EP2027992A2 - Verfahren und Vorrichtung zum Verdichten von Schüttgut - Google Patents
Verfahren und Vorrichtung zum Verdichten von Schüttgut Download PDFInfo
- Publication number
- EP2027992A2 EP2027992A2 EP08013649A EP08013649A EP2027992A2 EP 2027992 A2 EP2027992 A2 EP 2027992A2 EP 08013649 A EP08013649 A EP 08013649A EP 08013649 A EP08013649 A EP 08013649A EP 2027992 A2 EP2027992 A2 EP 2027992A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- container
- ram
- bulk material
- press ram
- broaching
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000013590 bulk material Substances 0.000 title claims abstract description 169
- 238000000034 method Methods 0.000 title claims description 10
- 230000006835 compression Effects 0.000 claims abstract description 68
- 238000007906 compression Methods 0.000 claims abstract description 68
- 238000006073 displacement reaction Methods 0.000 claims description 40
- 238000009826 distribution Methods 0.000 claims description 20
- 238000005056 compaction Methods 0.000 claims description 13
- 238000000151 deposition Methods 0.000 claims description 3
- 238000010408 sweeping Methods 0.000 claims description 2
- 238000003825 pressing Methods 0.000 abstract description 10
- 238000007790 scraping Methods 0.000 abstract 1
- 239000000463 material Substances 0.000 description 9
- 238000005303 weighing Methods 0.000 description 8
- 239000002699 waste material Substances 0.000 description 5
- 238000003860 storage Methods 0.000 description 3
- 239000000969 carrier Substances 0.000 description 2
- 230000001953 sensory effect Effects 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 238000009827 uniform distribution Methods 0.000 description 2
- 239000011800 void material Substances 0.000 description 2
- 241000282472 Canis lupus familiaris Species 0.000 description 1
- 125000002066 L-histidyl group Chemical group [H]N1C([H])=NC(C([H])([H])[C@](C(=O)[*])([H])N([H])[H])=C1[H] 0.000 description 1
- 235000010678 Paulownia tomentosa Nutrition 0.000 description 1
- 240000002834 Paulownia tomentosa Species 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000000280 densification Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000010791 domestic waste Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65F—GATHERING OR REMOVAL OF DOMESTIC OR LIKE REFUSE
- B65F3/00—Vehicles particularly adapted for collecting refuse
- B65F3/14—Vehicles particularly adapted for collecting refuse with devices for charging, distributing or compressing refuse in the interior of the tank of a refuse vehicle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B9/00—Presses specially adapted for particular purposes
- B30B9/30—Presses specially adapted for particular purposes for baling; Compression boxes therefor
- B30B9/3003—Details
- B30B9/3007—Control arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B9/00—Presses specially adapted for particular purposes
- B30B9/30—Presses specially adapted for particular purposes for baling; Compression boxes therefor
- B30B9/3003—Details
- B30B9/301—Feed means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B9/00—Presses specially adapted for particular purposes
- B30B9/30—Presses specially adapted for particular purposes for baling; Compression boxes therefor
- B30B9/3042—Containers provided with, or connectable to, compactor means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B9/00—Presses specially adapted for particular purposes
- B30B9/30—Presses specially adapted for particular purposes for baling; Compression boxes therefor
- B30B9/3085—Presses specially adapted for particular purposes for baling; Compression boxes therefor using a stationary press ram co-operating with a movable press box
Definitions
- the invention relates to a device for compressing in particular compressible bulk material, with at least one container for receiving the bulk material and with at least one ram, which is displaceable for performing compression strokes in at least one direction of movement with a vertical direction component under engagement in the container back and forth.
- the invention further relates to a method which can be carried out in particular by means of such a device for compressing in particular compressible bulk material by means of at least one press ram, the press ram being displaced back and forth in at least one direction of movement with a vertical directional component in order to carry out compaction strokes compress.
- compressible bulk material in the context of the present disclosure means that the bulk material itself may be compressible, but need not necessarily be compressible, but “compressibly” refers to the bulk itself, whose void volume is reduced during compaction - concomitantly or not accompanied by compression and / or comminution of the individual bulk material particles or parts - so that the total volume of the bed is consequently also reduced.
- rollers are known, for example, which are arranged on a carrying device and can be lowered into a container for receiving the waste ( DE 34 06 879 A1 . DE 39 03 642 A1 ).
- the roller is moved by means of the support device over the cross section of the container, wherein the garbage therein herein is compressed solely due to the weight of the roller and possibly applying an additional contact pressure on the roller.
- Similar rolls can also be used, for example, for leveling loose cones in railway wagons ( DE 43 01 627 A1 ).
- a disadvantage is the one hand, that such rollers are relatively expensive due to their considerable mass and require a corresponding dimensioning of the storage and the support device.
- the pressing member is in turn formed by a roller which is mounted on a container for receiving the bulk material cross-holding device to them on the one hand over the cross section of the container under compression of the To move bulk material and on the other hand hineinkopathy in the container or to lift out of this.
- the DE 42 37 143 A1 describes a compacting device of refuse, which is detachably coupled to a refuse container.
- the compacting device comprises a pivotally mounted pressure plate whose cross-section corresponds approximately to the free opening cross-section of the refuse container and that cross-section of the refuse container, which serves as the abutment compacted by the press plate waste.
- the disadvantage is on the one hand, that the compacting device and the refuse container must have matching shapes and thus a configured in a certain way compacting device can not be used for different containers is.
- the press ram means a scissor lever gear, which is driven by piston / cylinder units.
- the press ram is mounted on a support structure spanning a plurality of containers, wherein the ram is guided on the support structure linearly displaceable in order to move the ram in a fixed position in a desired container and the compacted garbage here.
- EP 1 762 374 A2 a generic device and a method for compressing compressible bulk material and a compaction process that can be carried out with, is provided for the effective compression of the bulk material, that the maximum cross-section of the ram is significantly smaller than the free cross-section of the container, wherein the ram and the container in a substantially horizontally arranged x, y plane are displaceable relative to each other both in the x-direction and in the y-direction.
- the ram is universally applicable to virtually any container.
- the invention is based on the object, a device and a method of the type mentioned, as in particular in the aforementioned EP 1 762 374 A2 are described in a simple and cost-effective way to further develop that their performance can be further increased.
- this object is achieved in a device for the compression of bulk material of the type mentioned above in that the device is also designed for distribution of the bulk material in the container by the ram on at least one side facing the container a displaceable with respect to the ram clearing device has, which is provided on its side facing away from the ram with at least one driver which is designed to distribute the bulk material to be compacted during displacement of the clearing device with respect to the direction of the compression strokes substantially laterally in the container.
- the invention provides for solving this problem further, that the ram on at least one of his Pages one regarding having the ram displaceable reaming device, which is provided on its side facing away from the ram with at least one driver, which is designed to distribute bulk material when moving the raking device with respect to the direction of the compression strokes substantially laterally.
- the embodiment of the invention combines the advantages of the subject matter mentioned above EP 1 762 374 A2 , the disclosure of which is hereby also made the subject of the present application, with the additional possibility of a quick and effective distribution of the bulk material laterally away from the ram, as is particularly desirable in the case of bulk cones of the bulk material to be compacted, as in more or less pronounced form practically always occur when, for example, a stationary or mobile container has been filled with bulk material.
- the invention makes it possible in particular to carry out the compaction and uniform distribution by means of one and the same press ram, the ram of course also operated in this way can be that it is exclusively compressed (it is then, for example, to move the compression strokes substantially vertically shifted back and forth) or exclusively distributed (it is then eg down to about the level of the surface of the bulk cone down and then the clearing device is actuated, ie the latter is displaced with respect to the ram - in particular substantially horizontally - to move the bulk material laterally away).
- the result is a very fast and effective compression of the bulk material with optimum utilization of the available space - usually the filling of a container.
- bulk material is compacted dynamically by means of the press ram by displacing the press ram in at least one direction of movement with a vertical direction component in order to carry out compaction strokes in order to compress the bulk material, and simultaneously or in chronological order, e.g. alternately, the clearing device with respect to the ram displaced substantially laterally to this, so that the driver of the clearing device is able to attack the bulk material, the result is an extremely effective compression of the bulk material on the one hand by compressing it and on the other hand by uniform distribution of bulk cones of the bulk material in the available space.
- the broaching device is displaceable at least translationally in relation to the press ram, in particular substantially horizontally, so that the bulk material is mainly linear in the direction of movement of the broaching device laterally can be encouraged by this fort.
- substantially horizontal in this context, a translational movement of the clearing device is addressed, which has a predominantly horizontal direction component (ie, the horizontal direction component is greater than any vertical direction components of the translational movement), wherein the movement is preferably almost horizontal (eg with a slope a maximum of 30 ° or a maximum of 20 ° with respect to the horizontal) and most preferably more or less exactly horizontally.
- the broaching device can be designed, for example, such that it can be displaced along a guide arranged on the press ram, in particular along two guide rails arranged on opposite sides of the press ram, which is basically possible in any desired motorized manner, e.g. by means of actuators, rack or chain drives, etc., or in a fluidic manner, e.g. pneumatic, hydraulic or hydropneumatic, as can be done by means of piston / cylinder units.
- the clearing device - alone or in particular together with the ram - about a substantially perpendicular to the clearing axis expediently about a substantially vertical axis to be rotatable, even in the case of a merely linearly movable back and forth broaching by pivoting the same one to be able to set the desired direction in which the bulk material should be distributed.
- substantially vertical in this context is meant an extension of the axis having a predominantly vertical directional component (ie, the vertical extent direction component is greater than any horizontal extent direction components the axis), wherein the axis may preferably be arranged almost vertically (eg with a slope of at most 30 ° or a maximum of 20 ° with respect to the vertical) and most preferably more or less exactly vertically.
- a substantially vertical axis rotatable broaching be provided that the broaching is not (only) for adjusting the displacement direction, but to fulfill its intended function about a substantially vertical axis, so that the bulk material, for example mainly radially away from the axis of rotation of the clearing device with respect to the ram can be promoted laterally away from this.
- a clearing device may for example comprise a below the press ram with this or in relation to this rotatable and in particular substantially horizontally arranged plate with approximately radially extending drivers, so that the latter distribute the bulk material laterally or radially from the turntable on rotation of the turntable.
- the broaching device may e.g. rotatably connected to a mounted on the ram drive shaft, which in turn can be set in rotation in any way in principle.
- the clearing device is both translationally and rotatably displaceable by, for example, a drive shaft carrying the broaching device is translationally displaceable with respect to the ram.
- the design of the driver (s) may in principle be arbitrary provided that this person is able to fulfill his / her intended function of conveying the bulk material laterally away from the ram.
- the driver (s) can only be formed by a profile applied to the side in contact with the bulk material, generally the underside, of the broaching device, for example in the form of projections or grooves of any shape, to which the bulk material can get stuck and which also for compression, optionally with simultaneous crushing of the bulk material under pressure of the profile can be useful on this.
- Examples of possible profiles are in the EP 1 762 374 A1 explained with reference to the profile of a local press ram.
- the driver it is also conceivable for the driver to be formed by a multiplicity of elevations of a roughness sufficient for carrying the bulk material along in the direction of movement of the clearing device.
- the driver (s) may be expedient for the driver (s) to extend / extend substantially perpendicularly to the direction of displacement of the broaching device, wherein - as already indicated - a plurality of carriers, in particular in the direction of displacement of the broaching device, can be provided.
- the driver in a purely translationally displaceable clearing device, can extend for example approximately perpendicular to the displacement direction of the same and substantially parallel to each other, while it is conceivable, for example, in a purely rotationally displaceable clearing device, that the drivers approximately radially with respect to the axis of rotation extend, for example, substantially linear or with a, in particular corresponding to each other, curved course, ie along "curved radii".
- the drivers can e.g. are formed substantially in the form of strips, which project from the clearing device, wherein the free, coming into contact with the bulk material edge of the strips can be profiled in addition to an improved compression and / or - on the compression of the bulk material by the Compaction strokes of the press ram with the clearing device - To ensure the crushing effect of the bulk material.
- the profiles of a plurality of successively arranged on the broaching bars are arranged offset from one another.
- the clearing device is assigned to the filling level of the container sensor, wherein the compression stroke of the ram with the raker upon contact with the bulk material, if necessary, haltable and the raker is activated. Consequently, it can be provided that the filling level of the container is detected by sensors, wherein the compression stroke of the press ram with the raker when needed in contact with the bulk material stopped and the clearing device is activated.
- the surface of the bulk cone is detected by sensors and the material distribution is made accordingly by displacement of the clearing device in relation to the ram, after which the ram carries out its compression strokes to the preferably to compress evenly distributed bulk material.
- the inventive Device is thus used as a material distributor without compression or as a material distributor with compression or of course - as known from the prior art - as a compressor without material distribution, the device is particularly in view of the first two cases a very wide range of applications is developed, which also includes such densifications that require at least largely preserving the material structure of the bulk material, ie the compression is done almost exclusively by distribution of the bulk material - essentially without pressure or under particular presettable pressure from above - while minimizing the void volume.
- a "compaction mode” (compaction strokes of the ram with the broaching means) of the apparatus may be combined with a “distribution mode” (substantially horizontal displacement of the broach with respect to the ram) or both modes may be performed individually according to the respective requirements.
- the sensors can be of any known nature and include, for example, touch sensors, proximity sensors or the like.
- the maximum cross-section of the ram - or its clearing device - at most 50% of the free cross section of the container and that the ram with the raker and the container in a substantially horizontally disposed x, y plane at least in a direction of the plane, preferably both in the x-direction and in the y-direction of the substantially horizontal plane, are displaceable relative to one another.
- the maximum cross-section of the press ram - or its clearing device - With advantage at most 40%, in particular at most 30%, preferably at most 20% and most preferably at most 10%, of the free cross section of the container, wherein the cross section of the ram with the raker, in particular between about 1% and about 10%, eg between about 3% and about 7% of the free cross-section of the container can be.
- any container can be used, such as stationary or already arranged on railway cars or trucks containers with solid floors or pusher trays, fixed mounted on trucks or trailers container or conveyor belts, etc.
- This possible displacement of the ram in a substantially horizontally disposed plane in both the x and y directions, ie at virtually any point on that plane within the free cross section of the container, ensures complete compression of the bulk material in the container Any location including a local distribution of optionally locally present bulk cones by the press ram with the clearing device under multiple compression strokes over the entire cross section of the container and, if necessary for simultaneous, previous or subsequent distribution of the bulk material from a bulk cone away the clearing device is actuated.
- the x, y plane of the relative movement between the ram and the container spanning coordinates x and y are arranged approximately at right angles to each other, so that the ram and the container arranged in two perpendicular to each other, essentially horizontal spatial directions are movable relative to each other. It can be provided either that in at least one direction of movement with vertical direction component back and forth movable ram with the broaching device for compacting and / or lateral removal of the bulk material in the substantially horizontal x, y plane both in x-direction and in Movable y-direction and the container - at least during the compression / lateral displacement of the bulk material - is arranged substantially stationary.
- the ram with the clearing device also stored substantially stationary and the container in the substantially horizontal x, y plane in both the x-direction and in the y-direction be movable, which, for example, by means of one in x- and y- Direction movable platform can take place, which carries the container - whether in the form of a container, a truck or the like.
- the container is displaceable only in the x-direction (or only in the y-direction), while the ram with the raker only in the y-direction (or only in the x-direction) is displaced.
- the ram with the raker and / or the container - preferably substantially linear - in the x and / or y-direction can be moved.
- the ram with the raker and / or the container about at least one substantially vertical axis rotatable and / or substantially linear in x - And / or y-direction is movable / are.
- the ram and / or the container is / are rotated about at least one substantially vertical axis and / or moved substantially linearly in the x and / or y direction, so that the relative displacement between the ram and the container in the x, y plane in particular from a rotational movement and a - preferably linear - translational movement composed.
- the axis in particular substantially linear, movable is arranged. Consequently, the ram with the raker (or container) on the one hand to rotate about the substantially vertical axis and this axis can be moved on the other hand translational, which can be done for example by an arranged on a guide axis of rotation, while the container (or the ram with the clearing device) is stationary at least during the compaction and / or distribution of the bulk material.
- the axis is arranged stationary.
- the ram with the reaming device (or the container) can be rotated about the stationary axis and the container (or the ram with the raker) can be moved translationally, so that the relative movement of the ram with respect to the container in the x, y plane in turn consists of a movement of both the ram and the container, one of these movements is translational and the other of these movements is rotating.
- the ram and / or the container can be displaceable, preferably substantially linearly, in the radial direction of the axis.
- the ram can not only carry out a substantially vertical compression stroke but can be pivoted into and out of the container during the displacement into and out of the container in order to move the bulk material through compression strokes inclined with respect to the vertical, e.g. in the direction of the lateral walls of the container to be compressed, wherein nevertheless a substantially lateral distribution of the bulk material of the ram continues due to actuation of the clearing device is possible.
- a load cycle of a compression stroke of the press ram (in the "compression mode") with the broaching device can, depending on the application, moreover be expediently set to a duration between approximately 1 s and approximately 30 s, e.g. between about 1 s and about 10 s, be adjustable.
- the clearing device of the ram can be disassembled and the actuator of the press ram with the thereto arranged clearing device in order to shift this under execution of the compression strokes back and forth, e.g. in the form of pneumatically, hydraulically or hydro-pneumatically operated piston / cylinder units, scissor lever transmissions, threaded spindles, linear drives or any other way.
- the ram with the raker a feeder assigned to give up bulk material in the container.
- the feeder can be formed, for example, by belt conveyors, screw conveyors, bucket elevators, fluidic, such as hydraulic or pneumatic conveyors, material slides or the like and operate continuously, semicontinuously or discontinuously.
- a delivery point of the feeder via which the bulk material can be transferred into the container, also be displaceable relative to the container and / or relative to the ram with the raker, so that it is possible, the discharge point of the bulk material in the container relocate relative to the container and / or relative to the ram.
- the bulk material can thus be placed in a container, for example, at a position spaced from the instantaneous position of the ram, so that the container can be filled at one point and the bulk material already placed in the container can be compacted at another location.
- several containers can be filled on the one hand and on the other hand compacted.
- the container and / or the feeder may also be associated with a weighing device in order to avoid overloading the container or a carrying vehicle by the bulk material loaded into the container before, during or after transfer to the container, in particular substantially continuously , is weighed, wherein the weighing device is preferably able to cooperate with a control of the feeder that upon reaching a programmable maximum weight any further supply of bulk material is prevented in the container.
- the device according to the invention has at least one sensor which for scanning the relative position of the container with respect to the press ram with the broaching device and / or with respect to a support or a supporting structure of the press ram with the broaching device and / or for scanning the filling level of the bulk material is formed at the respective position.
- the relative position of Container with respect to the press ram and / or with respect to a carrier of the ram are sensory detected.
- the ram with the clearing device in this way can be targeted to such a region of the container relocate relative to this, at which the filling height of the bulk material requires a compression and / or displacement to adjacent areas, for example, a pure or combined operation of Ensure device in the aforementioned "distribution mode".
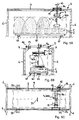
- Fig. 1A and 1B is an embodiment of a press ram 3 according to the invention for compressing and / or distributing compressible bulk material 1, such as garbage reproduced, which in the in Fig. 1A illustrated situation before compression forms a below the press ram 3 Schüttkegel.
- the ram 3 is formed with a raking device 300 arranged thereon, as described below with reference to Fig. 2A to 2D is explained in more detail.
- the ram 3 with the broach 300 is in the present embodiment in the by the arrow 4 (FIG. Fig. 1A and 1B ), for example, one or more, here two paired piston / cylinder unit (s) may be provided which operate hydraulically, pneumatically or hydropneumatically.
- the unit formed from press ram 3 and broaching device 300 is equipped with sensors S, such as ultrasound sensors or the like, so that depending on the surface contour, the bulk material 1 is only compressed ("compression mode"), only distributed (“distribution mode ”) or both compressed and distributed, for example, alternately and / or the distribution due to lateral displacement of the clearing device 300 takes place with a certain pressure on the bulk material 1.
- a load cycle of the compression stroke can be, for example, about 10 s to 30 s, depending on the bulk material 1 to be compacted and depending on the actuating device used for the press ram 3 and / or the reaming device 300.
- pneumatic cylinders for actuating the press ram 3 shorter compression strokes up to a few seconds, for example between about 1 s and about 10 s are possible, if desired.
- the ram 3 is arranged on a support structure 5.
- the support structure 5 has a plurality of supports 6, in this example, four the corners of a rectangle forming pillars 6, of which, for example, each two bear a guide rail 7.
- a carriage 8 Along the parallel guide rails 7 is a carriage 8, on which the ram 3 with the Clearing device 300 in the vertical direction 4 is arranged displaced back and forth, in the longitudinal direction of the rails 7 (arrow 10 of Fig. 1A ) guided linearly displaceable.
- the carriage 8 is guided linearly displaceably in the direction of the arrow 11 along the guide rails 7 and between these extending guide rails 9 in the transverse direction of the rails 7 (cf. Fig. 3C , there arrow 11).
- the guides formed by the guide rails 7 and 9 of the guide rails thus clamp with respect to the vertical displacement of the press ram 3 with the reamer 300 (arrow 4) vertical, horizontal x, y plane, wherein the ram 3 with the reamer 300 in two Arranged perpendicular to each other directions x and y (arrows 10 and 11) of this plane relative to the bulk material 1 to compress the latter and / or distribute.
- each motor 14 15 (see also Figs. 3B and 3C ), eg electric motors, may be provided.
- the guides formed by the guide rails 7 and 9 in the horizontal x, y plane need not necessarily extend perpendicular to each other nor have to have a linear course. However, you should ensure that the ram 3 with the reamer 300 is substantially horizontally displaceable so that it can be moved to any area of the can penetrate between the supports 6 bulk material 1 poured.
- FIG. 2A to 2C It can be seen which various detailed views of the unit formed from press ram 3 and 300 clearing device according to Fig. 1A and 1B show the punch 3 is formed in the present embodiment in the form of a substantially kastenfömigen press ram on the lower side of the broaching device 300 is arranged in relation to the ram 3 itself in linearly displaceable, in parallel to the surface extension of the ram 3, horizontal plane.
- the clearing device 300 has a plate 301 which can be displaced translationally back and forth along a guide 302 located on the press ram 3, the plate being in contact with the bulk material 1 (FIG. Fig.
- plate 301 of the reamer 300 for example, the ram 3 in the width completely spans, while the length of the plate 301 is less than the length of the ram 3 and the plate 301 substantially between the positions in which it does not protrude beyond the ram 3 , Is displaced back and forth to ensure high pressure stability due to constant support by the ram 3.
- parallel guide rails 303 which in each case receive two skids 304 between them, in each case via a respective approximately perpendicular to the plate 301 extending support 305 with the plate 301 , preferably in the region of their ends, are connected.
- a plurality of carriers 310 are arranged on the lower, the ram 3 facing away from the plate 301 of the broaching device 300, which extend in the present case, for example, approximately perpendicular to the direction of movement of the broach and are designed substantially in the form of strips, which after projecting down from the plate 301.
- the drivers 310 can be fixed to the plate 301 by means of screws 311, for example.
- the free edges of the dogs 310 are preferably equipped with a - eg approximately trapezoidal - profile 312 to provide good engagement in the to be compacted / distributing bulk material 1.
- the ram 3 is in this way both for compression or compression of the bulk material 1 by performing substantially vertical compression strokes, as well as for distributing bulk cones of the bulk material 1 in a position by the plate 301 of the reamer 300 along the guides 302 shifted is and the carrier 310 in this case the bulk material 1 laterally from the ram 3 continue to promote.
- the sensors S for detecting the surface contour of the bulk material 1 are in this case arranged in the case of the present embodiment, for example, on the narrow sides of the press ram 3 and clearing unit 300 formed unit.
- the container 2 may be, for example, a common standard container having a substantially rectangular free cross section and a length of about 12 meters and a width of about 2.40 meters.
- the cross-section of the ram 3 with the reamer 300 is substantially smaller than the free cross-section of the container 2 and in the present embodiment, for example between about half and about a square meter, So about 3% to 7% of the free cross-section of the container. 1
- FIGS. 4A to 4C illustrated embodiment of an apparatus for compressing and / or distributing a compressible bed 1 differs from the device according to Figs. 3A to 3C primarily in that the relative displacement between the container 2 and the - in the present case again in the vertical direction 4 back and forth displaceable - Preßstempel 3 with the reamer 300 thereby happens by the container 2 in a horizontal x, y plane displaced and the ram 3 is arranged stationary on the support structure 5.
- the container 2 can be erected on a first - upper - platform 20, which is equipped with drive rollers 21, which are guided along a second - lower - platform 22 provided guide 23.
- the guide 23 (see in particular Fig.
- the second - lower - platform 22 is in turn equipped with drive rollers 25, which in an example provided on the ground below the support structure 5 guide 26 (see Fig. 4C ), wherein the guide 26 of the lower platform 22 in the present embodiment again - although not necessarily - perpendicular to the guide 23 of the upper platform 20, that is approximately in the longitudinal direction of the container 2, and extends as well as the latter extends substantially linearly , so that the lower platform 22 in the longitudinal direction (arrow 27 of Fig. 4A ) of the container 2 is displaceable.
- the guides 23, 26 of the platforms 20, 22 thus tension a horizontal x, y plane along which the container 2 can be moved relative to the - here stationary - ram 3 with the reamer 300, so that the latter to a can be moved to any area of the container 2 to compress the bulk material 1 located there and / or distributed from this cone evenly distributed in the container 2.
- Figs. 5A to 5C it is of course also possible that the displaceability of the container 2 relative to the ram 3 with the broaching device 300 is effected by both the container 2 and the Preßstempel 3 - for example, substantially perpendicular to each other - are displaced.
- the ram 3 with the reamer 300 similar to the embodiment according to Figs. 3A to 3C is arranged on a carriage 8a, which along two in the longitudinal direction of the container 2 extending, supported by the supports 6 guide rails 7 by means of a motor 15 driven drive rollers 13 is movable (arrow 10).
- the ram 3 with the broaching device 300 is in the present case, however, firmly fixed vertically on the extending between the guide rails 7 slide 8a back and forth (arrow 4), while the container 2 is placed on a equipped with drive rollers 21 platform 20.
- the drive rollers 21 of the platform 20 are along perpendicular to the guide rails 7 of the carriage 8a of the press ram 3 extending guides 23 movable (arrow 24), the latter substantially the guides 23 according to FIGS. 4A to 4C can be designed accordingly.
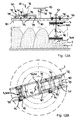
- FIGS. 6A to 6B show an embodiment of an inventive device for compressing and / or distributing compressible bulk material 1, wherein the relative displacement between the ram 3 with the broaching device 300 and the container 2 in an approximately horizontal x, y plane thereby takes place by a rotational movement is combined with a translational, radial to the axis of rotation of the rotational displacement.
- the container 2- here essentially circular-cylindrical-is arranged stationarily on the floor.
- a vertical shaft 30 formed by a stationary shaft 31 rotatable (arrow 32), the axis 31 expedient with the center of the container 2 is aligned.
- the shaft 30 may in the region of its upper, the container 2 opposite end, for example, at an in FIGS. 6A and 6B not shown in detail support structure 33, which engages over the container 2.
- the shaft 30 is rotatably supported about the axis 31 via a rotary drive also not shown on the support structure 33.
- a guide 34 In the region of its lower end extends from the shaft 30, a guide 34 radially outwardly, wherein a drive provided with rollers 36 slide 35, to which the ram 3 with the clearing device 300 is set vertically displaceable back and forth (arrow 4 of Fig. 6A ), along this guide 34 radially - in the present case linear - is movable (arrow 37).
- the guide 34 projects preferably approximately from the shaft 30 to the edge of the container 2 radially outward in order to move the ram 3 approximately within the entire free cross section of the container 2 relative to this.
- guide 34 biases a horizontal x, y plane along which the ram 3 with the reamer 300 can be moved relative to the container 2, so that the former to any area of the container. 2 can be shifted to compress the bulk material 1 located there and / or distribute.
- the ram 3 with the broaching device according to the arrow 38 is rotatable about a vertical axis, so that the broaching device 300 depending on their rotational position, the bulk material substantially in the circumferential direction of the container 2 or radially inward / outward can distribute.
- This axis may for example be formed by a piston / cylinder unit, by means of which the ram 3 with the clearing device can perform the compression strokes.
- Figs. 7A and 7B reproduced embodiment operates on the same principle as the embodiment according to FIGS. 6A and 6 , differs from this but in particular in that the vertically displaceable back and forth ram 3 with the reamer 300 (arrow 4 of Fig. 7A ) is mounted stationarily on the support structure 33, while the container 2 is displaceable relative thereto.
- the container 2 is placed on a first - upper - platform 40, which is rotatable about a central shaft 41 about an axis 42.
- the axle 42 is also translational - linear in the present case - moved by the arranged on the underside of the upper platform 40 shaft 41 is disposed at its lower end facing away from the upper platform 40 on a second - lower - platform 43 which is provided with drive rollers 44 which are guided along guides 45 (FIG. Fig. 7B ) is guided.
- the rotation of the platforms 40, 43 happens, for example, by the shaft 41 rotatably connected to one of the platforms 40, 43 and by means of a rotary drive (not shown) with respect to the other platform 43, 40 in the direction of arrow 46 can be rotated.
- Figs. 8A and 8B illustrated embodiment of an apparatus for compressing and / or distributing compressible bulk material 1, the displaceability of the container 2 relative to the ram 3 with the broaching device 300 - as far as similar to the embodiment according to Figs. 5A to 5C - Guaranteed by both the container 2 and the ram 3 with the reamer 300 are displaced.
- a rotational movement of the container 2 is combined with a translational movement of the press ram 3 with the broaching device 300.
- the container 2 is on an example of the upper Platform 40 according to Figs.
- FIG. 7A and 7B corresponding platform 40a is set up, which is rotatable about a central shaft 41a about an axis 42a (arrow 46 of Fig. 8B ).
- the axis 42 a is stationary and mounted at its lower end via a rotary drive (not shown) on the ground and rotatably secured at its upper end to the center of the platform 40 a at the bottom, so that the platform 40 a with the container carried by them 2 is freely rotatable about the stationary axis 42a.
- the ram 3 with the broach 300 is - for example, in a corresponding manner as in the embodiment according to Figs.
- the case is - attached to a carriage 8a, which is translationally guided along parallel guide rails 7, which in turn are supported by the supports 6 of the support structure 4.
- the drive of the carriage 8a of the ram 3 is done via driven by a motor 15 drive rollers 13 along the guide rails 7 in the direction of the arrow 47 (see, in particular Fig. 8A ).
- the rotatable in particular freely about the axis 42a platform 40a thus tensioned in conjunction with the guide rails 7 of the carriage 8a of the ram 3 with the broaching device 300 a horizontal x, y plane along which the container 2 and the ram 3 are moved relative to each other can, so that any area of the container 2 can be moved to the ram 3 with the reamer 300 or below it to compress the bulk material 1 located there and / or distribute.
- the pressing ram 3 with the raking device 300 can in turn be rotatable about a substantially vertical axis (arrow 38 of FIG Fig. 8A ), to the desired clearing direction of - in the present case translationally displaced in the direction of arrow 307 back and forth - Clearing device 300 (see also Fig. 2 ) to change as desired.
- FIGs. 9A and 9B as in Figs. 10A and 10B Embodiments of inventive devices for compacting and / or distributing bulk material 1 are shown in which the ram 3 with the reaming device 300 is not only vertically displaceable back and forth, but is also pivotally mounted about a substantially horizontal axis.
- the in Figs. 9A and 9B embodiment shown substantially on the principle of the above with reference to Figs.
- 3A to 3C illustrated embodiment differs from this primarily in that the ram 300 with the broaching device 300 on the along the guide rails 7 in the longitudinal direction of - for example, stationary parked on the ground - container 2 about an axis 50 (see arrow 51) is pivotable, wherein the axis 50 extends in the longitudinal direction of the container 2.
- a further, perpendicular to the guide rails 7 extending guide 9 see. Figs.
- Figs. 10A and 10B illustrated embodiment is based essentially on the principle of the above with reference to Figs. 5A to 5C explained embodiment in which the relative displacement of the press ram 3 with the reamer 300 with respect to the container 2 on the one hand by a displacement of the platform 20 with the container 2 along the guides 23 in the direction of arrow 24 and on the other hand by a displacement of the carriage 8a with the ram takes place along the guide rails 7 in the direction of the arrow 10.
- shown embodiment is compared to the embodiment according to Figs.
- a further development of the invention is when the ram 300 with the reaming device 300 is pivotally mounted there on the carriage 8a about a horizontal axis 60 in the direction of the arrow 61, resulting in a faster and / or more accurate positioning of the ram 3 at or above a desired container area easier to compact the bulk material 1 located there and / or distribute.
- the pivot axis 60 of the ram 3 with the broaching device 300 in contrast to the in Figs. 9A and 9B shown embodiment, for example, in the transverse direction of the carried by the platform 20 container 2.
- FIGs. 11A to 11D is another one of them Figs. 3A to 3C corresponding embodiment of a device according to the invention for compressing and / or distributing bulk material 1 reproduced, which is further equipped with a feed device 70, via which the bulk material 1 in the container 2 can be transferred.
- the feeding device 70 has a conveyor belt 71 extending, for example, in the longitudinal direction of the container 2, which conveyor belt is fixed to a further carriage 72, which - like the carriage 8 with the ram 3 equipped with the raking device 300 the guide rails 7 in the longitudinal direction of the container 2 is displaced (see, in particular Fig. 11A , Arrow 75).
- the carriage 72 carrying the conveyor belt 71 is provided with drive rollers 73, which are driven by a motor 74, such as an electric motor.
- a motor 74 such as an electric motor
- the conveyor belt 71 transversely to the guide rails 7 is displaced (not shown), which can also be done for example by means of electric motors.
- a hopper 76 - for example, stationary on the support structure 5 - arranged to give the bulk material 1 the conveyor belt 72 can (arrow 77).
- the hopper 76 is arranged at such a position that it opens in any relative position of the displaceable along the guide rails 7 conveyor belt 72 relative to the container 2 and / or relative to the carriage 8 with the ram 3 in the conveyor belt 72.
- a discharge point 80 of the feeder 70 is set, via which the bulk material 1 is transferred into the container 2 and falls into it.
- the conveyor 70 is further a weighing device 90 in the form of a belt weigher (see, in particular Fig.
- the weighing device 90 is preferably designed for continuously weighing the mass flow of the bulk material 1 passing through it, so that an overloading of the container 2, as in particular in the case of a container permanently or detachably connected to a truck (in FIG Figs. 11A to 11D not shown) must be reliably excluded, is avoided.
- sensors S 1 , S 2 can also be provided which are used to scan the relative positions of the ram 3 and / or the feed device 70 are formed with respect to the container 2 or the bulk material 1 located therein in order to be able to displace the press ram 3 with the reaming device 300 and / or the feed device 70 in dependence on it to a respectively suitable position relative to the container 2.
- sensors S 3 may be provided, which are arranged such that they can detect the relative position of the conveyor 70 with respect to the container 2.
- Fig. 11D shows one of the Fig. 11A corresponding view of the same embodiment of an inventive device for compressing and / or distributing bulk material 1, wherein a schematic block diagram of a programmable controller 100 of the device is indicated.
- the controller 100 includes a microprocessor 101, in which a plurality of programmable parameters, such as the container volume V, the maximum compression force F max of the ram 3 with the reamer 300, the maximum filling amount m max of the container 2, the speed v R of the relative displacement of ram 3 and / or feeder 70 with respect to the container 2, the speed v R 'of the relative displacement of reamer 300 with respect to the ram 3 and optionally other parameters, such as the height H v and / or the time T v of a compression stroke of the ram 3, etc., can be entered.
- a plurality of programmable parameters such as the container volume V, the maximum compression force F max of the ram 3 with the reamer 300, the maximum filling amount m max of the container
- a plurality of sensor-detectable parameters such as measured by the weighing device 90 material flow M 'of the bulk material 1, the determined by the sensors S 1 , S 2 , S 3 position of the press ram 3 with the broaching device and the feeder 70 and the fill level H S of the bulk material 1 or its surface contour, etc. determined at the respective relative position of the ram 3 and the feed device 70 and container 2, can be transmitted to the microprocessor 101.
- the microprocessor 101 calculates from the parameters mentioned a suitable operation, which, for example, the control of the displacement s Z of the feeder 70 along the guide rails 7, the displacement s P of the press ram 3 with the broaching device 300 along the guides 7 and 9, the compression stroke s V and / or the compression force F V of the press ram 3, the displacement of the reaming device 300 with respect to the ram 3, etc. includes.
- a suitable operation which, for example, the control of the displacement s Z of the feeder 70 along the guide rails 7, the displacement s P of the press ram 3 with the broaching device 300 along the guides 7 and 9, the compression stroke s V and / or the compression force F V of the press ram 3, the displacement of the reaming device 300 with respect to the ram 3, etc.
- a suitable operation which, for example, the control of the displacement s Z of the feeder 70 along the guide rails 7, the displacement s P of the press ram 3 with the broaching device 300 along the guides 7 and 9, the compression stroke s V
- FIGS. 6A and 6B corresponding embodiment of a device according to the invention for compressing and / or distributing bulk material 1, which is in turn equipped with a feed device 70, via which the bulk material 1 in the container 2 can be transferred.
- a feed device 70 extends to the Shaft 30 arranged and rotatable about the stationary axis 31 guide 34 substantially over the entire diameter of the container 2 and is fixed to the guide 34 in addition to the carriage 35, to which the ram 3 with the clearing device 300 is vertically displaceable back and forth ( Arrow 4 of Fig. 12A ), a feeder 70 guided.
- the feed device 70 in turn, essentially corresponds to FIG Figs.
- the hopper 76 is disposed at a position such that it in any relative position of the displaceable along the guide conveyor belt 72 72 relative to the container 2 and / or relative to the carriage 35 with the ram 3 and the reamer 300 in the Conveyor 72 opens.
- a discharge point 80 of the conveyor 70 is set, via which the bulk material 1 is transferred into the container 2 and falls into this.
- the conveyor 70 and / or the container 2 can also have an in Figs. 12A and 12B not reproduced weighing device 90 may be assigned, which, for example, similar to the weighing device 90 according to Figs. 11A to 11D can be designed.
- the reamer 300 may be rotatable about an approximately vertical direction (arrow 38 of FIG Fig. 12A ), in order to be able to move clearing means 300 (see also FIG Fig. 2 ) to be able to adjust any conveying direction of the ram 3 continued.
- Figs. 13A and 13B show one of the device according to Figs. 12A and 12B practically functionally identical device for compacting and / or distributing bulk material 1 (without feed hopper 76), wherein in Fig. 13A the reamer 300 together with the ram 3 in relation to the Fig. 12A has been pivoted by 90 ° in the direction of arrow 38 about the vertical axis of the ram 3 bearing the ram 300 piston / cylinder unit.
- Corresponding sensors S 1 , S 2 , S 3 in turn provide, in conjunction with a control, not shown, for the detection of the (relative) positions of ram 3 with clearing device 300, in the container 2 existing bulk cones of bulk material 1 and feeder 70th
- the container (s) 2 can also be arranged on a vehicle, such as a truck, with the container (s) 2 of the truck directly filled with bulk material 1 and then compacted and / or evenly packed in the container (s) ) 2, or a container 2 is filled while the bulk material 1 of the other - already filled - container 2 is compressed and / or distributed.
- sensors S 1 , S 2 , S 3 can serve to detect the position of the containers and the bulk material of the bulk material 1 already present therein and / or detect an imminent collision of the container 2 with parts of the truck at an early stage and - if they are, for example, operatively connected to a warning device - prevent.
- Figs. 15A to 15C which is also shown there during filling and compression / distribution of the filled bulk material 1 in a container 2 arranged on a truck, instead of a stationary arranged on the support structure hopper 76 of the feeder 70, as he eg Figs. 11A to 11D is provided, a laterally opening into the conveyor belt 71 of the feeder 70 conveyor belt 130 is provided which can be equipped with bulk material via a feed hopper 76a. Otherwise corresponds to in Figs. 15A to 15C reproduced device as far as possible according to Figs. 11A to 11D ,
- FIG. 16A to 16C a likewise of the device according to Figs. 11A to 11D largely similar device in an operating state, as in Figs. 15A to 15C is shown.
- the device according to Figs. 16A to 16C differs from the according to Figs. 11A to 11D mainly in that the feed device 70 instead of the hopper 76 ( Figs. 11A to 11D ) is equipped with a fluidic, eg pneumatic gripper unit 140, via which the conveyor belt 71 of the feed device 70 can be acted upon with bulk material 1, before the latter passes via the conveyor belt 71 into the container 2.
- a fluidic, eg pneumatic gripper unit 140 via which the conveyor belt 71 of the feed device 70 can be acted upon with bulk material 1, before the latter passes via the conveyor belt 71 into the container 2.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Refuse Collection And Transfer (AREA)
- Filling Or Emptying Of Bunkers, Hoppers, And Tanks (AREA)
Abstract
Description
- Die Erfindung betrifft eine Vorrichtung zum Verdichten von insbesondere komprimierbarem Schüttgut, mit wenigstens einem Behälter zur Aufnahme des Schüttgutes und mit wenigstens einem Preßstempel, welcher zur Durchführung von Verdichtungshüben in wenigstens einer Bewegungsrichtung mit einer vertikalen Richtungskomponente unter Eingriff in den Behälter hin und her verlagerbar ist. Die Erfindung bezieht sich ferner auf ein insbesondere mittels einer solchen Vorrichtung durchführbares Verfahren zum Verdichten von insbesondere komprimierbarem Schüttgut mittels wenigstens eines Preßstempels, wobei der Preßstempel zur Durchführung von Verdichtungshüben in wenigstens einer Bewegungsrichtung mit einer vertikalen Richtungskomponente hin und her verlagert wird, um das Schüttgut zu komprimieren.
- In vielen Fällen ist es erwünscht, Schüttgüter zu verdichten bzw. zu komprimieren, um das Volumen der Schüttung zu verringern und auf diese Weise z.B. für einen rentableren Transport zu sorgen. Dies gilt beispielsweise, aber nicht ausschließlich für Müll, wie Hausmüll, Kunststoff-, Metall, Holz-, Papier- und Kartonäbfälle oder andersartige Abfälle.
- Gegenwärtig werden solche Abfälle in der Regel mittels Häckseleinrichtungen zerkleinert und/oder mittels Pressen komprimiert, wobei insbesondere dann, wenn dies in nicht abgeschlossenen Räumen geschieht, dafür Sorge zu tragen ist, daß die zerkleinerten Produkte nicht in die Umgebung ausgetragen werden. In diesem Zusammenhang sei darauf hingewiesen, daß mit dem Begriff "komprimierbares Schüttgut" im Rahmen der vorliegenden Offenbarung gemeint ist, daß das Schüttgutmaterial selbst zwar komprimierbar sein kann, aber nicht notwendigerweise komprimierbar sein muß, sondern sich "komprimierbar" auf die Schüttung selbst bezieht, deren Hohlraumvolumen während des Verdichtens - einhergehend oder nicht einhergehend mit einer Kompression und/oder Zerkleinerung der einzelnen Schüttgutpartikel bzw. -teile - verkleinert wird, so daß das Gesamtvolumen der Schüttung folglich ebenfalls verkleinert wird.
- Zum Verdichten von Schüttgut in Form von Müll sind beispielsweise Walzen bekannt, welche an einer Trageinrichtung angeordnet und in einen Behälter zur Aufnahme des Mülls einsenkbar sind (
DE 34 06 879 A1 ,DE 39 03 642 A1 ). Dabei wird die Walze mittels der Trageinrichtung über den Querschnitt des Behälters verfahren, wobei der hierin befindliche Müll allein aufgrund des Eigengewichtes der Walze und gegebenenfalls unter Aufbringen einer zusätzlichen Anpreßkraft auf die Walze komprimiert wird. Ähnliche Walzen können z.B. auch zum Einebnen von Schüttkegeln in Eisenbahnwaggons eingesetzt werden (DE 43 01 627 A1 ). Nachteilig ist einerseits, daß solche Walzen aufgrund ihrer erheblichen Masse verhältnismäßig teuer sind und eine entsprechende Dimensionierung der Lagerung und der Trageinrichtung erfordern. Ferner ergibt sich insbesondere dann ein Problem, wenn der Behälter zur Aufnahme des Mülls nicht stationär auf dem Boden angeordnet ist, sondern z.B. von einem Fahrzeug, wie einem Eisenbahnwaggon oder insbesondere einem Lastkraftwagen, getragen ist. In diesem Fall besteht die Gefahr einer Überlastung, weil zu dem bereits erheblichen Gewicht des - z.B. bereits teilweise komprimierten - Schüttgutes das Gewicht der Walze und gegebenenfalls noch die zusätzliche, auf die Walze ausgeübte Anpreßkraft hinzukommt. So ist daher beispielsweise eine Verdichtung von Schüttgut in einem Lastkraftwagen auf diese Weise praktisch unmöglich. - Der
DE 82 28 963 U1 ist eine weitere Vorrichtung zum Verdichten von Schüttgut - hier Verpackungsgut - zu entnehmen, wobei das Preßorgan wiederum von einer Walze gebildet ist, welche an einer den Behälter zur Aufnahme des Schüttgutes übergreifenden Halteeinrichtung gelagert ist, um sie einerseits über den Querschnitt des Behälters unter Verdichten des Schüttgutes zu verfahren und sie andererseits in den Behälter einzusenken bzw. aus diesem herauszuheben. Hinsichtlich der Nachteile gilt das oben im Zusammenhang mit dem dort zitierten Stand der Technik gesagte. - Die
DE 42 37 143 A1 beschreibt eine Verdichtungsvorrichtung von Müll, welche lösbar an einen Müllbehälter ankoppelbar ist. Die Verdichtungsvorrichtung umfaßt eine schwenkbar gelagerte Preßplatte, deren Querschnitt etwa dem freien Öffnungsquerschnitt des Müllbehälters sowie demjenigen Querschnitt des Müllbehälters entspricht, welcher dem von der Preßplatte verdichteten Müll als Widerlager dient. Nachteilig ist einerseits, daß die Verdichtungsvorrichtung und der Müllbehälter aufeinander abgestimmte Formen besitzen müssen und somit eine in einer bestimmten Weise ausgestaltete Verdichtungsvorrichtung nicht für verschiedene Behälter einsetzbar ist. Andererseits erfordert die zum Verschwenken der Preßplatte unter Kompression des in dem Behälter befindlichen Mülls einen erheblichen Kraftaufwand, da praktisch der gesamte, in dem Behälter befindliche Müll zunächst von dem dem Lager der schwenkbaren Preßplatte abgewandte - hinteren - Seite des Behälters an die vordere Seite gedrückt werden muß, um schließlich zwischen der vorderen Seite des Behälters und der Preßplatte verdichtet zu werden. Darüber hinaus ist nur schwer bzw. nur mit sehr hohem Kraftaufwand möglich, Schüttkegel des Schüttgutes einzuebnen und so für eine gleichmäßige Verdichtung des Schüttgutes zu sorgen. - Den
DE 36 37 769 A1 ,DE 39 26 866 A1 undDE 93 14 726 U1 sind Vorrichtungen entnehmbar, welche einen formstabilen Behälter mit einem dem Behälter zugeordneten, vertikal - manuell oder mittels einer Presse - höhenverlagerbaren Preßstempel umfassen, dessen Querschnitt im wesentlichen dem freien Querschnitt des Behälters entspricht. Der Preßstempel ist entweder an einem Behälterdeckel oder an einer Tragkonstruktion höhenverschieblich gelagert, unterhalb welcher der Behälter angeordnet ist. Gegenüber einem in Form einer Walze ausgestalteten Preßorgan weist ein solcher Preßstempel zwar den Vorteil auf, daß er nicht nur leichter und kostengünstiger ist, sondern insbesondere auch aufgrund dessen, daß er dynamische Verdichtungshübe auszuführen vermag, eine gegenüber dem statischen Verpressen mittels Walzen wirksamere Verdichtung des Schüttgutes gewährleistet. Was die Nachteile solcher Vorrichtungen betrifft, so gilt indes im wesentlichen das oben zurDE 42 37 143 A1 gesagte. - Ferner beschreibt auch die
DE 40 13 107 A1 eine derartige Vorrichtung, wobei die Betätigung des Preßstempels mittels eines Scherenhebelgetriebes erfolgt, welches durch Kolben-/ Zylindereinheiten angetrieben ist. Gemäß einer Ausführungsform kann vorgesehen sein, daß der Preßstempel an einer eine Mehrzahl an Behältern überspannenden Tragkonstruktion gelagert ist, wobei der Preßstempel an der Tragkonstruktion linear verschieblich geführt ist, um den Preßstempel in einer jeweils fest vorgegebenen Position in einen gewünschten Behälter hinein zu verfahren und den hierin befindlichen Müll zu verdichten. - Schließlich beschreibt die
EP 1 762 374 A2 eine gattungsgemäße Vorrichtung sowie ein Verfahren zum Verdichten von komprimierbarem Schüttgut sowie ein hiermit durchführbares Verdichtungsverfahren, wobei zur effektiven Verdichtung des Schüttgutes vorgesehen ist, daß der maximale Querschnitt des Preßstempels deutlich kleiner ist als der freie Querschnitt des Behälters, wobei der Preßstempel und der Behälter in einer im wesentlichen horizontal angeordneten x,y-Ebene sowohl in x-Richtung als auch in y-Richtung relativ zueinander verlagerbar sind. Auf diese Weise ist es möglich, bei verhältnismäßig geringen Preßkräften, welchen z.B. auch das Chassis von Lastkraftwagen standzuhalten vermag, für eine wirksame - dynamische - Verdichtung zu sorgen, wobei der Preßstempel universell für praktisch beliebige Behälter einsetzbar ist. Dabei hat sich auch als überaus vorteilhaft erwiesen, daß unter Aufbringen von insgesamt relativ geringen, nur lokal auf das in dem Behälter befindliche Schüttgut wirkenden Kompressionskräften eine weitaus höhere Verdichtung möglich ist als es beim Stand der Technik unter Verwendung von Preßplatten oder -stempeln der Fall ist, deren Querschnitt etwa dem freien Querschnitt des Behälters entsprechen und zudem mit einer höheren Kraft in den Behälter hinein gepreßt werden müssen, wobei entsprechendes auch gegenüber einer rein statischen Verdichtung mittels Walzen gilt. Es läßt sich folglich ein maximal mögliches Transportgewicht des Schüttgutes erreichen bzw. ein zur Verfügung stehendes Transport- oder Lagervolumen optimal nutzen. - Der Erfindung liegt die Aufgabe zugrunde, eine Vorrichtung und ein Verfahren der eingangs genannten Art, wie sie insbesondere in der vorgenannten
EP 1 762 374 A2 beschrieben sind, auf einfache und kostengünstige Weise dahingehend weiterzubilden, daß ihre Leistungsfähigkeit noch weiter erhöht werden kann. - Erfindungsgemäß wird diese Aufgabe bei einer Vorrichtung zur Verdichtung von Schüttgut der eingangs genannten Art dadurch gelöst, daß die Vorrichtung zugleich zur Verteilung des Schüttgutes in dem Behälter ausgebildet ist, indem der Preßstempel an wenigstens einer dem Behälter zugewandten Seite eine in Bezug auf den Preßstempel verlagerbare Räumeinrichtung aufweist, welche an ihrer dem Preßstempel abgewandten Seite mit wenigstens einem Mitnehmer ausgestattet ist, welcher derart ausgebildet ist, um das zu verdichtende Schüttgut beim Verlagern der Räumeinrichtung in Bezug auf die Richtung der Verdichtungshübe im wesentlichen seitlich in dem Behälter zu verteilen.
- Bei einem für eine solche Vorrichtung geeigneten Preßstempel zur Verdichtung von insbesondere komprimierbarem Schüttgut, welcher zur Durchführung von Verdichtungshüben in wenigstens eine Bewegungsrichtung mit vertikaler Richtungskomponente hin und her verlagerbar ist, sieht die Erfindung zur Lösung dieser Aufgabe ferner vor, daß der Preßstempel an wenigstens einer seiner Seiten eine in Bezug auf den Preßstempel verlagerbare Räumeinrichtung aufweist, welche an ihrer dem Preßstempel abgewandten Seite mit wenigstens einem Mitnehmer ausgestattet ist, welcher derart ausgebildet ist, um Schüttgut beim Verlagern der Räumeinrichtung in Bezug auf die Richtung der Verdichtungshübe im wesentlichen seitlich zu verteilen.
- Schließlich ist in verfahrenstechnischer Hinsicht zur Lösung des der Erfindung zugrunde liegenden Problems bei einem Verfahren der eingangs genannten Art vorgesehen, daß das Schüttgut mittels desselben Preßstempels ferner in Bezug auf die Richtung der Verdichtungshübe im wesentlichen seitlich verteilt wird, indem eine an wenigstens einer dem Behälter angewandten Seite des Preßstempels angeordnete Räumeinrichtung in Bezug auf den Preßstempel verlagert wird, so daß wenigstens ein Mitnehmer der Räumeinrichtung das zu verdichtende Schüttgut seitlich von dem Preßstempel fort schiebt.
- Die erfindungsgemäße Ausgestaltung kombiniert die Vorteile des Gegenstandes der weiter oben erwähnten
EP 1 762 374 A2 , deren Offenbarungsgehalt hiermit auch zum Gegenstand der vorliegenden Anmeldung gemacht wird, mit der zusätzlichen Möglichkeit einer schnellen und wirksamen Verteilung des Schüttgutes seitlich von dem Preßstempel fort, wie es insbesondere im Falle von Schüttkegeln des zu verdichtenden Schüttgutes erwünscht ist, wie sie in mehr oder minder ausgeprägter Form praktisch immer auftreten, wenn z.B. ein stationärer oder fahrbarer Behälter mit Schüttgut befüllt worden ist. Die Erfindung macht es dabei insbesondere möglich, die Verdichtung und gleichmäßige Verteilung mittels ein und desselben Preßstempels durchzuführen, wobei der Preßstempel selbstverständlich auch derart betrieben werden kann, daß er ausschließlich verdichtet (es wird dann z.B. zur Durchführung der Verdichtungshübe im wesentlichen senkrecht hin und her verlagert) oder ausschließlich verteilt (er wird dann z.B. bis etwa auf das Niveau der Oberfläche des Schüttkegels nach unten verlagert und wird sodann die Räumeinrichtung betätigt, d.h. letztere wird in Bezug auf den Preßstempel - insbesondere im wesentlichen horizontal - verlagert, um das Schüttgut seitlich fort zu schieben). Als Ergebnis erhält man eine sehr schnelle und wirksame Verdichtung des Schüttgutes unter optimaler Ausnutzung des zur Verfügung stehenden Raumes - in der Regel dem Füllraum eines Behälters. - Wird also gemäß dem erfindungsgemäßen Verfahren Schüttgut mittels des Preßstempels dynamisch verdichtet, indem der Preßstempel zur Durchführung von Verdichtungshüben in wenigstens einer Bewegungsrichtung mit einer vertikalen Richtungskomponente hin und her verlagert wird, um das Schüttgut zu komprimieren, und wird zugleich oder in zeitlicher Abfolge, z.B. wechselweise, die Räumeinrichtung in Bezug auf den Preßstempel im wesentlichen seitlich zu diesem verlagert, so daß der Mitnehmer der Räumeinrichtung an dem Schüttgut anzugreifen vermag, so ergibt sich eine äußerst effektive Verdichtung des Schüttgutes einerseits durch Verdichten desselben und andererseits durch gleichmäßiges Verteilen von Schüttkegeln des Schüttgutes in dem zur Verfügung stehenden Raum.
- Gemäß einer bevorzugten Ausführung ist vorgesehen, daß die Räumeinrichtung zumindest translatorisch in Bezug auf den Preßstempel, insbesondere im wesentlichen horizontal, hin und her verlagerbar ist, so daß das Schüttgut hauptsächlich linear in Bewegungsrichtung der Räumeinrichtung seitlich von dieser fort gefördert werden kann. Mit "im wesentlichen horizontal" ist in diesem Zusammenhang eine translatorische Bewegung der Räumeinrichtung angesprochen, welche eine vornehmlich horizontale Richtungskomponente aufweist (d.h. die horizontale Richtungskomponente ist größer als etwaige vertikale Richtungskomponenten der translatorischen Bewegung), wobei die Bewegung vorzugsweise nahezu horizontal (z.B. mit einer Neigung von maximal 30° oder maximal 20° in Bezug auf die Horizontale) und höchst vorzugsweise mehr oder minder exakt horizontal sein kann.
- Zu diesem Zweck kann die Räumeinrichtung beispielsweise derart ausgebildet sein, daß sie entlang einer an dem Preßstempel angeordneten Führung, insbesondere entlang zwei an entgegengesetzten Seiten des Preßstempels angeordneten Führungsschienen, verlagerbar ist, was grundsätzlich auf beliebige motorische Weise, z.B. mittels Stellantrieben, Zahnstangen- oder Kettenantrieben etc., oder auf fluidische Weise, z.B. pneumatisch, hydraulisch oder hydropneumatisch, wie mittels Kolben-/Zylindereinheiten, geschehen kann.
- Ferner kann die Räumeinrichtung - allein oder insbesondere gemeinsam mit dem Preßstempel - um eine im wesentlichen senkrecht zur Räumrichtung angeordnete Achse, zweckmäßig um eine im wesentlichen vertikale Achse, drehbar sein, um auch im Falle einer lediglich linear hin und her verlagerbaren Räumeinrichtung durch Verschwenken derselben eine gewünschte Richtung einstellen zu können, in welche das Schüttgut verteilt werden soll. Mit "im wesentlichen vertikal" ist in diesem Zusammenhang eine Erstreckung der Achse angesprochen, welche eine vornehmlich vertikale Richtungskomponente aufweist (d.h. die vertikale Erstreckungsrichtungskomponente ist größer als etwaige horizontale Erstreckungsrichtungskomponenten der Achse), wobei die Achse vorzugsweise nahezu vertikal (z.B. mit einer Neigung von maximal 30° oder maximal 20° in Bezug auf die Vertikale) und höchst vorzugsweise mehr oder minder exakt vertikal angeordnet sein kann.
- Alternativ oder zusätzlich kann im Zusammenhang mit einer solchen, um eine im wesentlichen vertikale Achse drehbaren Räumeinrichtung vorgesehen sein, daß die Räumeinrichtung nicht (nur) zur Einstellung der Verschiebungsrichtung, sondern zur Erfüllung der ihr zugedachten Funktion um eine im wesentlichen vertikale Achse drehbar ist, so daß das Schüttgut z.B. hauptsächlich radial von der Drehachse der Räumeinrichtung weg in Bezug auf den Preßstempel seitlich von diesem fort gefördert werden kann. Eine solche Räumeinrichtung kann beispielsweise einen unterhalb des Preßstempels mit diesem oder in Bezug auf diesen drehbaren und insbesondere im wesentlichen horizontal angeordneten Teller mit etwa radial verlaufenden Mitnehmern umfassen, so daß letztere bei Rotation des Drehtellers das Schüttgut seitlich bzw. radial von dem Drehteller fort verteilen. Zu diesem Zweck kann die Räumeinrichtung z.B. drehfest mit einer an dem Preßstempel gelagerten Antriebswelle verbunden sein, welche wiederum grundsätzlich auf beliebige Weise in Rotation versetzbar sein kann.
- Wie bereits angedeutet, ist es jedenfalls auch möglich, daß die Räumeinrichtung sowohl translatorisch als auch rotatorisch verlagerbar ist, indem beispielsweise eine die Räumeinrichtung tragende Antriebswelle in Bezug auf den Preßstempel translatorisch verlagerbar ist.
- Die Ausgestaltung des bzw. der Mitnehmer(s) kann grundsätzlich beliebig sein, sofern diese(r) seine/ihre ihm zugedachte Funktion einer Förderung des Schüttgutes seitlich von dem Preßstempel fort zu erfüllen vermag/vermögen. So kann/können der/die Mitnehmer z.B. lediglich von einem auf die mit dem Schüttgut in Kontakt tretenden Seite - in der Regel die Unterseite - der Räumeinrichtung aufgebrachten Profil, z.B. in Form von Vorsprüngen oder Nuten beliebiger Form, gebildet sein, an welchen das Schüttgut hängenbleiben kann und welches zudem zum Komprimieren, gegebenenfalls unter gleichzeitigem Zerkleinern, des Schüttgutes unter Andruck des Profils auf dieses zweckdienlich sein kann. Beispiele möglicher Profile sind in der
EP 1 762 374 A1 unter Bezugnahme auf das Profil eines dortigen Preßstempels erläutert. Je nach zu verdichtendem Schüttgut ist es ferner denkbar, daß der Mitnehmer von einer Vielzahl an Erhöhungen einer zum Mitnehmen des Schüttgutes in Bewegungsrichtung der Räumeinrichtung hinreichenden Rauhigkeit gebildet ist. - In jedem Fall kann es zweckmäßig sein, wenn sich der/die Mitnehmer im wesentlichen senkrecht zur Verlagerungsrichtung der Räumeinrichtung erstreckt/erstrecken, wobei - wie bereits angedeutet - eine Mehrzahl an, insbesondere in Verlagerungsrichtung der Räumeinrichtung hintereinander angeordneten, Mitnehmern vorgesehen sein kann. Dies bedeutet, daß sich bei einer rein translatorisch verlagerbaren Räumeinrichtung die Mitnehmer z.B. etwa senkrecht zur Verlagerungsrichtung derselben und im wesentlichen parallel zueinander erstrecken können, während es bei einer rein rotatorisch verlagerbaren Räumeinrichtung beispielsweise denkbar ist, daß sich die Mitnehmer etwa radial in Bezug auf deren Drehachse erstrecken, z.B. im wesentlichen linear oder mit einem, insbesondere einander entsprechend, gekrümmten Verlauf, d.h. entlang "gekrümmter Radien".
- Hierbei können die Mitnehmer z.B. im wesentlichen in Form von Leisten ausgebildet sind, welche von der Räumeinrichtung vorstehen, wobei die freie, mit dem Schüttgut in Kontakt tretende Kante der Leisten profiliert sein kann, um zusätzlich für eine verbesserte Verdichtungs- und/oder - anläßlich der Verdichtung des Schüttgutes durch die Verdichtungshübe des Preßstempels mit der Räumeinrichtung - Zerkleinerungswirkung des Schüttgutes zu sorgen. Zu demselben Zweck kann es vorteilhaft sein, daß die Profile einer Mehrzahl an hintereinander an der Räumeinrichtung angeordneten Leisten mit Versatz zueinander angeordnet sind.
- Gemäß einer besonders vorteilhaften Ausführungsform der Erfindung kann vorgesehen sein, daß der Räumeinrichtung ein das Füllniveau des Behälters erfassender Sensor zugeordnet ist, wobei der Verdichtungshub des Preßstempels mit der Räumeinrichtung bei Kontakt mit dem Schüttgut bedarfsweise anhaltbar und die Räumeinrichtung aktivierbar ist. Folglich kann vorgesehen sein, daß das Füllniveau des Behälters sensorisch erfaßt wird, wobei der Verdichtungshub des Preßstempels mit der Räumeinrichtung bei Kontakt mit dem Schüttgut bedarfsweise angehalten und die Räumeinrichtung aktiviert wird. Auf diese Weise kann anläßlich einer Verdichtung des Schüttgutes z.B. zunächst eine Verteilung desselben vorgenommen werden, wobei die Oberfläche des Schüttkegels sensorisch erfaßt und die Materialverteilung dementsprechend durch Verlagerung der Räumeinrichtung in Bezug auf den Preßstempel vorgenommen wird, wonach der Preßstempel seine Verdichtungshübe durchführt, um das vorzugsweise gleichmäßig verteilte Schüttgut zu komprimieren. Die erfindungsgemäße Vorrichtung ist somit als Materialverteiler ohne Verdichtung oder als Materialverteiler mit Verdichtung oder selbstverständlich auch - wie aus dem Stand der Technik bekannt - als Verdichter ohne Materialverteilung einsetzbar, wobei der Vorrichtung insbesondere im Hinblick auf die beiden erstgenannten Fälle ein sehr breites Anwendungsspektrum erschlossen wird, welches auch solche Verdichtungen umfaßt, die einen zumindest weitestgehenden Erhalt der Materialstruktur des Schüttgutes erfordern, d.h. die Verdichtung geschieht praktisch ausschließlich durch Verteilung des Schüttgutes - im wesentlichen ohne Andruck oder auch unter insbesondere voreinstellbarem Andruck von oben - unter Minimierung des Hohlraumvolumens. Es kann folglich ein "Verdichtungsmodus" (Verdichtungshübe des Preßstempels mit der Räumeinrichtung) der Vorrichtung mit einem "Verteilungsmodus" (im wesentlichen horizontale Verlagerung der Räumeinrichtung in Bezug auf den Preßstempel) kombiniert oder können beide Modi entsprechend den jeweiligen Anforderungen auch einzeln durchgeführt werden. Die Sensoren können dabei beliebiger bekannter Natur sein und beispielsweise Berührungssensoren, Näherungssensoren oder dergleichen umfassen.
- In vorteilhafter Ausgestaltung ist ferner vorgesehen, daß der maximale Querschnitt des Preßstempels - bzw. dessen Räumeinrichtung - höchstens 50% des freien Querschnittes des Behälters beträgt und daß der Preßstempel mit der Räumeinrichtung und der Behälter in einer im wesentlichen horizontal angeordneten x,y-Ebene zumindest in einer Richtung der Ebene, vorzugsweise sowohl in x-Richtung als auch in y-Richtung der im wesentlichen horizontalen Ebene, relativ zueinander verlagerbar sind. Dabei beträgt der maximale Querschnitt des Preßstempels - bzw. dessen Räumeinrichtung - mit Vorteil höchstens 40%, insbesondere höchstens 30%, vorzugsweise höchstens 20% und höchst vorzugsweise höchstens 10%, des freien Querschnittes des Behälters, wobei der Querschnitt des Preßstempels mit der Räumeinrichtung insbesondere zwischen etwa 1% und etwa 10%, z.B. zwischen etwa 3% und etwa 7%, des freien Querschnittes des Behälters betragen kann. Auf diese Weise lassen sich bei einer hinreichend kleinen Ausgestaltung des Preßstempels mit der diesem zugeordneten Räumeinrichtung praktisch beliebige Behälter einsetzen, wie stationäre oder bereits auf Eisenbahnwaggons oder Lastkraftwagen angeordnete Container mit festen Böden oder Schubböden, fest auf Lastwagen oder Anhängern angebrachte Behälter oder auch Förderbänder etc. Insbesondere ist zum Hin- und Herverlagern des Preßstempels mit der Räumeinrichtung anläßlich der Verdichtungshübe desselben unter Kompression des in dem Behälter befindlichen Schüttgutes aufgrund des im Verhältnis zum freien Querschnitt des Behälters relativ kleinen Querschnittes des Preßstempels eine verhältnismäßig geringe Kraft erforderlich, so daß eine Überlastung des Behälters - insbesondere wenn dieser auf einem Lkw angeordnet ist - vermieden wird und die Lagerung bzw. die Tragkonstruktion des Preßstempels entsprechend dimensioniert werden kann. Diese mögliche Verlagerung des Preßstempels in einer im wesentlichen horizontal angeordneten Ebene sowohl in x- als auch in y-Richtung, d.h. zu einem praktisch beliebigen Punkt auf dieser Ebene innerhalb des freien Querschnittes des Behälters, gewährleistet eine vollständige Kompression des in dem Behälter befindlichen Schüttgutes an einem beliebigen Ort einschließlich einer dortigen Verteilung von gegebenenfalls lokal vorhandenen Schüttkegeln, indem der Preßstempel mit der Räumeinrichtung unter mehrfachen Verdichtungshüben über den gesamte Querschnitt des Behälters verfahren und erforderlichenfalls zur gleichzeitigen, vorherigen oder nachfolgenden Verteilung des Schüttgutes von einem Schüttkegel fort die Räumeinrichtung betätigt wird.
- Mit "Verlagerung in einer im wesentlichen horizontal angeordneten x,y-Ebene sowohl in x-Richtung als auch in y-Richtung relativ zueinander" ist in diesem Zusammenhang gemeint, daß die Relativverlagerung von Behälter und Preßstempel mit Räumeinrichtung nicht notwendigerweise in zwei senkrecht zueinander angeordneten Richtungen x und y eines kartesischen Koordinatensystems erfolgen muß, sondern vielmehr in einer beliebigen Weise in der von dem Koordinatensystem aufgespannten, im wesentlichen horizontalen x,y-Ebene von statten gehen kann, so z.B. auch entlang gekrümmter Bahnen, wie es nachfolgend näher erläutert ist. So kann also beispielsweise sein, daß der Preßstempel mit der Räumeinrichtung und/oder der Behälter im wesentlichen linear in x- und/oder in y-Richtung verfahrbar ist/sind. Dabei ist es zweckmäßig, wenn auch nicht notwendig, daß die die x,y-Ebene der Relativbewegung zwischen dem Preßstempel und dem Behälter aufspannenden Koordinaten x und y etwa rechtwinklig zueinander angeordnet sind, so daß der Preßstempel und der Behälter in zwei senkrecht zueinander angeordneten, im wesentlichen horizontalen Raumrichtungen relativ zueinander verfahrbar sind. Dabei kann entweder vorgesehen sein, daß der in wenigstens einer Bewegungsrichtung mit vertikaler Richtungskomponente hin und her verlagerbare Preßstempel mit der Räumeinrichtung zum Verdichten und/oder seitlichen Wegfördern des Schüttgutes in der im wesentlichen horizontalen x,y-Ebene sowohl in x-Richtung als auch in y-Richtung verfahrbar und der Behälter - zumindest während der Verdichtung/seitlichen Wegförderung des Schüttgutes - im wesentlichen stationär angeordnet ist. Dies kann beispielsweise mittels an einer Tragkonstruktion angeordneten Führungen geschehen, an welchen der Preßstempel in x- und y-Richtung verschiebbar geführt ist. Umgekehrt kann selbstverständlich auch der Preßstempel mit der Räumeinrichtung im wesentlichen stationär gelagert und der Behälter in der im wesentlichen horizontalen x,y-Ebene sowohl in x-Richtung als auch in y-Richtung verfahrbar sein, was beispielsweise mittels einer in x- und y-Richtung verfahrbaren Plattform erfolgen kann, welche den Behälter - sei es in Form eines Containers, eines Lkws oder dergleichen - trägt. Überdies ist es denkbar daß der Behälter nur in x-Richtung (bzw. nur in y-Richtung) verlagerbar ist, während der Preßstempel mit der Räumeinrichtung nur in y-Richtung (bzw. nur in x-Richtung) verlagerbar ist. In jedem Fall kann der Preßstempel mit der Räumeinrichtung und/oder der Behälter - vorzugsweise im wesentlichen linear - in x- und/oder in y-Richtung verfahren werden.
- Gemäß einer anderen Möglichkeit einer solchen Relativverlagerung des Preßstempels mit der Räumeinrichtung in Bezug auf den Behälter kann beispielsweise auch vorgesehen sein, daß der Preßstempel mit der Räumeinrichtung und/oder der Behälter um wenigstens eine im wesentlichen vertikale Achse drehbar und/oder im wesentlichen linear in x- und/oder y-Richtung verfahrbar ist/sind. Es wird/werden also der Preßstempel und/oder der Behälter um wenigstens eine im wesentlichen vertikale Achse gedreht und/oder im wesentlichen linear in x- und/oder y-Richtung verfahren, so daß sich die Relativverlagerung zwischen dem Preßstempel und dem Behälter in der x,y-Ebene insbesondere aus einer Drehbewegung und einer - vorzugsweise linearen - Translationsbewegung zusammensetzt. In diesem Zusammenhang ist es z.B. möglich, daß die Achse, insbesondere im wesentlichen linear, verfahrbar angeordnet ist. Folglich läßt sich der Preßstempel mit der Räumeinrichtung (oder der Behälter) einerseits um die im wesentlichen vertikale Achse drehen und läßt sich diese Achse andererseits translatorisch verfahren, was z.B. durch eine an einer Führung angeordnete Drehachse geschehen kann, während der Behälter (oder der Preßstempel mit der Räumeinrichtung) zumindest während der Kompaktierung und/oder Verteilung des Schüttgutes stationär angeordnet ist. Alternative kann in einem solchen Falle vorgesehen sein, daß die Achse stationär angeordnet ist. Wird die Achse also stationär gehalten, so kann beispielsweise der Preßstempel mit der Räumeinrichtung (oder der Behälter) um die stationäre Achse gedreht und der Behälter (oder der Preßstempel mit der Räumeinrichtung) translatorisch verfahren werden, so daß sich die Relativbewegung des Preßstempels bezüglich des Behälters in der x,y-Ebene wiederum aus einer Bewegung sowohl des Preßstempels als auch des Behälters zusammensetzt, wobei eine dieser Bewegungen translatorisch und die andere dieser Bewegungen rotierend ist. Überdies ist es im Falle einer stationären Drehachse des Behälters bzw. des Preßstempels mit der Räumeinrichtung möglich, daß der Preßstempel und/oder der Behälter, vorzugsweise im wesentlichen linear, in Radialrichtung der Achse verlagerbar angeordnet ist/sind. Dies kann beispielsweise mittels einer sich in Radialrichtung von der Drehachse erstreckenden Führung gewährleistet sein, an welcher der Preßstempel mit der Räumeinrichtung bzw. der Behälter geführt ist. Auf diese Weise wird/werden der Preßstempel und/oder der Behälter, vorzugsweise im wesentlichen linear, in Radialrichtung der Achse verlagert. Die Überlagerung einer Drehbewegung mit einer translatorischen Bewegung kann grundsätzlich insbesondere im Falle eines Behälters mit einem etwa runden oder ovalen Querschnitt von Vorteil sein, wobei sie indes selbstverständlich auch bei einem Behälter mit eckigem Querschnittsprofil denkbar ist.
- Überdies kann zur Relativverlagerung von Preßstempel mit Räumeinrichtung in Bezug auf den Behälter auch vorgesehen sein, daß der Preßstempel mit der Räumeinrichtung schwenkbar gelagert ist. Der Preßstempel vermag in diesem Fall nicht nur einen im wesentlichen vertikalen Verdichtungshub durchzuführen, sondern läßt sich bei der Hin- und Herverlagerung in den Behälter hinein bzw. aus diesem heraus verschwenken, um das Schüttgut auch durch bezüglich der Vertikalen geneigte Verdichtungshübe, z.B. in Richtung der seitlichen Wandungen des Behälters, zu komprimieren, wobei gleichwohl eine im wesentlichen seitliche Verteilung des Schüttgutes von dem Preßstempel fort infolge Betätigung der Räumeinrichtung möglich ist.
- Ein Lastspiel eines Verdichtungshubs des Preßstempels (im "Verdichtungsmodus") mit der Räumeinrichtung kann im übrigen je nach Anwendungsfall zweckmäßig auf eine Dauer zwischen etwa 1 s und etwa 30 s, z.B. zwischen etwa 1 s und etwa 10 s, einstellbar sein. Darüber hinaus kann die Räumeinrichtung von dem Preßstempel demontierbar und kann die Betätigungseinrichtung des Preßstempels mit der hieran angeordneten Räumeinrichtung, um dieses unter Ausführung der Verdichtungshübe hin und her verlagern zu können, z.B. in Form von pneumatisch, hydraulisch oder hydropneumatisch arbeitenden Kolben-/Zylindereinheiten, Scherenhebelgetrieben, Gewindespindeln, Linearantrieben oder beliebig andersartig ausgebildet sein.
- Gemäß einer Weiterbildung der Erfindung kann vorgesehen sein, daß dem Preßstempel mit der Räumeinrichtung eine Zuführeinrichtung zum Aufgeben von Schüttgut in den Behälter zugeordnet ist. Auf diese Weise ist es möglich, daß der Behälter zugleich oder zwischen dem Verteilen und/oder Komprimieren von bereits in dem Behälter befindlichem Schüttgut mit Schüttgut befüllt wird und die hierbei üblicherweise entstehenden Schüttkegel insbesondere mittels der Räumeinrichtung des Preßstempels gleichmäßig in dem Behälter verteilt werden. Die Zuführeinrichtung kann dabei z.B. von Bandförderern, Förderschnecken, Becherwerken, fluidischen, wie hydraulischen oder pneumatischen Fördereinrichtungen, Materialrutschen oder dergleichen gebildet sein und kontinuierlich, semikontinuierlich oder diskontinuierlich arbeiten. In einem solchen Fall kann eine Abgabestelle der Zuführeinrichtung, über welche das Schüttgut in den Behälter überführbar, ebenfalls relativ zu dem Behälter und/oder relativ zu dem Preßstempel mit der Räumeinrichtung verlagerbar sein, so daß es möglich ist, die Abgabestelle des Schüttgutes in den Behälter relativ zu dem Behälter und/oder relativ zu dem Preßstempel zu verlagern. Je nach Wunsch kann das Schüttgut somit z.B. an einer von der momentanen Position des Preßstempels mit Abstand angeordneten Position in den Behälter aufgegeben werden, so daß der Behälter an einer Stelle befüllt und das bereits in den Behälter aufgegebene Schüttgut an einer anderen Stelle verdichtet werden kann. Andererseits können auch mehrere Behälter einerseits befüllt und andererseits verdichtet werden. In beiden Fällen ergibt sich eine äußerst schnelle und somit wirtschaftlich Befüllung/Kompaktierung/Verteilung des Schüttgutes. Zur Verlagerung der Zuführeinrichtung relativ zu dem Preßstempel und/oder relativ zu dem Behälter kann deren Abgabestelle für das Schüttgut beispielsweise wiederum in wenigstens eine Horizontalrichtung - z.B. im wesentlichen linear - verfahrbar und/oder um eine im wesentlichen vertikale Achse drehbar sein. Selbstverständlich kann dem Behälter und/oder der Zuführeinrichtung auch eine Wägeeinrichtung zugeordnet sein, um eine Überlastung des Behälters oder eines diesen tragenden Fahrzeugs zu vermeiden, indem das in den Behälter aufgegebene Schüttgut vor, während oder nach dem Überführen in den Behälter, insbesondere im wesentlichen kontinuierlich, gewogen wird, wobei die Wägeeinrichtung vorzugsweise derart mit einer Steuerung der Zuführeinrichtung zusammenzuwirken vermag, daß beim Erreichen eines programmierbaren Maximalgewichtes jegliche weitere Zuführung von Schüttgut in den Behälter unterbunden wird.
- Überdies kann es zweckmäßig sein, wenn die erfindungsgemäße Vorrichtung wenigstens einen Sensor aufweist, welcher zum Abtasten der Relativposition des Behälters bezüglich des Preßstempels mit der Räumeinrichtung und/oder bezüglich eines Trägers bzw. einer Tragkonstruktion des Preßstempels mit der Räumeinrichtung und/oder zum Abtasten der Füllhöhe des Schüttgutes an der jeweiligen Position ausgebildet ist. Um Kollisionen zwischen verschiedenen Komponenten beim Verlagern des Preßstempels und des Behälters relativ zueinander und/oder beim Auswechseln eines (z.B. befüllten und verdichteten) Behälters gegen einen (z.B. leeren und/oder noch nicht verdichteten) Behälter zu vermeiden, kann auf diese Weise die Relativposition des Behälters bezüglich des Preßstempels und/oder bezüglich eines Trägers des Preßstempels sensorisch erfaßt werden. Ferner läßt sich der Preßstempel mit der Räumeinrichtung auf diese Weise gezielt an einen solchen Bereich des Behälters relativ zu diesem verlagern, an welchem die Füllhöhe des Schüttgutes eine Verdichtung und/oder Verschiebung an benachbarte Bereiche erfordert, um z.B. einen reinen oder kombinierten Betrieb der Vorrichtung in dem vorgenannten "Verteilungsmodus" sicherzustellen.
- Die erfindungsgemäße Vorrichtung kann im übrigen mit Vorteil mit einer insbesondere programmierbaren Steuerung ausgestattet sein, wobei die Steuerung vorzugsweise derart ausgebildet sein kann, daß in Abhängigkeit wenigstens eines programmierbaren Parameters aus der Gruppe
- Behältergröße;
- maximale Kompressionskraft des Preßstempels;
- Geschwindigkeit der Relativverlagerung von Preßstempel und Behälter;
- Geschwindigkeit der Relativverlagerung von Preßstempel und Räumeinrichtung; sowie
- maximale Füllmenge des Schüttgutes;
und/oder in Abhängigkeit wenigstens eines sensorisch erfaßten Parameters aus der Gruppe - Füllhöhe des Schüttgutes in wenigstens einem Bereich des Behälters, insbesondere im Bereich des Preßstempels; sowie
- Massenstrom des dem Behälter zugeführten Schüttgutes wenigstens ein Parameter aus der Gruppe
- Betrieb der Vorrichtung im "Verdichtungsmodus" und/oder im "Verteilungsmodus";
- Relativverlagerung des Preßstempels bezüglich des Behälters;
- Relativverlagerung des Preßstempels bezüglich der Räumeinrichtung;
- Relativverlagerung der Abgabestelle der Zuführeinrichtung bezüglich des Behälters; sowie
- Vorschubweg und/oder Vorschubkraft des Preßstempels steuerbar ist. Auf diese Weise lassen sich die Relativverlagerungen zwischen dem Bsehälter und dem Preßstempel mit der Räumeinrichtung, zwischen letzterer und dem Preßstempel sowie gegebenenfalls der Zuführeinrichtung, die Verdichtungshübe des Preßstempels etc. unter Eingabe weiterer gewünschter Parameter unter Verwendung einer insbesondere programmierbaren Steuerung durchführen.
- Weitere Merkmale und Vorteile der Erfindung ergeben sich aus der nachfolgenden Beschreibung von Ausführungsbeispielen der Erfindung unter Bezugnahme auf die Zeichnungen. Dabei zeigen:
- Fig. 1A
- eine Seitenansicht einer Ausführungsform eines vertikal hin und her verlagerbaren Preßstempels zum Verdichten von Schüttgut mit einer hieran an- geordneten Räumeinrichtung unmittelbar vor dem Komprimieren eines Schüttkegels des Schüttgutes;
- Fig. 1B
- eine der
Fig. 1A entsprechende Ansicht während des Komprimierens des Schüttgutes; - Fig. 2A
- eine perspektivische Detailansicht des Preßstem- pels mit hieran angeordneter Räumeinrichtung ge- mäß
Fig. 1A und 1B ; - Fig. 2B
- eine Seitenansicht des Preßstempels in Richtung der y-Achse gemäß
Fig. 2A ; - Fig. 2C
- eine Seitenansicht des Preßstempels in Richtung der x-Achse gemäß
Fig. 2A ; - Fig. 2D
- eine Detailansicht des Ausschnittes D gemäß
Fig. 2B ; - Fig. 3A
- eine geschnitten dargestellte Seitenansicht einer ersten Ausführungsform einer erfindungsgemäßen Vorrichtung zum Verdichten von Schüttgut mit ei- nem Preßstempel entsprechend dem gemäß
Fig. 1 und2 , welches in Bezug auf einen stationären Behäl- ter in zwei senkrecht zueinander angeordneten Richtungen linear verlagerbar ist; - Fig. 3B
- eine geschnitten dargestellte Frontansicht der Vorrichtung gemäß
Fig. 3A ; - Fig. 3C
- eine Draufsicht auf die Vorrichtung gemäß
Fig. 3A und 3B von oben; - Fig. 4A
- eine geschnitten dargestellte Seitenansicht einer zweiten Ausführungsform einer erfindungsgemäßen Vorrichtung zum Verdichten von Schüttgut mit ei- nem in zwei senkrecht zueinander angeordneten Richtungen linear verlagerbaren Behälter und ei- nem stationären Preßstempel entsprechend
Fig. 2 ; - Fig. 4B
- eine geschnitten dargestellte Frontansicht der Vorrichtung gemäß
Fig. 4A ; - Fig. 4C
- eine Draufsicht auf die Vorrichtung gemäß
Fig. 4A und 4B von oben; - Fig. 5A
- eine geschnitten dargestellte Seitenansicht einer dritten Ausführungsform einer erfindungsgemäßen Vorrichtung zum Verdichten von Schüttgut mit ei- nem in einer Richtung linear verlagerbaren Behäl- ter und einem in einer hierzu senkrechten Rich- tung linear verlagerbaren Preßstempel entspre- chend
Fig. 2 ; - Fig. 5B
- eine geschnitten dargestellte Frontansicht der Vorrichtung gemäß
Fig. 5A ; - Fig. 5C
- eine Draufsicht auf die Vorrichtung gemäß
Fig. 5A und 5B von oben; - Fig. 6A
- eine geschnitten dargestellte Seitenansicht einer vierten Ausführungsform einer erfindungsgemäßen Vorrichtung zum Verdichten von Schüttgut mit ei- nem um eine stationäre Achse drehbaren und bezüg- lich dieser Achse in Radialrichtung linear ver- lagerbaren Preßstempel entsprechend
Fig. 2 und einem stationären Behälter; - Fig. 6B
- eine Draufsicht auf die Vorrichtung gemäß
Fig. 6A von oben; - Fig. 7A
- eine geschnitten dargestellte Seitenansicht einer fünften Ausführungsform einer erfindungsgemäßen Vorrichtung zum Verdichten von Schüttgut mit ei- nem um eine linear verlagerbare Achse drehbaren Behälter und einem stationären Preßstempel ent- sprechend
Fig. 2 ; - Fig. 7B
- eine Draufsicht auf die Vorrichtung gemäß
Fig. 7A von oben; - Fig. 8A
- eine geschnitten dargestellte Seitenansicht einer sechsten Ausführungsform einer erfindungsgemäßen Vorrichtung zum Verdichten von Schüttgut mit ei- nem um eine stationäre Achse drehbaren Behälter und einem linear verlagerbaren Preßstempel ent- sprechend
Fig. 2 ; - Fig. 8B
- eine Draufsicht auf die Vorrichtung gemäß
Fig. 8A von oben; - Fig. 9A
- eine geschnitten dargestellte Frontansicht einer Weiterbildung der Ausführungsform gemäß
Fig. 3A bis 3C mit einem - im vorliegenden Fall in Quer- richtung des Behälters - schwenkbar gelagerten Preßstempel entsprechendFig. 2 ; - Fig. 9B
- eine Draufsicht auf die Vorrichtung gemäß
Fig. 9A von oben; - Fig. 10A
- eine geschnitten dargestellte Seitenansicht einer Weiterbildung der Ausführungsform gemäß
Fig. 5A bis 5C mit einem - im vorliegenden Fall in Längs- richtung des Behälters - schwenkbar gelagerten Preßstempel entsprechendFig. 2 ; - Fig. 10B
- eine Draufsicht auf die Vorrichtung gemäß
Fig. 10A von oben; - Fig. 11A
- eine geschnitten dargestellte Seitenansicht einer Weiterbildung der Ausführungsform gemäß
Fig. 3A bis 3C mit einer dem Preßstempel zugeordneten Zu- führeinrichtung zum Aufgeben von Schüttgut in den den Behälter; - Fig. 11B
- eine geschnitten dargestellte Frontansicht der Vorrichtung gemäß
Fig. 11A ; - Fig. 11C
- eine Draufsicht auf die Vorrichtung gemäß
Fig. 11A und 11B von oben; - Fig. 11D
- eine der
Fig. 11A entsprechende Ansicht der Vor- richtung gemäßFig. 11A bis 11C mit einer schema- tisch wiedergegebenen, programmierbaren Steue- rung; - Fig. 13A
- eine geschnitten dargestellte Seitenansicht einer Weiterbildung der Ausführungsform gemäß
Fig. 6A und 6B mit einer um dieselbe Achse wie die des Preßstempels drehbaren und bezüglich dieser Achse in Radialrichtung linear verlagerbaren Zuführein- richtung zum Aufgeben von Schüttgut in den sta- tionären Behälter; - Fig. 13B
- eine Draufsicht auf die Vorrichtung gemäß
Fig. 13A von oben; - Fig. 14A
- eine geschnitten dargestellte Seitenansicht einer der Ausführungsform gemäß
Fig. 13A und 13B im we- sentlichen funktionsgleichen Ausführungsform ei- ner Vorrichtung zum Verdichten von Schüttgut mit einer schematischen Darstellung einer entspre- chenden Sensorik; - Fig. 14B
- eine Draufsicht auf die Vorrichtung gemäß Fig. 134 von oben;
- Fig. 15A
- eine geschnitten dargestellte Seitenansicht der Ausführungsform gemäß
Fig. 11A bis 11D während des Verdichtens von Schüttgut in einem auf einem Lkw angeordneten Behälter; - Fig. 15B
- eine geschnitten dargestellte Rückansicht der Vorrichtung gemäß
Fig. 15A in dem dort wieder- gegebenen Betriebszustand; - Fig. 15C
- eine geschnitten dargestellte Seitenansicht der Vorrichtung gemäß
Fig. 15A und 15B während des Verdichtens von Schüttgut in einem weiteren auf dem Lkw angeordneten Behälter; - Fig. 15D
- eine Draufsicht auf die Vorrichtung gemäß
Fig. 15A bis 15C von oben in dem inFig. 15C wieder- gegebenen Betriebszustand; - Fig. 16A
- eine geschnitten dargestellte Seitenansicht der Ausführungsform gemäß
Fig. 11A bis 11D mit einem seitlich in die Zuführeinrichtung mündenden Band- förderer während des Verdichtens von Schüttgut in einem auf einem Lkw angeordneten Behälter; - Fig. 16B
- eine geschnitten dargestellte Rückansicht der Vorrichtung gemäß
Fig. 16A in dem dort wieder- gegebenen Betriebszustand; - Fig. 16C
- eine Draufsicht auf die Vorrichtung gemäß
Fig. 16A und 16B von oben in dem dort wiedergegebenen Betriebszustand; - Fig. 17A
- eine geschnitten dargestellte Seitenansicht der Ausführungsform gemäß
Fig. 11A bis 11D mit einer von oben in die Zuführeinrichtung mündenden pneu- matischen Fördereinheit während des Verdichtens von Schüttgut in einem auf einem Lkw angeordneten Behälter; - Fig. 17B
- eine geschnitten dargestellte Rückansicht der Vorrichtung gemäß Fig. 17A in dem dort wieder- gegebenen Betriebszustand; und
- Fig. 17C
- eine Draufsicht auf die Vorrichtung gemäß Fig. 17A und 17B von oben in dem dort wiedergegebenen Betriebszustand.
- In der nachstehenden Beschreibung verschiedener Ausführungsbeispiele der Erfindung sind gleiche oder funktionsgleiche Teile mit identischen Bezugszeichen versehen.
- In
Fig. 1A und 1B ist eine Ausführungsform eines erfindungsgemäßen Preßstempels 3 zum Verdichten und/oder Verteilen von komprimierbarem Schüttgut 1, wie beispielsweise Müll, wiedergegeben, welches in der inFig. 1A dargestellten Situation vor dem Verdichten einen unterhalb des Preßstempels 3 befindlichen Schüttkegel ausbildet. Der Preßstempel 3 ist mit einer hieran angeordneten Räumeinrichtung 300 ausgebildet, wie sie weiter unten unter Bezugnahme aufFig. 2A bis 2D näher erläutert ist. Der Preßstempel 3 mit der Räumeinrichtung 300 ist beim vorliegenden Ausführungsbeispiel in der durch den Pfeil 4 (Fig. 1A und 1B ) angedeuteten Vertikalrichtung zur Durchführung von Verdichtungshüben hin und her verlagerbar ist, wobei hierfür z.B. eine oder mehrere, hier zwei paarweise angeordnete Kolben-/Zylindereinheit(en) vorgesehen sein können, welche hydraulisch, pneumatisch oder hydropneumatisch arbeiten. Stattdessen können selbstverständlich auch andere Antriebe, wie Linearantriebe, Scherenhebelgetriebe oder dergleichen vorgesehen sein (nicht gezeigt). Bei einer Verlagerung des Preßstempels 3 in Richtung des Pfeils 4 nach unten (Fig. 1B ) wird das dort befindliche Schüttgut 1 verdichtet und - durch Betätigung der Räumeinrichtung 300 - seitlich von dem Preßstempel 3 fort verteilt, wie es nachfolgend unter Bezugnahme aufFig. 2A bis 2D näher beschrieben ist. Zur Erfassung der Oberflächenkontur des Schüttgutes 1 ist die aus Preßstempel 3 und Räumeinrichtung 300 gebildete Einheit mit Sensoren S, wie Ultraschallsensoren oder dergleichen, ausgestattet, so daß je nach Oberflächenkontur das Schüttgut 1 bedarfsweise nur verdichtet ("Verdichtungsmodus"), nur verteilt ("Verteilungsmodus") oder sowohl verdichtet als auch verteilt werden kann, z.B. abwechselnd und/oder die Verteilung infolge seitlicher Verlagerung der Räumeinrichtung 300 findet mit gewissem Andruck auf das Schüttgut 1 statt. Ein Lastspiel des Verdichtungshubs kann je nach dem zu verdichtenden Schüttgut 1 und je nach der eingesetzten Betätigungseinrichtung des Preßstempels 3 und/oder der Räumeinrichtung 300 beispielsweise etwa 10 s bis 30 s betragen. Insbesondere beim Einsatz von Pneumatikzylindern zur Betätigung des Preßstempels 3 sind auch kürzere Verdichtungshübe bis zu wenigen Sekunden, z.B. zwischen etwa 1 s und etwa 10 s möglich, sofern dies gewünscht ist. - Um die aus Preßstempel 3 und Räumeinrichtung 300 gebildete Einheit relativ zu dem darunter befindlichen Schüttgut 1 verlagern zu können, so daß das Schüttgut 1 im wesentlichen über sein gesamtes Volumen verdichtet werden kann, ist der Preßstempel 3 an einer Tragkonstruktion 5 angeordnet. Die Tragkonstruktion 5 weist eine Mehrzahl an Stützen 6, hier z.B. vier die Ecken eines Rechteckes bildende Stützen 6, auf, von welchen z.B. jeweils zwei eine Führungsschiene 7 tragen. Entlang der parallel angeordneten Führungsschienen 7 ist ein Schlitten 8, an welchem der Preßstempel 3 mit der Räumeinrichtung 300 in Vertikalrichtung 4 hin und her verlagerbar angeordnet ist, an Längsrichtung der Schienen 7 (Pfeil 10 der
Fig. 1A ) linear verschieblich geführt. Darüber hinaus ist der Schlitten 8 in Richtung des Pfeils 11 entlang sich senkrecht zu den Führungsschienen 7 und zwischen diesen erstreckenden Führungsschienen 9 in Querrichtung der Schienen 7 linear verschieblich geführt (vgl. auchFig. 3C , dortiger Pfeil 11). Die von den Führungsschienen 7 sowie von den Führungsschienen 9 gebildeten Führungen spannen somit eine bezüglich der vertikalen Verlagerbarkeit des Preßstempels 3 mit der Räumeinrichtung 300 (Pfeil 4) senkrechte, horizontale x,y-Ebene auf, wobei der Preßstempel 3 mit der Räumeinrichtung 300 in zwei senkrecht zueinander angeordnete Richtungen x und y (Pfeile 10 und 11) dieser Ebene relativ zu dem Schüttgut 1 verlagerbar ist, um letzteres zu verdichten und/oder zu verteilen. Dies kann beispielsweise durch nicht näher gezeigte Antriebsrollen 12 des Schlittens 8, über welche dieser entlang der sich in Querrichtung erstreckenden Führungsschienen 9 verlagerbar ist, sowie über nicht näher dargestellte Antriebsrollen 13 geschehen, über welche die durch die Führungsschienen 9 gebildete Führung entlang der sich in Längsrichtung erstreckenden Führungsschienen 7 verlagerbar ist. Zum Antrieb können jeweils Motoren 14, 15 (vgl. auchFig. 3B und 3C ), z.B. Elektromotoren, vorgesehen sein. - Es sei darauf hingewiesen, daß die durch die Führungsschienen 7 und 9 gebildeten Führungen in der horizontalen x,y-Ebene sich weder notwendigerweise senkrecht zueinander erstrecken noch einen linearen Verlauf aufweisen müssen. Sie sollten jedoch sicherstellen, daß der Preßstempel 3 mit der Räumeinrichtung 300 derart im wesentlichen horizontal verlagerbar ist, daß es in einen beliebigen Bereich des zwischen den Stützen 6 aufgeschütteten Schüttgutes 1 vorzudringen vermag.
- Wie insbesondere auch aus
Fig. 2A bis 2C ersichtlich, welche verschiedene Detailansichten der aus Preßstempel 3 und Räumeinrichtung 300 gebildeten Einheit gemäßFig. 1A und 1B zeigen, ist der Preßstempel 3 beim vorliegenden Ausführungsbeispiel in Form eines im wesentlichen kastenfömigen Preßstempels ausgebildet, an dessen unterer Seite die Räumeinrichtung 300 in Bezug auf den Preßstempel 3 selbst in linear verlagerbar angeordnet ist, und zwar in einer zu der Flächenerstreckung des Preßstempels 3 parallelen, horizontalen Ebene. Die Räumeinrichtung 300 weist hierzu eine entlang einer an dem Preßstempel 3 befindlichen Führung 302 translatorisch hin und her verlagerbare Platte 301 auf, wobei die zum Kontakt mit dem Schüttgut 1 (Fig. 1 ) vorgesehene Platte 301 der Räumeinrichtung 300 z.B. den Preßstempel 3 in dessen Breite gänzlich überspannt, während die Länge der Platte 301 geringer ist als die Länge des Preßstempels 3 und die Platte 301 im wesentlichen zwischen den Positionen, in welchen sie nicht über den Preßstempel 3 herausragt, hin und her verlagerbar ist, um für eine hohe Druckstabilität aufgrund ständiger Unterstützung durch den Preßstempel 3 zu sorgen. Zur Längsverlagerung der Platte 301 der Räumeinrichtung 300 ist der Preßstempel 3 an seinen entgegengesetzten Längsseiten mit parallelen Führungsschienen 303 ausgestattet, welche jeweils zwei Gleitkufen 304 zwischen sich aufnehmen, die wiederum über jeweils einen sich etwa senkrecht zu der Platte 301 erstreckenden Träger 305 mit der Platte 301, vorzugsweise im Bereich deren Enden, verbunden sind. Wie inFig. 2C angedeutet, kann dies beispielsweise derart geschehen, indem die Träger 305 axialfest, aber drehbar an den Enden zweier den Preßstempel 3 quer durchsetzender Walzen 306 festgelegt sind, an welchen ebenfalls axialfest, aber drehbar die Gleitkufen 305 befestigt sind und welche durch einen entsprechenden, im Innern des Preßstempels 3 angeordneten Motor (nicht gezeigt) in Rotation versetzbar sind, so daß sie in Längsrichtung (x-Richtung) hin und her verlagert werden können und die Platte 301 der Räumeinrichtung 300 dabei mitnehmen. - Um das Schüttgut 1 wirksam zu verteilen bzw. es seitlich von dem Preßstempel 3 fort fördern zu können (vgl. den Pfeil 307 gemäß
Fig. 1A ), sind an der unteren, dem Preßstempel 3 abgewandten Seite der Platte 301 der Räumeinrichtung 300 eine Mehrzahl an Mitnehmern 310 angeordnet, welche sich im vorliegenden Fall z.B. etwa senkrecht zur Bewegungsrichtung der Räumeinrichtung erstrecken und im wesentlichen in Form von Leisten ausgestaltet sind, welche nach unten von der Platte 301 vorstehen. Wie ausFig. 2D ersichtlich, können die Mitnehmer 310 hierbei z.B. mittels Schrauben 311 an der Platte 301 festgelegt sein. Wie insbesondere derFig. 2C zu entnehmen ist, sind die freien Kanten der Mitnehmer 310 vorzugsweise mit einem - z.B. etwa trapezförmigen - Profil 312 ausgestattet, um für einen guten Eingriff in das zu verdichtende/verteilende Schüttgut 1 zu sorgen. - Der Preßstempel 3 ist auf diese Weise sowohl zur Komprimierung bzw. Verdichtung des Schüttgutes 1, indem es im wesentlichen senkrechte Verdichtungshübe ausführt, als auch zum Verteilen von Schüttkegeln des Schüttgutes 1 in der Lage, indem die Platte 301 der Räumeinrichtung 300 entlang der Führungen 302 verschoben wird und die Mitnehmer 310 hierbei das Schüttgut 1 seitlich von dem Preßstempel 3 fort fördern. Die Sensoren S zur Erfassung der Oberflächenkontur des Schüttgutes 1 sind hierbei im Falle des vorliegenden Ausführungsbeispiels z.B. an den Schmalseiten der aus Preßstempel 3 und Räumeinrichtung 300 gebildeten Einheit angeordnet.
- Die in
Fig. 3A bis 3C wiedergegebene Vorrichtung zum Verdichten und/oder Verteilen von Schüttgut 1 ist mit einem Preßstempel 3 mit einer Räumeinrichtung 300 entsprechend den gemäßFig. 1 und2 ausgestattet und umfaßt zusätzlich einen Behälter 2 zur Aufnahme des Schüttgutes 1, welcher insbesondere als transportabler Behälter ausgebildet und auswechselbar sein kann, so daß er nach dem Komprimieren von hierin befindlichem Schüttgut 1 abtransportiert und durch einen neuen, z.B. leeren oder mit noch nicht komprimiertem Schüttgut befüllten Behälter ausgetauscht werden kann. Bei dem Behälter 2 kann es sich z.B. um einen gebräuchlichen Standard-Container mit einem im wesentlichen rechteckigen freien Querschnitt und mit einer Länge von etwa 12 m und einer Breite von etwa 2,40 m handeln. Um für eine effektive Verdichtung des Schüttgutes 1 mit einem verhältnismäßig geringen Kraftaufwand zu sorgen, ist der Querschnitt des Preßstempels 3 mit der Räumeinrichtung 300 wesentlich kleiner als der freie Querschnitt des Behälters 2 und beträgt beim vorliegenden Ausführungsbeispiel z.B. zwischen etwa einem halben und etwa einem Quadratmeter, also etwa 3% bis 7% des freien Querschnittes des Behälters 1. - Die in
Fig. 4A bis 4C dargestellte Ausführungsform einer Vorrichtung zum Verdichten und/oder Verteilen einer komprimierbaren Schüttung 1 unterscheidet sich von der Vorrichtung gemäßFig. 3A bis 3C vornehmlich dadurch, daß die Relativverlagerung zwischen dem Behälter 2 und dem - im vorliegenden Fall wiederum in Vertikalrichtung 4 hin und her verlagerbaren - Preßstempel 3 mit der Räumeinrichtung 300 dadurch geschieht, indem der Behälter 2 in einer horizontalen x,y-Ebene verlagerbar und der Preßstempel 3 stationär an der Tragkonstruktion 5 angeordnet ist. Zu diesem Zweck ist der Behälter 2 auf einer ersten - oberen - Plattform 20 aufstellbar, welche mit Antriebsrollen 21 bestückt ist, die entlang einer zweiten - unteren - Plattform 22 vorgesehenen Führung 23 geführt sind. Die Führung 23 (vgl. insbesondereFig. 4C ) erstreckt sich z.B. in Querrichtung (Pfeil 24 derFig. 4B ) des Behälters 2. Die zweite - untere - Plattform 22 ist ihrerseits mit Antriebsrollen 25 ausgestattet, welche in einer z.B. am Boden unterhalb der Tragkonstruktion 5 vorgesehenen Führung 26 (vgl. insbesondereFig. 4C ) geführt sind, wobei die Führung 26 der unteren Plattform 22 beim vorliegenden Ausführungsbeispiel wiederum - wenn auch nicht notwendigerweise - senkrecht zur Führung 23 der oberen Plattform 20, also etwa in Längsrichtung des Behälters 2, angeordnet ist und sich ebenso wie letztere im wesentlichen linear erstreckt, so daß die untere Plattform 22 in Längsrichtung (Pfeil 27 derFig. 4A ) des Behälters 2 verlagerbar ist. Die Führungen 23, 26 der Plattformen 20, 22 spannen folglich eine horizontale x,y-Ebene auf, entlang welcher der Behälter 2 relativ zu dem - hier stationären - Preß- stempel 3 mit der Räumeinrichtung 300 verfahren werden kann, so daß letzteres an einen beliebigen Bereich des Behälters 2 verlagert werden kann, um das dort befindliche Schüttgut 1 zu verdichten und/oder hieraus gebildete Schüttkegel gleichmäßig in dem Behälter 2 zu verteilen. - Wie aus
Fig. 5A bis 5C ersichtlich, ist es selbstverständlich auch möglich, daß die Verlagerbarkeit des Behälters 2 relativ zu dem Preßstempel 3 mit der Räumeinrichtung 300 dadurch erfolgt, indem sowohl der Behälter 2 als auch der Preßstempel 3 - beispielsweise im wesentlichen senkrecht zueinander - verlagerbar sind. Bei der inFig. 5A bis 5C dargestellten Ausführungsform ist zu diesem Zweck vorgesehen, daß der Preßstempel 3 mit der Räumeinrichtung 300 ähnlich wie bei der Ausführungsform gemäßFig. 3A bis 3C an einem Schlitten 8a angeordnet ist, welcher entlang zwei sich in Längsrichtung des Behälters 2 erstreckenden, von den Stützen 6 getragenen Führungsschienen 7 über von einem Motor 15 angetriebene Antriebsrollen 13 verfahrbar ist (Pfeil 10). Der Preßstempel 3 mit der Räumeinrichtung 300 ist im vorliegenden Fall indes fest an dem sich zwischen den Führungsschienen 7 erstreckenden Schlitten 8a vertikal hin und her verlagerbar (Pfeil 4) festgelegt, während der Behälter 2 auf einer mit Antriebsrollen 21 ausgestatteten Plattform 20 aufgestellt ist. Die Antriebsrollen 21 der Plattform 20 sind entlang sich senkrecht zu den Führungsschienen 7 des Schlittens 8a des Preßstempels 3 erstreckenden Führungen 23 verfahrbar (Pfeil 24), wobei letztere im wesentlichen den Führungen 23 gemäßFig. 4A bis 4C entsprechend ausgestaltet sein können. Auf diese Weise spannen folglich die Führungen 23 der Plattform 20 gemeinsam mit den Führungsschienen 7 des Schlittens 8a des Preßstempels 3 mit der Räumeinrichtung 300 eine horizontale x,y-Ebene auf, entlang welcher der Behälter 2 relativ zu dem Preßstempel 3 verfahren werden kann, so daß dieser an einen beliebigen Bereich des Behälters 2 verlagert werden kann, um das dort befindliche Schüttgut 1 zu verdichten und/oder zu verteilen. -
Fig. 6A bis 6B zeigen eine Ausführungsform einer erfindungsgemäßen Vorrichtung zum Verdichten und/oder Verteilen von komprimierbarem Schüttgut 1, bei welcher die Relativverlagerung zwischen dem Preßstempel 3 mit der Räumeinrichtung 300 und dem Behälter 2 in einer etwa horizontalen x,y-Ebene dadurch erfolgt, indem eine Drehbewegung mit einer translatorischen, zur Drehachse der Drehbewegung radialen Verlagerung kombiniert wird. Dabei ist beim vorliegenden Ausführungsbeispiel der - hier im wesentlichen kreiszylindrische - Behälter 2 stationär auf dem Boden angeordnet. Zur Halterung des Preßstempels 3 mit der Räumeinrichtung 300 oberhalb des Behälters 2 und über dessen Querschnitt verlagerbar ist der Preßstempel 3 zunächst um eine von einer vertikalen Welle 30 gebildete stationäre Achse 31 drehbar (Pfeil 32), wobei die Achse 31 zweckmäßig mit dem Mittelpunkt des Behälters 2 fluchtet. Die Welle 30 kann im Bereich ihres oberen, dem Behälter 2 abgewandten Endes beispielsweise an einer inFig. 6A und 6B nicht näher gezeigten Tragkonstruktion 33 festgelegt sein, welche den Behälter 2 übergreift. Hierbei ist die Welle 30 über einen ebenfalls nicht näher dargestellten Drehantrieb an der Tragkonstruktion 33 um die Achse 31 drehbar gelagert. Im Bereich ihres unteren Endes erstreckt sich von der Welle 30 eine Führung 34 radial nach außen, wobei ein mit Antriebsrollen 36 ausgestatteter Schlitten 35, an welchem der Preßstempel 3 mit der Räumeinrichtung 300 vertikal hin und her verlagerbar festgelegt ist (Pfeil 4 derFig. 6A ), entlang dieser Führung 34 radial - im vorliegenden Fall linear - verfahrbar ist (Pfeil 37). Die Führung 34 ragt vorzugsweise etwa von der Welle 30 bis zum Rand des Behälters 2 radial nach außen vor, um den Preßstempel 3 etwa innerhalb des gesamten freien Querschnittes des Behälters 2 relativ zu diesem verlagern zu können. Somit spannt die insbesondere frei um die Achse 31 drehbare Führung 34 eine horizontale x,y-Ebene auf, entlang welcher der Preßstempel 3 mit der Räumeinrichtung 300 relativ zu dem Behälter 2 verfahren werden kann, so daß erstere an einen beliebigen Bereich des Behälters 2 verlagert werden können, um das dort befindliche Schüttgut 1 zu verdichten und/oder zu verteilen. - Darüber hinaus kann vorgesehen sein, daß der Preßstempel 3 mit der Räumeinrichtung gemäß dem Pfeil 38 um eine vertikale Achse drehbar ist, so daß die Räumeinrichtung 300 je nach ihrer Drehposition das Schüttgut im wesentlichen in Umfangsrichtung des Behälters 2 oder auch radial nach innen/außen zu verteilen vermag. Diese Achse kann beispielsweise von einer Kolben-/Zylindereinheit gebildet sein, mittels derer der Preßstempel 3 mit der Räumeinrichtung die Verdichtungshübe ausführen kann. Sofern gewünscht, ist es selbstverständlich auch möglich, eine solche Drehbarkeit der Räumeinrichtung 300 um eine im wesentlichen vertikale Achse auch im Zusammenhang mit beliebigen anderen Ausführungsformen der Erfindung vorzusehen, um für eine Verteilung des Schüttgutes 1 in mehrere oder gar in beliebige Richtungen einer etwa horizontalen Ebene mittels einer Räumeinrichtung 300 zu sorgen, welche lediglich translatorisch linear hin und her verlagerbar sein muß.
- Die in
Fig. 7A und 7B wiedergegebene Ausführungsform arbeitet nach demselben Prinzip wie die Ausführungsform gemäßFig. 6A und 6 , unterscheidet sich hiervon aber insbesondere dadurch, daß der vertikal hin und her verlagerbare Preßstempel 3 mit der Räumeinrichtung 300 (Pfeil 4 derFig. 7A ) stationär an der Tragkonstruktion 33 gelagert ist, während der Behälter 2 relativ zu diesem verlagerbar ist. Der Behälter 2 ist dabei auf einer ersten - oberen - Plattform 40 aufgestellt, welche über eine zentrale Welle 41 um eine Achse 42 drehbar ist. Die Achse 42 ist überdies translatorisch - im vorliegenden Fall linear - verfahrbar, indem die an der Unterseite der oberen Plattform 40 angeordnete Welle 41 an ihrem der oberen Plattform 40 abgewandten, unteren Ende an einer zweiten - unteren - Plattform 43 angeordnet ist, welche mit Antriebsrollen 44 versehen ist, die entlang Führungen 45 (Fig. 7B ) geführt ist. Die Drehung der Plattformen 40, 43 geschieht z.B. dadurch, indem die Welle 41 mit einer der Plattformen 40, 43 drehfest verbunden und mittels eines Drehantriebs (nicht dargestellt) bezüglich der anderen Plattform 43, 40 in Richtung des Pfeils 46 gedreht werden kann. Die translatorische Verlagerung der zweiten - unteren - Plattform 43, welche die erste - obere - Plattform 40 trägt, erfolgt mittels der Antriebsrollen 44 entlang der Führungen 45 in Richtung des Pfeils 47. Auch in diesem Fall spannt die insbesondere frei um die Achse 42 drehbare obere Plattform 40 in Verbindung mit der Führung 45 der unteren Plattform 43 eine horizontale x,y-Ebene auf, entlang welcher der Behälter 2 relativ zu dem Preßstempel 3 mit der Räumeinrichtung 300 verfahren werden kann, so daß ein beliebiger Bereich des Behälters 2 zu dem Preßstempel 3 mit der Räumeinrichtung 300 hin bzw. unterhalb desselben verlagert werden kann, um das dort befindliche Schüttgut 1 zu verdichten und/oder zu verteilen. - Bei der in
Fig. 8A und 8B dargestellten Ausführungsform einer Vorrichtung zum Verdichten und/oder Verteilen von komprimierbarem Schüttgut 1 ist die Verlagerbarkeit des Behälters 2 relativ zu dem Preßstempel 3 mit der Räumeinrichtung 300 - insoweit ähnlich wie bei der Ausführungsform gemäßFig. 5A bis 5C - dadurch gewährleistet, indem sowohl der Behälter 2 als auch der Preßstempel 3 mit der Räumeinrichtung 300 verlagerbar sind. im vorliegenden Fall wird eine Drehbewegung des Behälters 2 mit einer translatorischen Bewegung des Preßstempels 3 mit der Räumeinrichtung 300 kombiniert. Dabei ist der Behälter 2 auf eine z.B. der oberen Plattform 40 gemäßFig. 7A und 7B entsprechende Plattform 40a aufgestellt, welche über eine zentrale Welle 41a um eine Achse 42a drehbar ist (Pfeil 46 derFig. 8B ). Im Gegensatz zu der Ausführungsform gemäßFig. 7A und 7B ist die Achse 42a jedoch stationär und beispielsweise an ihrem unteren Ende über einen Drehantrieb (nicht gezeigt) am Boden gelagert und an ihrem oberen Ende drehfest mit dem Zentrum der Plattform 40a an deren Unterseite befestigt, so daß die Plattform 40a mit dem durch sie getragenen Behälter 2 um die stationäre Achse 42a frei drehbar ist. Der Preßstempel 3 mit der Räumeinrichtung 300 ist - z.B. auf eine entsprechende Weise wie es bei der Ausführungsform gemäßFig. 5A bis 5C der Fall ist - an einem Schlitten 8a befestigt, welcher entlang paralleler Führungsschienen 7, die wiederum von den Stützen 6 der Tragkonstruktion 4 getragen sind, translatorisch geführt ist. Der Antrieb des Schlittens 8a des Preßstempels 3 geschieht über von einem Motor 15 angetriebene Antriebsrollen 13 entlang der Führungsschienen 7 in Richtung des Pfeils 47 (vgl. insbesondereFig. 8A ). Die insbesondere frei um die Achse 42a drehbare Plattform 40a spannt folglich in Verbindung mit den Führungsschienen 7 des Schlittens 8a des Preßstempels 3 mit der Räumeinrichtung 300 eine horizontale x,y-Ebene auf, entlang welcher der Behälter 2 und der Preßstempel 3 relativ zueinander verfahren werden können, so daß ein beliebiger Bereich des Behälters 2 zu dem Preßstempel 3 mit der Räumeinrichtung 300 bzw. unterhalb derselben verlagert werden kann, um das dort befindliche Schüttgut 1 zu verdichten und/oder zu verteilen. Wie bereits erwähnt, kann der Preßstempel 3 mit der Räumeinrichtung 300 wiederum um eine im wesentlichen vertikale Achse drehbar sein (Pfeil 38 derFig. 8A ), um die gewünschte Räumrichtung der - im vorliegenden Fall translatorisch in Richtung des Pfeils 307 hin und her verlagerbaren - Räumeinrichtung 300 (vgl. auchFig. 2 ) wunschgemäß verändern zu können. - In
Fig. 9A und 9B sowie inFig. 10A und 10B sind Ausführungsbeispiele erfindungsgemäßer Vorrichtungen zum Verdichten und/oder Verteilen von Schüttgut 1 dargestellt, bei welchen der Preßstempel 3 mit der Räumeinrichtung 300 nicht lediglich vertikal hin und her verlagerbar, sondern darüber hinaus um eine im wesentlichen horizontale Achse schwenkbar gelagert ist. Dabei beruht die inFig. 9A und 9B gezeigte Ausführungsform im wesentlichen auf dem Prinzip der oben unter Bezugnahme aufFig. 3A bis 3C erläuterten Ausführungsform und unterscheidet sich von dieser vornehmlich dadurch, daß der Preßstempel 3 mit der Räumeinrichtung 300 an dem entlang der Führungsschienen 7 in Längsrichtung des - z.B. stationär auf dem Boden abgestellten - Behälters 2 um eine Achse 50 (vgl. Pfeil 51) verschwenkbar ist, wobei sich die Achse 50 in Längsrichtung des Behälters 2 erstreckt. In diesem Fall kann eine weitere, sich senkrecht zu den Führungsschienen 7 erstreckende Führung 9 (vgl.Fig. 3A bis 3C ) entbehrlich sein, da infolge der Schwenkbarkeit des Preßstempels 3 mit der Räumeinrichtung 300 in Richtung des Pfeils 51 sichergestellt ist, daß letztere zu einem beliebigen Querschnittsbereich des Behälters 2 hin verlagert werden können, um das dort befindliche Schüttgut 1 zu komprimieren und/oder zu verteilen. Die etwa horizontale x,y-Ebene, in welcher der Preßstempel 3 mit der Räumeinrichtung 300 relativ zu dem Behälter 2 verlagerbar ist, ist folglich durch die Führungsschienen 7 des Schlittens 8a des Preßstempels 3 in Verbindung mit der Schwenkachse 50 desselben festgelegt. - Die in
Fig. 10A und 10B dargestellte Ausführungsform beruht im wesentlichen auf dem Prinzip der oben unter Bezugnahme aufFig. 5A bis 5C erläuterten Ausführungsform, bei welcher die Relativverlagerung des Preßstempels 3 mit der Räumeinrichtung 300 bezüglich des Behälters 2 einerseits durch eine Verlagerung der Plattform 20 mit dem Behälter 2 entlang der Führungen 23 in Richtung des Pfeils 24 und andererseits durch eine Verlagerung des Schlittens 8a mit dem Preßstempel 3 entlang der Führungsschienen 7 in Richtung des Pfeils 10 erfolgt. Die inFig. 10A und 10B gezeigte Ausführungsform stellt jedoch gegenüber der Ausführungsform gemäßFig. 5A bis 5C insoweit eine Weiterbildung der Erfindung dar, als der Preßstempel 3 mit der Räumeinrichtung 300 dort an dem Schlitten 8a um eine horizontale Achse 60 in Richtung des Pfeils 61 schwenkbar gelagert ist, was eine schnellere und/oder genauere Positionierung des Preßstempels 3 an bzw. oberhalb eines gewünschten Behälterbereiches erleichtert, um das dort befindliche Schüttgut 1 zu verdichten und/oder zu verteilen. Dabei ist die Schwenkachse 60 des Preßstempels 3 mit der Räumeinrichtung 300 im Gegensatz zu der inFig. 9A und 9B gezeigten Ausgestaltung z.B. in Querrichtung des von der Plattform 20 getragenen Behälters 2 angeordnet. - In
Fig. 11A bis 11D ist nochmals eine derFig. 3A bis 3C entsprechende Ausgestaltung einer erfindungsgemäßen Vorrichtung zum Verdichten und/oder Verteilen von Schüttgut 1 wiedergegeben, welche ferner mit einer Zuführeinrichtung 70 ausgestattet ist, über welche das Schüttgut 1 in den Behälter 2 überführbar ist. Die Zuführeinrichtung 70 weist ein z.B. in Längsrichtung des Behälters 2 verlaufendes Förderband 71 auf, welches an einem weiteren Schlitten 72 festgelegt ist, der - wie auch der Schlitten 8 mit dem mit der Räumeinrichtung 300 ausgestatteten Preßstempel 3 - entlang der Führungsschienen 7 in Längsrichtung des Behälters 2 verlagerbar ist (vgl. insbesondereFig. 11A , Pfeil 75). Der das Förderband 71 tragende Schlitten 72 ist hierzu mit Antriebsrollen 73 ausgestattet, welche von einem Motor 74, wie einem Elektromotor, angetrieben sind. Darüber hinaus kann vorgesehen sein, daß das Förderband 71 quer zu den Führungsschienen 7 verlagerbar ist (nicht dargestellt), was ebenfalls z.B. mittels Elektromotoren geschehen kann. Oberhalb des Förderbandes 72 ist ein Aufgabetrichter 76 - z.B. stationär an der Tragkonstruktion 5 - angeordnet, um das Schüttgut 1 dem Förderband 72 aufgeben zu können (Pfeil 77). In zweckmäßiger Ausgestaltung ist der Aufgabetrichter 76 an einer solchen Position angeordnet, daß er in einer beliebigen Relativposition des entlang der Führungsschienen 7 verlagerbaren Förderbandes 72 relativ zu dem Behälter 2 und/oder relativ zu dem Schlitten 8 mit dem Preßstempel 3 in das Förderband 72 mündet. Je nach Umlaufrichtung 78 des Förderbandes um an dem Schlitten 72 angeordnete Umlenkrollen 79, von welchen wenigstens eine angetrieben ist, wird eine Abgabestelle 80 der Zuführeinrichtung 70 festgelegt, über welche das Schüttgut 1 in den Behälter 2 überführt wird bzw. in diesen hinein fällt. Auf diese Weise ist es möglich, den Behälter 2 mittels der Zuführeinrichtung 70 mit Schüttgut 1 zu befüllen und das bereits in den Behälter 2 überführte Schüttgut 1 im Bereich der Zuführung 80 oder an einem anderen Bereich des Behälters 2 (je nach Relativposition der Abgabestelle 80 des Förderbandes 72 und des Preßstempels 3 mit der Räumeinrichtung 300) zu verdichten und/oder zu verteilen. Beim vorliegenden Ausführungsbeispiel ist der Fördereinrichtung 70 ferner eine Wägeeinrichtung 90 in Form einer Bandwaage (vgl. insbesondereFig. 11A ) zugeordnet, welche unterhalb des oberen Trums des Förderbandes 71 unmittelbar stromauf der Abgabestelle 80 angeordnet ist. Die Wägeeinrichtung 90 ist vorzugsweise zum kontinuierlichen Wiegen des Massenstroms des sie passierenden Schüttgutes 1 ausgebildet, so daß eine Überladung des Behälters 2, wie sie insbesondere im Falle eines fest oder lösbar mit einem Lkws verbundenen Behälters (inFig. 11A bis 11D nicht gezeigt) zuverlässig ausgeschlossen werden muß, vermieden wird. Im Bereich der Ausgabestelle 80 der Zuführeinrichtung und/oder im Bereich des Preßstempels 3 mit der Räumeinrichtung 300 - z.B. an dem diesen tragenden Schlitten 8 - können überdies Sensoren S1, S2 vorgesehen sein, welche zum Abtasten der Relativpositionen des Preßstempels 3 und/oder der Zuführeinrichtung 70 bezüglich des Behälters 2 bzw. des hierin befindlichen Schüttgutes 1 ausgebildet sind, um den Preßstempel 3 mit der Räumeinrichtung 300 und/oder die Zuführeinrichtung 70 in Abhängigkeit hiervon an eine jeweils geeignete Position relativ zu dem Behälter 2 verlagern zu können. Entsprechend können Sensoren S3 vorgesehen sein, welche derart angeordnet sind, daß sie die Relativposition der Fördereinrichtung 70 in Bezug auf den Behälter 2 erkennen können. -
Fig. 11D zeigt eine derFig. 11A entsprechende Ansicht derselben Ausführungsform einer erfindungsgemäßen Vorrichtung zum Verdichten und/oder Verteilen von Schüttgut 1, wobei ein schematisches Blockschaltbild einer programmierbaren Steuerung 100 der Vorrichtung angedeutet ist. Die Steuerung 100 umfaßt einen Mikroprozessor 101, in welchen eine Mehrzahl an programmierbaren Parametern, wie beispielsweise das Behältervolumen V, die maximale Kompressionskraft Fmax des Preßstempels 3 mit der Räumeinrichtung 300, die maximale Füllmenge mmax des Behälters 2, die Geschwindigkeit vR der Relativverlagerung von Preßstempel 3 und/oder Zuführeinrichtung 70 bezüglich des Behälters 2, die Geschwindigkeit vR' der Relativverlagerung von Räumeinrichtung 300 bezüglich des Preßstempels 3 und gegebenenfalls weitere Parameter, wie die Höhe Hv und/oder die Zeit Tv eines Verdichtungshubes des Preßstempels 3 etc., eingegeben werden können. Des weiteren sind eine Mehrzahl an sensorisch erfaßbaren Parametern, wie der von der Wägeeinrichtung 90 gemessene Materialfluß M' des Schüttgutes 1, die von den Sensoren S1, S2, S3 ermittelte Position des Preßstempels 3 mit der Räumeinrichtung sowie der Zuführeinrichtung 70 bzw. die an der jeweiligen Relativposition von Preßstempel 3 sowie Zuführeinrichtung 70 und Behälter 2 ermittelte Füllhöhe HS des Schüttgutes 1 bzw. dessen Oberflächenkontur etc., an den Mikroprozessor 101 übermittelbar. Der Mikroprozessor 101 errechnet aus den genannten Parametern einen geeigneten Betriebsablauf, welcher beispielsweise die Steuerung der Verlagerung sZ der Zuführeinrichtung 70 entlang der Führungsschienen 7, der Verlagerung sP des Preßstempels 3 mit der Räumeinrichtung 300 entlang den Führungen 7 und 9, des Verdichtungshubes sV und/oder der Verdichtungskraft FV des Preßstempels 3, der Verlagerung der Räumeinrichtung 300 in Bezug auf den Preßstempel 3 etc. umfaßt. Selbstverständlich ist eine solche oder ähnliche Steuerung 100 auch bei den anderen vorliegend beschriebenen Ausführungsformen sowie bei beliebigen anderen Ausführungsvarianten der Erfindung möglich. - In
Fig. 12A und 12B ist nochmals eine derFig. 6A und 6B entsprechende Ausgestaltung einer erfindungsgemäßen Vorrichtung zum Verdichten und/oder Verteilen von Schüttgut 1 dargestellt, welche ferner wiederum mit einer Zuführeinrichtung 70 ausgestattet ist, über welche das Schüttgut 1 in den Behälter 2 überführbar ist. Im Falle der Ausführungsform gemäßFig. 12A und 12B erstreckt sich die an der Welle 30 angeordnete und um die stationäre Achse 31 drehbare Führung 34 im wesentlichen über den gesamten Durchmesser des Behälters 2 und ist an der Führung 34 zusätzlich zu dem Schlitten 35, an welchem der Preßstempel 3 mit der Räumeinrichtung 300 vertikal hin und her verlagerbar festgelegt ist (Pfeil 4 derFig. 12A ), eine Zuführeinrichtung 70 geführt. Die Zuführeinrichtung 70 wiederum entspricht im wesentlichen der gemäßFig. 11A bis 11D . Sie besitzt ein entlang der um die Achse 31 drehbaren Führung 34 des Schlittens 35 des Preßstempels 3 verlaufendes Förderband 71, welches an einem weiteren Schlitten 72 festgelegt ist, der entlang den Schienen der Führung 34 verlagerbar ist (vgl. insbesondereFig. 12A , Pfeil 75). Der das Förderband 71 tragende Schlitten 72 ist hierzu mit Antriebsrollen 73 ausgestattet, welche von einem Motor 74 angetrieben sind. Oberhalb des Förderbandes 72 ist ein Aufgabetrichter 76 - z.B. stationär an der Führung 34 - angeordnet, um das Schüttgut 1 dem Förderband 72 aufgeben zu können (Pfeil 77). In zweckmäßiger Ausgestaltung ist der Aufgabetrichter 76 an einer solchen Position angeordnet, daß er in einer beliebigen Relativposition des entlang der Führung 34 verlagerbaren Förderbandes 72 relativ zu dem Behälter 2 und/oder relativ zu dem Schlitten 35 mit dem Preßstempel 3 und der Räumeinrichtung 300 in das Förderband 72 mündet. Je nach Umlaufrichtung 78 des Förderbandes um an dem Schlitten 72 angeordnete Umlenkrollen 79, von welchen wenigstens eine angetrieben ist, wird eine Abgabestelle 80 der Fördereinrichtung 70 festgelegt, über welche das Schüttgut 1 in den Behälter 2 überführt wird bzw. in diesen hinein fällt. Auf diese Weise ist es möglich, den Behälter 2 mittels der Zuführeinrichtung 70 mit Schüttgut 1 zu befüllen und das bereits in den Behälter 2 überführte Schüttgut 1 im Bereich der Zuführung 80 oder an einem anderen Bereich des Behälters 2 (je nach Relativposition der Abgabestelle 80 des Förderbandes 72 und des Preßstempels 3) zu verdichten und/oder zu verteilen. Wie bereits erwähnt, kann/können der Fördereinrichtung 70 und/oder dem Behälter 2 ferner eine inFig. 12A und 12B nicht wiedergegebene Wägeeinrichtung 90 zugeordnet sein, welche z.B. ähnlich der Wägeeinrichtung 90 gemäßFig. 11A bis 11D ausgestaltet sein kann. Ferner kann die Räumeinrichtung 300 um eine etwa vertikale Richtung drehbar sein (Pfeil 38 derFig. 12A ), um bei einer lediglich linear hin und her verlagerbaren Räumeinrichtung 300 (vgl. auchFig. 2 ) eine beliebige Förderrichtung von dem Preßstempel 3 fort einstellen zu können. -
Fig. 13A und 13B zeigen eine der Vorrichtung gemäßFig. 12A und 12B praktisch funktionsgleiche Vorrichtung zum Verdichten und/oder Verteilen von Schüttgut 1 (ohne Aufgabetrichter 76), wobei inFig. 13A die Räumeinrichtung 300 gemeinsam mit dem Preßstempel 3 in Bezug auf dieFig. 12A um 90° in Richtung des Pfeils 38 um die vertikale Achse der den Preßstempel 3 mit der Räumeinrichtung 300 tragenden Kolben-/Zylindereinheit verschwenkt worden ist. Entsprechende Sensoren S1, S2, S3 sorgen wiederum in Verbindung mit einer nicht gezeigten Steuerung für die Erfassung der (Relativ)positionen von Preßstempel 3 mit Räumeinrichtung 300, in dem Behälter 2 vorhandenen Schüttkegeln von Schüttgut 1 sowie Zuführeinrichtung 70. - Wie aus den
Fig. 14A bis 14D ersichtlich, kann der bzw. können die Behälter 2 auch auf einem Fahrzeug, wie einem Lkw, angeordnet sein, wobei der/die Behälter 2 des Lkws direkt mit Schüttgut 1 befüllt und letzeres sodann verdichtet und/oder gleichmäßig in dem/den Behälter(n) 2 verteilt werden kann/können, oder ein Behälter 2 wird befüllt, während das Schüttgut 1 des anderen - bereits befüllten - Behälters 2 verdichtet und/oder verteilt wird. Dabei können insbesondere Sensoren S1, S2, S3 zur Positionserkennung der Behälter sowie hierin bereits befindlichen Schüttkegeln des Schüttgutes 1 dienen und/oder eine drohende Kollision der Behälter 2 mit Teilen des Lkws frühzeitig erkennen und - sofern sie beispielsweise mit einer Warneinrichtung wirkverbunden sind - verhindern. - Bei der Vorrichtung gemäß
Fig. 15A bis 15C , welche dort ebenfalls beim Befüllen und Verdichten/Verteilen des eingefüllten Schüttgutes 1 in einem auf einem Lkw angeordneten Behälter 2 gezeigt ist, ist anstelle eines stationär an der Tragkonstruktion angeordneten Aufgabetrichters 76 der Zuführeinrichtung 70, wie er z.B. gemäßFig. 11A bis 11D vorgesehen ist, ein seitlich in das Förderband 71 der Zuführeinrichtung 70 mündendes Förderband 130 vorgesehen, welches über einen Aufgabetrichter 76a mit Schüttgut bestückbar ist. Ansonsten entspricht die inFig. 15A bis 15C wiedergegebene Vorrichtung weitestgehend der gemäßFig. 11A bis 11D . - Schließlich zeigen die
Fig. 16A bis 16C eine ebenfalls der Vorrichtung gemäßFig. 11A bis 11D weitestgehend ähnliche Vorrichtung in einem Betriebszustand, wie er inFig. 15A bis 15C gezeigt ist. Die Vorrichtung gemäßFig. 16A bis 16C unterscheidet sich von der gemäßFig. 11A bis 11D vornehmlich dadurch, daß die Zuführeinrichtung 70 anstelle des Aufgabetrichters 76 (Fig. 11A bis 11D ) mit einer fluidischen, z.B. pneumatischen Greifereinheit 140 ausgestattet ist, über welche das Förderband 71 der Zuführeinrichtung 70 mit Schüttgut 1 beaufschlagbar ist, bevor letzteres über das Förderband 71 in den Behälter 2 gelangt.
Claims (17)
- Vorrichtung zum Verdichten von insbesondere komprimierbarem Schüttgut (1), mit wenigstens einem Behälter (2) zur Aufnahme des Schüttgutes (1) und mit wenigstens einem Preßstempel (3), welcher zur Durchführung von Verdichtungshüben in wenigstens einer Bewegungsrichtung (4) mit einer vertikalen Richtungskomponente unter Eingriff in den Behälter (2) hin und her verlagerbar ist, dadurch gekennzeichnet, daß die Vorrichtung zugleich zur Verteilung des Schüttgutes (1) in dem Behälter (2) ausgebildet ist, indem der Preßstempel (3) an wenigstens einer dem Behälter (2) zugewandten Seite eine in Bezug auf den Preßstempel (3) verlagerbare Räumeinrichtung (300) aufweist, welche an ihrer dem Preßstempel (3) abgewandten Seite mit wenigstens einem Mitnehmer (310) ausgestattet ist, welcher derart ausgebildet ist, um das zu verdichtende Schüttgut (1) beim Verlagern der Räumeinrichtung (300) in Bezug auf die Richtung (4) der Verdichtungshübe im wesentlichen seitlich in dem Behälter (2) zu verteilen.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß die Räumeinrichtung (300) zumindest translatorisch, insbesondere im wesentlichen horizontal, hin und her verlagerbar ist.
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß die Räumeinrichtung (300) um eine im wesentlichen senkrecht zu derselben angeordnete Achse, insbesondere um eine im wesentlichen vertikale Achse, drehbar ist.
- Vorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß die Räumeinrichtung (300) entlang einer an dem Preßstempel (3) angeordneten Führung (302), insbesondere entlang zwei an entgegengesetzten Seiten des Preßstempels (3) angeordneten Führungsschienen (303), verlagerbar ist.
- Vorrichtung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß die Räumeinrichtung (300) sowohl translatorisch als auch rotatorisch, insbesondere in einer im wesentlichen horizontalen Ebene, verlagerbar ist.
- Vorrichtung nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß sich der/die Mitnehmer (310) im wesentlichen senkrecht zur Verlagerungsrichtung (307) der Räumeinrichtung (300) erstreckt/erstrecken.
- Vorrichtung nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß der/die Mitnehmer (310) im wesentlichen in Form einer Leiste ausgebildet ist/sind, welche von der Räumeinrichtung (300) vorstehen.
- Vorrichtung nach Anspruch 9, dadurch gekennzeichnet, daß die freie Kante der Leiste profiliert (312) ist.
- Vorrichtung nach Anspruch 8, dadurch gekennzeichnet, daß die Profile (312) einer Mehrzahl an hintereinander an der Räumeinrichtung (300) angeordneten Leisten mit Versatz zueinander angeordnet sind.
- Vorrichtung nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, daß der Räumeinrichtung (300) ein das Füllniveau des Behälters (2) erfassender Sensor (S) zugeordnet ist, wobei der Verdichtungshub des Preßstempels (3) mit der Räumeinrichtung (300) bei Kontakt mit dem Schüttgut (1) bedarfsweise anhaltbar und die Räumeinrichtung (300) aktivierbar ist.
- Vorrichtung nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, daß der maximale Querschnitt des Preßstempels (3) mit der Räumeinrichtung (300) höchstens 50% des freien Querschnittes des Behälters (2) beträgt und daß der Preßstempel (3) mit der Räumeinrichtung (300) und der Behälter (2) in einer im wesentlichen horizontal angeordneten x,y-Ebene zumindest in einer Richtung der Ebene, insbesondere sowohl in x-Richtung als auch in y-Richtung der im wesentlichen horizontalen Ebene, relativ zueinander verlagerbar sind.
- Vorrichtung nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, daß dem Preßstempel (3) mit der Räumeinrichtung (300) eine Zuführeinrichtung (70) zum Aufgeben von Schüttgut (1) in den Behälter (2) zugeordnet ist.
- Vorrichtung nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet, daß sie wenigstens einen Sensor (S1, S2) aufweist, welcher zum Abtasten der Relativposition des Behälters (2) bezüglich des Preßstempels (3) mit der Räumeinrichtung (300) und/oder bezüglich eines Trägers des Preßstempels (3) mit der Räumeinrichtung (300) und/oder zum Abtasten der Füllhöhe des Schüttgutes (1) an der jeweiligen Position ausgebildet ist.
- Vorrichtung nach einem der Ansprüche 1 bis 27, dadurch gekennzeichnet, daß sie mit einer insbesondere programmierbaren Steuerung (100) ausgestattet ist.
- Verfahren zum Verdichten von insbesondere komprimierbarem Schüttgut (1) mittels wenigstens eines Preßstempels (3), wobei der Preßstempel (3) zur Durchführung von Verdichtungshüben in wenigstens einer Bewegungsrichtung (4) mit einer vertikalen Richtungskomponente hin und her verlagert wird, um das Schüttgut (1) zu komprimieren, dadurch gekennzeichnet, daß das Schüttgut (1) mittels desselben Preßstempels (3) ferner in Bezug auf die Richtung (4) der Verdichtungshübe im wesentlichen seitlich verteilt wird, indem eine an wenigstens einer dem Behälter (2) zugewandten Seite des Preßstempels (3) angeordnete Räumeinrichtung (300) in Bezug auf den Preßstempel (3) verlagert wird, so daß wenigstens ein Mitnehmer (310) der Räumeinrichtung (300) das zu verdichtende Schüttgut (1) seitlich von dem Preßstempel (3) fort schiebt.
- Verfahren nach Anspruch 15, dadurch gekennzeichnet, daß die Räumeinrichtung (300) translatorisch hin und her und/oder rotatorisch verlagert wird.
- Verfahren nach Anspruch 15 oder 16, dadurch gekennzeichnet, daß das Füllniveau des Behälters (2) sensorisch erfaßt wird, wobei der Verdichtungshub des Preßstempels (3) mit der Räumeinrichtung (300) bei Kontakt mit dem Schüttgut (1) bedarfsweise angehalten und die Räumeinrichtung (300) aktiviert wird.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE202007010997U DE202007010997U1 (de) | 2007-08-07 | 2007-08-07 | Vorrichtung zum Verdichten von komprimierbarem Schüttgut und Preßorgan einer solchen Vorrichtung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2027992A2 true EP2027992A2 (de) | 2009-02-25 |
| EP2027992A3 EP2027992A3 (de) | 2011-04-20 |
| EP2027992B1 EP2027992B1 (de) | 2014-10-08 |
Family
ID=39744544
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08013649.2A Not-in-force EP2027992B1 (de) | 2007-08-07 | 2008-07-30 | Verfahren und Vorrichtung zum Verdichten von Schüttgut |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2027992B1 (de) |
| DE (1) | DE202007010997U1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108639631A (zh) * | 2018-03-29 | 2018-10-12 | 南安市森电子科技有限公司 | 一种垃圾车的垃圾处理装置 |
| CN111115054A (zh) * | 2020-01-13 | 2020-05-08 | 小圾(上海)环保科技有限公司 | 一种干垃圾压缩装置 |
| CN114312547A (zh) * | 2021-12-09 | 2022-04-12 | 华能伊春热电有限公司 | 一种货车自动盖篷布装置 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202015008797U1 (de) * | 2015-12-23 | 2017-03-24 | Faun Umwelttechnik Gmbh & Co. Kg | Füllstandsabhängige Ladewerksteuerung eines Abfallsammelfahrzeugs |
| CN108438679A (zh) * | 2018-03-29 | 2018-08-24 | 南安市森电子科技有限公司 | 一种垃圾车用的垃圾处理装置 |
| WO2021075606A1 (ko) * | 2019-10-18 | 2021-04-22 | (주)에이씨아이케미칼아시아 | 적재물 수집장치 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE8228963U1 (de) | 1982-10-15 | 1984-03-08 | Bergmann, Heinz, 4474 Lathen | Vorrichtung zum verdichten von aus verpackungsmaterial und leicht pressbaren abfaellen bestehendem muell |
| DE3406879A1 (de) | 1984-02-25 | 1985-08-29 | Heinz 4474 Lathen Bergmann | Vorrichtung zum verdichten von aus verpackungsmaterial und leicht pressbaren abfaellen bestehendem muell |
| DE3637769A1 (de) | 1986-11-06 | 1988-05-19 | Theodor Lentjes | Verwendung eines eigensteifen behaelters zur aufnahme komprimierter gueter |
| DE3903642A1 (de) | 1989-02-08 | 1990-08-09 | Heinz Bergmann | Vorrichtung zum verdichten von aus verpackungsmaterial bestehendem muell |
| DE3926866A1 (de) | 1989-08-16 | 1991-02-21 | Muepa Muell Papierverwertung | Vorrichtung zum sammeln von insbesondere altpapier und kartonagen |
| DE4013107A1 (de) | 1990-04-25 | 1991-10-31 | Andreas Benz Apparatebau Gmbh | Pressvorrichtung fuer muell |
| DE4237143A1 (en) | 1991-12-04 | 1993-06-09 | Ulrich 6927 Bad Rappenau De Zehner | Compactor for refuse in refuse skip - has swinging panel with flap which is retracted on up-stroke of panel |
| DE4301627A1 (de) | 1993-01-22 | 1994-07-28 | Ruhrkohle Ag | Schüttgutplaniervorrichtung |
| DE9314726U1 (de) | 1993-09-29 | 1995-02-02 | Hommel, Rolf, 81241 München | Vorrichtung in Portalbauweise zum Verdichten von Feststoffen in Behältern |
| EP0798044A1 (de) | 1996-03-26 | 1997-10-01 | ALFA S.r.l. | Zerkleinerungsmaschine mit Materialsortierung und drehbarem Verdichter |
| EP1762374A2 (de) | 2005-09-10 | 2007-03-14 | Andreas Hagemann | Verfahren und Vorrichtung zum Verdichten von komprimierbarem Schüttgut |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB290851A (en) * | 1927-06-24 | 1928-05-24 | Thomas Charles Oughton | An improved refuse conveyance |
| US4411578A (en) * | 1981-09-25 | 1983-10-25 | Aggregates Equipment, Inc. | Shuttle spreading conveyor |
| DE3524780C2 (de) * | 1985-07-11 | 1994-05-11 | Westfalia Becorit Ind Tech | Räumeinrichtung für Bunker u.dgl. |
| US4716825A (en) * | 1987-01-30 | 1988-01-05 | Chester Lemmond | Vehicle mounted compaction implement |
| US5167185A (en) * | 1991-01-04 | 1992-12-01 | The Kbh Corporation | Cotton module builder including a hydraulically motorized bridge assembly |
| GB2261626B (en) * | 1991-11-21 | 1995-03-22 | Kenbay Ltd | A waste compactor |
| GB2303115A (en) * | 1995-07-12 | 1997-02-12 | Turner Grain & Feed Milling Li | Loading Bulk Material |
| FR2802462B1 (fr) * | 1999-12-18 | 2002-03-01 | Valdec | Procede de compactage de dechets et machine pour sa mise en oeuvre |
| FR2840249B1 (fr) * | 2002-05-30 | 2004-12-24 | J S B Const | Dispositif compacteur de dechets contenus dans des conteneurs |
| NO317713B1 (no) * | 2002-10-29 | 2004-12-06 | Repant As | Anordning ved returautomat |
-
2007
- 2007-08-07 DE DE202007010997U patent/DE202007010997U1/de not_active Expired - Lifetime
-
2008
- 2008-07-30 EP EP08013649.2A patent/EP2027992B1/de not_active Not-in-force
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE8228963U1 (de) | 1982-10-15 | 1984-03-08 | Bergmann, Heinz, 4474 Lathen | Vorrichtung zum verdichten von aus verpackungsmaterial und leicht pressbaren abfaellen bestehendem muell |
| DE3406879A1 (de) | 1984-02-25 | 1985-08-29 | Heinz 4474 Lathen Bergmann | Vorrichtung zum verdichten von aus verpackungsmaterial und leicht pressbaren abfaellen bestehendem muell |
| DE3637769A1 (de) | 1986-11-06 | 1988-05-19 | Theodor Lentjes | Verwendung eines eigensteifen behaelters zur aufnahme komprimierter gueter |
| DE3903642A1 (de) | 1989-02-08 | 1990-08-09 | Heinz Bergmann | Vorrichtung zum verdichten von aus verpackungsmaterial bestehendem muell |
| DE3926866A1 (de) | 1989-08-16 | 1991-02-21 | Muepa Muell Papierverwertung | Vorrichtung zum sammeln von insbesondere altpapier und kartonagen |
| DE4013107A1 (de) | 1990-04-25 | 1991-10-31 | Andreas Benz Apparatebau Gmbh | Pressvorrichtung fuer muell |
| DE4237143A1 (en) | 1991-12-04 | 1993-06-09 | Ulrich 6927 Bad Rappenau De Zehner | Compactor for refuse in refuse skip - has swinging panel with flap which is retracted on up-stroke of panel |
| DE4301627A1 (de) | 1993-01-22 | 1994-07-28 | Ruhrkohle Ag | Schüttgutplaniervorrichtung |
| DE9314726U1 (de) | 1993-09-29 | 1995-02-02 | Hommel, Rolf, 81241 München | Vorrichtung in Portalbauweise zum Verdichten von Feststoffen in Behältern |
| EP0798044A1 (de) | 1996-03-26 | 1997-10-01 | ALFA S.r.l. | Zerkleinerungsmaschine mit Materialsortierung und drehbarem Verdichter |
| EP1762374A2 (de) | 2005-09-10 | 2007-03-14 | Andreas Hagemann | Verfahren und Vorrichtung zum Verdichten von komprimierbarem Schüttgut |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108639631A (zh) * | 2018-03-29 | 2018-10-12 | 南安市森电子科技有限公司 | 一种垃圾车的垃圾处理装置 |
| CN111115054A (zh) * | 2020-01-13 | 2020-05-08 | 小圾(上海)环保科技有限公司 | 一种干垃圾压缩装置 |
| CN114312547A (zh) * | 2021-12-09 | 2022-04-12 | 华能伊春热电有限公司 | 一种货车自动盖篷布装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE202007010997U1 (de) | 2008-09-11 |
| EP2027992B1 (de) | 2014-10-08 |
| EP2027992A3 (de) | 2011-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69314737T2 (de) | Lagerregal mit beweglichen Gestellen | |
| EP2027992B1 (de) | Verfahren und Vorrichtung zum Verdichten von Schüttgut | |
| EP1149203B1 (de) | Vorrichtung zum einbringen von dübeln in frisch verlegte fahrbahndecken | |
| DE3614328C2 (de) | Schüttung an einem Müllfahrzeug und Müllbehälter für diese Schüttung | |
| EP0364835A1 (de) | Müllsammelfahrzeug | |
| EP0556363B1 (de) | Vertikalpresse und verfahren zu deren gebrauch | |
| DE102007013382A1 (de) | Verfahren zum Herstellen eines Pressballens und Vorrichtung zum Herstellen von Pressballen | |
| DE2634634A1 (de) | Stapel- und einfuellvorrichtung fuer bahnteile aus kompressiblem material | |
| EP1641686B1 (de) | Anlage für das differenzierte und undifferenzierte sammeln von hausmüll | |
| EP3915770B1 (de) | Hub-kipp-vorrichtung, damit ausgestattete ballenpresse sowie verfahren zu ihrem betrieb | |
| DE10391685B4 (de) | Presse zum Bearbeiten von Material beliebiger Art | |
| EP2292417B1 (de) | Kanalballenpresse | |
| DE2556168C2 (de) | Ballenpresse zum Pressen von Altmaterial | |
| EP3842223B1 (de) | Vertikal-kasten-ballenpresse sowie verfahren zu ihrem betrieb | |
| EP1762374A2 (de) | Verfahren und Vorrichtung zum Verdichten von komprimierbarem Schüttgut | |
| AT509952B1 (de) | Verfahren und vorrichtung zum fördern und puffern von gepressten paketen | |
| DE202006008528U1 (de) | Vorrichtung zum Verdichten vom komprimierbarem Schüttgut | |
| EP1859925A1 (de) | Vorrichtung zum Verdichten von komprimierbarem Schüttgut | |
| DE69600944T2 (de) | Vorrichtung zum getrennten Sammeln von Müll | |
| DE2908208A1 (de) | Muellfahrzeug mit hinter dem sammelbehaelter gelegenem einfuellraum und einem trogfoermigen vorverdichtungsraum | |
| EP3415305B1 (de) | Stationäre abfallpresseneinheit zur verbindung mit einem mobilen wechselcontainer | |
| EP0363621B1 (de) | Presse zum Verdichten von länglicher radioaktiven Strukturteilen und Verfahren zu ihrem Betrieb | |
| DE3625336C2 (de) | ||
| DE19730235C1 (de) | Einrichtung zum Fördern von Preßballen aus stationären Ballenpressen | |
| EP0562487B1 (de) | Abfallpresse mit einem Pressenrahmen und einem Presskorb |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20110823 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20131004 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20140217 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20140520 |
|
| INTG | Intention to grant announced |
Effective date: 20140612 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 690357 Country of ref document: AT Kind code of ref document: T Effective date: 20141015 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008012289 Country of ref document: DE Effective date: 20141113 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20141008 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141008 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150209 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141008 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150208 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150108 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141008 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141008 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141008 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141008 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141008 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141008 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150109 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141008 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008012289 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141008 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141008 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141008 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141008 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141008 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141008 |
|
| 26N | No opposition filed |
Effective date: 20150709 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141008 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141008 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150730 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150730 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150731 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150730 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150731 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150730 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20160816 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20160722 Year of fee payment: 9 Ref country code: AT Payment date: 20160720 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141008 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141008 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20080730 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141008 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008012289 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 690357 Country of ref document: AT Kind code of ref document: T Effective date: 20170730 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20180330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170731 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170730 |