EP2078618A2 - Feuille de transfert thermique et procédé de laquage sans solvant - Google Patents
Feuille de transfert thermique et procédé de laquage sans solvant Download PDFInfo
- Publication number
- EP2078618A2 EP2078618A2 EP08172096A EP08172096A EP2078618A2 EP 2078618 A2 EP2078618 A2 EP 2078618A2 EP 08172096 A EP08172096 A EP 08172096A EP 08172096 A EP08172096 A EP 08172096A EP 2078618 A2 EP2078618 A2 EP 2078618A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- transfer film
- parts
- film
- adhesive layer
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/16—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like
- B44C1/165—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like for decalcomanias; sheet material therefor
- B44C1/17—Dry transfer
- B44C1/1712—Decalcomanias applied under heat and pressure, e.g. provided with a heat activable adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M3/00—Printing processes to produce particular kinds of printed work, e.g. patterns
- B41M3/12—Transfer pictures or the like, e.g. decalcomanias
Definitions
- the present invention relates to a thermal transfer film for coating surfaces of objects.
- the present invention further relates to a method for solvent-free coating on surfaces of objects, wherein the thermal transfer film is applied to the surface to form a lacquer layer.
- hot stamping foils For the decoration of substrate surfaces, so-called hot stamping foils have hitherto been used.
- These films usually comprise a carrier film on which a decorative layer arrangement is provided, which is detachable by means of heat and / or pressure from the carrier film and can be transferred to the substrate.
- this decorative layer arrangement consists of several layers of paint, which are attached by means of an adhesive layer on the substrate.
- the lacquer layers are applied to the carrier film in a printing process.
- Such a film is for example in the DE 44 33 858 C1 described.
- such hot stamping foils are used using solvent-containing polymers to form the decorative layer.
- solvent-containing polymers it's commonly known, Solvent-based paints are not compatible with the environment and can also cause significant damage to the health of those who come into contact with them.
- the paint lines require a relatively large amount of staff, and it requires high energy and space requirements and idle times for cleaning the machines. Paint systems with UV primers and solventborne final finishes also require a considerable cleaning effort for the painting lines. Although pure UV roller painting systems can also do without cleaning without having to use the same coating, lacquer sanding machines must be used in addition if structure-free painting is required.
- the present invention relates to a thermal transfer film which has the following layer structure: a carrier film, at least one topcoat layer and an adhesive layer, the topcoat layer and the adhesive layer comprising water-based polymers and copolymers.
- the thermal transfer film according to the invention is suitable for the field of outdoor use, it is also applicable to the entire field of wood painting and wood decoration indoors.
- the transfer foil is transparent, unicoloured or can be produced with decor, with a matt to high-gloss surface.
- the present invention also relates to a method for solvent-free painting on surfaces of objects, comprising the steps of placing the article on a transport means, transporting the article to at least one thermal transfer device, applying a thermal transfer film and discharging the painted article.
- the thermal transfer film according to the invention is characterized in that it has been prepared exclusively with water-dilutable resins (hydro lacquers) which contain only slightly or no organic solvents. With this film high-quality coatings can be achieved.
- the special layer structure of the film according to the invention also allows use in outdoor areas, because the paint materials can be weather and waterproof equipped.
- the thermal transfer film 1 according to the invention has a layer structure which has the following components: a carrier film 2, at least a topcoat layer 3 and an adhesive layer 4.
- the topcoat layer 3 and the adhesive layer 4 comprise water-based polymers and copolymers.
- more than one adhesive layer can also be provided.
- the thermal transfer film 1 according to the invention comprises two or optionally more topcoat layers.
- the topcoat layer 3 in each case has a thickness of 5 to 25 ⁇ m. Such layer thicknesses are also applicable to the adhesive layer 4.
- the material structure of the cover layer 3 and the adhesive layer 4 consists exclusively of water-based products.
- the polymers and copolymers of the topcoat adhesive layer 3; 4 selected from polyurethane polymers and polyurethane copolymers.
- the polyurethane polymers may be aliphatic polyurethane polymers.
- the polyurethane copolymers may be, for example, polyurethane / acrylate copolymers.
- the polyurethane polymers and polyurethane copolymers can be UV-crosslinked as needed.
- the carrier film 2 of the transfer film 1 according to the invention is preferably a film of polyester, polyamide or copolymers thereof. It has proven to be advantageous if the carrier film 2 has a thickness of 10 to 50 microns, with a thickness of 3 to 30 microns is preferred.
- the carrier films determine the gloss level of the lacquer layer through their surface.
- High-gloss films result in a high-gloss lacquer layer, while matt surfaces determine the degree of matting of the lacquer layer.
- the topcoat layer 3 and / or adhesive layer 4 of the thermal transfer film according to the invention may contain further additives as required and application.
- the topcoat layer 3 and / or adhesive layer 4 may contain a UV absorber.
- An example of this is, for example, a HALS system containing sterically hindered amines. The addition of these UV absorbers provides effective protection against the effects of weathering.
- the topcoat layer 3 and / or adhesive layer 4 can be both colorless transparent and opaque colored.
- these two layers may contain organic and / or inorganic pigments and dyes.
- these pigments are titanium dioxide as a white pigment, iron oxide yellow, iron oxide red, iron oxide black, carbon black, heliogen blue, heliogen green, bismuth vanadate yellow and diketopyrrolopyrene red.
- Metallization effects may also include metal pigments, such as iron pigments, pearlescent pigments and aluminum in different ⁇ strengths.
- the topcoat layer 3 and / or adhesive layer 4 may contain debris particles, for example in the form of nanoparticles. As an example of these particles can be called corundum here.
- thermal transfer film according to the invention high-quality finishes are achieved, which can be used as required for the film for outdoor as well as for indoor use, since by the addition of appropriate additives, as mentioned above, the coatings can be specially equipped.
- the article consists of plates of plastic, wood, pressed wood, plastic-coated wood, mineral fibers and metal.
- the thermal transfer film suitable for the coating of exotic natural woods, which often cause problems in the wet coating, as the ingredients bleed or cause strong adhesion problems.
- the preparation of the thermal transfer film according to the invention is carried out by conventional methods, including, for example, the bath painting belongs.
- the production is carried out on film or Textillackieranlagen for continuous films or continuous paper webs with quick-change device.
- Such a system comprises, in addition to a unwinding and winding device optionally with a braking device various paint baths with smooth or engraved applicator rollers for applying the respective topcoat layers and the adhesive layer, wherein after the respective paint baths, thermal dryers, which are arranged vertically, are provided.
- a decor may be provided to optically pattern the painted article as needed.
- the topcoat layer 3 and the adhesive layer 4 generally contain 60 to 90 parts by weight of the water-based polymer and copolymer. Depending on the application, the remainder comprises defoamers, leveling agents, matting agents, fumed silica, wax dispersion, water and / or the abovementioned additives, if not enumerated above.
- compositions or formulations for the individual layers 3 and 4 arranged on the carrier film 2 are listed:
- thermal transfer films according to the invention can each have one or two and optionally more topcoat layers 2 have.
- Examples of the layer structure of thermal transfer films according to the invention are shown below: Slide A: 1. Polyester film of 15-30 ⁇ thickness in glossy to matt 2 2. Hydrolack 3 3. Thermal drying 4. Hydro-adhesive 4 5.
- Thermal drying Slide C 1. Polyester film of 15-30 ⁇ thickness in glossy to matt 2 2. Hydro-UV varnish or Hydro-varnish 3 3. Thermal drying 4. hydro-ink 3 5.
- Thermal drying 6. Hydro-adhesive 4 7.
- the inventive method for solvent-free coating on surfaces of objects is applicable to objects whose surfaces are flat and / or angled.
- articles made of plastic, wood, pressed wood, wood coated with plastic, mineral fibers and metal can advantageously be painted on the surface thereof.
- these articles are mineral fiber boards, waterproof fine chipboards, glass fiber reinforced polyester boards, PVC boards, melanin boards and metal panels.
- MdF (medium-density wood fiber) boards, HdF (highly compressed wood fiber) boards, hardboard and veneered chipboard as well as solid wood surfaces are particularly suitable. It is particularly advantageous to coat exotic natural woods, which often cause problems in wet painting, since the ingredients bleed or adhesion problems are caused.
- the exterior panels to be coated include mineral fiber panels, polyester laminate panels, PVC laminates, and weatherproof wood and wood fiber panels.
- Wood fiber boards, MdF boards or natural wood panels can be finished with the process of the invention, ie be painted or even primed. Surfaces that have been primed with the thermal transfer film can be further coated with a UV varnish without the need for intermediate sanding.
- Another field of application for the method according to the invention is the painting of furniture surfaces, panels or doors.
- a corundum UV primer is applied once or twice by the process according to the invention, which is then coated with a UV topcoat.
- the solvent-free UV materials do not need to be cleaned as they will not dry without exposure to light.
- topcoats are used which already contain a corundum fraction and / or nanoparticles and no longer need to be overcoated.
- a system for carrying out the method according to the invention comprises at least one thermal transfer device used in a conventional manner, which preferably has a cutting device and / or a winding device for the carrier film.
- the equipment may comprise a first thermal transfer device priming the article and a second thermal transfer device end-coating the article.
- a conventional thermal transfer device may be constructed as follows. From a Folienabwickel issued the thermal transfer film is guided to a driven, heated rubberized roller, which is optionally adjustable in height. A counter-pressure roller opposite the roller, which may be rubberized, causes the separation of the carrier film, which with a cutter is removed or fed to a Folienaufwickel observed. The topcoat layer is transferred by means of the adhesive layer to the surface of an article which is guided between the two rollers.
- the Fig. 2 to 6 show preferred embodiments of coating systems for carrying out the method according to the invention.
- the shortest and easiest coating system is in Fig. 2 shown.
- the inlet zone 1 with a Auflegtransportband the object is introduced into the system.
- the article to be coated is then transported to a thermal transfer device 2, where the thermal transfer film of the invention is applied to the surface of the article.
- the thermal transfer device preferably has a cutting device for the carrier film.
- the painted article is then discharged in a casserole zone 4.
- the painted article is conveyed to a stacking device.
- This embodiment is particularly applicable to exterior facade panels of simple quality based on mineral fiber boards or wood panels for indoor use.
- the space required without UV system is about 11 meters.
- the plant of Fig. 2 is also applicable for painting on MdF / HdF and natural wood of higher quality requirements, but with the proviso that the UV drying channel 3 is mandatory.
- the thermal transfer device 2 can in this case provide a winding of the carrier film.
- the cutting device is further provided, in particular when no longer has to be reworked. In this case, the space requirement with the UV system is 15 meters.
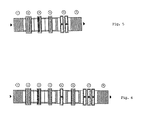
- the plant after Fig. 3 is especially for the production of painted exterior facade panels of high quality based on mineral fiber boards or wooden boards with increased requirements.
- the article is placed on a conveyor belt in the inlet zone 1. Subsequently, the article is transported to the thermal transfer device for the basecoat, where a winding of the carrier film takes place. After being transported to a second thermal transfer machine 3 with a cutting device for the final paint, the painted object is transported to a UV drying plant (UV channel) 4. Subsequently, the painted object is discharged to a stacking device 5 in the outlet zone.
- UV drying plant UV channel
- the system according to Fig. 4 is particularly suitable for the course of painting on MdF / HdF and natural woods with additional UV topcoat.
- the launched in the inlet zone 1 on a conveyor belt article is transported to a thermal transfer machine 2 with winding of the carrier film. Subsequently, the article is transported to a paint roller for UV topcoat 3 with optionally relief structure, smooth, reverse or groove roller and then fed to the UV drying zone 4.
- the finished article is then deposited in the outlet zone 5 in a stacking device.
- the space requirement is about 17 to 20 meters.
- a system according to Fig. 6 For the coating of MdF / HdF and natural wood for the parquet industry with additional UV varnishing, a system according to Fig. 6 be used.
- the placed on the conveyor belt in the inlet zone 1 object is transported to a thermal transfer device 2 with winding of the carrier film.
- the article is painted with a paint roller 3 for the UV primer.
- the article After passing through the subsequent UV-Angelierzone 4, the article is transported to a paint roller for UV topcoat 5, with or without relief structure.
- the finished painted article in the outlet zone 7 is fed to a stacking device.
- the space required here is about 21 to 23 meters without decorative printing equipment.
- the system can Fig. 6 be applied with individual decor and finish coating and relief structure.
- the inlet zone 1 of the object to be coated is transported on the conveyor belt to the thermal transfer device 2 with winding of the carrier film.
- the decor print is then done in a decor printing machine 3.
- the article is transported to a paint roller 4 for the UV primer.
- the paint roller may be a smooth application roller, it may have a relief structure, it may be a grooved roller or it may serve for reverse execution.
- the article is passed into a UV-Angelierzone 5, where it is dried with UV.
- the painted article is fed to a UV drying zone 7 for drying.
- the finished object is stored in a stacking device. The space required is 27 to 30 meters with this decorative printing device.
- the inventive method significantly reduces the Energy requirement, it requires little or no cleaning time, with no intermediate grinding machines are necessary.
- the process is less labor intensive and takes up much less space than the well-known wet paint processes, which typically require 40 to 80 meters for the production line.
- the space requirement is significantly reduced by 25 to 30 meters.
- the systems do not require complex ventilation, as they ensure dust-free and solvent-free painting.
- each individual final finish including a decor printing device for individual decorations, is made possible. This is particularly evident in the systems according to the 4 to 6 ,
- the inventive method has the further advantage that no appreciable waste is recorded.
- the remaining film is recycled or used as a protective film and is removed after final assembly and recycled. There are no additional paint grinding machines necessary, because the applied transfer paints are very well overcoatable.
Landscapes
- Laminated Bodies (AREA)
- Decoration By Transfer Pictures (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200810003629 DE102008003629A1 (de) | 2008-01-09 | 2008-01-09 | Thermische Transferfolie und Verfahren zur lösungsmittelfreien Lackierung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2078618A2 true EP2078618A2 (fr) | 2009-07-15 |
| EP2078618A3 EP2078618A3 (fr) | 2011-11-02 |
| EP2078618B1 EP2078618B1 (fr) | 2013-07-24 |
Family
ID=40580466
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20080172096 Revoked EP2078618B1 (fr) | 2008-01-09 | 2008-12-18 | Feuille de transfert thermique et procédé de laquage sans solvant |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2078618B1 (fr) |
| DE (1) | DE102008003629A1 (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20170057268A1 (en) * | 2015-09-01 | 2017-03-02 | Jerry Surber | Process for Producing Printed Wooden Plaques and Trophies |
| US20170150839A1 (en) * | 2015-09-01 | 2017-06-01 | Jerry Surber | Process for Producing Printed Solid Objects |
| US10710388B2 (en) | 2013-09-18 | 2020-07-14 | Basf Se | Heat transfer films for the dry coating of surfaces |
| EP3233491B2 (fr) † | 2014-12-18 | 2025-02-12 | Saint-Gobain Glass France | Procédé de fabrication d'un composant de véhicule en matière synthétique |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015226230A1 (de) * | 2015-12-21 | 2017-06-22 | Tesa Se | Transferband zur Reduzierung der Seitenkantenklebrigkeit eines Klebebandes |
| DE102019132787A1 (de) * | 2019-12-03 | 2021-06-10 | Leonhard Kurz Stiftung & Co. Kg | Dekorfolie, Verfahren zur Herstellung einer Dekorfolie und Verfahren zur Dekoration eines Zielsubstrats |
| CN112008966A (zh) * | 2020-09-03 | 2020-12-01 | 砀山县起源木业有限公司 | 一种家具生产用贴皮装置 |
| DE102023002345A1 (de) | 2023-06-09 | 2024-03-07 | Mercedes-Benz Group AG | Schlüsselgehäuse und Verfahren zur Herstellung wenigstens eines Gehäuseteils |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2000020229A1 (fr) | 1998-10-08 | 2000-04-13 | International Playing Card & Label Company | Substrats pour etiquettes imprimees par report a chaud |
| EP1702767A2 (fr) | 2005-03-18 | 2006-09-20 | BauschLinnemann GmbH & Co. KG | Film pour transfert thermique avec une couche de support métallique |
| EP1970215A2 (fr) | 2007-03-01 | 2008-09-17 | Decor Druck Leipzig GmbH | Feuille de transfert à chaud destinée à la décoration de surfaces de substrats et son procédé de fabrication |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4433858C1 (de) | 1994-09-22 | 1996-05-09 | Kurz Leonhard Fa | Übertragungsfolie |
| DE19535935A1 (de) * | 1995-09-27 | 1997-04-03 | Basf Lacke & Farben | Strahlenhärtbarer Überzug |
| DE102006002595A1 (de) * | 2006-01-18 | 2007-07-19 | Tesa Ag | Verfahren zur Herstellung von vielseitig einsetzbaren Kunststoffprodukten mit bevorzugt abriebfester Oberfläche |
| DE102006044957A1 (de) * | 2006-04-01 | 2007-10-04 | Man Roland Druckmaschinen Ag | Prägebeschichtung für steif-elastische Bedruckstoffe |
-
2008
- 2008-01-09 DE DE200810003629 patent/DE102008003629A1/de not_active Ceased
- 2008-12-18 EP EP20080172096 patent/EP2078618B1/fr not_active Revoked
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2000020229A1 (fr) | 1998-10-08 | 2000-04-13 | International Playing Card & Label Company | Substrats pour etiquettes imprimees par report a chaud |
| EP1702767A2 (fr) | 2005-03-18 | 2006-09-20 | BauschLinnemann GmbH & Co. KG | Film pour transfert thermique avec une couche de support métallique |
| EP1970215A2 (fr) | 2007-03-01 | 2008-09-17 | Decor Druck Leipzig GmbH | Feuille de transfert à chaud destinée à la décoration de surfaces de substrats et son procédé de fabrication |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10710388B2 (en) | 2013-09-18 | 2020-07-14 | Basf Se | Heat transfer films for the dry coating of surfaces |
| EP3233491B2 (fr) † | 2014-12-18 | 2025-02-12 | Saint-Gobain Glass France | Procédé de fabrication d'un composant de véhicule en matière synthétique |
| US20170057268A1 (en) * | 2015-09-01 | 2017-03-02 | Jerry Surber | Process for Producing Printed Wooden Plaques and Trophies |
| US20170055753A1 (en) * | 2015-09-01 | 2017-03-02 | Jerry Surber | Process for Producing Printed Wooden Plaques and Trophies |
| US20170150839A1 (en) * | 2015-09-01 | 2017-06-01 | Jerry Surber | Process for Producing Printed Solid Objects |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102008003629A1 (de) | 2009-07-23 |
| EP2078618B1 (fr) | 2013-07-24 |
| EP2078618A3 (fr) | 2011-11-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2078618B1 (fr) | Feuille de transfert thermique et procédé de laquage sans solvant | |
| DE19725829C1 (de) | Oberflächenbeschichtungsmaterial und dessen Verwendung | |
| EP1549511B1 (fr) | Pellicule de revetement decorative en forme de feuille ou de bande et procede de fabrication | |
| EP2654974B1 (fr) | Surface superbrillante par revêtement à chaud | |
| EP1559850A2 (fr) | Panneau, notamment panneau de plancher | |
| EP3140130B1 (fr) | Procédé de fabrication de panneaux dérivés du bois décorés et lambris, en particulier lambris de plancher, fabriqué à partir de panneaux dérivés du bois | |
| EP2891562A1 (fr) | Panneau avec couche décorative ainsi que procédé d'impression de plaques | |
| WO2020211989A1 (fr) | Procédé pour le revêtement d'une pièce à usiner en forme de plaque | |
| EP3858639B1 (fr) | Procédé de fabrication de panneaux | |
| EP4127354B1 (fr) | Panneau pourvu de bord de panneau scellé et son procédé de fabrication | |
| EP2589499B1 (fr) | Panneau enduit en matière dérivée du bois | |
| EP3108970B1 (fr) | Procédé de fabrication d'un stratifié décoratif peint | |
| WO2010112511A1 (fr) | Promoteur d'adhérence pour laquages et impressions | |
| EP3253588B1 (fr) | Procédé de fabrication d'un support d'impression ainsi qu'un panneau décoratif à impression directe | |
| DE3247677A1 (de) | Verfahren zur herstellung von farbigen dekorpapierfolien mit einer 3-dimensionalen oberflaechenstruktur | |
| EP1423208B2 (fr) | Procede de realisation de pieces presentant a leur surface une couche d'etancheification | |
| EP3040476B1 (fr) | Matiere en couche destine au revetement d'un materiau en bois en forme de plaque et procede de fabrication de la matiere en couche | |
| DE102008046749B4 (de) | Verfahren zum Herstellen von Paneelen aus einer großformatigen Holzwerkstoffplatte | |
| EP2147956B1 (fr) | Procédé de fabrication de surfaces de laque moins enclines aux salissures sur des objets, comme des plaques de matière dérivée du bois | |
| EP3059020A1 (fr) | Procédé de fabrication d'une plaque en dérivé de bois, notamment d'une plaque en dérivé de bois dotée d'une couche décorative | |
| EP2799155B1 (fr) | Procédé de fabrication de surfaces hautement brillantes lisses et objets dotés d'une telle surface | |
| EP3760403B1 (fr) | Procédé de revêtement d'une pièce à usiner en forme de plaque | |
| EP2960070B1 (fr) | Procédé d'amélioration d'une plaque de bois | |
| DE19604905A1 (de) | Bodenbelag mit verschleißfester Lackierung | |
| EP3546240A1 (fr) | Surface en résine synthétique pouvant être décapée |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502008010359 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B44C0001000000 Ipc: B44C0001170000 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B44C 1/00 20060101ALN20110928BHEP Ipc: B41M 3/12 20060101ALI20110928BHEP Ipc: B44C 1/17 20060101AFI20110928BHEP |
|
| 17P | Request for examination filed |
Effective date: 20120330 |
|
| 17Q | First examination report despatched |
Effective date: 20120503 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 623173 Country of ref document: AT Kind code of ref document: T Effective date: 20130815 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008010359 Country of ref document: DE Effective date: 20130919 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20130724 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131024 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131124 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130731 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131025 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 |
|
| 26 | Opposition filed |
Opponent name: KARL WOERWAG LACK- U. FARBENFABRIK GMBH & CO.KG Effective date: 20140423 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| BERE | Be: lapsed |
Owner name: LS INDUSTRIELACKE G.M.B.H. Effective date: 20131231 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502008010359 Country of ref document: DE Effective date: 20140423 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20131218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20140829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131231 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131231 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131231 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131218 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131218 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131231 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 623173 Country of ref document: AT Kind code of ref document: T Effective date: 20131218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20081218 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: KARL WOERWAG LACK- U. FARBENFABRIK GMBH & CO.KG Effective date: 20140423 |
|
| PLCK | Communication despatched that opposition was rejected |
Free format text: ORIGINAL CODE: EPIDOSNREJ1 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20171218 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20171228 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R064 Ref document number: 502008010359 Country of ref document: DE Ref country code: DE Ref legal event code: R103 Ref document number: 502008010359 Country of ref document: DE |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| 27W | Patent revoked |
Effective date: 20181106 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20131231 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MA03 Ref document number: 623173 Country of ref document: AT Kind code of ref document: T Effective date: 20181106 |