EP1770014A2 - Dispositif et Méthode pour emballer et emballage de plauqes d'impression planographique - Google Patents
Dispositif et Méthode pour emballer et emballage de plauqes d'impression planographique Download PDFInfo
- Publication number
- EP1770014A2 EP1770014A2 EP20060018996 EP06018996A EP1770014A2 EP 1770014 A2 EP1770014 A2 EP 1770014A2 EP 20060018996 EP20060018996 EP 20060018996 EP 06018996 A EP06018996 A EP 06018996A EP 1770014 A2 EP1770014 A2 EP 1770014A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- planographic printing
- packaging paper
- printing plates
- end portions
- bundle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 205
- 238000000034 method Methods 0.000 title claims abstract description 12
- 238000005304 joining Methods 0.000 claims abstract description 7
- 230000007246 mechanism Effects 0.000 claims description 29
- 239000000123 paper Substances 0.000 description 132
- 238000011144 upstream manufacturing Methods 0.000 description 40
- 239000002390 adhesive tape Substances 0.000 description 11
- 238000004026 adhesive bonding Methods 0.000 description 10
- 239000003292 glue Substances 0.000 description 7
- 230000005494 condensation Effects 0.000 description 5
- 238000009833 condensation Methods 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 239000002655 kraft paper Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000002243 precursor Substances 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- 238000002048 anodisation reaction Methods 0.000 description 1
- 239000002981 blocking agent Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/14—Packaging paper or like sheets, envelopes, or newspapers, in flat, folded, or rolled form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/06—Wrapping articles, or quantities of material, by conveying wrapper and contents in common defined paths
- B65B11/08—Wrapping articles, or quantities of material, by conveying wrapper and contents in common defined paths in a single straight path
- B65B11/10—Wrapping articles, or quantities of material, by conveying wrapper and contents in common defined paths in a single straight path to fold the wrappers in tubular form about contents
- B65B11/12—Wrapping articles, or quantities of material, by conveying wrapper and contents in common defined paths in a single straight path to fold the wrappers in tubular form about contents and then to form closing folds of similar form at opposite ends of the tube
Definitions
- the inner packaging paper 29 becomes a tube in which the upstream end portion and the downstream end portion of the inner packaging paper 29 are glued together with the glue and both of whose end portions in the path width direction are open.
- the gluing plate 48 presses the inner packaging paper 29 against the upper surface of the PS plate bundle 12 until the glue hardens and the upstream end portion and the downstream end portion of the inner packaging paper 29 are reliably glued together. Then, the gluing plate 48 is raised and returned by the piston mechanism to the standby position shown in FIG. 3A.
- the belt conveyor 19 is returned to the conveyance position by the lift mechanism 43, resumes conveyance of the PS plate bundle 12, and conveys the PS plate bundle 12 to the downstream belt conveyor 20.
- the belt conveyor 20 conveys the PS plate bundle 12 toward a folding device 119 that is further downstream.
- the folding device 119 is disposed with receiving plates (not shown) that receive upper surfaces 30A of ear portions 30 of the inner packaging paper 29 sticking outward in the path width direction from end surfaces 12A of the PS plate bundle 12.
- the PS plate bundle 12 is conveyed between the receiving plates and the belt conveyor 120.
- the PS plate bundle 12 is further conveyed onto the downstream belt conveyor 21.
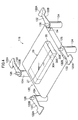
- the upstream guide plates 52 are formed in substantial parallelogram tabular shapes and are supported such that their thickness direction coincides with the path width direction and such that their longitudinal direction coincides with the conveyance direction.
- slanted guide surfaces 56 that are slanted with respect to the upper surface of the belt conveyor 21 are disposed on the upstream end portions of the upstream guide plates 52 in the conveyance direction, and parallel guide surfaces 58 that are parallel to the upper surface of the belt conveyor 21 are disposed downstream of the slanted guide surfaces 56.
- the slanted guide surfaces 56 of the upstream guide plates 52 are slanted such that the interval between them and the belt conveyor 21 gradually becomes narrower in the conveyance direction, and a minute gap is formed between the parallel guide surfaces 58 and the belt conveyor 21.
- top plate portions 66 that are bent inward from the upper ends of the side plate portions 62 are disposed downstream of the standing upper guide surfaces 64 on the downstream guide plates 54.
- the top plate portions 66 are tabular and formed such that they are parallel to the upper surface of the belt conveyor 21.
- folding guide surfaces 68 that slant inward in the conveyance direction are disposed on upstream end portions of the top plate portions 66.
- the distance from the upper surface of the belt conveyor 21 to the undersides of the top plate portions 66 is substantially equal to the thickness of the PS plate bundle 12.
- the ear portions 30 are led out above the PS plate bundle 12 in a state where the upper surfaces 30A and the lower surfaces 30B of the ear portions 30 are superposed.
- This operation of folding the ear portions 30 above the PS plate bundle 12 is conducted in the vicinity of the upstream end portions of the standing upper guide surfaces 64 that overlap the downstream end portions of the upstream guide plates 52 in the conveyance direction.
- Both end portions of the PS plate bundle 12 are inserted under the top plate portions 66 together with the leading end portions of the ear portions 30 that have been folded inward.
- the top plate portions 66 and the conveyor belt 27 stretched between the rollers 24 and 25 nip the ear portions 30 of the inner packaging paper 29 and cause the ear portions 30 to come into close contact with the upper surface of the inner packaging paper 29 as the inner packaging paper 29 moves downstream (see FIG. 12).
- the PS plate bundle 12 conveyed downstream of the downstream guide plates 54 by the belt conveyor 21 becomes packaged by the inner packaging paper 29.
- the upper surfaces 30A and the lower surfaces 30B of the ear portions 30 come into close contact with each other at points Q where the upper and lower valley fold lines S of the valley folds formed in the side surfaces 30C of the ear portions 30 of the inner packaging paper 29 intersect each other. Additionally, it is ensured that these points Q become higher than fold-back lines L in the upper surfaces 30A of the ear portions 30.
- Motor units 86 are disposed on the outer sides of the roller frames 80 and supported such that the idle rollers 82 coupled coaxially with the support shaft portions of the pressure rollers 84 are rotatable.
- Drive pulleys 92 are coaxially coupled to the motor units 86, and loop-like belts 94 are wound around the drive pulleys 92 and driven pulleys 90.
- actuators such as piston drivers are coupled to the end portions of the roller frames 80 at the pressure roller 84 sides, and the taping units 78 are caused by the operation of the actuators to swing from the standby position shown in FIG. 13A to the taping position shown in FIG. 13B. Then, when the taping of the adhesive tape 72 is completed, the taping units 78 in the taping position are returned to the standby position.
- the pressure rollers 84 pressing against the inner packaging paper 29 press, with the roller surfaces 84A, the adhesive tape 72 in a region spanning the ear portions 30 of the inner packaging paper 29 and the upper surface of the inner packaging paper 29.
- the linear speed of the roller surfaces 84A is made substantially equal to the conveyance speed of the belt conveyor 22
- the adhesive tape 72 is reeled out downstream in the conveyance direction at a speed equal to the conveyance speed of the belt conveyor 22 by frictional force with the roller surfaces 84A.
- the inner packaging paper 29 packaging the PS plate bundle 12 is conveyed downstream by the belt conveyor 22, the adhesive tape 72 is adhered from the downstream end portion of the region spanning the ear portions 30 of the inner packaging paper 29 and the upper surface of the inner packaging paper 29, and the adhesive tape 72 is cut above the downstream end portion of the inner packaging paper 29 by cutting blades 98 lowered by actuators (not shown) such as piston drive mechanisms.
- the ear portions 30 of the inner packaging paper 29 are taped to the upper surface of the inner packaging paper 29 by the adhesive tape 72, and the inner packaging paper 29 is retained in a state where it packages the PS plate bundle 12 until the adhesive tape 72 is removed.
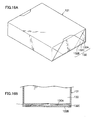
- the side surfaces 30C of the ear portions 30 of the inner packaging paper 29 become slanted (upright) with respect to the end surfaces 12A of the PS plate bundle 12.
- shielding walls are created by the valley fold portions (regions at the inner sides of the valley fold lines S) of the ear portions 30 of the inner packaging paper 29 and the upper surfaces 30A and the lower surfaces 30B of the ear portions 30 of the inner packaging paper 29.
- paths to the end surfaces 12A of the PS plate bundle 12 for light entering from the side surfaces 30C of the ear portions 30 of the inner packaging paper 29 are blocked by the shielding walls, so that the end surfaces 12A of the PS plate bundle 12 can be prevented from being exposed.
- the entrance of outside air is also prevented by the shielding walls, the problem of condensation also does not arise.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Basic Packing Technique (AREA)
- Packaging Of Special Articles (AREA)
- Packages (AREA)
- Printing Plates And Materials Therefor (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005288459A JP2007098629A (ja) | 2005-09-30 | 2005-09-30 | 平版印刷版の包装体及び包装装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1770014A2 true EP1770014A2 (fr) | 2007-04-04 |
Family
ID=37561182
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20060018996 Withdrawn EP1770014A2 (fr) | 2005-09-30 | 2006-09-11 | Dispositif et Méthode pour emballer et emballage de plauqes d'impression planographique |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1770014A2 (fr) |
| JP (1) | JP2007098629A (fr) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009036986A3 (fr) * | 2007-09-19 | 2009-05-28 | Roche Diagnostics Gmbh | Assemblage de feuilles par laser pour lancettes stériles |
| EP2080702A1 (fr) * | 2008-01-18 | 2009-07-22 | Jomet OY | Procédé et machine pour l'emballage automatique des articles ou emballages d'articles rigides |
| EP2418152A1 (fr) * | 2010-08-10 | 2012-02-15 | Andreas Dittrich | Dispositif de prépliage d'emballages de feuilles pliés, notamment de sachets pliés latéralement pour produits en vrac |
| WO2014029494A1 (fr) * | 2012-08-24 | 2014-02-27 | Khs Gmbh | Dispositif d'emballage d'objets |
| ITFI20120220A1 (it) * | 2012-10-19 | 2014-04-20 | Spares & More S R L | Apparecchiatura per il confezionamento di rotoli di carta |
| CH709674A1 (de) * | 2014-05-20 | 2015-11-30 | Ferag Ag | Verfahren zum Herstellen von Kollektionen aus einer Vielzahl von unterschiedlichen Druckprodukten sowie Vorrichtung zur Durchführung des Verfahrens. |
| ITUB20155421A1 (it) * | 2015-11-10 | 2017-05-10 | Ocme Srl | Manipolatore dei debordi di un film plastico avvolto su contenitori per la realizzazione di un fardello di contenitori, apparato comprendente tali manipolatori e relativo metodo di comando. |
| CN110525740A (zh) * | 2019-08-14 | 2019-12-03 | 南通大学 | 一种三明治智能包装装置 |
| CN110884726A (zh) * | 2019-12-06 | 2020-03-17 | 柳州费斯卡智能装备有限公司 | 一种包装薄膜三维包裹成型装置 |
| EP3763624A1 (fr) | 2019-07-08 | 2021-01-13 | Hugo Beck Maschinenbau GmbH & Co. KG | Procédé et dispositif d'emballage d'un produit à emballer dans une enveloppe de type pochette ainsi qu'enveloppe de type pochette |
| WO2021018581A1 (fr) * | 2019-08-01 | 2021-02-04 | Khs Gmbh | Dispositif et procédé pour la fabrication de contenants composés d'emballages individuels |
| US11420781B2 (en) * | 2017-07-18 | 2022-08-23 | Autefa Solutions Germany Gmbh | Packaging device and packaging process |
| US20240025583A1 (en) * | 2020-01-30 | 2024-01-25 | H.G. Weber And Company, Inc. | Systems for packaging stacks of bags |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011117165A1 (de) * | 2011-05-03 | 2012-11-08 | Khs Gmbh | Verfahren und Vorrichtung zum Verpacken von zu Verpackungseinheiten zusammengefassten Gruppen an Gegenständen |
| JP6004300B2 (ja) * | 2016-01-12 | 2016-10-05 | 株式会社パックマン | 包装装置 |
| JP7680247B2 (ja) * | 2021-04-02 | 2025-05-20 | 日本製紙株式会社 | 包装装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11314680A (ja) * | 1998-05-08 | 1999-11-16 | Fuji Photo Film Co Ltd | 感光性印刷版用包装材 |
| JP2001072157A (ja) * | 1999-09-01 | 2001-03-21 | Rogosu Corp:Kk | レインコート収納用ケース |
| JP2001219907A (ja) * | 2000-02-08 | 2001-08-14 | Fuji Photo Film Co Ltd | 自動包装装置及び平版印刷版の包装方法 |
| JP2001348071A (ja) * | 2000-06-06 | 2001-12-18 | Fuji Photo Film Co Ltd | 平版印刷版包装構造、平版印刷版包装方法及び平版印刷版用包装材 |
-
2005
- 2005-09-30 JP JP2005288459A patent/JP2007098629A/ja active Pending
-
2006
- 2006-09-11 EP EP20060018996 patent/EP1770014A2/fr not_active Withdrawn
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009036986A3 (fr) * | 2007-09-19 | 2009-05-28 | Roche Diagnostics Gmbh | Assemblage de feuilles par laser pour lancettes stériles |
| US8234767B2 (en) | 2007-09-19 | 2012-08-07 | Roche Diagonostics Operations, Inc. | Process for manufacturing packaged lancets and device for analyzing body fluid |
| CN101801791B (zh) * | 2007-09-19 | 2013-10-30 | 霍夫曼-拉罗奇有限公司 | 用于无菌刺血针的使用激光器连接的箔片 |
| EP2080702A1 (fr) * | 2008-01-18 | 2009-07-22 | Jomet OY | Procédé et machine pour l'emballage automatique des articles ou emballages d'articles rigides |
| EP2418152A1 (fr) * | 2010-08-10 | 2012-02-15 | Andreas Dittrich | Dispositif de prépliage d'emballages de feuilles pliés, notamment de sachets pliés latéralement pour produits en vrac |
| WO2014029494A1 (fr) * | 2012-08-24 | 2014-02-27 | Khs Gmbh | Dispositif d'emballage d'objets |
| DE102012016698B4 (de) | 2012-08-24 | 2020-01-02 | Khs Gmbh | Vorrichtung zum Verpacken von zu Verpackungseinheiten zusammengefassten Gruppen an Gegenständen |
| ITFI20120220A1 (it) * | 2012-10-19 | 2014-04-20 | Spares & More S R L | Apparecchiatura per il confezionamento di rotoli di carta |
| US10266290B2 (en) | 2014-05-20 | 2019-04-23 | Ferag Ag | Method for producing collections from a plurality of different printed products and device for performing the method |
| CH709674A1 (de) * | 2014-05-20 | 2015-11-30 | Ferag Ag | Verfahren zum Herstellen von Kollektionen aus einer Vielzahl von unterschiedlichen Druckprodukten sowie Vorrichtung zur Durchführung des Verfahrens. |
| WO2017081607A1 (fr) * | 2015-11-10 | 2017-05-18 | Ocme S.R.L. | Manipulateur pour manipuler des bords de revers d'un film en plastique sur des récipients pour réaliser un faisceau de récipients, appareil comprenant de tels manipulateurs et procédé de commande associé |
| ITUB20155421A1 (it) * | 2015-11-10 | 2017-05-10 | Ocme Srl | Manipolatore dei debordi di un film plastico avvolto su contenitori per la realizzazione di un fardello di contenitori, apparato comprendente tali manipolatori e relativo metodo di comando. |
| US11420781B2 (en) * | 2017-07-18 | 2022-08-23 | Autefa Solutions Germany Gmbh | Packaging device and packaging process |
| EP3763624A1 (fr) | 2019-07-08 | 2021-01-13 | Hugo Beck Maschinenbau GmbH & Co. KG | Procédé et dispositif d'emballage d'un produit à emballer dans une enveloppe de type pochette ainsi qu'enveloppe de type pochette |
| WO2021018581A1 (fr) * | 2019-08-01 | 2021-02-04 | Khs Gmbh | Dispositif et procédé pour la fabrication de contenants composés d'emballages individuels |
| US12145754B2 (en) | 2019-08-01 | 2024-11-19 | Khs Gmbh | Device and method for producing bundles of individual packages |
| CN110525740A (zh) * | 2019-08-14 | 2019-12-03 | 南通大学 | 一种三明治智能包装装置 |
| CN110884726A (zh) * | 2019-12-06 | 2020-03-17 | 柳州费斯卡智能装备有限公司 | 一种包装薄膜三维包裹成型装置 |
| US20240025583A1 (en) * | 2020-01-30 | 2024-01-25 | H.G. Weber And Company, Inc. | Systems for packaging stacks of bags |
| US12319451B2 (en) * | 2020-01-30 | 2025-06-03 | H.G. Weber And Company, Inc. | Systems for packaging stacks of bags |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007098629A (ja) | 2007-04-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1770014A2 (fr) | Dispositif et Méthode pour emballer et emballage de plauqes d'impression planographique | |
| US4564184A (en) | Pasting station for a fast printer | |
| US20070204572A1 (en) | Sheet-processing apparatus | |
| JP2004525046A5 (fr) | ||
| US7832716B2 (en) | Sheet processing apparatus and image forming system | |
| WO2015072215A1 (fr) | Dispositif d'équerrage, contre-éjecteur, et machine de fabrication de boîte | |
| US12558863B2 (en) | Arrangement for a corrugator | |
| JP3573541B2 (ja) | ロール状物の搬送システム | |
| JP2001219907A (ja) | 自動包装装置及び平版印刷版の包装方法 | |
| JP2003154583A (ja) | 段ボールの糊付け装置及び製造システム | |
| JP6235784B2 (ja) | フォリオ判紙の連の包装方法及び装置 | |
| JP4825428B2 (ja) | 上包み包装機 | |
| CN114906653B (zh) | 一种全自动褶皱纸复卷包片机 | |
| CN115379996B (zh) | 重新定位站 | |
| JP3980500B2 (ja) | シート体の集積搬送方法及び集積搬送装置 | |
| JP4462736B2 (ja) | 箱の形成装置 | |
| JP4141334B2 (ja) | シート体の加工装置 | |
| JP3485869B2 (ja) | 箱形成装置 | |
| KR102887328B1 (ko) | 반자동 스티칭 장치에 도킹이 가능한 반제품 포장박스 제조장치 및 이를 구비한 완제품 포장박스 자동 제조장치 | |
| JPH0730612Y2 (ja) | 輪転印刷機の排紙装置 | |
| JP2593278B2 (ja) | 包装機のシート供給装置 | |
| JP2003276715A (ja) | タブテープ貼付ヘッド及びタブテープ貼付装置 | |
| JP2025179019A (ja) | 加工機 | |
| JP4377668B2 (ja) | 包装機の折り込み装置 | |
| JP2001121624A (ja) | 段ボール製函機におけるフォルダグルアのフォールディングバー調整装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20130403 |