EP2267221A1 - Procédé de fabrication d'un attelage de machine à papier - Google Patents
Procédé de fabrication d'un attelage de machine à papier Download PDFInfo
- Publication number
- EP2267221A1 EP2267221A1 EP10165166A EP10165166A EP2267221A1 EP 2267221 A1 EP2267221 A1 EP 2267221A1 EP 10165166 A EP10165166 A EP 10165166A EP 10165166 A EP10165166 A EP 10165166A EP 2267221 A1 EP2267221 A1 EP 2267221A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- support structure
- melt adhesive
- hot melt
- nonwoven layer
- adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 11
- 239000004744 fabric Substances 0.000 title description 4
- 239000004831 Hot glue Substances 0.000 claims abstract description 70
- 239000002245 particle Substances 0.000 claims abstract description 38
- 238000000034 method Methods 0.000 claims abstract description 24
- 239000011230 binding agent Substances 0.000 claims abstract description 10
- 239000004952 Polyamide Substances 0.000 claims abstract description 9
- 229920002647 polyamide Polymers 0.000 claims abstract description 9
- 229920002635 polyurethane Polymers 0.000 claims abstract description 9
- 239000004814 polyurethane Substances 0.000 claims abstract description 9
- 238000002844 melting Methods 0.000 claims abstract description 8
- 230000008018 melting Effects 0.000 claims abstract description 8
- 239000007788 liquid Substances 0.000 claims abstract description 5
- 229920001169 thermoplastic Polymers 0.000 claims abstract description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 5
- 238000001816 cooling Methods 0.000 claims abstract description 4
- 230000035699 permeability Effects 0.000 claims abstract description 4
- 239000004416 thermosoftening plastic Substances 0.000 claims abstract description 3
- 230000007704 transition Effects 0.000 claims abstract description 3
- 239000004745 nonwoven fabric Substances 0.000 claims description 30
- 239000006185 dispersion Substances 0.000 claims description 10
- 229920006018 co-polyamide Polymers 0.000 claims description 6
- 238000000151 deposition Methods 0.000 claims description 2
- 239000000853 adhesive Substances 0.000 abstract description 11
- 230000001070 adhesive effect Effects 0.000 abstract description 11
- 238000001035 drying Methods 0.000 abstract description 5
- 239000010410 layer Substances 0.000 description 39
- 239000000835 fiber Substances 0.000 description 20
- 239000000123 paper Substances 0.000 description 14
- 230000008569 process Effects 0.000 description 7
- 239000011248 coating agent Substances 0.000 description 5
- 238000000576 coating method Methods 0.000 description 5
- 239000012943 hotmelt Substances 0.000 description 5
- 239000000463 material Substances 0.000 description 4
- 238000005507 spraying Methods 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 239000002657 fibrous material Substances 0.000 description 3
- 238000009960 carding Methods 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 239000002861 polymer material Substances 0.000 description 2
- 229920003009 polyurethane dispersion Polymers 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000011111 cardboard Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 238000009998 heat setting Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000000543 intermediate Substances 0.000 description 1
- 239000013067 intermediate product Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000011087 paperboard Substances 0.000 description 1
- 239000002952 polymeric resin Substances 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 239000011265 semifinished product Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
Images
Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F7/00—Other details of machines for making continuous webs of paper
- D21F7/08—Felts
- D21F7/083—Multi-layer felts
Definitions
- the invention relates to a method for producing a paper machine clothing.
- Paper machine clothing in particular press felts, are commonly produced by needling nonwoven layers onto a support structure.
- hot melt adhesive fibers and bicomponent fibers with a low melting jacket material are added to the nonwoven layers.
- thermofixing at elevated temperature melt the Schmelzklebebmaschinen or melt adhesive portion and cause the nonwoven fibers enter into connections with each other.
- adhesive bonding of the nonwoven fibers to the support structure is in principle possible, but it is not possible to achieve an increased melt adhesive concentration in the nonwoven in the contact region of the support structure and nonwoven layer.
- copolyamide hot melt adhesives are often used for press felts made of polyamide, which are often not elastic enough to achieve a permanent bond between the fibers or between fibers and support structure under the conditions of use in a press section of a paper machine.
- Bi-component fibers with more flexible polyurethane sheath in the quality required for papermachine clothing are not commercially available.
- WO 03/091498 A1 describes the possibility of compacting press felts by means of a subsequent coating with polymers from one side, in order to achieve a better connection of the nonwoven support to the support structure.
- the disadvantage here is a subsequent coating with liquid polymer resins, since the permeability in the usually constantly different Pressfilzdesigns can be controlled only poorly.
- an additional production step is necessary. When using aqueous dispersions for deep coating of press felts much water must be removed, which entails a high energy consumption.
- the object of the invention is thus to avoid the disadvantages of the prior art and to show a way to produce paper machine clothing, which show an improved connection of the nonwoven layers to the support structure.
- the object is achieved according to the invention by providing at least one fibrous nonwoven layer and a support structure, applying a hot melt adhesive to at least one nonwoven layer and / or the support structure, depositing at least one nonwoven layer on the support structure, the at least one nonwoven layer and the support structure are mechanically interconnected and then a melting and cooling of the hot melt adhesive takes place, whereby the at least one nonwoven fabric layer and the support structure are connected to each other in addition to the mechanical connection by the hot melt adhesive, so that an intimate connection is achieved.
- the measures according to the invention show a possibility of producing paper machine clothing with hot-melt adhesive-containing nonwoven overlay without hot melt adhesive fibers or bicomponent hot melt adhesive fibers.
- all suitable hot melt adhesives can be used.
- the hot melt adhesive in the molten state in the support structure and in the at least one nonwoven fabric layer at least in the transition region from support structure to nonwoven layer superimposed ensures a reliable connection.
- hot melt adhesive is particulate.
- the particulate hot melt adhesive can be applied in an aqueous dispersion, which requires a simple and cost-effective production.
- particulate hot melt adhesive can also be applied dry.
- a further advantage is that a binder can be applied to the at least one nonwoven fabric layer and / or to the support structure before the particulate hot melt adhesive is applied to the at least one nonwoven fabric layer and / or to the support structure.
- the binder When the liquid dries, the binder can reliably bind the hot melt adhesive particles to the at least one nonwoven structure and / or carrier structure.
- the hotmelt adhesive may be a thermoplastic.
- the hotmelt adhesive may comprise or be formed alone or in combination of: polyamide, co-polyamide, polyurethane.
- the particulate hot melt adhesive comprises polyamide or co-polyamide particles, wherein the polyamide or co-polyamide particles have a particle size d50 which is in the range of 0.5 ⁇ m to 250 ⁇ m.
- the particulate hot melt adhesive polyurethane particles comprise, wherein the polyurethane particles have a particle size d50, which is in the range of 20 .mu.m to 250 .mu.m.
- the at least one nonwoven layer and the support structure can be mechanically connected to one another by a needling process.
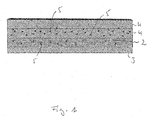
- Paper machine clothing 1 which are used for the production of web material such as paper or cardboard, for example in the press section of a paper machine to move through the web material by press nips, usually have a support structure 2, which, for example, in the form of basically known tissues, located or so-called. Spiral Link structures etc. may be formed.
- At least one nonwoven fabric layer 3 made of a fibrous material may be present on a side of the support structure 2 that is in contact with the paper machine and is mechanically connected to the support structure 2 by needling, for example.
- the nonwoven fabric layers 3 and 4 are preferably made of polyamide or other suitable fiber materials.
- the support structure 2 and the nonwoven fabric layers 3, 4 are applied after their respective production with hot melt adhesive 5 or a thermoplastic polymer material.
- the hot melt adhesive 5 or the thermoplastic polymer material is thus introduced into the intermediates.
- both the support structure 2 and the two fiber fleece layers 4 formed above it on a paper contact side are provided with hot melt adhesive particles 5, with less hot melt adhesive 5 being present in the upper layer.
- the arranged below the support structure 2, the paper machine the paper machine
- hot-melt adhesive particles can be present in all or only in individual layers of the papermachine clothing 1.
- Nonwoven fabric layers 3, 4 for papermachine clothing 1 are usually also passed over a cross-stacker and reoriented or stored. Also before the stacker or before and after the stacker, the respective nonwoven fabric layer 3, 4 are applied with hot melt adhesive 5 before vorvernadelt and rolled up or reused. This leads to a more homogeneous distribution of the hotmelt adhesive 5 in the treated nonwoven fabric layers 3, 4.
- the hot melt adhesive 5 is preferably present in the form of particles, molten particles (drops), aqueous dispersions or polymer pastes.
- the loading of the fiber fleece layers 3, 4 is preferably carried out in a spraying process.
- particle sizes smaller than 250 ⁇ m (d 50 ⁇ 250 ⁇ m), preferably particle sizes smaller than 150 ⁇ m (d 50), more preferably smaller than 75 ⁇ m (d 50) are used.
- Particles can also be sprayed on as an aqueous dispersion.
- a binder which leads to sticking of the particles after drying, is advantageous.
- a polyurethane dispersion of the particle dispersion can be added, which binds after drying the particles to the nonwoven fabric layers 3, 4, eg Witcobond 737 from Baxenden.
- Hotmelt adhesive-treated nonwoven fabric layers 3, 4 may also be undried or partially dried with a release liner of e.g. a non-stick film with silicone or a perfluorinated surface are rolled up. This prevents the nonwoven fabric layers 3, 4 from sticking together after being rolled up and dried.
- spraying systems such as e.g. Airless spray systems or spraying systems with atomizing nozzles can be used.
- thickened dispersions in paste form, preferably with pseudoplastic behavior, can be sprayed herewith.
- particle coating as a dispersion or pastes usually hot melt adhesive particle sizes smaller than 150 microns (d50 ⁇ 150IJm), preferably particle sizes smaller than 75 microns (d50), more preferably particles smaller than 20 microns (d50) are used.
- the hot melt application is also possible by means of Hotmeltsprühdüsen, the hot melt adhesive 5 is stirred in liquid molten form.
- hot-melt spray nozzles with atomizing air are preferred.
- thermofixing process of the papermachine fabric 1 after needling of the nonwoven fabric layers 3, 4 on the support structure 2 is preferably carried out by clamping the papermachine fabric 1 on at least two rollers, which by at least one heated roller and / or a hot air heater and / or an infrared radiator at a sufficiently high temperature and residence time is heated.
- the hotmelt adhesives used are preferably those based on copolyamide and polyurethane, which have melting ranges of less than 180 ° C., preferably less than 160 ° C., particularly preferably less than 140 ° C. Other suitable hot melt adhesives may be advantageous and used depending on the application. Hot melt adhesives with a Shore hardness> 70 Shore A are preferred.
- latent reactive hot melt adhesives e.g. thermoactivatable hotmelt adhesives (Collano HCM) are used, which can still be further processed thermoplastically after introduction into the nonwoven fabric layers 3, 4 or support structures 2 or can be liquefied during the later heat setting process of the needled papermachine clothing 1.
- the hot melt adhesive content is less than 25%, preferably less than 10%, particularly preferably less than 5%.
- the paper machine clothing 1 thus produced are permeable to water and air and have an air permeability of> 5 CFM, preferably of> 10 CFM.
- a papermachine fabric 1 designed according to the invention is characterized, in addition to the fact that better adhesion between the support structure and the nonwoven overlay is achieved, by the fact that less needling is necessary and therefore faster production is possible. This results in less fiber breakage and fewer needle gaps.
- the melt adhesive content is adjustable over the thickness of the paper machine clothing 1.
- the hotmelt adhesive 5 can also be introduced in layers by spraying the hotmelt adhesive 5 onto the nonwoven surfaces.
Landscapes
- Manufacturing Of Multi-Layer Textile Fabrics (AREA)
- Nonwoven Fabrics (AREA)
- Laminated Bodies (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200910027114 DE102009027114A1 (de) | 2009-06-23 | 2009-06-23 | Verfahren zur Herstellung einer Papiermaschinenbespannung |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2267221A1 true EP2267221A1 (fr) | 2010-12-29 |
Family
ID=42751682
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10165166A Withdrawn EP2267221A1 (fr) | 2009-06-23 | 2010-06-08 | Procédé de fabrication d'un attelage de machine à papier |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2267221A1 (fr) |
| DE (1) | DE102009027114A1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109082926A (zh) * | 2018-09-12 | 2018-12-25 | 江苏金呢工程织物股份有限公司 | 一种造纸毛毯的制备方法及造纸毛毯 |
| CN117926501A (zh) * | 2023-12-29 | 2024-04-26 | 江阴市新拓无纺布科技有限公司 | 一种高剥离强度针刺无纺布的生产方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2003091498A1 (fr) | 2002-04-26 | 2003-11-06 | Tamfelt Oyj Abp | Feutre de presse |
| US20080248279A1 (en) * | 2007-04-04 | 2008-10-09 | Sanjay Patel | Paper machine fabrics |
| EP2072667A1 (fr) * | 2007-12-21 | 2009-06-24 | Voith Patent GmbH | Bande pour une machine destinée à la fabrication de matériaux en bande et procédé de fabrication d'une telle bande |
-
2009
- 2009-06-23 DE DE200910027114 patent/DE102009027114A1/de not_active Withdrawn
-
2010
- 2010-06-08 EP EP10165166A patent/EP2267221A1/fr not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2003091498A1 (fr) | 2002-04-26 | 2003-11-06 | Tamfelt Oyj Abp | Feutre de presse |
| US20080248279A1 (en) * | 2007-04-04 | 2008-10-09 | Sanjay Patel | Paper machine fabrics |
| EP2072667A1 (fr) * | 2007-12-21 | 2009-06-24 | Voith Patent GmbH | Bande pour une machine destinée à la fabrication de matériaux en bande et procédé de fabrication d'une telle bande |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109082926A (zh) * | 2018-09-12 | 2018-12-25 | 江苏金呢工程织物股份有限公司 | 一种造纸毛毯的制备方法及造纸毛毯 |
| CN109082926B (zh) * | 2018-09-12 | 2024-05-10 | 江苏金呢工程织物股份有限公司 | 一种造纸毛毯的制备方法及造纸毛毯 |
| CN117926501A (zh) * | 2023-12-29 | 2024-04-26 | 江阴市新拓无纺布科技有限公司 | 一种高剥离强度针刺无纺布的生产方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102009027114A1 (de) | 2010-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2820098B1 (fr) | Utilisation d'un film adhésif à réactivité latente pour le collage de plastique sur de l'aluminium anodisé | |
| DE19916628C2 (de) | Verfahren zur Herstellung fixierbarer Einlagestoffe | |
| EP1425161A2 (fr) | Stratifie perfore | |
| WO2004097111A1 (fr) | Natte en fibres non tissees, son procede de production et materiau composite renforce par des fibres | |
| WO2011063975A1 (fr) | Structure absorbante | |
| DE3539573A1 (de) | Verfahren zur herstellung dreidimensionaler versteifungsteile aus schmelzbarem kunststoffpulver und aufbringen dieser teile auf substrate, insbesondere leder | |
| WO1997027361A1 (fr) | Procede de fabrication d'une bande de materiau | |
| EP1294971A1 (fr) | Procede et dispositif pour consolider un non tisse produit par flux d'air | |
| DE102008057557A1 (de) | Verfahren und Kalibrier- und Verschweißeinheit zur Herstellung von flexiblen Dämm-und/oder Schallschutzplatten oder flexiblem Halbzeug zur Weiterverarbeitung in Heißpressen | |
| EP2447401B1 (fr) | Produit semi-fini textile fixé partiellement | |
| EP2267221A1 (fr) | Procédé de fabrication d'un attelage de machine à papier | |
| DE102014006822B4 (de) | Schleifmittelträger und Schleifmittelträger mit mindestens zwei Lagen eines Trägermaterials sowie daraus hergestellter Schleifartikel | |
| DE10132196A1 (de) | Perforiertes Laminat | |
| EP1170413A2 (fr) | Renfort soluble dans l'eau pour tissu de broderie | |
| EP1270695B1 (fr) | Utilisation d'une bande adhésive revêue sur au moins une face d'une matière adhésive cohésive pour enrober des faisceaux de câbles | |
| EP2379232B1 (fr) | Feuille de flocage, son procédé de production et son utilisation | |
| DE102014211021A1 (de) | Imprägnierte Filtermaterialien und daraus hergestellte Filterelemente | |
| EP1045015A2 (fr) | Feuille adhésive ayant une couche adhésive segmentée et son procédé de fabrication | |
| WO2007017007A1 (fr) | Procede de fabrication d'un tissu plat en matiere fibreuse, en particulier en nontisse, et filtre pourvu d'un tel tissu plat | |
| DE69105646T2 (de) | Thermoplastischer Futterstoff aus Mikrofasern und Verfahren für die Herstellung. | |
| DE102020104993A1 (de) | Halbzeug für ein Schleifmittel, Schleifmittel und Verfahren zur Herstellung derselben | |
| DE102008026569A1 (de) | Beschichtung | |
| WO2004088026A1 (fr) | Procede et dispositif pour produire un non-tisse composite | |
| WO2025045554A1 (fr) | Ensemble de séparation, module de séparation et procédé de production d'un ensemble de séparation | |
| DE102012100025A1 (de) | Vorrichtung und Verfahren zur Herstellung eines Mineralwollefaserteils |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME RS |
|
| 17P | Request for examination filed |
Effective date: 20110629 |
|
| 17Q | First examination report despatched |
Effective date: 20121009 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20130103 |