuivre, notamment
la coulabilité, la finesse du grain, la ductilité, la résistance à la rupture et la
dureté. Selon cet auteur, les seuls éléments utilisés à cette fin dans la
pratique sont le zinc, le silicium, l'iridium et le cobalt.
Le silicium est connu pour provoquer la formation d'une couche
d'oxyde stable protectrice autour des pièces obtenues par coulée lorsqu'il est
ajouté aux alliages d'or 14 carats en faible quantité. La formation de cette
couche d'oxyde permet d'éviter les porosités dues aux réactions entre le
métal liquide et le revêtement, et d'obtenir une surface parfaite pour les
alliages d'or 9, 14 et 18 carats. Cependant l'addition de silicium entraíne une
augmentation de la taille des grains et une diminution de la résistance à la
rupture. Ces effets secondaires sont catastrophiques dans le cas des
alliages d'or 18 carats, avec comme conséquences une fragilité à chaud de
l'alliage, une taille de grains énorme due à une inhibition des affineurs de
grains, et une inhibition des affineurs de grains.
Le but ou problème de l'invention est de trouver des éléments de
dopage d'un alliage d'or d'au moins 14 carats présentant les avantages du
silicium sans présenter les inconvénients précédemment cités.
Ce problème est résolu par l'invention telle que définie dans le jeu de
revendications ci-joint.
Selon l'invention les éléments de dopage sont Zn, Ga, Ta, Pt et Ru.
De manière surprenante la présence des ces éléments permet d'éviter, lors
de la coulée par cire perdue des alliages d'or, l'interaction néfaste entre le
moule et le métal liquide, apparemment grâce à la formation d'une couche
d'oxyde protectrice imperméable aux gaz. Le ruthénium est un affineur de
grains très efficace, même à faible teneur.
L'invention concerne un alliage d'or d'au moins 14 carats, caractérisé
en ce qu'il contient comme éléments de dopage, en poids, de 10 à 20 000,
de préférence de 100 à 1000, ppm Zn, de 10 à 20 000, de préférence de
100 à 1000, ppm Ga, de 10 à 20 000, de préférence de 100 à 1000, ppm Ta,
de 10 à 10 000, de préférence de 90 à 950, ppm Pt et de 10 à 5000, de
préférence de 5 à 100, ppm Ru.
La présence de ces éléments de dopage à ces taux permet d'obtenir
des pièces coulées sans problèmes de porosité, avec un état de surface,
une taille de grains et des propriétés mécaniques, notamment de pliage et
de résistance à la rupture à chaud, excellents. La coulabilité de l'alliage est
de plus améliorée.
L'alliage d'or d'au moins 14 carats peut être un alliage à base d'or,
d'argent et de cuivre, notamment un alliage de 14 carats tel que par exemple
un alliage d'or jaune 14 comportant, exprimé en poids, 58-59 % Au, 24-28
% Ag et 13-17 % Cu ou un alliage d'or rouge comportant, exprimé en poids,
58-59 % Au, 7-11 % Ag et 30-34 % Cu, un alliage de 18 carats tel que par
exemple un alliage d'or jaune comportant, exprimé en poids, 75-76 % Au,
10-14 % Ag et 10-14 % Cu, un alliage d'or jaune pâle comportant, exprimé
en poids, 75-76 % Au, 14-18% Ag et 7-11 % Cu, un alliage d'or rose
comportant, exprimé en poids, 75-76 % Au, 7-11 % Ag et 14-18 % Cu, un
alliage d'or rouge comportant, exprimé en poids, 75-76 % Au, 2-6 % Ag et
18-22 % Cu, un alliage de 22 carats tel que par exemple un alliage d'or
jaune comportant, exprimé en poids, 91-92 % Au, 3-7 % Ag et 1-5 % Cu, ou
un alliage d'or rouge comportant, exprimé en poids, 91-92 % Au, 0-2 % Ag
et 6-10 % Cu.
L'alliage d'or d'au moins 14 carats peut aussi être alliage d'or fin, en
particulier comportant, exprimé en poids, 99-99.9 % Au et 0-1 % Cu. Dans
ce cas il contiendra de façon convenable de 10 à 10 000 ppm Zn, de 10 à 10
000 ppm Ga, de 10 à 10 000 ppm Ta, de 10 à 10 000 ppm Pt et de 10 à
5000 ppm Ru.
L'alliage d'or d'au moins 14 carats peut aussi être alliage d'or gris, par
exemple un alliage d'or gris 18 carats comportant, exprimé en poids, 75-76
% Au, 8-12 % Cu, 0-4% In, et 11-15 % Pd, ou un alliage d'or gris 14 carats
comportant, exprimé en poids, 58-59 % Au, 14-18 % Ag, 12-16% Pd, et 6-10%
Cu.
Les mêmes propriétés avantageuses des alliages sont obtenues en
remplaçant le taux pondéral de Ta spécifié ci-dessus par un taux pondéral
identique d'un élément choisi dans le groupe constitué par Ti, Zr et Nb.
L'alliage d'or selon l'invention est en général fabriqué en lingots par
coulée sous atmosphère inerte, par exemple d'azote, des éléments
constitutifs de l'alliage, soit à l'état pur, soit à l'état d'alliage, dans des
lingotières en matière résistante à la chaleur telle que par exemple le
graphite. L'alliage peut ensuite être mis en forme par coulée continue afin
d'obtenir des plots. La coulée continue est un procédé où l'alliage en fusion
est alimenté dans un moule en graphite à extrémités ouvertes, dans lequel le
métal se solidifie pour produire une barre de dimensions prédéfinies. La
forme solidifiée est refroidie et retirée du moule refroidi à l'eau à une vitesse
contrôlée à l'aide de rouleaux, et le matériel est scié à la longueur désirée.
Les plots directement utilisables en casting sont ensuite obtenus par
découpage et marquage dans la barre issue de la coulée continue.
L'invention concerne aussi un procédé de fabrication d'un alliage d'or
tel que défini ci-dessus qui comporte la coulée sous atmosphère inerte des
éléments constitutifs de l'alliage, soit à l'état pur, soit à l'état d'alliage.
La préparation d'objets coulés par la technique de coulée par cire
perdue s'effectue en général de la manière suivante. Les lingots sont
laminés et découpés en petits morceaux, ou si l'alliage a été mis en forme
par coulée continue, les plots casting sont utilisés tels quels. Le revêtement
utilisé est constitué de gypse et de silice. Le décirage est réalisé sans vapeur
à une température de 140 à 160°C, puis le cycle de cuisson est le suivant :
palier à 200°C, montée de 5°C par minute, palier à 650°C de 45 minutes. La
coulée se fait ensuite par centrifugation, après fusion en creuset graphite,
sous azote. Les pièces sont ensuite démoulées et billées afin d'éliminer
l'oxyde de surface. Corriger et compléter : généraliser le protocole de
préparation des objets coulés effectivement utilisé.
L'invention a trait également à l'utilisation de l'alliage défini ci-dessus
pour la fabrication de bijoux par coulée par cire perdue.
L'invention concerne aussi un objet coulé comprenant cet alliage.
L'invention sera mieux comprise à l'aide des exemples suivants,
donnés à titre illustratif, sans aucun caractère limitatif.
Dans ces exemples, tous les pourcentages sont donnés en poids,
sauf indication contraire. En outre, la température est la température
ambiante ou est exprimée en degré Celsius, et la pression est la pression
atmosphérique.
D'autre part, tous les exemples font partie intégrante de l'invention,
ainsi que toute caractéristique de la description incluant les exemples, qui
apparaít être nouvelle vis-à-vis d'un état de la technique quelconque, et ce
sous forme de caractéristique générale et non pas de caractéristique
particulière de l'exemple.
La lecture de ces exemples sera facilitée par référence aux Figures 1
et 2, et aux tableaux 1 et 2.
Les Figures 1 et 2 représentent respectivement le schéma d'un volant
permettant d'évaluer l'état de surface, la coulabilité, la ductilité, la porosité,
l'oxydation ainsi que la taille de grains de l'alliage après coulée, et une
photographie d'une pièce en forme de harpe permettant d'évaluer la
résistance à chaud l'alliage.
Les tableaux 1 et 2 rassemblent respectivement les compositions des
alliages standards et dopés, et les principales caractéristiques des pièces
moulées obtenues à partir de ces alliages.
Dans un premier temps, des lingots d'alliages de dimensions 80 x 50
x 5 mm3 ont été coulés sous azote dans des lingotières en graphite, à partir
de grenaille pour l'or et l'argent, de plaques de cuivre, de fins morceaux de
zinc et de gallium, et de pré-alliages or-tantale 5% et platine-ruthénium 5%
en fines lamelles.
Les lingots ont ensuite été laminés jusqu'à 1 mm d'épaisseur. Une
plaque carrée de 2 cm de côté pour chaque alliage a été utilisée (après
enrobage et polissage) pour les analyses spectrométriques de couleur.
Les plaques laminées ont ensuite été découpées en morceaux
d'environ 1 cm de côté. Pour la coulée par cire perdue, le revêtement utilisé
est constitué de gypse et de silice. Le décirage est réalisé sans vapeur à
150°C, puis le cycle de cuisson est le suivant : palier à 200°C, montée de
5°C par minute, palier à 650°C de 45 minutes. La coulée se fait ensuite par
centrifugation, après fusion en creuset graphite, sous azote. Les pièces sont
ensuite démoulées et billées afin d'éliminer l'oxyde de surface, puis
analysées selon les procédures ci-dessous.
Le Tableau 1 précise la composition des objets coulés pour quatre
alliages d'or de 18 carats selon l'invention, appelés ici « jaune dopé »,
«jaune pâle dopé », « rose dopé » et « rouge dopé », et correspondant
respectivement aux alliages « jaune standard », « jaune pâle standard »,
« rose standard » et «rouge standard » obtenus dans l'exemple 2.
Ces objets ont été fabriqués comme décrit ci-dessus, avec comme
différence l'utilisation lors de la coulée des lingots, de grenaille d'or et
d'argent et de plaques de cuivre, et, le cas échéant, de fins morceaux de
zinc et de silicium.
Le Tableau 1 précise la composition des objets coulés pour quatre
alliages d'or de 18 carats de l'état de la technique, appelés « jaune
standard », « jaune pâle standard », « rose standard » et « rouge
standard », et un alliage dopé au silicium connu de composition proche du
jaune standard, appelé « jaune-Si ».
La couleur des alliages a été mesurée sur une plaque carrée de 2 cm
de côté et 1 mm d'épaisseur selon le système de mesure à 3 dimensions
dénommé CIELab, CIE étant le signe de la Commission Internationale de
l'Eclairage, et Lab les trois axes de coordonnées. L'axe L mesure la
composante blanc-noir (noir = 0; blanc = 100), l'axe a mesure la
composante rouge-vert (rouge = +a, vert = -a) et l'axe b mesurant la
composante jaune-bleu (jaune = +b, bleu = -b). Pour plus de détails sur ce
système de mesure, on peut se reporter à l'article « The Colour of Gold-Silver-Copper
Alloys » de R.M. German, M.M. Guzowski et D.C. Wright,
Gold Bulletin 1980, 13, (3), pages 113-116. L'oeil humain peut distinguer une
différence de 1 point sur cette échelle.
Les valeurs obtenues pour cette mesure (Tableau 2) montrent que
l'addition d'éléments dopants dans un alliage n'a pas d'influence défavorable
sur sa couleur.
Les propriétés des alliages après coulée par cire perdue ont été
évaluées pour chaque alliage à l'aide de deux pièces coulées. La première
pièce (Figure 1) est constitué d'un volant sur lequel sont placées une
plaquette de 1 cm2 de surface et 1 mm d'épaisseur ainsi que des tiges de 2
cm de hauteur et de diamètres 0.8, 0.6, 0.4 et 0.3 mm. Sur le volant sont
placées 2 tiges de chaque diamètre, soit 8 tiges. Cette première pièce
permet d'évaluer l'état de surface, la coulabilité, le pliage, la ductilité, la
porosité, l'oxydation ainsi que la taille de grains de l'alliage après coulée. La
deuxième pièce est en forme de harpe (Figure 2) et permet d'évaluer la
résistance à chaud de l'alliage.
La note donnée à l'état de surface est calculée selon les critères
suivants : porosité et finesse de texture de la plaquette. La note 10
correspond à un état de surface parfait sans défaut.
La notation concernant la porosité de surface est notée avec la
soustraction des point suivants à partir de 10 :
- aucun pore visible, ni creux : 0 points
- pores et creux visibles sur moins de 10% de la surface : 2 points
- pores visibles sur 10 à 50% de la surface : 4 points
Le deuxième critère concernant la finesse de la structure est notée
avec la soustraction des point suivants à partir de 10 :
- si l'extrémité de la plaquette est droite : 0 point
- si l'extrémité de la plaquette est faiblement dentelé : 1 point
- si l'extrémité de la plaquette est fortement dentelé : 2 points
- si la plaquette est dentelée au-delà de son extrémité : 4 points
- si la texture globale de la plaquette présente de fines vagues : 1 point
- si la texture globale de la plaquette présente de larges vagues : 4 points.
Les petites pointes en relief présentes sur la surface sont dues à des
défauts de surface du revêtement et sont indépendants de l'alliage,
cependant elles nuisent à la qualité de la pièce. Une surface parfaite du
point de vue porosité et finesse de texture mais présentant des pointes en
relief obtiendra une note de 9.5 ou 9 selon la taille ou la fréquence de ces
pointes afin de la distinguer d'une surface parfaite et sans pointes en relief.
Pour que l'alliage soit accepté du point de vue de sa surface, la note
minimale doit être 9/10, et seuls les défauts dus à la qualité du revêtement
seront tolérés (pointes en relief).
Le Tableau 1 montre que les alliages dopés selon l'invention
présentent un état de surface satisfaisant, amélioré par rapport aux alliages
standards correspondants (10/7, 9/7, 9.5/7, 9/6) et identique à l'alliage dopé
au silicium (10/10).
Les différents alliages ont été soumis à un test de coulabilité qui
permet de déterminer la facilité d'un alliage à couler dans des conduits de
faibles diamètres. Cette propriété est importante pour la fabrication de
pièces de bijouterie présentant des parties fines qui doivent être reproduites
lors de la coulée. La note donnée est issue de la moyenne faite sur les
hauteurs des 8 tiges d'alliage précieux après coulée. Plus la note sur 20 est
élevée, meilleure est la coulabilité de l'alliage.
Selon le Tableau 1, les alliages dopés selon l'invention présentent
une meilleure coulabilité que les alliages standards correspondants
(14.12/9.40, 14.50/9.25, 16.90/9.40, 18.5/12.6) et l'alliage dopé au silicium
(14,12/9.0).
Le test de pliage sert à simuler l'étape de sertissage chez le bijoutier.
Il est important que les tiges de sertissage puissent être pliées plusieurs fois
afin de permettre au bijoutier plusieurs essais sans que la pièce entière ne
doive être recoulée. Les tiges pliées ont un diamètre de 0.8 mm dans cet
essai. Le test de pliage consiste en une première torsion à 90° d'angle et les
suivantes sont alternativement opposées à 180° d'angle. Une valeur de 1
correspond à une rupture à 90° d'angle, une valeur de 2 correspond à une
rupture à 90° + 180° d'angle. Les valeurs supérieures correspondent à une
torsion supplémentaire inverse à la précédente et de 180° d'angle.
Le Tableau 1 montre que les objets coulés en alliages dopés selon
l'invention présentent un meilleur pliage que ceux en alliages standards
correspondants (4/3, 4.5/3.5, 3/2, 2/1) ou en alliage dopé au silicium (4/2).
Un autre essai non mentionné dans ce tableau, le test dit
d'agrandissement des bagues a montré que les alliages dopés selon
l'invention sont plus ductiles que les alliages standards correspondants et
peuvent supporter jusqu'à 24 % d'allongement avant rupture. Initialement les
bagues coulées avaient un diamètre de 15.9 mm (numéro 10) et une section
de 2 mm2. L'alliage standard sans affineur supporte un agrandissement de 2
numéros , et l'alliage dopé supporte un agrandissement de 1
Le test de résistance à la rupture à chaud est effectué en coulant une
pièce en forme de harpe (Figure 2), La différence de coefficient de dilatation
du moule et du métal de génère une tension apte à provoquer la rupture du
métal selon sa fragilité. Ce test permet de discriminer les structures fragiles
ainsi que les éventuelles pollutions néfastes du métal. La note est attribuée
en retranchant de 20, 1 point par tige cassée. Seuls les alliages ayant
obtenu la note 20 /20 ont été retenus.
Le tableau 1 montre que les alliages dopés selon l'invention ont une
excellente résistance à la rupture à chaud, contrairement à l'alliage dopé au
silicium.
L'état de porosité est noté en observant la plaquette sur la tranche au
microscope optique. La note sur 10 est donnée en fonction du nombre de
pores et de leur taille et de la régularité de la surface :
- si des pores importants sont observables, la note 0 est automatiquement attribuée.
- si des pores de faible taille sont observés en surface (sur 200 µm d'épaisseur environ) : soustraction de 1 ou 2 points selon leur nombre
- si la surface est légèrement irrégulière : soustraction de 1 point
- si des pores sont mis à jour : soustraction de 1 point.
La note minimale acceptable est 9/10. Les pièces présentant de la
porosité en surface sont automatiquement rejetées. Moins l'alliage présente
de porosités, meilleures seront ses propriétés mécaniques et plus facile sera
le polissage.
Le Tableau 1 montre que l'alliage dopé selon l'invention a un état de
porosité identique à celui de l'alliage dopé au silicium (10/10) et bien
meilleur que chacun des alliages standards (10/8, 10/6, 9/0 et 9/7).
L'état d'oxydation est noté en fonction de l'aspect de la pièce juste
après démoulage. Plus la pièce présentera un aspect uniforme proche de la
couleur de l'alliage sans traces noires dues à oxyde de cuivre, plus la note
obtenue tendra vers 10/10. L'oxyde de cuivre est à proscrire dans le
domaine du possible car il ne protège pas la pièce contre les gaz et il est
suspecté de favoriser les réactions de dégradation du moule menant à la
libération de dioxyde de soufre gazeux.
Les pièces issues des alliages dopés selon l'invention présentent une
surface uniforme proche de la couleur de l'alliage sans traces d'oxyde de
cuivre et ont donc un état d'oxydation excellent, bien meilleur que celui des
pièces issues des alliages standard (Tableau 1 : 10/0, 10/0, 10/5, 10/10).
Enfin, la taille de grains ASTM est donnée par la superposition d'une
grille ASTM sur la photo d'une grille métallographique d'une pièce coulée
après attaque chimique pour révéler les joints de grains. Selon la table de
conversion ASTM, une taille de 7 correspond à un diamètre moyen de grains
de 32 microns. ASTM 3 correspond quant à lui à un diamètre moyen de 125
microns. Plus la valeur ASTM est élevée, plus les grains sont petits,
meilleures sont les propriétés mécaniques de l'alliage et plus facile sera le
polissage.
Le Tableau 1 montre que les pièces issues des alliages dopés selon
l'invention ont donc une taille de grain identique à ou plus fine que celle des
pièces issues des alliages standard (7/7, 7/7, 6/3-4, 6/6) ou de l'alliage dopé
au silicium (7/2-3).
Les résultats obtenus dans les tests rapportés ci-dessus montrent
donc que l'addition des éléments de dopage de l'invention à un alliage d'or
de 18 carats permet pour les objets coulés par cire perdue d'améliorer l'état
de porosité, l'état d'oxydation, l'état de surface, le pliage et la ductilité, de
conserver ou diminuer la taille des grains, tout en conservant la résistance à
la rupture à chaud et la couleur de l'alliage. De plus la coulabilité de l'alliage
est augmentée, ce qui permet la fabrication de pièces de bijouterie
présentant des parties fines.

Claims (12)
- Alliage d'or d'au moins 14 carats, caractérisé en ce qu'il contient comme éléments de dopage, en poids, de 10 à 20 000, de préférence de 100 à 1000, ppm Zn, de 10 à 20 000, de préférence de 100 à 1000, ppm Ga, de 10 à 20 000, de préférence de 100 à 1000, ppm Ta, de 10 à 10 000, de préférence de 90 à 950, ppm Pt et de 10 à 5000, de préférence de 5 à 100, ppm Ru.
- Alliage selon la revendication 1, qui est un alliage de 14 carats à base d'or, d'argent et de cuivre, choisi dans le groupe constitué par un alliage d'or jaune comportant, exprimé en poids, 58-59 % Au, 24-28 % Ag et 13-17 % Cu, et un alliage d'or rouge comportant, exprimé en poids, 58-59 % Au, 7-11 % Ag et 30-34 % Cu.
- Alliage selon la revendication 1, qui est un alliage de 18 carats à base d'or, d'argent et de cuivre, choisi dans le groupe constitué par un alliage d'or jaune comportant, exprimé en poids, 75-76 % Au, 10-14 % Ag et 10-14 % Cu, un alliage d'or jaune pâle comportant, exprimé en poids, 75-76 % Au, 14-18% Ag et 7-11 % Cu, un alliage d'or rose comportant, exprimé en poids, 75-76 % Au, 7-11 % Ag et 14-18 % Cu, et un alliage d'or rouge comportant, exprimé en poids, 75-76 % Au, 2-6 % Ag et 18-22 % Cu.
- Alliage selon la revendication 1, qui est un alliage de 22 carats à base d'or, d'argent et de cuivre, choisi dans le groupe constitué par un alliage d'or jaune comportant, exprimé en poids, 91-92 % Au, 3-7 % Ag et 1-5 % Cu, et un alliage d'or rouge comportant, exprimé en poids, 91-92 % Au, 0-2 % Ag et 6-10 % Cu.
- Alliage selon la revendication 1, qui est un alliage d'or fin comportant, exprimé en poids, 99-99.9 % Au, 0-1 % Cu, de 10 à 10 000 ppm Zn, de 10 à 10 000 ppm Ga, de 10 à 10 000 ppm Ta, de 10 à 10 000 ppm Pt et de 10 à 5000 ppm Ru.
- Alliage selon la revendication 1, qui est un alliage d'or gris 18 carats comportant, exprimé en poids, 75-76 % Au, 8-12 % Cu, 0-4% In, et 11-15 % Pd.
- Alliage selon la revendication 1, qui est un alliage d'or gris 14 carats comportant, exprimé en poids, 58-59 % Au, 14-18 % Ag 12-16% Pd, et 6-10% Cu.
- Alliage selon l'une des revendications précédentes qui comporte à la place du taux pondéral de Ta spécifié un taux pondéral identique d'un élément choisi dans le groupe constitué par Ti, Zr et Nb.
- Objet coulé comprenant un alliage selon l'une des revendications précédentes.
- Procédé de fabrication d'un alliage d'or selon l'une des revendications 1 à 8, caractérisé en ce qu'il comporte la coulée sous atmosphère inerte des éléments constitutifs de l'alliage soit à l'état pur, soit à l'état d'alliage.
- Procédé selon la revendication 10 caractérisé en ce que l'alliage est mis en forme par coulée continue.
- Utilisation d'un alliage selon l'une des revendications 1 à 8 dans la fabrication de bijoux par coulée par cire perdue.
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03405074A EP1447456A1 (fr) | 2003-02-11 | 2003-02-11 | Alliage d'or dopé |
| EP04709565A EP1594995B1 (fr) | 2003-02-11 | 2004-02-10 | Alliage d'or dope |
| AT04709565T ATE397101T1 (de) | 2003-02-11 | 2004-02-10 | Dopierte gold-legierung |
| PCT/CH2004/000076 WO2004072310A2 (fr) | 2003-02-11 | 2004-02-10 | Alliage d'or |
| JP2006501446A JP4879729B2 (ja) | 2003-02-11 | 2004-02-10 | 金合金 |
| ES04709565T ES2305723T3 (es) | 2003-02-11 | 2004-02-10 | Aleacion de oro dopado. |
| DE602004014104T DE602004014104D1 (de) | 2003-02-11 | 2004-02-10 | Dopierte gold-legierung |
| US11/193,921 US20060029513A1 (en) | 2003-02-11 | 2005-07-29 | Doped gold alloy |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03405074A EP1447456A1 (fr) | 2003-02-11 | 2003-02-11 | Alliage d'or dopé |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1447456A1 true EP1447456A1 (fr) | 2004-08-18 |
Family
ID=32669058
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03405074A Withdrawn EP1447456A1 (fr) | 2003-02-11 | 2003-02-11 | Alliage d'or dopé |
| EP04709565A Expired - Lifetime EP1594995B1 (fr) | 2003-02-11 | 2004-02-10 | Alliage d'or dope |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04709565A Expired - Lifetime EP1594995B1 (fr) | 2003-02-11 | 2004-02-10 | Alliage d'or dope |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20060029513A1 (fr) |
| EP (2) | EP1447456A1 (fr) |
| JP (1) | JP4879729B2 (fr) |
| AT (1) | ATE397101T1 (fr) |
| DE (1) | DE602004014104D1 (fr) |
| ES (1) | ES2305723T3 (fr) |
| WO (1) | WO2004072310A2 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2450460A1 (fr) * | 2009-05-06 | 2012-05-09 | Rolex S.A. | Alliage d'or gris sans nickel et sans cuivre |
| RU2588733C1 (ru) * | 2015-04-22 | 2016-07-10 | Юлия Алексеевна Щепочкина | Ювелирный сплав |
| ITUB20153998A1 (it) * | 2015-09-29 | 2017-03-29 | Progold S P A | Madreleghe per la realizzazione di leghe di oro a titolo 14 carati di colore rosso russia |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5078271B2 (ja) * | 2006-03-30 | 2012-11-21 | テルモ株式会社 | 生体器官拡張用ステントおよびその製造方法 |
| JP5264345B2 (ja) * | 2008-07-28 | 2013-08-14 | 石福金属興業株式会社 | ホワイトゴールド合金 |
| WO2015038636A1 (fr) * | 2013-09-10 | 2015-03-19 | Apple Inc. | Alliages d'or cristallin à dureté améliorée |
| KR102066601B1 (ko) * | 2018-04-10 | 2020-01-15 | 서울시립대학교 산학협력단 | Cd free 18K 레드골드용 땜소재 |
| KR102511671B1 (ko) * | 2022-09-05 | 2023-03-17 | 김승일 | 핑크골드 색상이 구현되는 땜 용접 조성물 및 이를 이용한 귀금속 땜 용접방법 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3132143A1 (de) * | 1981-08-14 | 1983-03-03 | Degussa Ag, 6000 Frankfurt | Edelmetallegierung zur herstellung von keramischen massen verblendbaren kronen und bruecken |
| EP0475528A2 (fr) * | 1990-09-10 | 1992-03-18 | Elephant Edelmetaal B.V. | Porcelaine dentaire, méthode de production d'une restauration dentaire et alliage dentaire |
| US5221207A (en) * | 1990-10-03 | 1993-06-22 | Degussa Aktiengesellschaft | Yellow dental alloy with a high gold content |
| GB2279662A (en) * | 1993-07-10 | 1995-01-11 | Cookson Precious Metals Limite | Gold alloy |
| US5853661A (en) * | 1994-07-05 | 1998-12-29 | Cendres Et Metaux Sa | High gold content bio--compatible dental alloy |
| DE19958800A1 (de) * | 1999-06-30 | 2001-01-04 | Wieland Edelmetalle | Weißgold-Schmucklegierung |
| DE10008744A1 (de) * | 2000-02-24 | 2001-08-30 | Wieland Edelmetalle | Weißgold-Schmucklegierung |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH108235A (ja) * | 1996-06-21 | 1998-01-13 | Sumitomo Metal Mining Co Ltd | 合金への黒色酸化物層形成方法及びこれにより得られた黒色合金 |
| US6325839B1 (en) * | 1999-07-23 | 2001-12-04 | Jeneric/Pentron, Inc. | Method for manufacturing dental restorations |
| ATE291103T1 (de) * | 2000-09-29 | 2005-04-15 | Cendres & Metaux Sa | Aufbrennfähige, hochgoldhaltige dentallegierung |
| ATE466115T1 (de) * | 2001-01-26 | 2010-05-15 | Metalor Technologies Int | Graue goldlegierung |
| JP2002256360A (ja) * | 2001-03-01 | 2002-09-11 | Ijima Kingin Kogyo Kk | 白色金合金 |
| JP2005298832A (ja) * | 2002-02-08 | 2005-10-27 | Matsuda Sangyo Co Ltd | カラー金合金 |
-
2003
- 2003-02-11 EP EP03405074A patent/EP1447456A1/fr not_active Withdrawn
-
2004
- 2004-02-10 EP EP04709565A patent/EP1594995B1/fr not_active Expired - Lifetime
- 2004-02-10 ES ES04709565T patent/ES2305723T3/es not_active Expired - Lifetime
- 2004-02-10 AT AT04709565T patent/ATE397101T1/de not_active IP Right Cessation
- 2004-02-10 JP JP2006501446A patent/JP4879729B2/ja not_active Expired - Fee Related
- 2004-02-10 DE DE602004014104T patent/DE602004014104D1/de not_active Expired - Lifetime
- 2004-02-10 WO PCT/CH2004/000076 patent/WO2004072310A2/fr not_active Ceased
-
2005
- 2005-07-29 US US11/193,921 patent/US20060029513A1/en not_active Abandoned
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3132143A1 (de) * | 1981-08-14 | 1983-03-03 | Degussa Ag, 6000 Frankfurt | Edelmetallegierung zur herstellung von keramischen massen verblendbaren kronen und bruecken |
| EP0475528A2 (fr) * | 1990-09-10 | 1992-03-18 | Elephant Edelmetaal B.V. | Porcelaine dentaire, méthode de production d'une restauration dentaire et alliage dentaire |
| US5221207A (en) * | 1990-10-03 | 1993-06-22 | Degussa Aktiengesellschaft | Yellow dental alloy with a high gold content |
| GB2279662A (en) * | 1993-07-10 | 1995-01-11 | Cookson Precious Metals Limite | Gold alloy |
| US5853661A (en) * | 1994-07-05 | 1998-12-29 | Cendres Et Metaux Sa | High gold content bio--compatible dental alloy |
| DE19958800A1 (de) * | 1999-06-30 | 2001-01-04 | Wieland Edelmetalle | Weißgold-Schmucklegierung |
| DE10008744A1 (de) * | 2000-02-24 | 2001-08-30 | Wieland Edelmetalle | Weißgold-Schmucklegierung |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2450460A1 (fr) * | 2009-05-06 | 2012-05-09 | Rolex S.A. | Alliage d'or gris sans nickel et sans cuivre |
| RU2588733C1 (ru) * | 2015-04-22 | 2016-07-10 | Юлия Алексеевна Щепочкина | Ювелирный сплав |
| ITUB20153998A1 (it) * | 2015-09-29 | 2017-03-29 | Progold S P A | Madreleghe per la realizzazione di leghe di oro a titolo 14 carati di colore rosso russia |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2004072310A2 (fr) | 2004-08-26 |
| DE602004014104D1 (de) | 2008-07-10 |
| EP1594995A2 (fr) | 2005-11-16 |
| US20060029513A1 (en) | 2006-02-09 |
| ATE397101T1 (de) | 2008-06-15 |
| ES2305723T3 (es) | 2008-11-01 |
| JP2006519922A (ja) | 2006-08-31 |
| JP4879729B2 (ja) | 2012-02-22 |
| WO2004072310A3 (fr) | 2004-10-14 |
| EP1594995B1 (fr) | 2008-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3850118B1 (fr) | Superalliages a base de nickel | |
| EP2427582B1 (fr) | Alliage d'or gris sans nickel et sans cuivre | |
| EP3165622B1 (fr) | Procédé de fabrication d'un fil en alliage d'or | |
| EP2321440A2 (fr) | Procédé de préparation d'une pièce en superalliage base nickel et pièce ainsi obtenue | |
| EP1594995B1 (fr) | Alliage d'or dope | |
| JP5516881B2 (ja) | マグネシウム合金鋳造材及びその製造方法 | |
| US20230366064A1 (en) | A platinum alloy composition | |
| CA2410456A1 (fr) | Alliage fe-ni durci pour la fabrication de grilles support de circuits integres et procede de fabrication | |
| EP3020835B1 (fr) | Pièce d'horlogerie, de bijouterie ou de joaillerie comportant un composant réalisé dans un alliage à base de palladium | |
| CA2475700A1 (fr) | Bandes minces en alliage aluminium-fer | |
| JP2011132569A (ja) | プラチナ合金及びそれを用いた装飾品 | |
| EP3250722B1 (fr) | Procede d'obtention d'une piece en alliage d'aluminium bas silicium | |
| JP2006299410A (ja) | Ni3Si−Ni3Ti−Ni3Nb系複相金属間化合物,その製造方法,高温構造材料 | |
| RU2439181C1 (ru) | Ювелирный сплав на основе платины 950 пробы | |
| EP3252175B1 (fr) | Alliage d'acier moulé, pièce et procédé de fabrication correspondants | |
| FR2669844A1 (fr) | Poudre d'alliage d'aluminium, produit compacte vert et produit compacte frittee pour la metallurgie des poudres. | |
| JP4999887B2 (ja) | 高純度パラジウム製品、及びその鋳造方法 | |
| FR2877678A1 (fr) | Bande d'alliage fer-nickel pour la fabrication de grilles support de circuits integres | |
| EP1029936B1 (fr) | Alliage de zinc permettant la réalisation de pièces de haute qualité | |
| EP4575027A1 (fr) | Alliage cunisn à décomposition spinodale et méthode d'élaboration | |
| EP4053300A1 (fr) | Procédé de fabrication d'un alliage d'or | |
| WO2023104780A1 (fr) | Verres métalliques en alliage ni-nb-cu | |
| FR2767538A1 (fr) | Procede de fabrication d'une bande en alliage du type fer-nickel a partir d'un demi produit de coulee continue | |
| FR2609916A1 (fr) | Procede de forgeage sous enveloppe et par matricage a chaud d'un materiau peu ductile et tres resistant en etat superplastique | |
| JP2008023545A (ja) | 難加工性合金スパッタリングターゲット材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO |
|
| AKX | Designation fees paid | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20050219 |