EP1754596B1 - Procédé de fabrication de sachets à goussets - Google Patents
Procédé de fabrication de sachets à goussets Download PDFInfo
- Publication number
- EP1754596B1 EP1754596B1 EP05018053A EP05018053A EP1754596B1 EP 1754596 B1 EP1754596 B1 EP 1754596B1 EP 05018053 A EP05018053 A EP 05018053A EP 05018053 A EP05018053 A EP 05018053A EP 1754596 B1 EP1754596 B1 EP 1754596B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- film
- side folds
- web
- shaped
- film web
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/16—End- or aperture-closing arrangements or devices
- B65D33/25—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners
- B65D33/2508—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners using slide fasteners with interlocking members having a substantially uniform section throughout the length of the fastener; Sliders therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D31/00—Bags or like containers made of paper and having structural provision for thickness of contents
- B65D31/10—Bags or like containers made of paper and having structural provision for thickness of contents with gusseted sides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
- B31B2155/001—Flexible containers made from webs by folding webs longitudinally
- B31B2155/0012—Flexible containers made from webs by folding webs longitudinally having their openings facing in the direction of movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2160/00—Shape of flexible containers
- B31B2160/10—Shape of flexible containers rectangular and flat, i.e. without structural provision for thickness of contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/26—Folding sheets, blanks or webs
- B31B70/262—Folding sheets, blanks or webs involving longitudinally folding, i.e. along a line parallel to the direction of movement
- B31B70/266—Folding sheets, blanks or webs involving longitudinally folding, i.e. along a line parallel to the direction of movement involving gusset-forming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/26—Folding sheets, blanks or webs
- B31B70/36—Folding sheets, blanks or webs by continuously feeding them to stationary members, e.g. plates, ploughs or cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/74—Auxiliary operations
- B31B70/81—Forming or attaching accessories, e.g. opening devices, closures or tear strings
- B31B70/812—Applying patches, strips or strings on sheets or webs
- B31B70/8123—Applying strips
Definitions
- the invention relates to a method for the production of film bags, which have two front sides of a multilayer composite film, V-shaped inserted side folds and a head-side bag opening, wherein the side folds terminate below the bag opening and wherein the upper end of the side folds is closed by a sealed cover film, which defines the respective gusset end on one of the two front sides.
- the composite film On the inside of the bag, the composite film has a sealing layer of a weldable thermoplastic material and a printed, non-sealable outer layer. In the bag opening a reclosure may be arranged.
- the flat film pouches produced in the process are loaded with filling material in bag filling devices.
- the filling takes place at the head of the bag. After filling, the bag opening is closed.
- a method for producing the described foil pouch is made US Pat. No. 6,068,585 known.
- film sections which are prefolded onto a flat film web and which form the later gussets of the film bags are laid transversely to the web direction and are welded to the flat film web.
- a film strip on which locking elements of a reclosure are formed, is placed over the end of the gussets and connected to the gussets and the film web through sealed seams.
- a second film web is supplied, which is already provided with a counterpart for reclosing, and by longitudinal and transverse sealing seams with the lower film web to a bag-shaped sections consisting of bag-shaped sections connected, are separable from the individual bags.
- the invention has for its object to provide a method for producing the film bag described above, in which the front sides and side folds of the film bag are formed by folding a flat material web.
- the object is to integrate the closing of the gussets in the process flow so that the placement and fastening of the cover sheets for closing the gussets does not adversely affect the production speed.
- the film layers lying on top of one another of the film tube formed in process step e) can be connected to form a bag string consisting of bag-shaped sections, from which individual bags can be separated. If the foil pouches to be produced are to be equipped with a reclosure, reclosures are applied transversely to the web direction onto the sealing layer of the flat film web and connected to the film web following process step b).
- film labels are used from a cover film and sealed onto the flat film web. Thereafter, the film web passes through with sealed film sheets other workstations in which optionally reseals sealed and gussets are formed before the film sheets are circumferentially sealed onto the film web that the upper ends of the gussets between the film web and the sealed film sheets are included.
- the laying on and fastening of the foil strip on the one hand and the further sealing process on the other hand are assigned to different workstations in the context of the method according to the invention. By this division, the measures for sealing the gussets are integrated into the process flow so that the production speed is not impaired.
- a multilayer composite film is preferably used, which has on its one side a sealing layer of a weldable thermoplastic material and on its other side a non-sealable layer.
- a sealing layer of a weldable thermoplastic material on its other side a non-sealable layer.
- composite films comprising a polyolefinic sealant layer and a non-sealable polyester layer may be used.
- a further advantageous embodiment of the method according to the invention provides that the outer edges of the flattened film tube are reinforced by longitudinal sealing seams which connect the front surfaces of the film tube with the adjacent film layer of the V-shaped side folds.
- the foil sheets extend into the region of these longitudinal sealing seams.
- the sealed cover sheets close the gussets at their upper end usually sufficient.
- the process sees as another Design before that the upper edges of the V-shaped inserted side gussets are connected to each other and only then are welded to the side gussets protruding film sections of the sheet of foil with the film web.
- the following method is preferably used.
- the outer layers of the composite films are at least partially removed by laser ablation in strip-shaped sections which extend along the edge of the window-shaped cut-outs delimiting the upper end of the lateral folds.
- the sealing layer of the composite film is exposed locally, so that subsequently the sealing layers can be thermally connected by a sealed seam.
- the material of the outer layer is removed by laser irradiation.
- the laser beams penetrate during laser ablation in the material to be processed. The depth of impact remains low during a pulse, but the energy input into this layer is so high that molecular compounds are broken up and matter is ejected at sufficient energy per surface. This happens so fast that no heat can penetrate the remaining solid material.
- the ablation thus takes place without a significant thermal load on the environment of the direct radiation exposure.
- Each pulse of the laser breaks up a thin layer of the substrate. As the laser operates at several hundred pulses per second, a faster machining process is guaranteed.
- the laser ablation of the non-sealable outer layer of the composite film can take place in the strip-shaped sections over the entire surface.
- the outer layer is in the region of the window-shaped Cutouts adjacent strip-shaped section therefore removed in the form of a grid by laser ablation. It is also advantageous if a composite film is used whose outer layer is unprinted at the points which are removed by laser ablation or whose outer layer is not glued to the sealing layer in areas which are removed by laser ablation.
- the composite foil is perforated in the surface sections in which the outer layer is removed by laser ablation.
- the molten material of the sealing layer enters the perforation area and fills it. The molten material has no contamination and forms an effective contact surface for the sealing compound.
- the additional measures described can be advantageously integrated into the process sequence in the following manner.
- the material web is fed to the top, non-sealable outer layer of the first workstations in which the window-shaped punched holes are punched and removed by laser ablation strip-shaped sections in the outer layer. Thereafter, the film web is turned, the foil tape welded and carried out the further process steps.
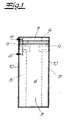
- the film bag shown in FIGS. 1 to 3 consists of a multilayer composite film 1, the bag inside a sealing layer 2 made of a weldable thermoplastic material, eg. As polyethylene, and bag outside a printed, non-sealable outer layer 3, z. B. made of polyester.
- the film bag has two front sides 4, 4 ', V-shaped inserted side folds 5 and a reclosure 6 in a head-side opening of the bag.
- the front sides 4, 4 ' are connected by an additional sealing seam 7, which forms a tamper-evident closure and is separated during the first use of the film bag.
- the gussets 5 terminate below the reclosure 6 and are closed at their upper, in the interior of the bag projecting end 8 of a cover, which defines the respective side fold end on one of the two front sides 4 '.
- the figures are taken from that the cover film is made up as a foil tape 9, which are wider than the gussets 5 and extend into the region of a longitudinal sealing seam 10 of the film bag.
- the film tabs 9 are sealed onto the gussets 5 and welded to a protruding portion with the lying behind the gussets 5 front side 4 'of the film bag.
- FIG. 4 On the basis of a very simplified representation, the method for producing the film bag is shown in FIG. 4.
- a sealing layer of a weldable thermoplastic material and a printed, non-sealable outer layer has window-shaped cutouts 12 are introduced, which limit the upper end 8 of the gussets formed later.
- foil tape 9 are placed from a cover and with sections a of the film web adjacent to the window-shaped punched 12 directly or with a small distance and at the laterally formed side folds 5 respectively form the upper film layer of the gussets, welded.
- the film tabs 9 are wider than the side folds 5 formed later and are in the window-shaped punched 12 in front.
- reclosures 6 are placed transversely to the web direction on the sealing layer of the flat film web 11 and connected to the film web 11.
- the reclosures 6 consist of detachably connected profile strips.
- the film web 11 passes through a folding station 13, in which gussets 5 are formed by folding the film web.
- the previously already attached film tabs 9 project beyond the edge of the gussets and are welded to the protruding edge portions 14 with the underlying sealing layer of the film web.
- the film web is folded into a flattened film tube 15. With longitudinal and transverse sealing seams, the superimposed film layers are joined to form a bag string consisting of bag-shaped sections 16. Furthermore, a still protruding narrow waste strip 17 is separated. From the bag string eventually individual bags are separable.
- the foil tape 9 as well as the flat film web 11 consist of a multilayer composite film, on its one side a sealing layer of a weldable thermoplastic material, for. As a polyolefin, and on the other side a non-sealable layer, for. B. made of polyester.
- the outer edges of the flattened film tube 15 are reinforced by longitudinal sealing seams 10 which connect the front sides 4, 4 'of the film tube with the adjacent film layer of the V-shaped side folds 5.
- the film tabs 9 extend into the region of the longitudinal sealing seams 10 and are incorporated into these.
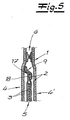
- FIG. 5 which depicts the joining region at the upper end of the gussets, shows that the outer layer 3 of the composite film 1 has been completely or at least partially removed in a strip-shaped section along the upper edge 17 of the gussets by a surface treatment, preferably by laser ablation is. As a result, the sealing layer 2 of the composite film 1 was exposed at the contact surface.
- the film layers of the side pleats 5 have been thermally bonded in the strip-shaped section by a sealed seam 18.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
- Bag Frames (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Laminated Bodies (AREA)
Claims (9)
- Procédé de fabrication de sacs, qui présentent deux côtés frontaux en une feuille composite multicouche, des plis latéraux insérés en V et une ouverture de sac du côté tête, les plis latéraux s'achevant au-dessous de l'ouverture de sac et l'extrémité supérieure des plis latéraux étant fermée par une feuille de couverture scellée, qui fixe l'extrémité respective des plis latéraux sur l'un des deux côtés frontaux, comprenant les étapes de procédé suivantes :a) des découpes (12) en forme de fenêtres, qui délimitent l'extrémité supérieure (8) de plis latéraux (5) formés ultérieurement, sont pratiquées dans une nappe de feuille (11) plane constituée d'une feuille composite multicouche, qui présente une couche de scellement en une matière thermoplastique soudable et une couche extérieure imprimée, non apte au scellement ;b) des étiquettes (9) en une feuille de couverture sont appliquées sur la nappe de feuille (11) et soudées avec des sections (a) de la nappe de feuille, qui sont directement limitrophes, ou avec un faible écartement, des découpes (12) en forme de fenêtres et forment respectivement la couche de feuille supérieure des plis latéraux sur les plis latéraux (5) formés ultérieurement, les étiquettes (9) dépassant intérieurement dans les découpes (12) en forme de fenêtres et étant plus larges que les plis latéraux (5) formés ultérieurement ;c) la nappe de feuille (11) est guidée au travers d'un poste de pliage (13), dans lequel sont formés des plis latéraux (5) par pliage de la nappe de feuille ;d) les sections de bordure (14) des étiquettes (9), dépassant du bord des plis latéraux (5), sont soudées avec la couche de scellement sous-jacente de la nappe de feuille ;e) la nappe de feuille est pliée en un tuyau flexible (15) plat, qui est transformé ultérieurement en sacs.
- Procédé suivant la revendication 1, dans lequel les couches de feuille superposées du tuyau flexible (15), formé dans l'étape de procédé e), sont assemblées par des joints de scellement longitudinaux et transversaux en un cordon de sac constitué de sections (16) en forme de sac, dont peuvent être séparés des sacs individuels.
- Procédé suivant l'une des revendications 1 et 2, dans lequel des zips (6) sont placés transversalement à la direction de la nappe, à la suite de l'étape de procédé b), sur la couche de scellement de la nappe de feuille (11) plane et assemblés avec cette dernière.
- Procédé suivant l'une des revendications 1 à 3, dans lequel une feuille composite multicouche est utilisée en tant que feuille de couverture, laquelle présente sur l'une de ses faces une couche de scellement en une matière thermoplastique soudable et sur son autre face une couche non apte au scellement.
- Procédé suivant l'une des revendications 1 à 4, dans lequel les bords extérieurs du tuyau flexible (15) plat sont renforcés par des joints de scellement longitudinaux (10), qui assemblent les côtés frontaux (4, 4') du tuyau flexible avec la couche de feuille limitrophe des plis latéraux (5) insérés en V, et dans lequel les étiquettes (9) s'étendent jusque dans la zone des joints de scellement longitudinaux (10).
- Procédé suivant l'une des revendications 1 à 5, dans lequel sont utilisées pour la nappe de feuille (11) et les étiquettes (9) des feuilles multicouches, qui présentent une couche de scellement polyoléfinique et une couche non apte au scellement en polyester.
- Procédé suivant l'une des revendications 1 à 6, dans lequel les bords supérieurs (17) des plis latéraux (5) insérés en V sont assemblés entre eux et les sections de feuille des étiquettes (9), dépassant sur les plis latéraux, ne sont soudées qu'ensuite avec la nappe de feuille.
- Procédé suivant la revendication 7, dans lequel la couche extérieure (3) de la feuille multicouche (1) est enlevée au moins en partie par ablation au laser dans des sections en forme de rubans, qui s'étendent le long du bord (17), délimitant l'extrémité supérieure des plis latéraux (5), des découpes (12) en forme de fenêtres, et dans lequel les couches de feuille des plis latéraux (5) sont assemblées par un joint de scellement (18) dans les sections en forme de rubans, dans lesquelles a été enlevée la couche extérieure (3) de la feuille multicouche (1) par ablation au laser.
- Procédé suivant l'une des revendications 7 et 8, dans lequel la couche extérieure (3), d'abord supérieure, de la nappe de feuille (11) plane est enlevée par ablation au laser dans les sections en forme de rubans, la nappe de feuille (11) étant ensuite retournée et les étiquettes (9) étant soudées.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES05018053T ES2292027T3 (es) | 2005-08-19 | 2005-08-19 | Procedimiento para fabricar bolsas de material laminar con solapas laterales. |
| DE502005001691T DE502005001691D1 (de) | 2005-08-19 | 2005-08-19 | Verfahren zur Herstellung von Folienbeuteln mit Seitenfalten |
| PL05018053T PL1754596T3 (pl) | 2005-08-19 | 2005-08-19 | Sposób wytwarzania worków foliowych z fałdami bocznymi |
| EP05018053A EP1754596B1 (fr) | 2005-08-19 | 2005-08-19 | Procédé de fabrication de sachets à goussets |
| AT05018053T ATE375247T1 (de) | 2005-08-19 | 2005-08-19 | Verfahren zur herstellung von folienbeuteln mit seitenfalten |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP05018053A EP1754596B1 (fr) | 2005-08-19 | 2005-08-19 | Procédé de fabrication de sachets à goussets |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1754596A1 EP1754596A1 (fr) | 2007-02-21 |
| EP1754596B1 true EP1754596B1 (fr) | 2007-10-10 |
Family
ID=35457229
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05018053A Expired - Lifetime EP1754596B1 (fr) | 2005-08-19 | 2005-08-19 | Procédé de fabrication de sachets à goussets |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1754596B1 (fr) |
| AT (1) | ATE375247T1 (fr) |
| DE (1) | DE502005001691D1 (fr) |
| ES (1) | ES2292027T3 (fr) |
| PL (1) | PL1754596T3 (fr) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008064308A1 (de) | 2008-12-20 | 2010-07-01 | B & B - Maf Gmbh & Co. Kg | Verfahren zum Bearbeiten einer Materialbahn |
| DE102010051065A1 (de) | 2010-11-12 | 2012-05-16 | B & B - Maf Gmbh & Co. Kg | Verpackungsbehälter für Füllgüter und Verfahren zur Herstellung des Verpackungsbehälters |
| EP2868466A1 (fr) | 2013-10-30 | 2015-05-06 | Mondi Halle GmbH | Procédé de fabrication de sachets de feuilles |
| EP2998236A1 (fr) | 2014-09-16 | 2016-03-23 | Mondi Consumer Packaging Technologies GmbH | Sachet à soufflets latéraux et procédé de fabrication d'un sachet à soufflets latéraux |
| DE102016109870A1 (de) | 2016-05-30 | 2017-12-14 | B&B Verpackungstechnik GmbH | Verfahren zur Herstellung von Folienbeuteln und Folienbeutel |
| EP3023356B1 (fr) | 2014-11-18 | 2018-01-03 | Mondi AG | Procede de fabrication d'un sachet a soufflets |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008048640A2 (fr) | 2006-10-17 | 2008-04-24 | The Hudson-Sharp Machine Co. | Procédé de fabrication d'un sac avec goussets latéraux discontinus |
| ITBO20070230A1 (it) * | 2007-03-30 | 2008-09-30 | Bordi Carlo S R L | Procedimento e apparecchiatura per la realizzazione di sacchetti e sacchetto in film plastico. |
| US20090052812A1 (en) * | 2007-04-24 | 2009-02-26 | Illinois Tool Works Inc. | Various gusset seals or treatments for reclosable packages |
| JP5323249B1 (ja) | 2012-12-28 | 2013-10-23 | トタニ技研工業株式会社 | 製袋機 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1238650B (de) * | 1962-01-13 | 1967-04-13 | Hans Lissner | Verfahren und Vorrichtung zum Herstellen eines im gefuellten Zustand Quaderform aufweisenden Verpackungsbehaelters aus Kunststoff |
| US5938339A (en) | 1997-01-02 | 1999-08-17 | Ouchi; Toshikatu | Gored packing bag provided with an opening and closing fastener and method for producing same |
| US20010038721A1 (en) * | 1997-01-29 | 2001-11-08 | Flexico-France | Method and apparatus for manufacturing packaging bags, and bags obtained thereby |
| DE69701273T2 (de) * | 1997-06-03 | 2000-09-28 | Seisan Nippon Sha, Ltd. | Beutel mit Verschluss aus Kunststoff und Verfahren zu dessen Herstellung |
| FR2820076B1 (fr) * | 2001-01-26 | 2003-07-25 | Flexico France Sarl | Sachets a soufflets, procede et machine de fabrication a cet effet |
| CA2453331C (fr) * | 2002-07-24 | 2007-04-10 | Totani Corporation | Sac de plastique et appareil pour la fabrication de sac de plastique |
-
2005
- 2005-08-19 ES ES05018053T patent/ES2292027T3/es not_active Expired - Lifetime
- 2005-08-19 DE DE502005001691T patent/DE502005001691D1/de not_active Expired - Lifetime
- 2005-08-19 AT AT05018053T patent/ATE375247T1/de active
- 2005-08-19 PL PL05018053T patent/PL1754596T3/pl unknown
- 2005-08-19 EP EP05018053A patent/EP1754596B1/fr not_active Expired - Lifetime
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008064308A1 (de) | 2008-12-20 | 2010-07-01 | B & B - Maf Gmbh & Co. Kg | Verfahren zum Bearbeiten einer Materialbahn |
| DE102010051065A1 (de) | 2010-11-12 | 2012-05-16 | B & B - Maf Gmbh & Co. Kg | Verpackungsbehälter für Füllgüter und Verfahren zur Herstellung des Verpackungsbehälters |
| EP2868466A1 (fr) | 2013-10-30 | 2015-05-06 | Mondi Halle GmbH | Procédé de fabrication de sachets de feuilles |
| EP2998236A1 (fr) | 2014-09-16 | 2016-03-23 | Mondi Consumer Packaging Technologies GmbH | Sachet à soufflets latéraux et procédé de fabrication d'un sachet à soufflets latéraux |
| EP3023356B1 (fr) | 2014-11-18 | 2018-01-03 | Mondi AG | Procede de fabrication d'un sachet a soufflets |
| DE102016109870A1 (de) | 2016-05-30 | 2017-12-14 | B&B Verpackungstechnik GmbH | Verfahren zur Herstellung von Folienbeuteln und Folienbeutel |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1754596A1 (fr) | 2007-02-21 |
| PL1754596T3 (pl) | 2008-03-31 |
| ES2292027T3 (es) | 2008-03-01 |
| ATE375247T1 (de) | 2007-10-15 |
| DE502005001691D1 (de) | 2007-11-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69401208T2 (de) | Beutel aus flexiblem verpackungsmaterial und verfahren zu dessen herstellung | |
| EP0274514B1 (fr) | Emballage pour articles en pieces et son procede de fabrication | |
| EP0103244B1 (fr) | Procédé et dispositif pour fabriquer un avant-produit tubulaire pour sacs pouvant fermer | |
| DE3788452T2 (de) | Zuschnitte für Packungsbehälter. | |
| EP3901054B1 (fr) | Sac destiné à contenir une pluralité d'articles hygiéniques et son procédé de fabrication | |
| DE2925440A1 (de) | Mehrwandiger beutel sowie verfahren und vorrichtung zur herstellung eines mehrwandigen beutels | |
| DE3424748A1 (de) | Abreissblock aus einer mehrzahl von tragetaschen aus thermoplastischer kunststoffolie | |
| EP1754596B1 (fr) | Procédé de fabrication de sachets à goussets | |
| DE1934642A1 (de) | Sack oder Beutel mit geklebtem Kreuz- oder Klotzboden und Verfahren zu seiner Herstellung | |
| EP3162730B1 (fr) | Procédé et dispositif de production de sachets en feuille | |
| EP3643635A1 (fr) | Sac d'emballage à soufflets non rempli, non fermé | |
| EP2998236B1 (fr) | Sachet à soufflets latéraux et procédé de fabrication d'un sachet à soufflets latéraux | |
| AT514545B1 (de) | Verfahren zur Herstellung von Säcken aus einem Gewebe | |
| EP2567907A1 (fr) | Sachet à tabac | |
| EP1881929B1 (fr) | Poche constituee d'un film, et son procede de production | |
| EP0490822B1 (fr) | Emballage en forme de sac tubulaire avec assistance au déchirage | |
| EP3663080B1 (fr) | Procédé et dispositif de fabrication de sachets en feuille | |
| DE102008021505A1 (de) | Verfahren zum Herstellen eines Verpackungsbehälters | |
| EP2673207A1 (fr) | Procédé de fermeture d'un corps de sac tubulaire | |
| DE102005033747B4 (de) | Folienbeutel aus einer mehrschichtigen Verbundfolie und Verfahren zu seiner Herstellung | |
| DE212009000003U1 (de) | Leicht zu öffnende Verpackung | |
| DE2608734A1 (de) | Verfahren zum herstellen von beuteln | |
| DE1250249B (fr) | ||
| DE3829602A1 (de) | Verfahren und vorrichtung zur herstellung von seitenfaltenbeuteln | |
| EP0121041A2 (fr) | Sac à plis latéraux avec sac extérieur de consolidation et sac intérieur ainsi que procédé pour sa fabrication |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20060125 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: KELLER & PARTNER PATENTANWAELTE AG Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20071010 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502005001691 Country of ref document: DE Date of ref document: 20071122 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2292027 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080110 |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080310 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080110 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080210 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071010 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071010 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E002927 Country of ref document: HU |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: NORDENIA DEUTSCHLAND HALLE GMBH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071010 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071010 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: NORDENIA DEUTSCHLAND HALLE GMBH Free format text: NORDENIA DEUTSCHLAND HALLE GMBH#WERK STEINFELD HANDORFER STRASSE 98#49439 STEINFELD (DE) -TRANSFER TO- NORDENIA DEUTSCHLAND HALLE GMBH#WIELANDSTRASSE 2#33790 HALLE (DE) |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071010 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071010 |
|
| 26N | No opposition filed |
Effective date: 20080711 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: HC9C Owner name: NORDENIA DEUTSCHLAND HALLE GMBH, DE Free format text: FORMER OWNER(S): NORDENIA DEUTSCHLAND HALLE GMBH, DE |
|
| NLT2 | Nl: modifications (of names), taken from the european patent patent bulletin |
Owner name: NORDENIA DEUTSCHLAND HALLE GMBH Effective date: 20080730 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CA |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071010 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080819 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071010 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20110824 Year of fee payment: 7 Ref country code: IE Payment date: 20110823 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20110811 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20110825 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20130301 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120831 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120831 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130301 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120819 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120819 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: LAPE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20140808 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20140821 Year of fee payment: 10 Ref country code: FR Payment date: 20140821 Year of fee payment: 10 Ref country code: AT Payment date: 20140813 Year of fee payment: 10 Ref country code: ES Payment date: 20140826 Year of fee payment: 10 Ref country code: GB Payment date: 20140820 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20140826 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502005001691 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 375247 Country of ref document: AT Kind code of ref document: T Effective date: 20150819 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150819 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150819 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150820 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150819 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20160429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150819 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150831 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20161129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150820 |