EP1970191A2 - Arbeitstation - Google Patents
Arbeitstation Download PDFInfo
- Publication number
- EP1970191A2 EP1970191A2 EP08001001A EP08001001A EP1970191A2 EP 1970191 A2 EP1970191 A2 EP 1970191A2 EP 08001001 A EP08001001 A EP 08001001A EP 08001001 A EP08001001 A EP 08001001A EP 1970191 A2 EP1970191 A2 EP 1970191A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- frame
- workstation according
- traverse
- station
- cover
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 230000005540 biological transmission Effects 0.000 claims abstract description 8
- 238000006073 displacement reaction Methods 0.000 claims description 5
- 238000004049 embossing Methods 0.000 claims description 3
- 238000004080 punching Methods 0.000 claims description 3
- 238000007789 sealing Methods 0.000 claims description 3
- 238000000034 method Methods 0.000 description 7
- 238000003856 thermoforming Methods 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/04—Frames; Guides
- B30B15/044—Means preventing deflection of the frame, especially for C-frames
Definitions
- the invention relates to a workstation, in particular as a forming station or sealing station or embossing station or punching station in a thermoforming machine, with a base frame and a cover traverse having station frame in which at least one of the base traverse or the cover traverse is mounted relative to the other adjustable.
- Such workstations are known from public prior art thermoforming machines of the applicant and, for example, in the DE 10 2005 006 782 A1 described.
- no uniform surface pressure over the entire surface to be processed is ensured in the types, since this surface pressure is disturbed by the bending of the workstation.
- the invention is therefore the object of a workstation of the type mentioned in such a way that the space required can be reduced and the accessibility to the workstation can be improved.
- This design has the significant advantage of achieving separation of components in the workstation that are subjected to heavy loading, such as those needed for precise guidance.
- the introduction of the force on the tools in the workstation thus does not or only to a very limited extent influence the guidance for the adjustment of the tools associated with the base traverse and the cover traverse.
- the guide frame is stationarily arranged on the station frame and connected via a first pivot to the power frame. Due to the stationary assignment of the guide frame to the station frame is its rigid support in the defined by the station frame reference frame ensures, and the pivot relative position changes of the power frame relative to the guide frame, for example, when the power frame bends due to the force introduced, be compensated. It is advantageous if the base traverse forms part of the stationary guide frame, as a compact design with a small footprint can be realized.
- the cover traverse is associated with the power frame and connected thereto via a second pivot, wherein the realization of the second pivot as well as the first pivot serves to bending, or generally deformations, of the power frame of the lid traverse keep.
- a toggle lever and / or an eccentric is provided, as can be generated by these drive members in a simple manner, the movement of the lid traverse.
- the eccentric is provided for driving the toggle lever, wherein the drive shaft for the eccentric is provided for adjustment between the lower and the upper dead center.
- the drive shaft is associated with a first displacement measuring system, it is possible during the movement of the cover traverse in the workstation to make a correction, so as to ensure a precise adjustment of the cover traverse with the tool.
- the cover traverse is associated with a second displacement measuring system in order to achieve an exact value for the adjustment of the cover traverse or to check and if necessary by a feedback system to correct.
- the power frame is C-shaped, so that the accessibility to the tools is facilitated, since there is access from the open side of the "C" for the user.
- a prestressed spring is arranged, which ensures a defined force in a sufficient tolerance range, so that the deflection of the power frame has no critical effect on the process provided in the workstation process force.
- a force sensor is arranged in the power transmission chain of the power frame.
- a workstation 1 is schematically provided, as this can be used as a forming station or sealing station or embossing station or punching station in thermoforming machines, wherein the workstation 1 has a station frame 2, in which a base traverse 3 and a lid traverse 4 are arranged.
- the cover cross member 4 is adjustably mounted in the station frame 2, in principle, an adjustable storage of the base traverse 3 isolated or with an adjustable cover crosshead 4 is possible, since it for the operation of the workstation 1 only on the relative Adjustment of the lid traverse 4 and the base cross member 3 arrives.
- the special feature of this embodiment Fig. 1 is that the base cross member 3 a guiding function performing the guide frame 5 and the Lid traverse 4 is associated with a power transmission function exercising force, C-shaped power frame 6.
- the guide frame 5 is stationary arranged on the station frame 2 and connected via a first pivot 7 with the power frame 6, while the cover cross member 4 associated with the power frame 6 and connected thereto via a second pivot 8.
- a toggle lever 16 is provided, which is driven by an eccentric 9, the drive shaft 10 of the lid traverse 4 associated tool between the lower and adjusted to the upper dead point.
- the drive shaft 10 is associated with a first displacement measuring system 11, while the cover cross member 4 is associated with a second displacement measuring system 12 and further in the force transmission chain of the power frame 6, a prestressed spring 13 and a force sensor 14 are arranged.
- the process force 4 is introduced only in the power frame 6, which builds up on the power frame 6 and the cover cross member 4.
- the cover cross member 4 is connected via linear guides 15 with the guide frame 5, which is itself rigidly arranged on the station frame 2. Due to the initiated process force, the power frame 6 deforms according to the schematic representation in FIG. 5 , These bends are not passed to the cover cross-member 4 and the base cross member 3, as these separately are guided and stored and swivel joints 7 allow compensation of a changed relative orientation.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Press Drives And Press Lines (AREA)
- Presses And Accessory Devices Thereof (AREA)
Abstract
Die Erfindung betrifft eine Arbeitsstation, mit einem eine Sockeltraverse (3) und eine Deckeltraverse (4) aufweisenden Stationsrahmen (2), in dem zumindest eine der Sockeltraverse (3) oder der Deckeltraverse (4) gegenüber der anderen verstellbar gelagert ist. Die eine der Sockeltraverse (3) oder der Deckeltraverse (4) ist einem die Führungsfunktion ausübenden Führungsgestell (5) und die andere einem die Kraftübertragungsfunktion ausübenden Kraftgestell (6) zugeordnet.
Description
- Die Erfindung betrifft eine Arbeitsstation, insbesondere als Formstation oder Siegelstation oder Prägestation oder Stanzstation in einer Thermoformmaschine, mit einem eine Sockeltraverse und eine Deckeltraverse aufweisenden Stationsrahmen, in dem zumindest eine der Sockeltraverse oder der Deckeltraverse gegenüber der anderen verstellbar gelagert ist.
- Derartige Arbeitsstationen sind aus offenkundigen vorbenutzten Thermoformmaschienen der Anmelderin bekannt und beispielsweise in der
DE 10 2005 006 782 A1 beschrieben. Arbeitsstationen gibt es in Vier-Säulen-Bauweise, die einen sehr großen Bauraum benötigen, da zum Wechsel das Werkzeug zwischen den Säulen herausgezogen werden muß. Ein kleinerer Bauraum wird bei Arbeitsstationen mit Zuganker benötigt, der allerdings beim Werkzeugwechsel geöffnet werden muss, weil dieser Zuganker den Zugang zum Werkzeug versperrt. Darüber hinaus ist bei den Typen keine gleichmäßige Flächenpressung über die gesamte zu verarbeitende Fläche gewährleistet, da diese Flächenpressung durch die Verbiegung der Arbeitsstation gestört wird. - Der Erfindung liegt daher die Aufgabe zugrunde, eine Arbeitsstation der eingangs genannten Art so auszubilden, dass der Platzbedarf verringert und die Zugänglichkeit zur Arbeitsstation verbessert werden kann.
- Diese Aufgabe wird nach der Erfindung bei einer Arbeitsstation der eingangs genannten Art dadurch gelöst, dass die eine der Sockeltraverse oder der Deckeltraverse einem die Führungsfunktion ausübenden Führungsgestell und die anderem eine die Kraftübertragungsfunktion ausübenden Kraftgestell zugeordnet ist.
- Mit dieser Gestaltung ist der wesentliche Vorteil verbunden, dass eine Trennung der Bauteile in der Arbeitsstation erzielt ist, die einer starken Belastung ausgesetzt sind, von denen, die für die präzise Führung benötigt werden. Die Einleitung der Kraft auf die Werkzeuge in der Arbeitsstation beeinflusst damit nicht oder nur noch sehr eingeschränkt die Führung für die Verstellung der Werkzeuge, die der Sockeltraverse und der Deckeltraverse zugeordnet sind. Dabei ist es im Rahmen der Erfindung bevorzugt, wenn das Führungsgestell stationär am Stationsrahmen angeordnet und über ein erstes Drehgelenk mit dem Kraftgestell verbunden ist. Durch die stationäre Zuordnung des Führungsgestells zum Stationsrahmen ist dessen starre Halterung in dem durch den Stationsrahmen definierten Bezugssystem gewährleisetet, und über das Drehgelenk können relative Lageänderungen des Kraftgestells gegenüber dem Führungsgestell, wenn beispielsweise das Kraftgestell infolge der eingeleiteten Kraft sich verbiegt, kompensiert werden. Günstig ist es dabei, wenn die Sockeltraverse einen Teil des stationären Führungsgestells bildet, da so eine kompakte Bauweise mit einem geringen Platzbedarf realisiert werden kann.
- Im Rahmen der Erfindung ist weiterhin vorgesehen, dass die Deckeltraverse dem Kraftgestell zugeordnet und mit diesem über ein zweites Drehgelenk verbunden ist, wobei die Realisierung des zweiten Drehgelenkes ebenso wie bei dem ersten Drehgelenk dazu dient, Verbiegungen, oder allgemein Deformationen, des Kraftgestells von der Deckeltraverse fernzuhalten.
- Zur Verstellung der Deckeltraverse ist ein Kniehebel und/oder ein Exzenter vorgesehen, da durch diese Antriebsglieder in einfacher Weise die Bewegung der Deckeltraverse erzeugt werden kann. Dabei besteht auch die Möglichkeit, dass der Exzenter zum Antrieb des Kniehebels vorgesehen ist, wobei die Antriebswelle für den Exzenter zur Verstellung zwischen dem unteren und dem oberen Totpunkt vorgesehen ist.
- Wenn der Antriebswelle ein erstes Wegmesssystem zugeordnet ist, besteht die Möglichkeit während der Bewegung der Deckeltraverse in der Arbeitsstation eine Korrektur vorzunehmen, umso eine präzise Verstellung der Deckeltraverse mit dem Werkzeug zu gewährleisten.
- Weiterhin besteht die Möglichkeit, dass der Deckeltraverse ein zweites Wegmesssystem zugeordnet ist, um einen exakten Wert für die Verstellung der Deckeltraverse zu erzielen bzw. zu überprüfen und durch ein Rückkopplungssystem ggfs. zu korrigieren.
- Ein weiterer besonderer Vorteil der Erfindung besteht darin, dass das Kraftgestell C-förmig gestaltet ist, so dass die Zugänglichkeit zu den Werkzeugen erleichtert ist, da eine Zugriffsmöglichkeit von der offenen Seite des "C" für den Nutzer besteht.
- Weiterhin ist im Rahmen der Erfindung vorgesehen, dass in der Kraftübertragungskette des Kraftgestells eine vorgespannte Feder angeordnet ist, die eine definierte Kraft in einem ausreichend Toleranzbereich gewährleistet, so dass die Durchbiegung des Kraftgestells keine kritische Auswirkung auf die in der Arbeitsstation bereit gestellte Prozesskraft besitzt.
- Um die erzeugte Kraft überprüfen zu können, mit der die Prozesskraft über die Werkzeuge in das Werkstück eingeleitet wird, ist in der Kraftübertragungskette des Kraftgestells ein Kraftsensor angeordnet.
- Im folgenden wird die Erfindung an einem in der Zeichnung dargestellten Ausführungsbeispiel näher erläutert; es zeigen:
- Fig. 1a
- eine perspektivische Darstellung einer erfindungsgemäß ausgebildeten Arbeitsstation,
- Fig. 1b
- eine schematische Darstellung der erfindungswesentlichen Teile der Arbeitsstation in einer Seitenansicht,
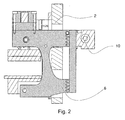
- Fig. 2
- einen Schnitt durch das Kraftgestell der Arbeitsstation,
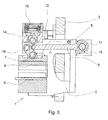
- Fig. 3
- ein Schnitt durch das Führungsgestell der Arbeitsstation,
- Fig. 4
- eine Prinzipsskizze der Arbeitsstation in ihrer Ruhestellung ohne eingeleiteter Prozesskraft, und
- Fig. 5
- eine Prinzipsskizze der deformierten Arbeitsstaion mit eingeleiteter Prozesskraft.
- In der Zeichnung ist schematisch eine Arbeitsstation 1 gestellt, wie diese als Formstation oder Siegelstation oder Prägestation oder Stanzstation in Thermoformmaschinen eingesetzt werden kann, wobei die Arbeitsstation 1 einen Stationsrahmen 2 aufweist, in dem eine Sockeltraverse 3 und eine Deckeltraverse 4 angeordnet sind. Dabei ist in dem in der Zeichnung dargestellten Ausführungsbeispiel die Deckeltraverse 4 verstellbar in dem Stationsrahmen 2 gelagert, wobei prinzipiell auch eine verstellbare Lagerung der Sockeltraverse 3 isoliert oder mit einer verstellbaren Deckeltraverse 4 möglich ist, da es für den Betrieb der Arbeitsstation 1 nur auf die relative Verstellung der Deckeltraverse 4 und der Sockeltraverse 3 ankommt.
- Die Besonderheit bei dieser Ausführungsform aus
Fig. 1 besteht darin, dass die Sockeltraverse 3 einem die Führungsfunktion ausübenden Führungsgestell 5 und die Deckeltraverse 4 einem die Kraftübertragungsfunktion ausübenden Kraft, C-förmig gestalteten Kraftgestell 6 zugeordnet ist. Das Führungsgestell 5 ist dabei stationär am Stationsrahmen 2 angeordnet und über ein erstes Drehgelenk 7 mit dem Kraftgestell 6 verbunden, während die Deckeltraverse 4 dem Kraftgestell 6 zugeordnet und mit diesem über ein zweites Drehgelenk 8 verbunden ist. Die Sockeltraverse 3 bildet dabei einen Teil des stationären Führungsgestells 5. Bei dem in der Zeichnung dargestellten Ausführungsbeispiels zur Verstellung der Deckeltraverse 4 ist ein Kniehebel 16 vorgesehen, der durch einen Exzenter 9 angetrieben wird, dessen Antriebswelle 10 das der Deckeltraverse 4 zugeordnete Werkzeug zwischen dem unteren und dem oberen Totenpunkt verstellt. Der Antriebswelle 10 ist ein erstes Wegmesssystem 11 zugeordnet, während der Deckeltraverse 4 ein zweites Wegmesssystem 12 zugeordnet ist und weiterhin in der Kraftübertragungskette des Kraftgestells 6 eine vorgespannte Feder 13 und ein Kraftsensor 14 angeordnet sind. - Bezugnehmend auf die
Figuren 4 und 5 wird nunmehr die Funktionsweise der Arbeitsstation 1 erläutert. Ausgehend von derFigur 4 wird in der Arbeitsstation 1 nur in das Kraftgestell 6 die Prozesskraft 4 eingeleitet, die sich am Kraftgestell 6 und der Deckeltraverse 4 aufbaut. Die Deckeltraverse 4 ist über Linearführungen 15 mit dem Führungsgestell 5 verbunden, das selber starr an dem Stationsrahmen 2 angeordnet ist. Durch die eingeleitete Prozesskraft verformt sich das Kraftgestell 6 entsprechend der schematischen Darstellung inFigur 5 , wobei diese Verbiegungen nicht an die Deckeltraverse 4 und die Sockeltraverse 3 weitergegeben werden, da diese separat geführt bzw. gelagert sind und Drehgelenke 7 einen Ausgleich einer veränderten relativen Ausrichtung ermöglichen.
Claims (12)
- Arbeitsstation, insbesondere als Formstation oder Siegelstation oder Prägestation oder Stanzstation in einer Thermofommaschine, mit einem eine Sockeltraverse (3) und eine Deckeltraverse (4) aufweisenden Stationsrahmen (2), in dem zumindest eine der Sockeltraverse (3) oder der Deckeltraverse (4) gegenüber der anderen verstellbar gelagert ist, dadurch gekennzeichnet, dass die eine der Sockeltraverse (3) oder der Deckeltraverse (4) einem die Führungsfunktion ausübenden Führungsgestell (5) und die andere einem die Kraftübertragungsfunktion ausübenden Kraftgestell (6) zugeordnet ist.
- Arbeitsstation nach Anspruch 1, dadurch gekennzeichnet, dass das Führungsgestell (6) stationär am Stationsrahmen (2) angeordnet und über ein erstes Drehgelenk (7) mit dem Kraftgestell (6) verbunden ist.
- Arbeitsstation nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Sockeltraverse (3) einen Teil des stationären Führungsgestells (5) bildet.
- Arbeitsstation nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Deckeltraverse (4) dem Kraftgestell (6) zugeordnet und mit diesem über ein zweites Drehgelenk (8) verbunden ist.
- Arbeitsstation nach Anspruch 4, dadurch gekennzeichnet, dass zur Verstellung der Deckeltraverse (4) ein Kniehebel (16) und/oder ein Exzenter (9) vorgesehen ist.
- Arbeitsstation nach Anspruch 5, dadurch gekennzeichnet, dass der Exzenter (9) zum Antrieb des Kniehebels (16) vorgesehen ist.
- Arbeitsstation nach Anspruch 6, dadurch gekennzeichnet, dass die Antriebswelle (10) für den Exzenter (9) zur Verstellung zwischen dem unteren und dem oberen Totpunkt vorgesehen ist.
- Arbeitsstation nach Anspruch 6 oder 7, dadurch gekennzeichnet, dass der Antriebswelle (10) ein erstes Wegmesssystem (11) zugeordnet ist.
- Arbeitsstation nach einem der Ansprüche 4 bis 8, dadurch gekennzeichnet, dass der Deckeltraverse (4) ein zweites Wegmesssystem (12) zugeordnet ist.
- Arbeitsstation nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass das Kraftgestell (6) C-förmig gestaltet ist.
- Arbeitsstation nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass in der Kraftübertragungskette des Kraftgestells (6) eine vorgespannte Feder (13) angeordnet ist.
- Arbeitsstation nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass in der Kraftübertragungskette des Kraftgestells (6) ein Kraftsensor (14) angeordnet ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007012956A DE102007012956A1 (de) | 2007-03-14 | 2007-03-14 | Arbeitsstation |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1970191A2 true EP1970191A2 (de) | 2008-09-17 |
Family
ID=39522165
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08001001A Withdrawn EP1970191A2 (de) | 2007-03-14 | 2008-01-19 | Arbeitstation |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20080223231A1 (de) |
| EP (1) | EP1970191A2 (de) |
| DE (1) | DE102007012956A1 (de) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005006782A1 (de) | 2005-02-14 | 2006-08-17 | Uhlmann Pac-Systeme Gmbh & Co Kg | Arbeitsstation |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3247783A (en) * | 1964-05-21 | 1966-04-26 | Erie Foundry Company | Hydraulic press |
| JPS58103996A (ja) * | 1981-12-17 | 1983-06-21 | Aida Eng Ltd | C形フレ−ムプレス |
| CH679648A5 (de) * | 1988-08-03 | 1992-03-31 | Amada Co Ltd | |
| DE4303017C2 (de) * | 1993-02-03 | 1995-06-29 | Thomas Stumpp | Kniehebelpresse |
| JP3551541B2 (ja) * | 1995-04-12 | 2004-08-11 | 村田機械株式会社 | プレス機械の駆動装置 |
| US5845528A (en) * | 1997-10-07 | 1998-12-08 | Artos Engineering Company | Apparatus for crimping terminals on an electrical conductor |
| DE10220963A1 (de) * | 2002-05-02 | 2003-11-13 | Bos Berlin Oberspree Sondermas | Formvorrichtung zum Formen von Komponententrägerband |
| US6907820B2 (en) * | 2003-03-20 | 2005-06-21 | Mitek Holdings, Inc. | Press for assembling structures |
-
2007
- 2007-03-14 DE DE102007012956A patent/DE102007012956A1/de not_active Withdrawn
-
2008
- 2008-01-19 EP EP08001001A patent/EP1970191A2/de not_active Withdrawn
- 2008-03-14 US US12/048,677 patent/US20080223231A1/en not_active Abandoned
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005006782A1 (de) | 2005-02-14 | 2006-08-17 | Uhlmann Pac-Systeme Gmbh & Co Kg | Arbeitsstation |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102007012956A1 (de) | 2008-09-18 |
| US20080223231A1 (en) | 2008-09-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2694230B1 (de) | Radialpresse | |
| EP3277492A1 (de) | Umformverfahren und presse | |
| WO2012083332A1 (de) | Biegepresse mit werkzeugspeicher | |
| DE2411744C3 (de) | Presse zum Pressverbinden eines Kabels oder isolierten Drahtes mit einem Kabelschuh | |
| DE102009056315A1 (de) | Streckziehvorrichtung und Verfahren zum Streckziehen eines Werkstücks sowie streckgezogenes Teil | |
| EP2481492B1 (de) | Biegewerkzeug für das Freiformbiegen von Blechen | |
| EP2885108B1 (de) | Hubvorrichtung mit kniehebelgetriebe | |
| DE102009055739B4 (de) | Umformmaschine, insbesondere Servopresse | |
| EP1252010B1 (de) | Presse | |
| EP1970191A2 (de) | Arbeitstation | |
| AT518538A4 (de) | Bearbeitungsmaschine zum Bearbeiten von Werkstücken | |
| WO1990011882A1 (de) | Verfahren und vorrichtung zum heissverformen einer kunstharz-schichtpressstoffplatte | |
| DE2706177A1 (de) | Vorrichtung zum praezisen abtrennen des randes eines werkstuecks | |
| DE10332124A1 (de) | Vorrichtung zum Verbinden von plattenförmigen Bauteilen mit variabler Fügetechnik | |
| DE102014212732A1 (de) | Verfahren und Anstauchvorrichtung zum Herstellen von abgesetzten Werkstücken, wie Wellen oder Stäbe | |
| DE10065255B4 (de) | Mehrstufenpresse | |
| EP2465695B1 (de) | Verfahren und Vorrichtung zum Abpressen eines Buchblocks | |
| EP3095534B1 (de) | Biegemaschine | |
| DE102007044259B4 (de) | Ziehwerkzeug mit kurzem Kraftweg | |
| DE10033771B4 (de) | Verfahren und Vorrichtung zur Herstellung von doppelwandigen Durchbrechungen und Umstülpung eines Durchbruches | |
| EP1658962B1 (de) | Mehrstufenpresse | |
| WO2019214856A1 (de) | Austauschbares werkzeug für eine werkzeugmaschine | |
| DE102007062458B4 (de) | Antriebseinrichtung für eine Presse | |
| DE102016108673A1 (de) | Presse zum Herstellen von Feinschneidteilen | |
| DE3876152T2 (de) | Blechtiefziehvorrichtung. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20090316 |