EP2025432A1 - Procédé destiné à la production de produits allongés en acier par coulage en continu et laminage - Google Patents
Procédé destiné à la production de produits allongés en acier par coulage en continu et laminage Download PDFInfo
- Publication number
- EP2025432A1 EP2025432A1 EP07014841A EP07014841A EP2025432A1 EP 2025432 A1 EP2025432 A1 EP 2025432A1 EP 07014841 A EP07014841 A EP 07014841A EP 07014841 A EP07014841 A EP 07014841A EP 2025432 A1 EP2025432 A1 EP 2025432A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mold
- strand
- casting
- steel
- strands
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/041—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds for vertical casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/0406—Moulds with special profile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/46—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling metal immediately subsequent to continuous casting
- B21B1/463—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling metal immediately subsequent to continuous casting in a continuous process, i.e. the cast not being cut before rolling
Definitions
- the invention relates to a process for the production of steel long products according to the preamble of claim 1 and a continuous casting mold for the process.
- the minimum intake speed at the inlet of the rolling train should under no circumstances be less than 4.2 m / min in order not to thermally overload the rollers due to the long contact time with the rolling stock.
- the billet at the inlet of the mill train should have a suitable temperature for rolling both at the surface and in the core (1150-1250 ° C).
- the surface temperature should be distributed as homogeneously as possible.
- the present invention has for its object to propose a method that allows a simpler plant configuration and a more cost-effective operation.
- the billet and Vorblockstrlinde generated by rapid continuous casting can be fed directly to a rolling mill without additional heating.
- the mold cavity of this Stranggiesskokillen has at the inlet end of the mold along a circumferential line of its cross section at least two peripheral portions which each limit a cross-sectional enlargement of the mold cavity relative to the corresponding peripheral portions of the mold cavity cross-section at the strand outlet end of the mold in the form of protrusions.
- the arc heights of the bulges are reduced in strand running direction such that deforms during molding in the mold cavity strand shell during passage through the mold, and thereby a uniform cooling and shell growth or a homogeneous temperature distribution along the strand circumference is ensured, creating a direct introduction in the rolling mill permitting high continuous casting speed is possible.
- the temperature conditions in G fauxstrang at the outlet of the casting plant for the introduction into the rolling mill suitable, if necessary, a temperature regulation can be provided, but no heating is necessary.
- the circumferential line of an approximately circular mold cavity cross section on the pouring side is subdivided into at least three substantially equal circumferential sections and each of these peripheral sections exhibits on the pouring side the cross sectional enlargement of the mold cavity as a bulge.
- the arc heights of the bulges are reduced on all peripheral sections in the strand direction at least along a partial length of the mold cavity.
- the circumferential line of a polygonal, preferably quadrangular cavity section on the pouring side between all corners on peripheral portions with cross-sectional enlargements of the mold cavity in the form of protrusions and the heights of the bulges decrease in size on all peripheral portions in strand direction at least along a partial length of the mold cavity.
- the inventive method for producing long-steel products in which the billets and Vorblockstrlinde generated in the continuous casting mold directly - fed without additional heating - a rolling train and there rolled into long products, allows a simple system configuration and a cost-effective operation.
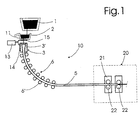
- Fig.1 schematically shows the structure of a known continuous casting 10 with a ladle 1, an intermediate vessel 2 (Tundish), cooled with water mold 3, and a Strandumlenk noticed 6 for the strand 5, which pulled by means of rollers 6 'and bent into the horizontal. Thereafter, the strand 5 according to the invention is fed directly to a rolling train 20, which has a plurality of rolling units 21 with rolling rolls 22, which is not shown in detail since such rolling trains 20 or rolling mills are known.
- a mold cavity 3 'of this mold 3 has at the inlet end of the mold along a circumferential line of its cross section at least two peripheral portions, each having a cross-sectional enlargement of the mold cavity 3' relative to the corresponding peripheral portions of Form cavity gap at the strand outlet end of the mold 3 in the form of bulges limit, which is not illustrated in detail.
- the continuous casting speed of the strand 5 is advantageously at least 4.2 m / min in order not to exceed the permissible contact time between the strand and the rolls at the inlet of the rolling train and thereby not to shorten their durability unreasonable.
- the temperature conditions at the outlet of the continuous casting plant 10 for the introduction into the rolling train are precisely adapted so that the rolling of the strand can be carried out in an optimal manner. At most, however, a passive temperature compensation, without external energy supply can be made.
- the mold cavity cross section of the continuous casting mold is essentially formed as a four-round format.
- This four-round format is based on a square or rectangle, but it is provided in the corners with relatively large radii. Strand exit side, these radii in the corner regions are advantageously approximately 20 to 40 mm at a length or width of the mold cavity cross-section of 120 to 180 mm.
- an edge rounding of about 25 mm and the continuous casting speed of at least 5.2 m / min and correspondingly in a four-round format of 180 mm an edge rounding of about 40 mm and casting speed of at least 4.2 m / min could be provided.
- a sliding closure 15 is provided for the purpose of accurate inflow control of the molten steel to be poured into the mold.
- a regulation of the fill level of the melt in the mold 3 is carried out as a function of the inlet speed in the first stand (so-called master-slave operation), for a control device 13 and a level gauge 14 are provided in the mold 3. This regulation is intended to achieve an approximately constant filling level in the mold.
- a refractory dip tube attached to the inflow control element and protruding into the mold is advantageous, so that the bath surface in the mold is as smooth as possible.
- the cast billet strands form essentially a four-round format and their fillet is selected according to the format such that, at a sufficiently high casting speed, a strand is produced having a temperature distribution required for rolling, which can be directly rolled without any active reheating, i. the cast strands are fed endlessly to the rolling train without being cut into pieces.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
- Continuous Casting (AREA)
Priority Applications (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07014841.6A EP2025432B2 (fr) | 2007-07-27 | 2007-07-27 | Procédé destiné à la production de produits allongés en acier par coulage en continu et laminage |
| CA2694755A CA2694755C (fr) | 2007-07-27 | 2008-07-17 | Procede pour fabriquer des produits longs en acier par coulee continue et laminage |
| CN200880100820.0A CN102105244B (zh) | 2007-07-27 | 2008-07-17 | 通过连铸连轧用于生产长条状钢产品的方法 |
| JP2010517302A JP2011504141A (ja) | 2007-07-27 | 2008-07-17 | 連続鋳造および圧延により鋼長尺製品を製造する方法 |
| KR1020107000773A KR20100038195A (ko) | 2007-07-27 | 2008-07-17 | 연속 캐스팅 및 롤링에 의해 긴 스틸 제품을 제조하기 위한 방법 |
| US12/670,445 US20100276111A1 (en) | 2007-07-27 | 2008-07-17 | Process for Producing Steel Long Products by Continuous Casting and Rolling |
| RU2010107172/02A RU2484921C2 (ru) | 2007-07-27 | 2008-07-17 | Способ получения стального длинномерного проката путем непрерывной разливки и прокатки |
| PCT/EP2008/005864 WO2009015782A2 (fr) | 2007-07-27 | 2008-07-17 | Procédé pour fabriquer des produits longs en acier par coulée continue et laminage |
| BRPI0814203A BRPI0814203A8 (pt) | 2007-07-27 | 2008-07-17 | processo para produção de produtos longos de aço através de fundição e laminação contínuas |
| ZA2010/00216A ZA201000216B (en) | 2007-07-27 | 2010-01-12 | Process for producing steel long products by continuous casting and rolling |
| JP2013166381A JP5632942B2 (ja) | 2007-07-27 | 2013-08-09 | 連続鋳造および圧延により鋼長尺製品を製造する方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07014841.6A EP2025432B2 (fr) | 2007-07-27 | 2007-07-27 | Procédé destiné à la production de produits allongés en acier par coulage en continu et laminage |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2025432A1 true EP2025432A1 (fr) | 2009-02-18 |
| EP2025432B1 EP2025432B1 (fr) | 2014-03-19 |
| EP2025432B2 EP2025432B2 (fr) | 2017-08-30 |
Family
ID=38754538
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07014841.6A Active EP2025432B2 (fr) | 2007-07-27 | 2007-07-27 | Procédé destiné à la production de produits allongés en acier par coulage en continu et laminage |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20100276111A1 (fr) |
| EP (1) | EP2025432B2 (fr) |
| JP (2) | JP2011504141A (fr) |
| KR (1) | KR20100038195A (fr) |
| CN (1) | CN102105244B (fr) |
| BR (1) | BRPI0814203A8 (fr) |
| CA (1) | CA2694755C (fr) |
| RU (1) | RU2484921C2 (fr) |
| WO (1) | WO2009015782A2 (fr) |
| ZA (1) | ZA201000216B (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4374986A1 (fr) | 2022-11-25 | 2024-05-29 | SMS Concast AG | Installation de coulée continue, en particulier pour la coulée de produits longs métallurgiques, ainsi qu'une buse de coulée |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103480647B (zh) * | 2013-09-18 | 2016-03-23 | 陕西钢铁集团有限公司 | 一种无加热低温直接轧制小方坯生产钢筋的装置及其生产方法 |
| CN104923752B (zh) * | 2015-07-08 | 2017-04-26 | 南京工业大学 | 一种钛或钛合金的连铸技术和设备 |
| AT519277A1 (de) * | 2016-11-03 | 2018-05-15 | Primetals Technologies Austria GmbH | Gieß-Walz-Verbundanlage |
| CN114932146B (zh) * | 2022-06-30 | 2024-09-10 | 浙江青山钢铁有限公司 | 一种超级双相不锈钢线材的轧制方法 |
| CN116274367A (zh) * | 2023-02-24 | 2023-06-23 | 首钢集团有限公司 | 一种直轧工艺制备建筑用钢的方法 |
| CN118122974B (zh) * | 2024-05-06 | 2024-12-31 | 兴化市恒源特钢有限公司 | 一种特钢连铸成型装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1816849A1 (de) * | 1968-12-24 | 1970-07-02 | Demag Ag | Verfahren und Anlage zum Giessen und Walzen aus der Giesshitze von Metall-,insbesondere von Stahlstraengen |
| JPS6448609A (en) * | 1987-08-19 | 1989-02-23 | Hitachi Ltd | Method for controlling speed |
| EP0498296A2 (fr) * | 1991-02-06 | 1992-08-12 | Concast Standard Ag | Coquille pour la coulée continue de métaux notamment d'acier |
| EP1466682A1 (fr) * | 2003-03-28 | 2004-10-13 | SMS Demag Aktiengesellschaft | Dispositif de coulee continue de metaux fluides comportant une coquille pour la coulee continue de metaux liquides, en particulier d'acier liquide |
Family Cites Families (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3349834A (en) * | 1965-09-21 | 1967-10-31 | United States Steel Corp | Dual-control for controlling the liquid level in a continuous casting mold |
| CH541756A (de) * | 1972-01-05 | 1973-09-15 | Sistag | Schieber |
| JPS5137031A (ja) * | 1974-09-18 | 1976-03-29 | Mitsubishi Heavy Ind Ltd | Renzokuchuzoatsuenhoho |
| JPS5514133A (en) * | 1978-07-14 | 1980-01-31 | Toshiba Corp | Producing apparatus of steel bar product |
| CH639468A5 (de) * | 1979-04-05 | 1983-11-15 | Sidler Stalder Sistag Maschine | Explosionsschutz-absperrvorrichtung mit treibmittelbetaetigtem schliessorgan. |
| JPS5747509A (en) † | 1980-09-05 | 1982-03-18 | Kikai Syst Shinko Kyokai | Controlling method for speed of direct rolling mill united with continuous casting machine |
| CH652180A5 (de) * | 1981-10-29 | 1985-10-31 | Sistag | Flachschieber. |
| GB2142122B (en) * | 1983-06-24 | 1986-05-08 | Sistag | Gate valve |
| CH666733A5 (de) * | 1984-12-19 | 1988-08-15 | Sistag | Flachschieber. |
| SE464619B (sv) * | 1985-09-13 | 1991-05-27 | Olsson Ag Erik | Saett och anlaeggning foer straenggjutning med horisontell eller lutande kokill |
| CH670872A5 (fr) * | 1986-07-07 | 1989-07-14 | Sistag | |
| EP0627968B1 (fr) * | 1992-03-05 | 1995-11-02 | Concast Standard Ag | Procede de coulee continue de metal, notamment d'acier, pour la production de billettes et de blooms |
| CH686457A5 (de) * | 1992-08-11 | 1996-03-29 | Sistag | Platten-Schieber. |
| US5297578A (en) * | 1992-08-14 | 1994-03-29 | Tillotson, Ltd. | Automatic shutoff valve |
| JP2856305B2 (ja) * | 1993-09-22 | 1999-02-10 | 日新製鋼株式会社 | 連続鋳造における鋳型内溶鋼レベルの制御方法 |
| JP2989737B2 (ja) † | 1993-11-25 | 1999-12-13 | 勝彦 山田 | 鋼材の連続鋳造法および連続鋳造・圧延法 |
| EP0694355B1 (fr) * | 1994-07-25 | 1999-08-25 | Concast Standard Ag | Coquille pour la coulée destinée à un profil d'entrée en double T |
| DE19639299C2 (de) * | 1996-09-25 | 2001-02-22 | Sms Demag Ag | Vorrichtung zur Herstellung eines Vielkant- oder Profil-Formats in einer Stranggießanlage |
| AUPO591697A0 (en) * | 1997-03-27 | 1997-04-24 | Bhp Steel (Jla) Pty Limited | Casting metal strip |
| GB2325971B (en) * | 1997-05-29 | 2001-04-04 | Sistag Absperrtechnik | A driving device for a shut-off device in a pipe-line |
| DE69717134T2 (de) † | 1997-12-24 | 2003-09-25 | Europa Metalli S.P.A., Florenz/Firenze | Stranggiesskokille |
| JP3298523B2 (ja) * | 1998-10-29 | 2002-07-02 | 住友金属工業株式会社 | 連続鋳造の湯面レベル制御方法 |
| DE10027324C2 (de) * | 1999-06-07 | 2003-04-10 | Sms Demag Ag | Verfahren zum Gießen eines metallischen Strangs sowie System hierzu |
| JP3649143B2 (ja) * | 2001-04-03 | 2005-05-18 | 住友金属工業株式会社 | 連続鋳造方法 |
| EP1478479B1 (fr) † | 2002-02-22 | 2005-12-14 | SMS Demag Aktiengesellschaft | Procede de coulee continue et de faconnage direct d'un metal, notamment d'une barre de coulee en materiaux a base d'acier |
| CH695792A5 (de) * | 2002-09-25 | 2006-08-31 | Sistag Absperrtechnik | Explosionsschutz-Absperrvorrichtung für eine Rohrleitung. |
| EP1468760B1 (fr) * | 2003-04-16 | 2005-05-25 | Concast Ag | Lingotière tubalaire pour la coulée continue |
| ATE387976T1 (de) † | 2003-12-27 | 2008-03-15 | Concast Ag | Verfahren zum stranggiessen von knüppel- und vorblocksträngen und formhohlraum einer stranggiesskokille |
| DE502004006866D1 (de) * | 2004-12-29 | 2008-05-29 | Concast Ag | Stahlstranggiessanlage für Knüppel- und Vorblockformate |
| ATE442211T1 (de) † | 2005-07-19 | 2009-09-15 | Giovanni Arvedi | Verfahren und verwandte anlage zur herstellung von langen stahlprodukten ohne unterbrechung |
| EP1815925B1 (fr) * | 2005-12-24 | 2011-07-27 | Concast Ag | Procédé et dispositif pour la coulée continue des blooms profilés à double T |
| PL2014393T3 (pl) * | 2007-06-04 | 2012-09-28 | Concast Ag | Krystalizator do ciągłego odlewania kęsisk kwadratowych, kęsisk płaskich lub kęsów |
| JP5012255B2 (ja) * | 2007-06-27 | 2012-08-29 | 住友金属工業株式会社 | 小断面鋳片の連続鋳造方法 |
| JP5302975B2 (ja) * | 2008-01-14 | 2013-10-02 | エスエムエス・コンキャスト・アーゲー | 特に長い鋼材用の連続鋳造プラント及び連続鋳造法 |
| CH700412B1 (de) * | 2009-02-05 | 2018-02-28 | Sistag Ag | Plattenschieber, insbesondere zum Absperren einer Medien führenden Leitung. |
| CH701449A2 (de) * | 2009-07-02 | 2011-01-14 | Sistag Absperrtechnik | Plattenschieber, insbesondere zum Absperren einer Medien führenden Leitung. |
| US7946556B1 (en) * | 2010-08-16 | 2011-05-24 | Sistag Ag Absperrtechnik | Resilient seat seal for a valve |
-
2007
- 2007-07-27 EP EP07014841.6A patent/EP2025432B2/fr active Active
-
2008
- 2008-07-17 US US12/670,445 patent/US20100276111A1/en not_active Abandoned
- 2008-07-17 WO PCT/EP2008/005864 patent/WO2009015782A2/fr not_active Ceased
- 2008-07-17 RU RU2010107172/02A patent/RU2484921C2/ru not_active IP Right Cessation
- 2008-07-17 KR KR1020107000773A patent/KR20100038195A/ko not_active Abandoned
- 2008-07-17 CA CA2694755A patent/CA2694755C/fr not_active Expired - Fee Related
- 2008-07-17 BR BRPI0814203A patent/BRPI0814203A8/pt not_active Application Discontinuation
- 2008-07-17 JP JP2010517302A patent/JP2011504141A/ja active Pending
- 2008-07-17 CN CN200880100820.0A patent/CN102105244B/zh not_active Expired - Fee Related
-
2010
- 2010-01-12 ZA ZA2010/00216A patent/ZA201000216B/en unknown
-
2013
- 2013-08-09 JP JP2013166381A patent/JP5632942B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1816849A1 (de) * | 1968-12-24 | 1970-07-02 | Demag Ag | Verfahren und Anlage zum Giessen und Walzen aus der Giesshitze von Metall-,insbesondere von Stahlstraengen |
| JPS6448609A (en) * | 1987-08-19 | 1989-02-23 | Hitachi Ltd | Method for controlling speed |
| EP0498296A2 (fr) * | 1991-02-06 | 1992-08-12 | Concast Standard Ag | Coquille pour la coulée continue de métaux notamment d'acier |
| EP1466682A1 (fr) * | 2003-03-28 | 2004-10-13 | SMS Demag Aktiengesellschaft | Dispositif de coulee continue de metaux fluides comportant une coquille pour la coulee continue de metaux liquides, en particulier d'acier liquide |
| EP1839776A2 (fr) * | 2003-03-28 | 2007-10-03 | SMS Demag AG | Installation de coulée continue dotée d'une coquille de coulée continue destinée à couler des métaux liquides, en particulier, l'acier |
Non-Patent Citations (1)
| Title |
|---|
| LIU JIAN ET AL: "Operational Success of a 5-Strand High Speed Convex Technology Billet Caster for SBQ Steels at Shagang Steel, CHINA", INTERNET ARTICLE, 14 May 2001 (2001-05-14) - 16 May 2001 (2001-05-16), Singapore, pages 1 - 9, XP002461363, Retrieved from the Internet <URL:http://www.concast-standard.com/pdf/Caster_SEAISI%20May01.pdf> * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4374986A1 (fr) | 2022-11-25 | 2024-05-29 | SMS Concast AG | Installation de coulée continue, en particulier pour la coulée de produits longs métallurgiques, ainsi qu'une buse de coulée |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2694755C (fr) | 2015-02-24 |
| JP2013223887A (ja) | 2013-10-31 |
| CN102105244B (zh) | 2015-09-09 |
| BRPI0814203A8 (pt) | 2018-12-18 |
| EP2025432B1 (fr) | 2014-03-19 |
| CN102105244A (zh) | 2011-06-22 |
| CA2694755A1 (fr) | 2009-02-05 |
| RU2010107172A (ru) | 2011-09-10 |
| JP5632942B2 (ja) | 2014-11-26 |
| WO2009015782A2 (fr) | 2009-02-05 |
| US20100276111A1 (en) | 2010-11-04 |
| ZA201000216B (en) | 2011-04-28 |
| KR20100038195A (ko) | 2010-04-13 |
| BRPI0814203A2 (pt) | 2015-01-27 |
| WO2009015782A3 (fr) | 2009-05-28 |
| EP2025432B2 (fr) | 2017-08-30 |
| JP2011504141A (ja) | 2011-02-03 |
| RU2484921C2 (ru) | 2013-06-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2349612B2 (fr) | Procédé et installation de coulée continue pour la production de brames épaisses | |
| DE3627991C2 (fr) | ||
| DE69812712T2 (de) | Verfahren und vorrichtung zur herstellung von stahlband mit hoher festigkeit | |
| EP2025432B1 (fr) | Procédé destiné à la production de produits allongés en acier par coulage en continu et laminage | |
| EP3558563B1 (fr) | Procede de fabrication de bandes bobinees sans fin laminees a chaud dans une installation combinee de coulee et de laminage, et installation combinee de coulee et de laminage | |
| WO2009141207A1 (fr) | Procédé et installation de coulée continue pour la fabrication de brames épaisses | |
| DE69623575T2 (de) | Kontinuierliches Giessen dünner Gussstücke | |
| DE10357363B4 (de) | Verfahren und Anlage zum Gießen und unmittelbar anschließenden Walzen von Gießsträngen aus Metall, insbesondere aus Stahlwerkstoffen, vorzugsweise Dünnsträngen | |
| DE69612707T2 (de) | Stranggiessverfahren für rostfreien austenitischen stahl | |
| EP3016762B1 (fr) | Installation de laminage de coulée continue et procédé de fabrication de produit laminé métallique | |
| DE4403049C1 (de) | Stranggießanlage und Verfahren zur Erzeugung von Dünnbrammen | |
| DE60000858T2 (de) | Verfahren und vorrichtung zum stranggiessen mit hoher geschwindigkeit | |
| EP3441157B1 (fr) | Procédé et dispositif pour la coulée continue d'un produit métallique | |
| EP1132161B1 (fr) | Procédé pour la coulée continue de brames, en particulier de brames minces | |
| EP3705202B1 (fr) | Transformation d'une installation de coulée continue pour billettes et blooms | |
| EP1585605A1 (fr) | Procede et dispositif pour produire des brames d'acier par coulee continue | |
| EP3519124B1 (fr) | Procédé de multi-moulage de barres métalliques | |
| DE19639299A1 (de) | Verfahren und Vorrichtung zur Herstellung eines Vielant- oder Profil-Formats in einer Stranggießanlage | |
| DE2913024A1 (de) | Verfahren zum kuehlen einer oszillierenden stahl-stranggiesskokille | |
| DE10122118A1 (de) | Verfahren und Vorrichtung zum Stranggiessen von Blöcken, Brammen und Dünnbrammen | |
| AT525563A4 (de) | Trockengiessen in einer giess-walz-verbundanlage | |
| EP0160835B1 (fr) | Procédé et dispositif pour la coulée continue de métal dans une lingotière à parois refroidies animées d'un mouvement circulaire | |
| DE2015033A1 (en) | Molten metal feed for continuous casting of sections | |
| EP4631645A1 (fr) | Coulée continue de produits longs à débit massique élevé | |
| EP4374986A1 (fr) | Installation de coulée continue, en particulier pour la coulée de produits longs métallurgiques, ainsi qu'une buse de coulée |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20090813 |
|
| 17Q | First examination report despatched |
Effective date: 20090915 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| APBK | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNE |
|
| APBN | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2E |
|
| APBR | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3E |
|
| APAF | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNE |
|
| APBT | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9E |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20131113 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 657300 Country of ref document: AT Kind code of ref document: T Effective date: 20140415 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502007012871 Country of ref document: DE Effective date: 20140430 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: LUCHS AND PARTNER PATENTANWAELTE, CH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140319 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20140319 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140319 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140319 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140319 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140319 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140719 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140319 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140319 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140619 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140319 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140319 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140319 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140319 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140319 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502007012871 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140721 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: SIEMENS VAI METALS TECHNOLOGIES GMBH Effective date: 20141218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140319 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140727 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502007012871 Country of ref document: DE Effective date: 20141218 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20140727 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20150331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140731 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140731 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140727 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140319 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140727 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: PRIMETALS TECHNOLOGIES AUSTRIA GMBH Effective date: 20141218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140319 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140620 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140319 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140731 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20070727 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140319 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20170830 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 502007012871 Country of ref document: DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250722 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250721 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20250722 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502007012871 Country of ref document: DE Representative=s name: DR. RIEBLING & PARTNER PATENTANWAELTE MBB, DE |