EP2190607B1 - Werkzeugmaschine zur herstellung von verzahnungen an werkstücken und verfahren zur herstellung einer verzahnung an einem werkstück mittels einer werkzeugmaschine - Google Patents
Werkzeugmaschine zur herstellung von verzahnungen an werkstücken und verfahren zur herstellung einer verzahnung an einem werkstück mittels einer werkzeugmaschine Download PDFInfo
- Publication number
- EP2190607B1 EP2190607B1 EP08803126A EP08803126A EP2190607B1 EP 2190607 B1 EP2190607 B1 EP 2190607B1 EP 08803126 A EP08803126 A EP 08803126A EP 08803126 A EP08803126 A EP 08803126A EP 2190607 B1 EP2190607 B1 EP 2190607B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tool
- workpiece
- cold rolling
- machining
- chip removal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 238000000034 method Methods 0.000 title claims description 31
- 238000005097 cold rolling Methods 0.000 claims abstract description 176
- 238000003754 machining Methods 0.000 claims abstract description 69
- 238000005520 cutting process Methods 0.000 claims abstract description 42
- 238000004519 manufacturing process Methods 0.000 claims abstract description 9
- 238000006073 displacement reaction Methods 0.000 claims description 9
- 230000001360 synchronised effect Effects 0.000 claims description 6
- 230000001154 acute effect Effects 0.000 claims description 5
- 238000007493 shaping process Methods 0.000 claims 1
- 230000007704 transition Effects 0.000 description 34
- 238000005096 rolling process Methods 0.000 description 11
- 238000007790 scraping Methods 0.000 description 9
- 239000000463 material Substances 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21H—MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS
- B21H5/00—Making gear wheels, racks, spline shafts or worms
- B21H5/02—Making gear wheels, racks, spline shafts or worms with cylindrical outline, e.g. by means of die rolls
- B21H5/027—Making gear wheels, racks, spline shafts or worms with cylindrical outline, e.g. by means of die rolls by rolling using reciprocating flat dies, e.g. racks
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/10—Gear cutting
- Y10T409/109699—Gear cutting with work clamping
Definitions
- the invention relates to a machine tool for producing toothings on workpieces, comprising a workpiece holding device, a cold rolling device for producing a raw toothing on at least one workpiece held by the workpiece holding device by cold rolling, and a chip processing device for machining fine machining of the raw toothing of the at least one workpiece, which is held on the workpiece holding device.
- the invention further relates to a method for producing a toothing on a workpiece by means of a machine tool, in which a workpiece is clamped to a workpiece holder.
- WO 01/94048 A1 From the WO 01/94048 A1 is a cold rolling machine with two counter-driven, profiled rolling rods, which are each mounted on a slide on a guide and which are in engagement with a rotatably mounted between the rolling rods tool known. It is provided with a feed device with at least one feed drive over which the rolling rods are adjustable during the rolling operation in the direction of engagement.
- a cold rolling machine which comprises a first movable roll bar holder and a second movable roll bar holder. Via the roll bar holders, a first roll bar and a second roll bar of a roll bar pair are movable in opposite directions to each other in a guide direction and are in a direction of displacement transverse to the guide direction during a rolling operation adjustable. There is provided a workpiece holding device with a plurality of workpiece holders.
- From the DE 26 04 281 A1 is a machine for scraping and / or profiling the teeth of gears with a rotating, toothed tool for finishing the teeth, a part for supporting the gear along the axis of rotation, a drive motor for the rotational movement of the Tool, and a device for effecting a mutual relative movement of the axes of rotation of the tool and the wheel to be machined known.
- the device at least two orthogonal movements can be generated by motors, each of which, as well as the drive motor for the rotational movement of the tool, has its own electronic control circuit connected to a setpoint generator.
- a tool for spin forming a workpiece with a toothing which has a profiling contour with tool teeth whose tooth height extends from a tool foot circle to a tool tip circle, between which tool tooth flanks are arranged, which as a negative to the force transmitting tooth flank regions of the workpiece are formed.
- a head-side end of the tool tooth flanks is clearly spaced from the tool head circle, on the tool tooth is formed between the head-side end of the tool tooth flanks and the tool tip circle, a head portion of the tool tooth, which tapers towards the tool tip circle, a foot-side end the tool tooth flanks are clearly spaced from the tool base circle, and between the foot-side ends of opposing tool tooth flanks of two tool teeth and the tool foot circle, a groove region is arranged, which tapers towards the tool base circle.
- the invention has for its object to provide a machine tool of the type mentioned, by means of which can produce teeth of high quality in a simple way.
- This task is based on the DE 2054740 According to the invention solved in that a transition means is provided, through which a workpiece from a cold rolling tool to a chip tool upon engagement of the raw toothing is transferable, and that the transition means has a toothing.
- a "cold rolling station” and a “chip processing station” are formed on a machine tool.
- a cold rolling process is a forming process in which the material of the workpiece is displaced into free spaces of the cold rolling tools.
- a rough toothing can be produced quickly by cold rolling.
- Subsequent chip processing gives a high quality of teeth.
- the quality of the teeth can be improved, for example, by (at least) 20 ⁇ m to 30 ⁇ m.
- corresponding workpieces can be used as gear teeth workpieces.
- the machine tool can be easily formed because the respective machining methods have similar kinematics as cold rolling methods.
- a transition device is provided, by means of which a workpiece can be transferred from a cold-rolling tool to a cutting tool upon engagement of the raw toothing. It can be achieved by the fact that the manufactured raw toothing does not get out of engagement with a tool toothing. As a result, the workpiece orientation is not lost. As a result, the fine machining can be carried out quickly, since no preparation time for the new discovery of the workpiece orientation is necessary.
- the transition means has a corresponding toothing to maintain the engagement.
- the transition device can be considered as a tool that allows the transition between cold rolling and machining.
- the workpiece holding device comprises at least one workpiece holder on which a workpiece is rotatably fixable about a workpiece axis. It can then in a cold rolling process and also in a Chip machining process a rotation of the workpiece driven by tools done.
- the workpiece holding device has at least one displacement device, by means of which a workpiece is displaceable coaxially or parallel to a workpiece axis in one direction. This makes it possible to transfer a workpiece by displacement of the workpiece holding device in the chip processing device.
- the workpiece holding device has at least one pivoting device, by means of which an angular position of a workpiece for the machining fine machining is adjustable. By pivoting the workpiece can be this with appropriate Transfer training of tools from the cold rolling device in the chip processing device.
- the angular position is adjustable relative to a movement axis of cold rolling tools.
- the axis of motion can, if circular tools are used, be an axis of rotation, or a linear axis, if oppositely moving flat tools are used.
- the angular position is adjustable relative to a chip tool.
- the defined chip machining can be performed as a fine machining.
- At least one cold rolling tool combination with the first cold rolling tool and the second cold rolling tool is provided, wherein the cold rolling tools are synchronously driven movable.
- the cold rolling tools are synchronously driven movable.
- the tool holding device is in particular designed such that at least one workpiece can be positioned between the first cold rolling tool and the second cold rolling tool.
- the first cold rolling tool and the second cold rolling tool are flat tools and in particular cold rolling rods. It is possible that the corresponding cold rolling rods have a uniform profile or a varying profile adapted to the raw toothing to be produced.
- the movement axis for the reciprocating movement of the first cold rolling tool and the second cold rolling tool is preferably perpendicular to a workpiece axis in order to effect a cold rolling.
- first cold rolling tool and the second cold rolling tool are round tools.
- a rotation axis is parallel to a workpiece axis.
- a feed device via which the first cold rolling tool and the second cold rolling tool can be delivered to the workpiece in a direction transverse to a workpiece axis. This makes it possible, for example, to use cold rolling rods with a uniform profile. It is in this context on the WO 01/94048 A1 referenced, to which reference is expressly made.
- the at least one cutting tool may, for example, be a scraper tool or an impact tool or skiving tool or hobbing tool or gear honing tool. It can then be carried out in time of the cold rolling process a fine machining a manufactured raw toothing in the same clamping.
- the at least one cutting tool is a flat tool or a round tool.
- an active surface of the at least one chip tool is oriented at an acute angle to a workpiece axis.
- the angle adjustment can be done by positioning and / or forming the at least one chip tool and / or positioning of the workpiece to be machined. In the latter case, for example, a pivoting of the workpiece takes place after the cold rolling process.
- the toothing of the transition device is designed such that it has such a large clearance and has such a small tooth width that the workpiece can be transferred from the cold rolling tool to the at least one chip tool without the workpiece coming out of engagement.
- the transition of the workpiece can be done by linear movement and / or pivoting.
- the transition device between the cold rolling tool and the at least one cutting tool is arranged to allow an effective and thus time-saving transition.
- At least one tool which has a cold rolling track as a profile track and a track for chip processing as a cutting track.
- a cold rolling process the cold rolling track is used, and during machining, the corresponding track is used for chip processing. The transition can then be carried out in a simple manner.
- a transition track (a transition device) is then arranged between the cold rolling track and the track track, in order to allow an effective transition of the workpiece, without having to disengage.
- the cold rolling track and the track track are arranged one behind the other with respect to a tool movement axis.
- tool movement during cold rolling only the cold rolling track is brought into operative engagement with the workpiece. After the completion of the cold rolling operation, such a shift occurs that only the chip track is engaged during machining.
- the cold rolling track and the chip track are arranged on a common strip and in particular form a combination tool.
- a certain area of this strip is brought into operative engagement with the workpiece.
- machining another area is brought into operative engagement.
- the bar can be easily moved by one or more carriages and in particular reciprocate.
- the cold rolling track and the chip track are arranged next to one another and in particular parallel with respect to a tool movement axis. In a cold rolling process then acts only the cold rolling track on the workpiece. For the chip track to be able to act on the workpiece, the workpiece or the tool must be displaced in the direction of separation of the cold rolling track and the chip track.
- the cold rolling track and the chip track are arranged on different bars. It is also possible in principle that they are arranged on the same strip and form a combination tool.
- the invention is further based on the object to provide a method of the type mentioned, with which can produce gears of high quality in an effective manner.
- a rough toothing is produced by cold rolling by means of a first cold rolling tool and a second cold rolling tool, the raw toothing is machined by means of at least one chip tool on the same machine tool in the same clamping and the workpiece to the at least one chip tool is moved over a transition toothing, wherein the transition teeth causes the workpiece remains engaged.
- the method according to the invention has the advantages already explained in connection with the machine tool according to the invention.
- the first cold rolling tool and the second cold rolling tool are synchronously moved.
- the synchronous movement can be an oppositely directed linear movement or a rotational movement in the same direction.
- the cold rolling tools are synchronized.
- the cold rolling tools are formed with a varying profile, which allows the preparation of the corresponding raw teeth. It is advantageous if the first cold rolling tool and the second cold rolling tool are delivered to the workpiece during cold rolling in a direction transverse to a tool movement axis and transversely to a workpiece axis become. As a result, for example, cold rolling rods with the same profile over the length of the cold rolling rods can be used to produce the raw toothing.
- the workpiece is rotatably clamped. It is then driven by the movement of the cold rolling tools, which are in operative engagement with the workpiece in its rotational movement.
- the workpiece is pivoted after cold rolling with a workpiece axis and / or moved linearly. This makes it possible to bring at least one cutting tool in engagement with the workpiece.
- the workpiece is moved to the at least one cutting tool on a transition toothing, wherein the transition toothing causes the workpiece remains in engagement.
- the fine machining is a butting and / or scraping and / or hobbing and / or hobbing and / or gear honing. This makes it possible to produce a toothing of high quality, which can be used for example as a gear toothing.
- FIG. 1 An embodiment of a machine tool according to the invention, which in FIG. 1 shown there and designated as a whole by 10, comprises a machine base frame 12, via which the machine tool 10 is set up on a substrate. With the machine base frame 12, a C-shaped frame 14 is connected.
- This frame 14 has a first holding region 16 and an opposite second holding region 18.
- the two holding regions 16 and 18 are connected to one another via a connecting region 20.
- the first holding region 16 protrudes beyond the connection region 20 in a transverse direction z.
- the second holding portion 18 protrudes beyond the connecting portion 20 in the transverse direction z.
- the first holding region 16 and the second holding region 18 thereby each form holding jaws, on each of which a first tool holder 22 (on the first holding region 16) and a second tool holder 24 (on the second holding region 18) are movably held.
- the two tool holders 22, 24 are opposite each other. One or more tools can be fixed to these.
- a workpiece holding device 25 is arranged with one or a plurality of workpiece holders 27 which are fixed on the connecting region 20 at least on one side ( FIG. 2 ).
- a workpiece 29 is used in each case, wherein it is rotatably supported by the workpiece holder about a workpiece axis 31 on the machine tool 10, so that a cold rolling process for producing a raw toothing on the workpiece 29 and a machining fine machining of the raw toothing feasible is.
- the connecting region 20 opposite a reinforcing tab 30 is disposed between the first holding portion 16 and the second holding portion 18. In the area of the workpiece holder, this has a continuous opening 32, through which tailstock parts of a workpiece holder 27 can in particular pass.
- the tool holders 22 and 24 are each movable in a longitudinal direction x and in the transverse direction y relative to the longitudinal direction x.
- first holding region 16 and the second holding region 18 each have an inclined guideway 34 or 36, on which a first wedge slide 38 or a second wedge slide 40 is guided.
- the guideway 34 is inclined with respect to the direction x by an acute angle.
- the guide track 36 of the second holding area 18 is parallel to the guide track 34 of the first holding area 16.
- the distance of the tool holder 22, 24 set in the direction y.
- recesses 42, 44 are formed in the holding areas 16 and 18, in which guide rails 46, 48 of the respective wedge slides 38, 40 are immersed.
- tools 26a, 26b and 28a, 28b can be aligned with a workpiece in the direction y.
- the tools 26a, 26b and 28a, 28b can be adjusted radially with respect to the workpiece during a rolling operation and during a machining fine machining.
- a first tool slide 50 is guided linearly displaceable in the direction x.
- a second tool slide 52 is guided linearly displaceably in the direction x on the second wedge slide 40, wherein the guide directions of the two tool slides 50, 52 are aligned in parallel.
- the tools 26 a, 26 b and 28 a, 28 b directly FIG. 2 ), ie are immovably fixed to these.
- the wedge slides 38, 40 have guideways 54, 56 facing each other. On each of these sit the tool slides 50, 52, wherein their movement is driven in the x direction.
- the corresponding drives are not shown in the drawing. It is in this context on the WO 01/94048 A1 respectively. US 2004/0007034 A1 Referenced.
- the tool slides 50 and 52 which are spaced apart in the y-direction, are driven in synchronism in opposite directions; upon movement of the tool carriage 50 in the + x direction, the other tool carriage 52 moves in the -x direction and vice versa.
- the tools 26a, 26b, 28a, 28b can be moved in the x-direction and y-direction via the tool holders 22, 24.
- the movement in the y-direction can be carried out in particular during a machining operation.
- the tool carriages 50 and 52 are driven driven on their respective guideways 54, 56.
- the wedge slides 38, 40 are driven driven on their respective guideways 34, 36.
- a tool carriage 50, 52 may hold a tool or a plurality of tools. If a plurality of tools are held, then different profile machining operations can be performed on a workpiece sequentially. In particular, different types of profiles can be introduced with appropriate tool training or a profile can be rough (by cold rolling) and fine machining (by machining), without an external tool change and a workpiece clamping must be performed.
- the tool carriage 52 (and corresponding to the tool carriage 50) has a fixing device for one or more tools.
- About the fixing device or the tools in an x-position, y-position and z-position on the tool carriage 52 are firmly positioned.
- several tools can be positioned one behind the other in the x-direction.
- a transverse offset in the z-direction is possible or a height offset in the y-direction is possible. This results in extensive possibilities for the production of profiles on a workpiece.
- the machine tool 10 has a control device 60 (in FIG FIG. 1 shown schematically).
- This control device 60 is arranged, for example, in a control box.
- the machine tool 10 can be controlled via the control device 60.
- the movement of the tool holders 22 and 24 in the direction x and the delivery in the direction y can be controlled.
- the position of the tool slides 50 and 52 can be controlled with respect to the selection of the tools (26a and 28a or 26b and / or 28b).
- a workpiece holder 27 comprises in each case a first abutment element 62 and a second abutment element 64 with respective abutment tips 66, 68, between which a workpiece 29 can be clamped.
- a clamped workpiece 29 is rotatable about the axis 70 of the corresponding workpiece holder 27.
- the axis 27 of the corresponding workpiece holder 64 lies between the tips 66 and 68.
- the axis of rotation 31 of a workpiece 29, which is clamped in the corresponding workpiece holder 27, is a workpiece axis and coincides with this axis 70.
- a workpiece holder 27 has, for example, a stationary headstock part, on which the first abutment element 62 is arranged or formed is. Furthermore, a workpiece holder 27 has a tailstock part, on which the second abutment element 64 is formed or arranged. The tailstock part is movable in a direction that is particularly parallel to the axis 70, movable. About the tailstock part can be a workpiece 29 in the associated workpiece holder 27 brace.
- the workpiece holder 27 can be displaceable and / or pivotable as a whole, as will be explained below.
- the workpiece holding device 25 comprises a pivoting device 72, via which the workpiece holder 27 is pivotable about a pivot axis 74 and thereby an angular position of the axis 70 and thus the workpiece axis is adjustable relative to the x-direction.
- the machine tool 10 comprises a cold rolling device 76, by means of which a rough toothing can be produced by cold rolling on the workpiece 29. Furthermore, it comprises a chip processing device 78, via which, after production of the raw toothing, fine machining of the raw toothing can be carried out by a metal-cutting process.
- a combination tool 80 which comprises the tools 26a and 26b is arranged on the first tool carriage 50.
- a tool 82 is arranged, which comprises the tools 28a and 28b.
- the tool 26a of the combination tool 80 is a cold rolling tool, in particular in the form of a cold rolling jaw with a profile which is predetermined by the raw toothing to be produced.
- the tool 26b of the combination tool 80 is a cutting tool such as a punch tool or a scraping tool.
- the tool 26a forms a first cold rolling tool.
- the tools 26a and 26b are arranged on the same bar of the combination tool 80, wherein they are arranged one behind the other in the x-direction and are spaced therefrom.
- a transition device 84 is arranged between the cold rolling tool 26a and the chip tool 26b.
- This is designed as a transition toothing, which allows a transition of the workpiece 29 from the first cold rolling tool 26a on the chip 26b without the workpiece 29 is disengaged, that is, the raw toothing on the workpiece 29, which via the cold rolling tools 26a and 28a has been manufactured, remains in engagement with the transition teeth 84 during the transfer into the toothing of the cutting tool 26b.
- the toothing of the transition device 84 based on the (raw) toothing of the workpiece 29, which is produced by cold rolling, such a large game and such a small tooth width, that the transition is made possible.
- the tool 28a is a second cold rolling tool.
- the tools 26a and 28a form a cold rolling tool combination, between which the workpiece 29 is positioned.
- the corresponding workpiece blank is clamped to the workpiece holder 27.
- the axis of rotation 31 and the workpiece axis 70 are aligned transversely and in particular perpendicular to the x-direction in the z-direction.
- the cold rolling tools 26a and 28a move in a synchronous manner in the x direction during a cold rolling operation, being delivered to the workpiece 29 in the y direction.
- the cutting tool 26b or 28b does not come into contact with the workpiece 29 during the cold rolling operation.
- the cold rolling process is in the FIGS. 2 (a), (b) and (c) schematically represents.
- the cold rolling tools 26a and 28a are moved synchronously in opposite directions via their respective workpiece slides 50 and 52.
- the cold rolling tools 26a and 28a have a profiling.
- the tools 26 a and 28 a simultaneously impinge on the workpiece 29.
- Cold rolling is a tensionless forming technique. Gears can be produced much faster with cold rolling than by machining.
- the tools 26a and 28a can be formed with a constant tread depth. It is in this context on the WO 01/94048 A1 and the WO 2006/045566 A1 Referenced.
- the combination tool 80 is displaced so that it is no longer in engagement with the workpiece 29.
- the workpiece 29 is brought via the pivoting device 72 in a pivotal position, that is, the axis 31 and thus the workpiece axis 70 is in a finite angle (angle not equal to 0 ° and not equal to 90 °) brought the x-direction.
- this finite angle is an acute angle.
- the cutting tool 26b is moved on the workpiece 29, wherein a delivery in the y-direction takes place.
- the cutting tool 26b performs a fine machining on the raw toothing. There is a rolling and a transverse movement. The cutting edges of the tool 26b are inclined to the workpiece 29.
- Fine machining improves the quality of the teeth. For example, it has been shown that the toothing quality for gear teeth during cold rolling is too low by approximately 20 ⁇ m to 30 ⁇ m. By machining with the tool 26b a gear quality is achieved, which is sufficient for example for gear teeth.
- the cutting tool 26b is designed, for example, as an impact tool or scraping tool.
- the cold rolling process and the machining process basically have a similar kinematics.
- the cold rolling can be performed on the same machine tool 10 via the cold rolling device 76 for producing the rough gear teeth 86 and the subsequent cutting fine machining by the chip processing device 78 without having to change the chucking (clamping) of the workpiece 29.
- the carriages 50 and 52 are synchronously reciprocated during cold rolling. During chip machining, the carriage 50, which holds the chip tool 26b, is moved back and forth. Both times there is a y-delivery to the workpiece.
- transition device 84 Via the transition device 84, a transition from the cold rolling tools 26a, 28a to the cutting tool 26b can be carried out, wherein the pivoting is made possible; the manufactured raw toothing 86 is not disengaged from the combination tool 80, so that the workpiece orientation is not lost.
- the tool carriages 50 and 52 are only moved such that the cold rolling tools 26a and 28a are in constant operative connection with the workpiece 29.
- the combination tool 80 (after moving away from the combination tool 82) is only moved so far that only the cutting tool 26b acts on the workpiece 29.
- both the combination tools 80 and 82 has a cutting tool.
- a uniform wear can be achieved if both the combination tools 80 and 82 each have a chip tool and for uniform tool wear these are used alternately (for different workpieces).
- the combination tool has traces lying one behind the other in the x-direction, namely the profile track of the cold rolling tool 26a and the Schnelldenspur of the cutting tool 26b, which are connected by the transition means 84.
- a first cold rolling tool 88 is held on the first tool carriage 50. Furthermore, a chip tool 90 is held parallel to the first cold rolling tool 88 on the first tool slide 50.
- the first cold rolling tool 88 has a profile track which lies parallel to a cutting track of the cutting tool 90.
- the first cold rolling tool 88 and the cutting tool 90 are formed on separate strips. It is also possible in principle that they are formed on the same strip and in particular are arranged on a combination tool.
- a workpiece holding device 94 on which the workpiece holder 27 is arranged (which basically has the same configuration as described above), has a displacement device 96, by means of which a workpiece is displaceable coaxially or parallel to the axis 70 of the workpiece holder 27, and in particular in the Direction is displaceable.
- a pivoting device corresponding to the pivoting device 72 is provided for adjusting the pivoting position of the workpiece axis 70 with respect to the x-direction.
- a transition device can be provided between the first cold rolling tool 88 and the cutting tool 90, in order to enable transfer without disengaging the toothing.
- the toothing production is carried out as described above, that is, it is first carried out on the cold rolling tools 88 and 92, a cold rolling process for producing the raw toothing 86. Then, the raw gear portion is brought into operative engagement with the cutting tool 90, which performs the fine machining of the raw toothing.
- the cutting tool 90 in turn is, for example, an impact tool or a scraping tool or hobbing tool or skiving tool or gear honing tool.
- the tools are flat tools (flat jaw tools) and in particular cold rolling rods and cutting bars (such as scraper bars).
- the cold rolling tool 98 it is also possible for the cold rolling tool 98 according to the invention to use a cold rolling rod as the first cold rolling tool 98 and also a cold rolling rod as the second cold rolling tool 100.
- a chip tool 102 a round tool is used, which is rotatable about an axis 104 and in particular rotatable.
- the axis 104 is arranged in particular at an angle (and in particular acute angle) to the axis 70 of the workpiece holder 27.
- a cold rolling process by means of the cold rolling bars 98 and 100 (FIG. FIG. 6 ). Subsequently, the produced raw toothing is brought into operative engagement with the cutting tool 104 by displacement in the z-direction. This then performs a machining fine machining of the raw toothing, for example by pushing or scraping.
- first cold rolling tool 106 a round tool (cold rolling) is used and as a second cold rolling tool 108 also a round tool (cold roll) is used, which are rotatable about axes of rotation 107 and 109, respectively.
- the cutting tool 110 may be a flat tool or a round tool.
- a "conventional" cold rolling process is initially carried out with opposed cold-rolling tools driven oppositely in opposite directions (in the case of flat tools) or in the same direction (in circular tools).
- the cold rolling tools can be linear oppositely moving flat tools or cylindrical tools rotated in the same direction.
- the cold rolling process is a chipless forming process.
- a transition to a cutting tool such as a scraping tool or impact tool is performed in the same machine tool.
- the workpiece is linearly moved and / or pivoted by a transition device with a transition toothing.
- the cold rolling tools are brought out of operative engagement with the workpiece.
- chip machining takes place, which improves the quality of the teeth.
- the chip processing is carried out by linear movement (in particular reciprocating motion) of the cutting tool or by a rotational movement in each case with y-delivery. For example, by bumping and / or scraping and / or hobbing and / or skiving and / or gear honing to obtain a quality of the toothing, which is suitable for example for gear teeth.
- flat tools or round tools can be used for cold rolling.
- a suitable flat tool or round tool can be used for the fine machining.
- Cold rolling and chip processing are performed one after the other.
- a change in the angular position is necessary. This can be done by changing the angular position of the workpiece and / or by adjusting the angular position of the chip tool.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Gear Processing (AREA)
- Turning (AREA)
- Forging (AREA)
Description
- Die Erfindung betrifft eine Werkzeugmaschine zur Herstellung von Verzahnungen an Werkstücken, umfassend eine Werkstückhalteeinrichtung, eine Kaltwalzeinrichtung zur Herstellung einer Roh-Verzahnung an mindestens einem durch die Werkstückhalteeinrichtung gehaltenen Werkstück durch Kaltwalzen, und eine Spanbearbeitungseinrichtung zur spanenden Feinbearbeitung der Roh-Verzahnung des mindestens einen Werkstücks, welches an der Werkstückhalteeinrichtung gehalten ist.
- Die Erfindung betrifft ferner ein Verfahren zur Herstellung einer Verzahnung an einem Werkstück mittels einer Werkzeugmaschine, bei dem ein Werkstück an einem Werkstückhalter eingespannt wird.
- Aus der
WO 01/94048 A1 - Aus der
WO 2006/045566 A1 ist eine Kaltwalzmaschine bekannt, welche einen ersten beweglichen Walzstangenhalter und einen zweiten beweglichen Walzstangenhalter umfasst. Über die Walzstangenhalter sind eine erste Walzstange und eine zweite Walzstange eines Walzstangen-Paars in einer Führungsrichtung gegenläufig zueinander beweglich und diese sind in einer Verstellungsrichtung quer zur Führungsrichtung während eines Walzvorgangs verstellbar. Es ist eine Werkstückhalteeinrichtung mit einer Mehrzahl von Werkstückhaltern vorgesehen. - Aus der
DE 26 04 281 A1 ist eine Maschine zum Schaben und/oder Profilrollen der Verzahnung von Zahnrädern mit einem rotierenden, gezahnten Werkzeug zum Fertigbearbeiten der Zähne, einem Teil zum Tragen des Zahnrads längs dessen Rotationsachse, einem Antriebsmotor für die Rotationsbewegung des Werkzeugs, und einer Vorrichtung zum Bewirken einer gegenseitigen Relativbewegung der Rotationsachsen des Werkzeugs und des zu bearbeitenden Rades bekannt. Über die Vorrichtung sind mindestens zwei orthogonale Bewegungen durch Motoren erzeugbar, von denen jeder, ebenso wie der Antriebsmotor für die Rotationsbewegung des Werkzeugs, einen eigenen, mit einem Sollgröße-Generator verbundenen elektronischen Regelkreis aufweist. - Aus der
DE 196 50 350 C2 ist ein Werkzeug zum Drückwalzen eines Werkstücks mit einer Verzahnung bekannt, welches eine profilgebende Kontur mit Werkzeugzähnen aufweist, deren Zahnhöhe sich von einem Werkzeug-Fußkreis bis zu einem Werkzeug-Kopfkreis erstreckt, zwischen denen Werkzeug-Zahnflanken angeordnet sind, welche als ein Negativ zu den kraftübertragenden Zahnflankenbereichen des Werkstücks ausgebildet sind. Ein kopfseitiges Ende der Werkzeug-Zahnflanken ist von dem Werkzeug-Kopfkreis deutlich beabstandet, am Werkzeugzahn ist zwischen dem kopfseitigen Ende der Werkzeug-Zahnflanken und dem Werkzeug-Kopfkreis ein Kopfbereich des Werkzeugzahns ausgebildet, der sich zum Werkzeug-Kopfkreis hin verjüngt, ein fußseitiges Ende der Werkzeug-Zahnflanken ist von dem Werkzeug-Fußkreis deutlich beabstandet und zwischen den fußseitigen Enden sich gegenüberliegender Werkzeug-Zahnflanken zweier Werkzeugzähne und dem Werkzeug-Fußkreis ist ein Nutbereich angeordnet, der sich zum Werkzeug-Fußkreis hin verjüngt. - Aus der
DE3 20 54 740 , welche die Basis für den Oberbegriff der Ansprüche 1 und 14 bildet, ist eine Zahnradwalzmaschine mit um die werkstückachse drehbarer Aufspannvorrichtung für das sich am Walzwerkzeug abwälzende Werkstück bekannt. Es ist mindestens ein mit dem in der Aufspannvorrichtung gehaltenen Werkstück in Eingriff bringbares Schneidwerkzeug zum spanabhebenden Entfernen des beim Walzen aufgestauchten und über die Sollkontur hinausragenden Werkstoffs vorgesehen. - Der Erfindung liegt die Aufgabe zugrunde, eine Werkzeugmaschine der eingangs genannten Art bereitzustellen, mittels welcher sich auf einfache Weise Verzahnungen hoher Qualität herstellen lassen.
- Diese Aufgabe wird ausgehend von der
DE 2054740 erfindungsgemäß dadurch gelöst, dass eine Übergangseinrichtung vorgesehen ist, durch welche ein Werkstück von einem Kaltwalzwerkzeug zu einem Spanwerkzeug bei Eingriff der Roh-Verzahnung transferierbar ist, und dass die Übergangseinrichtung eine Verzahnung aufweist. - Bei der erfindungsgemäßen Lösung ist an einer Werkzeugmaschine eine "Kaltwalzstation" und eine "Spanbearbeitungsstation" gebildet. Es lassen sich dadurch schnell und effektiv Verzahnungen hoher Qualität erzeugen. Ein Kaltwalzvorgang ist ein Umformvorgang, bei dem Werkstoff des Werkstücks in Freiräume der Kaltwalzwerkzeuge verdrängt wird. Eine Roh-Verzahnung lässt sich durch Kaltwalzen schnell herstellen. Durch eine anschließende Spanbearbeitung erhält man eine hohe Verzahnungsqualität. Die Verzahnungsqualität lässt sich beispielsweise um (mindestens) 20 µm bis 30 µm verbessern. Dadurch können beispielsweise entsprechende Werkstücke als Getriebeverzahnungs-Werkstücke eingesetzt werden.
- Wenn spezielle Spanbearbeitungsvorgänge wie Stoßen oder Schaben verwendet werden, dann lässt sich die Werkzeugmaschine auf einfache Weise ausbilden, da die entsprechenden Bearbeitungsverfahren eine ähnliche Kinematik wie Kaltwalzverfahren aufweisen.
- Es ist eine Übergangseinrichtung vorgesehen, durch welche ein Werkstück von einem Kaltwalzwerkzeug zu einem Spanwerkzeug bei Eingriff der Roh-Verzahnung transferierbar ist. Es lässt sich dadurch erreichen, dass die hergestellte Roh-Verzahnung nicht außer Eingriff mit einer Werkzeugverzahnung gerät. Dadurch geht die Werkstückorientierung nicht verloren. Dadurch lässt sich die Feinbearbeitung schnell durchführen, da keine Vorbereitungszeit zur Neuauffindung der Werkstückorientierung notwendig ist.
- Die Übergangseinrichtung weist eine entsprechende Verzahnung auf, um den Eingriff beizubehalten. Die Übergangseinrichtung kann als Werkzeug angesehen werden, welches den Übergang zwischen Kaltwalzen und Spanen ermöglicht.
- Günstig ist es, wenn die Werkstückhalteeinrichtung mindestens einen Werkstückhalter umfasst, an dem ein Werkstück um eine Werkstückachse drehbar fixierbar ist. Es kann dann bei einem Kaltwalzvorgang und auch bei einem Spanbearbeitungsvorgang eine Drehung des Werkstücks angetrieben über Werkzeuge erfolgen.
- Günstig ist es, wenn die Werkstückhalteeinrichtung mindestens eine Verschiebungseinrichtung aufweist, durch welche ein Werkstück in einer Richtung koaxial oder parallel zu einer Werkstückachse verschieblich ist. Dadurch ist es möglich, ein Werkstück durch Verschieben von der Werkstückhalteeinrichtung in die Spanbearbeitungseinrichtung zu überführen.
- Alternativ oder zusätzlich ist es möglich, dass die Werkstückhalteeinrichtung mindestens eine Schwenkeinrichtung aufweist, durch welche eine Winkelstellung eines Werkstücks für die spanende Feinbearbeitung einstellbar ist. Durch Verschwenkung des Werkstücks lässt sich dieses bei entsprechender Ausbildung von Werkzeugen von der Kaltwalzeinrichtung in die Spanbearbeitungseinrichtung überführen.
- Es ist dann insbesondere vorgesehen, dass die Winkelstellung relativ zu einer Bewegungsachse von Kaltwalzwerkzeugen einstellbar ist. Die Bewegungsachse kann dabei, wenn Rundwerkzeuge verwendet werden, eine Drehachse sein, oder eine lineare Achse, wenn gegensinnig bewegte Flachwerkzeuge verwendet werden.
- Es ist ferner günstig, wenn die Winkelstellung relativ zu einem Spanwerkzeug einstellbar ist. Dadurch kann die definierte Spanbearbeitung als Feinbearbeitung durchgeführt werden.
- Insbesondere ist mindestens eine Kaltwalzwerkzeugkombination mit dem ersten Kaltwalzwerkzeug und dem zweiten Kaltwalzwerkzeug vorgesehen, wobei die Kaltwalzwerkzeuge synchron angetrieben beweglich sind. Durch eine entsprechende synchronisierte Bewegung lässt sich ein Kaltwalzvorgang mit einem Werkstück zwischen den Kaltwalzwerkzeugen durchführen.
- Die Werkzeughalteeinrichtung ist insbesondere so ausgebildet, dass mindestens ein Werkstück zwischen dem ersten Kaltwalzwerkzeug und dem zweiten Kaltwalzwerkzeug positionierbar ist.
- Bei einem Ausführungsbeispiel sind das erste Kaltwalzwerkzeug und das zweite Kaltwalzwerkzeug Flachwerkzeuge und insbesondere Kaltwalzstangen. Es ist dabei möglich, dass die entsprechenden Kaltwalzstangen ein gleichmäßiges Profil oder ein variierendes Profil angepasst an die herzustellende Roh-Verzahnung aufweisen.
- Die Bewegungsachse für die Hin- und Herbewegung des ersten Kaltwalzwerkzeugs und des zweiten Kaltwalzwerkzeugs liegt dabei vorzugsweise senkrecht zu einer Werkstückachse, um eine Kaltwalzumformung zu bewirken.
- Es ist auch möglich, dass das erste Kaltwalzwerkzeug und das zweite Kaltwalzwerkzeug Rundwerkzeuge sind.
- Es ist dann insbesondere vorgesehen, dass eine Drehachse parallel zu einer Werkstückachse ist.
- Günstig ist es, wenn eine Zustellungseinrichtung vorgesehen ist, über welche das erste Kaltwalzwerkzeug und das zweite Kaltwalzwerkzeug dem Werkstück in einer Richtung quer zu einer Werkstückachse zustellbar sind. Dadurch lassen sich beispielsweise Kaltwalzstangen mit gleichmäßigem Profil verwenden. Es wird in diesem Zusammenhang auf die
WO 01/94048 A1 - Ganz besonders vorteilhaft ist es, wenn mindestens ein Spanwerkzeug für die spanende Feinbearbeitung vorgesehen ist. Das mindestens eine Spanwerkzeug kann beispielsweise ein Schaberwerkzeug oder ein Stoßwerkzeug oder Wälzschälwerkzeug oder Wälzfräswerkzeug oder Verzahnungshonwerkzeug sein. Es lässt sich dann zeitlich dem Kaltwalzvorgang nachgeordnet eine Feinbearbeitung einer hergestellten Roh-Verzahnung in der gleichen Aufspannung durchführen.
- Es ist dabei möglich, dass das mindestens eine Spanwerkzeug ein Flachwerkzeug ist oder ein Rundwerkzeug.
- Es ist ferner vorgesehen, dass eine Wirkfläche des mindestens einen Spanwerkzeugs in einem spitzen Winkel zu einer Werkstückachse orientiert ist. Dadurch lässt sich ein entsprechender spanender Vorgang durchführen, um eine Feinbearbeitung der Roh-Verzahnung realisieren zu können.
- Die Winkeleinstellung kann durch Positionierung und/oder Ausbildung des mindestens einen Spanwerkzeugs und/oder Positionierung des zu bearbeitenden Werkstücks erfolgen. Im letzteren Falle erfolgt beispielsweise eine Verschwenkung des Werkstücks nach dem Kaltwalzvorgang.
- Insbesondere ist die Verzahnung der Übergangseinrichtung so ausgebildet, dass sie ein so großes Spiel aufweist und eine derart geringe Verzahnungsbreite aufweist, dass das Werkstück vom Kaltwalzwerkzeug zum mindestens einen Spanwerkzeug transferierbar ist, ohne dass das Werkstück außer Eingriff kommt. Der Übergang des Werkstücks kann dabei durch lineare Bewegung und/oder Verschwenken erfolgen.
- Insbesondere ist die Übergangseinrichtung zwischen dem Kaltwalzwerkzeug und dem mindestens einen Spanwerkzeug angeordnet, um einen effektiven und damit zeitsparenden Übergang zu ermöglichen.
- Bei einer Ausführungsform ist mindestens ein Werkzeug vorgesehen, welches eine Kaltwalzspur als Profilspur und eine Spur zur Spanbearbeitung als Schneidenspur aufweist. Bei einem Kaltwalzvorgang wird die Kaltwalzspur verwendet und bei der Spanbearbeitung wird die entsprechende Spur zur Spanbearbeitung verwendet. Der Übergang lässt sich dann auf einfache Weise durchführen.
- Insbesondere ist dann zwischen der Kaltwalzspur und der Spanspur eine Übergangsspur (einer Übergangseinrichtung) angeordnet, um einen effektiven Übergang des Werkstücks zu ermöglichen, ohne dass ein Außereingriffbringen erfolgen muss.
- Es ist dabei möglich, dass die Kaltwalzspur und die Spanspur bezogen auf eine Werkzeugbewegungsachse hintereinander angeordnet sind. Bei der Werkzeugbewegung beim Kaltwalzen wird dabei nur die Kaltwalzspur in Wirkeingriff mit dem Werkstück gebracht. Nach Beendigung des Kaltwalzvorgangs erfolgt eine derartige Verschiebung, dass bei der Spanbearbeitung nur die Spanspur in Eingriff gebracht wird.
- Es ist dabei möglich, dass die Kaltwalzspur und die Spanspur an einer gemeinsamen Leiste angeordnet sind und insbesondere ein Kombinationswerkzeug bilden. Beim Kaltwalzen wird nur ein bestimmter Bereich dieser Leiste in Wirkeingriff mit dem Werkstück gebracht. Bei der Spanbearbeitung wird ein anderer Bereich in Wirkeingriff gebracht. Die Leiste lässt sich durch ein oder mehrere Schlitten auf einfache Weise bewegen und insbesondere hin- und herbewegen.
- Es kann auch vorgesehen sein, dass die Kaltwalzspur und die Spanspur bezogen auf eine Werkzeugbewegungsachse nebeneinander und insbesondere parallel angeordnet sind. Bei einem Kaltwalzvorgang wirkt dann nur die Kaltwalzspur auf das Werkstück. Damit die Spanspur auf das Werkstück wirken kann, muss das Werkstück oder das Werkzeug in der Abstandsrichtung der Kaltwalzspur und der Spanspur verschoben werden.
- Es ist dabei möglich, dass die Kaltwalzspur und die Spanspur an unterschiedlichen Leisten angeordnet sind. Es ist grundsätzlich auch möglich, dass sie an der gleichen Leiste angeordnet sind und ein Kombinationswerkzeug bilden. Der Erfindung liegt ferner die Aufgabe zugrunde, ein Verfahren der eingangs genannten Art bereitzustellen, mit dem sich auf effektive Weise Verzahnungen hoher Qualität herstellen lassen.
- Diese Aufgabe wird erfindungsgemäß dadurch gelöst, dass eine Roh-Verzahnung durch Kaltwalzen mittels eines ersten Kaltwalzwerkzeuges und eines zweiten Kaltwalzwerkzeuges hergestellt wird, die Roh-Verzahnung mittels mindestens eines Spanwerkzeugs an derselben Werkzeugmaschine in der gleichen Aufspannung feinbearbeitet wird und das Werkstück an das mindestens eine Spanwerkzeug über eine Übergangsverzahnung gefahren wird, wobei die Übergangsverzahnung bewirkt, dass das Werkstück in Eingriff bleibt.
- Das erfindungsgemäße Verfahren weist die bereits im Zusammenhang mit der erfindungsgemäßen Werkzeugmaschine erläuterten Vorteile auf.
- Weitere vorteilhafte Ausgestaltungen des erfindungsgemäßen Verfahrens wurden ebenfalls bereits im Zusammenhang mit der erfindungsgemäßen Werkzeugmaschine erläutert.
- Beim Kaltwalzen werden das erste Kaltwalzwerkzeug und das zweite Kaltwalzwerkzeug synchron bewegt. Die synchrone Bewegung kann dabei eine gegensinnige Linearbewegung oder eine gleichsinnige Drehbewegung sein. Die Kaltwalzwerkzeuge sind dabei synchronisiert.
- Es ist dabei grundsätzlich möglich, dass die Kaltwalzwerkzeuge (wenn es sich um Flachwerkzeuge handelt) mit einem variierenden Profil ausgebildet sind, welches die Herstellung der entsprechenden Roh-Verzahnung ermöglicht. Vorteilhaft ist es, wenn das erste Kaltwalzwerkzeug und das zweite Kaltwalzwerkzeug beim Kaltwalzen in einer Richtung quer zu einer Werkzeug-Bewegungsachse und quer zu einer Werkstückachse dem Werkstück zugestellt werden. Dadurch lassen sich beispielsweise Kaltwalzstangen mit gleichem Profil über die Länge der Kaltwalzstangen verwenden, um die Roh-Verzahnung herzustellen.
- Insbesondere ist das Werkstück drehbar eingespannt. Es wird dann durch die Bewegung der Kaltwalzwerkzeuge, welche in Wirkeingriff mit dem Werkstück stehen, in seiner Drehbewegung angetrieben.
- Insbesondere wird das Werkstück nach dem Kaltwalzen mit einer Werkstückachse verschwenkt und/oder linear verschoben. Dadurch ist es möglich, mindestens ein Spanwerkzeug in Eingriff mit dem Werkstück zu bringen.
- Günstig ist es, wenn das Werkstück nach dem Kaltwalzen mit seiner Roh-Verzahnung an mindestens ein Spanwerkzeug gefahren wird. Es ist dadurch realisierbar, dass die Werkstückorientierung nicht verloren geht.
- Das Werkstück wird an das mindestens eine Spanwerkzeug an einer Übergangsverzahnung gefahren, wobei die Übergangsverzahnung bewirkt, dass das Werkstück in Eingriff bleibt.
- Beispielsweise ist die Feinbearbeitung eine Stoßbearbeitung und/oder Schabbearbeitung und/oder Wälzschälbearbeitung und/oder Wälzfräsbearbeitung und/oder Verzahnungshonbearbeitung. Es lässt sich dadurch eine Verzahnung hoher Qualität herstellen, welche beispielsweise als Getriebeverzahnung verwendbar ist.
- Die nachfolgende Beschreibung bevorzugter Ausführungsformen dient im Zusammenhang mit den Zeichnungen der näheren Erläuterung der Erfindung. Es zeigen:
- Figur 1
- eine schematische Darstellung eines Ausführungsbeispiels einer erfindungsgemäßen Werkzeugmaschine;
- Figur 2(a)
- eine vergrößerte Darstellung eines Teilbereichs der Werkzeug- maschine gemäß
Figur 1 bei einem Kaltwalzvorgang; - Figur 2(b)
- eine Schnittansicht längs der Linie b-b gemäß
Figur 2(a) ; - Figur 2(c)
- eine Vorderansicht auf den Bereich gemäß
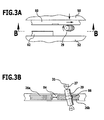
Figur 2(a) ; - Figur 3(a)
- die gleiche Ansicht wie
Figur 2(a) , jedoch bei einer Span- bearbeitung; - Figur 3(b)
- eine Schnittansicht längs der Linie b-b gemäß
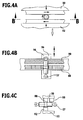
Figur 3(a) ; - Figur 4(a)
- eine Teilansicht ähnlich
Figur 2(a) bei einem weiteren Aus- führungsbeispiel einer erfindungsgemäßen Werkzeugmaschine bei einem Kaltwalzvorgang; - Figur 4(b)
- eine Schnittansicht längs der Linie b-b gemäß
Figur 4(a) ; - Figur 4(c)
- eine Vorderansicht auf den Bereich gemäß
Figur 4(a) ; - Figur 5(a)
- die gleiche Ansicht wie in
Figur 4(a) bei einer Span- bearbeitung; - Figur 5(b)
- eine Schnittansicht längs der Linie b-b gemäß
Figur 5(a) ; - Figur 6(a)
- eine vergrößerte Ansicht eines Teilbereichs eines weiteren Ausführungsbeispiels einer erfindungsgemäßen Werkzeug- maschine bei einem Kaltwalzvorgang;
- Figur 6(b)
- eine Schnittansicht längs der Linie b-b gemäß
Figur 6(a) ; - Figur 6(c)
- Vorderansicht auf den Bereich gemäß
Figur 6(a) ; - Figur 7(a)
- die gleiche Ansicht wie in
Figur 6(a) bei einem Span- bearbeitungsvorgang ; - Figur 7(b)
- eine Schnittansicht längs der Linie b-b gemäß
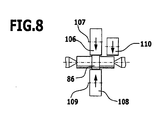
Figur 7(a) ; und - Figur 8
- eine Teildarstellung eines weiteren Ausführungsbeispiels einer erfindungsgemäßen Werkzeugmaschine.
- Ein Ausführungsbeispiel einer erfindungsgemäßen Werkzeugmaschine, welches in
Figur 1 gezeigt und dort als Ganzes mit 10 bezeichnet ist, umfasst ein Maschinengrundgestell 12, über welches die Werkzeugmaschine 10 auf einem Untergrund aufgestellt ist. Mit dem Maschinengrundgestell 12 ist ein C-förmiges Gestell 14 verbunden. - Dieses Gestell 14 weist einen ersten Haltebereich 16 und einen gegenüberliegenden zweiten Haltebereich 18 auf. Die beiden Haltebereiche 16 und 18 sind über einen Verbindungsbereich 20 miteinander verbunden. Der erste Haltebereich 16 ragt dabei in einer Querrichtung z über den Verbindungsbereich 20 hinaus. Ebenso ragt der zweite Haltebereich 18 in der Querrichtung z über den Verbindungsbereich 20 hinaus. Der erste Haltebereich 16 und der zweite Haltebereich 18 bilden dadurch jeweils Haltebacken, an denen jeweils ein erster Werkzeughalter 22 (an dem ersten Haltebereich 16) und ein zweiter Werkzeughalter 24 (an dem zweiten Haltebereich 18) beweglich gehalten sind. Die beiden Werkzeughalter 22, 24 liegen einander gegenüber. An diesen lassen sich jeweils ein oder mehrere Werkzeuge fixieren.
- Zwischen den Werkzeughaltern 22 und 24 ist eine Werkstückhalteeinrichtung 25 mit einem oder einer Mehrzahl von Werkstückhaltern 27 angeordnet, welche an dem Verbindungsbereich 20 mindestens einseitig fixiert sind (
Figur 2 ). In einen Werkstückhalter 27 ist jeweils ein Werkstück 29 einsetzbar, wobei es durch den Werkstückhalter drehbar um eine Werkstückachse 31 an der Werkzeugmaschine 10 gehalten ist, damit ein Kaltwalzvorgang zur Herstellung einer Roh-Verzahnung an dem Werkstück 29 und eine spanende Feinbearbeitung der Roh-Verzahnung durchführbar ist. - Dem Verbindungsbereich 20 gegenüberliegend ist zwischen dem ersten Haltebereich 16 und dem zweiten Haltebereich 18 eine Verstärkungslasche 30 angeordnet. Diese weist im Bereich der Werkstückhalter eine durchgehende Öffnung 32 auf, durch die insbesondere Reitstockteile eines Werkstückhalters 27 hindurchtauchen können.
- Bei dem gezeigten Ausführungsbeispiel sind die Werkzeughalter 22 und 24 jeweils in einer Längsrichtung x und in der Querrichtung y zur Längsrichtung x beweglich.
- Der erste Haltebereich 16 und der zweite Haltebereich 18 weisen dazu jeweils eine schräge Führungsbahn 34 bzw. 36 auf, an der ein erster Keilschlitten 38 bzw. ein zweiter Keilschlitten 40 geführt ist. Die Führungsbahn 34 ist gegenüber der Richtung x um einen spitzen Winkel geneigt. Die Führungsbahn 36 des zweiten Haltebereichs 18 liegt parallel zur Führungsbahn 34 des ersten Haltebereichs 16.
- Je nach Stellung der Keilschlitten 38, 40 auf ihren Führungsbahnen 34, 36 lässt sich der Abstand der Werkzeughalter 22, 24 in der Richtung y einstellen.
- Zur Führung der Keilschlitten 38, 40 sind in den Haltebereichen 16 und 18 beispielsweise Ausnehmungen 42, 44 gebildet, in denen Führungsleisten 46, 48 der jeweiligen Keilschlitten 38, 40 eingetaucht sind.
- Über die Führung der Keilschlitten 38, 40 lassen sich Werkzeuge 26a, 26b und 28a, 28b einem Werkstück in der Richtung y zustellen. Insbesondere lassen sich die Werkzeuge 26a, 26b und 28a, 28b während eines Walzvorgangs und während einer spanenden Feinbearbeitung in Radialrichtung mit Bezug zum Werkstück verstellen.
- Die Bewegung der Keilschlitten 38, 40 auf ihren Führungsbahnen 34 bzw. 36 ist angetrieben. Es ist dazu ein entsprechender Antrieb vorgesehen (in der Zeichnung nicht gezeigt). Bezüglich der Ausbildung des Antriebs wird auf die
WO 01/94048 A1 US 2004/0007034 A1 Bezug genommen. - An dem ersten Keilschlitten 38 ist ein erster Werkzeugschlitten 50 in der Richtung x linearverschieblich geführt. Ferner ist an dem zweiten Keilschlitten 40 ein zweiter Werkzeugschlitten 52 in der Richtung x linearverschieblich geführt, wobei die Führungsrichtungen der beiden Werkzeugschlitten 50, 52 parallel ausgerichtet sind. Auf den Werkzeugschlitten 50, 52 sitzen die Werkzeuge 26a, 26b bzw. 28a, 28b direkt (
Figur 2 ), d.h. sind an diesen unbeweglich fixiert. - Zur Führung der Werkzeugschlitten 50, 52 weisen die Keilschlitten 38, 40 einander zugewandte Führungsbahnen 54, 56 auf. Auf diesen sitzen jeweils die Werkzeugschlitten 50, 52, wobei deren Bewegung in der x-Richtung angetrieben ist. Die entsprechenden Antriebe sind in der Zeichnung nicht gezeigt. Es wird in diesem Zusammenhang auf die
WO 01/94048 A1
US 2004/0007034 A1 Bezug genommen. - Bei der Bearbeitung eines Werkstückes sind die in der y-Richtung beabstandeten Werkzeugschlitten 50 und 52 gegenläufig synchron angetrieben; bei der Bewegung des Werkzeugschlittens 50 in der +x-Richtung bewegt sich der andere Werkzeugschlitten 52 in die -x-Richtung und umgekehrt.
- Über die Werkzeughalter 22, 24 lassen sich die Werkzeuge 26a, 26b, 28a, 28b in der x-Richtung und y-Richtung bewegen. Die Bewegung in der y-Richtung lässt sich insbesondere auch während eines Bearbeitungsvorgangs durchführen. Zur Bewegung in der x-Richtung werden die Werkzeugschlitten 50 und 52 auf ihren jeweiligen Führungsbahnen 54, 56 angetrieben bewegt. Zur Bewegung in der y-Richtung werden die Keilschlitten 38, 40 auf ihren jeweiligen Führungsbahnen 34, 36 angetrieben verschoben.
- Ein Werkzeugschlitten 50, 52 kann ein Werkzeug oder eine Mehrzahl von Werkzeugen halten. Wenn eine Mehrzahl von Werkzeugen gehalten ist, dann können an einem Werkstück unterschiedliche Profilbearbeitungsvorgänge nacheinander durchgeführt werden. Insbesondere lassen sich bei entsprechender Werkzeugausbildung unterschiedliche Arten von Profilen einbringen bzw. ein Profil lässt sich Grobbearbeiten (durch Kaltwalzen) und Feinbearbeiten (durch spanende Bearbeitung), ohne dass ein externer Werkzeugwechsel und eine Werkstückumspannung durchgeführt werden muss.
- Der Werkzeugschlitten 52 (und entsprechend der Werkzeugschlitten 50) weist eine Fixierungseinrichtung für ein oder mehrere Werkzeuge auf. Über die Fixierungseinrichtung sind das oder die Werkzeuge in einer x-Position, y-Position und z-Position an dem Werkzeugschlitten 52 fest positionierbar. Beispielsweise sind mehrere Werkzeuge in der x-Richtung hintereinander positionierbar. Auch ein Querversatz in der z-Richtung ist möglich oder ein Höhenversatz in der y-Richtung ist möglich. Dadurch ergeben sich umfangreiche Möglichkeiten zur Herstellung von Profilen an einem Werkstück.
- Die Werkzeugmaschine 10 weist eine Steuerungseinrichtung 60 auf (in
Figur 1 schematisch gezeigt). Diese Steuerungseinrichtung 60 ist beispielsweise in einem Schaltkasten angeordnet. Über die Steuerungseinrichtung 60 lässt sich die Werkzeugmaschine 10 steuern. Insbesondere lässt sich die Bewegung der Werkzeughalter 22 und 24 in der Richtung x und die Zustellung in der Richtung y steuern. Ferner lässt sich die Position der Werkzeugschlitten 50 und 52 bezüglich der Auswahl der Werkzeuge (26a und 28a bzw. 26b und/oder 28b) steuern. - Ein Werkstückhalter 27 umfasst jeweils ein erstes Anlageelement 62 und ein zweites Anlageelement 64 mit jeweiligen Anlagespitzen 66, 68, zwischen welchen ein Werkstück 29 einspannbar ist. Ein eingespanntes Werkstück 29 ist dabei um die Achse 70 des entsprechenden Werkstückhalters 27 drehbar. Die Achse 27 des entsprechenden Werkstückhalters 64 liegt zwischen den Spitzen 66 und 68. Die Drehachse 31 eines Werkstücks 29, welches in den entsprechenden Werkstückhalter 27 eingespannt ist, ist eine Werkstückachse und fällt mit dieser Achse 70 zusammen.
- Ein Werkstückhalter 27 weist beispielsweise einen feststehenden Spindelstockteil auf, an welchem das erste Anlageelement 62 angeordnet oder gebildet ist. Ferner weist ein Werkstückhalter 27 einen Reitstockteil auf, an dem das zweite Anlageelement 64 gebildet ist oder angeordnet ist. Der Reitstockteil ist in einer Richtung, welche insbesondere parallel zur Achse 70 ausgerichtet ist, beweglich. Über den Reitstockteil lässt sich ein Werkstück 29 in dem zugeordneten Werkstückhalter 27 verspannen. Der Werkstückhalter 27 kann als Ganzes verschieblich und/oder schwenkbar sein, wie unten noch erläutert wird.
- Bei einem Ausführungsbeispiel (
Figuren 2 und3 ) umfasst die Werkstückhalteeinrichtung 25 eine Schwenkeinrichtung 72, über welche der Werkstückhalter 27 um eine Schwenkachse 74 schwenkbar ist und dadurch eine Winkelstellung der Achse 70 und damit der Werkstückachse relativ zur x-Richtung einstellbar ist. - Die Werkzeugmaschine 10 umfasst eine Kaltwalzeinrichtung 76, über welche sich an dem Werkstück 29 eine Roh-Verzahnung durch Kaltwalzen herstellen lässt. Ferner umfasst sie eine Spanbearbeitungseinrichtung 78, über welche nach Herstellung der Roh-Verzahnung sich eine Feinbearbeitung der Roh-Verzahnung durch ein spanabhebendes Verfahren durchführen lässt.
- Zur Bildung der Kaltwalzeinrichtung 76 ist an dem ersten Werkzeugschlitten 50 ein Kombinationswerkzeug 80 angeordnet, welches die Werkzeuge 26a und 26b umfasst. An dem zweiten Werkstückschlitten 52 ist ein Werkzeug 82 angeordnet, welches die Werkzeuge 28a und 28b umfasst. Das Werkzeug 26a des Kombinationswerkzeugs 80 ist ein Kaltwalzwerkzeug insbesondere in Form einer Kaltwalzbacke mit einem Profil, welches durch die herzustellende Roh-Verzahnung vorgegeben ist. Das Werkzeug 26b des Kombinationswerkzeugs 80 ist ein Spanwerkzeug wie beispielsweise ein Stoßwerkzeug oder ein Schabwerkzeug. Das Werkzeug 26a bildet ein erstes Kaltwalzwerkzeug.
- Die Werkzeuge 26a und 26b sind an der gleichen Leiste des Kombinationswerkzeugs 80 angeordnet, wobei sie in der x-Richtung hintereinander angeordnet sind und dabei beabstandet sind.
- Zwischen dem Kaltwalzwerkzeug 26a und dem Spanwerkzeug 26b ist eine Übergangseinrichtung 84 angeordnet. Diese ist als Übergangsverzahnung ausgebildet, welche einen Übergang des Werkstücks 29 von dem ersten Kaltwalzwerkzeug 26a auf das Spanwerkzeug 26b erlaubt, ohne dass das Werkstück 29 außer Eingriff gerät, das heißt die Roh-Verzahnung an dem Werkstück 29, welche über die Kaltwalzwerkzeuge 26a und 28a hergestellt wurde, bleibt in Eingriff mit der Übergangsverzahnung 84 bei der Überführung in die Verzahnung des Spanwerkzeugs 26b.
- Die Verzahnung der Übergangseinrichtung 84 weist bezogen auf die (Roh-)Verzahnung des Werkstücks 29, welche durch Kaltwalzen hergestellt wird, ein so großes Spiel auf und eine derart geringe Verzahnungsbreite auf, dass der Übergang ermöglicht ist.
- Das Werkzeug 28a ist ein zweites Kaltwalzwerkzeug. Die Werkzeuge 26a und 28a bilden dabei eine Kaltwalzwerkzeugkombination, zwischen welchen das Werkstück 29 positioniert ist.
- Es ist prinzipiell ausreichend, dass nur eines der Kombinationswerkzeuge 80 oder 82 ein Spanwerkzeug (26b oder 28b) aufweist.
- Zur Herstellung der Roh-Verzahnung an dem Werkstück 29 wird der entsprechende Werkstückrohling an dem Werkstückhalter 27 eingespannt. Die Drehachse 31 und die Werkstückachse 70 sind dabei quer und insbesondere senkrecht zur x-Richtung in z-Richtung ausgerichtet.
- Die Kaltwalzwerkzeuge 26a und 28a bewegen sich bei einem Kaltwalzvorgang gegensinnig synchron in der x-Richtung, wobei sie in der y-Richtung dem Werkstück 29 zugestellt werden. Das Spanwerkzeug 26b bzw. 28b kommt während des Kaltwalzvorgangs nicht in Berührung mit dem Werkstück 29.
- Der Kaltwalzvorgang ist in den
Figuren 2(a), (b) und (c) schematisch darstellt. - Beim Kaltwalzen werden die Kaltwalzwerkzeuge 26a und 28a über ihre jeweiligen Werkstückschlitten 50 und 52 gegenläufig synchron bewegt. Die Kaltwalzwerkzeuge 26a und 28a weisen eine Profilierung auf. Die Werkzeuge 26a und 28a treffen gleichzeitig auf das Werkstück 29 auf. Zunächst durch Reibschluss und dann durch Formschluss wird das Werkstück um die Achse 31 in eine Drehung versetzt. Werkstoff wird in Freiräume der profilierten Werkzeuge 26a, 28a verdrängt. Das Kaltwalzen ist eine spannlose Umformtechnik. Verzahnungen lassen sich mit Kaltwalzen sehr viel schneller herstellen als durch spanabhebende Bearbeitung.
- Bei einem Ausführungsbeispiel mit Zustellung in der y-Richtung lassen sich die Werkzeuge 26a und 28a mit gleich bleibender Profiltiefe ausbilden. Es wird in diesem Zusammenhang auf die
WO 01/94048 A1 WO 2006/045566 A1 Bezug genommen. - Nach Beendigung des Kaltwalzvorgangs wird, wie in
Figur 3 schematisch gezeigt, das Werkstück 29, welches jetzt eine Roh-Verzahnung 86 aufweist, in das Werkzeug 26b (Spanwerkzeug) überführt. Dies erfolgt durch eine Verschiebung des Kombinationswerkzeugs 80. Weiterhin wird das Kombinationswerkzeug 82 so verschoben, dass es nicht mehr in Eingriff mit dem Werkstück 29 steht. Während der Verschiebung des Werkstücks 29 in dem Übergangsbereich 84 wird das Werkstück 29 über die Schwenkeinrichtung 72 in eine Schwenkstellung gebracht, das heißt die Achse 31 und damit auch die Werkstückachse 70 wird in einen endlichen Winkel (Winkel ungleich 0° und ungleich 90°) zu der x-Richtung gebracht. Insbesondere ist dieser endliche Winkel ein spitzer Winkel. - Für die Feinbearbeitung der Roh-Verzahnung 86 wird das Spanwerkzeug 26b an dem Werkstück 29 verfahren, wobei eine Zustellung in der y-Richtung erfolgt.
- Das Spanwerkzeug 26b führt eine Feinbearbeitung an der Roh-Verzahnung durch. Es erfolgt ein Abwalzen und eine Querbewegung. Die Schneiden des Werkzeugs 26b liegen schräg zum Werkstück 29.
- Bei der Feinbearbeitung wird die Verzahnungsqualität verbessert. Es hat sich beispielsweise gezeigt, dass die Verzahnungsqualität für Getriebeverzahnungen beim Kaltwalzen um ca. 20 µm bis 30 µm zu gering ist. Durch die Spanbearbeitung mit dem Werkzeug 26b wird eine Verzahnungsqualität erreicht, die beispielsweise für Getriebeverzahnungen ausreichend ist.
- Das Spanwerkzeug 26b ist beispielsweise als Stoßwerkzeug oder Schabwerkzeug ausgebildet.
- Der Kaltwalzvorgang und die spanende Bearbeitung haben grundsätzlich eine ähnliche Kinematik. Dadurch lässt sich das Kaltwalzen über die Kaltwalzeinrichtung 76 zur Herstellung der Roh-Verzahnung 86 und die anschließende spanende Feinbearbeitung durch die Spanbearbeitungseinrichtung 78 an der gleichen Werkzeugmaschine 10 durchführen, ohne dass die Einspannung (Aufspannung) des Werkstücks 29 geändert werden muss. Die Schlitten 50 und 52 werden beim Kaltwalzen synchron hin- und herbewegt. Bei der Spanbearbeitung wird der Schlitten 50, welcher das Spanwerkzeug 26b hält, hin- und hergefahren. Beide Male erfolgt eine y-Zustellung zum Werkstück.
- Über die Übergangseinrichtung 84 lässt sich ein Übergang von den Kaltwalzwerkzeugen 26a, 28a zu dem Spanwerkzeug 26b durchführen, wobei die Verschwenkung ermöglicht ist; die hergestellte Roh-Verzahnung 86 wird nicht außer Eingriff an dem Kombinationswerkzeug 80 gebracht, so dass die Werkstückorientierung nicht verloren geht.
- Wenn nach der Beendigung des Kaltwalzvorgangs bei der Verschiebung des Kombinationswerkzeugs 80 das Ende des Werkzeugs 26a erreicht ist, dann kann ein Schwenkvorgang des Werkstücks 29 eingeleitet werden, der bis zum Erreichen des Beginns des Spanwerkzeugs 26b beendet sein muss. Bei der Bewegung über die Übergangsverzahnung der Übergangseinrichtung 84 muss der Zwangslauf zwischen Vorschubbewegung des Kombinationswerkzeugs 80 in x-Richtung und Schwenkbewegung des Werkstücks 29 durch die Schwenkeinrichtung 72 nur relativ ungenau realisiert werden.
- Während eines Kaltwalzvorgangs werden die Werkzeugschlitten 50 und 52 nur derart bewegt, dass die Kaltwalzwerkzeuge 26a und 28a in ständiger Wirkverbindung mit dem Werkstück 29 sind. Während der spanenden Feinbearbeitung wird das Kombinationswerkzeug 80 (nach Wegfahren des Kombinationswerkzeugs 82) nur soweit bewegt, dass lediglich das Spanwerkzeug 26b auf das Werkstück 29 wirkt.
- Wie oben erwähnt, ist es möglich, dass nur eines der Kombinationswerkzeuge 80 und 82 ein Spanwerkzeug aufweist. Eine gleichmäßige Abnutzung lässt sich erreichen, wenn sowohl die Kombinationswerkzeuge 80 als auch 82 jeweils ein Spanwerkzeug aufweisen und zur gleichmäßigen Werkzeugabnutzung diese alternierend (bei unterschiedlichen Werkstücken) eingesetzt werden.
- Das Kombinationswerkzeug weist in x-Richtung hintereinander liegende Spuren auf, nämlich die Profilspur des Kaltwalzwerkzeugs 26a und die Schneldenspur des Spanwerkzeugs 26b, welche durch die Übergangseinrichtung 84 verbunden sind.
- Bei einem weiteren Ausführungsbeispiel, welches in den
Figuren 4 und5 schematisch gezeigt ist, ist an dem ersten Werkzeugschlitten 50 ein erstes Kaltwalzwerkzeug 88 gehalten. Ferner ist parallel zu dem ersten Kaltwalzwerkzeug 88 an dem ersten Werkzeugschlitten 50 ein Spanwerkzeug 90 gehalten. Das erste Kaltwalzwerkzeug 88 weist eine Profilspur auf, welche parallel zu einer Schneidenspur des Spanwerkzeugs 90 liegt. Das erste Kaltwalzwerkzeug 88 und das Spanwerkzeug 90 sind an getrennten Leisten gebildet. Es ist grundsätzlich auch möglich, dass sie an der gleichen Leiste gebildet sind und insbesondere an einem Kombinationswerkzeug angeordnet sind. - An dem zweiten Werkzeugschlitten 52 ist ein zweites Kaltwalzwerkzeug 92 gehalten. Eine Werkstückhalteeinrichtung 94, an welcher der Werkstückhalter 27 angeordnet ist (welcher grundsätzlich gleich ausgebildet ist wie oben beschrieben), weist eine Verschiebungseinrichtung 96 auf, durch welche ein Werkstück koaxial oder parallel zu der Achse 70 des Werkstückhalters 27 verschieblich ist und insbesondere in der z-Richtung verschieblich ist.
- Zusätzlich ist eine Schwenkeinrichtung entsprechend der Schwenkeinrichtung 72 zur Einstellung der Schwenkposition der Werkstückachse 70 bezogen auf die x-Richtung vorgesehen.
- Dadurch kann, wie in
Figur 5(b) schematisch gezeigt, nach Durchführung eines Kaltwalzvorgangs mittels der Kaltwalzwerkzeuge 88 und 92 das Werkstück mit dem hergestellten Roh-Verzahnungsbereich 86 an das Spanwerkzeug 90 verschoben werden. Die Kaltwalzwerkzeuge 88 und 92 sind dabei außer Eingriff gebracht. - Erfindungsgemäß ist dabei zwischen dem ersten Kaltwalzwerkzeug 88 und dem Spanwerkzeug 90 eine Übergangseinrichtung vorgesehen sein, um eine Überführung ohne Außereingriffbringen der Verzahnung zu ermöglichen.
- Ansonsten erfolgt die Verzahnungsherstellung wie oben beschrieben, das heißt es wird zunächst über die Kaltwalzwerkzeuge 88 und 92 ein Kaltwalzvorgang zur Herstellung der Roh-Verzahnung 86 durchgeführt. Dann wird der Roh-Verzahnungsbereich in Wirkeingriff mit dem Spanwerkzeug 90 gebracht, welches die Feinbearbeitung der Roh-Verzahnung durchführt. Das Spanwerkzeug 90 wiederum ist beispielsweise ein Stoßwerkzeug oder ein Schabwerkzeug oder Wälzfräswerkzeug oder Wälzschälwerkzeug oder Verzahnungshonwerkzeug.
- Bei den Ausführungsbeispielen gemäß den
Figuren 2 bis 5 sind die Werkzeuge Flachwerkzeuge (Flachbackenwerkzeuge) und insbesondere Kaltwalzstangen und Spanstangen (wie Schaberstangen). - Es ist grundsätzlich auch möglich, dass für das erfindungsgemäße Verfahren zum Kaltwalzen als erstes Kaltwalzwerkzeug 98 eine Kaltwalzstange eingesetzt wird und als zweites Kaltwalzwerkzeug 100 ebenfalls eine Kaltwalzstange. Als Spanwerkzeug 102 wird ein Rundwerkzeug eingesetzt, welches um eine Achse 104 drehbar und insbesondere rotierbar ist. Die Achse 104 ist dabei insbesondere in einem Winkel (und insbesondere spitzen Winkel) zu der Achse 70 des Werkstückhalters 27 angeordnet.
- Es erfolgt zunächst ein Kaltwalzvorgang mittels der Kaltwalzstangen 98 und 100 (
Figur 6 ). Anschließend wird durch Verschiebung in der z-Richtung die hergestellte Roh-Verzahnung in Wirkeingriff mit dem Spanwerkzeug 104 gebracht. Dieses führt dann eine spanende Feinbearbeitung der Roh-Verzahnung beispielsweise durch Stoßen oder Schaben durch. - Es ist beispielsweise auch möglich, wie in
Figur 8 angedeutet, dass als erstes Kaltwalzwerkzeug 106 ein Rundwerkzeug (Kaltwalzrolle) eingesetzt wird und als zweites Kaltwalzwerkzeug 108 ebenfalls ein Rundwerkzeug (Kaltwalzrolle) eingesetzt wird, welche um Drehachsen 107 bzw. 109 rotierbar sind. - Bei einem Kaltwalzvorgang werden diese zur Herstellung der Roh-Verzahnung 86 zugestellt.
- Nach dem Kaltwalzvorgang wird wie oben beschrieben der Roh-Verzahnungsbereich 86 in Wirkeingriff mit einem Spanwerkzeug 110 gebracht. Das Spanwerkzeug 110 kann ein Flachwerkzeug oder ein Rundwerkzeug sein.
- Bei dem erfindungsgemäßen Verfahren wird zunächst ein "konventioneller" Kaltwalzprozess mit gegenüberliegenden synchron bewegten gegenläufig (bei Flachwerkzeugen) oder gleichsinnig (bei Rundwerkzeugen) angetriebenen Kaltwalzwerkzeugen durchgeführt. Die Kaltwalzwerkzeuge können dabei linear entgegengesetzt bewegte Flachwerkzeuge oder gleichsinnig rotierte Rundwerkzeuge sein. Der Kaltwalzvorgang ist ein spanloser Umformprozess.
- Mit der gleichen Aufspannung des Werkstücks, welches jetzt eine Roh-Verzahnung aufweist, wird in derselben Werkzeugmaschine ein Übergang auf ein Spanwerkzeug wie beispielsweise ein Schabwerkzeug oder Stoßwerkzeug durchgeführt. Dazu wird beispielsweise das Werkstück durch eine Übergangseinrichtung mit einer Übergangsverzahnung linear verfahren und/oder verschwenkt. Die Kaltwalzwerkzeuge werden dabei außer Wirkeingriff mit dem Werkstück gebracht. Nach Erreichen des Spanwerkzeugs erfolgt eine Spanbearbeitung, durch welche die Verzahnungsqualität verbessert wird. Die Spanbearbeitung erfolgt durch lineare Bewegung (insbesondere Hin- und Herbewegung) des Spanwerkzeugs oder durch eine Drehbewegung jeweils mit y-Zustellung. Beispielsweise durch Stoßen und/oder Schaben und/oder Wälzfräsen und/oder Wälzschälen und/oder Verzahnungshonen erhält man eine Qualität der Verzahnung, welche beispielsweise für Getriebeverzahnungen geeignet ist.
- Bei der erfindungsgemäßen Lösung lassen sich für das Kaltwalzen Flachwerkzeuge oder Rundwerkzeuge verwenden. Für die spanende Feinbearbeitung lässt sich ein entsprechendes Flachwerkzeug oder Rundwerkzeug verwenden.
- Das Kaltwalzen und die Spanbearbeitung werden zeitlich nacheinander durchgeführt. Für die Spanbearbeitung ist eine Änderung der Winkelstellung notwendig. Dies kann durch Änderung der Winkelstellung des Werkstücks erfolgen und/oder durch entsprechende Einstellung der Winkelstellung des Spanwerkzeugs.
Claims (15)
- Werkzeugmaschine zur Herstellung von Verzahnungen an Werkstücken (29), umfassend eine Werkstückhalteeinrichtung (25), eine Kaltwalzeinrichtung (76) zur Herstellung einer Roh-Verzahnung (86) an mindestens einem durch die Werkstückhalteeinrichtung (25) gehaltenen Werkstück (29) durch Kaltwalzen, und eine Spanbearbeitungseinrichtung (78) zur spanenden Feinbearbeitung der Roh-Verzahnung (86) des mindestens einen Werkstücks (29), welches an der Werkstückhalteeinrichtung (25) gehalten ist, dadurch gekennzeichnet, dass eine Übergangseinrichtung (84) vorgesehen ist, durch welche ein Werkstück von einem Kaltwalzwerkzeug (26a) zu einem Spanwerkzeug (26b) bei Eingriff der Roh-Verzahnung (86) transferierbar ist, und dass die Übergangseinrichtung (84) eine Verzahnung aufweist.
- Werkzeugmaschine nach Anspruch 1, dadurch gekennzeichnet, dass die Werkstückhalteeinrichtung (25) mindestens einen Werkstückhalter (27) umfasst, an dem ein Werkstück (29) um eine Werkstückachse drehbar fixierbar ist.
- Werkzeugmaschine nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Werkstückhalteeinrichtung (25) mindestens eine Verschiebungseinrichtung (96) aufweist, durch welche ein Werkstück (29) in einer Richtung koaxial oder parallel zu einer Werkstückachse verschieblich ist.
- Werkzeugmaschine nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass die Werkstückhalteeinrichtung (25) mindestens eine Schwenkeinrichtung (72) aufweist, durch welche eine Winkelstellung eines Werkstücks für die spanende Feinbearbeitung einstellbar ist.
- Werkzeugmaschine nach Anspruch 4, dadurch gekennzeichnet, dass die Winkelstellung relativ zu einer Bewegungsachse der Kaltwalzwerkzeuge (26a, 28a) einstellbar ist, und insbesondere, dass die Winkelstellung relativ zu dem Spanwerkzeug (26b) einstellbar ist.
- Werkzeugmaschine nach einem der vorangehenden Ansprüche, gekennzeichnet durch mindestens eine Kaltwalzwerkzeugkombination mit einem ersten Kaltwalzwerkzeug (26a; 106) und einem zweiten Kaltwalzwerkzeug (28a; 108), welche synchron angetrieben beweglich sind, und insbesondere, dass die Werkstückhalteeinrichtung (25) so ausgebildet ist, dass mindestens ein Werkstück zwischen dem ersten Kaltwalzwerkzeug (26a; 106) und dem zweiten Kaltwalzwerkzeug (28a; 108) positionierbar ist, und insbesondere, dass das erste Kaltwalzwerkzeug (26a) und das zweite Kaltwalzwerkzeug (28a) Flachwerkzeuge sind, wobei insbesondere eine Bewegungsachse (x) des ersten Kaltwalzwerkzeugs (26a) und des zweiten Kaltwalzwerkzeugs (28a) senkrecht zu einer Werkstückachse ist und insbesondere, dass eine Zustellungseinrichtung vorgesehen ist, über welche das erste Kaltwalzwerkzeug (26a; 106) und das zweite Kaltwalzwerkzeug (28a; 108) dem Werkstück (29) in einer Richtung (z) quer zu einer Werkstückachse zustellbar sind.
- Werkzeugmaschine nach einem der Ansprüche 1 bis 5, gekennzeichnet durch mindestens eine Kaltwalzwerkzeugkombination mit einem ersten Kaltwalzwerkzeug (26a; 106) und einem zweiten Kaltwalzwerkzeug (28a; 108), welche synchron angetrieben beweglich sind, und insbesondere, dass die Werkstückhalteeinrichtung (25) so ausgebildet ist, dass mindestens ein Werkstück zwischen dem ersten Kaltwalzwerkzeug (26a; 106) und dem zweiten Kaltwalzwerkzeug (28a; 108) positionierbar ist, und insbesondere,
dass das erste Kaltwalzwerkzeug (106) und das zweite Kaltwalzwerkzeug (108) Rundwerkzeuge sind, wobei insbesondere eine Drehachse (107; 109) parallel zu einer Werkstückachse ist, und insbesondere, dass eine Zustellungseinrichtung vorgesehen ist, über welche das erste Kaltwalzwerkzeug (26a; 106) und das zweite Kaltwalzwerkzeug (28a; 108) dem Werkstück (29) in einer Richtung (z) quer zu einer Werkstückachse zustellbar sind. - Werkzeugmaschine nach einem der vorangehenden Ansprüche, gekennzeichnet durch mindestens ein Spanwerkzeug (26b; 90; 102; 110) für die spanende Feinbearbeitung, und insbesondere, dass das mindestens eine Spanwerkzeug (26b; 90) ein Flachwerkzeug ist und/oder dass das mindestens eine Spanwerkzeug (102; 110) ein Rundwerkzeug ist und/oder dass das mindestens eine Spanwerkzeug (26b; 90; 102; 110) ein Stoßwerkzeug oder Schaberwerkzeug oder Wälzschälwerkzeug oder Wälzfräswerkzeug oder Verzahnungshonwerkzeug ist.
- Werkzeugmaschine nach Anspruch 8, dadurch gekennzeichnet, dass eine Wirkftäche des mindestens einen Spanwerkzeugs (26b; 90; 102; 110) in einem spitzen Winkel zu einer Werkstückachse orientiert bar ist, und insbesondere, dass die Winkeleinstellung durch Positionierung und/oder Ausbilden des mindestens einen Spanwerkzeugs (26b; 90; 102; 110) und/oder Positionierung des zu bearbeitenden Werkstücks (29) erfolgen kann.
- Werkzeugmaschine nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass die Verzahnung der Übergangseinrichtung (84) für das Werkstück (29) ein so großes Spiel aufweist und eine derart geringe Verzahnungsbreite aufweist, dass das Werkstück vom Kaltwalzwerkzeug (26a) zum mindestens einen Spanwerkzeug (26b) transferierbar ist, ohne dass das Werkstück (29) außer Eingriff kommt.
- Werkzeugmaschine nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass die Übergangseinrichtung (84) zwischen dem Kaltwalzwerkzeug (26a) und dem mindestens einen Spanwerkzeug (26b) angeordnet ist.
- Werkzeugmaschine nach einem der vorangehenden Ansprüche, gekennzeichnet durch mindestens ein Werkzeug (80), welches eine Kaltwalzspur und eine Spur zur Spanbearbeitung aufweist, und insbesondere, dass zwischen der Kaltwalzspur und der Spanspur eine Übergangsspur angeordnet ist, und insbesondere, dass die Kaltwalzspur und die Spanspur bezogen auf eine Werkzeug-Bewegungsachse (x) hintereinander angeordnet sind.
- Werkzeugmaschine nach Anspruch 12, dadurch gekennzeichnet, dass die Kaltwalzspur und die Spanspur an einer gemeinsamen Leiste angeordnet sind oder dass die Kaltwalzspur und die Spanspur bezogen auf eine Werkzeug-Bewegungsachse (x) nebeneinander angeordnet sind, und insbesondere, dass die Kaltwalzspur und die Spanspur an unterschiedlichen Leisten angeordnet sind.
- Verfahren zur Herstellung einer Verzahnung an einem Werkstück mittels einer Werkzeugmaschine, bei dem ein Werkstück an einem Werkstückhalter eingespannt wird, eine Roh-Verzahnung durch Kaltwalzen mittels eines ersten Kaltwalzwerkzeugs und eines zweiten Kaltwalzwerkzeugs hergestellt wird, und die Roh-Verzahnung mittels mindestens eines Spanwerkzeugs an derselben Werkzeugmaschine in der gleichen Aufspannung feinbearbeitet wird, dadurch gehennzeichnet, dass das Werkstück an das mindestens eine Spanwerkzeug über eine Übergangsverzahnung gefahren wird, wobei die Übergangsverzahnung bewirkt, dass das Werkstück in Eingriff bleibt.
- Verfahren nach Anspruch 14, dadurch gekennzeichnet, dass das Werkstück nach dem Kaltwalzen mit einer Werkstückachse verschwenkt wird und/oder linear verschoben wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007044283A DE102007044283A1 (de) | 2007-09-07 | 2007-09-07 | Werkzeugmaschine zur Herstellung von Verzahnungen an Werkstücken und Verfahren zur Herstellung einer Verzahnung an einem Werkstück mittels einer Werkzeugmaschine |
| PCT/EP2008/060952 WO2009033927A1 (de) | 2007-09-07 | 2008-08-21 | Werkzeugmaschine zur herstellung von verzahnungen an werkstücken und verfahren zur herstellung einer verzahnung an einem werkstück mittels einer werkzeugmaschine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2190607A1 EP2190607A1 (de) | 2010-06-02 |
| EP2190607B1 true EP2190607B1 (de) | 2011-05-04 |
Family
ID=40030222
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08803126A Not-in-force EP2190607B1 (de) | 2007-09-07 | 2008-08-21 | Werkzeugmaschine zur herstellung von verzahnungen an werkstücken und verfahren zur herstellung einer verzahnung an einem werkstück mittels einer werkzeugmaschine |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20100247260A1 (de) |
| EP (1) | EP2190607B1 (de) |
| AT (1) | ATE507911T1 (de) |
| DE (2) | DE102007044283A1 (de) |
| ES (1) | ES2365295T3 (de) |
| WO (1) | WO2009033927A1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010005006A1 (de) | 2010-01-19 | 2011-07-21 | MAG IAS GmbH, 73033 | Werkzeugmaschine |
| CN111590000B (zh) * | 2020-05-29 | 2024-08-06 | 华南理工大学 | 一种可变角度搓齿机 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1001799A (en) * | 1910-07-14 | 1911-08-29 | Harold N Anderson | Gear-rolling machine. |
| US3084572A (en) * | 1959-02-10 | 1963-04-09 | William A Starck | Gear-forming method and apparatus |
| US3115052A (en) * | 1960-12-12 | 1963-12-24 | Michigan Tool Co | Tooth forming tool |
| US3303682A (en) * | 1962-02-01 | 1967-02-14 | Gen Motors Corp | Method and apparatus for cold forming toothed elements |
| US3659335A (en) * | 1969-09-29 | 1972-05-02 | Lear Siegler Inc | Combined gear shaving and rolling machine |
| JPS6011374B2 (ja) | 1975-02-05 | 1985-03-25 | 株式会社日立製作所 | 情報再生方法及びその装置 |
| FR2299935A1 (fr) | 1975-02-07 | 1976-09-03 | Renault Ind Equip Tech | Nouveau procede de rasage et de roulage differentiel de dentures et machine en faisant applicatio |
| US4208773A (en) * | 1979-04-06 | 1980-06-24 | Anderson-Cook, Inc. | Burnishing rack |
| JPS59174240A (ja) * | 1983-03-22 | 1984-10-02 | O S G Kk | 転造成形方法および装置 |
| US4691551A (en) * | 1985-07-26 | 1987-09-08 | Toyota Jidosha Kabushiki Kaisha | Rolling method and rolling tools |
| AU620751B2 (en) * | 1990-02-16 | 1992-02-20 | Nissan Motor Company Limited | Method of and apparatus for strengthening gear tooth |
| JP3168228B2 (ja) * | 1992-09-16 | 2001-05-21 | オーエスジー株式会社 | 回転軸のストッパ付ヘリカルスプライン形成方法及びその転造工具 |
| DE4306742A1 (de) * | 1993-03-04 | 1994-09-08 | Zahnradfabrik Friedrichshafen | Werkzeug und Verfahren zur spanlosen Herstellung der Außenverzahnung von Getrieberädern |
| DE4407389A1 (de) * | 1994-03-05 | 1995-09-07 | Ind Systeme Datentechnik | Vorrichtung zum Herstellen von am Umfang profilierten Körpern |
| DE19650350C2 (de) * | 1996-12-04 | 2003-05-28 | Leico Werkzeugmaschb Gmbh & Co | Werkzeug und Verfahren zum Drückwalzen eines Werkstücks mit Verzahnung |
| DE10005438A1 (de) * | 2000-02-08 | 2001-08-16 | Psw Press Und Schmiedewerk Gmb | Verfahren und Vorrichtung zur Herstellung von Kupplungsverzahnungen an Gangrädern für Schaltgetriebe |
| DE10028165A1 (de) | 2000-06-09 | 2001-12-13 | Ex Cell O Gmbh | Kaltwalzmaschine |
| DE102004053501B3 (de) | 2004-10-28 | 2006-06-01 | Ex-Cell-O Gmbh | Kaltwalzmaschine und Kaltwalzverfahren |
-
2007
- 2007-09-07 DE DE102007044283A patent/DE102007044283A1/de not_active Ceased
-
2008
- 2008-08-21 EP EP08803126A patent/EP2190607B1/de not_active Not-in-force
- 2008-08-21 AT AT08803126T patent/ATE507911T1/de active
- 2008-08-21 WO PCT/EP2008/060952 patent/WO2009033927A1/de not_active Ceased
- 2008-08-21 ES ES08803126T patent/ES2365295T3/es active Active
- 2008-08-21 DE DE502008003446T patent/DE502008003446D1/de active Active
-
2010
- 2010-03-04 US US12/717,571 patent/US20100247260A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| EP2190607A1 (de) | 2010-06-02 |
| WO2009033927A9 (de) | 2010-06-24 |
| DE502008003446D1 (de) | 2011-06-16 |
| US20100247260A1 (en) | 2010-09-30 |
| DE102007044283A1 (de) | 2009-03-12 |
| WO2009033927A1 (de) | 2009-03-19 |
| ATE507911T1 (de) | 2011-05-15 |
| ES2365295T3 (es) | 2011-09-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102008037514B4 (de) | Wälzschälvorrichtung und -verfahren | |
| EP2385885B1 (de) | Vorrichtung und verfahren zum verzahnen von werkstücken sowie zugehöriges werkzeugset | |
| EP2694239B1 (de) | Verfahren zur herstellung von verzahnungen an werkstücken | |
| EP3388179A1 (de) | Verfahren zur verzahnbearbeitung eines werkstücks | |
| EP2732895A1 (de) | Werkzeugmaschine zur Herstellung von Profilen | |
| DE2604281A1 (de) | Maschine zum schaben und/oder profilrollen der verzahnung von zahnraedern | |
| EP1286794B1 (de) | Kaltwalzmaschine | |
| EP1786578B1 (de) | Verfahren und vorrichtung zur korrektur eines schrägenfehlers eines polygonalen profils, insbesondere eines flankenrichtungsfehlers einer verzahnung | |
| EP3013505B1 (de) | Wälzfräsmaschine mit schwenkarm, an dem eine anfasvorrichtung und zwei schneidwerkzeuge angeordnet sind | |
| EP2190607B1 (de) | Werkzeugmaschine zur herstellung von verzahnungen an werkstücken und verfahren zur herstellung einer verzahnung an einem werkstück mittels einer werkzeugmaschine | |
| DE2245994A1 (de) | Mehrspindel-drehautomat | |
| DE102018132771A1 (de) | Verfahren zur Oberflächenbehandlung, Wälzlagerbauteil und Vorrichtung | |
| EP0248983A1 (de) | Verfahren und Vorrichtung zum Querwalzen von profilierten Rotationsprofilen | |
| DE102004053501B3 (de) | Kaltwalzmaschine und Kaltwalzverfahren | |
| DE102004008872A1 (de) | Verfahren zur Profilherstellung, insbesondere von Profilbahnen für Gelenkteile | |
| EP1125655A2 (de) | Verfahren und Vorrichtung zur Herstellung einer Aussenverzahnung an einem rotatorisch gelagerten Werkstück | |
| DE2239856A1 (de) | Gewindeschneidmaschine | |
| WO2022180223A1 (de) | Vorrichtung und verfahren zur bearbeitung eines werkstücks, sowie computerprogrammprodukt zur steuerung einer vorrichtung zur bearbeitung eines werkstücks | |
| DE10206949C1 (de) | Zweispindel-Drehmaschine | |
| WO2021013810A1 (de) | Werkzeug und verfahren zum bearbeiten von plattenförmigen werkstücken, insbesondere blechen | |
| EP3013506B1 (de) | Wälzfräsmaschine mit wälzfräskopf und zwei anfasvorrichtungen auf einem gemeinsamen schlitten | |
| DE102009011492A1 (de) | Verfahren zum Herstellen von Verzahnungen mit stirnseitigen Anspitzungen | |
| DE1075922B (de) | Verfahren und Vorrichtung zum spanlosen Entgraten der Zaehne und/oder zur Erzeugung von Abschraegungen an den Zahnkanten von Zahnraedern und anderen verzahnten Werkstuecken | |
| DE102011102793B3 (de) | Verfahren zur Bearbeitung der Stirnseiten von Werkstücken aus Holz, Kunststoff und dergleichen | |
| EP0560065A1 (de) | Vorrichtung zum Bearbeiten von Stirn- oder Kegel-Zahnrädern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20100219 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: STANIK, MARKUS Inventor name: HORN, WOLFGANG Inventor name: MEIDAR, MOSHE ISRAEL Inventor name: KOLB, HOLGER |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MAG IAS GMBH |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502008003446 Country of ref document: DE Date of ref document: 20110616 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008003446 Country of ref document: DE Effective date: 20110616 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20110504 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2365295 Country of ref document: ES Kind code of ref document: T3 Effective date: 20110928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110804 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110905 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110805 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110904 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 |
|
| BERE | Be: lapsed |
Owner name: MAG IAS G.M.B.H. Effective date: 20110831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110831 |
|
| 26N | No opposition filed |
Effective date: 20120207 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20120430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111123 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110831 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008003446 Country of ref document: DE Effective date: 20120207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110831 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120831 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 507911 Country of ref document: AT Kind code of ref document: T Effective date: 20130821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130821 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502008003446 Country of ref document: DE Representative=s name: HOEGER, STELLRECHT & PARTNER PATENTANWAELTE MB, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20160823 Year of fee payment: 9 Ref country code: IT Payment date: 20160823 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20160829 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008003446 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170821 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20181029 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170822 |