EP2163376A2 - Machine de collage de boîte pliante destinée à la fabrication de boîtes pliantes à partir de coupes - Google Patents
Machine de collage de boîte pliante destinée à la fabrication de boîtes pliantes à partir de coupes Download PDFInfo
- Publication number
- EP2163376A2 EP2163376A2 EP09165937A EP09165937A EP2163376A2 EP 2163376 A2 EP2163376 A2 EP 2163376A2 EP 09165937 A EP09165937 A EP 09165937A EP 09165937 A EP09165937 A EP 09165937A EP 2163376 A2 EP2163376 A2 EP 2163376A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- station
- blanks
- gluing machine
- folding
- folding box
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/02—Feeding or positioning sheets, blanks or webs
- B31B50/04—Feeding sheets or blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/262—Folding sheets, blanks or webs involving folding, leading, or trailing flaps of blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2100/00—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/02—Feeding or positioning sheets, blanks or webs
- B31B50/04—Feeding sheets or blanks
- B31B50/046—Feeding sheets or blanks involving changing orientation or changing direction of transport
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
Definitions
- the invention relates to a folding box gluing machine for producing folding cartons from blanks with a folding station, in which the cut parts provided with an adhesive strip are folded, and a turning station arranged in front of the folding station for rotating the flat conveyed blanks about an axis perpendicular to the conveying plane, the conveying elements, from which the blanks are rotated and conveyed through the station.
- Folding box gluing machines for the production of folded boxes from blanks have, as is known, a plurality of processing stations, which are passed through in succession by the blanks / boxes: At the beginning, an insert, which removes the blanks to be processed at high speed from a stack one after the other, then a so-called primary crusher To make the creasing lines soft and supple by 180 ° creasing and then at least one folding station, at the beginning of which an adhesive is first applied in strips to the folding flaps to be bonded and then the lateral folding flaps are folded towards the middle. The flat-folded cartons are then passed through a collection and pressing device, in which they are pressed for setting.
- conveying means for transporting the blanks through the individual stations mainly narrow belt conveyors are used, which are adjustable in transverse direction and thus adjustable to the respective box width.
- the EP 0 881 138 B1 describes a turning station for turning blanks up to 180 °, containing two conveyor lines side by side along the path of blanks whose speed is separately adjustable.
- the blanks are on both conveyor lines, so that they are rotated at different speeds of the two conveyor lines about an axis perpendicular to the conveyor plane, while they are supported by the turning station. So that the blanks each assume the speed of the two conveyor tracks, a suction device is arranged below the conveyor elements, which increases the frictional force between the conveyor elements and the objects by means of negative pressure.
- the conveying elements of the rotating station which also serve to rotate the blanks, can only be operated at a lower speed than the conveyors passing through the other processing stations. While the conveyors can be operated by the other processing stations, for example, with 650m / min, reach the conveying elements of the turning station only speeds of about 450m / min. This has the disadvantage that simpler box shapes that do not require the use of the rotating station in their production, can only be made at a lower speed, as well as these blanks must be promoted by the turning station.
- the invention is therefore based on the object to improve a folding box gluing machine of the generic type with a turning station so that they can produce simpler box shapes that do not require rotation with higher production speed.
- an additional conveyor is provided to circumvent the rotation causing conveyor elements of the rotating station.
- the machine contains means that the Blanks optionally the conveyor elements of the turning station - if rotation is required - or the additional conveyor supply, if no rotation is required.
- the additional conveyor consists of at least one conveyor belt pair.
- the conveyor belt pair has an upper and lower conveyor belt, between which the blanks are conveyed clamped.
- the conveyor belt pair (s) are either arranged next to or below the turning station, so that they can be exchanged for the turning station and form a transport station.
- the turning station can be moved laterally or upwardly or downwardly into a parking position on guides and the at least one conveyor belt pair can be moved laterally or downwardly or upwardly into the working position, thus forming a transport station.
- the movement can be carried out either manually or by motor.
- the rotating station can be pivoted or rotated about an axis in the conveying direction. As a result, they can be easily moved from the working position to an inactive parking position.
- Such rotation is particularly advantageous when the additional conveyor is mounted on the underside of the turning station.
- the turning station is brought from the working position to the parking position and at the same time the additional conveyor in the working position.
- the turning station can be moved out of the machine assembly, for example, on rails transversely to the conveying direction.
- the processing stations in front of and behind the turning station are also movable, for example, mounted on rails. By moving these stations in and against the conveying direction, the resulting gap can be closed. After then the interfaces and connectors are connected accordingly, so the machine network is quickly and easily functional again.
- the folder gluer starts in FIG. 1 bottom right with an insert 1, which pulls off the blanks to be processed at high speed from a stack one after the other and feeds them individually to the subsequent processing station.
- an alignment station 4 in which the blanks are individually aligned against a lateral stop.
- the alignment station is used to guide transversely positionable machine components in the form of two belt pairs, which serve as conveyor elements and can be transversely positioned via actuators.
- a primary crusher 6 and a first folding module 7 Both through the primary crusher 6 and through the folding module 7, machine components in the form of belt pairs, which can be positioned transversely, lead as conveying elements, which are positioned transversely with an actuator depending on the type of blank.
- the turning station 9 includes for rotating the blanks about a vertical axis by 90 ° two parallel juxtaposed conveyor lines whose speed is adjustable separately.
- the blanks are on both conveyor lines, so that they are rotated at different speeds of the two conveyor lines.
- the two conveyor lines contain driven rollers as conveying elements.
- a further alignment station 10 which corresponds in its construction of the alignment station behind the insert 1. It thus again contains transversely positionable machine components in the form of pairs of conveyor belts as conveying elements.
- the next processing station 13 serves to perform box-type dependent processing operations; For example, further score lines are pre-broken or special folds are performed. Also through the processing station 13 lead belt pairs as conveying elements that can be positioned transversely with actuators.
- a folding station 14 in which the blank parts previously provided with an adhesive seam are folded over by 180 °.
- the folding station 14 contains pairs of belts as conveying elements and an adhesive applicator, which by means of actuators in their from Cutting type dependent transverse position can be moved.
- a transfer station 15 from which the folded blanks, provided with not yet set adhesive seams, are exactly aligned in all parts with the subsequent collecting and pressing device 16.
- a shingled stream of folded blanks is first formed, which is subsequently held under pressure for some time between conveying press belts, so that the adhesive seams set.
- the transfer station also contains pairs of belts, which can be transversely adjusted by means of actuators.
- the folding box gluing machine contains a control device from which the actuators of the conveying elements, adhesive applicators and other machine components comprising transverse processing tools are controlled to take intended positions. These machine components are electronically coupled via the controller and are positioned depending on the type of box to be produced, while the conveying elements of the rotating station 9 remain stationary, so are not adjusted.
- the Fig. 2 shows the section of the rotating station 9 a folding box gluer according to FIG. 1 ,
- the actual rotary module 19 of the rotating station 9 which is shown here only schematically, on slats 17 which are fixed to the frame 18 of the rotating station 9, slidably mounted up or down.
- the actual conveying device of the rotary module 19 is not shown in detail. In this respect, with regard to the operation of the rotary module 19 expressly to the disclosure of EP 0 881 138 B1 directed.
- a further conveyor in the rotating station 9 is present.
- This consists of two belt conveyors 5, 5 ', each consisting of a lower conveyor belt 2, 2' and an upper conveyor belt 3, 3 ', between which the blanks are conveyed clamped consist.
- the belt conveyors 5, 5 ' are designed in a known manner and mounted on round cross members 20, so that they can be adjusted transversely adjustable to the respective cutting width.
- FIG. 2 shows the section of the rotating station 9 with lowered rotary module 19, so the rotary module in the active working position.
- the belt conveyors 5, 5 ' are transversely moved outwards and are located, for example, on the right and left of the rotary module 19 in an inactive parking position.
- the belt conveyors 5, 5 'can in this case also both be adjusted to the right or left next to the rotary module 19 in an inactive parking position.
- FIG. 3 In principle, of course, a lowering of the rotary module 19 below the conveying plane is possible. In both cases, it is only important that the rotary module 19 is removed from the conveyor plane for the blanks to an inactive parking position. In order to close the now emerging gap in the conveying plane, the belt conveyors are transversely moved from their lateral parking positions into an active conveying position. This makes it possible to supply blanks in which rotation is required to feed the rotation elements of the rotary module 19, or alternatively blanks in which rotation is not required, at increased speed by means of the belt conveyors 5, 5 'on the conveyor elements of the rotary module 19 to promote over.
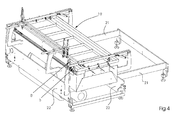
- FIGS. 4 and 5 show an alternative embodiment of the rotating station 9 with laterally displaceable rotary module 19th
- FIG. 4 shows the turning station 9 with the rotary module 19 in the active working position.
- the turning station 9 has a further conveying device. This consists in the present embodiment of two belt conveyors 5, 5, each consisting of a lower conveyor belt 2, 2 'and an upper conveyor belt 3, 3', between which the blanks are conveyed clamped consist.
- the belt conveyors 5.5 are executed in a known manner and mounted on round bars 20 so that they can be adjusted transversely adjustable to the respective blank width.
- the belt conveyors 5, 5 ' are shown to the left of the rotary module 19 in an inactive parking position. It is also possible to attach the belt conveyors 5, 5 'on the right side next to the rotary module 19 in the event that the rotary module 19 is to be shifted to the left on the rotary station 9 in an inactive parking position.
- the rotary module is in a lateral inactive parking position. Instead, the belt conveyors 5, 5 'were transversely displaced to an active conveying position on the round trusses 20.
- the additional conveyor is located on the underside of the rotary module 19.
- the rotary module 19 is in this case mounted about an axis in the conveying direction pivotally or rotatably mounted in the housing of the rotating station 9.
- the additional conveying device is simultaneously rotated from an inactive parking position into an active conveying position.
- the additional conveyor of belt conveyors 5, 5 ' exist.
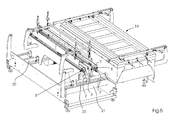
- FIGS. 6 and 7 Now show a further alternative, but in which no additional conveyor is necessary.
- the turning station can be moved out laterally, for example, on rails 23 from the folding box gluing machine assembly. This can either be left or, as in the FIGS. 6 and 7 shown, done to the right.
- the resulting gap is closed by the fact that the processing stations arranged in front of and / or behind the turning station are movably mounted in or against the conveying direction, for example in rails 24. By appropriate displacement, thus, the gap can be closed.
- the rotating station 9 is removed from the assembly of Faltschachtelklebemaschine and driven laterally in a parking position when it is not needed.
- the blanks can be promoted without disruption and at increased speed by the now shortened Faltschachtelklebemaschine.
- FIGS. 6 and 7 is the possibility of moving the arranged before the rotary module 19 processing stations shown in the conveying direction.
- the gap can be closed by moving these stations against the conveying direction.
Landscapes
- Making Paper Articles (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008047265A DE102008047265A1 (de) | 2008-09-12 | 2008-09-12 | Faltschachtelklebemaschine zur Herstellung von Faltschachteln aus Zuschnitten |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2163376A2 true EP2163376A2 (fr) | 2010-03-17 |
| EP2163376A3 EP2163376A3 (fr) | 2014-01-08 |
| EP2163376B1 EP2163376B1 (fr) | 2016-08-31 |
Family
ID=41402386
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09165937.5A Active EP2163376B1 (fr) | 2008-09-12 | 2009-07-21 | Machine de collage de boîte pliante destinée à la fabrication de boîtes pliantes à partir de coupes |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2163376B1 (fr) |
| DE (1) | DE102008047265A1 (fr) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102490394A (zh) * | 2011-11-10 | 2012-06-13 | 浙江中科包装机械有限公司 | 坯盒面纸全折耳方法及其全折耳机构 |
| WO2015044382A3 (fr) * | 2013-09-27 | 2015-06-18 | Jens Eckermann | Machine et procédé de pliage et de collage de flans servant à la fabrication de boîtes pliables |
| CN105109097A (zh) * | 2015-09-02 | 2015-12-02 | 刘定 | 一种自动内衬制盒机 |
| CN105835401A (zh) * | 2016-04-15 | 2016-08-10 | 惠州市胜晟包装设备有限公司 | 贴带糊箱一体机 |
| CN106438620A (zh) * | 2016-10-09 | 2017-02-22 | 梧州学院 | 一种新型全自动点胶机 |
| CN109334096A (zh) * | 2018-10-25 | 2019-02-15 | 宁夏金世纪包装印刷有限公司 | 一种自动灰板折弯装置 |
| CN115742445A (zh) * | 2022-11-16 | 2023-03-07 | 青岛三信包装科技有限公司 | 一种一体化折纸箱生产控制系统 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011012807A1 (de) † | 2010-08-31 | 2012-03-01 | Heidelberger Druckmaschinen Ag | Schwenkbare Inspektionsvorrichtung |
| DE102011008590A1 (de) * | 2011-01-14 | 2012-07-19 | Heidelberger Druckmaschinen Ag | Vorrichtung zum Ausrichten flacher Gegenstände, insbesondere von Faltschachtelzuschnitten |
| DE102021120511B4 (de) | 2021-08-06 | 2025-08-14 | Ahm Solutions Gmbh | Transfer- und Ausrichtmodul für Verpackungsmaterial sowie Verfahren zum Transferieren und Ausrichten von Verpackungsmaterial sowie dessen Verwendung |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0881138B1 (fr) | 1993-07-29 | 2002-10-02 | Eaton Corporation | Système avec soupape hydraulique avec levier de commande et son organe de commande |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE7233484U (de) * | 1975-04-24 | Windmoeller & Hoelscher | Drehvorrichtung zum Drehen der aus einer Schlauchbildemaschine austretenden Schlauchstücke | |
| CH423446A (fr) * | 1965-08-31 | 1966-10-31 | Bobst Fils Sa J | Mécanisme transporteur dans une machine pliant des découpes, par exemple de carton |
| DE2606391A1 (de) * | 1976-02-18 | 1977-08-25 | Wilhelmstal Werke Gmbh | Transportbahn, insbesondere an maschinen zum herstellen von papiersaecken |
| CH691298A8 (fr) * | 1997-05-30 | 2001-09-14 | Bobst Sa | DISPOSITIF TRANSPORTEUR à BANDE POUR ARTICLES OU EN PLAQUES DE FAIBLE MASSE SPèCIFIQUE. |
| US6126383A (en) * | 1998-06-09 | 2000-10-03 | Hk Systems, Inc. | Apparatus for the in-line turning of selected articles |
| DE10043991A1 (de) * | 2000-09-05 | 2002-04-04 | Jagenberg Diana Gmbh | Vorrichtung zum Drehen flacher Gegenstände, insbesondere von Faltschachtelzuschnitten |
| US20040223839A1 (en) * | 2003-05-09 | 2004-11-11 | Simkowski Donald J. | Apparatus and method for product palletizing |
| DE102004022217B8 (de) * | 2004-05-04 | 2015-12-31 | Masterwork Machinery Co., Ltd. | Faltschachtelklebemaschine zur Herstellung von Faltschachteln aus Zuschnitten |
| DE102006024657A1 (de) * | 2006-05-22 | 2008-01-03 | Minda Industrieanlagen Gmbh | Vorrichtung und Verfahren zum Drehen von Transportgütern |
-
2008
- 2008-09-12 DE DE102008047265A patent/DE102008047265A1/de not_active Withdrawn
-
2009
- 2009-07-21 EP EP09165937.5A patent/EP2163376B1/fr active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0881138B1 (fr) | 1993-07-29 | 2002-10-02 | Eaton Corporation | Système avec soupape hydraulique avec levier de commande et son organe de commande |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102490394A (zh) * | 2011-11-10 | 2012-06-13 | 浙江中科包装机械有限公司 | 坯盒面纸全折耳方法及其全折耳机构 |
| CN105764681B (zh) * | 2013-09-27 | 2018-10-16 | 克罗内斯股份公司 | 用于折叠和粘合用于制造折叠盒的裁剪件的机器和方法 |
| CN105764681A (zh) * | 2013-09-27 | 2016-07-13 | 延斯·埃克曼 | 用于折叠和粘合用于制造折叠盒的裁剪件的机器和方法 |
| WO2015044382A3 (fr) * | 2013-09-27 | 2015-06-18 | Jens Eckermann | Machine et procédé de pliage et de collage de flans servant à la fabrication de boîtes pliables |
| US10507944B2 (en) | 2013-09-27 | 2019-12-17 | Krones Ag | Machine and method for folding and adhesively bonding blanks for the production of folding boxes |
| CN105109097A (zh) * | 2015-09-02 | 2015-12-02 | 刘定 | 一种自动内衬制盒机 |
| CN105109097B (zh) * | 2015-09-02 | 2018-09-04 | 刘定 | 一种自动内衬制盒机 |
| CN105835401A (zh) * | 2016-04-15 | 2016-08-10 | 惠州市胜晟包装设备有限公司 | 贴带糊箱一体机 |
| CN105835401B (zh) * | 2016-04-15 | 2018-01-05 | 惠州市胜晟包装设备有限公司 | 贴带糊箱一体机 |
| CN106438620A (zh) * | 2016-10-09 | 2017-02-22 | 梧州学院 | 一种新型全自动点胶机 |
| CN106438620B (zh) * | 2016-10-09 | 2018-08-10 | 梧州学院 | 一种全自动点胶机 |
| CN109334096A (zh) * | 2018-10-25 | 2019-02-15 | 宁夏金世纪包装印刷有限公司 | 一种自动灰板折弯装置 |
| CN109334096B (zh) * | 2018-10-25 | 2020-04-14 | 宁夏金世纪包装印刷有限公司 | 一种自动灰板折弯装置 |
| CN115742445A (zh) * | 2022-11-16 | 2023-03-07 | 青岛三信包装科技有限公司 | 一种一体化折纸箱生产控制系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2163376B1 (fr) | 2016-08-31 |
| DE102008047265A1 (de) | 2010-04-15 |
| EP2163376A3 (fr) | 2014-01-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2163376B1 (fr) | Machine de collage de boîte pliante destinée à la fabrication de boîtes pliantes à partir de coupes | |
| EP2060514B1 (fr) | Dispositif destiné à faire tourner des objets plats, notamment des sections de boîte pliante | |
| DE102004022217B4 (de) | Faltschachtelklebemaschine zur Herstellung von Faltschachteln aus Zuschnitten | |
| DE19543860B4 (de) | Verfahren und Vorrichtung zum Formen geschlitzter und gefalzter Kartonformteile | |
| EP2422970B1 (fr) | Machine de collage de boîte pliante | |
| DE69516086T2 (de) | Vorrichtung und Verfahren zum Schneiden von Wellenpappenkartons | |
| EP2423137B1 (fr) | Dispositif de transport | |
| DE3424782C2 (fr) | ||
| DE69905820T2 (de) | Korrigierende Vorrichtung mit Rollen oder Riemen zur seitlichen Ausrichtung, während der Verarbeitung, von Gegenständen, wie in einer Falt-Leimmaschine teilweise gefalteten Blättern oder Zuschnitten | |
| DE202004021692U1 (de) | Falt- und Einfädelstation einer Faltschachtelklebemaschine | |
| WO1999062700A1 (fr) | Machine a coller les boites pliantes pour la production de boites pliantes a partir de decoupes | |
| DE69903307T2 (de) | Vorrichtung mit pneumatischen fingerelementen zum aufrichten von faltschachteln | |
| EP1593483B1 (fr) | Dispositif de collecte et de pressage dans une plieuse-colleuse | |
| EP1593485B1 (fr) | Plieuse-colleuse pour la production de boîtes pliantes à partir de flans | |
| EP2988926A1 (fr) | Poste de pliage et machine de collage de boîte pliante | |
| WO2023169873A1 (fr) | Dispositif et procédé de fabrication de contenants d'emballage | |
| DE3021442C2 (de) | Faltschachtelklebemaschine | |
| EP2396227A1 (fr) | Dispositif de coupe et de séparation | |
| EP0677473A2 (fr) | Dispositif pour plier ou similaire de cahiers de feuilles | |
| EP2176151B1 (fr) | Procédé et dispositif pour produire une bande pliée | |
| EP3228446B1 (fr) | Station de compression de lignes formant des rainures | |
| DE2654641A1 (de) | Verfahren zur einrichtung bzw. umruestung einer maschine zur herstellung von faltschachteln, faltkartons o.dgl. sowie maschine zur herstellung von faltschachteln, faltkartons o.dgl. | |
| DE588750C (de) | Maschine zum Vorbrechen und Zusammenfalten von Faltschachteln | |
| DE1116045B (de) | Maschine zum Herstellen von Schlauchstuecken fuer Schachteln | |
| DE102014010572A1 (de) | Faltschachtelklebemaschine mit Schneidestation |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B31B 3/00 20060101ALI20131204BHEP Ipc: B31B 1/26 20060101ALI20131204BHEP Ipc: B31B 1/02 20060101AFI20131204BHEP |
|
| 17P | Request for examination filed |
Effective date: 20140708 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MASTERWORK MACHINERY CO., LTD. |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B31B 3/00 20060101ALI20160211BHEP Ipc: B31B 1/02 20060101AFI20160211BHEP Ipc: B31B 1/26 20060101ALI20160211BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20160302 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009013011 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 824633 Country of ref document: AT Kind code of ref document: T Effective date: 20161015 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502009013011 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B31B0001020000 Ipc: B31B0050020000 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160831 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160831 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160831 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160831 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161201 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160831 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160831 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160831 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160831 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170102 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160831 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160831 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160831 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009013011 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20170601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160831 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170721 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20180330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170721 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170721 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20170731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170721 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170731 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 824633 Country of ref document: AT Kind code of ref document: T Effective date: 20170721 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170721 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160831 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20090721 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161231 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240129 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240721 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250724 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20250801 Year of fee payment: 17 |