EP1839903A2 - Revêtement en relief d'imprégnation pour matière d'impression métallique - Google Patents
Revêtement en relief d'imprégnation pour matière d'impression métallique Download PDFInfo
- Publication number
- EP1839903A2 EP1839903A2 EP07005430A EP07005430A EP1839903A2 EP 1839903 A2 EP1839903 A2 EP 1839903A2 EP 07005430 A EP07005430 A EP 07005430A EP 07005430 A EP07005430 A EP 07005430A EP 1839903 A2 EP1839903 A2 EP 1839903A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- printing
- sheet
- coating
- film
- transfer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F16/00—Transfer printing apparatus
- B41F16/0006—Transfer printing apparatus for printing from an inked or preprinted foil or band
- B41F16/002—Presses of the rotary type
- B41F16/0033—Presses of the rotary type with means for applying print under pressure only, e.g. using pressure sensitive adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F16/00—Transfer printing apparatus
- B41F16/0006—Transfer printing apparatus for printing from an inked or preprinted foil or band
- B41F16/0073—Transfer printing apparatus for printing from an inked or preprinted foil or band with means for printing on specific materials or products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F19/00—Apparatus or machines for carrying out printing operations combined with other operations
- B41F19/007—Apparatus or machines for carrying out printing operations combined with other operations with selective printing mechanisms, e.g. ink-jet or thermal printers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F23/00—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing
- B41F23/04—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing by heat drying, by cooling, by applying powders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/16—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like
- B44C1/165—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like for decalcomanias; sheet material therefor
- B44C1/17—Dry transfer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2219/00—Printing presses using a heated printing foil
- B41P2219/40—Material or products to be decorated or printed
- B41P2219/42—Sheet-like material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2219/00—Printing presses using a heated printing foil
- B41P2219/50—Printing presses using a heated printing foil combined with existing presses
Definitions
- the invention relates to a method and a device for transferring imaging or covering layers from a transfer foil to printed sheets according to the preamble of patent claim 1 and of patent claim 17, respectively.
- a printing sheet After a printing sheet is provided with a two-dimensional adhesive application or an adhesive pattern, it is passed through the coating unit, wherein by means of the pressure roller, the pressure sheet resting on the impression cylinder is brought into contact with the film material.
- the down-facing functional layer engages tightly with the adhesive-provided areas on the signature. Thereafter, the functional layer adheres in the area of the adhesive pattern or the entire adhesive areas at, wherein the transfer film, the functional layer is removed in the region of the adhesive pattern.
- the print sheet is laid out in the coated state.
- a disadvantage of the described procedures is that they are not flexible applicable, require extensive know-how on the complex processes and are difficult to handle. Above all, the previously known production methods are limited to the processing of substrates made of paper or cardboard. A coating of metallic or plastic substrates in the cold foil stamping process has not been previously known.
- the object of the invention is therefore to provide a method according to the preamble of claim 1 and a device according to the preamble of claim 17, by means of which a film coating of sheet from films of different quality can be simple, safe, economical and accurate, with method and device easy should be manageable.
- a method in its application for film application also substrates made of metal or plastic films is made possible by their pretreatment.
- This allows functional packaging, e.g. provided with jewelry effects, using a sheet-fed rotary printing press and the film coating is carried out in the cold foil stamping process.
- the film application to metallic or plastic substrates in conjunction with an offset printing machine with upstream or downstream paint modules done.
- the application is carried out in the printing unit or in a coating module.
- Before or after the application can be additionally printed and intermediately dried eg with the help of a UV dryer.
- the method is initially determined by the fact that the film application is performed as a finishing application or function application on metallic substrate in conjunction with the so-called metal stamping process.
- the inline process for film application on metallic substrates expands the range of applications.
- the method may also include the film application as a finishing application or functional application on plastic substrate.
- Thicker plastic films have the characteristics of metal sheets in terms of their strength and rigidity, but also the surface properties.
- the pretreatment of the metallic or plastic printing material and the application film can be carried out by a corona treatment.
- Suitable devices for carrying out the method are sheet-fed rotary printing presses. These can be carried out in the manner known sheetfed offset presses or in the manner of flexographic printing machines, which have a flat sheet guide. The latter is particularly advantageous for the processing of metal sheets or rigid film substrates.
- the applicator 1 may be a per se known offset printing unit with an inking unit 11, a plate cylinder 12 and a blanket cylinder 13.
- the blanket cylinder 13 cooperates with a counter-pressure cylinder 4.
- the coating unit 2 can also be formed by an offset printing unit.
- the transfer nip 6 in the coating unit 2 is formed by a press roll 3 and an impression cylinder 4.
- the press roller 3 may correspond to the blanket cylinder.
- the press roll 3 may also correspond to the forme cylinder of a paint module.
- a web guide 14 for transfer film 5 is shown within the coating unit 2 used for the film transfer. The transfer film 5 is thereby switched on and executed by protective devices 15 of the coating unit 2.
- an integrated in the applicator 1 film transfer device may be provided, whereby an integrated film application module is created.
- a press roll 3 ' is assigned downstream of a printing gap between a blanket or forme cylinder 13 and the impression cylinder 4 on a counter-pressure cylinder 4.
- the cold foil stamping takes place in a single integrated foil application module FA, as indicated in FIG.
- an applicator can also be arranged in a compact design within the coating module in an integrated film application module FA.
- the transfer film 5 would be guided here around the rubber cylinder 13 or approximately tangentially past this through the designated printing gap.
- Such an adhesive applicator device 1 ' may consist of a compact forme cylinder for supporting a printing form for the adhesive and an applicator of a chamber doctor blade and an anilox roller for supplying the adhesive.
- the adhesive application is first carried out on the printing substrate and the film application is carried out immediately thereafter.
- the film supply roll 8 is assigned to the coating unit 2 on the sheet feed side.
- the film supply roll 8 has a rotary drive 7 for the continuous controlled feeding of the transfer film 5 to the coating unit 2.
- a film feed deflection or tension rollers for guiding the transfer film 5 may be provided in a substantially constant tension against the press roller 3.
- a film collecting roller 9 is provided for the used sheet material.
- a rotary drive 7 on the film collecting roller 9 is always advantageous. It can even be provided that the transfer film 5 is conveyed on the outlet side by means of the rotary drive 7 and held taut on the inlet side by means of a brake.
- the press roll 3 (as blanket cylinder or forme cylinder or separate press roll) carries on its surface a compressible or damping, for example, also provided with a compressible intermediate layer element.
- the press roll 3 can be provided with a press fabric 10, for example as a plastic cover, comparable to a blanket or blanket, which is held in a cylinder channel on clamping devices.
- dryer 16 can be provided in the film application module thus formed from the applicator 1 and the coating unit 2, by means of which the adhesive application or the entire film coating can be dried.
- the adhesive application or the entire film coating can be dried.
- UV dryer for example UV dryer in question.
- the film application module may include a monitoring device 17 for scanning the sheet surface.
- the monitoring device 17 enables the evaluation of image contents of the coating and the detection of defects in the film coating.
- the device for the film transfer in a printing units of a sheet-fed printing machine downstream printing or coating plant is arranged.
- the surface of the fresh print is finished or protected by means of the film coating.
- a second such device can be arranged downstream, so that a double film coating of a sheet is possible.
- a configuration can be provided which provides a first film application module in front of the first color or coating transfer printing unit and a second film application module after the last color transferring printing unit.
- a first film coating can be applied directly to the substrate and a second film coating can be applied over the printed image.
- methods can also be carried out, in the use of which a simple film coating or else multiple film coating of functional or single-sided packaging, e.g. with jewelry features, becomes possible within a sheet-fed rotary printing press.
- coating units such as paint modules, a device for perfecting and coating modules for a one- or two-sided film application are possible.
- the production of effect and functional application or of film composite packaging can also be made possible in connection with a printability of the printing material on both sides.
- the method is characterized in that the film application is carried out as a finishing application or functional application on metallic printing material, if appropriate in conjunction with the so-called sheet-metal printing method.
- Metallic substrates are sheet metal plates made of tinplate, aluminum or similar. or also of layered metals in question. Furthermore, as metallic substrates also with a metal foil coated substrates of paper, cardboard or plastic to understand. Likewise, however, plastic substrates which have a similar material characteristic with regard to strength, rigidity and surface quality, such as metal sheets, can also be processed here.
- the pretreatment of the metallic or plastic printing material and the application film is carried out by a corona treatment.
- the use of heat-reduced UV dryer systems in conjunction with the film application in cold foil lamination is used.
- the film guide can be made tangentially through the transfer gap or loop around the blanket cylinder.
- the film application to metallic or plastic substrates in conjunction with an offset printing machine with upstream or downstream coating modules should now be carried out.
- the application is carried out in a printing unit or in a coating module.
- Before or after the film application may additionally be printed and intermediately dried e.g. with the help of a UV dryer.
- UV printing inks are often used. UV printing inks can be cured very quickly and efficiently with the aid of UV dryers, so that a color layer firmly adhering to the metallic or plastic substrate is produced. Furthermore, a so-called corona or plasma treatment is often carried out in metallic or plastic substrates to improve the color adhesion. By acting on the film surface with a corona discharge or a plasma, its surface tension can be changed so that the printing inks to be applied are securely adhered. In this way, an optimized appearance of the print is achieved.
- UV printing inks special dryers which operate at comparatively low temperatures.
- systems are known as conventional UV lamps or as UV cold radiators, for example as excimer radiators.
- UV cold radiators for example as excimer radiators.
- NIR dryers there are also so-called NIR dryers in question.
- An advantage of the proposed method is that the heat input through the dryer irradiation is greatly reduced or greatly reduced compared to that in the hot foil lamination. This results in a greatly reduced thermal influence on the metallic or plastic substrate, so that sets a strong improvement on the printed product with respect to the resulting from the embossing process Passerverzuges.
- the inline process for film application on metallic or plastic substrates expands the range of applications of a correspondingly equipped printing press in a special way.
- FIG. 2 shows a first variant of such a configuration.
- the illustrated printing press has a roll-bow feeder RB.
- a printing unit D or a paint module is arranged in the configuration shown.
- the printing unit D or the paint module is followed by an application unit 1 and a coating module 2, which can also be arranged as an integrated film application module FA within a printing unit.
- an application unit 1 and a coating module 2 which can also be arranged as an integrated film application module FA within a printing unit.
- several further printing units D are provided up to the sheet delivery AU.
- intermediate dryer Z are arranged, by means of which the applied in respective workstations coatings can be dried.
- a discharge device E In the area of feeding the metallic or plastic printing sheets from the roll-bow feeder RB into the first work station of the printing press, a discharge device E is provided. It serves to improve in a conventional manner, for example by means of a corona discharge, the surface properties of the metallic or plastic printing sheets for the adoption of coatings.
- the Entladurigs issued E can also be integrated into the roll-bow feeder RB, so that the surface treatment of the metallic or plastic printing sheet is also effective for the sheet transport to the printing press.
- a metallic printed sheet cut from a printing material roll can first be coated, then coated with an imagewise or flat film layer and subsequently printed again in multiple colors.
- One application example for this are films for packaging or decorative sheets, which require additional finishing in addition to printing.
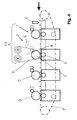
- FIG. 3 shows a second variant of such a configuration.
- the illustrated printing machine has a sheet feeder AN, to which a discharge device E for film treatment is assigned. Subsequently, either a printing unit D or a paint module is provided. This is followed by one or two-part film application module FA. Subsequently, a printing unit is again arranged, which is followed by a so-called turning device W.
- the turning device W is used to evert a metal or plastic printing sheet provided on one side with a film coating, so that its previous underside can subsequently be printed or coated from above.
- the applicator 1 and a coating module 2 adjoin the turning device W, which can also be arranged as an integrated film application module FA within a printing unit. Thereafter, if necessary, several further printing units D are provided up to the sheet delivery AU. Before feeding the metallic or plastic printing sheets to the film application module FA, they can be exposed again, but now with their upper rear side exposed to the action of a discharge device E.
- each metallic printed sheet can first be coated from its upper side, then provided with a film coating, then printed or coated, then turned, then with another Foil coating provided and subsequently printed again in multiple colors.
- An example of application for this are films for packaging or decorative sheets which, in addition to double-sided printing, also require additional double-sided finishing.
- the method of sheet metal printing is associated with a film transfer process or it is a pure application module of pre-printed metal sheets or unprinted metal sheets, possibly provided with a pre-coating.
- the application can be made over the entire surface or recessed in terms of size and / or width, ie it can also be based on benefits.
- the in-line refining process for sheet metal printing is e.g. for jewelry boxes or similar suitable. Furthermore, it can be used as an inline function coating process for sheet metal printing e.g. be used for the lining of food packaging.
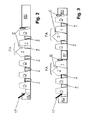
- a corresponding printing press can be flexibly configured using offset or flexographic printing units (see FIG. 4).
- FIG. 4 shows a configuration of a flexo direct printing machine. Shown are printing units D, which consist of a counter-pressure cylinder and a forme cylinder.
- the forme cylinder in flexographic printing presses carries a so-called cliché.
- the cliché is supplied for image transfer by means of an inking unit from a detent roll and an associated chamber doctor blade with ink. Image formation takes place in the printing gap between the forme cylinder and the impression cylinder, through which the printing material sheet is guided.
- the printing material is in this case (see arrow from the right) fed by means of an investor, not shown (roll-bow feeder) a sheet transfer device T.
- the sheet transfer device is z. B. a chain conveyor system or also includes Saugbandan füren. The sheet transport takes place in one plane and leads in a straight line through all printing gaps.
- the first two printing units are designed as a film application module FA.
- the first printing unit acts as an applicator 1 for generating the adhesive image on the substrate. It has an already mentioned impression cylinder 4 of a flexographic printing unit, which together with a press roll 3 forms a transfer nip 6.
- the press roll 3 is formed by the forme cylinder, of which in this case the inking unit is turned off.
- the coating can be carried out as described above, but the processable substrates can be much thicker and stiffer than in known sheet-fed rotary printing presses.
- discharge devices E can be used. Furthermore, dryers are also useful or useful.
- the illustrated printing units can also be combined with offset printing units.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Printing Methods (AREA)
- Decoration By Transfer Pictures (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Laminated Bodies (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006015189 | 2006-04-01 | ||
| DE102006044957A DE102006044957A1 (de) | 2006-04-01 | 2006-09-22 | Prägebeschichtung für steif-elastische Bedruckstoffe |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1839903A2 true EP1839903A2 (fr) | 2007-10-03 |
| EP1839903A3 EP1839903A3 (fr) | 2009-07-29 |
| EP1839903B1 EP1839903B1 (fr) | 2011-06-15 |
Family
ID=38109905
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07005430A Revoked EP1839903B1 (fr) | 2006-04-01 | 2007-03-16 | Revêtement en relief d'imprégnation pour matière d'impression métallique |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1839903B1 (fr) |
| JP (1) | JP2007276467A (fr) |
| AT (1) | ATE512808T1 (fr) |
| DE (1) | DE102006044957A1 (fr) |
| ES (1) | ES2363445T3 (fr) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008003629A1 (de) * | 2008-01-09 | 2009-07-23 | Ls Industrielacke Gmbh | Thermische Transferfolie und Verfahren zur lösungsmittelfreien Lackierung |
| WO2010066638A1 (fr) | 2008-12-09 | 2010-06-17 | Manroland Ag | Dispositif de traitement de revêtements de feuilles par laser |
| WO2010097270A3 (fr) * | 2009-02-27 | 2010-10-21 | Evonik Degussa Gmbh | Procédé d'impression permettant la production de structures électriques et/ou électroniques individualisées |
| CN102248767A (zh) * | 2011-05-26 | 2011-11-23 | 北京贞亨利民印刷机械股份有限公司 | 镭射纸转移机 |
| CH703704A1 (de) * | 2010-09-14 | 2012-03-15 | Hoffmann Neopac Ag | Druckvorrichtung und Verfahren zum Bedrucken von Flächengebilden. |
| CN102514365A (zh) * | 2011-12-20 | 2012-06-27 | 唐山万杰机械设备有限公司 | 与轮转印刷包装机械联机使用的即涂胶覆膜机构 |
| CN103057256A (zh) * | 2012-06-21 | 2013-04-24 | 深圳市众立生包装科技有限公司 | 一种高精度印刷系统和印刷方法 |
| US20150083004A1 (en) * | 2013-09-26 | 2015-03-26 | Yan-Shu Lin | Collinear printing method with page-type upfront gold-stamping, matting and snowflake printed patterns, and printed product thereof |
| US20150090139A1 (en) * | 2013-09-30 | 2015-04-02 | Yan-Shu Lin | Collinear printing method with roller-type upfront gold-stamping, matting and snowflake printed patterns, and printed product thereof |
| CN104842642A (zh) * | 2015-06-09 | 2015-08-19 | 嘉善大华纸品印刷厂 | 一种自适应碾纸设备 |
| WO2017041981A1 (fr) * | 2015-09-09 | 2017-03-16 | Koenig & Bauer Ag | Ensemble machine et procédé de traitement séquentiel de substrats sous forme de feuilles |
| JP2017170668A (ja) * | 2016-03-22 | 2017-09-28 | 株式会社小森コーポレーション | 両面バーニッシング機 |
| CN107297949A (zh) * | 2017-08-05 | 2017-10-27 | 广州明森科技股份有限公司 | 一种智能卡烫印机 |
| CN110843328A (zh) * | 2018-08-20 | 2020-02-28 | 昇印光电(昆山)股份有限公司 | 纹理成型设备 |
| DE102009007002B4 (de) | 2009-01-30 | 2022-05-05 | manroland sheetfed GmbH | Betrieb eines Kaltfolienaggregates mit einem Druckwerk |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014198697A1 (fr) * | 2013-06-10 | 2014-12-18 | Roche Diagnostics Gmbh | Procédé et dispositif de production d'element d'essai |
| CN105034569A (zh) * | 2015-08-27 | 2015-11-11 | 安庆市兴丰工贸有限公司 | 一种改进的吹膜印刷收卷一体机 |
| DE102019101997A1 (de) | 2019-01-28 | 2020-07-30 | Koenig & Bauer Ag | Verfahren und Druckmaschine jeweils zum Bedrucken eines metallischen Bedruckstoffes |
| DE102019101998A1 (de) * | 2019-01-28 | 2020-07-30 | Koenig & Bauer Ag | Verfahren zum Bedrucken eines metallischen Bedruckstoffes in einer Druckmaschine |
| KR20230011300A (ko) * | 2020-04-13 | 2023-01-20 | 브라질라타 에스.에이.엠바라겐스 메탈리카스 | Uv 경화형 보호용 바니시를 사용하여 금속 포일의 표면을 처리하는 방법 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0569520B1 (fr) | 1991-01-29 | 1996-01-17 | CROS, Jean-Pierre | Materiau pour impression et installation d'impression au moyen de ce materiau |
| DE10138864A1 (de) | 2001-08-08 | 2003-02-27 | Koenig & Bauer Ag | Verfahren und Einrichtung zur Herstellung von Plastik-Karten |
| JP2003275658A (ja) | 2002-03-19 | 2003-09-30 | Yodogawa Steel Works Ltd | 印刷金属板の製造方法およびその印刷装置 |
| WO2005100035A2 (fr) | 2004-04-13 | 2005-10-27 | Man Roland Druckmaschinen Ag | Dispositif de gaufrage |
-
2006
- 2006-09-22 DE DE102006044957A patent/DE102006044957A1/de not_active Withdrawn
-
2007
- 2007-03-16 AT AT07005430T patent/ATE512808T1/de active
- 2007-03-16 ES ES07005430T patent/ES2363445T3/es active Active
- 2007-03-16 EP EP07005430A patent/EP1839903B1/fr not_active Revoked
- 2007-03-30 JP JP2007093104A patent/JP2007276467A/ja not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0569520B1 (fr) | 1991-01-29 | 1996-01-17 | CROS, Jean-Pierre | Materiau pour impression et installation d'impression au moyen de ce materiau |
| DE10138864A1 (de) | 2001-08-08 | 2003-02-27 | Koenig & Bauer Ag | Verfahren und Einrichtung zur Herstellung von Plastik-Karten |
| JP2003275658A (ja) | 2002-03-19 | 2003-09-30 | Yodogawa Steel Works Ltd | 印刷金属板の製造方法およびその印刷装置 |
| WO2005100035A2 (fr) | 2004-04-13 | 2005-10-27 | Man Roland Druckmaschinen Ag | Dispositif de gaufrage |
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008003629A1 (de) * | 2008-01-09 | 2009-07-23 | Ls Industrielacke Gmbh | Thermische Transferfolie und Verfahren zur lösungsmittelfreien Lackierung |
| WO2010066638A1 (fr) | 2008-12-09 | 2010-06-17 | Manroland Ag | Dispositif de traitement de revêtements de feuilles par laser |
| DE102009007002B4 (de) | 2009-01-30 | 2022-05-05 | manroland sheetfed GmbH | Betrieb eines Kaltfolienaggregates mit einem Druckwerk |
| WO2010097270A3 (fr) * | 2009-02-27 | 2010-10-21 | Evonik Degussa Gmbh | Procédé d'impression permettant la production de structures électriques et/ou électroniques individualisées |
| CH703704A1 (de) * | 2010-09-14 | 2012-03-15 | Hoffmann Neopac Ag | Druckvorrichtung und Verfahren zum Bedrucken von Flächengebilden. |
| CN102248767A (zh) * | 2011-05-26 | 2011-11-23 | 北京贞亨利民印刷机械股份有限公司 | 镭射纸转移机 |
| CN102514365A (zh) * | 2011-12-20 | 2012-06-27 | 唐山万杰机械设备有限公司 | 与轮转印刷包装机械联机使用的即涂胶覆膜机构 |
| CN103057256A (zh) * | 2012-06-21 | 2013-04-24 | 深圳市众立生包装科技有限公司 | 一种高精度印刷系统和印刷方法 |
| US20150083004A1 (en) * | 2013-09-26 | 2015-03-26 | Yan-Shu Lin | Collinear printing method with page-type upfront gold-stamping, matting and snowflake printed patterns, and printed product thereof |
| US20150090139A1 (en) * | 2013-09-30 | 2015-04-02 | Yan-Shu Lin | Collinear printing method with roller-type upfront gold-stamping, matting and snowflake printed patterns, and printed product thereof |
| CN104842642A (zh) * | 2015-06-09 | 2015-08-19 | 嘉善大华纸品印刷厂 | 一种自适应碾纸设备 |
| WO2017041981A1 (fr) * | 2015-09-09 | 2017-03-16 | Koenig & Bauer Ag | Ensemble machine et procédé de traitement séquentiel de substrats sous forme de feuilles |
| EP3348402A1 (fr) * | 2015-09-09 | 2018-07-18 | Koenig & Bauer AG | Agencement mécanique destiné au traitement séquentiel de substrats en feuilles |
| US10259211B2 (en) | 2015-09-09 | 2019-04-16 | Koenig & Bauer Ag | Machine arrangement and method for sequential processing of sheet-type substrates |
| CN110154516A (zh) * | 2015-09-09 | 2019-08-23 | 柯尼格及包尔公开股份有限公司 | 用于依次加工单张纸状的基材的机器结构 |
| US10556422B2 (en) | 2015-09-09 | 2020-02-11 | Koenig & Bauer Ag | Machine arrangement and method for sequential processing of sheet-type substrates |
| US10792910B2 (en) | 2015-09-09 | 2020-10-06 | Koenig & Bauer Ag | Machine arrangement and method for sequential processing of sheet-type substrates |
| CN110154516B (zh) * | 2015-09-09 | 2021-07-09 | 柯尼格及包尔公开股份有限公司 | 用于依次加工单张纸状的基材的机器结构 |
| EP3434482A4 (fr) * | 2016-03-22 | 2019-09-25 | Komori Corporation | Brunissoir à deux côtés |
| JP2017170668A (ja) * | 2016-03-22 | 2017-09-28 | 株式会社小森コーポレーション | 両面バーニッシング機 |
| CN107297949A (zh) * | 2017-08-05 | 2017-10-27 | 广州明森科技股份有限公司 | 一种智能卡烫印机 |
| CN107297949B (zh) * | 2017-08-05 | 2023-10-31 | 广州明森科技股份有限公司 | 一种智能卡烫印机 |
| CN110843328A (zh) * | 2018-08-20 | 2020-02-28 | 昇印光电(昆山)股份有限公司 | 纹理成型设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007276467A (ja) | 2007-10-25 |
| ATE512808T1 (de) | 2011-07-15 |
| EP1839903B1 (fr) | 2011-06-15 |
| DE102006044957A1 (de) | 2007-10-04 |
| ES2363445T3 (es) | 2011-08-04 |
| EP1839903A3 (fr) | 2009-07-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1839903B1 (fr) | Revêtement en relief d'imprégnation pour matière d'impression métallique | |
| EP1940624B1 (fr) | Procede de fabrication et machine d'impression pour moyens d'emballage et publicitaires | |
| EP2288505B1 (fr) | Procédé et dispositif pour l application d une matière pelliculaire à froid sur une matière en feuille dans une machine d usinage | |
| DE102005011568A1 (de) | Produktionsverfahren für eine Prägeeinrichtung in einer Bogendruckmaschine | |
| EP1803562A1 (fr) | Dispositif de gaufrage pour l'enduction de feuilles à imprimer | |
| DE102005021185A1 (de) | Verfahren und Vorrichtung zur Applikation von Deckweiß und Effektschichten auf einen Bedruckstoff | |
| WO2007115641A1 (fr) | Machine d'impression dotee d'un dispositif de gaufrage | |
| EP2121327B1 (fr) | Application de film à froid avec impression | |
| EP2106346B1 (fr) | Imprimante multicouleur comportant un dispositif de transfert de feuille | |
| EP1976700A1 (fr) | Revetement en relief pouvant etre surimprime | |
| EP1880848A2 (fr) | Dispositif et méthode de transfert à l'aide d'un dispositif de matriçage | |
| EP1803564A2 (fr) | Dispositif destiné au revêtement en couches minces | |
| EP1700692B1 (fr) | Dispositif de transmission de couches imagées d'un film de support à de feuilles d'impression | |
| DE102012218022A1 (de) | Betrieb eines Kaltfolienaggregates mit einem Druckwerk | |
| DE102008042937A1 (de) | Prägebeschichtung für Folienbedruckstoffe | |
| EP1798033A2 (fr) | Laminage avec un dispositif de gaufrage | |
| EP2055479A2 (fr) | Procédé d'impression par transfert | |
| EP1674260B1 (fr) | Procédé de transfert | |
| DE102007058285A1 (de) | Mehrfarbendruckmaschine mit Folientransfereinrichtung | |
| EP1700695A2 (fr) | Dispositif de gaufrage pour la garantie de produit dans une machine à imprimer à feuilles et procédé associé | |
| EP1700694A2 (fr) | Procédé de gaufrage pour carton ondulé dans une machine à imprimer en feuilles et dispositif associé | |
| DE102006048521A1 (de) | Herstellverfahren für Verpackungs- und Werbemittel | |
| EP1700693A2 (fr) | Procédé de gaufrage et dispositif associé pour matériaux d'imprimage aves surface structurée dans une machine à imprimer en feuilles | |
| DE102006061663A1 (de) | Bogendruckmaschine mit Folientransfereinrichtung | |
| DE102007014564A1 (de) | Folientransfer mit integrierter Trocknung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MANROLAND AG |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B41F 7/16 20060101ALI20090404BHEP Ipc: B44C 1/17 20060101AFI20070718BHEP Ipc: B41F 16/00 20060101ALI20090404BHEP Ipc: B41F 19/06 20060101ALI20090404BHEP Ipc: B41F 17/00 20060101ALI20090404BHEP |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B42D 15/10 20060101ALI20090624BHEP Ipc: B44C 1/17 20060101AFI20070718BHEP Ipc: B41F 7/16 20060101ALI20090624BHEP Ipc: B41F 16/00 20060101ALI20090624BHEP Ipc: B41F 19/06 20060101ALI20090624BHEP Ipc: B41F 23/04 20060101ALI20090624BHEP Ipc: B41F 19/00 20060101ALI20090624BHEP Ipc: B41F 17/00 20060101ALI20090624BHEP |
|
| 17P | Request for examination filed |
Effective date: 20100129 |
|
| 17Q | First examination report despatched |
Effective date: 20100223 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502007007404 Country of ref document: DE Effective date: 20110728 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2363445 Country of ref document: ES Kind code of ref document: T3 Effective date: 20110804 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20110615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110916 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111017 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111015 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: HEIDELBERGER DRUCKMASCHINEN AG Effective date: 20120315 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502007007404 Country of ref document: DE Effective date: 20120315 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 |
|
| BERE | Be: lapsed |
Owner name: MANROLAND A.G. Effective date: 20120331 |
|
| 29U | Proceedings interrupted after grant according to rule 142 epc |
Effective date: 20120315 |
|
| 29W | Proceedings resumed after grant [after interruption of proceedings according to rule 142 epc] |
Effective date: 20121203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120331 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: MANROLAND SHEETFED GMBH |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120331 |
|
| 29U | Proceedings interrupted after grant according to rule 142 epc |
Effective date: 20120316 |
|
| 29W | Proceedings resumed after grant [after interruption of proceedings according to rule 142 epc] |
Effective date: 20121203 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20120313 Year of fee payment: 6 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Owner name: MANROLAND SHEETFED GMBH, DE Effective date: 20130403 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20130411 AND 20130417 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110915 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20120327 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502007007404 Country of ref document: DE Owner name: MANROLAND SHEETFED GMBH, DE Free format text: FORMER OWNER: MAN ROLAND DRUCKMASCHINEN AG, 63075 OFFENBACH, DE Effective date: 20110607 Ref country code: DE Ref legal event code: R081 Ref document number: 502007007404 Country of ref document: DE Owner name: MANROLAND SHEETFED GMBH, DE Free format text: FORMER OWNER: MANROLAND AG, 63075 OFFENBACH, DE Effective date: 20130617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130316 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 512808 Country of ref document: AT Kind code of ref document: T Effective date: 20130316 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130316 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110615 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20140319 Year of fee payment: 8 Ref country code: CH Payment date: 20140319 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120316 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20140319 Year of fee payment: 8 Ref country code: IT Payment date: 20140324 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20140612 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20140319 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070316 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R064 Ref document number: 502007007404 Country of ref document: DE Ref country code: DE Ref legal event code: R103 Ref document number: 502007007404 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130317 |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PLX |
|
| 27W | Patent revoked |
Effective date: 20140823 |
|
| GBPR | Gb: patent revoked under art. 102 of the ep convention designating the uk as contracting state |
Effective date: 20140823 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF THE APPLICANT RENOUNCES Effective date: 20110615 Ref country code: CH Free format text: LAPSE BECAUSE OF THE APPLICANT RENOUNCES Effective date: 20110615 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R107 Ref document number: 502007007404 Country of ref document: DE Effective date: 20150430 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MA03 Ref document number: 512808 Country of ref document: AT Kind code of ref document: T Effective date: 20140823 |