EP2008748A2 - Spannzangenfutter - Google Patents
Spannzangenfutter Download PDFInfo
- Publication number
- EP2008748A2 EP2008748A2 EP08011325A EP08011325A EP2008748A2 EP 2008748 A2 EP2008748 A2 EP 2008748A2 EP 08011325 A EP08011325 A EP 08011325A EP 08011325 A EP08011325 A EP 08011325A EP 2008748 A2 EP2008748 A2 EP 2008748A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- collet chuck
- collet
- pressure
- pressure sleeve
- sleeve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/10—Chucks characterised by the retaining or gripping devices or their immediate operating means
- B23B31/12—Chucks with simultaneously-acting jaws, whether or not also individually adjustable
- B23B31/20—Longitudinally-split sleeves, e.g. collet chucks
- B23B31/201—Characterized by features relating primarily to remote control of the gripping means
- B23B31/204—Characterized by features relating primarily to remote control of the gripping means using fluid-pressure means to actuate the gripping means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/10—Chucks characterised by the retaining or gripping devices or their immediate operating means
- B23B31/12—Chucks with simultaneously-acting jaws, whether or not also individually adjustable
- B23B31/20—Longitudinally-split sleeves, e.g. collet chucks
- B23B31/208—Longitudinally-split sleeves, e.g. collet chucks with a tool positioning stop
Definitions
- the invention relates to a collet chuck, which has for receiving a collet into which a tool is inserted, a conical opening which is provided in a pressure sleeve which is axially displaceable in the collet chuck, and wherein the collet in the conical opening by a clamping nut and is tensioned by further means, wherein the pressure sleeve is displaceable by the further means in the axial direction.
- Such a collet chuck is from the DE 39 38 689 A1 known.
- the other means are formed by two mutually radially opposite clamping parts, which are pulled by a screw against each other and thereby oblique effective surfaces on also inclined active surfaces of the Press sleeve and this press it in one direction, causing a further tensioning of the collet in the conical opening of the collet chuck causes.
- This arrangement is mechanically very complex, since it consists of relatively many parts, all of which must be worked very precisely.
- a similar arrangement is from the DE 197 29 249 C2 known.
- the invention is based on the object to further improve the clamping of a collet chuck in a collet chuck of the type mentioned and simplify. It should also be a higher pressure with which the collet is tensioned, be possible.
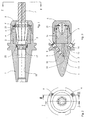
- the collet chuck 1 does not include the collet 2 directly. Rather, in the collet chuck 1, a pressure sleeve 3, which is displaceable in a bore 1 'in the axial direction, is provided, which has a conical opening 4 has, in which the collet 2 with tool 7, for example, a cutter, is used.
- the collet 2 is received in the pressure sleeve 3 and this in the collet chuck 1 characterized in that the clamping nut 5 is screwed onto the external thread 6 on the collet chuck 1.
- a first tightening takes place initially by tightening the clamping nut 5. Further tightening takes place in that the pressure sleeve 3 is displaced in the axial direction. This is done hydraulically characterized in that the piston 8 by tightening a threaded pin 9, which can be screwed with a Allen screwdriver into a thread in the collet chuck 1, characterized shifted so that in the pressure chamber 10 pressure on a incompressible hydraulic medium, for example oil, is exercised.
- a threaded pin 9 which can be screwed with a Allen screwdriver into a thread in the collet chuck 1, characterized shifted so that in the pressure chamber 10 pressure on a incompressible hydraulic medium, for example oil, is exercised.
- the pressure chamber 10 communicates via a line 11 with the sealed by sealing rings 20 and 21 (each formed by an O-ring with support disk) space, on the one hand between the bottom 12 of the pressure sleeve 3 and the bottom 13 of the associated recess 14 in the collet chuck 1 and on the other hand, between the cylindrical outer surface of the pressure sleeve 3 and the cylindrical inner surface of the recess 14 is formed, so that an increase in pressure by screwing the threaded pin 9, a displacement of the pressure sleeve 3 in the axial direction, ie to the right in FIG. 3 , causes.
- the pressurized hydraulic medium in the said space between the seals 20 and 21, in particular in the gap between the outer surface of the pressure sleeve 3 and the cylindrical inner surface of the recess 14 forms a film. This causes a damping of the vibrations of the tool 7, which in the Machining a workpiece arise and would otherwise be transferred to the collet chuck.
- the mentioned gap is not shown in the drawing. He is in reality only a few hundredths of a millimeter wide.
- a vent line 19 is provided for venting the pressure chamber 10. It is also a force acting on a ball 15 threaded pin 16 is provided, which can be solved by a Allen screwdriver, so that a vent takes place to the outside.
- a stop screw 17 is designated, which forms a stop for the tool used 7. It is inserted into an internal thread in the bore 18 in the collet chuck 1.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Gripping On Spindles (AREA)
Abstract
Description
- Die Erfindung betrifft ein Spannzangenfutter, das zur Aufnahme einer Spannzange, in die ein Werkzeug eingesetzt ist, eine konische Öffnung aufweist, die in einer Druckhülse vorgesehen ist, die im Spannzangenfutter axial verschiebbar ist, und bei dem die Spannzange in der konischen Öffnung durch eine Spannmutter sowie durch weitere Mittel gespannt wird, wobei die Druckhülse durch die weiteren Mittel in axialer Richtung verschiebbar ist.
- Ein derartiges Spannzangenfutter ist aus der
DE 39 38 689 A1 bekannt. Bei diesem Spannzangenfutter werden die weiteren Mittel durch zwei einander radial gegenüber liegende Klemmteile gebildet, die durch eine Schraube gegeneinander gezogen werden und dabei über schräge Wirkflächen auf ebenfalls schräge Wirkflächen der Drückhülse wirken und diese dabei in eine Richtung drücken, wodurch ein weiteres Spannen der Spannzange in der konischen Öffnung des Spannzangenfutters bewirkt wird. Dieses Anordnung ist mechanisch sehr aufwändig, da sie aus relativ vielen Teilen besteht, die alle sehr präzise gearbeitet sein müssen. Eine ähnliche Anordnung ist aus derDE 197 29 249 C2 bekannt. - Der Erfindung liegt die Aufgabe zu Grunde, das Spannen einer Spannzange in einem Spannzangenfutter der eingangs genannten Art weiter zu verbessern und zu vereinfachen. Dabei soll auch ein höherer Druck, mit dem die Spannzange gespannt wird, möglich sein.
- Ein Ausführungsbeispiel der Erfindung und ihrer vorteilhaften Weiterbildungen wird im Folgenden unter Bezugnahme auf die beigefügten Zeichnungen näher beschrieben.
- Es stellen dar:
- Figur 1
- einen Schnitt durch das Ausführungsbeispiel, entsprechend einer Ansicht in Richtung der Pfeile I-I in
Figur 2 ; - Figur 2
- eine Ansicht in Richtung der Pfeile II-II in
Figur 1 ; - Figur 3
- eine Ansicht in Richtung der Pfeile III-III in
Figur 2 . - Das Spannzangenfutter 1 umfasst die Spannzange 2 nicht unmittelbar. Es ist vielmehr im Spannzangenfutter 1 eine in einer Bohrung 1' in axialer Richtung verschiebbare Druckhülse 3 vorgesehen, die eine konische Öffnung 4 aufweist, in die die Spannzange 2 mit Werkzeug 7, z.B. einem Fräser, eingesetzt wird.
- Die Spannzange 2 wird in der Druckhülse 3 und diese im Spannzangenfutter 1 dadurch aufgenommen, dass die Spannmutter 5 auf das Außengewinde 6 am Spannzangenfutter 1 aufgeschraubt wird.
- Ein erstes Spannen erfolgt zunächst durch Anziehen der Spannmutter 5. Ein weiteres Spannen erfolgt dadurch, dass die Druckhülse 3 in axialer Richtung verschoben wird. Dies erfolgt hydraulisch dadurch, dass der Kolben 8 durch Anziehen eines Gewindestifts 9, der mit einen InbusSchraubendreher in ein Gewinde in dem Spannzangenfutter 1 eingedreht werden kann, dadurch so verschoben wird, dass im Druckraum 10 Druck auf ein inkompressibles hydraulisches Medium, zum Beispiel Öl, ausgeübt wird. Der Druckraum 10 steht über eine Leitung 11 mit dem durch Dichtungsringe 20 und 21 (jeweils gebildet durch einen O-Ring mit Stützscheibe) abgedichteten Raum in Verbindung, der einerseits zwischen dem Boden 12 der Druckhülse 3 und dem Boden 13 der zugeordneten Ausnehmung 14 im Spannzangenfutter 1 und andererseits zwischen der zylindrischen Außenfläche der Druckhülse 3 und der zylindrischen Innenfläche der Ausnehmung 14 sich gebildet wird, so dass eine Erhöhung des Drucks durch Eindrehen des Gewindestiftes 9 eine Verschiebung der Druckhülse 3 in axialer Richtung, also nach rechts in
Figur 3 , bewirkt. Dass unter Druck stehende hydraulische Medium in dem genannten Raum zwischen den Dichtungen 20 und 21, insbesondere in dem Spalt zwischen der Außenfläche der Druckhülse 3 und der zylindrischen Innenfläche der Ausnehmung 14 bildet einen Film. Dieser bewirkt eine Dämpfung der Schwingungen des Werkzeugs 7, die bei der Bearbeitung eines Werkstücks entstehen und sich ansonsten auf das Spannzangenfutter übertragen würden. - Der erwähnte Spalt ist in der Zeichnung nicht weiter dargestellt. Er ist in der Realität nur einige Hunderstel Millimeter breit.
- Im Hinblick darauf, dass das Volumen zwischen den Dichtungen 20 und 21 sehr klein - praktisch durch die Fertigungstoleranzen vorgegeben - ist., bewirkt schon eine kleine Verringerung des Volumens des Druckraums 10 bei einer Verschiebung des Kolbens 8 einen sehr hohen Druck. So kann man z.B. bei einem Durchmesser des Kolbens 8 von 6 mm einen Druck von 700 bar erreichen.
- Zur Entlüftung des Druckraums 10 ist eine Entlüftungsleitung 19 vorgesehen. Es ist ferner ein auf eine Kugel 15 einwirkender Gewindestift 16 vorgesehen, der durch einen Inbusschraubendreher gelöst werden kann, so dass eine Entlüftung nach außen stattfindet.
- Mit 17 ist eine Anschlagschraube 17 bezeichnet, die einen Anschlag für das eingesetzte Werkzeug 7 bildet. Sie ist in ein Innengewinde in der Bohrung 18 im Spannzangenfutter 1 eingesetzt.
- Es bleibt zum Verständnis darauf hinzuweisen, dass die
Abbildung 3 ein Schnitt ist, der nicht durch den Mittelpunkt des Spannzangenfutters geht. -
- 1
- Spannzangenfutter
- 1'
- Bohrung in 1
- 2
- Spannzange
- 3
- Druckhülse
- 4
- konische Öffnung
- 5
- Spannmutter
- 6
- Außengewinde
- 7
- Fräser
- 8
- Kolben
- 9
- Gewindestift
- 10
- Druckraum
- 11
- Leitung
- 12
- Boden von 3
- 13
- Boden von 1
- 14
- Ausnehmung
- 15
- Kugel
- 16
- Gewindestift
- 17
- Anschlagschraube
- 18
- Bohrung
- 19
- Entlüftungsöffnung
- 20
- Dichtungsring
- 21
- Dichtungsring
Claims (6)
- Spannzangenfutter, das zur Aufnahme einer Spannzange (2), in die ein Werkzeug(7) eingesetzt ist, eine konische Öffnung (4) aufweist, die in einer Druckhülse (3) vorgesehen ist, die im Spannzangenfutter (1) axial verschiebbar ist, und bei dem die Spannzange (2)in der konischen Öffnung (4) durch eine Spannmutter (5) sowie durch weitere Mittel gespannt wird, wobei die Druckhülse (3) durch die weiteren Mittel in axialer Richtung verschiebbar ist, dadurch gekennzeichnet, dass die weiteren Mittel (8 - 13) durch einen in einem Druckraum (10) angeordneten verschiebbaren Kolben (8) gebildet werden, der bei Verschiebung über ein hydraulisches Medium Druck auf die Druckhülse (3) in Richtung einer weiteren Spannung der Spannzange (2) ausübt.
- Spannzangenfutter nach Anspruch 1, dadurch gekennzeichnet, dass der Druckraum (10)mit einer verschließbaren Entlüftungsöffnung (19) versehen ist.
- Spannzangenfutter nach Ansprüche 1 oder 2, dadurch gekennzeichnet, dass der Druckraum (10) durch eine Leitung (11) mit dem Raum zwischen dem Boden der Druckhülse (13) und dem Boden der die Druckhülse (3)aufnehmenden Ausnehmung (14) im Spannzangenfutter (1 in Verbindung steht.
- Spannzangenfutter nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass der Raum (10) zwischen der Druckhülse(3) und der Ausnehmung (14) im Spannzangenfutter (1), der mit dem genannten Druckraum (10) in Verbindung steht, durch Dichtungen (20, 21) abgedichtet ist und sich in diesem ein unter Druck stehender schwingungsdämpfender Film des hydraulischen Mediums ausbildet.
- Spannzangenfutter nach Anspruch 4, dadurch gekennzeichnet, dass der Druck ca. 700 bar beträgt.
- Spannzangenfutter nach Anspruch 1 oder einem der folgenden, dadurch gekennzeichnet, dass der Durchmesser des Kolbens ca. 6 mm beträgt.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200710030859 DE102007030859A1 (de) | 2007-06-25 | 2007-06-25 | Spannzangenfutter |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2008748A2 true EP2008748A2 (de) | 2008-12-31 |
| EP2008748A3 EP2008748A3 (de) | 2009-04-08 |
Family
ID=39816819
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08011325A Withdrawn EP2008748A3 (de) | 2007-06-25 | 2008-06-23 | Spannzangenfutter |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2008748A3 (de) |
| DE (1) | DE102007030859A1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009044049A1 (de) | 2009-09-18 | 2011-03-24 | Röhm Gmbh | Spannzangenfutter |
| CN103659391A (zh) * | 2013-12-06 | 2014-03-26 | 常熟量具刃具厂 | 锥柄自动夹持装置 |
| JP2014159054A (ja) * | 2013-02-19 | 2014-09-04 | Seibu Electric & Mach Co Ltd | ワークの固定方法及びワーク保持装置 |
| US11732804B2 (en) | 2019-10-11 | 2023-08-22 | Kennametal Inc. | Hydraulic tool mount and sealing piston for such a mount |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3938689A1 (de) | 1989-11-22 | 1991-05-23 | Erich Wezel | Spannzangenhalter |
| DE19729249C2 (de) | 1996-07-23 | 2002-02-28 | Fahrion Eugen Gmbh | Spannfutter |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1141157B (de) * | 1954-02-03 | 1962-12-13 | Crawford Collets Ltd | Hydraulisch betaetigtes Spannfutter |
| DE3408266A1 (de) * | 1983-03-30 | 1984-10-04 | Albert Schrem Werkzeugfabrik GmbH, 7928 Giengen | Hydraulische spannmutter zum gegenseitigen axialen zusammenspannen zweier werkstueck- oder maschinenteile |
| DE10330131A1 (de) * | 2003-07-04 | 2005-01-20 | Zeitlauf Gmbh Antriebstechnik & Co Kg | Spannvorrichtung, insbesondere für Wechselwerkzeuge |
| DE202004010714U1 (de) | 2004-07-08 | 2004-09-16 | Eugen Fahrion Gmbh & Co. | Spannzangenfutter |
-
2007
- 2007-06-25 DE DE200710030859 patent/DE102007030859A1/de not_active Withdrawn
-
2008
- 2008-06-23 EP EP08011325A patent/EP2008748A3/de not_active Withdrawn
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3938689A1 (de) | 1989-11-22 | 1991-05-23 | Erich Wezel | Spannzangenhalter |
| DE19729249C2 (de) | 1996-07-23 | 2002-02-28 | Fahrion Eugen Gmbh | Spannfutter |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009044049A1 (de) | 2009-09-18 | 2011-03-24 | Röhm Gmbh | Spannzangenfutter |
| WO2011032552A1 (de) | 2009-09-18 | 2011-03-24 | Röhm Gmbh | Spannzangenfutter |
| CN102655969A (zh) * | 2009-09-18 | 2012-09-05 | 罗姆股份有限公司 | 夹头卡盘 |
| JP2014159054A (ja) * | 2013-02-19 | 2014-09-04 | Seibu Electric & Mach Co Ltd | ワークの固定方法及びワーク保持装置 |
| CN103659391A (zh) * | 2013-12-06 | 2014-03-26 | 常熟量具刃具厂 | 锥柄自动夹持装置 |
| US11732804B2 (en) | 2019-10-11 | 2023-08-22 | Kennametal Inc. | Hydraulic tool mount and sealing piston for such a mount |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102007030859A1 (de) | 2009-01-02 |
| EP2008748A3 (de) | 2009-04-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1999391B1 (de) | Vorrichtung zur betätigung einer lamellenkupplung in einem getriebe | |
| EP1529585B1 (de) | Dehnspanneinrichtung | |
| EP2299141B1 (de) | Brems- und/oder Klemmvorrichtung mit formsteifem Zentralkörper | |
| EP1584389B1 (de) | Dehnspanneinrichtung | |
| DE102007012487A1 (de) | Werkzeughalter | |
| EP2832478B1 (de) | Verbindungssystem | |
| DE102016002947B4 (de) | Dehnspanneinrichtung | |
| EP3403749B1 (de) | Gegenlager für eine bearbeitungsspindel einer bearbeitungsmaschine und verfahren zum spannen eines gegenlagers | |
| EP2008748A2 (de) | Spannzangenfutter | |
| EP2090794B1 (de) | Lageranordnung | |
| EP3403758A1 (de) | Einstellbarer aufsatzadapter | |
| EP2345495A2 (de) | Vorrichtung zum Spannen eines Werkzeugs oder Werkstücks in einer Arbeitsspindel | |
| EP3815822A1 (de) | Hydrodehnspannfutter | |
| DE102016008767A1 (de) | Dehnspanneinrichtung | |
| DE102009050701A1 (de) | Spanneinrichtung | |
| EP4155023A1 (de) | Aufnahme für ein rotierendes werkzeug | |
| DE1966073B2 (de) | Druckmittelübertrager an einer Werkzeugmaschine o.dgl | |
| DE10125154B4 (de) | Vorrichtung zum lösbaren Halten eines Werkzeuges sowie Spannhülse hierfür | |
| DE102018214189A1 (de) | Dehnspannfutter | |
| DE102004023231B4 (de) | Einrichtung mit einer Drehdurchführung für eine Flüssigkeit | |
| EP4385659B1 (de) | Spannvorrichtung | |
| DE202006009555U1 (de) | Klemmvorrichtung zur Aufnahme von Werkstücken in einer Werkzeugmaschine | |
| DE10361622B3 (de) | Schneidwerkzeug | |
| DE102007054378A1 (de) | Lageranordnung | |
| DE102021124802A1 (de) | Schleifscheibenaufnahme |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| AKX | Designation fees paid | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20091009 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |