EP1900517A1 - Vorrichtung zur Erzeugung von Prägestrukturen in einer Oberfläche eines Zylinders - Google Patents
Vorrichtung zur Erzeugung von Prägestrukturen in einer Oberfläche eines Zylinders Download PDFInfo
- Publication number
- EP1900517A1 EP1900517A1 EP06405390A EP06405390A EP1900517A1 EP 1900517 A1 EP1900517 A1 EP 1900517A1 EP 06405390 A EP06405390 A EP 06405390A EP 06405390 A EP06405390 A EP 06405390A EP 1900517 A1 EP1900517 A1 EP 1900517A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cylinder
- engraving
- stylus
- base
- distance
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41C—PROCESSES FOR THE MANUFACTURE OR REPRODUCTION OF PRINTING SURFACES
- B41C1/00—Forme preparation
- B41C1/02—Engraving; Heads therefor
- B41C1/04—Engraving; Heads therefor using heads controlled by an electric information signal
- B41C1/045—Mechanical engraving heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44B—MACHINES, APPARATUS OR TOOLS FOR ARTISTIC WORK, e.g. FOR SCULPTURING, GUILLOCHING, CARVING, BRANDING, INLAYING
- B44B3/00—Artists' machines or apparatus equipped with tools or work holders moving or able to be controlled substantially two-dimensionally for carving, engraving, or guilloching shallow ornamenting or markings
- B44B3/04—Artists' machines or apparatus equipped with tools or work holders moving or able to be controlled substantially two-dimensionally for carving, engraving, or guilloching shallow ornamenting or markings wherein non-plane surfaces are worked
Definitions
- the invention relates to an apparatus and a method for producing embossed structures in a surface of a cylinder.
- Embossing methods are known per se and have a wide range of applications. Embossing is especially produced in flat materials such as metal foils or coated metal foils.
- embossing in flat material for example, embossing dies or embossing rolls with embossed structures such as elevations and / or depressions are pressed against the material, whereupon corresponding depressions or elevations form in the material as an image of the embossed structures.
- the embossing of sheet material is advantageously carried out continuously, while the material between two embossing rollers (or an embossing roller and a counter-roller without embossed structure) is passed therethrough.
- Such a continuous process allows high production rates and thus embossing of industrial quantities, such as those incurred in the production of packaging material.
- the embossing rollers are produced for example by Molettieren.
- this process is time consuming and expensive.
- Other known methods such as specific mechanical, chemical or laser engraving methods, or the introduction of the embossed structure by embossing in a thermoplastic intermediate mold and subsequent production of a casting, share these disadvantages, allow only a poor reproducibility or require a lot of expertise and mechanical skills. Often, therefore, refrained from generating an impression only for aesthetic reasons.
- unspecific standard patterns are used due to the high costs and non-specific patterns, picture elements or logos.
- imprints to be provided material eg. For example, for packaging for consumer goods, is often already provided with a print.
- the embossing to be produced is introduced into the material to match the imprint, for. B. to recreate contours of a lettering or a picture element by the embossing and thus further emphasize.
- the embossing in the register with the imprint is difficult with the known embossing methods.
- the object of the invention is to provide a the technical field mentioned above associated device and a corresponding method, which allow a simple, fast and cost-effective production of embossing cylinders.
- the embossing structure generating device comprises an electromechanical engraving unit having a stylus movably mounted on a base of the engraving unit for working the surface, a drive for moving the stylus relative to the base, in a direction perpendicular to the surface of the cylinder, and a mechanism for Setting and maintaining a base distance between the base of the engraving unit and the surface of the cylinder.
- an electromechanical engraving unit for imaging gravure printing cylinders and associated devices are also useful and advantageous in connection with the production of embossing cylinders.
- Embossing cylinders are used for the production of imprints on flat materials, wherein no inking takes place during the embossing process, so to speak, a dummy printing is performed.
- An important difference between a gravure die and a die is the depth and geometry of the recesses (cups) created in the surface of the cylinder.
- Electromechanical engraving machines for the transmission of image information to a gravure cylinder have long been known. Achieving the required depth for embossing cylinder can not be accomplished easily with conventional engraving machines and the tools used with it, because on the one hand normal engraving systems can hardly achieve the engraving depth required for embossing cylinders and the tools used are not suitable for the required material removal. At engraving depths as needed for embossing cylinders In addition, it is particularly important to avoid cracking or to limit its consequences to the current engraving process. Another point to keep in mind is the significant chip development that goes hand in hand with the deep structures. Finally, the material to be embossed during the embossing process is claimed mechanically unequally greater than in a printing operation. This circumstance must also be taken into account in the production of the embossing cylinder.
- the engraving unit used in the context of the invention has thus been improved in particular with regard to the engraving depth required for the introduction of embossing structures and the material removal associated therewith.
- the electromechanical engraving enables rapid and cost-effective production of embossed structures on cylinder surfaces.
- copper-coated engraving cylinders are used as green bodies for the embossing cylinders, which are provided with a chromium layer after the introduction of the embossed structures to increase the hardness and resistance.
- other materials such as zinc or plastics can be processed.
- the device according to the invention advantageously comprises a controller for controlling the drive for moving the stylus as a function of input data.
- the drive signal is generated in such a way that it is suitable for generating embossing structures in the surface of the cylinder by means of the stylus.
- the controller may comprise computing means for processing the input data such that conventional image data for engraving printing cylinders, in particular halftone data, can be received as input data and transformed in such a way that Based on the transformed data, the drive signal can be generated, which is suitable for generating the embossed structures.
- the user can thus also use the existing methods, devices and computer programs for generating engraving data for the preparation of the embossing process.
- places that are printed with intense tones, at the same time receive a raised or recessed embossing.
- Halftone data can also be used, resulting in infinitely variable embossing depths.
- At least one of the embossed structures is advantageously produced in several successive engraving processes, wherein material is removed from the surface at the same position of the surface of the cylinder in the successive engraving processes by the stylus.
- the control is thus advantageously designed such that such a method is feasible.
- the amount of material to be removed per engraving process at a given depth of the structure to be introduced can thus be reduced by a multiple. This has a much longer life of the stylus and a significantly reduced risk of Stichelbruchs result. It can also be achieved with this measure engraving depths that can not be achieved in a single-step engraving.
- the mechanism for setting the basic distance is therefore preferably free of support with respect to the surface of the cylinder, d. H. during the engraving process, it does not support itself on the cylinder surface.
- the mechanism maintains the engraving system at a precisely defined distance from the cylinder surface and is such that throughout the range of cylinder circumferences used, this well-defined distance of the cutting tool can be achieved and maintained. For a good processing result, the accuracy and repeatability of the distance should be better than 10 microns.
- the engraving process can be continued seamlessly after an unexpected breaking of the cutting tool by replacing the tool, the engraving in the axial direction to a Set back before breaking the tool and restart the engraving.
- the support-free mechanism can be designed in various ways.
- the mechanism may, for. B. include an adjustable stop, which limits a spring-driven feed movement of the base of the engraving unit in the direction of the surface of the cylinder.
- Such a stop can be structurally simple form and store adjustable.
- existing solutions for conventional sliding feet can essentially be taken over and only have to be supplemented by the adjustable stop.
- the spring-driven delivery of the engraving unit is retained.
- the non-support mechanism may additionally or alternatively include means for measuring a distance between the base of the engraving unit and the surface of the cylinder and a drive for adjusting the base distance between the base of the engraving unit and the surface of the cylinder depending on the measured distance.
- the measurement is carried out in particular contactless, for example by an optical sensor, a capacitive sensor or by a laser interferometer.
- the setting takes place, for example, by means of a fast servomotor, which acts on an adjusting device of the stop or directly on the base.
- the adjustable storage or the stop are in both cases designed so that the engraving process occurring retroactive forces can be taken from the base.
- the engraving signal is reshaped, ie that the signal amplitude corresponding to the measured distance is amplified or attenuated - in this case, the basic distance is thus already changed at the level engraving signal.
- the latter possibility can be particularly simple and inexpensive to implement without additional mechanical parts, but it - depending on the tolerances in the cylinder diameter - a reduction in the maximum engraving depth of the engraving system result.
- an already completed material removal at the currently processed position can be taken into account by taking into account the input data during readjustment.
- the measured distance is thus corrected by the already performed removal. This measure is indicated in a multi-level engraving and also allows further engraving after an interruption, z. B. after a break of the stylus.
- a profile of the surface of the cylinder can be measured out and stored. This is then taken into account when adjusting the basic distance.
- the profile reflects both the geometry of the unprocessed cylinder surface and inaccuracies in cylinder centering. Its consideration in determining the basic distance to be set ensures that engraving of the concrete cylinder surface is always followed and that the given engraving depths are precisely maintained over the entire cylinder surface. A puncture or other interruptions do not affect the precise engraving, because it can always fall back on the original profile of the cylinder.
- the measurement of the cylinder profile also allows the processing of difficult workpieces, eg. B. cylinders with increasing or changing diameter in the axial direction.
- this can also be kept constant during an entire engraving process, wherein between successive engraving operations, the basic distance between the base of the engraving unit and the surface of the cylinder is in each case reduced by a predetermined value, in particular as a function of the input data.
- the predetermined value can always be the same or different changes can be made between different engraving operations.
- the values can be selected independently of the embossing structures to be generated or else depending on the input data. The latter opens up the possibility of choosing the values such that, for example, the removal of material in the individual engraving processes remains approximately constant or that only chips are produced during processing which can be removed without difficulty.
- a smoothing engraving can also be carried out in the surface of the cylinder before the embossing structures are produced.
- at least a substantial part of the surface of the cylinder is processed by the stylus before generating the embossed structures, wherein the distance between the stylus and an axis of rotation of the cylinder predetermined by the engraving device is kept constant.
- the feed rate is chosen in view of a long life of the stylus.
- the engraving depth is adjusted so that the stylus remains in contact with it for one full revolution of the cylinder and over its entire length.
- the untreated cylinder may have a low quality surface in relation to its roughness and deviations from a perfect cylinder, and therefore all operations prior to introduction of the embossing structures must be much less precise and thus more cost effective and faster.
- the device may additionally comprise a conventional sliding foot.
- the device is in this case designed such that it can be switched over between an embossing cylinder and a pressure cylinder mode. This means that when creating embossed structures, the support-free mechanism for setting the basic spacing is used, while the gliding foot is used when producing intaglio cups.
- the slide foot can be retracted, folded away or removed for embossing cylinder mode.
- the device has characteristics of edge steepness that meets the requirements of engraving in the imaging of gravure cylinders.
- the engraving system can be operated in the frequency engraving mode necessary for the imaging of gravure cylinders.
- a multi-level engraving is also possible with a supporting mechanism for setting the base distance.
- a circular engraving is performed, in which the same track is processed during at least two complete (consecutive) cylinder revolutions.
- the working depth of the burin is thereby increased from a first approach to a second approach in the same track (and for any further rounds).
- the axial position of the engraving system is maintained. As soon as along the corresponding circular line the desired engraving depth is reached, the engraving system is moved to the next track, whereupon it can be processed in the same way.
- the base distance between the base of the engraving unit and the surface of the cylinder can be adjusted by means of a sliding foot supported on a still unprocessed area of the surface.
- the basic distance is therefore maintained from the first handling to the second handling (and also in other possible passages).
- the increase of the working depth of the stylus takes place by a modification of the drive signal.
- the drive signal is superimposed, for example, with a correspondingly rising signal, or amplified with a stepwise increasing gain factor.
- the embossed structures should be such that the embossing process proceeds as gently as possible in order to prevent the material from breaking or becoming too thin at certain points. It is therefore advantageous if, when generating the drive signal as a function of the input data, the input data representing an image are modified with regard to smoother transitions between regions of the image of different brightness values. This can be done in particular by a soft-focus transformation. In this process, sudden transitions in the brightness value are distributed over a larger image area, which also results in smoother transitions in the embossed structure and finally in the embossing.
- the embossing takes place between two embossing cylinders which interact as die and male.
- the input data for one of the cylinders can be inverted.
- the image represented by the input data is compressed and / or stretched in order to form the structures on the matrix and the male mold correspondingly in such a way that no squeezing of the material to be embossed takes place.
- the upsetting or stretching can by known and many Devices for producing a print template available algorithms are performed, which are commonly used for widening or narrowing of fonts.
- embossed structures may be produced which comprise one or more substantially continuous engraved characters composed of a plurality of adjacent tracks on the surface of the cylinder.
- conventional gravure forms of the stylus is excited by a sinusoidal frequency. This sine frequency is superimposed on a modulated video signal.
- Conventional intaglio printing forms therefore have a large number of distanced cells, each of which absorbs ink and releases it to the paper during the printing process. Because the color dissolves and because the eye usually does not perceive the individual halftone dots, the printed image appears visually coherent.
- a method for engraving large continuous areas of gravure cylinders for example, from EP 0 805 957 B1 (MDC Max Duschwyler AG) known.
- a pulse width or pulse width modulated drive signal is generated.
- the usual sinusoidal signal is omitted.
- this method is particularly well suited for the production of embossing cylinders.
- intermediate values can also be engraved in a simple manner. These intermediate values correspond to areas of the embossed structure which have a smaller depth (or height) than the maximum depth (or maximum height).
- the chip produced during the production of embossed structures can become very long, in particular if the engraved structures are non-planar and comprise oblong tracks in the direction of rotation of the machined cylinder.
- problems may arise, for example, when the chip is caught in a suction device or wrapped around parts of the machine or the embossing cylinder.
- structures are created in the surface of the cylinder for breaking a chip created during machining of the surface of the cylinder.
- the structures for breaking the chip are, in particular, small-scale structures with a depth that is less than a depth of the surrounding embossed structure. It has been shown that predetermined breaking points in the span can already be created by small depth differences. It is therefore basically sufficient to retract the engraving tool in the area of large areas at regular or irregular intervals, so that the diameter of the chip is slightly reduced at the corresponding point.
- the computing means are preferably designed and controlled in such a way that data for generating structures for breaking a chip resulting during engraving are automatically recorded in the transformed data.
- the controller which receives and processes the data necessary for the introduction of the embossed structures, examines these data for large areas to be engraved and, if the areas exceed a predetermined size, at suitable intervals modify the data such that the engraving tool briefly withdrawn so far that the desired reduction in the diameter of the chip or its complete demolition is achieved.
- the device according to the invention comprises a device for extracting chips, wherein a suction opening of this device is arranged in the region of the stylus at the base of the engraving unit.
- the opening is designed so that at this point the exhaust air undergoes maximum acceleration, so that in particular long, thick chips can be sucked in the region of origin, without them getting caught and clog the suction.
- the stylus advantageously has a tool angle of 90-140 °, preferably 90-120 °.
- the tool angle refers to those Angle in which the cutting flanks of the tool are in relation to each other.
- the feed rate is chosen to optimize the machining speed while maintaining unwanted bumps and indentations on the engraved surface at a level that does not interfere with the subsequent stamping operation.
- feed distances of up to 50 ⁇ m are advantageous.
- unwanted structures of 14.5 ⁇ m depth are created.
- the relatively small angle of maximum 140 °, preferably 120 ° the depth of such structures can thus be kept within limits. It has also been shown that tool angles in the specified range at the same time allow the production of robust stylus.
- the stylus advantageously has a lower tapering portion and an upper portion adjoining the lower portion above, wherein delimiting edges of the upper portion enclose an angle that is smaller as the tool angle, which is enclosed by the edges in the tapered part.
- the angle is in particular at least 45 °, preferably at least 60 °, smaller than the tool angle.
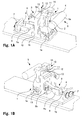
- FIG. 1 shows an exemplary embodiment of a engraver unit according to the invention, which is suitable for both the engraving and the embossing mode.
- the engraving unit is mounted in a manner known per se on a carriage by means of which it can be moved relative to a cylinder 5 to be machined, for example with a surface 5a made of copper to be machined.
- the engraving unit comprises a lower mounted engraving system 1. This is arranged pivotably about an axis 1a on a base plate 1b. At the engraving 1 a sliding foot 2 is adjustably attached. The adjustment takes place via an adjusting mechanism 3 with an adjusting spindle 3a. Also on the engraving an electrically operated stylus 4 is attached.
- the deflection of the stylus in a direction perpendicular to the surface 5a of the cylinder 5 takes place in a manner known in electromechanical engraving systems.
- the stylus is arranged in particular on a lever which is mounted on a torsion spring, and which can be deflected by overcoming the spring force by means of an electromagnet.
- the lowering of the engraving system 1 by pivoting about the axis 1a is effected by an electric feed unit.
- This comprises a mounted on the base plate 1 b electric motor 6 and connected to the drive axle of the motor 6, also mounted on the base plate 1b gearbox 7.
- the output shaft of the transmission 7 is connected to a feed spindle 8 with external thread on which a spring mechanism 9 hinged is.
- the spring mechanism 9 comprises a nut segment 9a with an internal thread, which cooperates with the external thread of the feed spindle 8 such that the nut segment 9a can be moved forward or backward in a direction substantially perpendicular to the surface of the cylinder 5.
- the rear end of a lever 9b is articulated with integrated spring elements.
- this lever 9b can be reduced by overcoming the spring force.
- the lever 9b is hinged at its front end to the back of the engraving system 1.
- the spring mechanism 9 thus provides the necessary contact pressure of the engraving system 1 on the surface 5 a of the cylinder 5 ready.
- the sliding foot 2 is presented with the aid of the adjusting mechanism 3 so far that a predetermined basic distance between the stylus 4 and the surface 5 a of the cylinder 5 is defined.
- the engraving system 1 with the sliding foot 2 located in the engraving position can then be lowered completely onto the cylinder surface 5a by the electric feed unit, so that the contact pressure prescribed for the engraving is achieved. Thereafter, the engraving of the printing cylinder is possible, wherein the basic distance between engraving 1 and cylinder surface 5a is continuously tracked using the supported on the cylinder surface 5a Gleitfusses 2.
- an embossed structure takes place in the illustrated embodiment in several steps, ie the desired depth of the structures is achieved by repeated processing, wherein the processing depth is increased in each case from one processing step to the next.
- the load on the cutting tool can be kept below a maximum load.
- the surface is due to the already introduced structure such that the Gleitfuss 2 can not be used for the determination of the distance between the cylinder surface 5a and 4 Stichel, since it penetrates into the previously introduced embossed structure, which is the distance to the cylinder surface 5a changed and may even lead to damage of the cylinder 5 or the Gleitfusses 2.
- a fine delivery mechanism 10 for the engraving system 1 is used instead.
- This mechanism comprises a frame 11 which is fixedly mounted on the engraving system and extends rearwardly.
- the rear traversing cross member a through opening is formed with internal thread, which receives a precision feed spindle 12 with external thread.
- an adjustment handle 13 is attached at the rear end of the feed spindle 12.
- a ball is attached at the front end of the feed spindle 12.
- This ball acts on a pressure plate 14, which is firmly connected by means of a yoke 15 with the base plate 1 b of the engraving unit.
- the feed spindle 12 and the pressure plate 14 together form a stop, by means of which the movement of the engraving system 1 on the surface 5 a of the cylinder 5 can be limited. By turning the feed spindle 12, the stop and thus the front end position of the engraving system 1 can be finely adjusted.
- a bracket 16 for holding a scraper on the engraving system 1 is rotatably mounted.
- the attached to the bracket 16 diamond scraper is pressed by arranged at the lateral attachment points of the bracket 16 springs and by the weight of the bracket 16 on the surface 5 a of the cylinder 5 and serves unwanted, over the surface 5 a protruding structures by the Engraving process have been created to remove.
- the scraper is not used in embossing mode.
- the sliding foot 2 is pulled back by an adjusting device (not shown).
- the feed spindle 12 is then pre-rotated until the engraving system 1 is still retained so far that the stylus 4 remains just as far removed from the cylinder surface 5a when lowered by the feed unit that he these are not touched.
- the adjusting handle 13 By turning the adjusting handle 13, the cutting depth can now be determined very precisely and increased accordingly in each subsequent processing step.
- the adjustment of the basic distance takes place with the aid of a video detection system which can optically detect the depressions generated in the cylinder surface.
- the engraving system is first to be moved onto the cylinder with a coarse feed mechanism. Subsequently, the surface of the cylinder is scribed with the tip of the stylus, wherein only that portion of the stylus penetrates into the material, which has a clearly defined and constant tool angle with respect to the stylus tip. This ensures that the engraving depth can be calculated directly from the width of the recess produced optically by means of the video acquisition system using the tool angle.
- the distance between the engraving system and the cylinder surface is then corrected to the predetermined basic distance with the aid of the fine delivery mechanism.
- the increase in the cutting depth between subsequent processing steps is carried out by the precisely actuated Feinzu einsmechanismus, without further distance measurements are performed.
- FIG. 2 shows a schematic representation of the control of the engraving unit according to the invention for producing embossing and gravure printing structures.
- the base plate 1b of the engraving unit is fastened to the carriage 20, by means of which it can be moved relative to the cylinder 5, in particular along a direction 21 parallel to the cylinder axis.
- the engraving system 1 is moved by the force acting on the spring mechanism 9 drive 6 along a direction 22 to the cylinder 5 and away from it.
- the stylus 4 which is driven by a drive 23 in itself known manner electromechanically, in particular electromagnetically, can be actuated so that it penetrates into the surface 5 a of the cylinder 5 for engraving.
- the sliding foot 2 which can be moved by a further drive 24 in small steps from a front position (shown in FIG. 2) to a rear position.
- a distance sensor 25 Further arranged on the engraving system 1 is a distance sensor 25 with a mechanical contact element 26, which can contact the surface 5 a of the cylinder 5 with its free front end. The contact element 26 can be withdrawn if necessary.
- a further actuator 27 is also arranged on the base plate 1 b of the engraving unit. This cooperates with a stop 28 on the engraving system 1, so that the movement of the engraving system in the direction 22 is limited to the surface 5a of the cylinder, while a movement away from the cylinder surface 5a is not affected backwards by this device.
- the above-described drives are controlled by a controller 40.
- This includes an input interface 41 for receiving input data, a central processing unit (CPU) 42 receiving data from the input interface, a memory 43 cooperating with the CPU 42, a peripheral interface 44 for communicating with the distance sensor 25 and the drivers 6 , 24, 27, a signal processor 45 and a drive signal generator 46, the signal processor 45 receives an input signal and control commands from the CPU 42 and passes the signal to the drive signal generator 46 after processing. The latter generates a signal which is suitable for direct control of the drive 23 for the stylus 4.
- CPU central processing unit
- the sliding foot 2 is first retracted by the CPU 42 controlled by the drive 24 to the rear. Subsequently, the engraving system 1 is moved so far on the surface 5a of the cylinder 5 that the tip of the stylus 4 in its rest position from the axis of rotation of the cylinder 5 has a distance which the average diameter of the cylinder 5 plus the expected diameter tolerance and a maximum axis error equivalent.
- the carriage 20 is moved to an axial initial position, after which the contact element 26 of the distance sensor 25 travels through the entire cylinder surface 5a by rotating the cylinder 5 and moving the carriage 20 axially.
- the distance between the engraving system 1 and the cylinder surface 5a is measured continuously or stepwise, transmitted via the peripheral interface 44 to the CPU 42 and stored by the latter in the memory 43.
- the memory contains a distance profile of the entire cylinder surface 5a, in which both local deviations of the cylinder diameter and non-circularities due to axis errors are taken into account.
- the contact element 26 of the distance sensor 25 is now withdrawn, and the carriage 20 is moved back to its initial position.
- the basic distance of the engraving system 1 from the cylinder surface 5a is now adjusted depending on the recorded distance profile and the received via the input interface 41 and stored in the memory 43 pressure data by the drive 27 at the stop 28 that optimally to be generated in a first engraving recesses, d , H. with the best possible quality and lowest possible wear of the stylus 4, can be engraved.
- the distance of the engraving system 1 from the cylinder surface 5a is continuously readjusted by the servo-formed drive 27 depending on the recorded distance profile. As a result, surface inaccuracies and axis errors of the cylinder bearing are compensated.
- the engraving itself can be done in a conventional manner along a helix (helical), or adjacent tracks are engraved (ring engraving).
- the carriage 20 After completion of the first engraving process, the carriage 20 is moved with the engraving unit back to its initial position. Subsequently, a new basic distance between the engraving system 1 and the cylinder surface 5a is set by the drive 27. In the determination of the new basic distance, in turn, the distance profile and the pressure data are used, whereby it is also taken into account which depressions have already been generated in the surface 5a during the first engraving process.
- the second engraving process on the one hand, further, previously unprocessed Adjusting the cylinder surface 5a processed, on the other hand depressions in already previously processed areas of the cylinder 5 - as necessary - further deepened.
- FIG. 3A shows an embodiment of a stylus 4 which is suitable for use in the engraving unit according to the invention for producing embossed structures.
- the stylus 4 is formed by a diamond, which is prismatic ground. It comprises a shank 4a, which is adjoined by a front cutting edge 4b in the working direction and a free edge 4c in the working direction. Both the cutting edge 4b and the free edge 4c each comprise a rear portion and a front portion adjoining the front thereof, the two front portions of the cutting edge 4b and the free edge 4c converging at a tool angle ⁇ .
- the cutting lines between the cutting edge 4b and the free edge 4c form the cutting tip 4d of the stylus 4.
- the rear portions include an angle ⁇ , which is smaller than the tool angle ⁇ .
- FIG. 3B shows a recess 5b formed in the surface of the embossing cylinder 5 with the stylus 4 according to FIG. 4A.
- the recess 5b with a minimal areal extent has walls according to the geometry of the stylus 4, which initially starts steeply from the surface 5a of the cylinder 5 run inwards. This is followed by converging wall sections.
- the illustrated recess 5b can be made even deeper in a further engraving process, wherein the area claimed by the recess 5b on the cylinder surface 5a will increase only insignificantly. It can thus be generated with the illustrated stylus 4 deep embossed structures with small surface area. Accordingly, embossing cylinders, which are produced according to the method according to the invention, can be used to produce embossments with high detail resolution while at the same time having a large embossing depth or height.
- FIGS 4A-4D schematically illustrate the processing of an image signal to a drive signal for generating embossed patterns in a die and a male.
- the image signal 50 corresponds to an image signal as provided for driving engraving machines. It has an amplitude A (t) variable with time t, a high amplitude representing a high color density, the amplitude zero corresponding to full white (no color output and thus no engraving).
- the image signal 50 is a halftone signal and includes portions corresponding to an intermediate tone between white and full black.
- the image signal 50 comprises a plurality of temporally successive sections 50.1... 50.8, with sections 50.2, 50.4, 50.6, 50.8 of constant amplitude A alternating with sections 50.1, 50.3, 50.5, 50.7, in which the amplitude A changes at a constant rate, d. H. decreases or increases.
- an inverted image signal 51 is first generated (see FIG. 4B):
- the intermediate tones are correspondingly inverted, 40% of fully black becomes e.g. B. 60% full black.
- the image signal 50 and the inverted image signal 51 undergo further transformation (see FIG. 4C), with 50 transitions to darker portions (larger values of A) being temporally preferred by a given offset t o1 in the case of the original image signal, transitions becoming brighter Sections (smaller values of A) are delayed in time by the predetermined offset t o1 .
- transitions to brighter sections are delayed in time by the predetermined offset t o1
- transitions to darker sections are delayed in time by the predetermined offset t o1 .
- the transformed signal 52 obtained from the original image signal 50 thus has a higher black content than the original image signal 50, whereas the transformed signal 53 obtained from the inverted image signal 51 has a higher white content compared to the inverted image signal 51. Due to the symmetry of the made Transformations, the image size of the embossed structure in comparison with the original image signal 50 is maintained.
- the transformation can be realized, for example, with algorithms for compressing fonts. Such algorithms are well known from the pre-press or from existing controls for engraving machines and can be used in this field for the application according to the invention.
- the transformed signals 52, 53 are finally subjected to a blur transformation.
- the sections 52.1, 52.3, 52.5, 52.7; 53.1, 53.3, 53.5, 53.7 with alternating amplitude A at the expense of sections 52.2, 52.4, 52.6, 52.8; 53.2, 53.4, 53.6, 53.8 is extended with constant amplitude A, ie the beginning of the rise or fall of the signal is advanced by a predetermined offset t o2 and the section is also extended by this offset.
- the transitions between constant and alternating sections are rounded off by inserting intermediate values that create a smooth transition.
- the drive signals 54, 55 generated by the described transformations for producing embossed patterns in a die are shown in FIG. 4D. They are particularly suitable for operating an engraving machine, which can engrave large continuous areas with coherent areas composed of several tracks. Such a system is as mentioned above, for example in the EP 0 805 957 B1 (MDC Max Duschwyler AG).
- FIG. 4E shows a cross section through the die 60 or male part 61 produced by the drive signal.
- the elevations of the male part 61 are narrower than the corresponding recesses of the female part 60. Accordingly, the material to be embossed between the female part 60 and the male part 61 becomes the embossing process not squeezed, but can be suitably received between the opposing surfaces. The rounding of the transitions also reduces the risk of damaging the material to be embossed during the embossing process.
- FIGS. 5A-5E show a schematic representation of a multistage process according to the invention for producing an embossed structure. As an example of that too generating structure are used in the die 60 according to Figure 4E produced wells. To be able to produce good imprints will be an advantage
- Embossed structures with depths of 100 - 300 microns, generated.
- FIG. 5A shows the still unprocessed section of the die 60. Dashed lines indicate the structure to be produced. The process will take place in several stages, whereby material will be removed up to a certain maximum depth (levels 70.1 ... 70.4). In the example chosen, the distances of the first plane 70.1 to the surface 60a of the die 60 and adjacent planes 70.1... 70.4 are each selected to be the same size. The planes 70.1... 70.4 have, for example, a distance of 55, 110, 165 or 220 ⁇ m from the original cylinder surface.
- Figures 5B, 5C, 5D respectively show the partially machined portion of the die 60 after the first, second and third engraving operations.
- the same drive signal is used for each engraving process, only the distance of the engraving system from the (original) cylinder surface is changed.
- the respectively removed material 71.1, 71.2, 71.3 is shown with a wide hatching.
- the processing takes place in each case up to a depth specified by the corresponding level 70.1... 70.3.
- the maximum machining depth, which the stylus used has to perform thus corresponds to the distance between two planes 70.1... 70.3, namely 55 ⁇ m, and is therefore fixed.
- Figure 5E shows the final result. After removal of the material 71.4 in the fourth engraving step, the predetermined shape is reached.
- the planes to which engraving may also be selected depend on the recesses to be produced, or so that the material to be abraded in each engraving process remains approximately constant from step to step.
- the multi-stage engraving may comprise a plurality of successive engraving operations, wherein in each process by a helical or circular engraving in a conventional manner substantially the entire cylinder surface is processed (with the exception of those points which are not to edit or in which the desired Engraving depth has already been reached).
- This allows a multi-stage engraving even when using a supporting mechanism for adjusting the base distance, such as a sliding foot.
- the sliding foot (or a contact element of another supporting mechanism) is supported on the still unprocessed area of the cylinder surface.
- the working depth of the stylus is gradually increased from handling to handling in the same track.
- the drive signal can be superimposed with a correspondingly rising signal or amplified with a stepwise increasing gain factor. If the full engraving depth is not required along a certain ring line, then the maximum number of engraving processes does not have to be carried out there, but after reaching the desired depth along the entire ring line, the engraving system can be moved to the next line and start processing there.
- this can also be produced in just one engraving step.
- the surface of the embossing cylinder can, for example, be provided with a layer of chromium for greater durability. Subsequently, the cylinder is ready for use. It can be used in particular in a conventional printing press, as it is used for gravure printing. The gravure printing and the embossing can be performed in the same printing press, but with separate cylinders, in particular by directly successively arranged printing units. This allows for efficient printing and embossing, where desired, the printed pixels and imprints can be precisely registered.
- an apparatus and a method are provided by the invention, which allow a simple, fast and cost-effective production of embossing cylinders.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Or Reproduction Of Printing Formes (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
Abstract
Eine Vorrichtung zur Erzeugung von Prägestrukturen in einer Oberfläche (5a) eines Zylinders (5) umfasst eine elektromechanische Graviereinheit mit einem an einer Basis der Graviereinheit beweglich gelagerten Stichel (4) zum Bearbeiten der Oberfläche (5a), einem Antrieb (23) zum Bewegen des Stichels (4) relativ zur Basis, in einer Richtung senkrecht zur Oberfläche (5a) des Zylinders sowie einem Mechanismus zum Einstellen und Halten eines Grundabstands zwischen der Basis der Graviereinheit und der Oberfläche (5a) des Zylinders (5). Die elektromechanische Gravur ermöglicht eine schnelle und kostengünstige Herstellung von Prägestrukturen auf Zylinderoberflächen (5a). Als Rohkörper für die Prägezylinder kommen zum Beispiel mit Kupfer beschichtete Gravierzylinder (5) zum Einsatz, welche nach erfolgter Einbringung der Prägestrukturen mit einer Chromschicht zur Erhöhung der Härte und Widerstandsfähigkeit versehen werden.
Description
- Die Erfindung betrifft eine Vorrichtung und ein Verfahren zur Erzeugung von Prägestrukturen in einer Oberfläche eines Zylinders.
- Prägeverfahren sind an sich bekannt und haben einen weiten Anwendungsbereich. Prägungen werden insbesondere in flächigen Materialien wie Metallfolien oder beschichteten Metallfolien hergestellt. Zum Ausbilden von Prägungen in flächigem Material werden beispielsweise Prägestempel oder Prägewalzen mit Prägestrukturen wie Erhebungen und/oder Vertiefungen gegen das Material gedrückt, worauf sich im Material entsprechende Vertiefungen bzw. Erhebungen als Abbild der Prägestrukturen ausbilden.
- Das Prägen von flächigem Material erfolgt mit Vorteil kontinuierlich, während das Material zwischen zwei Prägewalzen (bzw. einer Prägewalze und einer Gegenwalze ohne Prägestruktur) hindurch geführt wird. Ein derartiges kontinuierliches Verfahren ermöglicht hohe Produktionsraten und somit ein Prägen von industriellen Mengen, wie sie beispielsweise bei der Herstellung von Verpackungsmaterial anfallen.
- Herkömmlich werden die Prägewalzen beispielsweise durch Molettieren hergestellt. Dieses Verfahren ist aber zeitaufwendig und teuer. Weitere bekannte Verfahren, wie spezifische mechanische, chemische oder Lasergravurverfahren, oder das Einbringen der Prägestruktur durch Prägung in eine thermoplastische Zwischenform und anschliessende Herstellung eines Abgusses, teilen diese Nachteile, gewähren nur eine schlechte Reproduzierbarkeit oder erfordern sehr viel Fachwissen und mechanische Fertigkeiten. Oft wird deshalb darauf verzichtet, nur aus ästhetischen Gründen eine Prägung zu erzeugen. In Fällen, wo eine Prägung aus anderen Gründen benötigt wird, z. B. um das Anhaften aufeinander liegender Folienschichten zu verhindern, werden aufgrund der hohen Kosten meist unspezifische Standardmusterungen verwendet und nicht spezifische Muster, Bildelemente oder Logos.
- Mit Prägungen zu versehendes Material, z. B. für Verpackungen für Konsumgüter, ist zudem oft bereits mit einem Aufdruck versehen. In diesen Fällen ist es oft gewünscht, dass die herzustellende Prägung passend zum Aufdruck in das Material eingebracht wird, z. B. um Konturen eines Schriftzugs oder eines Bildelements durch die Prägung nachzubilden und somit weiter hervorzuheben. Die Prägung im Register mit dem Aufdruck herzustellen, ist aber bei den bekannten Prägeverfahren schwierig.
- Aufgabe der Erfindung ist es, eine dem eingangs genannten technischen Gebiet zugehörende Vorrichtung und ein entsprechendes Verfahren zu schaffen, welche eine einfache, schnelle und kostengünstige Herstellung von Prägezylindern ermöglichen.
- Die Lösung der Aufgabe ist durch die Merkmale des Anspruchs 1 definiert. Gemäss der Erfindung umfasst die Vorrichtung zur Erzeugung von Prägestrukturen eine elektromechanische Graviereinheit mit einem an einer Basis der Graviereinheit beweglich gelagerten Stichel zum Bearbeiten der Oberfläche, einem Antrieb zum Bewegen des Stichels relativ zur Basis, in einer Richtung senkrecht zur Oberfläche des Zylinders und einem Mechanismus zum Einstellen und Halten eines Grundabstands zwischen der Basis der Graviereinheit und der Oberfläche des Zylinders.
- Es hat sich überraschenderweise gezeigt, dass viele Aspekte einer elektromechanischen Graviereinheit zum Bebildern von Tiefdruckzylindern und damit verbundener Vorrichtungen (Graviersystem, Bildbearbeitungsstation etc.) auch im Zusammenhang mit der Herstellung von Prägezylindern nützlich und vorteilhaft sind. Prägezylinder dienen zur Herstellung von Prägungen auf flächenhaften Materialien, wobei während des Prägevorgangs kein Farbauftrag erfolgt, also gewissermassen ein Blinddruck ausgeführt wird. Ein wichtiger Unterschied zwischen einer Tiefdruckform und einer Prägeform besteht in der Tiefe und der Geometrie der in der Oberfläche des Zylinders erzeugten Vertiefungen (Näpfchen).
- Elektromechanische Graviermaschinen für die Übertragung von Bildinformationen auf einen Tiefdruckzylinder sind seit längerem bekannt. Das Erreichen der benötigten Tiefe für Prägezylinder kann mit herkömmlichen Graviermaschinen und den damit verwendeten Werkzeugen aber nicht ohne Weiteres bewerkstelligt werden, da einerseits normale Graviersysteme konstruktionsbedingt kaum die für Prägezylinder benötigte Gravurtiefe erreichen können und die verwendeten Werkzeuge nicht für die benötigte Materialabtragung geeignet sind. Bei Graviertiefen wie sie für Prägezylinder benötigt werden, ist es zudem besonders wichtig, Stichelbrüche zu vermeiden oder deren Folgen auf den laufenden Gravierprozess zu beschränken. Ein weiterer Punkt, den es zu beachten gilt, ist die erhebliche Spanentwicklung, die mit den tiefen Strukturen einher geht. Schliesslich wird das zu prägende Material beim Prägevorgang mechanisch ungleich stärker beansprucht als bei einem Druckvorgang. Diesem Umstand muss bei der Herstellung des Prägezylinders ebenfalls Rechnung getragen werden.
- Die im Rahmen der Erfindung zum Einsatz kommende Graviereinheit ist somit insbesondere in Bezug auf die für die Einbringung von Prägestrukturen benötigte Gravurtiefe und des damit verbundenen Materialabtrages verbessert worden. Die elektromechanische Gravur ermöglicht eine schnelle und kostengünstige Herstellung von Prägestrukturen auf Zylinderoberflächen. Als Rohkörper für die Prägezylinder kommen zum Beispiel mit Kupfer beschichtete Gravierzylinder zum Einsatz, welche nach erfolgter Einbringung der Prägestrukturen mit einer Chromschicht zur Erhöhung der Härte und Widerstandsfähigkeit versehen werden. Es können aber grundsätzlich auch andere Materialien wie beispielsweise Zink oder Kunststoffe verarbeitet werden.
- Die erfindungsgemässe Vorrichtung umfasst mit Vorteil eine Steuerung zum Steuern des Antriebs zum Bewegen des Stichels in Abhängigkeit von Eingangsdaten.
- Bei einem erfindungsgemässen Verfahren zur Erzeugung von Prägestrukturen in einer Oberfläche eines Zylinders, werden entsprechend folgende Schritte durchgeführt
- a) Empfangen der Eingangsdaten;
- b) Erzeugen eines Antriebssignals in Abhängigkeit von den Eingangsdaten;
- c) Antreiben eines Stichels einer elektromechanischen Graviereinheit mit dem Antriebssignal zum Bearbeiten der Oberfläche des Zylinders.
- Das Antriebssignal wird dabei derart erzeugt, dass es geeignet ist, mittels des Stichels Prägestrukturen in der Oberfläche des Zylinders zu erzeugen.
- Die Steuerung kann Rechenmittel umfassen zum Verarbeiten der Eingangsdaten, derart dass als Eingangsdaten übliche Bilddaten für eine Gravur von Druckzylindern, insbesondere Halbtondaten, empfangen und derart transformiert werden können, dass auf Basis der transformierten Daten das Antriebssignal erzeugt werden kann, welches zur Erzeugung der Prägestrukturen geeignet ist. Anwenderseitig können somit die vorhandenen Verfahren, Einrichtungen und Computerprogramme zur Erzeugung von Gravurdaten auch für die Vorbereitung des Prägeprozesses verwendet werden. Es ist zudem - auf Basis derselben Daten - möglich, ein flächiges Material zunächst zu bedrucken und anschliessend zu prägen, wobei die Prägung im Register mit dem Druck auf das Material aufgebracht wird. Im einfachsten Fall werden Stellen, die mit intensiven Tönen bedruckt werden, gleichzeitig eine erhabene oder vertiefte Prägung erhalten. Dabei können auch Halbtondaten verwendet werden, so dass stufenlos variable Prägetiefen entstehen.
- Um tiefe Strukturen zu erzeugen, wird mit Vorteil mindestens eine der Prägestrukturen in mehreren aufeinander folgenden Graviervorgängen erzeugt, wobei an derselben Position der Oberfläche des Zylinders in den aufeinander folgenden Graviervorgängen durch den Stichel Material aus der Oberfläche abgetragen wird. Die Steuerung ist also mit Vorteil derart ausgebildet, dass ein derartiges Verfahren durchführbar ist. Die bei einer vorgegebenen Tiefe der einzubringenden Struktur pro Graviervorgang abzutragende Materialmenge kann somit um ein Vielfaches verringert werden. Dies hat eine wesentlich höhere Lebensdauer des Stichels und eine deutlich reduzierte Gefahr des Stichelbruchs zur Folge. Es lassen sich zudem mit dieser Massnahme Graviertiefen erreichen, die bei einer einstufigen Gravur nicht erzielt werden können.
- Besonders bei einer mehrstufigen Gravur stellt sich allerdings das Problem, dass übliche Gleitfüsse, welche die Basis der Graviereinheit auf der Oberfläche des Zylinders abstützen und somit einen definierten Abstand zwischen Basis und Oberfläche gewährleisten, in der zweiten und allen darauf folgenden Gravierstufen nicht mehr einsetzbar sind: Zum einen lassen sich die Gleitfüsse nicht ohne Weiteres auf einer bereits teilweise und gegebenenfalls grossflächig bearbeiteten Oberfläche abstützen und könnten diese Oberfläche auch verletzen, und zum anderen ergibt sich aufgrund des während des vorangegangenen Bearbeitungsschritte erzeugten Reliefs kein definierter Abstand mehr zwischen der (ursprünglichen) Zylinderoberfläche und der Basis der Graviereinheit.
- Der Mechanismus zum Einstellen des Grundabstands ist deshalb vorzugsweise abstützungsfrei bezüglich der Oberfläche des Zylinders ausgebildet, d. h. während des Graviervorgangs stützt er sich nicht auf der Zylinderoberfläche ab. Der Mechanismus hält das Graviersystem in einem präzise definierten Abstand von der Zylinderoberfläche und ist so beschaffen, dass beim gesamten zur Anwendung kommenden Bereich von Zylinderumfängen dieser genau definierte Abstand des Schneidewerkzeuges erreicht und gehalten werden kann. Für ein gutes Bearbeitungsergebnis sollte dabei die Genauigkeit und Repetierbarkeit des Abstandes besser als 10 µm sein.
- Weil kein Gleitfuss verwendet wird und somit die bereits bearbeitete Zylinderoberfläche nicht als mechanische Referenz dienen muss, kann im Gegensatz zu bekannten Vorrichtungen mit Gleitfuss der Graviervorgang nach einem unerwarteten Brechen des Schneidewerkzeugs nahtlos fortgesetzt werden, indem das Werkzeug ersetzt, das Graviersystem in axialer Richtung an eine Stelle vor dem Bruch des Werkzeugs zurückversetzt und die Gravur erneut gestartet wird.
- Der abstützungsfreie Mechanismus kann auf verschiedene Arten ausgebildet sein. Der Mechanismus kann z. B. einen justierbaren Anschlag umfassen, welcher eine federgetriebene Zustellbewegung der Basis der Graviereinheit in Richtung der Oberfläche des Zylinders begrenzt. Ein derartiger Anschlag lässt sich konstruktiv einfach ausbilden und verstellbar lagern. Vorhandene Lösungen für übliche Gleitfüsse können zudem im Wesentlichen übernommen werden und müssen nur durch den justierbaren Anschlag ergänzt werden. Die federgetriebene Zustellung der Graviereinheit bleibt erhalten.
- Der abstützungsfreie Mechanismus kann zusätzlich oder alternativ eine Einrichtung zum Messen eines Abstands zwischen der Basis der Graviereinheit und der Oberfläche des Zylinders sowie einen Antrieb zum Einstellen des Grundabstands zwischen der Basis der Graviereinheit und der Oberfläche des Zylinders abhängig vom gemessenen Abstand umfassen. Die Messung erfolgt insbesondere berührungslos, beispielsweise durch einen optischen Sensor, einen kapazitiven Sensor oder durch ein Laserinterferometer. Das Einstellen erfolgt beispielsweise mittels eines schnellen Servomotors, der auf eine Justiereinrichtung des Anschlags oder direkt auf die Basis wirkt. Die verstellbare Lagerung bzw. der Anschlag sind in beiden Fällen so ausgebildet, dass die beim Graviervorgang auftretenden rückwirkenden Kräfte von der Basis übernommen werden können. Anstelle der fortlaufenden Justierung der Basis ist es auch denkbar, dass abhängig vom gemessenen Abstand das Graviersignal umgeformt wird, d. h. dass die Signalamplitude entsprechend des gemessenen Abstands verstärkt oder gedämpft wird - in diesem Fall wird der Grundabstand also bereits auf der Stufe Graviersignal geändert. Die letztgenannte Möglichkeit lässt sich ohne zusätzliche mechanische Teile besonders einfach und kostengünstig realisieren, allerdings hat sie - abhängig von den Toleranzen im Zylinderdurchmesser - eine Verringerung der maximalen Graviertiefe des Graviersystems zur Folge.
- Beim Nachstellen des Grundabstands kann ein bereits erfolgter Materialabtrag an der aktuell bearbeiteten Position berücksichtigt werden, indem beim Nachstellen die Eingangsdaten berücksichtigt werden. Die gemessene Entfernung wird also um den bereits erfolgten Abtrag korrigiert. Diese Massnahme ist bei einer mehrstufigen Gravur angezeigt und ermöglicht auch das Weitergravieren nach einem Unterbruch, z. B. nach einem Bruch des Stichels.
- Alternativ oder zusätzlich kann vor oder bei einem ersten der Graviervorgänge ein Profil der Oberfläche des Zylinders ausgemessen und abgespeichert werden. Dieses wird dann beim Nachstellen des Grundabstands berücksichtigt. Das Profil widerspiegelt sowohl die Geometrie der unbearbeiteten Zylinderoberfläche als auch Ungenauigkeiten in der Zylinderzentrierung. Seine Berücksichtigung bei der Ermittlung des einzustellenden Grundabstands stellt sicher, dass beim Gravieren der konkret vorhandenen Zylinderoberfläche stets gefolgt wird und dass die vorgegebenen Graviertiefen auf der gesamten Zylinderoberfläche präzise eingehalten werden. Ein Stichelbruch oder andere Unterbrüche beeinträchtigen die präzise Gravur nicht, weil stets auf das Originalprofil des Zylinders zurückgegriffen werden kann. Schliesslich ermöglicht das Messen des Zylinderprofils auch die Bearbeitung schwieriger Werkstücke, z. B. von Zylindern mit in axialer Richtung zunehmendem oder wechselndem Durchmesser.
- Anstelle einer dynamischen Anpassung des Grundabstands kann dieser auch während eines gesamten Graviervorgangs konstant gehalten werden, wobei zwischen aufeinander folgenden Graviervorgängen der Grundabstand zwischen der Basis der Graviereinheit und der Oberfläche des Zylinders jeweils um einen vorgegebenen Wert, insbesondere in Abhängigkeit der Eingangsdaten, verringert wird. Der vorgegebene Wert kann stets derselbe sein, oder es können zwischen unterschiedlichen Graviervorgängen unterschiedlich grosse Änderungen vorgenommen werden. Die Werte können zudem unabhängig von den zu erzeugenden Prägestrukturen gewählt werden oder aber in Abhängigkeit der Eingangsdaten. Letzteres eröffnet die Möglichkeit, die Werte derart zu wählen, dass beispielsweise der Materialabtrag in den einzelnen Graviervorgängen etwa konstant bleibt oder dass bei der Bearbeitung nur Späne erzeugt werden, die problemlos abgeführt werden können.
- Damit der Grundabstand während eines Graviervorgangs ohne Echtzeitkorrektur konstant gehalten werden kann, werden hohe Anforderungen an den Rundlauf und an eine minimale Konizität des Zylinders gestellt. Abweichungen sollten wenige Mikrometer nicht überschreiten.
- Um dies zu erreichen, können Aufnahmen für den Zylinder vorgesehen werden, welche verstellbar ausgebildet sind, so dass durch eine entsprechende Justierung vor dem Gravieren Rundlauffehler des Zylinders minimierbar sind.
- Alternativ oder ergänzend zur mechanischen Einstellung des Rundlaufs kann auch vor dem Erzeugen der Prägestrukturen in der Oberfläche des Zylinders eine Glättungsgravur durchgeführt werden. Dazu wird vor dem Erzeugen der Prägestrukturen zumindest ein wesentlicher Teil der Oberfläche des Zylinders durch den Stichel bearbeitet, wobei der Abstand zwischen dem Stichel und einer durch die Graviervorrichtung vorgegebenen Rotationsachse des Zylinders konstant gehalten wird. Die Vorschubgeschwindigkeit wird dabei im Hinblick auf eine hohe Lebensdauer des Stichels gewählt. Die Graviertiefe wird so eingestellt, dass der Stichel während einer ganzen Umdrehung des Zylinders und über seine gesamte Länge mit diesem in Verbindung bleibt. Dadurch werden Rundlauffehler geschlichtet und eine eventuelle Konizität auf ein Minimum reduziert, und es wird gewährleistet, dass bei der anschliessenden Einbringung der Prägestrukturen die Schneidetiefe auf wenige Mikrometer genau konstant ist.
- Ausserdem kann der unbearbeitete Zylinder über eine Oberfläche geringer Qualität in Bezug auf seine Rauhigkeit und Abweichungen von einem perfekten Zylinder verfügen, weshalb alle Arbeitsschritte vor dem Einbringen der Prägestrukturen wesentlich weniger präzise sein müssen und somit kostengünstiger und schneller durchgeführt werden können.
- Neben dem abstützungsfreien Mechanismus zum Einstellen des Grundabstands kann die Vorrichtung zusätzlich einen üblichen Gleitfuss umfassen. Die Vorrichtung ist in diesem Fall derart ausgebildet, dass sie zwischen einem Prägezylinder- und einem Druckzylindermodus umschaltbar ist. Das heisst, dass beim Erzeugen von Prägestrukturen der abstützungsfreie Mechanismus zum Einstellen des Grundabstands verwendet wird, während beim Erzeugen von Tiefdrucknäpfchen der Gleitfuss zum Einsatz kommt. Der Gleitfuss kann für den Prägezylindermodus zurückgezogen, weggeklappt oder entfernt werden. Die Vorrichtung verfügt über Eigenschaften in Bezug auf Flankensteilheit, die den Ansprüchen der Gravur bei der Bebilderung von Tiefdruckzylindern genügt. Ausserdem kann das Graviersystem in dem für die Bebilderung von Tiefdruckzylindern nötigen Frequenzgravurmodus betrieben werden.
- Dass dieselbe Maschine für die Herstellung sowohl von Präge- als auch von Tiefdruckzylindern verwendbar ist, hat mehrere Vorteile: Zum einen kann sie - gerade in kleineren Betrieben - besser ausgelastet werden, und es werden der Platz und ein Grossteil der Kosten für eine zusätzliche Maschine eingespart. Zum anderen ergeben sich Synergien und Vorteile, wenn ein Material sowohl bedruckt und - im Register mit der Bedruckung - auch geprägt werden soll: Die Präzision der Registrierung ist besonders hoch, und die Eingangsdaten können - gegebenenfalls mit gewissen Modifizierungen - für die Herstellung beider Zylinder verwendet werden.
- Eine mehrstufige Gravur ist aber auch mit einem abstützenden Mechanismus zur Einstellung des Grundabstands möglich. Dazu wird eine Kreisliniengravur durchgeführt, bei welcher dieselbe Spur während mindestens zwei kompletten (aufeinander folgenden) Zylinderumdrehungen bearbeitet wird. Die Arbeitstiefe des Stichels wird dabei von einem ersten Umgang zu einem zweiten Umgang in derselben Spur (und für allfällige weitere Umgänge) erhöht. Die axiale Position des Graviersystems wird dabei beibehalten. Sobald entlang der entsprechenden Kreislinie die gewünschte Gravurtiefe erreicht ist, wird das Graviersystem zur nächsten Spur gefahren, worauf diese auf dieselbe Weise bearbeitet werden kann.
- Der Grundabstand zwischen der Basis der Graviereinheit und der Oberfläche des Zylinders kann dabei mittels eines auf einem noch unbearbeiteten Bereich der Oberfläche abstützenden Gleitfusses eingestellt werden. Der Grundabstand wird somit vom ersten Umgang zum zweiten Umgang (und auch in allfälligen weiteren Umgängen) beibehalten. Die Erhöhung der Arbeitstiefe des Stichels erfolgt durch eine Modifikation des Antriebssignals. Das Antriebssignal wird beispielsweise mit einem entsprechend ansteigenden Signal überlagert, bzw. mit einem stufenartig ansteigenden Verstärkungsfaktor verstärkt. Durch die Verwendung eines Gleitfusses wird Abweichungen vom Rundlauf Rechnung getragen, und die Vorrichtung kann konstruktiv einfach ausgebildet werden.
- Flexible Materialien werden beim Prägen gedehnt. Die Prägestrukturen sollen derart sein, dass der Prägevorgang möglichst schonend vor sich geht, um zu verhindern, dass das Material an gewissen Stellen nicht reisst oder zu dünn wird. Es ist deshalb von Vorteil, wenn beim Erzeugen des Antriebssignals in Abhängigkeit von den Eingangsdaten die ein Bild repräsentierenden Eingangsdaten hinsichtlich sanfterer Übergänge zwischen Bereichen des Bilds unterschiedlicher Helligkeitswerte modifiziert werden. Dies kann insbesondere durch eine Weichzeichnungs-Transformation erfolgen. Dabei werden sprunghafte Übergänge im Helligkeitswert auf eine grössere Bildfläche verteilt, was auch in der Prägestruktur und schliesslich in der Prägung sanftere Übergänge zur Folge hat.
- Sollen Prägungen mit einem hohen Relief erzeugt werden, ist es von Vorteil, wenn die Prägung zwischen zwei Prägezylindern erfolgt, die als Matrize und Patrize zusammenwirken. Um Antriebssignale für die entsprechenden Graviervorgänge zu erhalten können die Eingangsdaten für einen der Zylinder invertiert werden. Gleichzeitig kann es von Vorteil sein, wenn das Bild, welches durch die Eingangsdaten repräsentiert wird, gestaucht und/oder gestreckt wird, um die Strukturen auf der Matrize und der Patrize einander entsprechend so auszubilden, dass keine Quetschung des zu prägenden Materials erfolgt. Das Stauchen bzw. Strecken kann durch an sich bekannte und bei vielen Einrichtungen zur Herstellung einer Druckvorlage verfügbaren Algorithmen durchgeführt werden, die üblicherweise zum Verbreitern oder Verschmälern von Schriften eingesetzt werden.
- Mit Vorteil können Prägestrukturen erzeugt werden, welche eines oder mehrere im Wesentlichen durchgehende gravierte Zeichen umfassen, die aus mehreren auf der Oberfläche des Zylinders nebeneinander liegenden Spuren zusammengesetzt sind. Bei der Gravur üblicher Tiefdruckformen wird der Stichel durch eine Sinusfrequenz angeregt. Dieser Sinusfrequenz wird ein moduliertes Videosignal überlagert. Übliche Tiefdruckformen weisen deshalb eine grosse Zahl von distanzierten Näpfchen auf, die jeweils Farbe aufnehmen und beim Druckvorgang an das Papier abgeben. Weil dabei die Farbe etwas zerfliesst und weil das Auge die einzelnen Rasterpunkte in der Regel nicht wahrnimmt, erscheint das Druckbild optisch zusammenhängend.
- Bei der Prägung ist die Situation aber völlig anders: Zum einen lassen sich bei einer dreidimensionalen Prägung unterschiedliche Tiefen nicht wie unterschiedliche Helligkeiten eines zwei-dimensionalen Drucks durch unterschiedlich grosse Vertiefungen in der Form erreichen. Zum anderen ist die Textur einer "gerasterten" Prägung deutlich anders als diejenige einer durchgehenden Prägung. Es ist deshalb von grossem Vorteil, wenn grosse durchgehende Flächen geprägt werden können.
- Ein Verfahren zum Gravieren grosser durchgehender Flächen von Tiefdruckzylindern ist beispielsweise aus der
EP 0 805 957 B1 (MDC Max Dätwyler AG) bekannt. Dabei wird ein impulsbreiten- oder pulsweitenmoduliertes Antriebssignal erzeugt. Auf das übliche Sinussignal wird verzichtet. Überraschenderweise ist dieses Verfahren besonders gut auch für die Herstellung von Prägezylindern geeignet. Durch eine zusätzliche Modulation der Amplitude lassen sich auch Zwischenwerte auf einfache Weise gravieren. Diese Zwischenwerte entsprechen Bereiche der Prägestruktur, welche eine geringere Tiefe (bzw. Höhe) aufweisen als die Maximaltiefe (bzw. Maximalhöhe). - Der bei der Erzeugung von Prägestrukturen entstehende Span kann sehr lang werden, insbesondere dann, wenn die gravierten Strukturen rasterlos sind und längliche Spuren in Umdrehungsrichtung des bearbeiteten Zylinders umfassen. Bei der Entfernung des Spans können deshalb Probleme entstehen, beispielsweise dann, wenn der Span sich in einer Absaugvorrichtung verfängt oder sich um Teile der Maschine oder den Prägezylinder wickelt. Mit Vorteil werden in der Oberfläche des Zylinders deshalb Strukturen zum Brechen eines beim Bearbeiten der Oberfläche des Zylinders entstehenden Spans erzeugt.
- Die Strukturen zum Brechen des Spans sind insbesondere kleinräumige Strukturen mit einer Tiefe, die geringer ist als eine Tiefe der umgebenden Prägestruktur. Es hat sich gezeigt, dass bereits durch geringe Tiefenunterschiede Sollbruchstellen im Span geschaffen werden können. Es reicht also grundsätzlich aus, das Gravierwerkzeug im Bereich grosser Flächen in regelmässigen oder unregelmässigen Abständen etwas zurückzuziehen, damit der Durchmesser des Spans an der entsprechenden Stelle etwas verringert wird.
- Um die spezifischen Strukturen zu erzeugen, sind die Rechenmittel bevorzugt derart ausgebildet und gesteuert, dass in die transformierten Daten Daten zum Erzeugen von Strukturen zum Brechen eines beim Gravieren entstehenden Spans automatisch aufgenommen werden. Dazu kann beispielsweise die Steuerung, welche die für die Einbringung der Prägestrukturen nötigen Daten empfängt und verarbeitet, diese Daten auf grosse gleich bleibende zu gravierende Flächen untersucht und, falls die Flächen eine vorbestimmte Grösse überschreiten, in geeigneten Abständen die Daten dermassen modifizieren, dass das Gravierwerkzeug kurzzeitig soweit zurückgezogen wird, dass die erwünschte Verringerung des Durchmessers des Spans oder auch dessen komplettes Abreissen erreicht wird.
- Mit Vorteil umfasst die erfindungsgemässe Vorrichtung eine Einrichtung zum Absaugen von Spänen, wobei eine Absaugeöffnung dieser Einrichtung im Bereich des Stichels an der Basis der Graviereinheit angeordnet ist. Die Öffnung ist so ausgeführt, dass an diesem Punkt die Absaugluft eine maximale Beschleunigung erfährt, so dass insbesondere auch lange, dicke Späne im Bereich des Entstehungsorts abgesaugt werden können, ohne dass sie sich verfangen und die Absaugeinrichtung verstopfen.
- Zum Erzeugen von Prägestrukturen weist der Stichel mit Vorteil einen Werkzeugwinkel von 90 - 140°, bevorzugt von 90 - 120° auf. Der Werkzeugwinkel bezeichnet denjenigen Winkel, in dem die Schneideflanken des Werkzeuges zueinander stehen. Der Vorschub wird so gewählt, dass die Bearbeitungsgeschwindigkeit optimiert wird, gleichzeitig jedoch unerwünschte Erhebungen und Vertiefungen auf der gravierten Fläche auf einem Mass gehalten werden, welches den nachfolgenden Prägevorgang nicht beeinträchtigt. Vorteilhaft erweisen sich bei Werkzeugwinkeln von 90 bis 140° Vorschubdistanzen von maximal 50 µm. Bei einem Werkzeugwinkel von 120° und einer Vorschubdistanz von 50 µm entstehen unerwünschte Strukturen von 14.5 µm Tiefe. Mit dem verhältnismässig kleinen Winkel von Maximum 140°, vorzugsweise 120° kann die Tiefe solcher Strukturen somit im Rahmen gehalten werden. Es hat sich überdies gezeigt, dass Werkzeugwinkel im angegebenen Bereich gleichzeitig auch die Herstellung robuster Stichel erlauben.
- Um Prägestrukturen grosser Tiefe herstellen zu können, welche gleichzeitig möglichst senkrechte Wände aufweisen, hat der Stichel mit Vorteil einen unteren spitz zulaufenden Teil und einen sich oberhalb an den unteren Teil anschliessenden oberen Teil, wobei begrenzende Kanten des oberen Teils einen Winkel einschliessen, der kleiner ist als der Werkzeugwinkel, welcher durch die Kanten im spitz zulaufenden Teil eingeschlossen wird. Der Winkel ist insbesondere mindestens 45°, bevorzugt mindestens 60°, kleiner als der Werkzeugwinkel. Somit nimmt die minimale Querschnittfläche der zu erzeugenden Vertiefungen ab einer gewissen Tiefe nur noch sehr wenig zu, wenn die Tiefe der gravierten Struktur vergrössert wird.
- Aus der nachfolgenden Detailbeschreibung und der Gesamtheit der Patentansprüche ergeben sich weitere vorteilhafte Ausführungsformen und Merkmalskombinationen der Erfindung.
- Die zur Erläuterung des Ausführungsbeispiels verwendeten Zeichnungen zeigen:
- Fig. 1A, 1B
- Zwei Schrägansichten eines Ausführungsbeispiels einer erfindungsgemässen Graviereinheit zum Erzeugen von Präge- und Tiefdruckstrukturen;
- Fig. 1C
- eine Draufsicht auf das Ausführungsbeispiel;
- Fig. 2
- eine schematische Darstellung der Steuerung der erfindungsgemässen Graviereinheit;
- Fig. 3A, 3B
- eine Querschnittdarstellung eines für die erfindungsgemässe Graviereinheit geeigneten Stichels und einer damit erzeugten Vertiefung als Teil einer Prägestruktur;
- Fig. 4A-D
- eine schematische Darstellung der Verarbeitung eines Bildsignals zu einem Antriebssignal zum Erzeugen von Prägestrukturen in einer Matrize und einer Patrize;
- Fig. 4E
- einen Querschnitt durch die mittels dem Antriebssignal hergestellte Matrize bzw. Patrize; und
- Fig. 5A-E
- eine schematische Darstellung eines erfindungsgemässen mehrstufigen Verfahrens zur Erzeugung einer Prägestruktur.
- Grundsätzlich sind in den Figuren gleiche Teile mit gleichen Bezugszeichen versehen.
- Die Figur 1 zeigt ein Ausführungsbeispiel einer erfindungsgemässen Graviereinheit, welche sowohl für den Gravier- als auch für den Prägemodus geeignet ist. Die Graviereinheit ist in an sich bekannter Weise auf einem Wagen befestigt, mittels welchem sie relativ zu einem zu bearbeitenden Zylinder 5, beispielsweise mit einer zu bearbeitenden Oberfläche 5a aus Kupfer, verfahren werden kann. Die Graviereinheit umfasst ein absenkbar montiertes Graviersystem 1. Dieses ist um eine Achse 1a schwenkbar an einer Grundplatte 1b angeordnet. Am Graviersystem 1 ist ein Gleitfuss 2 verstellbar befestigt. Die Verstellung erfolgt über einen Verstellmechanismus 3 mit einer Verstellspindel 3a. Ebenfalls am Graviersystem ist ein elektrisch betätigbarer Stichel 4 befestigt. Das Auslenken des Stichels in einer Richtung senkrecht zur Oberfläche 5a des Zylinders 5 erfolgt auf eine bei elektromechanischen Graviersystemen bekannte Art und Weise. Der Stichel ist insbesondere an einem Hebel angeordnet, welcher an einer Torsionsfeder gelagert ist, und welcher unter Überwindung der Federkraft mittels eines Elektromagneten ausgelenkt werden kann.
- Das Absenken des Graviersystems 1 durch Verschwenken um die Achse 1a erfolgt durch eine elektrische Zustelleinheit. Diese umfasst einen auf der Grundplatte 1 b befestigten Elektromotor 6 und ein mit der Antriebsachse des Motors 6 verbundenes, ebenfalls auf der Grundplatte 1b befestigtes Getriebe 7. Die Ausgangswelle des Getriebes 7 ist mit einer Zustellspindel 8 mit Aussengewinde verbunden, an welcher ein Federmechanismus 9 angelenkt ist. Zu diesem Zweck umfasst der Federmechanismus 9 ein Muttersegment 9a mit einem Innengewinde, welches mit dem Aussengewinde der Zustellspindel 8 derart zusammenwirkt, dass das Muttersegment 9a in einer Richtung im Wesentlichen senkrecht zur Oberfläche des Zylinders 5 nach vorne bzw. nach hinten bewegt werden kann. Am Muttersegment 9a ist das hintere Ende eines Hebels 9b mit integrierten Federelementen angelenkt. Die Länge dieses Hebels 9b kann durch Überwinden der Federkraft verringert werden. Der Hebel 9b ist an seinem vorderen Ende an der Rückseite des Graviersystems 1 angelenkt. Der Federmechanismus 9 stellt somit den notwendigen Anpressdruck des Graviersystems 1 auf die Oberfläche 5a des Zylinders 5 bereit.
- Im Graviermodus wird der Gleitfuss 2 mit Hilfe des Verstellmechanismus 3 soweit vorgestellt, dass ein vorgegebener Grundabstand zwischen dem Stichel 4 und der Oberfläche 5a des Zylinders 5 definiert wird. Das Graviersystem 1 mit dem sich in Gravurstellung befindlichen Gleitfuss 2 kann anschliessend durch die elektrische Zustelleinheit ganz auf die Zylinderoberfläche 5a abgesenkt werden, so dass der für die Gravur vorgeschriebene Anpressdruck erreicht wird. Danach ist die Gravur des Druckzylinders möglich, wobei der Grundabstand zwischen Graviersystem 1 und Zylinderoberfläche 5a laufend mit Hilfe des auf der Zylinderoberfläche 5a abgestützten Gleitfusses 2 nachgeführt wird.
- Das Erzeugen einer Prägestruktur erfolgt bei der dargestellten Ausführungsform in mehreren Schritten, d. h. die gewünschte Tiefe der Strukturen wird durch mehrmalige Bearbeitung erreicht, wobei jeweils von einem Bearbeitungsschritt zum Nächsten die Bearbeitungstiefe erhöht wird. Dadurch kann die Belastung des Schneidewerkzeugs auf einem Wert unterhalb einer maximalen Belastung gehalten werden. Nach Durchführung des ersten Bearbeitungsschritts ist die Oberfläche aufgrund der bereits eingebrachten Struktur derart beschaffen, dass der Gleitfuss 2 nicht mehr für die Bestimmung des Abstandes zwischen Zylinderoberfläche 5a und Stichel 4 verwendet werden kann, da er in die vorher eingebrachte Prägestruktur eindringt, was den Abstand zur Zylinderoberfläche 5a verändert und sogar zur Beschädigung des Zylinders 5 oder des Gleitfusses 2 führen kann.
- Soll statt der Tiefdruckgravur eine Prägestruktur eingebracht werden, wird somit auf die Verwendung des Gleitfusses 2 ganz verzichtet. Um den Stichel 4 auf präzise Weise an die Zylinderoberfläche 5a heranzuführen, wird stattdessen ein Feinzustellungsmechanismus 10 für das Graviersystem 1 eingesetzt. Dieser Mechanismus umfasst einen Rahmen 11, welcher fest am Graviersystem montiert ist und sich nach hinten erstreckt. In einer den Rahmen 11 hinten abschliessenden Quertraverse ist eine durchgehende Öffnung mit Innengewinde ausgebildet, welche eine Präzisions-Zustellspindel 12 mit Aussengewinde aufnimmt. Am hinteren Ende der Zustellspindel 12 ist ein Einstellgriff 13 angebracht. Am vorderen Ende der Zustellspindel 12 ist eine Kugel befestigt. Diese Kugel wirkt auf eine Druckplatte 14, welche mittels eines Jochs 15 mit der Grundplatte 1b der Graviereinheit fest verbunden ist. Die Zustellspindel 12 und die Druckplatte 14 bilden zusammen einen Anschlag, durch welchen sich die Bewegung des Graviersystems 1 auf die Oberfläche 5a des Zylinders 5 begrenzen lässt. Durch Verdrehen der Zustellspindel 12 lassen sich der Anschlag und somit die vordere Endstellung des Graviersystems 1 fein justieren. Im Weiteren ist ein Bügel 16 zum Haltern eines Schabers am Graviersystem 1 drehbar angebracht. Der am Bügel 16 befestigte Diamant-Schaber wird durch an den seitlichen Befestigungspunkten des Bügels 16 angeordnete Federn und durch das Eigengewicht des Bügels 16 auf die Oberfläche 5a des Zylinders 5 gedrückt und dient dazu, unerwünschte, über die Oberfläche 5a hinausragende Strukturen, die durch den Graviervorgang geschaffen worden sind, zu entfernen. Der Schaber wird im Prägemodus nicht verwendet.
- Im Prägemodus wird der Gleitfuss 2 durch eine Verstelleinrichtung (nicht dargestellt) nach hinten zurückgezogen. Die Zustellspindel 12 wird anschliessend vorgedreht, bis das Graviersystem 1 noch soweit zurückgehalten wird, dass der Stichel 4 bei Absenkung durch die Zustelleinheit gerade noch soweit von der Zylinderoberfläche 5a entfernt bleibt, dass er diese nicht berührt. Durch Drehen am Einstellgriff 13 kann die Schneidetiefe nun sehr präzise bestimmt und bei jedem folgenden Bearbeitungsschritt entsprechend erhöht werden.
- Zugunsten einer einfacheren Darstellung wurde im Zusammenhang mit der Figur 1 ein Ausführungsbeispiel beschrieben, bei welchem die Justierung des Grundabstands des Graviersystems manuell erfolgt. Bevorzugt sind aber für alle justierbaren Achsen elektrische Antriebe vorhanden, so dass die Einstellung des Graviersystems automatisch erfolgen kann.
- Bei einer bevorzugten Variante der erfindungsgemässen Graviereinheit erfolgt die Justierung des Grundabstands mit Hilfe eines Video-Erfassungssystems, welches die in der Zylinderoberfläche erzeugten Vertiefungen optisch erfassen kann. Dazu wird zunächst das Graviersystem mit einem Grobzustellungsmechanismus auf den Zylinder zu verfahren. Anschliessend wird die Oberfläche des Zylinders mit der Spitze des Stichels angerissen, wobei nur derjenige Abschnitt des Stichels ins Material eindringt, welcher mit Bezug auf die Stichelspitze einen klar definierten und konstanten Werkzeugwinkel aufweist. Dies gewährleistet, dass aus der mittels des Video-Erfassungssystems optisch ermittelten Breite der erzeugten Vertiefung direkt mit Hilfe des Werkzeugwinkels die Graviertiefe berechnet werden kann. Abhängig von der so bestimmten Graviertiefe wird dann mit Hilfe des Feinzustellungsmechanismus der Abstand zwischen Graviersystem und Zylinderoberfläche auf den vorgegebenen Grundabstand korrigiert. Die Erhöhung der Schneidetiefe zwischen nachfolgenden Bearbeitungsschritten erfolgt durch den präzise betätigbaren Feinzustellungsmechanismus, ohne dass weitere Abstandsmessungen durchgeführt werden.
- Die Figur 2 zeigt eine schematische Darstellung der Steuerung der erfindungsgemässen Graviereinheit zum Erzeugen von Präge- und Tiefdruckstrukturen. Die Grundplatte 1b der Graviereinheit ist am Wagen 20 befestigt, mittels welchem sie relativ zum Zylinder 5, insbesondere entlang einer Richtung 21 parallel zur Zylinderachse, verfahren werden kann. Das Graviersystem 1 ist durch den auf den Federmechanismus 9 wirkenden Antrieb 6 entlang einer Richtung 22 auf den Zylinder 5 zu und von diesem weg bewegbar. Am Graviersystem 1 angeordnet ist der Stichel 4, welcher durch einen Antrieb 23 in an sich bekannter Weise elektromechanisch, insbesondere elektromagnetisch, betätigt werden kann, so dass er zum Gravieren in die Oberfläche 5a des Zylinders 5 eindringt.
- Ebenfalls am Graviersystem 1 angeordnet ist der Gleitfuss 2, welcher durch einen weiteren Antrieb 24 in kleinen Schritten von einer vorderen (in der Figur 2 dargestellten) Stellung bis in eine hintere Stellung verfahrbar ist. Weiter am Graviersystem 1 angeordnet ist ein Distanzsensor 25 mit einem mechanischen Kontaktelement 26, das mit seinem freien vorderen Ende die Oberfläche 5a des Zylinders 5 kontaktieren kann. Das Kontaktelement 26 kann bei Bedarf zurückgezogen werden.
- An der Grundplatte 1 b der Graviereinheit ist ausserdem ein weiterer Stellantrieb 27 angeordnet. Dieser wirkt mit einem Anschlag 28 am Graviersystem 1 zusammen, derart dass die Bewegung des Graviersystems in Richtung 22 auf die Oberfläche 5a des Zylinders zu begrenzt wird, während eine Bewegung von der Zylinderoberfläche 5a weg nach hinten durch diese Einrichtung nicht beeinflusst wird.
- Die vorstehend beschriebenen Antriebe werden durch eine Steuerung 40 kontrolliert. Diese umfasst eine Eingangsschnittstelle 41 zum Empfangen von Eingangsdaten, eine zentrale Recheneinheit (CPU) 42, welche Daten von der Eingangsschnittstelle empfängt, einen Speicher 43, welcher mit der CPU 42 zusammenwirkt, eine Peripherieschnittstelle 44, zur Kommunikation mit dem Distanzsensor 25 und den Antrieben 6, 24, 27, einen Signalprozessor 45 und einen Antriebssignalgenerator 46, wobei der Signalprozessor 45 ein Eingangssignal und Steuerbefehle von der CPU 42 empfängt und das Signal nach der Verarbeitung an den Antriebssignalgenerator 46 weitergibt. Letzterer erzeugt ein Signal, welches zur direkten Ansteuerung des Antriebs 23 für den Stichel 4 geeignet ist.
- Zum Erzeugen von Prägestrukturen in der Oberfläche 5a des Zylinders 5 wird zunächst der Gleitfuss 2 von der CPU 42 gesteuert durch den Antrieb 24 nach hinten zurückgezogen. Anschliessend wird das Graviersystem 1 soweit auf die Oberfläche 5a des Zylinders 5 zu bewegt, dass die Spitze des Stichels 4 in seiner Ruheposition von der Rotationsachse des Zylinders 5 einen Abstand hat, welcher dem mittleren Durchmesser des Zylinders 5 zuzüglich der erwarteten Durchmessertoleranz und eines maximalen Achsfehlers entspricht.
- Anschliessend wird der Wagen 20 in eine axiale Anfangsposition verfahren, wonach mit dem Kontaktelement 26 des Distanzsensors 25 die gesamte Zylinderoberfläche 5a durch Drehen des Zylinders 5 und axiales Bewegen des Wagens 20 abgefahren wird. Dabei wird der Abstand zwischen dem Graviersystem 1 und der Zylinderoberfläche 5a kontinuierlich oder schrittweise gemessen, über die Peripherieschnittstelle 44 an die CPU 42 übermittelt und von dieser im Speicher 43 abgelegt. Im Endergebnis enthält der Speicher ein Abstandsprofil der gesamten Zylinderoberfläche 5a, in welchem sowohl lokale Abweichungen des Zylinderdurchmessers als auch Unrundheiten aufgrund von Achsfehlern berücksichtigt sind.
- Das Kontaktelement 26 des Distanzsensors 25 wird nun zurückgezogen, und der Wagen 20 wird wieder in seine Anfangsposition verfahren. Der Grundabstand des Graviersystems 1 von der Zylinderoberfläche 5a wird nun abhängig vom aufgenommenen Abstandsprofil und den über die Eingangsschnittstelle 41 empfangenen und im Speicher 43 abgelegten Druckdaten durch den Antrieb 27 am Anschlag 28 so eingestellt, dass die in einem ersten Graviervorgang zu erzeugenden Vertiefungen optimal, d. h. mit bestmöglicher Qualität und geringstmöglicher Abnutzung des Stichels 4, graviert werden können. Während der Gravur wird der Abstand des Graviersystems 1 von der Zylinderoberfläche 5a kontinuierlich durch den als Servo ausgebildeten Antrieb 27 abhängig vom aufgenommenen Abstandsprofil nachgeregelt. Dadurch werden Oberflächenungenauigkeiten und Achsfehler der Zylinderlagerung ausgeglichen.
- Der Graviervorgang selbst kann in an sich bekannter Weise entlang einer Schraubenlinie (helikal) erfolgen, oder es werden nebeneinander liegende Spuren graviert (Ringgravur).
- Nach Abschluss des ersten Graviervorgangs wird der Wagen 20 mit der Graviereinheit wieder an seine Anfangsposition verfahren. Anschliessend wird ein neuer Grundabstand zwischen dem Graviersystem 1 und der Zylinderoberfläche 5a durch den Antrieb 27 eingestellt. Bei der Bestimmung des neuen Grundabstands werden wiederum das Abstandsprofil und die Druckdaten herangezogen, wobei auch berücksichtigt wird, welche Vertiefungen bereits im ersten Graviervorgang in der Oberfläche 5a erzeugt worden sind. Im Rahmen des zweiten Graviervorgangs werden einerseits weitere, bisher unbearbeitete Stellen der Zylinderoberfläche 5a bearbeitet, andererseits werden Vertiefungen in bereits vorher bearbeiteten Bereichen des Zylinders 5 - soweit nötig - weiter vertieft.
- An diesen zweiten Graviervorgang können sich je nach Notwendigkeit weitere Graviervorgänge anschliessen, wobei jeweils zwischen zwei aufeinander folgenden Vorgängen der Grundabstand nachgestellt wird.
- Die Figur 3A zeigt eine Ausführungsform eines Stichels 4, welche für den Einsatz in der erfindungsgemässen Graviereinheit zur Erzeugung von Prägestrukturen geeignet ist. Der Stichel 4 wird durch einen Diamanten gebildet, welcher prismatisch geschliffen ist. Er umfasst einen Schaft 4a, an welchen sich vorne eine in Arbeitsrichtung vordere Schneidkante 4b, sowie eine in Arbeitsrichtung hintere Freikante 4c anschliessen. Sowohl die Schneidkante 4b als auch die Freikante 4c umfassen jeweils einen hinteren Abschnitt und einen vorne daran anschliessenden vorderen Abschnitt, wobei die beiden vorderen Abschnitte von Schneidkante 4b und von Freikante 4c in einem Werkzeugwinkel α aufeinander zulaufen. Die Schnittlinien zwischen der Schneidkante 4b und der Freikante 4c bilden die Schneidespitze 4d des Stichels 4. Die hinteren Abschnitte schliessen einen Winkel β ein, der kleiner ist als der Werkzeugwinkel α.
- Die Figur 3B zeigt eine mit dem Stichel 4 gemäss Figur 4A erzeugte Vertiefung 5b in der Oberfläche des Prägezylinders 5. Die Vertiefung 5b mit minimaler flächiger Ausdehnung weist gemäss der Geometrie des Stichels 4 Wände auf, die von der Oberfläche 5a des Zylinders 5 ausgehend zunächst steil nach innen verlaufen. Daran schliessen sich aufeinander zulaufende Wandabschnitte an. Mittels des Stichels 4 kann die dargestellte Vertiefung 5b in einem weiteren Graviervorgang noch tiefer gemacht werden, wobei sich die von der Vertiefung 5b auf der Zylinderoberfläche 5a beanspruchte Fläche nur unwesentlich vergrössern wird. Es lassen sich somit mit dem dargestellten Stichel 4 tiefe Prägestrukturen mit kleiner Flächenausdehnung erzeugen. Entsprechend können mit Prägezylindern, die gemäss dem erfindungsgemässen Verfahren hergestellt sind, Prägungen mit hoher Detailauflösung bei gleichzeitig grosser Prägetiefe bzw. -höhe hergestellt werden.
- Die Figuren 4A - 4D stellen die Verarbeitung eines Bildsignals zu einem Antriebssignal zum Erzeugen von Prägestrukturen in einer Matrize und einer Patrize schematisch dar. Das Bildsignal 50 entspricht einem Bildsignal, wie es zur Ansteuerung von Graviermaschinen bereitgestellt wird. Es weist eine mit der Zeit t veränderliche Amplitude A(t) auf, wobei eine hohe Amplitude für eine hohe Farbdichte steht, die Amplitude Null entspricht vollweiss (keine Farbabgabe und somit keine Gravur). Das Bildsignal 50 ist ein Halbton-Signal und umfasst Abschnitte, welche einem Zwischenton zwischen weiss und vollschwarz entsprechen. Das Bildsignal 50 umfasst mehrere zeitlich aufeinander folgende Abschnitte 50.1...50.8, wobei sich Abschnitte 50.2, 50.4, 50.6, 50.8 mit konstanter Amplitude A abwechseln mit Abschnitten 50.1, 50.3, 50.5, 50.7, in welchen die Amplitude A mit konstanter Rate ändert, d. h. ab- oder zunimmt.
- Im Rahmen der Verarbeitung des Bildsignals 50 wird zunächst ein invertiertes Bildsignal 51 erzeugt (siehe Figur 4B): Die Amplitude A'(t) des invertierten Bildsignals 51 errechnet sich als A'(t) = 1 - A(t), wobei der Wert A(t) = 1 vollschwarz entspricht, d. h. weisse Abschnitte des ursprünglichen Bildsignals 50 werden in vollschwarze Abschnitte des invertierten Bildsignals 51 abgebildet, vollschwarze Abschnitte des ursprünglichen Bildsignals 50 in weisse Abschnitte des invertierten Bildsignals 51. Die Zwischentöne werden entsprechend invertiert, aus 40% vollschwarz wird z. B. 60% vollschwarz.
- Als Nächstes werden das Bildsignal 50 und das invertierte Bildsignal 51 einer weiteren Transformation unterzogen (siehe Figur 4C), wobei im Fall des originalen Bildsignals 50 Übergänge zu dunkleren Abschnitten (grössere Werte von A) zeitlich um einen vorgegebenen Offset to1 vorgezogen, Übergänge zu helleren Abschnitten (kleinere Werte von A) zeitlich um den vorgegebenen Offset to1 verzögert werden. Im Fall des invertierten Bildsignals 51 werden hingegen Übergänge zu helleren Abschnitten (kleinere Werte von A') zeitlich um den vorgegebenen Offset to1 vorgezogen, Übergänge zu dunkleren Abschnitten (grössere Werte von A') zeitlich um den vorgegebenen Offset to1 verzögert. Das aus dem originalen Bildsignal 50 gewonnene transformierte Signal 52 weist somit im Vergleich zum originalen Bildsignal 50 einen höheren Schwarzanteil, das aus dem invertierten Bildsignal 51 gewonnene transformierte Signal 53 hingegen im Vergleich zum invertierten Bildsignal 51 einen höheren Weissanteil auf. Durch die Symmetrie der vorgenommenen Transformationen wird die Bildgrösse der Prägestruktur im Vergleich mit dem ursprünglichen Bildsignal 50 beibehalten. Die Transformation kann beispielsweise mit Algorithmen zum Stauchen von Schriften realisiert werden. Derartige Algorithmen sind aus der Druckvorstufe oder aus bestehenden Steuerungen für Graviermaschinen wohlbekannt und können aus diesem Gebiet auch für die erfindungsgemässe Anwendung herangezogen werden.
- Die transformierten Signale 52, 53 werden schliesslich einer Weichzeichnungs-Transformation unterworfen. Dabei werden die Abschnitte 52.1, 52.3, 52.5, 52.7; 53.1, 53.3, 53.5, 53.7 mit wechselnder Amplitude A auf Kosten der Abschnitte 52.2, 52.4, 52.6, 52.8; 53.2, 53.4, 53.6, 53.8 mit konstanter Amplitude A verlängert, d. h. der Beginn des Anstiegs oder der Abfalls des Signals wird um einen vorgegebenen Offset to2 vorgezogen und der Abschnitt wird um diesen Offset auch verlängert. Zusätzlich werden die Übergänge zwischen konstanten und wechselnden Abschnitten abgerundet, indem Zwischenwerte eingefügt werden, die einen sanften Übergang schaffen. Die durch die beschriebenen Transformationen erzeugten Antriebssignale 54, 55 zum Erzeugen von Prägestrukturen in einer Matrize bzw. Patrize sind in der Figur 4D dargestellt. Sie sind insbesondere zum Betreiben einer Gravieranlage geeignet, welche grosse durchgehende Flächen mit aus mehreren Spuren zusammengesetzten, zusammenhängenden Gebieten gravieren kann. Eine derartige Anlage ist wie oben erwähnt, beispielsweise in der
EP 0 805 957 B1 (MDC Max Dätwyler AG) beschrieben. - Die Figur 4E zeigt einen Querschnitt durch die mittels dem Antriebssignal hergestellte Matrize 60 bzw. Patrize 61. Die Erhebungen der Patrize 61 sind schmaler als die entsprechenden Ausnehmungen der Matrize 60. Entsprechend wird das zwischen der Matrize 60 und der Patrize 61 zu verprägende Material beim Prägevorgang nicht gequetscht, sondern kann passend zwischen den einander gegenüberliegenden Oberflächen aufgenommen werden. Durch die Abrundung der Übergänge wird zudem die Gefahr einer Beschädigung des zu verprägenden Materials während des Prägevorgangs reduziert.
- Die Figuren 5A-5E zeigen eine schematische Darstellung eines erfindungsgemässen mehrstufigen Verfahrens zur Erzeugung einer Prägestruktur. Als Beispiel für die zu erzeugende Struktur werden die in der Matrize 60 gemäss Figur 4E herzustellenden Vertiefungen herangezogen. Um gute Prägungen erzeugen zu können, werden mit Vorteil
- Prägestrukturen mit Tiefen von 100 - 300 µm, erzeugt.
- Die Figur 5A zeigt den noch unbearbeiteten Abschnitt der Matrize 60. Gestrichelt ist die zu erzeugende Struktur eingezeichnet. Das Verfahren wird in mehreren Stufen ablaufen, wobei jeweils Material bis zu einer bestimmten maximalen Tiefe (Ebenen 70.1...70.4) abgetragen wird. Im gewählten Beispiel sind die Abstände der ersten Ebene 70.1 zur Oberfläche 60a der Matrize 60 sowie benachbarter Ebenen 70.1...70.4 jeweils gleich gross gewählt. Die Ebenen 70.1...70.4 haben beispielsweise von der ursprünglichen Zylinderoberfläche einen Abstand von 55, 110, 165 bzw. 220 µm.
- Die Figuren 5B, 5C, 5D zeigen jeweils den teilweise bearbeiteten Abschnitt der Matrize 60 nach dem ersten, zweiten und dritten Graviervorgang. Für jeden Graviervorgang wird jeweils dasselbe Antriebssignal verwendet, verändert wird nur der Abstand des Graviersystems von der (ursprünglichen) Zylinderoberfläche. Das jeweils abgetragene Material 71.1, 71.2, 71.3 ist mit einer weiten Schraffur dargestellt. Die Bearbeitung erfolgt jeweils bis zu einer durch die entsprechende Ebene 70.1...70.3 vorgegebenen Tiefe. Die maximale Bearbeitungstiefe, die der verwendete Stichel zu leisten hat, entspricht somit dem Abstand zweier Ebenen 70.1...70.3, nämlich 55 µm, und ist somit fest vorgegeben.
- Die Figur 5E zeigt das Endergebnis. Nach dem Abtragen des Materials 71.4 im vierten Gravierschritt ist die vorgegebene Form erreicht.
- Alternativ zum dargestellten Vorgehen können die Ebenen, bis zu welchen graviert wird, auch abhängig von den zu erzeugenden Vertiefungen gewählt werden oder so, dass das jeweils in einem Graviervorgang abzutragende Material von Schritt zu Schritt ungefähr konstant bleibt.
- Die mehrstufige Gravur kann mehrere aufeinander folgende Graviervorgänge umfassen, wobei bei jedem Vorgang durch eine helikale oder Kreisliniengravur in an sich bekannter Weise im Wesentlichen die gesamte Zylinderoberfläche bearbeitet wird (mit Ausnahme derjenigen Stellen, welche gar nicht zu bearbeiten sind oder bei welchen die gewünschte Gravurtiefe bereits erreicht ist). Es ist aber auch möglich, den im Zusammenhang mit den Figuren 5A-E dargestellten Prozess kreislinienweise durchzuführen, wobei jeweils eine Kreislinie vollständig und falls notwendig in mehreren Stufen (also während mehrerer Umdrehungen des Zylinders) bearbeitet und das Graviersystem erst anschliessend axial zur benachbarten Kreislinie bewegt wird. Dies ermöglicht eine mehrstufige Gravur auch bei Nutzung eines abstützenden Mechanismus zur Einstellung des Grundabstands, beispielsweise eines Gleitfusses. Der Gleitfuss (oder ein Kontaktelement eines anderen abstützenden Mechanismus) stützt sich dabei auf dem noch unbearbeiteten Bereich der Zylinderoberfläche ab.
- Durch Änderung des Antriebssignals wird die Arbeitstiefe des Stichels von Umgang zu Umgang in derselben Spur schrittweise erhöht. Das Antriebssignal kann dazu mit einem entsprechend ansteigenden Signal überlagert oder mit einem stufenartig ansteigenden Verstärkungsfaktor verstärkt werden. Wird entlang einer bestimmten Ringlinie nicht die volle Graviertiefe benötigt, muss dort auch nicht die maximale Anzahl der Graviervorgänge durchgeführt werden, sondern nach Erreichen der gewünschten Tiefe entlang der gesamten Ringlinie kann das Graviersystem zur nächsten Linie verfahren werden und dort die Bearbeitung aufnehmen.
- Je nach Geometrie der zu erzeugenden Prägestruktur kann diese unter Umständen auch in nur einem Gravierschritt hergestellt werden.
- Nach dem Herstellen der Prägestrukturen mittels der Abfolge von Graviervorgängen kann die Oberfläche des Prägezylinders im Hinblick auf eine grössere Dauerhaftigkeit beispielsweise mit einer Schicht aus Chrom versehen werden. Anschliessend ist der Zylinder bereit zur Verwendung. Er kann insbesondere in einer üblichen Druckpresse eingesetzt werden, wie sie für den Tiefdruck Verwendung findet. Der Tiefdruckvorgang und das Prägen können in derselben Druckmaschine, allerdings mit gesonderten Zylindern, ausgeführt werden, insbesondere durch unmittelbar hintereinander angeordnete Druckwerke. Dies ermöglicht ein effizientes Bedrucken und Prägen wobei nach Wunsch die gedruckten Bildelemente und die Prägungen präzise im Register sein können.
- Zusammenfassend ist festzustellen, dass durch die Erfindung eine Vorrichtung und ein Verfahren geschaffen werden, welche eine einfache, schnelle und kostengünstige Herstellung von Prägezylindern ermöglichen.
Claims (32)
- Vorrichtung zur Erzeugung von Prägestrukturen in einer Oberfläche (5a) eines Zylinders (5), umfassend eine elektromechanische Graviereinheit mita) einem an einer Basis der Graviereinheit beweglich gelagerten Stichel (4) zum Bearbeiten der Oberfläche (5a);b) einem Antrieb (23) zum Bewegen des Stichels (4) relativ zur Basis, in einer Richtung senkrecht zur Oberfläche (5a) des Zylinders;c) einem Mechanismus (10) zum Einstellen und Halten eines Grundabstands zwischen der Basis der Graviereinheit und der Oberfläche (5a) des Zylinders (5).
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass der Mechanismus (10) zum Einstellen des Grundabstands abstützungsfrei bezüglich der Oberfläche (5a) des Zylinders (5) ausgebildet ist.
- Vorrichtung nach Anspruch 2, dadurch gekennzeichnet dass der Mechanismus (10) zum Einstellen des Grundabstands einen justierbaren Anschlag (28) umfasst, welcher eine federgetriebene Zustellbewegung der Basis der Graviereinheit in Richtung der Oberfläche (5a) des Zylinders (5) begrenzt.
- Vorrichtung nach Anspruch 2 oder 3, dadurch gekennzeichnet dass der Mechanismus zum Einstellen des Grundabstands eine Einrichtung (25) zum Messen eines Abstands zwischen der Basis der Graviereinheit und der Oberfläche (5a) des Zylinders (5) sowie einen Antrieb (27) zum Einstellen des Grundabstands zwischen der Basis der Graviereinheit und der Oberfläche (5a) des Zylinders (5) abhängig vom gemessenen Abstand umfasst.
- Vorrichtung nach einem der Ansprüche 2 bis 4, gekennzeichnet durch einen Gleitfuss (2), wobei die Vorrichtung derart ausgebildet ist, dass wahlweise zum Einstellen und Halten des Grundabstands zwischen der Basis der Graviereinheit und der Oberfläche (5a) des Zylinders (5) beim Erzeugen von Prägestrukturen der abstützungsfreie Mechanismus (10) zum Einstellen des Grundabstands und beim Erzeugen von Strukturen in einem Tiefdruckzylinder der Gleitfuss (2) verwendbar ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass sie derart ausgebildet ist, dass eine Kreisliniengravur durchführbar ist, bei welcher dieselbe Spur während mindestens zwei kompletten Zylinderumdrehungen bearbeitet wird, wobei eine Arbeitstiefe des Stichels (4) von einem ersten Umgang zu einem zweiten Umgang in derselben Spur erhöht wird.
- Vorrichtung nach einem der Ansprüche 1 bis 6, umfassend eine Steuerung (40) zum Steuern des Antriebs (23) zum Bewegen des Stichels (4) in Abhängigkeit von Eingangsdaten (50).
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass die Steuerung (40) ein Antriebssignal für den Antrieb zum Bewegen des Stichels (4) erzeugen kann, durch welches Prägestrukturen erzeugt werden, welche eines oder mehrere im Wesentlichen durchgehende gravierte Zeichen umfassen, die aus mehreren nebeneinander liegenden Spuren zusammengesetzt sind.
- Vorrichtung nach Anspruch 8, dadurch gekennzeichnet, dass die Steuerung (40) derart ausgebildet ist, dass ein impulsbreiten- oder pulsweitenmoduliertes Antriebssignal erzeugbar ist, wobei insbesondere zusätzlich auch eine Amplitude des Antriebssignals moduliert ist.
- Vorrichtung nach einem der Ansprüche 7 bis 9, dadurch gekennzeichnet, dass die Steuerung (40) derart ausgebildet ist, dass Prägestrukturen in mehreren aufeinander folgenden Graviervorgängen erzeugbar sind, wobei an derselben Position der Oberfläche des Zylinders (5) in den aufeinander folgenden Graviervorgängen Material (71.1...71.4) aus der Oberfläche (5a, 60a) abgetragen wird.
- Vorrichtung nach einem der Ansprüche 7 bis 10, dadurch gekennzeichnet, dass die Steuerung (40) Rechenmittel (42) umfasst zum Verarbeiten der Eingangsdaten (50), derart dass als Eingangsdaten übliche Bilddaten (50) für eine Gravur von Druckzylindern, insbesondere Halbtondaten, empfangen und derart transformiert werden können, dass auf Basis der transformierten Daten das Antriebssignal (54, 55) erzeugt werden kann, welches zur Erzeugung der Prägestrukturen geeignet ist.
- Vorrichtung nach Anspruch 11, dadurch gekennzeichnet, dass die Rechenmittel derart ausgebildet und gesteuert sind, dass in die transformierten Daten Daten zum Erzeugen von Strukturen zum Brechen eines beim Gravieren entstehenden Spans automatisch aufgenommen werden.
- Vorrichtung nach einem der Ansprüche 7 bis 12, dadurch gekennzeichnet, dass die Steuerung derart ausgebildet ist, dass eine Glättungsgravur durchführbar ist, wobei zumindest ein wesentlicher Teil der Oberfläche des Zylinders (5) mit einem konstanten Abstand zwischen dem Stichel (4) und einer Rotationsachse des Zylinders (5) bearbeitet wird.
- Vorrichtung nach einem der Ansprüche 1 bis 13, dadurch gekennzeichnet, dass der Stichel (4) einen Werkzeugwinkel (α) von 90 - 140°, bevorzugt von 90 - 120° aufweist.
- Vorrichtung nach Anspruch 14, dadurch gekennzeichnet, dass der Stichel (4) einen unteren spitz zulaufenden Teil (4b, 4c) und einen sich oberhalb an den unteren Teil anschliessenden oberen Teil (4a) aufweist, wobei begrenzende Kanten des oberen Teils einen Winkel (β) einschliessen, der kleiner ist als der Werkzeugwinkel (α), welcher durch Kanten im unteren spitz zulaufenden Teil (4b, 4c) eingeschlossen wird.
- Vorrichtung nach einem der Ansprüche 1 bis 15, gekennzeichnet durch eine Einrichtung zum Absaugen von Spänen, wobei eine Absaugeöffnung im Bereich des Stichels an der Basis der Graviereinheit angeordnet ist.
- Vorrichtung nach einem der Ansprüche 1 bis 16, gekennzeichnet durch Aufnahmen für den Zylinder, welche verstellbar ausgebildet sind, so dass ein Rundlauffehler des Zylinders minimierbar ist.
- Verfahren zur Erzeugung von Prägestrukturen in einer Oberfläche (5a) eines Zylinders (5), umfassend folgende Schritte:a) Empfangen von Eingangsdaten (50);b) Erzeugen eines Antriebssignals (54, 55) in Abhängigkeit von den Eingangsdaten (50);c) Antreiben eines Stichels (4) einer elektromechanischen Graviereinheit mit dem Antriebssignal (54, 55) zum Bearbeiten der Oberfläche (5a) des Zylinders (5);wobei das Antriebssignal (54, 55) derart erzeugt wird, dass es geeignet ist, mittels des Stichels (4) Prägestrukturen in der Oberfläche (5a) des Zylinders (5) zu erzeugen.
- Verfahren nach Anspruch 18, dadurch gekennzeichnet, dass mindestens eine der Prägestrukturen in mehreren aufeinander folgenden Graviervorgängen erzeugt wird, wobei an derselben Position der Oberfläche (5a, 60a) des Zylinders (5) in den aufeinander folgenden Graviervorgängen durch den Stichel (4) Material (71.1...71.4) aus der Oberfläche (5a, 60a) abgetragen wird.
- Verfahren nach Anspruch 18 oder 19, dadurch gekennzeichnet, dass ein Abstand zwischen einer Basis der Graviereinheit, bezüglich welcher der Stichel zum Bearbeiten der Oberfläche des Zylinders bewegbar ist, und der Oberfläche des Zylinders kontinuierlich berührungslos gemessen und ein Grundabstand zwischen der Basis der Graviereinheit und der Oberfläche des Zylinders abhängig vom gemessenen Abstand kontinuierlich und automatisch nachgestellt wird.
- Verfahren nach den Ansprüchen 19 und 20, dadurch gekennzeichnet, dass beim Nachstellen des Grundabstands ein bereits erfolgter Materialabtrag an der aktuell bearbeiteten Position berücksichtigt wird, indem das Nachstellen in Abhängigkeit auch der Eingangsdaten erfolgt.
- Verfahren nach den Ansprüchen 19 und 20, dadurch gekennzeichnet, dass vor oder bei einem ersten der Graviervorgänge ein Profil der Oberfläche (5a) des Zylinders (5) ausgemessen und abgespeichert wird und dass das Nachstellen des Grundabstands in Abhängigkeit auch des gespeicherten Profils erfolgt.
- Verfahren nach Anspruch 19, dadurch gekennzeichnet, dass zwischen aufeinander folgenden Graviervorgängen ein Grundabstand zwischen der Basis der Graviereinheit und der Oberfläche (5a, 60a) des Zylinders (5) jeweils um einen vorgegebenen Wert, insbesondere in Abhängigkeit der Eingangsdaten, verringert wird.
- Verfahren nach Anspruch 19, dadurch gekennzeichnet, dass eine Kreisliniengravur durchgeführt wird, wobei dieselbe Spur während mindestens zwei kompletten aufeinander folgenden Zylinderumdrehungen bearbeitet wird, wobei eine Arbeitstiefe des Stichels (4) von einem ersten Umgang zu einem zweiten Umgang in derselben Spur erhöht wird.
- Verfahren nach Anspruch 24, dadurch gekennzeichnet, dass ein Grundabstand zwischen der Basis der Graviereinheit und der Oberfläche (5a, 60a) des Zylinders (5) mittels eines auf einem noch unbearbeiteten Bereich der Oberfläche (5a, 60a) abstützenden Gleitfusses (2) eingestellt wird, wobei vom ersten Umgang zum zweiten Umgang der Grundabstand beibehalten und eine maximale Auslenkung des Stichels (4) erhöht wird.
- Verfahren nach einem der Ansprüche 18 bis 25, dadurch gekennzeichnet, dass vor dem Erzeugen der Prägestrukturen in der Oberfläche des Zylinders eine Glättungsgravur durchgeführt wird, indem zumindest ein wesentlicher Teil der Oberfläche des Zylinders durch den Stichel mit einem konstanten Abstand zwischen dem Stichel und einer Rotationsachse des Zylinders bearbeitet wird.
- Verfahren nach einem der Ansprüche 18 bis 26, dadurch gekennzeichnet, dass Prägestrukturen erzeugt werden, welche eines oder mehrere im Wesentlichen durchgehende gravierte Zeichen umfassen, die aus mehreren auf der Oberfläche des Zylinders nebeneinander liegenden Spuren zusammengesetzt sind.
- Verfahren nach Anspruch 27, dadurch gekennzeichnet, dass zum Erzeugen der durchgehenden gravierten Zeichen das erzeugte Antriebssignal impulsbreiten- oder pulsweitenmoduliert ist, wobei insbesondere zusätzlich auch eine Amplitude des Antriebssignals moduliert wird.
- Verfahren nach einem der Ansprüche 18 bis 28, dadurch gekennzeichnet, dass beim Erzeugen des Antriebssignals (54, 55) in Abhängigkeit von den Eingangsdaten die ein Bild repräsentierenden Eingangsdaten (50) hinsichtlich sanfterer Übergänge zwischen Bereichen des Bilds unterschiedlicher Helligkeitswerte modifiziert werden, insbesondere durch eine Weichzeichnungs-Transformation.
- Verfahren nach einem der Ansprüche 18 bis 29, dadurch gekennzeichnet, dass zum Herstellen einer mit einer Matrize (60) zusammenwirkenden Patrize (61) bzw. einer mit einer Patrize zusammenwirkenden Matrize die Eingangsdaten (50) invertiert werden, um das Antriebssignal (54, 55) zu erzeugen und/oder dass die ein Bild repräsentierenden Eingangsdaten derart modifiziert werden, dass das Bild gestaucht und/oder gestreckt wird.
- Verfahren nach einem der Ansprüche 18 bis 30, dadurch gekennzeichnet, dass in der Oberfläche des Zylinders Strukturen zum Brechen eines beim Bearbeiten der Oberfläche des Zylinders entstehenden Spans erzeugt werden, insbesondere kleinräumige Strukturen mit einer Tiefe, die geringer ist als eine Tiefe der umgebenden Prägestruktur.
- Verfahren nach Anspruch 31, dadurch gekennzeichnet, dass beim Erzeugen des Antriebssignals die Eingangsdaten mit Daten zum Erzeugen der Strukturen zum Brechen des Spans automatisch ergänzt werden.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06405390A EP1900517A1 (de) | 2006-09-12 | 2006-09-12 | Vorrichtung zur Erzeugung von Prägestrukturen in einer Oberfläche eines Zylinders |
| PCT/CH2007/000434 WO2008031242A2 (de) | 2006-09-12 | 2007-09-03 | Vorrichtung zur erzeugung von prägestrukturen in einer oberfläche eines zylinders |
| RU2009113606/12A RU2009113606A (ru) | 2006-09-12 | 2007-09-03 | Устройство для создания структур тиснения в поверхности цилиндра |
| EP07800626A EP2061659B1 (de) | 2006-09-12 | 2007-09-03 | Vorrichtung zur erzeugung von prägestrukturen in einer oberfläche eines zylinders |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06405390A EP1900517A1 (de) | 2006-09-12 | 2006-09-12 | Vorrichtung zur Erzeugung von Prägestrukturen in einer Oberfläche eines Zylinders |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1900517A1 true EP1900517A1 (de) | 2008-03-19 |
Family
ID=37768755
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06405390A Withdrawn EP1900517A1 (de) | 2006-09-12 | 2006-09-12 | Vorrichtung zur Erzeugung von Prägestrukturen in einer Oberfläche eines Zylinders |
| EP07800626A Not-in-force EP2061659B1 (de) | 2006-09-12 | 2007-09-03 | Vorrichtung zur erzeugung von prägestrukturen in einer oberfläche eines zylinders |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07800626A Not-in-force EP2061659B1 (de) | 2006-09-12 | 2007-09-03 | Vorrichtung zur erzeugung von prägestrukturen in einer oberfläche eines zylinders |
Country Status (3)
| Country | Link |
|---|---|
| EP (2) | EP1900517A1 (de) |
| RU (1) | RU2009113606A (de) |
| WO (1) | WO2008031242A2 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112013002312B4 (de) * | 2012-05-04 | 2020-11-05 | Hell Gravure Systems Gmbh & Co. Kg | Gravierorgan zur Gravur von Druckformen |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0741008A2 (de) * | 1995-05-02 | 1996-11-06 | MDC Max Dätwyler Bleienbach AG | Vorrichtung zum Gravieren von Tiefdruckzylindern |
| DE19635831A1 (de) * | 1996-09-04 | 1998-03-05 | Hell Ag Linotype | Verfahren und Einrichtung zur Steuerung eines Gravierorgans |
| DE19920207A1 (de) * | 1999-05-03 | 2000-11-09 | Heidelberger Druckmasch Ag | Verfahren zum Betrieb einer Graviermaschine |
| DE19952994A1 (de) * | 1999-11-04 | 2001-05-10 | Heidelberger Druckmasch Ag | Verfahren zur Gravur von Druckzylindern |
| US6515772B1 (en) * | 1993-02-25 | 2003-02-04 | Mdc Max Daetwyler Ag | Apparatus and method for engraving a gravure printing cylinder |
| DE10149828A1 (de) * | 2001-10-09 | 2003-04-30 | Hell Gravure Systems Gmbh | Verfahren zur Lagekorrektur eines Gravierorgans |
-
2006
- 2006-09-12 EP EP06405390A patent/EP1900517A1/de not_active Withdrawn
-
2007
- 2007-09-03 WO PCT/CH2007/000434 patent/WO2008031242A2/de not_active Ceased
- 2007-09-03 EP EP07800626A patent/EP2061659B1/de not_active Not-in-force
- 2007-09-03 RU RU2009113606/12A patent/RU2009113606A/ru not_active Application Discontinuation
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6515772B1 (en) * | 1993-02-25 | 2003-02-04 | Mdc Max Daetwyler Ag | Apparatus and method for engraving a gravure printing cylinder |
| EP0741008A2 (de) * | 1995-05-02 | 1996-11-06 | MDC Max Dätwyler Bleienbach AG | Vorrichtung zum Gravieren von Tiefdruckzylindern |
| DE19635831A1 (de) * | 1996-09-04 | 1998-03-05 | Hell Ag Linotype | Verfahren und Einrichtung zur Steuerung eines Gravierorgans |
| DE19920207A1 (de) * | 1999-05-03 | 2000-11-09 | Heidelberger Druckmasch Ag | Verfahren zum Betrieb einer Graviermaschine |
| DE19952994A1 (de) * | 1999-11-04 | 2001-05-10 | Heidelberger Druckmasch Ag | Verfahren zur Gravur von Druckzylindern |
| DE10149828A1 (de) * | 2001-10-09 | 2003-04-30 | Hell Gravure Systems Gmbh | Verfahren zur Lagekorrektur eines Gravierorgans |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112013002312B4 (de) * | 2012-05-04 | 2020-11-05 | Hell Gravure Systems Gmbh & Co. Kg | Gravierorgan zur Gravur von Druckformen |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2061659B1 (de) | 2011-05-25 |
| WO2008031242A3 (de) | 2008-07-10 |
| WO2008031242A2 (de) | 2008-03-20 |
| RU2009113606A (ru) | 2010-10-20 |
| EP2061659A2 (de) | 2009-05-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0906193B1 (de) | Verfahren zur herstellung von prägeplatten | |
| DE69629279T2 (de) | Verfahren und vorrichtung zum gravieren | |
| EP3822080B1 (de) | Verfahren zur ermittlung von druckparametern einer druckmaschine und teststand | |
| DE69936407T2 (de) | Verfahren zur Werkzeugeinstellung in einer Blechherstellungsmaschine | |
| EP4182099B1 (de) | Dressiertes stahlblech, dressierwalze sowie verfahren zur herstellung eines dressierten stahlbechs | |
| EP2092991B1 (de) | Biegegesenk für eine Biegepresse, insbesondere Abkantpresse und Verfahren zum Abkanten eines Werkstücks | |
| DE4203940A1 (de) | Vorrichtung zur ermittlung der kontaktposition zweier walzen mit parallelen achsen | |
| DE102012006558B4 (de) | Verfahren zur Herstellung einer Flexodruckform | |
| DE2508985A1 (de) | Verfahren und vorrichtung zur herstellung eines tiefdruckzylinders | |
| DE102012011893B4 (de) | Verfahren und Vorrichtung zum Tuschieren eines Werkzeuges in einer Presse | |
| EP0353479A1 (de) | Verfahren und Vorrichtung zur Verminderung der Pressenbelastung einer mit Festanschlägen ausgerüsteten Schnittpresse | |
| DE69025809T2 (de) | Laserstrahlbearbeitung und Gerät dazu | |
| EP2061659B1 (de) | Vorrichtung zur erzeugung von prägestrukturen in einer oberfläche eines zylinders | |
| DE102011054776B4 (de) | Markierprägevorrichtung für die Beschriftung auf Holz und Verfahren zum Prägen | |
| EP2523809B1 (de) | Verfahren und vorrichtung zum optimieren der relativposition zumindest zweier druckwerkszylinder | |
| DE69704391T2 (de) | Walzen ringförmiger Werkstücke | |
| DE4318200C2 (de) | Verfahren zum Einstellen der Berührung zweier im Abstand zueinander verstellbarer Walzen | |
| EP1386727B1 (de) | Verfahren zur Verbesserung der Qualität eines in einen Druckformzylinder gravierten Bildes | |
| WO2006131088A2 (de) | Verfahren zum dauerhaften aufbringen eines graustufen-bildes auf eine matte oberfläche | |
| DE2439420A1 (de) | Verfahren und vorrichtung zum rollen von verzahnungen | |
| DE19710005A1 (de) | Verfahren und Einrichtung zur Gravur von Druckzylindern | |
| DE69102058T2 (de) | Vorrichtung zum Beschreiben, Schneiden und Stanzen von Bahnmaterial. | |
| DE60121905T2 (de) | Verfahren zum Herstellen mindestens einer Einprägung auf der Oberfläche eines Metalbehälters | |
| EP1638711B1 (de) | Prägemaschine und verfahren zum prägen von werkstücken | |
| DE102021131839B4 (de) | Verfahren zum Herstellen eines Presswerkzeugs mit tiefer Strukturierung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| AKX | Designation fees paid | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20080920 |