EP1514640A2 - Procédé et dispositif pour la finition d'arbres, en particulier de vilbrequins et d'arbres à cames - Google Patents
Procédé et dispositif pour la finition d'arbres, en particulier de vilbrequins et d'arbres à cames Download PDFInfo
- Publication number
- EP1514640A2 EP1514640A2 EP04020483A EP04020483A EP1514640A2 EP 1514640 A2 EP1514640 A2 EP 1514640A2 EP 04020483 A EP04020483 A EP 04020483A EP 04020483 A EP04020483 A EP 04020483A EP 1514640 A2 EP1514640 A2 EP 1514640A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- belt
- workpiece
- support
- sanding
- abrasive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 19
- 238000003754 machining Methods 0.000 claims description 22
- 230000002093 peripheral effect Effects 0.000 claims description 8
- 239000002184 metal Substances 0.000 claims description 4
- 239000000463 material Substances 0.000 claims description 3
- 238000010276 construction Methods 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 239000013536 elastomeric material Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B19/00—Single-purpose machines or devices for particular grinding operations not covered by any other main group
- B24B19/08—Single-purpose machines or devices for particular grinding operations not covered by any other main group for grinding non-circular cross-sections, e.g. shafts of elliptical or polygonal cross-section
- B24B19/12—Single-purpose machines or devices for particular grinding operations not covered by any other main group for grinding non-circular cross-sections, e.g. shafts of elliptical or polygonal cross-section for grinding cams or camshafts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/02—Machines or devices using grinding or polishing belts; Accessories therefor for grinding rotationally symmetrical surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/18—Accessories
- B24B21/20—Accessories for controlling or adjusting the tracking or the tension of the grinding belt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/36—Single-purpose machines or devices
- B24B5/42—Single-purpose machines or devices for grinding crankshafts or crankpins
Definitions
- the invention relates to a method for finishing of waves, esp. of crankshafts and camshafts, with a workpiece surface one around its Rotary axis rotating workpiece with the help of a continuously driven endless sanding belt is processed and where the sanding belt tensioned with a tensioning device and at its rear in the area of Work piece surface of an endless, in this area parallel to the sanding belt strained support band is supported.
- a method with the features described above is from the document US 5,951,377.
- the known method takes place between the grinding belt and the workpiece to be machined one in a cutting plane perpendicular to the axis of rotation punctiform contact.
- the sanding belt is in the area of the workpiece surface to be machined between two pulleys led, which also stretch the support band.
- the invention is based on the object, a method for finishing of shafts, esp. Of crankshafts and camshafts specify that a uniform and specifically tunable to the workpiece surface to be machined Finish machining possible.
- the object is achieved in that the abrasive belt and the support band partially loop around the workpiece so that the abrasive belt flat against the circumference of the workpiece, and that the support band means a separate second clamping device is tensioned.
- the inventive Procedure is the abrasive belt area with uniform surface pressure on the workpiece surface to be machined, wherein the contact pressure of the sanding belt by the separate tensioning device of the support band is specifically adjustable.
- the sanding belt drive allows a targeted Matching the cutting speed to the surface to be processed. Esp. are high cutting speeds even with small workpiece diameters which for ensuring good finisher results are required, adjustable. As a result, the inventive allows Process a finish machining of workpiece surfaces, the high Meet the requirements for surface quality.
- the support band is preferably made of a high tensile material Young's modulus, for example a metal.
- Young's modulus for example a metal.
- the support belt can be tensioned machine-resistant.
- the support belt is also continuous and driven off with the same direction of movement as the grinding belt. hereby can reduce the mechanical stress on the sanding belt be used so that also abrasive belts with low tensile strength can be.
- the speed of the support belt corresponds the speed of the sanding belt.
- the abrasive belt can with a wrap angle of more than 90 ° flat on the machined peripheral surface of the workpiece. This allows a very uniform machining of the workpiece.
- the invention also provides a device for carrying out the Method according to claim 8. Preferred embodiments of this device are described in claims 9 to 12.
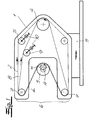
- Fig. 1 shows a device for finishing a shaft.
- the Device comprises a tool carrier 1, an endless sanding belt 2 for Finish machining of a rotationally driven about its axis of rotation A.
- Workpiece 3 a sanding belt drive 4, which the sanding belt 2 during a workpiece machining continuously drives, and a clamping device 5 for the sanding belt 2.
- the tool carrier 1 has a machining head 6 with two mutually spaced band deflections 7, the one Limit working area L of the machining head 6.
- the band deflections 7 are formed as pulleys.
- the sanding belt 2 is guided over the pulleys 7 and runs in the work area L to the machining peripheral surface of the workpiece 3 over.
- Supporting belt 8 is provided, which in the working area L of the machining head 6 is stretched parallel to the sanding belt 2 and in the work area L the Rear side of the sanding belt 2 is supported.
- the machining head 6 surrounds the processing peripheral surface of the workpiece 3 so that the back of The support belt 8 acted upon abrasive belt 2, the workpiece 3 partially wraps around and along a peripheral portion of the processed Workpiece surface rests flat.
- the support band 8 is by means of a separate second clamping device 9 stretched. This second tensioning device 9 allows a targeted adjustment of the exerted by the abrasive belt 2 on the workpiece 3 Surface force.
- the mechanical stress on the abrasive belt 2 is caused by the support belt. 8 significantly reduced, so no special requirements for tensile strength of the abrasive belt 2 must be made.
- the sanding belt drive allows a targeted adjustment of the cutting speed on the working surface. The for the achievement of good finisher results required high cutting speeds are thus even at small Workpiece diameters possible.
- the support band 8 is in the embodiment made of metal, but may alternatively be made of an elastic material consist. The support belt 8 is together with the sanding belt 2 over the Work area L limiting pulleys 7 out and is in Embodiment of FIG.
- the two clamping devices 5, 9, the Both bands 2.8 and the sanding belt drive 4 are common on the Workpiece carrier 1 is arranged.
- the tensioning devices 5.9 have adjusting devices 10 for changing the tape lengths in the working area L. Of the Wrap angle ⁇ between the grinding belt 2 and the machined Workpiece surface is more than 90 ° in the embodiment. This is a very uniform workpiece machining possible.
- the tool carrier 1 is mounted on a feed carriage 11.
- Fig. 2 shows a further embodiment of the invention Contraption.
- the tool holder 1 follows here the orbital motion of its axis of rotation A rotating workpiece 3, which in Fig. 2 as Crankshaft is formed.
- Bearing shafts 12, 12 'are provided, whose shape corresponds to the workpiece 3.
- the tool carrier 1 is on peripheral surfaces 13, 13 'of Bearing shafts 12, 12 'mounted, the surface to be machined of the workpiece 3 correspond.
- a separate support belt drive 14 is provided, which continuously drives the support belt 8.
- the rectified ones Belt speeds of sanding belt 2 and support belt 8 are also in this Embodiment identical.
- the tool carrier is the first pivotally mounted about a rotation axis C, which is parallel to the rotation axis A. of the workpiece 3 is aligned and in one between the machining head 6 and the grinding belt drive 4 lying tool carrier area arranged is. Trained as a swivel arm tool carrier 1 can by an oscillating pivoting movement of the rotating workpiece surfaces of the Crankshaft 3 follow, with the contact area between abrasive belt 2 and workpiece 3 within the work area L during the orbital motion moves accordingly. Due to the simple construction and Operation, this embodiment allows a particularly cost-effective Finish machining of crankshafts and camshafts.
- the distance of the sanding belt drive 4 of the axis of rotation C of the tool carrier 1 is set so that a substantial mass balance of the about the rotation axis C given vibrating masses. Furthermore, one is along the tool carrier 1 slidably arranged mass 15 is provided before the Beginning of processing at a specific position of the tool carrier. 1 lockable, so that the desired contact force between abrasive belt 2 and workpiece surface is ensured during processing. Also in this Embodiment, the support band 8 is also continuously with the same Direction of movement and speed as the sanding belt 2 of the Sanding belt drive 4 driven.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2003142134 DE10342134B4 (de) | 2003-09-12 | 2003-09-12 | Verfahren und Vorrichtung zur Finishbearbeitung von Kurbel- und Nockenwellen |
| DE10342134 | 2003-09-12 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1514640A2 true EP1514640A2 (fr) | 2005-03-16 |
| EP1514640A3 EP1514640A3 (fr) | 2006-03-01 |
| EP1514640B1 EP1514640B1 (fr) | 2010-05-26 |
Family
ID=34129774
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20040020483 Expired - Lifetime EP1514640B1 (fr) | 2003-09-12 | 2004-08-28 | Procédé et dispositif pour la finition d'arbres, en particulier de vilbrequins et d'arbres à cames |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1514640B1 (fr) |
| DE (2) | DE10342134B4 (fr) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007081289A1 (fr) * | 2006-01-09 | 2007-07-19 | Giken Sakata (S) Limited | Appareil de meulage d'une piece |
| WO2009049868A1 (fr) * | 2007-10-16 | 2009-04-23 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Dispositif de pression d'éléments coupants, dispositif et procédé de finition de surfaces périphériques de parties cylindriques de pièces d'usinage |
| EP2617522A1 (fr) * | 2012-01-23 | 2013-07-24 | Supfina Grieshaber GmbH & Co. KG | Dispositif de traitement précis d'une surface périphérique de pièce usinée agencée de manière excentrique par rapport à un axe de pièce usinée |
| CN104139333A (zh) * | 2014-07-11 | 2014-11-12 | 山东金宝电子股份有限公司 | 铜箔表面处理机胶辊胶层的磨削方法及其使用的弧板夹具 |
| EP3103587A1 (fr) * | 2015-05-07 | 2016-12-14 | Jakob Löwer Inh. von Schumann GmbH & Co. KG | Machine d'ebavurage pour des pieces metalliques usinees |
| CN106425768A (zh) * | 2016-09-23 | 2017-02-22 | 杭州新松机器人自动化有限公司 | 一种砂带浮动打磨机构 |
| CN106863077A (zh) * | 2015-11-09 | 2017-06-20 | 德国索菲纳有限公司 | 精加工带装置和工件精加工方法 |
| CN107953207A (zh) * | 2017-12-26 | 2018-04-24 | 佛山市艾乐博机器人科技有限公司 | 一种打磨设备及其加工方法 |
| CN108044728A (zh) * | 2018-01-18 | 2018-05-18 | 杨月君 | 一种缠绕型圆模板及缠绕型圆模板的生产装置 |
| CN108177061A (zh) * | 2018-01-16 | 2018-06-19 | 苏州丰川电子科技有限公司 | 自动化金属表面处理装置 |
| CN110026867A (zh) * | 2019-05-05 | 2019-07-19 | 宁波梦创知识产权服务有限公司 | 一种多角度加工辊轮制造装置 |
| CN115464519A (zh) * | 2022-10-26 | 2022-12-13 | 王鑫 | 一种金属丝表面氧化层去除系统 |
| CN117564890A (zh) * | 2023-11-24 | 2024-02-20 | 宁波中策动力机电集团有限公司 | 一种随动砂带曲轴磨床及控制方法 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010052311A1 (de) | 2010-11-17 | 2012-05-24 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Verfahren und Vorrichtung zur Finishbearbeitung gekrümmter Werkstückoberflächen an Werkstücken mittels Finishband |
| DE102011081918A1 (de) | 2011-08-31 | 2013-02-28 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Finishmaschine zur Finishbearbeitung gekrümmter Werkstückoberflächen an Werkstücken |
| TWI725225B (zh) * | 2017-08-30 | 2021-04-21 | 日商荏原製作所股份有限公司 | 研磨裝置及研磨方法 |
| CN112059852A (zh) * | 2020-09-30 | 2020-12-11 | 王后连 | 一种打磨带式带钢侧边毛刺清除装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE7424571U (de) * | 1974-10-17 | Krugmann Gjt | Schleifvorrichtung | |
| DE844420C (de) * | 1951-01-06 | 1952-07-21 | Ernst Ebner | Bandschleifmaschine |
| DE3020393A1 (de) * | 1980-05-29 | 1982-01-28 | Friedr. August Picard KG, 5630 Remscheid | Vorrichtung zum bandschleifen |
| US5951377A (en) * | 1996-08-01 | 1999-09-14 | Radtec, Inc. | Microfinishing machine |
| JPH11165249A (ja) * | 1997-12-05 | 1999-06-22 | Tocalo Co Ltd | ベルト式研磨装置 |
| US6220946B1 (en) * | 1998-02-13 | 2001-04-24 | Philip D. Arnold | Active polishing of rotatable article surfaces |
| DE10342137B4 (de) * | 2003-09-12 | 2010-07-29 | Thielenhaus Technologies Gmbh | Vorrichtung und Verfahren zur Finishbearbeitung von Wellen, insbesondere von Kurbel- und Nockenwellen |
-
2003
- 2003-09-12 DE DE2003142134 patent/DE10342134B4/de not_active Expired - Fee Related
-
2004
- 2004-08-28 EP EP20040020483 patent/EP1514640B1/fr not_active Expired - Lifetime
- 2004-08-28 DE DE200450011200 patent/DE502004011200D1/de not_active Expired - Lifetime
Cited By (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007081289A1 (fr) * | 2006-01-09 | 2007-07-19 | Giken Sakata (S) Limited | Appareil de meulage d'une piece |
| CN101370618B (zh) * | 2006-01-09 | 2010-08-25 | 技研阪田股份有限公司 | 用于研磨工件的设备 |
| WO2009049868A1 (fr) * | 2007-10-16 | 2009-04-23 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Dispositif de pression d'éléments coupants, dispositif et procédé de finition de surfaces périphériques de parties cylindriques de pièces d'usinage |
| CN101903130A (zh) * | 2007-10-16 | 2010-12-01 | 纳格尔机械及工具制造厂有限责任公司 | 用于切割部件的按压装置、以及用于抛光圆柱形工件部分的周面的设备和方法 |
| DE102007051047B4 (de) | 2007-10-16 | 2023-03-23 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Andrückeinrichtung für Finishband sowie Vorrichtung und Verfahren zur Finishbearbeitung von Umfangsflächen an zylindrischen Werkstückabschnitten |
| CN106425773A (zh) * | 2007-10-16 | 2017-02-22 | 纳格尔机械及工具制造厂有限责任公司 | 用于抛光圆柱形工件部分的周面的按压装置、设备和方法 |
| EP2212058B2 (fr) † | 2007-10-16 | 2018-03-28 | Nagel Maschinen- und Werkzeugfabrik GmbH | Dispositif de pression d'éléments coupants, dispositif et procédé de finition de surfaces périphériques de parties cylindriques de pièces d'usinage |
| US8517804B2 (en) | 2007-10-16 | 2013-08-27 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Pressing device for cutting means and apparatus and method for finishing circumferential surfaces on cylindrical parts of a workpiece |
| KR20130086172A (ko) * | 2012-01-23 | 2013-07-31 | 숩피나 그리에샤버 게엠베하 & 씨오. 케이쥐 | 작업편의 작업편 축과 관련하여 편심으로 배치된 작업편 둘레면의 미세 가공을 위한 장치 |
| US9114497B2 (en) | 2012-01-23 | 2015-08-25 | Supfina Grieshaber Gmbh & Co. Kg | Device for fine-machining a peripheral workpiece surface located eccentrically in relation to a workpiece axis of a workpiece |
| CN103213042B (zh) * | 2012-01-23 | 2016-01-20 | 德国索菲纳有限公司 | 用于对关于工件的工件轴线偏心设置的工件环周面精加工的设备 |
| CN103213042A (zh) * | 2012-01-23 | 2013-07-24 | 德国索菲纳有限公司 | 用于对关于工件的工件轴线偏心设置的工件环周面精加工的设备 |
| EP2617522A1 (fr) * | 2012-01-23 | 2013-07-24 | Supfina Grieshaber GmbH & Co. KG | Dispositif de traitement précis d'une surface périphérique de pièce usinée agencée de manière excentrique par rapport à un axe de pièce usinée |
| CN104139333B (zh) * | 2014-07-11 | 2016-05-18 | 山东金宝电子股份有限公司 | 铜箔表面处理机胶辊胶层的磨削方法及其使用的弧板夹具 |
| CN104139333A (zh) * | 2014-07-11 | 2014-11-12 | 山东金宝电子股份有限公司 | 铜箔表面处理机胶辊胶层的磨削方法及其使用的弧板夹具 |
| EP3103587A1 (fr) * | 2015-05-07 | 2016-12-14 | Jakob Löwer Inh. von Schumann GmbH & Co. KG | Machine d'ebavurage pour des pieces metalliques usinees |
| CN106863077A (zh) * | 2015-11-09 | 2017-06-20 | 德国索菲纳有限公司 | 精加工带装置和工件精加工方法 |
| CN106425768B (zh) * | 2016-09-23 | 2018-06-01 | 杭州新松机器人自动化有限公司 | 一种砂带浮动打磨机构 |
| CN106425768A (zh) * | 2016-09-23 | 2017-02-22 | 杭州新松机器人自动化有限公司 | 一种砂带浮动打磨机构 |
| CN107953207A (zh) * | 2017-12-26 | 2018-04-24 | 佛山市艾乐博机器人科技有限公司 | 一种打磨设备及其加工方法 |
| CN108177061A (zh) * | 2018-01-16 | 2018-06-19 | 苏州丰川电子科技有限公司 | 自动化金属表面处理装置 |
| CN108044728A (zh) * | 2018-01-18 | 2018-05-18 | 杨月君 | 一种缠绕型圆模板及缠绕型圆模板的生产装置 |
| CN108044728B (zh) * | 2018-01-18 | 2023-08-25 | 天津银雪环保科技服务有限公司 | 一种缠绕型圆模板及缠绕型圆模板的生产装置 |
| CN110026867A (zh) * | 2019-05-05 | 2019-07-19 | 宁波梦创知识产权服务有限公司 | 一种多角度加工辊轮制造装置 |
| CN115464519A (zh) * | 2022-10-26 | 2022-12-13 | 王鑫 | 一种金属丝表面氧化层去除系统 |
| CN115464519B (zh) * | 2022-10-26 | 2024-02-13 | 天津市春鹏预应力钢绞线有限公司 | 一种金属丝表面氧化层去除系统 |
| CN117564890A (zh) * | 2023-11-24 | 2024-02-20 | 宁波中策动力机电集团有限公司 | 一种随动砂带曲轴磨床及控制方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE10342134B4 (de) | 2009-09-03 |
| DE10342134A1 (de) | 2005-04-07 |
| EP1514640A3 (fr) | 2006-03-01 |
| EP1514640B1 (fr) | 2010-05-26 |
| DE502004011200D1 (de) | 2010-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1514640B1 (fr) | Procédé et dispositif pour la finition d'arbres, en particulier de vilbrequins et d'arbres à cames | |
| DE60000670T2 (de) | Bandschleifmaschine mit um eine Umlaufbahn bewegtem Schleifband | |
| DE19605059C1 (de) | Verfahren und Vorrichtung zur Feinbearbeitung von ringförmigen Werkstücken | |
| DE202008018526U1 (de) | Andrückeinrichtungfür Schmittel sowie Vorrichtung zur Finishbearbeitung von Umfangsflächen an zylindrischen Werkstückabschnitten | |
| DE4493442B4 (de) | Durchlauf-Schleifmaschine, insbesondere ausgebildet zum Schleifen von Holz und Zwischenschleifen von Lack an Abdeckplatten usw., bei denen es sich hauptsächlich um ebene Werkstücke handelt | |
| DE19634839A1 (de) | Feinstbearbeitung mit Vibrationskopf | |
| EP1990133B1 (fr) | Agrégat de ponçage comme outil pour un dispositif de traitement | |
| EP3135433A2 (fr) | Unite de traitement de surfaces circonferentielles, machine-outil et procede de fonctionnement | |
| DE19723306C2 (de) | Verfahren und Vorrichtung zum Schleifen oder Polieren von Stirnflächen plattenförmiger Körper | |
| EP0276439B1 (fr) | Procédé pour meuler intérieurement des torages longs de très petit diamètre dans des pièces et dispositif pour la mise en oeuvre de ce procédé | |
| EP2636482B1 (fr) | Système de traitement de pièce usinée et procédé de traitement très fin d'une pièce usinée | |
| DE4227315A1 (de) | Vorrichtung zur oberflaechenbearbeitung | |
| DE69410527T2 (de) | Bandschleifmaschine für zylindrische Werkstücke | |
| DE10342139B4 (de) | Verfahren zur Finishbearbeitung von Umfangsflächen an wellenförmigen Werkstücken | |
| DE19821982C2 (de) | Profil-Bandschleifmaschine | |
| EP1514641A1 (fr) | Appareil pour le finissage des arbres, en particulier villebriquins et arbres à cames | |
| DE102017201120B3 (de) | Andrückeinrichtung für Finishband und Bandfinishvorrichtung | |
| DE202009004809U1 (de) | Rohrausschleifmaschine mit einstellbarer Seitenführung des Schleifbandes | |
| DE10342137B4 (de) | Vorrichtung und Verfahren zur Finishbearbeitung von Wellen, insbesondere von Kurbel- und Nockenwellen | |
| DE10041925A1 (de) | Schleifverfahren und Vorrichtung zur Durchführung | |
| DE102009025784A1 (de) | Rohrausschleifmaschine mit einstellbarer Seitenführung des Schleifbandes | |
| DE102006000829B3 (de) | Vorrichtung zum Beseitigen des Grates von druckgegossenen keramischen Artikeln | |
| DE4105799A1 (de) | Schleifvorrichtung zur mantelflaechenbearbeitung rohraehnlicher werkstuecke | |
| EP1920884B1 (fr) | Procédé destiné au traitement de finition de bandes de surfaces circonférentielles de pièces à usiner | |
| DE1181504B (de) | Vorrichtung zum Anschaerfen der Enden von endlos zu machenden, ein- oder mehrschichtigen Treibriemen bzw. Foerderbaendern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20060318 |
|
| AKX | Designation fees paid |
Designated state(s): DE FR GB IT |
|
| 17Q | First examination report despatched |
Effective date: 20090514 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REF | Corresponds to: |
Ref document number: 502004011200 Country of ref document: DE Date of ref document: 20100708 Kind code of ref document: P |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20110301 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502004011200 Country of ref document: DE Effective date: 20110228 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20110830 Year of fee payment: 8 Ref country code: FR Payment date: 20110912 Year of fee payment: 8 Ref country code: DE Payment date: 20110830 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20110831 Year of fee payment: 8 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120828 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20130430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130301 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120831 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502004011200 Country of ref document: DE Effective date: 20130301 |