EP1595623A1 - Procede de fabrication d'un corps compose, dispositif de fabrication d'un corps compose, et corps compose - Google Patents
Procede de fabrication d'un corps compose, dispositif de fabrication d'un corps compose, et corps compose Download PDFInfo
- Publication number
- EP1595623A1 EP1595623A1 EP04700171A EP04700171A EP1595623A1 EP 1595623 A1 EP1595623 A1 EP 1595623A1 EP 04700171 A EP04700171 A EP 04700171A EP 04700171 A EP04700171 A EP 04700171A EP 1595623 A1 EP1595623 A1 EP 1595623A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- outer part
- manufacturing
- melt
- compound
- compound according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D19/00—Casting in, on, or around objects which form part of the product
- B22D19/02—Casting in, on, or around objects which form part of the product for making reinforced articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D19/00—Casting in, on, or around objects which form part of the product
- B22D19/14—Casting in, on, or around objects which form part of the product the objects being filamentary or particulate in form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D18/00—Pressure casting; Vacuum casting
- B22D18/02—Pressure casting making use of mechanical pressure devices, e.g. cast-forging
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/10—Alloys containing non-metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C23/00—Alloys based on magnesium
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49616—Structural member making
Definitions
- the present invention relates to a method and apparatus for manufacturing a compound and to a compound, and more particularly to a compound suited for use in a structure requiring light weight and high strength and to a method of manufacturing same.
- Patent Document 1 JP-A-11-29831 (pages 2 to 3, Fig. 1)
- the present invention has been made in view of the above circumstances, wherein it is an object to provide a compound light in weight and high in strength and a method and apparatus for same.
- the invention proposes the following problem-solving means in order to solve the above problem.
- FIGs. 1 and 2B are views showing one embodiment of a compound according to the invention, wherein Fig. 1A is a perspective view of an outer part while Fig. 1B is a perspective view of the compound structure.
- reference numeral 1 shows a compound to be suitably used in a structure requiring light weight and high strength.
- the compound 1 is structured with a metal outer part 3 having a hollow space 2 and a content material 4 formed in the hollow space 2.
- the outer part 3 has a desired exterior form, which herein has a desired wall thickness t and formed in a pipe form having smooth inner and outer surfaces.
- the content material 4 is to reduce the weight and improve the strength of the compound 1, which herein is formed in a state filling the hollow space 2.
- the compound 1 like this, although explained later in detail with using another outer part than the outer part 3, is manufactured by a manufacturing apparatus structured, as described later, including an outer-part forming process and an inner-body forming process.
- the body in various kinds, according to the invention including the compound 1, is structured light in weight and high in strength, owing to the combination of an outer part and a content material formed in the hollow space of the outer part.
- those are applicable as substitutes for structures, such as pipes, panels, cases and covers, presently used in broad technical fields.
- substitution is possible for the structures in broad technical fields including uprights such as of antenna poles, frames for bicycles and wheelchairs, automobile-body reinforcing members such as impact beams and tower bars, soundproof members, shield panel members, at-worksite foothold members, office-automating members, shield box members such as ECU cases and junction block covers, engine head cover members, aircrafts, shipping, railroad cars, space fields, harbor facilities, signal posts, ski poles, and so on.
- the outer part of the invention including the outer part 3, is provided as a part forming an exterior shape as a product.
- the outer part is formed with various forms such as a pipe formed of a metal of stainless steel, aluminum, copper, iron, titanium, ceramics (pipe, plate molded member) or punched metal (mesh form), a pipe worked by forming, a plate formed of the foregoing metal, a press-worked plate by pressing, or joined ones of those by welding or so.
- the outer part having a hollow space, is formed to serve as a charge vessel for forming a content material.
- the hollow space may be formed by use of a separate member that can be removed after forming a content material (the separate member be explained later as a pin-like piece 110B-a in Figs. 18, 19A and 19B).
- the content material of the invention including the content material 4 is formed by using a moldable metal matrix melt and a filler contained in the melt.
- the metal matrix herein uses an aluminum die-cast alloy (e.g. ADC12 or the like, JIS Standard) (metal matrix may otherwise include Mg (magnesium)).
- the filler, intended for weight reduction and strength improvement, herein uses a light-weight filler, an inorganic filler or a fiber in various kinds.
- the light-weight filler includes, as an example, a hollow particle (ceramic hollow particle) of silica, alumina, mullite or the like (incidentally, the hollow particle is not limitative but a solid particle may be employed).
- the fiber in various kinds includes a ceramic fiber, a ceramic whisker, a carbon fiber and a felt, as examples.
- the filler may be a mixture of two or more of the above examples.
- the compound may be manufactured by use of an outer part having an exterior shape as shown in Figs. 2A and 2B for example, besides structured with using the outer part 3 as in the compound 1 (a compound can be manufactured having an exterior shape suited to a product application).
- Fig. 2A and 2B are views showing another embodiment of a compound of the invention.
- Fig. 2A is a perspective view showing a compound that the outer part is formed in a cylindrical form having a rectangular section while
- Fig. 2B is a perspective view showing a compound that the outer part is formed by joining press-worked plates together.
- a compound 11 having light weight and high strength is structured with a metal outer part 13 having a hollow space 12 and a content material 14 formed in the hollow space 12.
- the outer part 13 is a cylindrical member opened at both ends and having a rectangular section, whose interior is formed as a hollow space 12.
- the content material 14 is formed of the same substance as the foregoing content material 4.
- the compound 11 is made lighter in weight than the solid structure having the same exterior shape formed of the metal material of the outer part 13. Furthermore, it has a higher strength than the outer part 13 single or the content material 14 single.
- a compound 21 having light weight and high strength is structured with a metal outer part 23 having a hollow space 22 (see Fig. 16) and a content material 24 formed in the hollow space 22.
- the outer part 23 is structured with a plate 23b having an opening 23a for charging or pouring the filler and metal melt into the hollow space 22, and a press-worked plate 23d nearly in a boat form having a recess 23c. Meanwhile, the outer part 23 is formed by welding or merely contacting the plate 23b and the press-worked plate 23d together, as shown in the figure.
- the content material 24 is formed of the same as the foregoing content material 4.
- the compound 21 like this is made lighter in weight than the solid structure having the same exterior shape and of the metal material of the outer part 23. Furthermore, it is higher in strength than the outer part 23 single or the content material 14 single.
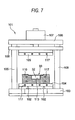
- a compound manufacturing apparatus in the invention is structured with a lower plate 103 having a pair of rails 102, 102 extending horizontally (in a front-rear direction), a slide plate 104 in a two-member structure for slide based on the one pair of rails 102, 102, a plurality of column supports 105 vertically extending and having one ends fixed to the lower plate 103, an upper plate 106 fixed on the other ends of the column supports 105, a cylinder 107 fixed on the upper plate 106, an intermediate plate 108 inserted over the column supports 105 and for vertical slide with expansion/contraction of the cylinder 107, a pressurizing plate fixed on the intermediate plate 108 and opposed to the slide plate 104, for example.
- the manufacturing apparatus 101 is structured having a lower mold die 110, melt die 111 and upper mold die 112, set up between the opposed slide plate 104 and pressurizing plate 109.
- the lower mold die 110 is formed with an outer-part setter 113 for setting the outer part, and a fluid conduit port (air vent), not shown, communicating with the outer-part setter 113.
- a filter (not shown) is attached, for example, at an opening edge of the not-shown fluid conduit port.
- the melt die 111 is formed with a melt-charger 114 for charging the metal matrix melt.
- the melt charger 114 is formed nearly in a funnel form in a manner continuing with the outer-part setter 113.
- the opening formed in the outer part is formed in a position matched to the position of the melt charger 114.
- a gasket is arranged in a region joining between the melt die 111 and the lower mold die 110.
- An argon-gas pressurizer 115 (not limited to argon gas) on the upper mold die 112. Meanwhile, the upper mold die 112 is formed with a piping 116 leading the gas pressure of from the argon-gas pressurizer 115 to the interior of the melt charger 114.
- the reference numeral 117 in the figure, represents a heater for use in heating.
- the lower mold die 110 is assumed corresponding to a first mold die set forth in the claim.
- the melt die 111 is assumed corresponding to a second mold die, similarly.
- the melt die 111 and upper mold die 112 is assumed corresponding to content material forming means, similarly.
- the upper mold die 112 is assumed corresponding to melt impregnating means similarly.
- the heater 117 is assumed corresponding to a heater, similarly.
- the compound manufacturing method based on the above structure is explained in one example thereof.
- a process to charge a hollow particle 34a in the hollow space 32 of the outer part 33 (corresponding to a third step set forth in the claim).
- a charge method e.g. charging by the action of vibration, interrupted feed under pressure (cutting by putting in a bag of a material (e.g. paper or resin) to vanish due to contact with a melt), etc.
- this is not true for the charge timing of a hollow particle 34a. Namely, it may be done before setting up the outer part 33 to the outer setter 113.
- a process step to set up an alumina filter 118 to an opening position of the outer part 33 is performed.
- a process step to set up a melt die 111 on the lower mold die 110 is performed.
- the opening of outer part 33 and the melt charger 114 of melt die 111 are aligned together sandwiching the alumina filter 118.
- melt 34b charge a charge method is assumed suitably employed.
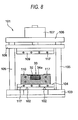
- a process step to set up an upper mold die 112 on the melt die 111 is shown in Fig. 12.
- the piping 116 in the upper mold die 112 is placed in communication with the melt charge 114 of the melt die 111.
- the upper mold die 112 is urged by a descending pressurizing plate 109.
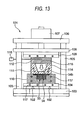
- a process step to actuate the argon-gas pressurizer 115 on the upper mold die 112 and pressurize the melt charger 114 of melt die 111 with argon gas thereby pouring the metal-matrix melt 34b charged in the melt charger 114 into the hollow space 32 of outer part 33 (the description so far corresponding to a fourth step set fourth in the claim), as shown in Fig. 13.
- the melt 34b poured in the hollow space 32 is impregnated in the hollow particle 34a, thereafter forming a content material 34.
- a process step to remove the upper mold die 112 and melt die 111 to take a manufactured compound 31 out of the outer-part setter 113 of lower mold die 110 as shown in Fig. 14, and to remove the alumina filter 118 (corresponding to a fifth step set fourth in the claim).
- the lower metal mold die 110 may be exchanged during the cooling, to pour a melt 34b through the melt die 111 into a hollow space of another outer part (not shown) set up on the another lower metal die (not shown) than that thereby forming a content material in the hollow space of the other outer part (not shown) (corresponding to a sixth step set forth in the claim). It is natural that productivity rate is to be improved by including this process step.
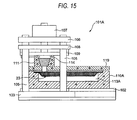
- Fig. 15 is an explanatory view of a manufacturing apparatus corresponding to the compound in Fig. 2B.
- Fig. 16 is an explanatory view of a state the outer part is set up on the lower mold die
- Fig. 17 is an explanatory view of a state that a hollow particle is charged in the outer part.
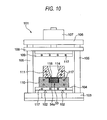
- the apparatus 101 A for manufacturing the compound 21 (see Fig. 2B) is in a structure that, basically, the lower mold die 110 of the foregoing manufacturing apparatus 101 is replaced with a lower mold die 110A as in the following wherein such a hold die as shown at reference numeral 119 is newly provided.
- the lower mold die 110A is formed with an outer-part setter 113A matched to the form of the outer part 23.
- the outer part 23 is set up on the outer-part setter 113A, as shown in Fig. 16. Furthermore, as shown in Fig. 17, a hollow particle 24a is charged in the hollow space 22 and then an alumina filter 118 is set up on the outer part 23, on which the hold die 119 is further set up. Then, in case process steps are performed, in order, to set up the melt die 111 and the subsequent, manufacture is completed for a compound 21, having a light weight and high strength, structured with the outer part 23 and content material 24.
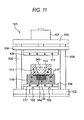
- FIG. 18 is an explanatory view of a manufacturing apparatus for a compound using a pipe-formed outer part worked by forming.
- Fig. 19A is a sectional view of an outer part worked by forming while Fig. 19B is a perspective view of a compound using the outer part of Fig. 19A.
- the apparatus 101 B for manufacturing a compound 41 is basically structured that the lower mold die 110 of the foregoing manufacturing apparatus 101 is merely replaced with the following lower mold die 110B.
- the lower mold die 110B is formed with an outer-part setter 113B matched to the form of outer part 43. Meanwhile, in the lower mold die 110B, there is provided a pin-formed piece 110B-a inserted in the hollow space 42 of outer part 42 and for forming a through-hole 41 a in a compound 41.
- the outer part 43 is set up on the outer-part setter 113B, and a hollow particle 44a is charged in the hollow space 42. Then, an alumina filter is set up on the outer part 43. Then, in case process steps are performed, in order, to set up a melt die 111 and the subsequent, manufacture is completed for a compound 41, having a light weight and high strength, structured with the outer part 43 and content material 44.
- FIG. 20 is an explanatory view of a manufacturing apparatus for a compound using an elongate-pipe-formed outer part.
- Fig. 21 is a sectional view of an elongate-pipe-formed outer part.
- an apparatus 101C for manufacturing a compound 41 is basically structured that the lower mold die 110 of the foregoing manufacturing apparatus 101 is merely replaced with the following lower mold die 110C.
- the lower mold die 110C is structured with a first lower mold die 110C-a, a second lower mold die 110C-b, a die hold member 110C-c and a heater 110C-d.
- the lower mold die 110C is formed as a mold die having a split structure such that the first lower mold die 110C-a and the second lower mold die 11C-b can clamp the outer part 53 at its one and the other ends formed in the above form.
- the first lower mold die 110C-a and the second lower mold die 110C-b are respectively formed with outer-part setters 113C assuming a form capable of clamping the outer part 53.
- the second lower mold die 110C-b is formed with a fluid conduit port (air vent) 110C-e.
- the heater 110C-d uses induction heating so that the outer part 53 can be heated up directly.
- the outer part 53 is set up at the respective outer-part setters 113C of the first lower mold die 110C-a and second lower mold die 110C-b, and a hollow particle is charged in a hollow space of the outer part 53. Then, a not-shown alumina filter is set up on the first lower mold die 110C-a. Then, in case process steps are performed, in order, to set up the melt die 111 and the subsequent, manufacture is completed for a compound 51, having a light weight and high strength, structured with the outer part 53 and content material 54.
- Fig. 22 is an explanatory view of a manufacturing apparatus for a compound using a pipe-formed outer part
- Fig. 23 is a cross-sectional view of a compound using a pipe-formed outer part
- Fig. 24 is a graph showing a relationship between a strength and a specific gravity of a compound
- Figs. 25A - 25C are graphs showing a characteristic of a single content material
- Figs. 26A - 29C are graphs showing a characteristic in using a pipe-formed outer part
- Figs. 30A - 30C are graphs showing a characteristic in using a pipe-formed outer part (aluminum 1070 (t1, 0))
- Figs. 31A - 31C are graphs showing a characteristic in using a pipe-formed outer part (SS (t1, 0))
- Figs. 32 - 35 are graphs of a bending load.
- the manufacturing apparatus 131 is structured by setting up a lower mold die (first die) 132, melt die (second die) and upper mold die 134 between a slide plate and a pressurizing plate that are opposed to each other, in a manner similar to the foregoing manufacturing apparatus (This is true as to manufacturing process).
- the lower mold die 132 is formed with an outer-part setter 135 for setting up an outer part for a compound 61, and a fluid conduit port (air vent) 136 communicating with the outer-part setter 135.
- a filter (not shown) is attached at an opening edge of the fluid conduit port 136.
- the lower mold die 132 has a mold-die temperature set at 540 °C.
- the melt die 133 is formed with a melt charger 137 for charging a metal-matrix melt 64a.
- the melt charger 137 is formed in a funnel form in a manner continuing with the outer-part setter 135.
- the melt die 133 has a die temperature set at 700 °C.
- the melt 64a has a temperature also set at 700 °C.
- a gasket 138 is arranged between the lower die 132 and the melt die 133. Meanwhile, a filter 139 is arranged between the outer-part setter 135 and the melt charger 137.
- the arrow in the figure represents a pressure-applying direction of argon gas. In this embodiment, the application pressure to argon gas is set at 392 - 980 kPa.
- the compound 61 manufactured by the manufacturing apparatus 131 is structured with a pipe-formed outer part 63 having a hollow 62, and a content material 64 formed in the hollow of the outer part 63.
- the content material 64 is structured of a metal matrix and a light-weight filler.
- the metal matrix uses an aluminum die-case alloy (ADC12 in JIS standard).
- the light-weight filler is a hollow particle, blended with aluminum by 25 - 35%, iron oxide by 1 - 5% and titania by 0.5 - 1.5%, in a size of 10 - 350 ⁇ m.
- Sample weights were measured for evaluations on the abive various samples. Meanwhile, measurements were made as to bending load during displacement by 1 mm of the sample. Furthermore, determined was specific tensile strength during displacement by 1 mm of the sample (bending load during 1-mm displacement/sample load).
- Fig. 24 is a graph showing a relationship between a bending strength and specific weight of a compound, wherein specific weight is shown on the abscissa while bending strength is on the ordinate.
- Figs. 25A and 34 the bending load during 1-mm displacement was 0.73 kN (fracture before 1 mm displacement) on a single content material 64. Meanwhile, in Fig. 25B, sample weight was 10.68g on the single content material 64. Meanwhile, in Fig. 25C, the specific strength during 1-mm displacement was 68.35 N/g on the single content material 64.
- sample weight was 62.05g on an SUS304 solid material, 9.53g on a single outer part 63, and 18.57g on a compound 61 structured by an outer part 63 and a content material 64.
- Fig. 27A and 33 sample weight was 62.05g on an SUS304 solid material, 9.53g on a single outer part 63, and 18.57g on a compound 61 structured by an outer part 63 and a content material 64.
- sample weight was 62.05g on an SUS304 solid material, 14.00g on a single outer part 63, and 22.27g on a compound 61 structured by an outer part 63 and a content material 64.
- Fig. 28B sample weight was 62.05g on an SUS304 solid material, 14.00g on a single outer part 63, and 22.27g on a compound 61 structured by an outer part 63 and a content material 64.
- sample weight was 21.21 g on a solid material before heat treatment, 21.21 g on a solid material after heat treatment, 7.62g on a single outer part 63 before heat treatment, 7.62g on the single outer part 63 after heat treatment, and 14.45g on a compound 61 structured by an outer part 63 and a content material 64. Meanwhile, in Fig.
- the specific strength during 1-mm displacement was 75.44 N/g on a solid material before heat treatment, 24.05 N/g on the solid material after heat treatment, 81.36 N/g on a single outer part 63 before heat treatment, 22.31 N/g on a single outer part 63 after heat treatment, and 46.37 on a compound 61 structured by a single outer part 63 after heat treatment and a content material 64.
- sample weight was 60.08g on an SS solid material, 21.63g on a single outer part 63, and 28.47g on a compound 61 structured by an outer part 63 and a content material 64.
- the present invention can provide a compound light in weight and high in strength and a method and apparatus for manufacturing such a compound.
- the present invention is to exhibit an effect that can provide a method of manufacturing a compound light in weight and high in strength. Meanwhile, there is exhibited an effect that can provide an apparatus for manufacturing a compound light in weight and high in strength. Also, the invention is to exhibit an effect that can provide a compound light in weight and high in strength. The invention is to exhibit an effect that can improve the productivity rate. Meanwhile, the invention set forth in the other claim than the above is to provide an effect that can further improve the weight reduction and strength improvement for the compound.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003000392 | 2003-01-06 | ||
| JP2003000392A JP2004261812A (ja) | 2003-01-06 | 2003-01-06 | 複合体の製造方法、複合体の製造装置、及び複合体 |
| PCT/JP2004/000005 WO2004060592A1 (fr) | 2003-01-06 | 2004-01-05 | Procede de fabrication d'un corps compose, dispositif de fabrication d'un corps compose, et corps compose |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1595623A1 true EP1595623A1 (fr) | 2005-11-16 |
| EP1595623A4 EP1595623A4 (fr) | 2007-02-07 |
Family
ID=32708772
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04700171A Withdrawn EP1595623A4 (fr) | 2003-01-06 | 2004-01-05 | Procede de fabrication d'un corps compose, dispositif de fabrication d'un corps compose, et corps compose |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20060213064A1 (fr) |
| EP (1) | EP1595623A4 (fr) |
| JP (1) | JP2004261812A (fr) |
| KR (1) | KR20050103468A (fr) |
| AU (1) | AU2004203713A1 (fr) |
| WO (1) | WO2004060592A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2420335A1 (fr) * | 2010-08-20 | 2012-02-22 | Hofmann Ceramic GmbH | Procédé de fabrication de matière composite à matrice métallique en céramique et pièce de formage fabriquée selon ce procédé |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10364195B2 (en) | 2014-07-28 | 2019-07-30 | Rolls-Royce Corporation | Braze for ceramic and ceramic matrix composite components |
| US20160280609A1 (en) * | 2015-03-23 | 2016-09-29 | Rolls-Royce Corporation | Self-propagating braze |
| US10293424B2 (en) | 2015-05-05 | 2019-05-21 | Rolls-Royce Corporation | Braze for ceramic and ceramic matrix composite components |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2481025A (en) * | 1945-12-15 | 1949-09-06 | Westinghouse Electric Corp | Method of making shafts having sheet metal journal surfaces |
| JPS60115361A (ja) * | 1983-11-25 | 1985-06-21 | Toyota Motor Corp | 複合材料の製造方法 |
| JPS61130745U (fr) * | 1985-02-04 | 1986-08-15 | ||
| JPS62161463A (ja) * | 1986-01-13 | 1987-07-17 | Nippon Kokan Kk <Nkk> | 金属基複合材の製造方法 |
| JPH01287242A (ja) * | 1988-05-11 | 1989-11-17 | Hitachi Ltd | 表面改質部品およびその製法 |
| JPH04182055A (ja) * | 1990-11-14 | 1992-06-29 | Nippon Steel Corp | 溶湯鍛造法 |
| JPH1129831A (ja) * | 1997-07-10 | 1999-02-02 | Nichias Corp | 金属基複合材用プリフォーム及びその製造方法 |
| US6019158A (en) * | 1998-05-14 | 2000-02-01 | Howmet Research Corporation | Investment casting using pour cup reservoir with inverted melt feed gate |
| JP3458832B2 (ja) * | 2000-08-01 | 2003-10-20 | 株式会社豊田自動織機 | 複合材料の製造方法 |
-
2003
- 2003-01-06 JP JP2003000392A patent/JP2004261812A/ja active Pending
-
2004
- 2004-01-05 EP EP04700171A patent/EP1595623A4/fr not_active Withdrawn
- 2004-01-05 WO PCT/JP2004/000005 patent/WO2004060592A1/fr not_active Ceased
- 2004-01-05 US US10/541,547 patent/US20060213064A1/en not_active Abandoned
- 2004-01-05 AU AU2004203713A patent/AU2004203713A1/en not_active Abandoned
- 2004-01-05 KR KR1020057012590A patent/KR20050103468A/ko not_active Ceased
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2420335A1 (fr) * | 2010-08-20 | 2012-02-22 | Hofmann Ceramic GmbH | Procédé de fabrication de matière composite à matrice métallique en céramique et pièce de formage fabriquée selon ce procédé |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20050103468A (ko) | 2005-10-31 |
| US20060213064A1 (en) | 2006-09-28 |
| WO2004060592A1 (fr) | 2004-07-22 |
| EP1595623A4 (fr) | 2007-02-07 |
| AU2004203713A1 (en) | 2004-07-22 |
| JP2004261812A (ja) | 2004-09-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0110097B1 (fr) | Procédé et dispositif pour la fabrication de matériel composite utilisant une chambre sous pression et une chambre de coulée | |
| CN103648683A (zh) | 多合金立式半连续浇铸法 | |
| CN101423904B (zh) | 一种高体份颗粒增强金属基复合材料管材的制造方法 | |
| CN86107495A (zh) | 中空带底铸造产品的铸型和铸造方法 | |
| CN109130748A (zh) | 铝合金分体式i型推力杆及其铸造成型与整体热铆压装配方法 | |
| JP2002529249A (ja) | チル成形のための方法およびデバイス | |
| EP1595623A1 (fr) | Procede de fabrication d'un corps compose, dispositif de fabrication d'un corps compose, et corps compose | |
| JP3041421B1 (ja) | セラミックス強化金属基複合材料およびその製造方法 | |
| US5207263A (en) | VLS silicon carbide whisker reinforced metal matrix composites | |
| Pados et al. | Fabrication of In-situ Syntactic Aluminium Foam-Filled Steel Tubes | |
| US4606884A (en) | Composite billet for hot transformation | |
| JPS58215263A (ja) | 複合材料の製造方法 | |
| Ruutopold et al. | The role of interfaces in the application of rapidly solidified metal ribbons as reinforcements for composites | |
| JPH0378177B2 (fr) | ||
| JPS60191654A (ja) | 内燃機関用ピストンおよびその製造方法 | |
| Neussl et al. | Selectively fibre-reinforced components produced by the modified investment casting process | |
| JPS62185844A (ja) | 繊維強化金属複合材料の製造方法 | |
| JPH083661A (ja) | アルミニウム合金製シリンダチューブおよびその製造方法 | |
| JPS5870963A (ja) | 溶接容易な複合材料部材及びその製造方法 | |
| JPS62149831A (ja) | 繊維強化金属複合材料の製造方法 | |
| JP2976437B2 (ja) | 金属基複合材料の製造方法 | |
| CN2598725Y (zh) | 一种防渗渠板成型模具及震动平台 | |
| JPS623862A (ja) | 繊維強化金属基複合材料の接合方法 | |
| Druschitz et al. | Advanced lost foam casting processes and materials | |
| JPS60177140A (ja) | 複合金属材料およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20050802 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RBV | Designated contracting states (corrected) |
Designated state(s): DE FR GB |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20070108 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B22D 19/14 20060101AFI20070102BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20070402 |