EP1528026B1 - Vorrichtung zur Bearbeitung von Vorprodukten der graphischen Industrie - Google Patents
Vorrichtung zur Bearbeitung von Vorprodukten der graphischen Industrie Download PDFInfo
- Publication number
- EP1528026B1 EP1528026B1 EP04104824A EP04104824A EP1528026B1 EP 1528026 B1 EP1528026 B1 EP 1528026B1 EP 04104824 A EP04104824 A EP 04104824A EP 04104824 A EP04104824 A EP 04104824A EP 1528026 B1 EP1528026 B1 EP 1528026B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- belt
- drive
- conveyor
- signatures
- folding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000013067 intermediate product Substances 0.000 title 1
- 238000012545 processing Methods 0.000 claims abstract description 37
- 230000032258 transport Effects 0.000 description 30
- 239000002243 precursor Substances 0.000 description 24
- 230000000875 corresponding effect Effects 0.000 description 10
- 230000002596 correlated effect Effects 0.000 description 5
- 238000003754 machining Methods 0.000 description 2
- 239000000123 paper Substances 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 230000004913 activation Effects 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000007786 electrostatic charging Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 239000011087 paperboard Substances 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000004826 seaming Methods 0.000 description 1
- 238000012549 training Methods 0.000 description 1
- 238000004148 unit process Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H11/00—Feed tables
- B65H11/002—Feed tables incorporating transport belts
- B65H11/005—Suction belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H11/00—Feed tables
- B65H11/007—Feed tables with front stop arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/24—Delivering or advancing articles from machines; Advancing articles to or into piles by air blast or suction apparatus
- B65H29/241—Suction devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/18—Oscillating or reciprocating blade folders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/02—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains
- B65H5/021—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains by belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H9/00—Registering, e.g. orientating, articles; Devices therefor
- B65H9/10—Pusher and like movable registers; Pusher or gripper devices which move articles into registered position
- B65H9/103—Pusher and like movable registers; Pusher or gripper devices which move articles into registered position acting by friction or suction on the article for pushing or pulling it into registered position, e.g. against a stop
- B65H9/105—Pusher and like movable registers; Pusher or gripper devices which move articles into registered position acting by friction or suction on the article for pushing or pulling it into registered position, e.g. against a stop using suction means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/20—Belts
- B65H2404/24—Longitudinal profile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/20—Belts
- B65H2404/25—Driving or guiding arrangements
- B65H2404/251—Details of drive roller
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/50—Occurence
- B65H2511/51—Presence
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/10—Speed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/50—Timing
- B65H2513/512—Starting; Stopping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1932—Signatures, folded printed matter, newspapers or parts thereof and books
Definitions
- the invention relates to a device for processing precursors of the graphic arts industry.
- the precursors include, for example, printed sheets of paper or paperboard, which are unfolded depending on the degree of completion or have at least one fold.
- a processing of such precursors may for example be to install a fold.
- An apparatus for processing in the form of folding of precursors of the graphic arts industry is for example DE 693 08 075 T2 known.
- a pocket folder This brings to pre-products in the form of paper sheets first parallel to each other first folds.
- the resulting signatures are transported in a transport direction transversely to the direction of the first fold by means of a first conveyor until the respective signature reaches a stop that stops it temporarily, until such time as circumferential driver of a transversely to the transport direction of the first conveyor transporting second Conveyor reach one side of the signature and carry them in the direction of a folding station in which the signature is provided with a further fold perpendicular to the first folds.
- Each of the two conveyors comprises a belt drive, whose drive is not discussed in more detail. From the operation of the known device, however, it follows that the two conveyors are operationally driven steadily and that the conveyors transport the signatures at production speed. This leads to a violent impact of a respective signature on said stop. An associated rebounds of the signatures of this stop should be counteracted in the known device by means of a brush whose Bristles tend to be oriented toward the stop and brush the signatures on their way towards the stop.
- Out DE 198 60 070 A1 is another device for processing precursors of the graphics industry known.
- this known device is a Taschenfalzwerk with an adjustable pocket stop, the position determined with respect to a folding pocket, the position of the fold breakage on the present in turn in the form of an arc precursor.
- the pocket stop is adjustable by means of an electrically activatable adjusting device, which can be controlled by a control unit.
- the control unit processes signals from at least one detector which detects a respective one of the sheets during its entry into the folding pocket and during its discharge from the same for generating these signals.
- the invention has for its object to provide a device for processing of precursors of the graphic industry at a standstill of the precursors in a processing position with a precursor in the processing position transporting conveyors so that effective stops on the precursors for stopping the precursors are dispensable.
- a device for processing precursors of the graphic industry at a standstill of the precursors in a processing position with a conveyor by means of which the precursors are transported in a transport direction along a transport path in the processing position, a conveyor operating the drive, a Detector, which detects a respective one of the precursors on its way along the transport path and with a linked to the detector and the drive control, by means of which the drive is temporarily stopped, when the respective precursor reaches the processing position.
- the precursors in any case remain undamaged at their leading in the transport direction edges, there are no marks on these edges and the set-up times in a change in the format of the precursors are relatively short. Also, the conveyor leaves no grinding marks on it due to the stoppage of the drive at befindlichem in processing position precursor.
- control stops the drive when a processing product reaching the precursor has a geometry that is within predetermined limits. This makes it possible to remove incorrect precursors without processing in the processing station.
- the apparatus comprises a cross-fold seaming device for attaching a longitudinal fold to a precursor in the form of a sheet provided with at least one transverse fold
- the detector and the controller associated with it and the drive enable a completely automatic folding process, which in the case of an embodiment of Device according to the aforementioned training provides only correctly vorgegefalzte signatures with a cross-fold and ejects incorrectly gesocizte signatures.
- FIG. 1 schematically shows two successive folding units, which are only partially shown.
- a first of these folding units is in the present example a pocket folder 1, of which only one pair of folding rollers is shown.
- This passes with in each case at least one transverse fold unsigned signatures 5 in the direction indicated by the arrow 2 transport direction to a conveyor 3.
- This comprises a pair of endless belt 3.1, which are formed in the present embodiment as a toothed belt, the teeth are arranged on the outside of the belt 3.1 , Such an arrangement of the toothing can be achieved in particular by eversion of a commercially available toothed belt.
- a respective belt 3.1 of the pair is assigned to a respective side edge of the signatures 5 and can be adapted to the format of the signatures 5 to be processed in a manner which will be explained in more detail later.
- a respective belt 3.1 wraps around a pulley 3.2, which deflects the belt 3.1 upstream with respect to the transport direction (see arrow 2), and a further pulley 3.3, which deflects the belt 3.1, and thus forms a downstream one Conveying strand 3.4 for transporting the signatures 5 ejected from the pocket folder 1.
- the drive 3.5 operates the conveyor 3 in such a way that it transports a respective signature 5 ejected by the pocket folder 1 in the transport direction indicated by the arrow 2 along a transport path into a processing position, where it is still in standstill for processing holds.
- the processing is to provide the Taschenfalzwerk 1 leaving at least one transverse fold having signatures 5 with a cross-fold.
- the processing position a position in which a respective signature 5 is within the longitudinal extension of the folding blade 4.1 and in a preferred embodiment, a position in which a leading edge of the respective signature 5 and a trailing edge of the same at equal intervals Longitudinal center of the folding blade 4.1 are located.
- a signature 5 is reproduced in such a processing position with dotted lines.
- the lateral edges of the signature 5 with respect to the transport direction are supported on one of the belts 3.1 each.
- the support of the remaining area of the respective signature 5 take over a baffle 6 with a recess 6.1 for the passage of the folding blade 4.1 and arranged on both sides of the baffle plate 7.
- the one of the belt 3.1 leading pulleys 3.2 and 3.3 and the baffle 3.6 are to the already indicated and now explained in more detail adaptation of the belt 3.1 to the format of the signatures 5 in the present embodiment, each mounted on one of two frames 8 and 8 ', the transverse to the transport direction (see arrow 2) are adjustable.
- a respective of these frames 8 and 8 ' represents the movable part of a spindle drive, which operates in the present case with two parallel spindles 9.1, which are axially fixed by a respective fixed side member 10 and each driven by a motor 9.2 are.
- the two frames 8 and 8 ' are arranged in mirror image.
- the frames 8 and 8 comprise a guide channel 8.1 for the respective conveying run 3.4 of the belt 3.1 and a hollow profile 8.2 parallel thereto with an opening which is guided with the spaces between the teeth of the guide channel 8.1 Conveying 3.4 of the belt 3.1 communicates.
- the respective hollow profile 8.2 is connected to a vacuum generator 11 and thus causes a respective one of the conveyor 3, more precisely to the Conveyor trim 3.4 of the belt 3.1 passed signature 5 is operatively sucked to the conveyor belt 3.4.
- the teeth of the toothed belt with outwardly facing teeth represent a provided on the outside of a belt 3.1 profiling, which can be traversed transversely to the longitudinal extent of the belt 3.1 and thus allows the suction of the signatures 5 to the belt 3.1. This allows a slip-free transport of the signatures.
- a corresponding profiling extends along the said longitudinal extension of the belt 3.1, as is the case in the case of everted toothed belts.
- a profiling which can be flowed through transversely to the longitudinal extent of the belt, can be realized for example by means of knobs.
- FIG. Such a belt 3.1 'can be used with a corresponding design of the drive and the pulleys waiving a baffle instead of the belt 3.1 according to the embodiment of Figures 1 to 4.
- FIGS. 1 to 3 are further as components of the frame 8 a the respective signature 5 laterally leading leveling 8.3 and a side edge of the respective signature 5 assigned hold-down 8.4 removed.
- Further hold-down devices 12 are arranged on both sides of the folding blade 4.1 and extend along the guide plate 6 (see FIGS. 1 to 3).
- FIG. 6 shows an alternative embodiment of a conveyor 3 'transporting the signatures 5.
- An endless belt 3.1 is provided which has a perforation along its length The perforation forms a row of identical recesses 3.8 arranged at equal intervals
- a conveying strand 3.4 'formed with the belt 3.1 "sweeps a suction chamber 3.11, which is connected to a vacuum generator 11.
- the suction chamber 3.11 has a suction groove 3.12 open towards the conveying run 3.4' on a chamber side facing the conveying run 3.4 ', which communicates with the interior
- the suction groove 3.12 is arranged such that the interior of the suction chamber 3.11 communicates with the perforation of the belt 3.1 ".
- the slip-free transport of the signatures 5 is realized by electrostatic charging of belts of a belt drive transporting the signatures.
- a respective signature 5 passes through a transport path which extends from the roller pair of the pocket folder 1 to at least the already explained processing position and is largely represented by the respective conveyor run 3.4 or 3.4 'of the conveyor 3 or 3'.
- a detector 13 is arranged, which is the leading and the trailing edge of a respective Signature 5 detected on their way along the transport route.
- the detector 13 is inserted into the baffle 6.
- a measuring location determined by the position of the detector 13 is selected such that the respectively trailing edge of the signatures 5 has passed this before the respective signature has reached the processing position.
- a control 14 is linked to the detector 13 and, in the case of the embodiment according to FIGS. 1 to 4, to the drive 3.5 of the conveyor 3.
- the drive 3.5 is temporarily shut down when the respective signature 5 reaches the machining position.
- the controller comprises an input unit, a processor and a memory.
- a switched between the controller 14 and the drive 3.5 power unit 15 receives signals from the controller 14, which generates the controller 14 in response to certain numbers of pulses, which outputs a actuated by the drive 3.5 pulse generator 16 to the controller 14.
- the pulse generator 16 emits a number of pulses correlated with this extent of the sheet.
- the corresponding number of pulses is stored in the memory of the controller 14 and based on a calculation to be carried out by means of which, taking into account the desired position of the first fold with the extension of the signatures 5 in the transport direction after the first folding in the pocket folder 1 correlated pulse number I. determined nominally .
- the detector 13 Due to this gives this a first signal to the controller 14, which starts with the receipt of a count of the pulse emitted by the pulse generator 16 pulses , If the trailing edge of the signature 5 then passes the detector 13, this emits a second signal to the controller 14 which, in the presence of this second signal, detects the number of pulses previously emitted by the pulse generator 16.
- the controller determines so far a correlated with the extension of the signature 5 in the transport direction pulse number I current in the form of an actual value. Furthermore, the controller 14 performs a nominal-actual value comparison of the pulse numbers I nominal and I current .
- the controller 14 After the shutdown of the drive 3.5, the controller 14 initiates the processing of the corresponding now in standstill signature, ie the controller 14 sets - also via a power section 17 - a motor 18 in motion, the folding blade 4.1 for execution in a manner not shown a folding stroke drives, so that the corresponding signature 5 is fed to a folding gap, which is formed by means of the folding blade 4.1 associated Falzwalzenpases 19 (see Fig. 3).
- the distance is stored, which a respective signature 5 until reaching the After the leading edge of the signature 5 has passed the detector 13 processing position has to cover.
- This distance corresponds to the distance of the longitudinal center of the folding blade 4.1 from the detector 13 plus half of the extension of the respective signature 5 in the transport direction.
- the controller 14 does not stop the drive 3.5 when the corresponding signature 5 Machining position reached.
- Such faulty signatures 5 are rather discharged, ie they are transported by means of the conveyor 3 on the processing position out until they finally leave the conveyor 3.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Processing Of Solid Wastes (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
- Separation, Sorting, Adjustment, Or Bending Of Sheets To Be Conveyed (AREA)
- Vending Machines For Individual Products (AREA)
- Controlling Sheets Or Webs (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
Description
- Die Erfindung betrifft eine Vorrichtung zur Bearbeitung von Vorprodukten der graphischen Industrie. Unter die Vorprodukte fallen beispielsweise bedruckte Bogen aus Papier oder Pappe, die je nach dem Grad der Fertigstellung ungefalzt sind oder wenigstens einen Falz aufweisen. Eine Bearbeitung solcher Vorprodukte kann beispielsweise darin bestehen, einen Falz anzubringen.
- Eine Vorrichtung zur Bearbeitung in Form von Falzung von Vorprodukten der graphischen Industrie ist beispielsweise aus
DE 693 08 075 T2 bekannt. Hierin ist eine Taschenfalzvorrichtung offenbart. Diese bringt an Vorprodukten in Form von Papierbogen zunächst zueinander parallele erste Falze an. Die dabei entstandenen Signaturen werden in einer Transportrichtung quer zur Richtung der ersten Falze mittels eines ersten Förderers transportiert, bis die jeweilige Signatur einen Anschlag erreicht, der sie vorübergehend stoppt, und zwar so lange, bis umlaufende Mitnehmer eines quer zur Transportrichtung des ersten Förderers transportierenden zweiten Förderers eine Seite der Signatur erreichen und diese in Richtung auf eine Falzstation befördern, in der die Signatur mit einem zu den ersten Falzen senkrechten weiteren Falz versehen wird. Jeder der beiden Förderer umfasst einen Riementrieb, auf dessen Antrieb nicht näher eingegangen ist. Aus der Funktionsweise der bekannten Vorrichtung ergibt sich jedoch, dass die beiden Förderer betriebsmäßig stetig angetrieben werden und dass die Förderer die Signaturen mit Produktionsgeschwindigkeit transportieren. Dies führt zu einem heftigen Aufprall einer jeweiligen Signatur an dem besagten Anschlag. Einem damit verbundenen Abprallen der Signaturen von diesem Anschlag soll bei der bekannten Vorrichtung mittels einer Bürste entgegengewirkt werden, deren Borsten tendenziell in Richtung auf den Anschlag ausgerichtet sind und die Signaturen auf deren Weg in Richtung auf den Anschlag bestreichen. - Aus
DE 198 60 070 A1 ist eine weitere Vorrichtung zur Bearbeitung von Vorprodukten der graphischen Industrie bekannt. Bei dieser bekannten Vorrichtung handelt es sich um ein Taschenfalzwerk mit einem einstellbaren Taschenanschlag, dessen Position bezüglich einer Falztasche die Lage des Falzbruches an dem wiederum in Form eines Bogens vorliegenden Vorprodukt bestimmt. Der Taschenanschlag ist mittels einer elektrisch aktivierbaren Stelleinrichtung verstellbar, die von einer Regeleinheit ansteuerbar ist. Zu einer entsprechenden Ansteuerung der Stelleinrichtung verarbeitet die Regeleinheit Signale wenigstens eines Detektors, der zur Erzeugung dieser Signale einen jeweiligen der Bogen während dessen Einlauf in die Falztasche und während dessen Auslauf aus derselben detektiert. - Während die Taschenanschläge bei Taschenfalzwerken notwendige Funktionsteile darstellen, erweisen sich ansonsten Anschläge, auf welche Bogen oder Signaturen nach Durchlaufen einer Transportstrecke auftreffen, in mehrfacher Weise als nachteilig. Zum einen müssen, wie aus der genannten
DE 693 08 075 T2 ersichtlich, Maßnahmen ergriffen werden, um ein Zurückprallen der Vorprodukte von den Anschlägen zu verhindern, und zum anderen besteht die Gefahr einer Beschädigung der Vorprodukte. - Der Erfindung liegt die Aufgabe zugrunde, eine Vorrichtung zur Bearbeitung von Vorprodukten der graphischen Industrie im Stillstand der Vorprodukte in einer Bearbeitungsposition mit einem die Vorprodukte in die Bearbeitungsposition transportierenden Förderer so auszugestalten, dass an den Vorprodukten wirksame Anschläge zum Stoppen der Vorprodukte verzichtbar sind.
- Diese Aufgabe wird erfindungsgemäß gelöst mit einer Vorrichtung zur Bearbeitung von Vorprodukten der graphischen Industrie im Stillstand der Vorprodukte in einer Bearbeitungsposition, mit einem Förderer, mittels welchem die Vorprodukte in einer Transportrichtung entlang einer Transportstrecke in die Bearbeitungsposition transportierbar sind, einem den Förderer betreibenden Antrieb, einem Detektor, der ein jeweiliges der Vorprodukte auf dessen Weg entlang der Transportstrecke detektiert und mit einer mit dem Detektor und dem Antrieb verknüpften Steuerung, mittels welcher der Antrieb vorübergehend stillsetzbar ist, wenn das jeweilige Vorprodukt die Bearbeitungsposition erreicht.
- Aufgrund nicht vorhandener Anschläge bleiben die Vorprodukte jedenfalls an deren in Transportrichtung vorauseilenden Kanten unbeschädigt, es treten an diesen Kanten auch keine Markierungen auf und die Rüstzeiten bei einem Wechsel des Formates der Vorprodukte sind relativ kurz. Auch hinterlässt der Förderer aufgrund des Stillstandes des Antriebes bei in Bearbeitungsposition befindlichem Vorprodukt keine Schleifspuren an diesem.
- Eine vorteilhafte Weiterbildung sieht vor, dass die Steuerung den Antrieb stillsetzt, wenn ein die Bearbeitungsposition erreichendes Vorprodukt eine Geometrie aufweist, die innerhalb vorgegebener Grenzen liegt. Dies ermöglicht es, unkorrekte Vorprodukte ohne eine Bearbeitung in der Bearbeitungsstation auszuschleusen.
- Umfasst die Vorrichtung bei einer bevorzugten Ausgestaltung ein Kreuzbruch-Falzwerk zur Anbringung eines Längsfalzes an einem Vorprodukt in Form eines mit wenigstens einem Querfalz versehenen Bogens, so ermöglichen der Detektor und die mit diesem und dem Antrieb verknüpfte Steuerung einen völlig automatisch ablaufenden Falzprozess, der im Falle einer Ausgestaltung der Vorrichtung gemäß der genannten Weiterbildung lediglich korrekt vorgefalzte Signaturen mit einem Kreuzbruch-Falz versieht und unkorrekt vorgefalzte Signaturen ausschleust.
- Die Merkmale der Erfindung sind den Zeichnungen und der darauf Bezug nehmenden Erläuterung der genannten bevorzugten Ausgestaltung mit einer Bearbeitungsstation in Form eines Kreuzbruch-Falzwerkes entnehmbar.
- In den Zeichnungen zeigt:
- Fig. 1
- in schematisierter Darstellung eine Seitenansicht einer Bearbeitungsstation in Form eines Kreuzbruch-Falzwerkes von dessen Falzwerkzeugen lediglich ein Falzschwert wiedergegeben ist, eines dem Kreuzbruch-Falzwerk vorgelagerten Falzwalzenpaares und eines Signaturen entlang einer Transportstrecke in eine Bearbeitungsposition zur Anbringung eines Kreuzbruch-Falzes transportierenden, Zahnriemen umfassenden Förderers,
- Fig. 2
- in schematisierter Darstellung eine Draufsicht auf das Kreuzbruch-Falzwerk, den Förderer und auf Einstelleinheiten zur Einstellung des Förderers auf ein jeweiliges Format der Signaturen,
- Fig. 3
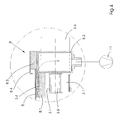
- einen Schnitt entlang der Linie III in Fig. 2,
- Fig. 4
- die Einzelheit IV in Fig. 3 in vergrößerter Darstellung,
- Fig. 5
- eine alternative Ausgestaltung eines die Signaturen transportierenden Förderers,
- Fig. 6
- eine weitere alternative Ausgestaltung eines die Signaturen transportierenden Förderers,
- Fig. 7
- ein Blockschaltbild für eine Verknüpfung einer Steuerung mit einem den Förderer betreibenden Antrieb und mit einem Detektor, der eine jeweilige Signatur auf deren Weg entlang der Transportstrecke detektiert.
- Die Figur 1 gibt schematisch zwei aufeinanderfolgende Falzwerke wieder, welche jeweils nur zum Teil dargestellt sind. Ein erstes dieser Falzwerke ist im vorliegenden Beispiel ein Taschenfalzwerk 1, von welchem lediglich ein Falzwalzenpaar dargestellt ist. Dieses übergibt mit jeweils wenigstens einem Querfalz versehne Signaturen 5 in der mittels des Pfeils 2 angedeuteten Transportrichtung an einen Förderer 3. Dieser umfasst ein Paar endloser Riemen 3.1, die im vorliegenden Ausführungsbeispiel als Zahnriemen ausgebildet sind, deren Verzahnung an der Außenseite der Riemen 3.1 angeordnet ist. Eine derartige Anordnung der Verzahnung ist insbesondere durch Umstülpen eines handelsüblichen Zahnriemens erreichbar.
- Ein jeweiliger Riemen 3.1 des Paares ist je einem Seitenrand der Signaturen 5 zugeordnet und auf später näher erläutere Weise an das Format der zu bearbeitenden Signaturen 5 anpassbar.
- Des Weiteren umschlingt ein jeweiliger Riemen 3.1 eine bezüglich der Transportrichtung (siehe Pfeil 2) stromaufwärts befindliche den Riemen 3.1 umlenkende Riemenscheibe 3.2 und eine stromabwärts befindliche weitere den Riemen 3.1 umlenkende Riemenscheibe 3.3 und bildet damit ein Fördertrum 3.4 zum Transport der vom Taschenfalzwerk 1 ausgestoßenen Signaturen 5.
- Mit der verzahnten Außenseite des jeweiligen Riemens 3.1 ist ein verzahntes Antriebsrad 3.5' eines Antriebes 3.5 in Eingriff. Zur Erlangung eines hinlänglichen Umschlingungswinkels am Antriebsrad 3.5' folgt diesem eine den Riemen 3.1 ablenkende Ablenkscheibe 3.6. Der Riemen 3.1 steht somit über Formschluss in drehmomentübertragender Verbindung mit dem Antrieb 3.5.
- Der Antrieb 3.5 betreibt den Förderer 3 derart, dass dieser eine jeweilige vom Taschenfalzwerk 1 ausgestoßene Signatur 5 in der mittels des Pfeils 2 angegebenen Transportrichtung entlang einer Transportstrecke im Idealfall, auf den noch näher eingegangen wird, in eine Bearbeitungsposition transportiert und dort im Stillstand zur Bearbeitung bereithält.
- Im vorliegenden Ausführungsbeispiel der Vorrichtung besteht die Bearbeitung darin, die das Taschenfalzwerk 1 verlassenden wenigstens einen Querfalz aufweisenden Signaturen 5 mit einem Kreuzbruch-Falz zu versehen. Hierzu ist einem bezüglich der Transportrichtung gemäß Pfeil 2 stromabwärts befindlichen Endabschnitt des Fördertrums 3.4 ein hier nur unvollständig dargestelltes Schwertfalzwerk 4 mit einem zur Transportrichtung parallel orientierten Falzschwert 4.1 zugeordnet. Somit ergibt sich für die genannte Bearbeitungsposition eine Position, in welcher sich eine jeweilige Signatur 5 innerhalb der Längserstreckung des Falzschwertes 4.1 befindet und in bevorzugter Ausgestaltung eine Position, in welcher sich eine vorauseilende Kante der jeweiligen Signatur 5 und eine nacheilende Kante derselben unter gleichen Abständen zur Längsmitte des Falzschwertes 4.1 befinden.
- In Fig. 2 ist eine Signatur 5 in einer derartigen Bearbeitungsposition mit strichpunktierten Linien wiedergegeben. Dabei sind die bezüglich der Transportrichtung seitlichen Ränder der Signatur 5 auf je einem der Riemen 3.1 abgestützt. Die Abstützung des restlichen Bereichs der jeweiligen Signatur 5 übernehmen ein Leitblech 6 mit einer Ausnehmung 6.1 für den Durchtritt des Falzschwertes 4.1 und beiderseits des Leitbleches angeordnete Scherengitter 7.
- Die einen jeweiligen der Riemen 3.1 führenden Riemenscheiben 3.2 und 3.3 und die Ablenkscheibe 3.6 sind zu der bereits angedeuteten und nunmehr näher erläuterten Anpassung der Riemen 3.1 an das Format der Signaturen 5 beim vorliegenden Ausführungsbeispiel jeweils an einem von zwei Rahmen 8 und 8' gelagert, die quer zur Transportrichtung (siehe Pfeil 2) verstellbar sind. Bei dem vorliegenden Ausführungsbeispiel stellt ein jeweiliger dieser Rahmen 8 bzw. 8' den verfahrbaren Teil eines Spindeltriebes dar, der im vorliegenden Falle mit zwei parallelen Spindeln 9.1 arbeitet, die von einem jeweiligen ortsfesten Seitenteil 10 axial fixiert getragen werden und jeweils mittels eines Motors 9.2 antreibbar sind.
- Wie insbesondere den Figuren 2 und 3 entnehmbar, sind die beiden Rahmen 8 und 8' spiegelbildlich angeordnet.
- Wie insbesondere in den Figuren 3 und 4 erkennbar, umfassen die Rahmen 8 und 8' einen Führungskanal 8.1 für das jeweilige Fördertrum 3.4 der Riemen 3.1 sowie ein hierzu paralleles Hohlprofil 8.2 mit einer Öffnung, die mit den Zwischenräumen zwischen den Zähnen des im Führungskanal 8.1 geführten Fördertrums 3.4 des Riemens 3.1 kommuniziert. Das jeweilige Hohlprofil 8.2 ist an einen Unterdruckerzeuger 11 angeschlossen und bewirkt damit, dass eine jeweilige an den Förderer 3, genauer gesagt an die Fördertrume 3.4 der Riemen 3.1 übergebene Signatur 5 betriebsmäßig an die Fördertrume 3.4 angesaugt wird. Die Zähne der Zahnriemen mit nach außen weisender Verzahnung stellen eine an der Außenseite eines Riemens 3.1 vorgesehene Profilierung dar, die quer zur Längserstreckung des Riemens 3.1 durchströmbar ist und somit das Ansaugen der Signaturen 5 an den Riemen 3.1 ermöglicht. Dies ermöglicht einen schlupffreien Transport der Signaturen.
- In vorteilhafter Weise erstreckt sich eine entsprechende Profilierung entlang der genannten Längserstreckung der Riemen 3.1, wie dies im Falle umgestülpter Zahnriemen der Fall ist.
- Im Falle der Verwendung von Zahnriemen mit nach innen weisenden Zähnen kann an der Außenseite eines solchen Riemens eine quer zur Längserstreckung des Riemens durchströmbare Profilierung beispielsweise mittels Noppen realisiert werden. Ein Beispiel hierfür ist in Fig. 5 wiedergegeben. Ein derartiger Riemen 3.1' kann bei entsprechender Ausbildung des Antriebes und der Riemenscheiben unter Verzicht auf eine Ablenkscheibe anstelle des Riemens 3.1 gemäß dem Ausführungsbeispiel nach den Figuren 1 bis 4 eingesetzt werden.
- Zurückkommend auf Fig. 4 sind dieser des Weiteren als Bestandteile des Rahmens 8 ein die jeweilige Signatur 5 seitlich führendes Richtlineal 8.3 und ein einem seitlichen Rand der jeweiligen Signatur 5 zugeordneter Niederhalter 8.4 entnehmbar. Weitere Niederhalter 12 sind beiderseits des Falzschwertes 4.1 angeordnet und erstrecken sich entlang des Leitbleches 6 (siehe Figuren 1 bis 3).
- In Figur 6 ist eine alternative Ausgestaltung eines die Signaturen 5 transportierenden Förderers 3' wiedergegeben. Hierbei ist ein endloser Riemen 3.1 " vorgesehen, der entlang seiner Länge eine Lochung aufweist. Die Lochung bildet eine Reihe untereinander gleicher und unter gleichen Abständen angeordneter Ausnehmungen 3.8. Ein Antrieb des Förderers 3' umfasst eine teilweise von dem Riemen 3.1 " umschlungene Riemenscheibe 3.9 mit Mitnehmern 3.10, die einen mit den Ausnehmungen 3.8 korrespondierenden Querschnitt aufweisen und in die Lochung eingreifen, so dass der Riemen 3.1 " über Formschluss in drehmomentübertragender Verbindung mit einem Antrieb steht.
- Ein mit dem Riemen 3.1 " gebildetes Fördertrum 3.4' bestreicht eine Saugkammer 3.11, die an einen Unterdruckerzeuger 11 angeschlossen ist. Die Saugkammer 3.11 weist an einer dem Fördertrum 3.4'zugewandten Kammerseite eine zum Fördertrum 3.4' hin offene Saugnut 3.12 auf, die mit dem Innenraum der Saugkammer 3.11 kommuniziert. Die Saugnut 3.12 ist derart angeordnet, dass der Innenraum der Saugkammer 3.11 mit der Lochung des Riemens 3.1 " kommuniziert.
- In einer weiteren alternativen Ausgestaltung wird der schlupffreie Transport der Signaturen 5 durch elektrostatische Aufladung von Riemen eines die Signaturen transportierenden Riementriebes realisiert.
- Im Betrieb der Vorrichtung durchläuft eine jeweilige Signatur 5 eine Transportstrecke, die sich von dem Walzenpaar des Taschenfalzwerkes 1 bis zumindest zu der bereits erläuterten Bearbeitungsposition erstreckt und weitestgehend vom jeweiligen Fördertrum 3.4 bzw. 3.4' des Förderers 3 bzw. 3' dargestellt wird. Innerhalb dieser Transportstrecke ist ein Detektor 13 angeordnet, der die vorauseilende und die nacheilende Kante einer jeweiligen Signatur 5 auf deren Weg entlang der Transportstrecke detektiert. Im vorliegenden Ausführungsbeispiel ist der Detektor 13 in das Leitblech 6 eingesetzt.
- Ein durch die Lage des Detektors 13 bestimmter Messort ist so gewählt, dass die jeweils nacheilende Kante der Signaturen 5 diesen passiert hat, bevor die jeweilige Signatur die Bearbeitungsposition erreicht hat.
- Wie der Fig. 7 entnehmbar, ist mit dem Detektor 13 und - im Falle der Ausgestaltung gemäß den Figuren 1 bis 4 - mit dem Antrieb 3.5 des Förderers 3 eine Steuerung 14 verknüpft. Mittels dieser ist der Antrieb 3.5 vorübergehend stillsetzbar, wenn die jeweilige Signatur 5 die Bearbeitungsposition erreicht. Die Steuerung umfasst eine Eingabeeinheit, einen Prozessor und einen Speicher. Ein zwischen die Steuerung 14 und den Antrieb 3.5 geschaltetes Leistungsteil 15 erhält von Steuerung 14 Signale, welche die Steuerung 14 in Abhängigkeit bestimmter Anzahlen von Impulsen erzeugt, welche ein vom Antrieb 3.5 betätigter Impulsgeber 16 an die Steuerung 14 abgibt.
- Legt ein Punkt auf dem Fördertrum 3.4 des Förderers 3 eine Wegstrecke zurück, die gleich der Erstreckung eines noch völlig ungefalzten zu bearbeitenden Bogens in Transportrichtung ist, so gibt der Impulsgeber 16 während dessen eine mit dieser Erstreckung des Bogens korrelierte Anzahl von Impulsen ab. Die entsprechende Impulszahl wird im Speicher der Steuerung 14 hinterlegt und einer seitens der Steuerung 14 durchzuführenden Berechnung zugrundegelegt, mittels welcher unter Berücksichtigung der gewünschten Lage des ersten Falzes eine mit der Erstreckung der Signaturen 5 in Transportrichtung nach erfolgter erster Falzung in dem Taschenfalzwerk 1 korrelierte Impulszahl Inominal ermittelt wird.
- Auf dem Weg der jeweiligen Signatur 5 in die bereits erläuterte Bearbeitungsposition passiert die vorauseilende Kante der Signatur 5 den Detektor 13. Aufgrund dessen gibt dieser ein erstes Signal an die Steuerung 14 ab, die mit dem Empfang desselben eine Zählung der vom Impulsgeber 16 abgegebenen Impulse startet. Passiert sodann die nachlaufende Kante der Signatur 5 den Detektor 13, so gibt dieser ein zweites Signale an die Steuerung 14 ab, welche bei Vorliegen dieses zweiten Signals die Anzahl der bis dahin vom Impulsgeber 16 abgegebenen Impulse erfasst. Die Steuerung ermittelt insoweit eine mit der Erstreckung der Signatur 5 in Transportrichtung korrelierte Impulszahl Iaktuell in Form eines Ist-Wertes. Des Weiteren führt die Steuerung 14 einen Soll-Ist wertvergleich der Impulszahlen Inominal und Iaktuell durch. Im bereits angedeuteten und nunmehr wieder aufgegriffenen Idealfall stimmen Inominal und Iaktuell entweder exakt überein oder diese Impulszahlen weichen lediglich innerhalb tolerierbarer vorgegebener Grenzen voneinander ab, d. h. die Geometrie der entsprechenden Signatur 5 liegt innerhalb vorgegebener Grenzen. In diesem Falle setzt die Steuerung 14 den Antrieb 3.5 des Förderers 3 vorübergehend still, wenn die entsprechende Signatur die Bearbeitungsposition erreicht. Nach erfolgter Stillsetzung des Antriebes 3.5 leitet die Steuerung 14 die Bearbeitung der entsprechenden nunmehr im Stillstand befindlichen Signatur ein, d. h. die Steuerung 14 setzt - ebenfalls über ein Leistungsteil 17 - einen Motor 18 in Gang, der auf nicht näher dargestellte Weise das Falzschwert 4.1 zur Ausführung eines Falzhubes antreibt, so dass die entsprechende Signatur 5 einem Falzspalt zugeführt wird, der mittels eines dem Falzschwert 4.1 zugeordneten Falzwalzenpaares 19 ausgebildet ist (siehe Fig. 3).
- Ebenfalls in Form einer Impulszahl ist im Speicher der Steuerung 14 die Wegstrecke hinterlegt, welche eine jeweilige Signatur 5 bis zum Erreichen der Bearbeitungsposition zurückzulegen hat nachdem die vorauseilende Kante der Signatur 5 den Detektor 13 passiert hat. Diese Wegstrecke entspricht der Entfernung der Längsmitte des Falzschwertes 4.1 vom Detektor 13 zuzüglich der Hälfte der Erstreckung der jeweiligen Signatur 5 in Transportrichtung.
- Liegt der genannte Idealfall nicht vor, d. h. hat eine den Detektor 13 passierende Signatur 5 oder der noch völlig ungefalzte Bogen in Transportrichtung eine Erstreckung, die außerhalb vorgegebener Grenzen liegt, so setzt die Steuerung 14 den Antrieb 3.5 nicht still, wenn die entsprechende Signatur 5 die Bearbeitungsposition erreicht. Solche fehlerhafte Signaturen 5 werden vielmehr ausgeschleust, d. h. sie werden mittels des Förderers 3 über die Bearbeitungsposition hinaus weitertransportiert bis sie schließlich den Förderer 3 verlassen.
-
- 1
- Taschenfalzwerk
- 2
- Pfeil
- 3; 3'
- Förderer
- 3.1; 3.1'; 3.1"
- Riemen
- 3.2
- Riemenscheibe
- 3.3
- Riemenscheibe
- 3.4; 3.4'
- Fördertrum
- 3.5
- Antrieb
- 3.5'
- Antriebsrad
- 3.6
- Ablenkscheibe
- 3.7
- Noppen
- 3.8
- Ausnehmung
- 3.9
- Riemenscheibe
- 3.10
- Mitnehmer
- 3.11
- Saugkammer
- 3.12
- Saugnut
- 4
- Schwertfalzwerk
- 4.1
- Falzschwert
- 5
- Signatur
- 6
- Leitblech
- 6.1
- Ausnehmung
- 7
- Scherengitter
- 8, 8'
- Rahmen
- 8.1
- Führungskanal
- 8.2
- Hohlprofil
- 8.3
- Richtlineal
- 8.4
- Niederhalter
- 9
- Spindeltrieb
- 9.1
- Spindel
- 9.2
- Motor
- 10
- Seitenteil
- 11
- Unterdruckerzeuger
- 12
- Niederhalter
- 13
- Detektor
- 14
- Steuerung
- 15
- Leistungsteil
- 16
- Impulsgeber
- 17
- Leistungsteil
- 18
- Motor
- 19
- Falzwalzenpaar
- Inominal
- mit Sollwert der Erstreckung der Signatur 5 in Transportrichtung korrelierte Impulszahl
- Iaktuell
- mit Istwert der Erstreckung der Signatur 5 in Transportrichtung korrelierte Impulszahl
Claims (7)
- Vorrichtung zur Bearbeitung von Vorprodukten (5) der graphischen Industrie im Stillstand der Vorprodukte (5) in einer Bearbeitungsposition, mit
einem Förderer (3; 3'), mittels welchem die Vorprodukte (5) in einer Transportrichtung entlang einer Transportstrecke in die Bearbeitungsposition transportierbar sind, und mit
einem den Förderer (3; 3') betreibenden Antrieb (3.5), dadurch gekennzeichnet, dass die Vorrichtung ferner folgende Merkmale umfasst :einen Detektor (13), der ein jeweiliges der Vorprodukte (5) auf dessen Weg entlang der Transportstrecke detektiert, undeine dem Detektor (13) und dem Antrieb (3.5) verknüpften Steuerung (14), mittels welcher der Antrieb (3.5) vorübergehend stillsetzbar ist, wenn das jeweilige Vorprodukt (5) die Bearbeitungsposition erreicht. - Vorrichtung nach Anspruch 1,
dadurch gekennzeichnet,
dass der Förderer (3; 3') wenigstens einen endlosen Riemen (3.1; 3.1'; 3.1 ") umfasst, der über Formschluss in drehmomentübertragender Verbindung mit dem Antrieb (3.5) steht und ein die Vorprodukte 5) transportierendes Fördertrum (3.4; 3.4') aufweist. - Vorrichtung nach Anspruch 2,
dadurch gekennzeichnet,
dass der Riemen (3.1; 3.1'; 3.1 ") an seiner Außenseite eine Profilierung aufweist, die quer zur Längserstreckung des Riemens (3.1; 3.1'; 3.1") durchströmbar ist. - Vorrichtung nach Anspruch 3,
dadurch gekennzeichnet,
dass die Profilierung entlang der gesamten Längserstreckung des Riemens (3.1; 3.1'; 3.1") vorgesehen ist. - Vorrichtung nach Anspruch 2,
dadurch gekennzeichnet, dass
der Riemen (3.1") entlang seiner Länge eine Lochung aufweist,
der Antrieb eine teilweise von dem Riemen (3.1") umschlungene Riemenscheibe (3.9) mit Mitnehmern (3.10) umfasst, welche in die Lochung eingreifen, und
dem Fördertrum (3.4') eine Saugkammer (3.11) zugeordnet ist, die mit der Lochung kommuniziert. - Vorrichtung nach Anspruch 1,
dadurch gekennzeichnet,
dass die Vorprodukte zu Signaturen (5) gefalzte Bogen sind und zur Bearbeitung der Signaturen (5) Falzwerkzeug in Form eines Falzschwertes (4.1) und eines mit diesem zusammenwirkenden Falzwalzenpaares (19) vorgesehen ist. - Vorrichtung nach einem der Ansprüche 1 bis 6,
dadurch gekennzeichnet,
dass die Steuerung (14) den Antrieb (3.5) stillsetzt, wenn ein die Bearbeitungsposition erreichendes Vorprodukt (5) eine Geometrie aufweist, die innerhalb vorgegebener Grenzen liegt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10350095 | 2003-10-27 | ||
| DE10350095 | 2003-10-27 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1528026A1 EP1528026A1 (de) | 2005-05-04 |
| EP1528026B1 true EP1528026B1 (de) | 2007-10-03 |
Family
ID=34399565
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04104824A Expired - Lifetime EP1528026B1 (de) | 2003-10-27 | 2004-10-01 | Vorrichtung zur Bearbeitung von Vorprodukten der graphischen Industrie |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP1528026B1 (de) |
| JP (1) | JP2005126233A (de) |
| CN (1) | CN100413767C (de) |
| AT (1) | ATE374722T1 (de) |
| DE (2) | DE102004045486A1 (de) |
| PT (1) | PT1528026E (de) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4105032B1 (de) | 2021-06-17 | 2024-10-02 | HP Scitex Ltd. | Medienblattförderung mit transportanordnungen |
| EP4105031A1 (de) | 2021-06-17 | 2022-12-21 | HP Scitex Ltd. | Druckzonencodierer |
| EP4105033B1 (de) | 2021-06-17 | 2024-12-25 | HP Scitex Ltd. | Förderband für druckmedien mit doppelantrieb |
| EP4151423B1 (de) * | 2021-09-15 | 2024-06-05 | HP Scitex Ltd | Druckzonentreiber für ein druckerförderband |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1585882B1 (de) * | 1966-11-10 | 1971-12-16 | Peters Gmbh E & E | Einschiebefaltvorrichtung |
| JPS5869658A (ja) * | 1981-10-15 | 1983-04-25 | Dainippon Printing Co Ltd | 枚葉紙の矯正装置 |
| DE3325139A1 (de) * | 1983-07-12 | 1985-01-24 | Stahl Gmbh & Co Maschinenfabrik, 7140 Ludwigsburg | Schwertfalzmaschine |
| US5704862A (en) * | 1997-01-13 | 1998-01-06 | The Goodyear Tire & Rubber Company | Dual sided poly-V drive belt and pulley therefor |
| DE19843872B4 (de) * | 1998-09-25 | 2007-11-29 | Maschinenbau Oppenweiler Binder Gmbh & Co. Kg | Verfahren zur Steuerung und Regelung eines Falzmesserantriebs |
| DE20019346U1 (de) * | 2000-11-14 | 2001-02-22 | Voith Paper Patent GmbH, 89522 Heidenheim | Vacuum-Bandfördervorrichtung |
| DE10059271A1 (de) * | 2000-11-29 | 2002-06-06 | Heidelberger Druckmasch Ag | Falzschwertsteuerung |
-
2004
- 2004-03-22 JP JP2004082659A patent/JP2005126233A/ja active Pending
- 2004-09-20 DE DE102004045486A patent/DE102004045486A1/de not_active Withdrawn
- 2004-10-01 EP EP04104824A patent/EP1528026B1/de not_active Expired - Lifetime
- 2004-10-01 DE DE502004005118T patent/DE502004005118D1/de not_active Expired - Lifetime
- 2004-10-01 PT PT04104824T patent/PT1528026E/pt unknown
- 2004-10-01 AT AT04104824T patent/ATE374722T1/de not_active IP Right Cessation
- 2004-10-27 CN CNB2004100879496A patent/CN100413767C/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| PT1528026E (pt) | 2008-01-11 |
| EP1528026A1 (de) | 2005-05-04 |
| CN1611432A (zh) | 2005-05-04 |
| DE102004045486A1 (de) | 2005-05-25 |
| HK1074614A1 (zh) | 2005-11-18 |
| DE502004005118D1 (de) | 2007-11-15 |
| JP2005126233A (ja) | 2005-05-19 |
| ATE374722T1 (de) | 2007-10-15 |
| CN100413767C (zh) | 2008-08-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0607514B1 (de) | Formatvariabler Kombinationsfalzapparat | |
| EP2727869B1 (de) | Vorrichtung und Verfahren zum Falzen von Druckbogen | |
| DE4313938A1 (de) | Falzapparat für Rotationsdruckmaschinen | |
| EP4154721B1 (de) | Vorrichtung und verfahren zum transportieren und ausschleusen von getrennten lebensmittelportionen | |
| EP0873273B1 (de) | Falzapparat mit signaturweiche | |
| EP1593482B1 (de) | Falt- und Einfädelstation einer Faltschachtelklebemaschine | |
| EP2055657B1 (de) | Verfahren zum Steuern der Zufuhr von Bogen zu einer Bogendruckmaschine | |
| DE602004012202T2 (de) | Verfahren und Vorrichtung für das Überlappung von Bogen | |
| EP3533609B1 (de) | Vorrichtung und verfahren zur weiterverarbeitung sequenziell bedruckter druckbogen | |
| DE4202363C2 (de) | Vorrichtung zum Trennen einer auch aus mehreren Teilbahnen bestehenden Bahn in Abschnitte | |
| EP1528026B1 (de) | Vorrichtung zur Bearbeitung von Vorprodukten der graphischen Industrie | |
| EP2165957B1 (de) | Verfahren und Vorrichtung zum Falzen von Bogen | |
| DE102011103977A1 (de) | Bogenfalzmaschine mit Laser und Verfahren zur Vorbereitung eines Bogens | |
| DE202007005570U1 (de) | Einrichtung zur gesteuerten Überführung von auf einem Förderweg einer Verarbeitung zugeführten Buchblocks | |
| EP1251095B1 (de) | Schwertfalzwerk mit durchgehendem Vorderkantenanschlag und verstellbaren Seitenkantenanschlägen | |
| EP2675629A2 (de) | Füllstation und verfahren zum befüllen eines kuverts | |
| DE19924265A1 (de) | Vorrichtung zum Verlangsamen von Exemplaren | |
| EP2764963A2 (de) | Vorrichtung zum dreiseitigen Beschnitt von Produkten | |
| DE102014225072B4 (de) | Auslage einer bogenverarbeitenden Maschine mit einer Bogenbremse und Verfahren zum Betrieb einer Bogenbremse | |
| EP1108672B1 (de) | Verfahren und Vorrichtung zum linearen Falzen | |
| DE19828625A1 (de) | Maschine und Verfahren zum kontinuierlichen Falzen von Papierbogen, insbesondere für die Herstellung von gefalzten Signaturen | |
| EP1475337B1 (de) | Falzmaschine | |
| EP3456668B1 (de) | Transporteinrichtung für faltschachtelzuschnitte | |
| EP2086292A1 (de) | Verfahren und Vorrichtung zur elektrostatischen Entladung von mehrblättrigen Druckereiprodukten | |
| EP1251096B1 (de) | Falzmaschine mit formatverstellbaren Schwertfalzanschlägen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20051104 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20060920 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502004005118 Country of ref document: DE Date of ref document: 20071115 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20071227 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071003 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080103 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080114 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080103 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071003 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071003 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071003 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071003 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071003 |
|
| 26N | No opposition filed |
Effective date: 20080704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071003 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080718 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20080925 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080104 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20081027 Year of fee payment: 5 |
|
| BERE | Be: lapsed |
Owner name: HEIDELBERGER DRUCKMASCHINEN A.G. Effective date: 20081031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071003 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080404 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100401 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081031 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20201031 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502004005118 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220503 |