EP2145693A1 - Überwachung eines Auftragsmedienstromes beim Auftrag auf eine Papier-, Karton- oder andere Faserstoffbahn - Google Patents
Überwachung eines Auftragsmedienstromes beim Auftrag auf eine Papier-, Karton- oder andere Faserstoffbahn Download PDFInfo
- Publication number
- EP2145693A1 EP2145693A1 EP08160502A EP08160502A EP2145693A1 EP 2145693 A1 EP2145693 A1 EP 2145693A1 EP 08160502 A EP08160502 A EP 08160502A EP 08160502 A EP08160502 A EP 08160502A EP 2145693 A1 EP2145693 A1 EP 2145693A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- application
- monitoring
- fibrous web
- parameter deviation
- medium flow
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000011248 coating agent Substances 0.000 title claims abstract description 39
- 238000012544 monitoring process Methods 0.000 title claims abstract description 39
- 239000000123 paper Substances 0.000 title abstract description 7
- 239000000835 fiber Substances 0.000 title description 2
- 238000000576 coating method Methods 0.000 claims abstract description 38
- 238000000034 method Methods 0.000 claims abstract description 38
- 238000001514 detection method Methods 0.000 claims abstract description 36
- 230000009471 action Effects 0.000 claims abstract description 15
- 238000004140 cleaning Methods 0.000 claims description 15
- 230000003287 optical effect Effects 0.000 claims description 11
- 238000012545 processing Methods 0.000 claims description 10
- 230000008569 process Effects 0.000 claims description 5
- 230000005855 radiation Effects 0.000 claims description 4
- 230000001960 triggered effect Effects 0.000 claims 1
- 239000002657 fibrous material Substances 0.000 abstract 3
- 230000005856 abnormality Effects 0.000 abstract 1
- 230000007547 defect Effects 0.000 description 27
- 239000012535 impurity Substances 0.000 description 12
- 238000011109 contamination Methods 0.000 description 6
- 230000035508 accumulation Effects 0.000 description 5
- 238000009825 accumulation Methods 0.000 description 5
- 239000003990 capacitor Substances 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 238000002310 reflectometry Methods 0.000 description 4
- 230000008719 thickening Effects 0.000 description 3
- 238000007766 curtain coating Methods 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 238000001914 filtration Methods 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 238000010926 purge Methods 0.000 description 2
- 230000005236 sound signal Effects 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000011010 flushing procedure Methods 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 230000003116 impacting effect Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images






Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H23/00—Processes or apparatus for adding material to the pulp or to the paper
- D21H23/02—Processes or apparatus for adding material to the pulp or to the paper characterised by the manner in which substances are added
- D21H23/22—Addition to the formed paper
- D21H23/46—Pouring or allowing the fluid to flow in a continuous stream on to the surface, the entire stream being carried away by the paper
- D21H23/48—Curtain coaters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1002—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves
- B05C11/1007—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves responsive to condition of liquid or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/005—Curtain coaters
Definitions
- the invention relates to a method for monitoring a coating medium flow of an application device when applied to a paper, cardboard or other fibrous web, in detail with the features of the preamble of claim 1.
- the invention further relates to a device for monitoring according to the preamble of claim 17.
- the application medium in particular pigment-containing coating color, results from a color supply system upstream of the application unit.
- the coating color is usually supplied to the commissioned work after mixing, filtering and venting.
- the order is often done either in the form of a free falling onto the web job media curtain with a curtain applicator or Curtain Coater or in the form of a pressurized media jet with a free-jet nozzle device.
- the latter device represents a predosing system, which is followed by a metering or equalizing device with a so-called doctoring element.
- the application medium is applied substantially following the principle of gravity.
- the web to be coated moves below at least one (in the case of multiple application) curtain nozzle of the application device, wherein the application device is located at a predefined distance from the moving surface of the fibrous web. This Distance has overcome over the machine width formed curtain or the beam of the free-jet nozzle device.
- the amount of coating applied is deposited as a contour line on the surface of the web.
- This job type requires the job media curtain to be even and closed across the machine width. In some cases, however, an undesirable tearing of the application media curtain is observed. The tearing is essentially due to impurities in the feed path in the application media supply system, in particular in the region of the nozzle. Once contaminated, the impurities can not pass through the nozzle outlet itself. In this case, the residual curtain produced at this point no longer closes automatically, as a result of which the fibrous web passing underneath is not coated in the area of the crack.
- the impurities can be removed by a brief manual intervention in the nozzle, which can also be done during operation, but much more critical than the resulting defects on the web are the accumulations of the coating medium right next to the defects. These clumps dry considerably worse than the rest of the contour stroke, which negatively affects the subsequent processing steps. Thus, remnants of these clusters can attach and build up on the machine elements, such as the web-carrying rollers, resulting in further "line defects" on the web. This requires a shutdown of the machine and time-consuming cleaning of the individual areas, which in turn is expensive and means significant production loss. Particularly problematic is the situation when the applicator is followed by a calender, that is, the coated fibrous web after passing through the commissioned work still passes through a calender.
- JP 2002-273309 proposed the use of a detection system for such defects on the free-falling curtain of application medium during the coating process.
- the application medium is optically detected and the images generated are evaluated for the presence of local irregularities out.
- this coated part of the fibrous web is marked in the free curtain as a function of the detection of the occurrence of said irregularities in the application medium and removed in a subsequent process step.
- the method described in this document requires the arrangement of the detection devices in the immediate vicinity of the order media process, which are exposed to contamination. This can lead to misinterpretations.
- the invention is therefore an object of the invention to provide a method and an apparatus which are able to make possible possible line defects as quickly and safely recognizable and, if desired, appropriate measures to eliminate such defects, in particular to initiate negative impact.
- the application medium When operating an application device for applying a coating medium on a moving fibrous web, in particular a paper, cardboard or other fibrous web, the application medium is monitored after exiting the applicator device across the machine width and according to the invention when a local irregularity, in particular Contamination or defect of application medium, an action device activated.
- the monitoring takes place via a monitoring area. This extends transversely to the fibrous web running direction over a predefined minimum width, preferably the machine width, in particular width of the application device. However, the monitoring is preferably carried out over the entire width of the fibrous web or the entire coating area.
- the application medium flow is monitored directly between the dispenser and the impingement on the fibrous web.
- a particularly advantageous application is a so-called curtain applicator, here the homogeneity, especially with regard to the closedness of the curtain over the entire machine width is monitored. Defects, which lead to errors in the coating, are thus already detectable before the order.
- the monitoring can be acoustic or capacitive.
- acoustic waves in the monitoring area are introduced into the order media stream in the former case and received at another location on a receiving device, defining a basic signal, wherein a presence of a locally occurring parameter deviation is detected upon change of the basic signal.
- the introduction of the acoustic waves preferably takes place transversely to the direction of movement of the fibrous web in the application device at a lateral end region of the application medium flow in the direction of the opposite end region over the width of the application medium flow.
- the required elements of the detection device are arranged outside the working area of the application device and the moving fibrous web on both sides of the applicator laterally next to the moving fibrous web, so that impurities are largely avoided at the detection device.
- capacitors are assigned to the application medium flow over the minimum width of the fibrous web, and a local parameter deviation is derived from a change in the permeability number. Even with this method, impurities can be detected in addition to defects.
- Electromagnetic methods used are based on the reflectivity and absorption or transmittance of the coating media stream.
- appropriate radiation or light sources are used, which are directed to one or both sides of the free-falling curtain (or medium beam in example used Freistrahldüsen Kunststoffswerken).
- light rays optical or visible rays
- non-visible rays such as microwaves, infrared rays, gamma rays, etc.
- intensity measuring devices it is possible on the opposite side to detect the proportion of radiation passed through defects, in particular in the freely falling curtain. It is usually sufficient to detect only the presence of defects, since a cleaning of the application device is usually done over the entire machine width. Another possibility is the detection of deviations in the reflectivity over the entire machine width.
- the order media flow is monitored after impacting the fibrous web to be coated.
- an action unit is also actuated here.
- the error in the coating medium caused by the error in the coating is determined and closed on this error or contamination in the applicator.
- the detection device is here, even when arranged on the machine width, not so heavily contaminated, as in the direct arrangement on both sides or immediately before or after the order media flow according to the first embodiment.
- the arrangement of at least the sensors of the detection devices takes place either over the machine width or preferably to shorten the design and reduce the faulty Evaluations triggering impurities laterally to the fibrous web.
- the arrangement is spaced from the order media flow or the coating, so that contact is detected.
- the cleaning can be manually initiated as mentioned or else operated automatically, the cleaning with purely mechanical means (such as a scraper) is carried out with good accessibility of the applicator.
- a hydraulic method for example, a suitable flushing method is used, wherein the purge with pure water as well a fluid can be made with chemical additives.
- Other possibilities are the knocking off of the fibrous web with a very strong expression of the imperfections in the coating with thickening in the marginal areas of the defects.
- the device used to implement the monitoring tasks is described in claim 17.
- the function of the device has already been explained in the description of the method, which is why no repetition should take place here.
- the device according to the invention extends either parallel to the application device across the width, wherein the arrangement can take place on only one side or on both sides of the free-falling curtain or the medium beam from application medium, or laterally next to the fibrous web.
- the detection process is carried out transversely to the fibrous web running direction. This offers next to a lower susceptibility to contamination and the advantage of better accessibility.
- the device according to the invention is assigned to the application medium flow after striking the fibrous web to be coated.
- the device for detecting a parameter deviation comprises, in the simplest case, a sensor depending on the type of monitoring method. It can also be a transmitting device and a receiving device for electromagnetic monitoring, for example by means of camera, wherein a software with the camera data makes a gray value analysis.
- the result can be saved and / or displayed on a monitor. This monitoring result can then be taken as a trigger for example, a railway tee.
- a sensor bar with light grid, or an acoustic (sound waves) or a capacitive (by means of capacitors) monitoring is also possible.
- the solution according to the invention is particularly suitable for the application of application medium, for example in the form of coating color in an application device in the form of a Can be used curtain applicator.
- application medium for example in the form of coating color in an application device in the form of a Can be used curtain applicator.
- FIG. 1 schematically illustrates a greatly simplified representation of an applicator 1.
- the curtain applicator 2 is in terms of its basic structure and the basic version, for example, from DE 197 16 647 A1 previously known.
- the application device shown here receives its order media stream 7 from a commissioned with the application unit 2schreibmedienkousaku 9.
- the application medium is then applied from top to bottom and essentially following the principle of gravity on a running relative to a nozzle outlet 10, or moving fibrous web 3.
- the web 3 may be any type of webs, but preferably such coating systems are used to coat paper or board webs.
- the commissioned unit 2 is arranged for this purpose at a predefined distance a to the running surface 4 of the fibrous web 3, so that a curtain 5 from a nozzle 6, which extends continuously and over the entire width b2 of the usually machine-wide commissioned work 2, free and unsupported down can fall down to the surface 4 to be coated or impregnated and there in the amount which is supplied to the surface 4, as a contour line on the surface 4 of the here indicated by arrow direction of the moving fibrous web 3.
- Prerequisite for a on the web width b3 of Fibrous web 3 uniform and homogeneous application free of defects is the uniformity and homogeneity of the curtain 5 over the machine width or at least over the width to be coated or the total width b3 of the fibrous web.
- FIG. 1 illustrates greatly exaggerated the tearing of the curtain 5 and the resulting defect line 12, that is, the part of the fibrous web surface 4, which is not covered by application medium.
- an application media monitoring system 14 which observes the order media stream 7 after exit 10 at the nozzle 6, in particular the homogeneity in thickness and distribution, ie uniformity across the machine width and the occurrence of defects 11, in particular an irregularity initiates measures to eliminate these in the order medium.
- the application media monitoring system 14 is shown schematically here and for this purpose comprises at least one detection device 15. It is therefore possible to detect at least one deviation of a parameter x which characterizes a property of the application medium flow 7 over the width b7 of the application medium flow 7.
- the monitored width of the order media stream 7 is at least the required width b7 'to achieve the required minimum coating width b3' of the fibrous web 3, which preferably corresponds to the total width b3, but may also be smaller, taking into account subsequent Randabtrenn 11,.
- the parameters to be detected thereby characterize at least defects 11, preferably also other irregularities, such as impurities in the application medium flow 7.
- the detection device 15 acts with a device 16 for processing the with the Detection device 15 detected signal together, wherein on the processing means 16 at least one manipulated variable Y for an action unit 17, comprising at least one action means is generated.
- the signal processing device 16 for processing the parameter deviation may be designed as a simple converter which outputs such a signal, which characterizes the occurrence of an irregularity over the machine width in the application medium stream 7, in a corresponding error signal Fs, which is output as an error message is converted.
- the output is preferably acoustic, or optical or capacitive. Combinations are also conceivable.
- the coating process can be interrupted at least for a short time. It is also possible to knock off the fibrous web 3, ie the defective coated part is passed into a waste facility.
- Other possibilities are the formation of at least one manipulated variable Y for controlling the action unit 17, for example, for putting a cleaning device 18 into operation FIG. 1 but only symbolically indicated.
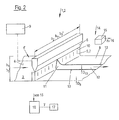
- FIG. 2 illustrated by an embodiment according to FIG. 1 a further second embodiment of the monitoring according to the invention by detecting parameter deviations of the application medium after hitting the fibrous web 3.
- the structure of the application medium monitoring system 14 corresponds to the in FIG. 1 Therefore, the same reference numerals are used for the same elements. Only the detection device 15 is no longer associated with the freely falling curtain 5 but the fibrous web 3 following the coating process.
- FIGS. 3 to 5 illustrate greatly simplified possible embodiments of the detection devices 15 and also their arrangement options.
- an arrangement will generally take place after the exit 10 from the nozzle, wherein the arrangement or monitoring of the application medium can take place prior to hitting the fibrous web 3 to be coated or else the recognition Of errors also only after the impact, that is directly on the surface 4 of the fibrous web as in the FIGS. 1 and 2 clarified.
- the application medium in particular the curtain 5 is monitored
- the surface 4 of the fibrous web 3 is monitored, preferably scanned.
- the parameter deviation is detected from a transmission variable
- the parameter deviation is derived from the reflectivity of the application medium flow 7.
- an optical source in particular light source 25
- a receiver 26 On the opposite side of a receiver 26 is arranged, which at least the light passing through the flaws 11, depending on the order media condition that this penetrating light receives and can locate defects based on the differences across the machine width or detect defects.
- optical source 25 and receiver 26 are disposed on the same side of the curtain 5, a parameter deviation is derived from the different reflectivity of the application media stream 7 across the machine width.
- a perspective view according to FIG. 4 is a corresponding light source and receiving unit arranged machine width.
- a device 15 for capacitive monitoring is shown. This is characterized by the arrangement of one, preferably a plurality of capacitors 27 across the machine width, wherein the Error detection as a result of the change in the permeability number occurs when defects in the order media stream 7 occurs.
- FIG. 7 illustrates a schematic simplified representation of a possibility of acoustic monitoring.
- a means 28 for introducing a sound signal for example on the drive side TS in the curtain 5 is provided as a transmitter 29, while a receiver 30 is disposed opposite to the leader side FS or vice versa and receives the signal.
- Parameter deviations produce a deviation from a base signal otherwise set at the receiver 30.
- the detection device 15 in particular the sensor system is installed within the machine width or over the entire machine width b2. According to a further development, it is also conceivable to arrange the sensors outside the application device 1, this applies in particular to the detection devices 15 in order to avoid fouling.
- the detection devices, in particular transmitter and receiver can also be arranged in their assignment to each other transversely to the fibrous web running direction.
- FIG. 8 illustrates a method for optical detection of parameter deviations according to the second embodiment of the inventive solution, as in FIG. 2 clarified.
- a camera 31 is used as detection device 15, which optically scans and detects the entire surveillance area, which extends over the machine width, in particular the width of the coated fibrous web 3.
- the camera 31 is arranged at a distance from the surface 4 of the coated fibrous web 3. Images are continuously created, which are processed and evaluated in the already described signal processing device 16 for processing, so that the necessary measures can be taken according to the result.
Landscapes
- Coating Apparatus (AREA)
- Paper (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zur Überwachung eines Auftragsmedienstromes einer Auftragsvorrichtung beim Auftrag auf eine Papier-, Karton oder andere Faserstoffbahn, im Einzelnen mit den Merkmalen des Oberbegriffes von Anspruch 1. Die Erfindung betrifft ferner eine Vorrichtung zur Überwachung gemäß dem Oberbegriff von Anspruch 17.
- Um den hohen Qualitätsanforderungen an oberflächenbeschichtete Faserstoffbahnen, insbesondere in Form von Papier- und Kartonbahnen gerecht zu werden, kommt vor allem der Homogenität der Beschichtung über die Breite der Bahn, insbesondere der gleichmäßigen Auftragsdicke während des Veredelungsprozesses eine sehr hohe Bedeutung zu. Das Auftragsmedium, insbesondere pigmenthaltige Streichfarbe resultiert aus einem, dem Auftragswerk vorgeschalteten Farbbereitstellungssystem. Die Streichfarbe wird in der Regel nach Vermischung, Filterung und Entlüftung dem verwendeten Auftragswerk zugeführt.
- Der Auftrag erfolgt dabei oftmals entweder in Form eines frei auf die Bahn herabfallenden Auftragsmedienvorhanges mit einem Vorhang-Auftragswerk bzw. Curtain Coater oder aber in Form eines unter Druck aufgebrachten Medienstrahles mit einer Freistrahldüseneinrichtung. Letztgenannte Einrichtung stellt ein Vordosierungssystem dar, dem eine Dosier- bzw. Egalisiereinrichtung mit einem so genannten Rakelelement nachgeordnet ist.
Im erstgenannten Fall, also beim Vorhangbeschichten, wird das Auftragsmedium im Wesentlichen dem Schwerkraftprinzip folgend aufgebracht. Die zu beschichtende Bahn bewegt sich dabei unterhalb wenigstens einer (bei Mehrfachauftrag) Vorhangdüse der Auftragsvorrichtung, wobei sich die Auftragsvorrichtung in einem vordefinierten Abstand zur bewegten Oberfläche der Faserstoffbahn befindet. Diesen Abstand hat der über die Maschinenbreite ausgebildete Vorhang oder auch der Strahl der Freistrahldüseneinrichtung zu überwinden. - Beim Vorhang-Beschichten ist es so, dass dort die Auftragsmediumsmenge, die zugeführt wird, sich als Konturstrich auf der Bahnoberfläche ablegt. Bei dieser Auftragsart ist es erforderlich, dass der Auftragsmedienvorhang über die Maschinenbreite gleichmäßig und geschlossen ausgebildet ist.
In einzelnen Fällen ist jedoch ein unerwünschtes Aufreißen des Auftragsmedienvorhanges zu beobachten. Das Aufreißen ist im Wesentlichen auf Verunreinigungen in der Zuführstrecke im Auftragsmedienbereitstellungssystem, insbesondere im Bereich der Düse zurückzuführen. Die Verunreinigungen, die einmal eingespült sind, können den Düsenauslass selbst nicht passieren. In diesem Fall schließt sich der an dieser Stelle erzeugte Restvorhang nicht mehr selbsttätig, wodurch die darunter vorbeilaufende Faserstoffbahn im Bereich des Risses nicht beschichtet wird.
Die Verunreinigungen lassen sich zwar durch einen kurzen manuellen Eingriff in der Düse entfernen, was auch bei laufendem Betrieb erfolgen kann, aber wesentlich kritischer als die damit verursachten Fehlstellen auf der Bahn sind die Anhäufungen des Auftragsmediums direkt neben den Fehlstellen.
Diese Anhäufungen trocknen gegenüber dem restlichen Konturstrich wesentlich schlechter, wodurch sich diese in negativer Weise auf die nachfolgenden Bearbeitungsschritte auswirken. So können Reste von diesen Anhäufungen sich an den Maschinenelementen, wie beispielsweise die Bahn führende Walzen anlagern und dort aufbauen, wodurch es zu weiteren "Strichdefekten" auf der Bahn kommt. Dadurch wird ein Abschalten der Maschine und auch zeitaufwendiges Reinigen der einzelnen Bereiche notwendig, was wiederum teuer ist und erheblichen Produktionsausfall bedeutet.
Besonders problematisch gestaltet sich die Situation, wenn der Auftragseinrichtung ein Glättwerk nachgeschaltet ist, das heißt, die beschichtete Faserstoffbahn nach Durchlaufen des Auftragswerkes noch ein Glättwerk durchläuft. - Auch bei den schon angesprochenen Freistrahldüsenauftragswerken mit üblichen Spaltbreiten der Düse zwischen 0,5 bis 1 mm kann es zu einer punktuellen Verstopfung der Düse kommen, zum Beispiel, wenn das Auftragsmedienbereitstellungssystem nach einem Sortenwechsel nicht optimal gereinigt wurde oder eine Filterung des Auftragsmediums nicht korrekt durchgeführt wurde. Das partielle Fehlen der Vordosierung kann auch hier zu Fehlstreifen mit mangelhafter Abdeckung der Bahnoberfläche führen.
Ein mögliches folgendes Glättwerk ist allerdings hier nicht gefährdet, weil das der Freistrahldüse nachgeordnete Rakelsystem gefährliche Anhäufungen auf unschädliche Mengen ausgleicht.
Da bei derartigen Auftragssystemen das Medium in der Regel nach oben abgegeben wird, ist aber ein manueller Zugang baulich häufig nicht gegeben, so dass Reinigungsmöglichkeiten der Düse oft nicht möglich sind. - Zur Befreiung der Düse von Verunreinigungen sei dabei stellvertretend auf Maßnahmen aus dem Stand der Technik verwiesen, wie in
DE 198 144 90 undDE 198 144 91 beschrieben. Gemäß dem erstgenannten Fall erfolgt eine mechanische Reinigung mittels eines Spachtels. gemäß dem zweitgenannten Fall kann eine Reinigung durch einen Wasserstrahl vorgenommen werden. Hier nimmt man also kurze Fehlstellen in der Auftragsschicht in Kauf. - Oftmals werden die Fehlstellen nur visuell durch das Bedienpersonal und daher häufig auch erst sehr spät erkannt. Deshalb ist daran gedacht, zonenweise über die zu beschichtende und beschichtete Faserstoffbahn eine Strichgewichtsermittlung vorzunehmen. Dies kann beispielsweise durch Messrahmen erfolgen. Diese sind jedoch zur schnellen Ermittlung des Fehlers nicht geeignet, insbesondere da die einzelnen Messköpfe auf dem Messrahmen über die Maschinenbreite traversieren und die Zeitdauer zur Überprüfung über die gesamte Maschinenbreite sehr lang ist. Ferner werden bei diesem Verfahren die Messwerte mehrerer Traversiervorgänge miteinander verrechnet, weshalb der detektierte Strichdefekt unter Umständen gar nicht auf dem Querprofil zu erkennen ist.
- Um Unregelmäßigkeiten in der Beschichtung einer Faserstoffbahn beim Auftrag mit einem Vorhangauftragsystem durch örtliche Verunreinigungen oder Gaseinschlüsse zu vermeiden, wird gemäß
JP 2002-273309 - Der Erfindung liegt daher die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung zu schaffen, welche in der Lage sind, mögliche Strichdefekte möglichst rasch und sicher erkennbar zu machen und gewünschtenfalls geeignete Maßnahmen zur Beseitigung derartiger Fehlstellen, insbesondere bei zu erwartender negativer Auswirkung einzuleiten.
- Die erfindungsgemäße Lösung ist durch die Merkmale der Ansprüche 1, 17 und 28 charakterisiert. Vorteilhafte Ausgestaltungen sind in den Unteransprüchen beschrieben.
- Beim Betrieb einer Auftragsvorrichtung zum Auftrag eines Auftragsmediums auf eine laufende Faserstoffbahn, insbesondere eine Papier-, Karton- oder andere Faserstoffbahn, wird das Auftragsmedium nach dem Austritt aus der Auftragsvorrichtung über die Maschinenbreite hinweg überwacht und erfindungsgemäß bei Auftreten einer lokalen Unregelmäßigkeit, insbesondere Verunreinigung oder Fehlstelle von Auftragsmedium, eine Aktionseinrichtung aktiviert. Die Überwachung erfolgt über einen Überwachungsbereich. Dieser erstreckt sich quer zur Faserstoffbahnlaufrichtung über eine vordefinierte Mindestbreite, vorzugsweise die Maschinenbreite, insbesondere Breite der Auftragsvorrichtung. Vorzugsweise erfolgt die Überwachung jedoch über die gesamte Breite der Faserstoffbahn bzw. den gesamten Beschichtungsbereich. Erfindungsgemäß wird somit nicht mehr nur allein auf eine visuelle Erkennbarkeit durch das menschliche Auge abgestellt, was insbesondere bei sehr breiten Maschinen zu Schwierigkeiten führt und Fehlstellen auf dem Papier erst zu einem sehr späten Zeitpunkt nach Durchlaufen der gesamten Auftragseinrichtung und eventuell nachgeordneter Einrichtungen erkannt werden können. Durch die frühzeitige Erkennung besteht nun die Möglichkeit, das je nach verwendeter Auftragsvorrichtung, insbesondere bei Verwendung von Vorhangauftragswerken, Ablagerungen an den nachfolgenden Einrichtungen, beispielsweise Glättwalzen, welche aufwendig beseitigt werden müssen, vermieden werden können und somit auf diese zurückzuführende nicht geplante Stillstandszeiten und Produktionsausfälle weitestgehend ausgeschlossen werden können.
- Da Unregelmäßigkeiten im Auftragsmedium über die Maschinenbreite betrachtet beim Auftragen beziehungsweise beim Auftreffen auf die Faserstoffbahn meist durch Verunreinigungen in der Auftragsvorrichtung bedingt sind, die den Auftragsmedienstrom in seinem vorgegebenen Strömungsverlauf stören beziehungsweise ablenken und diese Ablenkungen mitunter nicht mehr ausgeglichen werden können, bestehen grundsätzlich zwei Möglichkeiten zur Durchführung der Überwachung, entweder die direkte Überwachung des aufzutragenden Auftragsmedienstromes vor dem Auftrag auf die bewegte Faserstoffbahn oder die indirekte Überwachung im Hinblick auf das Vorliegen von Fehlstellen im Auftragsmedienstrom durch Erfassung der sich einstellenden Fehler in der Beschichtung, welche unmittelbar nach dem Auftreffen des Auftragsmedienstromes auf der Faserstoffbahn vorgenommen wird.
- Gemäß der ersten Ausführung wird der Auftragsmediumstrom direkt zwischen der Abgabevorrichtung und dem Auftreffen auf die Faserstoffbahn überwacht. Ein besonders vorteilhafter Anwendungsfall ist ein so genanntes Vorhangauftragswerk, wobei hier die Homogenität, insbesondere im Hinblick auf die Geschlossenheit des Vorhanges über die gesamte Maschinenbreite überwacht wird. Fehlstellen, welche zu Fehlern in der Beschichtung führen, sind somit bereits vor dem Auftrag detektierbar.
- Um eine aufwendige Bildverarbeitung zu vermeiden, kann die Überwachung akustisch oder kapazitiv erfolgen.
Dazu werden im erst genannten Fall akustische Wellen im Überwachungsbereich in den Auftragsmedienstrom eingeleitet und an einer anderen Stelle an einer Empfangseinrichtung, ein Grundsignal definierend, empfangen, wobei ein Vorliegen einer lokal auftretenden Parameterabweichung bei Änderung des Grundsignals detektiert wird. Die Einleitung der akustischen Wellen erfolgt vorzugsweise quer zur Bewegungsrichtung der Faserstoffbahn in der Auftragsvorrichtung an einem seitlichen Endbereich des Auftragsmedienstromes in Richtung zum gegenüberliegenden Endbereich über die Breite des Auftragsmedienstromes. Vorzugsweise sind die dazu erforderlichen Elemente der Erfassungseinrichtung außerhalb des Arbeitsbereiches der Auftragsvorrichtung und der bewegten Faserstoffbahn beidseits der Auftragsvorrichtung seitlich neben der bewegten Faserstoffbahn angeordnet, so dass Verunreinigungen an der Erfassungseinrichtung weitgehend vermieden werden. - Zur kapazitiven Erfassung von Parameterabweichungen werden dem Auftragsmedienstrom über die Mindestbreite der Faserstoffbahn Kondensatoren zugeordnet, und eine lokale Parameterabweichung aus einer Änderung der Permeabilitätszahl abgeleitet. Auch mit diesem Verfahren lassen sich neben Fehlstellen Verunreinigungen detektieren.
- Verwendete elektromagnetische Verfahren basieren auf dem Reflexionsvermögen und dem Absorptions- oder Transmissionsvermögen des Auftragsmedienstromes. Dazu werden entsprechende Strahlungs- bzw. Lichtquellen eingesetzt, die auf eine oder beide Seiten des frei fallenden Vorhanges (bzw. Mediumsstrahles bei beispielsweise verwendeten Freistrahldüsenauftragswerken) gerichtet sind. So können Lichtstrahlen (optische bzw. sichtbare Strahlen) sowie auch nicht sichtbare Strahlen, wie Mikrowellen, Infrarotstrahlen, Gammastrahlen usw. auf diesen aufgebracht werden. Mit entsprechenden Einrichtungen, insbesondere Intensitätsmesseinrichtungen kann auf der gegenüberliegenden Seite der durch Fehlstellen, insbesondere im frei fallenden Vorhang, hindurchgelangte Strahlungsanteil erfasst werden. Dabei genügt es in der Regel, nur das Vorhandensein von Fehlstellen zu detektieren, da eine Reinigung der Auftragsvorrichtung in der Regel über die gesamte Maschinenbreite erfolgen wird. Eine weitere Möglichkeit besteht in der Erfassung von Abweichungen im Reflexionsvermögen über die gesamte Maschinenbreite.
- Gemäß der zweiten Ausführungsform der Erfindung wird der Auftragsmedienstrom nach dem Auftreffen auf die zu beschichtende Faserstoffbahn überwacht. Bei Erfassung einer lokal auftretenden Parameterabweichung im aufgetragenen Auftragsmedienstrom über die vordefinierte Mindestbreite wird auch hier eine Aktionseinheit angesteuert. Bei dieser Lösung wird der durch den Fehler im Auftragsmedienstrom bedingte Fehler in der Beschichtung ermittelt und über diesen auf einen Fehler oder Verunreinigung in der Auftragsvorrichtung geschlossen. Die Erfassungseinrichtung ist hier, auch bei Anordnung über die Maschinenbreite, nicht so starken Verschmutzungen unterworfen, wie bei der direkten Anordnung beidseitig oder unmittelbar vor oder hinter dem Auftragsmedienstrom gemäß der ersten Ausführung.
- In beiden Ausführungen erfolgt die Anordnung zumindest der Sensorik der Erfassungseinrichtungen entweder über die Maschinenbreite oder aber vorzugsweise zur Verkürzung der Bauweise und Verringerung der fehlerhafte Auswertungen auslösenden Verunreinigungen seitlich zur Faserstoffbahn. Die Anordnung erfolgt beabstandet zum Auftragsmedienstrom bzw. der Beschichtung, so dass berührungslos detektiert wird.
- Bei Erfassung einer Parameterabweichung sind verschiedene Aktivitäten zur Vermeidung von Strichdefekten und Verunreinigungen nachfolgender Prozessaggregate denkbar, die einzeln oder in Kombination miteinander mit der besagten Aktionseinheit ausgeführt werden können, wie:
- die Ausgabe einer Fehlermeldung in Form beispielsweise einer Anzeige auf einem Monitor, so dass das Bedienpersonal der Streichmaschine bestimmte Maßnahmen einleiten kann,
- die Ausgabe einer Fehlermeldung erfolgt in Form beispielsweise eines optischen, akustischen oder anderen Warnsignals;
- zumindest kurzzeitiges Unterbrechen des eigentlichen Beschichtungsvorganges, wobei die Auftragsdüse weiterhin beaufschlagt werden kann, aber eine Auffangeinrichtung in das vom Auftragswerk abgegebene Medium eingeschwenkt wird;
- manuelles oder automatisches Aktivieren einer mechanisch oder hydraulisch wirkenden Reinigungsvorrichtung, z.B. eine Spachtel für die Reinigung der Auftragsdüse oder Beschickung der Auftragsvorrichtung oder nur der Auftragsdüse mit einem Spülstrom, was bei laufendem Betrieb möglich ist,
- manuelles oder automatisches Durchtrennen der Faserstoffbahn mit einer Bahnabschlageinrichtung.
- Die Reinigung kann wie gesagt manuell eingeleitet oder aber auch automatisiert betrieben werden, wobei die Reinigung mit rein mechanischen Mitteln (wie einem Schaber) bei guter Zugängigkeit der Auftragseinrichtung durchgeführt wird. Zweckmäßiger wird jedoch ein hydraulisches Verfahren, beispielsweise ein geeignetes Spülverfahren eingesetzt, wobei die Spülung mit reinem Wasser als auch einem Fluid mit chemischen Zusätzen erfolgen kann. Andere Möglichkeiten sind das Abschlagen der Faserstoffbahn bei sehr starker Ausprägung der Fehlstellen in der Beschichtung mit Verdickungen in den Randbereichen der Fehlstellen.
- Die zur Umsetzung der Überwachungsaufgaben verwendete Vorrichtung ist in Anspruch 17 beschrieben. Die Funktion ist der Vorrichtung ist bereits bei der Beschreibung des Verfahrens erläutert worden, weshalb hier keine Wiederholung stattfinden soll. Die erfindungsgemäße Vorrichtung erstreckt sich dabei entweder parallel zur Auftragsvorrichtung über die Breite, wobei die Anordnung auf nur einer Seite oder aber auch beidseitig des frei fallenden Vorhanges bzw. des Mediumsstrahles aus Auftragsmedium erfolgen kann, oder aber seitlich neben der Faserstoffbahn. Der Erfassungsvorgang wird dabei quer zur Faserstoffbahnlaufrichtung vorgenommen wird. Dies bietet neben einer geringeren Verschmutzungsanfälligkeit auch den Vorteil einer besseren Zugängigkeit.
- Gemäß einer zweiten Ausführungsform wird die erfindungsgemäße Vorrichtung dem Auftragsmedienstrom nach dem Auftreffen auf die zu beschichtende Faserstoffbahn zugeordnet.
- Die Einrichtung zur Erfassung einer Parameterabweichung umfasst im einfachsten Fall je nach Art des Überwachungsverfahrens einen Sensor. Es können auch eine Sendeeinrichtung und eine Empfangseinrichtung für eine elektromagnetische Überwachung z.B. mittels Kamera, wobei eine Software mit den Kameradaten eine Grauwertanalyse vornimmt. Das Ergebnis lässt sich speichern und/oder auf einen Monitor anzeigen. Dieses Überwachungsergebnis kann dann als Auslöser für beispielsweise einen Bahnabschlag hergenommen werden.
Eine Sensorleiste mit Lichtgitter, oder eine akustische (Schallwellen) oder eine kapazitive (mittels Kondensatoren) Überwachung ist ebenfalls möglich. - Die erfindungsgemäße Lösung ist besonders für den Auftrag von Auftragsmedium, beispielsweise in Form von Streichfarbe in einer Auftragsvorrichtung in Form eines Vorhangauftragswerkes einsetzbar. Hierbei bestehen nämlich besonders hohe Anforderungen an die Erreichung und Beibehaltung eines geschlossenen Mediumsvorhanges über die Maschinenbreite hinweg, um ein möglichst gleichmäßiges Auftragsergebnis über die gewünschte Beschichtungsbreite zu erhalten.
- Die erfindungsgemäße Lösung wird nachfolgend anhand von Figuren erläutert. Darin ist im Einzelnen folgendes dargestellt:
- Figur 1
- verdeutlicht in schematisiert vereinfachter Darstellung eine erste Ausführung eines erfindungsgemäßen Auftragsmedienüberwachungssystems;
- Figur 2
- verdeutlicht anhand einer Ausführung eines Auftragswerkes eine zweite Ausführung des erfindungsgemäßen Verfahrens;
- Figuren 3 bis 5
- verdeutlichen Möglichkeiten zur optischen Erfassung von Parameterabweichungen gemäß einer ersten Ausführung des erfindungsgemäßen Verfahrens;
- Figur 6
- verdeutlicht eine erste Ausführung zur kapazitiven Erfassung;
- Figur 7
- verdeutlicht eine erste Ausführung zur akustischen Erfassung;
- Figur 8
- verdeutlicht eine zweite Ausführung mit optischer Erfassung.
- Die
Figur 1 verdeutlicht schematisiert in stark vereinfachter Darstellung eine Auftragsvorrichtung 1. Diese bildet ein sogenanntes Vorhangauftragswerk, nachfolgend als Auftragswerk 2 bezeichnet. Das Vorhangauftragswerk 2 ist hinsichtlich seines Grundaufbaus und der Grundausführung beispielsweise aus derDE 197 16 647 A1 vorbekannt. - Die hier dargestellte Auftragsvorrichtung bezieht seinen Auftragsmedienstrom 7 von einer mit dem Auftragswerk 2 gekoppelten Auftragsmedienbereitstellungseinheit 9. Das Auftragsmedium wird danach von oben nach unten laufend und im wesentlichen dem Schwerkraftprinzip folgend auf eine gegenüber einem Düsenaustritt 10 laufende, beziehungsweise bewegte Faserstoffbahn 3 aufgetragen. Bei der Bahn 3 kann es sich um jegliche Art von Bahnen handeln, vorzugsweise werden derartige Beschichtungssysteme jedoch zur Beschichtung von Papier- oder Kartonbahnen eingesetzt. Das Auftragswerk 2 ist dazu in einem vordefinierten Abstand a zur laufenden Oberfläche 4 der Faserstoffbahn 3 angeordnet, so dass ein Vorhang 5 aus einer Düse 6, welche sich durchgängig und über die Gesamtbreite b2 des in der Regel maschinenbreiten Auftragswerkes 2 erstreckt, frei und ungestützt herab auf die zu beschichtende oder zu imprägnierende Oberfläche 4 herabfallen kann und sich dort in der Menge, die der Oberfläche 4 zugeführt wird, als Konturstrich auf der Oberfläche 4 der hier mittels Pfeil angedeuteten Richtung der bewegten Faserstoffbahn 3. Voraussetzung für einen über die Bahnbreite b3 der Faserstoffbahn 3 gleichmäßigen und homogenen Auftrag frei von Fehlstellen ist die Gleichmäßigkeit und Homogenität des Vorhanges 5 über die Maschinenbreite beziehungsweise zumindest über die zu beschichtende Breite oder die Gesamtbreite b3 der Faserstoffbahn 3.
Verunreinigungen in der Auftragsmedienbereitstellungseinheit 9, welche hier nur schematisiert angedeutet ist und mit der Düse 6 gekoppelt ist, beziehungsweise über den gesamten Transportweg bis hin zum Austritt 10 an der Düse 6, führen zu Fehlstellen beziehungsweise zu Störungen im am Austritt 10 der Düse 6 austretenden Vorhang 5. Dadurch kommt es häufig zu einem unerwünschten Aufreißen des Vorhanges und zu Fehlstellen 11 an Auftragsmedium im Auftragsmedienstrom 7 des Vorhanges 5 und führt zu beschichtungsfreien Stellen, die als Fehlstrich 12 bezeichnet werden, im Konturstrich 8. DieFigur 1 verdeutlicht dabei stark übertrieben das Aufreißen des Vorhanges 5 und den sich dadurch ergebenden Fehlstrich 12, das heißt den Teil der Faserstoffbahn- Oberfläche 4, welcher nicht von Auftragsmedium bedeckt ist. Insbesondere wenn Verunreinigungen mit dem Auftragsmedium in die Düse eingespült wurden, die aber den Düsenauslass 10 nicht passieren können, ergibt sich ein derartiges Aufreißen des Vorhanges 5. In so einem Fall schließt sich der an dieser Stelle aufgerissene Vorhang nicht mehr selbsttätig. Benachbart zum Fehlstrich 12 kommt es zu Verdickungen bzw. Anhäufungen 13 des Auftragsmediums, die sich in Faserstoffbahnlaufrichtung L erstrecken. Diese sind durch eine Dicke D13 charakterisiert, die größer ist als die Dicke D8 des restlichen Konturstriches 8. Besonders problematisch ist es, dass das in den Anhäufungen 13 enthaltene Auftragsmedium oft bis zum nachfolgenden Prozessschritt nicht genügend trocknet und bei Weitertransport der Faserstoffbahn 3 somit Verschmutzungen an den diese transportierenden Walzen erzeugt werden, auf denen sich das Medium dann weiter ablagert und dadurch weitere Strichdefekte verursacht. Das Abschalten der Auftragsvorrichtung 1 und der dieser nachgeordneten Prozessabschnitte, d.h. der gesamten Maschine und ein zeitaufwendiges und damit teures Reinigen wird notwendig. Um dies zu vermeiden ist erfindungsgemäß ein Auftragsmedien-Überwachungssystem 14 vorgesehen, welches den Auftragsmedienstrom 7 nach Austritt 10 an der Düse 6 beobachtet, insbesondere die Homogenität hinsichtlich der Dicke und Verteilung, d.h. Gleichmäßigkeit über die Maschinenbreite und bei Auftreten von Fehlstellen 11, insbesondere einer Unregelmäßigkeit in dem Auftragsmedium Maßnahmen zur Beseitigung dieser einleitet. Das Auftragsmedien-Überwachungssystem 14 ist hier schematisiert dargestellt und umfasst dazu zumindest eine Erfassungseinrichtung 15. Es kann damit zumindest eine Abweichung eines Parameters x detektiert werden, der eine Eigenschaft des Auftragsmedienstromes 7 über die Breite b7 des Auftragsmedienstromes 7 charakterisiert. Bei der zu überwachenden Breite des Auftragsmedienstromes 7 handelt es sich zumindest um die erforderliche Breite b7' zur Erzielung der erforderlichen Mindestbeschichtungsbreite b3' der Faserstoffbahn 3, die vorzugsweise der Gesamtbreite b3 entspricht, jedoch auch kleiner sein kann unter Berücksichtigung später erfolgender Randabtrennungen. Die zu erfassenden Parameter charakterisieren dabei zumindest Fehlstellen 11, vorzugsweise auch weitere Unregelmäßigkeiten, wie Verunreinigungen im Auftragsmedienstrom 7. Die Erfassungseinrichtung 15 wirkt mit einer Einrichtung 16 zur Verarbeitung des mit der Erfassungseinrichtung 15 erfassten Signals zusammen, wobei über die Verarbeitungseinrichtung 16 zumindest eine Stellgröße Y für eine Aktionseinheit 17, umfassend zumindest eine Aktionseinrichtung erzeugt wird. Dabei kann die Signal-Verarbeitungs-Einrichtung 16 zur Verarbeitung der Parameterabweichung im einfachsten Fall als einfacher Wandler ausgebildet sein, der ein derartiges Signal, welches das Auftreten einer Unregelmäßigkeit über die Maschinenbreite im Auftragsmedienstrom 7 charakterisiert, in ein entsprechendes Fehlersignal Fs, welches als Fehlermeldung ausgegeben wird, umsetzt. Die Ausgabe erfolgt vorzugsweise akustisch, oder optisch oder kapazitiv. Auch Kombinationen sind denkbar. Bei einer Fehlermeldung FS, die auf unterschiedliche Art und Weise ausgegeben werden kann zumindest kurzzeitig der Beschichtungsprozess unterbrochen werden. Möglich ist auch das Abschlagen der Faserstoffbahn 3, d.h. der fehlerhaft beschichtete Teil wird in eine Abfalleinrichtung geleitet. Andere Möglichkeiten sind die Ausbildung zumindest einer Stellgröße Y zur Ansteuerung der Aktionseinheit 17, beispielsweise zur Inbetriebnahme einer Reinigungseinrichtung 18, die inFigur 1 aber nur symbolhaft angedeutet ist. - Die
Figur 2 verdeutlicht anhand einer Ausführung gemäßFigur 1 eine weitere zweite Ausführung der erfindungsgemäßen Überwachung durch Erfassung von Parameterabweichungen des Auftragsmediums nach Auftreffen auf die Faserstoffbahn 3. Der Aufbau des Auftragsmedien-Überwachungssystems 14 entspricht dem inFigur 1 beschriebenen, weshalb für gleiche Elemente die gleichen Bezugszeichen verwendet werden. Lediglich die Erfassungseinrichtung 15 ist nicht mehr dem frei fallenden Vorhang 5 zugeordnet sondern der Faserstoffbahn 3 im Anschluss auf den Beschichtungsvorgang. - Die
Figuren 3 bis 5 verdeutlichen stark vereinfacht mögliche Ausführungen der Erfassungseinrichtungen 15 und ferner deren Anordnungsmöglichkeiten. Dabei wird grundsätzlich eine Anordnung nach dem Austritt 10 aus der Düse erfolgen, wobei die Anordnung beziehungsweise Überwachung des Auftragsmediums vor dem Auftreffen auf die zu beschichtende Faserstoffbahn 3 erfolgen kann oder aber das Erkennen von Fehlern auch erst nach dem Auftreffen, das heißt direkt an der Oberfläche 4 der Faserstoffbahn wie in denFiguren 1 und2 verdeutlicht. Im ersten Fall wird nur das Auftragsmedium, insbesondere der Vorhang 5 überwacht, im zweiten Fall wird die Oberfläche 4 der Faserstoffbahn 3 überwacht, vorzugsweise abgescannt. - Die
Figuren 3 und 4 verdeutlichen Möglichkeiten einer optischen Überwachung bzw. Erfassung von Parameterabweichungen. Dabei wird gemäß einer ersten Ausführung die Parameterabweichung aus einer Transmissionsgröße erfasst, gemäß einer zweiten Ausführung die Parameterabweichung aus dem Reflexionsvermögen des Auftragsmedienstromes 7 abgeleitet. Mittels einer optischen Quelle, insbesondere Lichtquelle 25 wir ein Lichtstrahl gegen eine Seite des Auftragsmedienstromes gelenkt. Auf der gegenüberliegenden Seite ist ein Empfänger 26 angeordnet, der zumindest das durch die Fehlstellen 11 gelangende Licht, je nach Auftragsmedienbeschaffenheit auch dass dieses durchdringende Licht aufnimmt und anhand der Unterschiede über die Maschinenbreite Fehlstellen lokalisieren kann bzw. erkennen. Sind gemäßFigur 4 optische Quelle 25 und Empfänger 26 auf der gleichen Seite des Vorhanges 5 angeordnet, wird eine Parameterabweichung aus dem unterschiedlichen Reflexionsvermögen des Auftragsmedienstromes 7 über die Maschinenbreite abgeleitet. - Gemäß
Figur 5 , einer Perspektivansicht gemäßFigur 4 ist maschinenbreit eine entsprechende Lichtquellen- und Empfangseinheit angeordnet. - Bei den genannten optischen Lösungen ist nicht nur der sichtbare Bereich des Lichtes gemeint. Denkbar ist es auch, jegliche Frequenz des elektromagnetischen Spektrums zu nutzen, beispielsweise auch Infrarotstrahlung.
- Gemäß
Figur 6 ist eine Einrichtung 15 zur kapazitiven Überwachung dargestellt. Diese ist durch die Anordnung eines, vorzugsweise einer Mehrzahl von Kondensatoren 27 über die Maschinenbreite charakterisiert, wobei die Fehlererfassung infolge der Änderung der Permeabilitätszahl bei Auftreten von Fehlstellen im Auftragsmedienstrom 7 erfolgt. -
Figur 7 verdeutlicht in schematisiert vereinfachter Darstellung eine Möglichkeit der akustischen Überwachung. In diesem Fall ist eine Einrichtung 28 zum Einleiten eines Schallsignals beispielsweise auf der Triebseite TS in den Vorhang 5 als Sender 29 vorgesehen, während ein Empfänger 30 gegenüberliegend auf der Führerseite FS oder umgekehrt angeordnet ist und das Signal empfängt. Parameterabweichungen erzeugen eine Abweichung von einem sich ansonsten am Empfänger 30 einstellenden Grundsignal. - Bei den in den
Figuren 1 ;2 ,6 dargestellten Ausführungen ist die Erfassungseinrichtung 15, insbesondere die Sensorik innerhalb der Maschinenbreite oder über die gesamte Maschinenbreite b2 installiert. Gemäß einer Weiterentwicklung ist es auch denkbar, die Sensorik außerhalb der Auftragsvorrichtung 1 anzuordnen, dies gilt insbesondere für die Erfassungseinrichtungen 15, um hier ein Verschmutzen zu vermeiden. Die Erfassungseinrichtungen, insbesondere Sender und Empfänger können auch in ihrer Zuordnung zueinander quer zur Faserstoffbahnlaufrichtung angeordnet sein. -
Figur 8 verdeutlicht ein Verfahren zur optischen Erfassung von Parameterabweichungen gemäß der zweiten Ausführung der erfindungsgemäßen Lösung, wie inFigur 2 verdeutlicht. Dazu wird eine Kamera 31 als Erfassungseinrichtung 15 verwendet, welche den gesamten Überwachungsbereich, der sich über die Maschinenbreite, insbesondere die Breite der beschichteten Faserstoffbahn 3 erstreckt , optisch abtastet und erfasst. Die Kamera 31 ist dazu in einem Abstand zur Oberfläche 4 der beschichteten Faserstoffbahn 3 angeordnet. Dabei werden fortlaufend Abbilder erstellt, die in der schon beschriebenen Signal-Verarbeitungs- Einrichtung 16 zur Verarbeitung aufbereitet und ausgewertet werden, so dass entsprechend des Ergebnisses die erforderlichen Maßnahmen eingeleitet werden können. - Bei allen Lösungen sind die Anordnungen so getroffen, dass sie noch gut zugänglich sind.
-
- 1
- Auftragsvorrichtung
- 2
- Vorhangauftragswerk
- 3
- Faserstoffbahn
- 4
- laufende Oberfläche
- 5
- Vorhang
- 6
- Düse
- 7
- Auftragsmedium
- 8
- Konturstrich
- 9
- Auftragsmedien-Bereitstellungseinheit
- 10
- Düsenaustritt
- 11
- Fehlstelle
- 12
- Fehlstrich
- 13
- Verdickung bzw. Anhäufung
- 14
- Auftragsmedien-Überwachungssystem
- 15
- Erfassungseinrichtung
- 16
- Signal-Verarbeitungs-Einrichtung
- 17
- Aktionseinheit
- 18
- Reinigungseinrichtung
- 25
- Lichtquelle
- 26
- Empfänger
- 27
- Kondensatoren
- 28
- Einrichtung zum Einleiten eines Schallsignals
- 29
- Sender
- 30
- Empfänger
- 31
- Kamera
- a
- Abstand
- b2
- Gesamtbreite des Auftragswerks 2
- b3
- Bahnbreite
- b3'
- Mindestbeschichtungsbreite
- b7
- Breite des Auftragsmedienstromes
- b7'
- erforderliche Breite
- D8
- Dicke des Konturstrichs
- D13
- Dicke der Anhäufung
- Fs
- Fehlersignal
- FS
- Führerseite
- L
- Laufrichtung
- TS
- Triebseite
- Y
- Stellgröße
Claims (28)
- Verfahren zur Überwachung eines Auftragsmedienstromes (7) einer Auftragsvorrichtung (1) beim Auftrag auf eine Papier-, Karton oder andere Faserstoffbahn (3),
dadurch gekennzeichnet, dass
die Überwachung über eine vordefinierte Mindestbreite hinweg erfolgt und bei Erfassung einer Unregelmäßigkeit bzw. einer lokal auftretenden Parameterabweichung des Auftragsmediums im Auftragsmedienstrom (7) der Auftragsvorrichtung (1) eine Aktionseinheit (17) angesteuert wird. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet, dass
der Auftragsmedienstrom (7) zwischen einem Düsenaustritt (10) aus der Auftragsvorrichtung (1) und dem Auftreffen des Auftragsmedienstromes (7) auf der Faserstoffbahn (3) überwacht wird. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet, dass
die Überwachung des Auftragsmedienstromes (7) nach dem Auftreffen des Auftragsmedienstromes (7) auf der Faserstoffbahn (3) überwacht wird. - Verfahren nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet, dass
die Überwachung akustisch vorgenommen wird, wobei akustische Wellen im Überwachungsbereich in den Auftragsmedienstrom (7) eingeleitet und an einer anderen Stelle an einer Empfangseinrichtung, ein Grundsignal definierend, empfangen werden und ein Vorliegen einer lokal auftretenden Parameterabweichung bei Änderung des Grundsignals detektiert wird. - Verfahren nach Anspruch 4,
dadurch gekennzeichnet, dass
die akustischen Wellen, d.h. Schallwellen, quer zur Bewegungsrichtung der Faserstoffbahn (3) in der Auftragsvorrichtung (1) an einem seitlichen Endbereich des Auftragsmedienstromes (7) in Richtung zum gegenüberliegenden Endbereich über die Breite (b7) des Auftragsmedienstromes (7) eingeleitet werden. - Verfahren nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet, dass
die Überwachung kapazitiv erfolgt. - Verfahren nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet, dass
der Auftragsmediumsstrom (7) elektromagnetisch überwacht wird, wozu beispielsweise wenigstens eine Kamera oder eine Sensorleiste mit Lichtgitter verwendet wird. - Verfahren nach Anspruch 7,
dadurch gekennzeichnet, dass
Infrarotstrahlung verwendet wird. - Verfahren nach Anspruch 7,
dadurch gekennzeichnet, dass
sichtbares Licht verwendet wird. - Verfahren nach wenigstens einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass
die Überwachung zumindest über die Mindestbreite (b3') der Beschichtung oder über die gesamte Breite (b7) des Auftragsmedienstromes (7) oder über die Bahnbreite (b3) der Faserstoffbahn (3), und/oder Bahnränder aussparend, erfolgt. - Verfahren nach wenigstens einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass
bei Erfassung einer Parameterabweichung ein Fehlersignal (Fs) in Form beispielsweise eines optischen, akustischen oder anderen Warnsignals ausgegeben wird. - Verfahren nach wenigstens einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass
bei Erfassung einer Parameterabweichung die Aktionseinheit (17) den Beschichtungsvorgang zumindest kurzzeitig unterbricht, wobei in den Auftragsmediumsstrom (7) eine Auffangeinrichtung zum Auffangen des weiterfliessenden Mediums hineingefahren wird. - Verfahren nach wenigstens einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass
bei Erfassung einer Parameterabweichung die Aktionseinheit (17) in Form einer Bahn- Abschlagvorrichtung aktiviert wird, mit der die Faserstoffbahn (3) abgetrennt wird. - Verfahren nach wenigstens einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass
bei Erfassung einer Parameterabweichung die Aktionseinheit (17) in Form einer manuell oder automatisiert betriebenen hydraulischen oder mechanisch wirkenden Reinigungseinrichtung (18), beispielsweise während des Beschichtungsvorganges oder außerhalb des Beschichtungsvorganges aktiviert wird. - Verfahren nach Anspruch 14,
dadurch gekennzeichnet, dass
ein Spülvorgang mit einem Reinigungsmedium eingeleitet wird. - Verfahren nach Anspruch 11,
dadurch gekennzeichnet, dass
bei Erfassung einer Parameterabweichung nur eine entsprechende Meldung auf einem Monitor angezeigt wird. - Vorrichtung zur Überwachung eines Auftragsmedienstromes (7) einer Auftragsvorrichtung (1) zum Auftrag auf eine bewegte Papier-, Karton oder andere Faserstoffbahn (3), umfassend eine Einrichtung (15) zur Erfassung zumindest einer Parameterabweichung,
dadurch gekennzeichnet, dass
eine Aktionseinheit (17) vorgesehen ist, die die Parameterabweichung anzeigt und/oder speichert und/oder die auf die Parameterabweichung reagiert. - Vorrichtung nach Anspruch 17,
dadurch gekennzeichnet, dass
Signal-Verarbeitungs-Einrichtung (16) zur Bildung wenigstens einer Stellgröße (Y) für die Aktionseinheit (17) vorgesehen ist. - Vorrichtung nach Anspruch 17,
dadurch gekennzeichnet, dass
die Erfassungseinrichtung (15) zur Überwachung des Auftragsmedienstromes (7) im Bereich zwischen einem Düsenaustritt (10) der Auftragsvorrichtung (1) und dem Auftreffen des Auftragsmedienstromes (7) auf der Faserstoffbahn (3) angeordnet ist. - Vorrichtung nach Anspruch 17,
dadurch gekennzeichnet, dass
die Erfassungseinrichtung (15) zur Überwachung des Auftragsmedienstromes (7) im Bereich nach dem Auftreffen des Auftragsmedienstromes (7) auf der Faserstoffbahn (3) angeordnet ist. - Vorrichtung nach einem der Ansprüche 17 bis 20,
dadurch gekennzeichnet, dass
die Erfassungseinrichtung (15) zur Erfassung einer Parameterabweichung sich parallel zur Auftragsvorrichtung (1) zumindest über die Beschichtungsbreite (b3') erstreckt. - Vorrichtung nach einem der Ansprüche 17 bis 20,
dadurch gekennzeichnet, dass
Einzelelemente der Einrichtung (15) zur Erfassung einer Parameterabweichung beidseits oder nur auf einer Seite des aus dem Düsenaustritt (10) austretenden Auftragsmedienstromes (7) angeordnet sind. - Vorrichtung nach einem der Ansprüche 17 bis 20,
dadurch gekennzeichnet, dass
die Einrichtung (15) zur Erfassung einer Parameterabweichung außerhalb der Erstreckung der Faserstoffbahn (3) quer zur Bewegungsrichtung der Faserstoffbahn (3) angeordnet ist. - Vorrichtung nach wenigstens einem der Ansprüche 17 bis 23,
dadurch gekennzeichnet, dass
die Einrichtung (15) zur Erfassung einer Parameterabweichung einen Sensor für elektromagnetische Wellen umfasst. - Vorrichtung nach Anspruch 24,
dadurch gekennzeichnet, dass
ein Sender (29) und ein Empfänger (26, 30) vorgesehen ist. - Vorrichtung nach wenigstens einem der Ansprüche 17 bis 23,
dadurch gekennzeichnet, dass
die Einrichtung (15) zur Erfassung einer Parameterabweichung wenigstens einen kapazitiven Sensor umfasst. - Vorrichtung nach Anspruch 17,
dadurch gekennzeichnet, dass
die auf die detektierte Parameterabweichung reagierende Aktionseinheit (17) eine manuell oder automatisiert betriebene mechanische oder hydraulische Reinigungseinrichtung (18) oder eine Einrichtung zum zumindest kurzzeitigen Stoppen des Beschichtungsvorganges oder eine Bahnabschlageinrichtung ist. - Verwendung einer Vorrichtung zur Überwachung eines Auftragsmedienstromes (7) bei einem Verfahren gemäß den Ansprüchen 1 bis 16 sowie nach wenigstens einem der Ansprüche 17 bis 27 in einer Auftragsvorrichtung (1) in Form eines Vorhangauftragswerkes (2).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08160502A EP2145693A1 (de) | 2008-07-16 | 2008-07-16 | Überwachung eines Auftragsmedienstromes beim Auftrag auf eine Papier-, Karton- oder andere Faserstoffbahn |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08160502A EP2145693A1 (de) | 2008-07-16 | 2008-07-16 | Überwachung eines Auftragsmedienstromes beim Auftrag auf eine Papier-, Karton- oder andere Faserstoffbahn |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2145693A1 true EP2145693A1 (de) | 2010-01-20 |
Family
ID=39865173
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08160502A Withdrawn EP2145693A1 (de) | 2008-07-16 | 2008-07-16 | Überwachung eines Auftragsmedienstromes beim Auftrag auf eine Papier-, Karton- oder andere Faserstoffbahn |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP2145693A1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012010511A1 (de) * | 2010-07-20 | 2012-01-26 | Voith Patent Gmbh | Vorhangauftragswerk |
| CN113503686A (zh) * | 2021-06-15 | 2021-10-15 | 中国煤炭科工集团太原研究院有限公司 | 一种风冷系统用滑移式自动清灰装置 |
| CN117904857A (zh) * | 2024-01-16 | 2024-04-19 | 浙江越剑智能装备股份有限公司 | 一种智能验布机的宽幅检测装置及其计算方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1800153A1 (de) * | 1968-10-01 | 1970-04-23 | Guenter Reinemann | Einrichtung zur Kontrolle des Fliessvorhanges bei Fluessigkeitsgiessmaschinen |
| US5190789A (en) * | 1991-08-29 | 1993-03-02 | Eastman Kodak Company | Ultrasonic monitoring of a freely flowing curtain of coating material |
| JPH09173935A (ja) * | 1995-12-25 | 1997-07-08 | Matsushita Electric Works Ltd | フローコート塗装状態の検出方法およびその装置 |
| DE19716647A1 (de) | 1997-04-21 | 1998-10-22 | Jagenberg Papiertech Gmbh | Verfahren und Vorrichtung zum Auftragen einer Pigmentstreichfarbe auf eine Papier- oder Kartonbahn |
| DE19814490A1 (de) | 1998-04-01 | 1999-10-07 | Voith Sulzer Papiertech Patent | Verfahren zur Vermeidung oder Beseitigung von Verstopfungen der Austrittsöffnung des Dosierspaltes eines Düsenauftragwerkes |
| DE19814491A1 (de) | 1998-04-01 | 1999-10-07 | Voith Sulzer Papiertech Patent | Verfahren und Vorrichtung zur Vermeidung oder Beseitigung von Verstopfungen im Dosierspalt eines Düsenauftragswerks |
| FR2796462A1 (fr) * | 1999-07-15 | 2001-01-19 | Eastman Kodak Co | Procede et dispositif de detection d'un defaut dans une nappe liquide |
| JP2002273309A (ja) | 2001-03-15 | 2002-09-24 | Ishikawajima Harima Heavy Ind Co Ltd | カーテンコータにおける塗工液中の欠陥検出装置 |
-
2008
- 2008-07-16 EP EP08160502A patent/EP2145693A1/de not_active Withdrawn
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1800153A1 (de) * | 1968-10-01 | 1970-04-23 | Guenter Reinemann | Einrichtung zur Kontrolle des Fliessvorhanges bei Fluessigkeitsgiessmaschinen |
| US5190789A (en) * | 1991-08-29 | 1993-03-02 | Eastman Kodak Company | Ultrasonic monitoring of a freely flowing curtain of coating material |
| JPH09173935A (ja) * | 1995-12-25 | 1997-07-08 | Matsushita Electric Works Ltd | フローコート塗装状態の検出方法およびその装置 |
| DE19716647A1 (de) | 1997-04-21 | 1998-10-22 | Jagenberg Papiertech Gmbh | Verfahren und Vorrichtung zum Auftragen einer Pigmentstreichfarbe auf eine Papier- oder Kartonbahn |
| DE19814490A1 (de) | 1998-04-01 | 1999-10-07 | Voith Sulzer Papiertech Patent | Verfahren zur Vermeidung oder Beseitigung von Verstopfungen der Austrittsöffnung des Dosierspaltes eines Düsenauftragwerkes |
| DE19814491A1 (de) | 1998-04-01 | 1999-10-07 | Voith Sulzer Papiertech Patent | Verfahren und Vorrichtung zur Vermeidung oder Beseitigung von Verstopfungen im Dosierspalt eines Düsenauftragswerks |
| FR2796462A1 (fr) * | 1999-07-15 | 2001-01-19 | Eastman Kodak Co | Procede et dispositif de detection d'un defaut dans une nappe liquide |
| JP2002273309A (ja) | 2001-03-15 | 2002-09-24 | Ishikawajima Harima Heavy Ind Co Ltd | カーテンコータにおける塗工液中の欠陥検出装置 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012010511A1 (de) * | 2010-07-20 | 2012-01-26 | Voith Patent Gmbh | Vorhangauftragswerk |
| CN113503686A (zh) * | 2021-06-15 | 2021-10-15 | 中国煤炭科工集团太原研究院有限公司 | 一种风冷系统用滑移式自动清灰装置 |
| CN113503686B (zh) * | 2021-06-15 | 2022-12-27 | 中国煤炭科工集团太原研究院有限公司 | 一种风冷系统用滑移式自动清灰装置 |
| CN117904857A (zh) * | 2024-01-16 | 2024-04-19 | 浙江越剑智能装备股份有限公司 | 一种智能验布机的宽幅检测装置及其计算方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2304105B1 (de) | Verfahren und vorrichtung zur erkennung des zustandes eines bandes | |
| DE19632988C1 (de) | Verfahren zur Beseitigung von Papierfehlern bei der kontinuierlichen Papierherstellung | |
| DE4419540C2 (de) | Verfahren und Vorrichtung zur Reinigung einer umlaufenden Sieb- oder Filzbahn | |
| DE19801140A1 (de) | Vorrichtung zum direkten oder indirekten Auftrag eines flüssigen bis pastösen Auftragsmediums auf eine laufende Materialbahn sowie Betriebsverfahren für eine solche Vorrichtung | |
| EP0894895A2 (de) | Verfahren und Vorrichtung zur Erkennung und Korrektur einer Faserorientierungs-Querprofil-Veränderung | |
| DE102007045895A1 (de) | Bandkalandervorrichtung und Verfahren zum Betrieb einer Bandkalandervorrichtung | |
| EP2145693A1 (de) | Überwachung eines Auftragsmedienstromes beim Auftrag auf eine Papier-, Karton- oder andere Faserstoffbahn | |
| WO2018137932A1 (de) | Vorhang-auftragswerk und verfahren zum auftragen eines auftragsmediums | |
| EP4067548B1 (de) | Anlage zum verfestigen von fasern umfassenden lagen zu einer vliesbahn | |
| DE102019107137B3 (de) | Vorrichtung zur Überwachung des Schmierzustandes eines mit einem Schmiermittel beaufschlagten umlaufenden Bandes | |
| DE19814490A1 (de) | Verfahren zur Vermeidung oder Beseitigung von Verstopfungen der Austrittsöffnung des Dosierspaltes eines Düsenauftragwerkes | |
| DE19918011A1 (de) | Verfahren zur Reinigung der Oberfläche einer Gegenwalze | |
| EP1860234A1 (de) | Verfahren und Vorrichtung zur Bahnabrissüberwachung einer Materialbahn | |
| EP4237234A1 (de) | Verfahren zur überwachung eines stahlbandes in einer kontinuierlichen presse auf materialanhaftungen und kontinuierliche presse | |
| DE102008000122A1 (de) | Überwachung eines Auftragsmedienstromes beim Auftrag auf eine Papier-, Karton- oder andere Faserstoffbahn | |
| DE69518535T2 (de) | Kardenabfallüberwachung | |
| DE19814491A1 (de) | Verfahren und Vorrichtung zur Vermeidung oder Beseitigung von Verstopfungen im Dosierspalt eines Düsenauftragswerks | |
| AT507331B1 (de) | Verfahren und vorrichtung zum ausbessern einer faserbahn | |
| DE4234940A1 (de) | Stoffauflauf mit flaechengewichts-querprofilregelung durch lokale konzentrationsaenderung | |
| DE102009006827A1 (de) | Verfahren und Vorrichtung zur Erkennung eines Abrisses einer Warenbahn | |
| AT517386B1 (de) | System zur Instandsetzung oder zum Auswechseln eines Teils oder einer Komponente einer Faserbahnherstellungslinie und Verfahren zur Instandsetzung oder zum Auswechseln eines Teils oder einer Komponente einer Faserbahnherstellungslinie | |
| WO2011076454A1 (de) | Verfahren und vorrichtung zur erkennung von oberflächendefekten an walzen | |
| DE202011108575U1 (de) | Prüfeinrichtung und Vorrichtung zur Herstellung und/oder Veredelung einer Materialbahn | |
| DE102007056499B4 (de) | Verfahren und Vorrichtung zur Abrisserkennung an papierherstellenden und weiterverarbeitenden Maschinen | |
| EP3031981B1 (de) | Verfahren zur markierung einer fehlerstelle bei der herstellung einer papierbahn |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20100720 |
|
| 17Q | First examination report despatched |
Effective date: 20100817 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B05C 5/00 20060101ALI20130612BHEP Ipc: D21H 23/48 20060101AFI20130612BHEP |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B05C 5/00 20060101ALI20130702BHEP Ipc: D21H 23/48 20060101AFI20130702BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20130910 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: BUTTSCHARDT, WERNER Inventor name: UEBERSCHAER, MANFRED Inventor name: STELLNER, BERND-UWE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20140121 |