EP2281671B1 - Holzpaneele Bearbeitungsmaschine für Möbelstücke - Google Patents
Holzpaneele Bearbeitungsmaschine für Möbelstücke Download PDFInfo
- Publication number
- EP2281671B1 EP2281671B1 EP09176825.9A EP09176825A EP2281671B1 EP 2281671 B1 EP2281671 B1 EP 2281671B1 EP 09176825 A EP09176825 A EP 09176825A EP 2281671 B1 EP2281671 B1 EP 2281671B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- processing
- station
- axis
- panel
- drilling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27M—WORKING OF WOOD NOT PROVIDED FOR IN SUBCLASSES B27B - B27L; MANUFACTURE OF SPECIFIC WOODEN ARTICLES
- B27M1/00—Working of wood not provided for in subclasses B27B - B27L, e.g. by stretching
- B27M1/08—Working of wood not provided for in subclasses B27B - B27L, e.g. by stretching by multi-step processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27C—PLANING, DRILLING, MILLING, TURNING OR UNIVERSAL MACHINES FOR WOOD OR SIMILAR MATERIAL
- B27C3/00—Drilling machines or drilling devices; Equipment therefor
- B27C3/04—Stationary drilling machines with a plurality of working spindles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27F—DOVETAILED WORK; TENONS; SLOTTING MACHINES FOR WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES
- B27F4/00—Machines for inserting dowels, with or without drilling equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27F—DOVETAILED WORK; TENONS; SLOTTING MACHINES FOR WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES
- B27F5/00—Slotted or mortised work
- B27F5/02—Slotting or mortising machines tools therefor
- B27F5/12—Slotting or mortising machines tools therefor for making holes designed for taking up fittings, e.g. in frames of doors, windows, furniture
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27M—WORKING OF WOOD NOT PROVIDED FOR IN SUBCLASSES B27B - B27L; MANUFACTURE OF SPECIFIC WOODEN ARTICLES
- B27M3/00—Manufacture or reconditioning of specific semi-finished or finished articles
- B27M3/18—Manufacture or reconditioning of specific semi-finished or finished articles of furniture or of doors
Definitions
- the present invention relates to a machine for processing wood panels used for making furniture pieces, according to the preamble of claim 1.
- a machine is known from the document DE 2408250 A1 .
- the panels forming the horizontal elements of the furniture piece are usually provided with pins and/or engaged by insertion on two sides thereof.
- processing or machining operations are performed starting from large size panels having a parallelepiped configuration and which must be subjected to cutting, drilling and other like operations by processing machines which are generally provided with a horizontal loading surface comprising a roller assembly or the like.
- the panels are moreover conventionally handled by conveying assemblies including a plurality of suction cups which are caused to perform rectilinear reciprocating movements.
- the aim of the present invention is to provide such a furniture piece making machine allowing to engage and glue in said panels a plurality of wood pins or pegs, or insert elements in general, for coupling to corresponding horizontal elements.
- a main object of the invention is to provide such a furniture piece making machine which allows the mentioned pins and/or insert elements to be aligned with a very high precision, independently from the panel thickness and the panel thickness variation along the panel itself.
- Another object of the present invention is to provide such a furniture piece making machine which facilitates an automatized managing of the panel processing operations, thereby allowing the operator to save time and cost.
- Another object of the present invention is to provide such a panel processing or machining operation which has a very reduced machine size, corresponding approximately to 50% of a size of a conventional like horizontal processing furniture piece making machine.
- Yet another object of the present invention is to provide such a machine allowing to easily and quickly processing furniture piece panels having a very large size and a variable pattern.
- Yet another object of the present invention is to provide such a furniture piece making machine which allows to easily process or machine furniture piece vertical panel elements for assembling the latter to respective furniture piece horizontal panel elements.
- Yet another object of the present invention is to provide such a furniture piece making machine which is suitable for a continuous type of processing or machining work.
- Yet another object of the present invention is to provide such a furniture piece making machine suitable for using a control software assembly cooperating with a CAD/CAM system designed in a customized manner for specifically processing furniture pieces and adapted to omit, in the most part of cases, a description or specification step for providing a description of the individual furniture piece elements by an operator, with a very high saving of the furniture piece making cost.
- Yet another object of the present invention is to provide such a furniture piece making machine construction which, owing to its specifically designed structural features is very reliable and safe in operation.
- Yet another object of the present invention is to improve the capacity of a furniture piece making machine, to operate furniture pieces panels of a large size and of a variable pattern.
- a machine for processing wood panels used for making furnishing pieces characterized in that said machine comprises three discrete working stations: a first station and a second station for processing horizontal elements of a furniture pieces, and a third station for processing vertical elements of said furniture piece; all said stations including locating means for vertically locating said panel and for adjusting size references to constructional characteristics used for assembling the furniture piece; said machine having different operating modes including two main operating modes: the first operating mode allowing to process horizontal elements forming said furniture pieces, to provide perforating, glueing and pin and/or metal element applying operations, said components being used as reference and stiffening components for a following assembling operation; said second operating mode being related to a possibility of performing perforating and milling operations on the vertical elements of the furniture pieces, which perforating and milling operations are necessary for a following assembly step; said modes of operation being adapted to be carried out on the same machine by using the
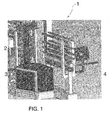
- the furniture piece making machine which has been generally indicated by the reference number 1, comprises three discrete furniture piece panel processing or machining stations: a first station, indicated by the reference number 2, a second station, indicated by the reference number 3, for processing or machining horizontal panel elements of a furniture piece, and a third station, indicated by the reference number 4, for processing the furniture piece vertical panel elements.
- the above machine allows to perform different operating functions, which can be considered as included in two processing operations: the first allows to process horizontal panel elements forming the furniture piece, by performing, in particular, drilling, glueing and pin and/or iron element engaging operations in general.
- the second operating function is specifically related to a possibility of performing drilling and milling operations on the furniture piece vertical elements, as necessary for the following assembling operations.
- the panel to be processed or machined is arranged in a vertical plane and the machining operations are carried out on the panel edges parallel to the axis-y of the machine.
- Both said stations 2 and 3 provide to perform a clamping or bracketing operation using a vertical axis eccentric cylinder, pneumatically driven, designed for clamping or lock a thickness and height range as required, without performing manual operations.
- a single processing assembly comprising a drilling bit, a glue metering/injecting device, a pin or peg inserter device and/or an optional iron part inserting device.
- the processing or machining assembly comprises moreover a laser detecting system for detecting in real time the height of the panel (the so-called dimension y).
- the system has three freedom degrees, all of which are associated to the processing assembly: a motorized axis-x (horizontal), a motorized axis-y (vertical) and a pneumatically driven (binormal) axis-z.
- the panel is arranged in a vertical plane.
- the processing operations are herein carried out with reference to this plane: the drilling operations being performed in an orthogonal direction (axis z' in figure 3 ), whereas the milling operations are performed on the same plane (axes x' and y' in figure 3 ).
- the panel 5 is bracketed or clamped by a small size gripper 6 operating near the bottom edge of the panel 5, which is cause to slide to idle rollers 7.
- the gripper is pneumatically closed and opened, and is adapted to operate through the overall range of the provided panel thicknesses.
- Figure 3 shows the four processing assemblies of the third processing or machining station 4, that is: a drilling assembly 8, a facing or blade assembly 9, a right electrical spindle 10 and a left electrical spindle 11.
- said drilling assembly 8 is used for performing drilling operations on the vertical panel elements and comprises a drilling bit set 21 arranged according to a reversed "L" shape, in two horizontal rows including each five drilling bits and in a column of eleven drilling bits.
- the selection of the drilling bits to be respectively used each time is performed by a pneumatic set-up or arrangement, having a matching software and numerical control arrangement.
- Said electro-spindles or mandrels 10 and 11 are used for performing panel milling operations.
- Each said electro-spindle is associated with an independent motor, and being vertically arranged in the recess of the reversed "L" of the drilling assembly 8.
- the blade assembly 9 is designed for performing a spot facing operation along the panel plane parallel to the axis x'.
- the blade assembly 9 comprises an independent motor and is housed at a head portion of said electro-spindles or mandrels.
- the processing or working-machining assemblies of the third station 4 are integral or rigid with the assembly operating on the stations 2 and 3 (for performing drilling-injecting-inserting operations).
- the axis z is associated with the working depth of a single tool, and, for this reason, is herein considered a second reference system, indicated by the reference mark ''''', which is offset by 90° with respect to the preceding system about the axis y.
- the axes y' and z' are motor-driven axes and associated with the working or processing assemblies operating in the third processing station 4.
- the axis x' is associated with the panel being processed or machined.
- the driving along the axis x' ( figure 2 ) is performed by the gripper 6 which clamps the panel, and is driven by a driving pinion/rack system.
- Figure 4 shows a detecting or sensing system for detecting or sensing the dimension x'.
- the reference "zero" position of the vertical element is obtained by a laser detecting system allowing to map the several operating positions.
- said sensor will sense the panel passing by and will assign a machining operation reference.
- This method is the so-called "on the fly zero assigning method".
- the machine according to the present invention comprises moreover and is managed by a numerical type of control device cooperating with a CAD/CAM type of software made and developed in a customized manner for controlling the furniture piece making operations.
- Said system is designed for processing the furniture piece working cycle, based on an indication of a furniture piece actually desired by the operator, without causing said operator to process details of the single elements of the chosen furniture piece.
- the operation of the machine according to the present invention comprises the following working or processing steps, with reference to a so-called three-area pendulum type of processing operation assembly.
- the panel is manually arranged either in the first or second station, for a horizontal panel element, or in the third station, for a vertical panel element.
- said panel or panels is/are automatically clamped, by an eccentric clamping cylinder for the horizontal panel elements or by the gripper 6 for the vertical panel elements.
- the panel height is automatically detected or sensed, for the horizontal panel elements, or a starting point x' is herein detected for the vertical panel elements.
- the free station either the first or the second, is preloaded, if the third station operates, or the preloading being performed in the third free station, if the first and second stations operate.
- the working or machining operations on the horizontal panel elements comprise a drilling, cleaning of the drilled hole by blowing air, a glue injection by a glue metering nozzle (only for a pinned arrangement) and a pin or peg or iron part inserting.
- the machining operations on the vertical panel elements comprise a drilling of the panel in multiple drilling stages, as shown in figure 5 , and a milling and facing operations, as shown in figure 6 .
- the operating sequence ends by automatically unlocking or disengaging said panel or panels.
- the invention has provided a furniture piece making machine in which a reference to the structural origins of the horizontal elements, which is common to all the machine processing stations, allows to perform a very precise or accurate alignment of the coupling pins or pegs and/or insert elements independently from the panel thickness and the panel thickness variation along the panel itself.
- the laser detecting system for detecting the panel dimension y allows to easily automatize all the machining operations, thereby greatly reducing the labor time.
- the vertical arrangement of the panel for all the processing or machining operations allows to greatly reducing the occupied space, which approaches to 50% with respect to a horizontal processing conventional machine.
- the driving system including a clamping gripper and idle roller sliding arrangement, as above disclosed, allows to process panels with a comparatively large and variable size, for example from 250 mm to 3000 mm.
- control software system cooperating with a customized CAD/CAM system, allows, in the most cases, to omit a description operation for a single furniture piece component element, with a consequent very great saving on the furniture piece making cost.
- the system including three working areas, allows to nullify the loading and unloading time for each single furniture piece element.
- the detecting system for detecting the axis-x' origin allows to further reduce the operating time and to machine with a very high precision the vertical element V.
- the machine according to the present invention provides two different or discrete operating possibilities for processing both vertical and horizontal elements for making the desired furniture piece on three discrete areas, with a consequent suppression of the loading and unloading time necessary for loading and unloading the panels being processed, since these operations are performed in a masked time.
- the used materials, as well as the contingent size and shapes can be any, depending on requirements.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Forests & Forestry (AREA)
- Mechanical Engineering (AREA)
- Wood Science & Technology (AREA)
- Manufacturing & Machinery (AREA)
- Automatic Assembly (AREA)
- Milling, Drilling, And Turning Of Wood (AREA)
- Chemical And Physical Treatments For Wood And The Like (AREA)
Claims (7)
- Maschine (1) zur Erzeugung von Möbelstücken, die zum kontinuierlichen Verarbeiten von Möbelstückpaneelen von großer Größe und mit einem variablen Muster geeignet ist, wobei die Maschine drei Möbelstückpaneel-Verarbeitungsstationen (2, 3, 4) umfasst, welche eine erste Station (2), eine zweite Station (3), die zum Verarbeiten waagrechter Paneelelemente (5) geeignet sind, und eine dritte Station (4), die zum Verarbeiten senkrechter Paneelelemente geeignet ist, umfassen, wobei alle Stationen Positioniermittel zum senkrechten Positionieren der Paneele umfassen, wobei die Maschine geeignet ist, an den waagrechten Paneelelementen Bohren, Kleben und Stift- und Eisenelement-Einrastvorgänge durchzuführen und an den senkrechten Paneelelementen Bohr- und Fräsvorgänge durchzuführen, wobei in der ersten (2) und der zweiten (3) Station die waagrechten Paneelelemente in einer senkrechten Ebene parallel zu einer Y-Achse der Maschine angeordnet werden, wobei sowohl die erste als auch die zweite Station (2 und 3) eine einzige Verarbeitungsanordnung umfassen, die eine Bohrspitze, eine Klebstoffdosier-/-einspritzvorrichtung, eine Stift- oder Zapfeneinsetzvorrichtung und/oder eine optionale Eisenteileinsetzvorrichtung umfasst, wobei die dritte Verarbeitungsstation (4) Bohrmittel zum Bohren der senkrechten Paneelelemente in einer Richtung im rechten Winkel zu ihrer senkrechten Ebene (Z'-Achse) und Fräsmittel zum Fräsen der senkrechten Paneelelemente an der senkrechten Ebene (X'- und Y-Achse) umfasst und ein speziell ausgeführtes CAD/CAM-System zum Bearbeiten oder Verarbeiten des Möbelstücks umfasst, dadurch gekennzeichnet, dass sowohl in der ersten als auch in der zweiten Station (2, 3) die waagrechten Paneelelemente durch ein pneumatisch betriebenes Klemmmittel mit einem Exzenterzylinder und mit einer senkrechten Achse geklemmt werden, und dass die Verarbeitungsanordnung für die erste und die zweite Station darüber hinaus ein Laserdetektiersystem zum Detektieren der Höhe der waagrechten Paneelelemente in Echtzeit umfasst, wobei das Laserdetektiersystem drei Freiheitsgrade, die allesamt der Verarbeitungsanordnung zugeordnet sind, aufweist, eine motorisierte X-Achse, eine motorisierte Y-Achse und eine pneumatisch angetriebene binormale Z-Achse.
- Maschine nach Anspruch 1, dadurch gekennzeichnet, dass die zweite Station (3) einen pneumatisch betriebenen Greifer (6) umfasst, der mit einer Unterkante jedes ersten Paneels (5) in Eingriff kommt und diese arretiert, wenn jedes erste Paneel auf mehreren Mitläuferwalzen (7) verschiebbar angetrieben wird.
- Maschine nach Anspruch 1, dadurch gekennzeichnet, dass die dritte Station (4) vier Bearbeitungs- und Betriebsanordnungen (8, 9, 10, 11), eine Bohranordnung (8), eine Klingen-Planbearbeitungs-Schneidanordnung (9), eine rechte elektrisch getriebene Frässpindelanordnung (10) und eine linke elektrisch getriebene Frässpindelanordnung (11), umfasst.
- Maschine nach Anspruch 3, dadurch gekennzeichnet, dass die Bohranordnung (8) einen Satz von einundzwanzig Bohrspitzen umfasst, die in Form eines umgekehrten L in zwei waagrechten Reihen zu je fünf Bohrspitzen und in einer Spalte von elf Bohrspitzen angeordnet sind, wobei jede der elektrisch getriebenen Frässpindelanordnungen, die rechte und die linke Frässpindeln (10, 11), die durch einen unabhängigen Elektromotor elektrisch angetrieben werden, zum Fräsen der ersten Paneelelemente umfasst, wobei die Klingen-Planbearbeitungs-Schneidanordnung (9) im Betrieb entlang einer Paneelebene parallel zu der X-Achse angetrieben wird und einen unabhängigen Motor umfasst und an dem Kopfabschnitt der Spindeln untergebracht ist.
- Maschine nach Anspruch 3, dadurch gekennzeichnet, dass die Bearbeitungs- oder Betriebsanordnungen (8, 9, 10, 11) der dritten Station (4) mit Bearbeitungs- oder Betriebsanordnungen der ersten (2) und der zweiten (3) Station integriert sind, wobei abgeleitete Y'- und Z'-Achsen der Maschine motorgetrieben sind und den Bearbeitungsanordnungen (8, 9, 10, 11) der dritten Station (4) zugeordnet sind, wobei die abgeleitete X-Achse den ersten Paneelelementen zugeordnet ist.
- Maschine nach Anspruch 2, dadurch gekennzeichnet, dass die Bewegung entlang der X-Achse durch den Greifer (6) ausgeführt wird, der durch ein Ritzel-Zahnstangen-System angetrieben wird und mit den Walzen (7) zusammenwirkt.
- Maschine nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die dritte Station ein X'-Achsen-Referenzsystem umfasst.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITMI2009A001444A IT1395149B1 (it) | 2009-08-07 | 2009-08-07 | Macchina per la lavorazione di pannelli di legno utilizzati per la composizione di mobili per l'arredamento d'interni. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2281671A1 EP2281671A1 (de) | 2011-02-09 |
| EP2281671B1 true EP2281671B1 (de) | 2015-09-30 |
Family
ID=41480093
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09176825.9A Active EP2281671B1 (de) | 2009-08-07 | 2009-11-24 | Holzpaneele Bearbeitungsmaschine für Möbelstücke |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2281671B1 (de) |
| ES (1) | ES2556266T3 (de) |
| IT (1) | IT1395149B1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11559917B2 (en) | 2020-05-08 | 2023-01-24 | Jeld-Wen, Inc. | Drop roller press and method of making recessed panel doors |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITMO20110072A1 (it) * | 2011-04-08 | 2012-10-09 | Scm Group Spa | Apparato e metodo per lavorare pannelli |
| CN102229171A (zh) * | 2011-06-27 | 2011-11-02 | 美克国际家私(天津)制造有限公司 | 三维弧形木质家具部件的制作方法 |
| ITTO20120410A1 (it) * | 2012-05-08 | 2013-11-09 | G M C S R L | Macchina spinatrice a comando manuale |
| ITMI20130519A1 (it) * | 2013-04-05 | 2014-10-06 | T O P S R L | Macchina perfezionata per la lavorazione di pannelli di legno. |
| DE202013012155U1 (de) * | 2013-04-26 | 2015-06-03 | Holz-Her Gmbh | Vertikales Bearbeitungszentrum |
| EP2796257B1 (de) * | 2013-04-26 | 2017-06-07 | HOLZ-HER GmbH | Vertikales Bearbeitungszentrum |
| CN104626286B (zh) * | 2015-02-16 | 2016-09-21 | 江苏力威剪折机床有限公司 | 一种对斜边板材进行二维钻孔的装置及其加工方法 |
| ITBO20150183A1 (it) * | 2015-04-16 | 2016-10-16 | Bre Ma Brenna Macch S R L | Metodo e macchina per la lavorazione di pannelli di legno o simili |
| CN105149420B (zh) * | 2015-08-31 | 2017-04-26 | 索菲亚家居股份有限公司 | 一种板件孔位的生成方法和装置 |
| IT201600103949A1 (it) * | 2016-10-17 | 2018-04-17 | Bre Ma Brenna Macch S R L | Macchina per la lavorazione di lastre di materiale plastico o simili |
| EP3315270A1 (de) * | 2016-10-28 | 2018-05-02 | Schmidt Groupe | Verfahren und einheit zur maschinellen bearbeitung von platten zur möbelherstellung |
| DE102017012075B4 (de) * | 2016-12-31 | 2026-04-30 | Günther Zimmer | Bearbeitungsstation |
| DE102017012077B4 (de) * | 2016-12-31 | 2024-04-18 | Günther Zimmer | Transportsystem mit selbstfahrenden Werkstückwagen |
| CN111015877B (zh) * | 2019-12-23 | 2022-11-22 | 重庆双羽家俱有限公司 | 异形线条加工用定位结构 |
| CN111251380A (zh) * | 2020-01-10 | 2020-06-09 | 湖北和越机器人技术有限公司 | 木板打孔设备 |
| CN111761669B (zh) * | 2020-07-10 | 2021-12-24 | 浙江索福绿建实业有限公司 | 一种环保型木门制作开槽加工设备及制作加工方法 |
| AT524947B1 (de) * | 2021-04-29 | 2022-11-15 | Blum Gmbh Julius | Kettenfräsvorrichtung zum Ausfräsen einer taschenförmigen Ausnehmung in einer Möbelplatte zur Aufnahme eines Möbelbeschlags |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2408250A1 (de) * | 1974-02-21 | 1975-08-28 | Bauknecht Gmbh G | Verfahren zum herstellen von kuechenmoebeln und vorrichtung |
| DE8514296U1 (de) * | 1985-05-14 | 1985-11-07 | Spehoma GmbH & Co KG, 4970 Bad Oeynhausen | Vorrichtung zum Zusammenfügen von flächigen Einzelteilen zu einer Korpuseinheit, insbesondere für Möbel |
| DE3916013A1 (de) * | 1988-05-23 | 1989-11-30 | Basso Antonio | Montageanlage fuer moebel und dergleichen |
| GB2259886A (en) * | 1991-09-30 | 1993-03-31 | Sherry Brothers Res | Method for manufacturing furniture |
| DE10246602A1 (de) * | 2002-10-05 | 2004-04-15 | Gtt Mbh | Verfahren zum Zusammenfügen mehrerer Einzelteile zu einem Korpus bzw. Möbelstück und Vorrichtung zur Durchführung des Verfahrens |
| DE10259285A1 (de) * | 2002-12-18 | 2004-07-08 | Weeke Bohrsysteme Gmbh | Modulartiges Spindelaggregat |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19652756C1 (de) * | 1996-12-18 | 1998-10-22 | Huettenhoelscher Maschinenbau | Vorrichtung zum Zusammenfügen von Möbelkorpussen |
| US20040027038A1 (en) * | 2002-08-12 | 2004-02-12 | Thermwood Corporation | System and method for cutting a furniture component to size and marking joint locations thereon |
| DE102007038462A1 (de) * | 2007-08-14 | 2009-02-19 | Wittenstein Ag | Modulartiges Spindelaggregat |
-
2009
- 2009-08-07 IT ITMI2009A001444A patent/IT1395149B1/it active
- 2009-11-24 EP EP09176825.9A patent/EP2281671B1/de active Active
- 2009-11-24 ES ES09176825.9T patent/ES2556266T3/es active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2408250A1 (de) * | 1974-02-21 | 1975-08-28 | Bauknecht Gmbh G | Verfahren zum herstellen von kuechenmoebeln und vorrichtung |
| DE8514296U1 (de) * | 1985-05-14 | 1985-11-07 | Spehoma GmbH & Co KG, 4970 Bad Oeynhausen | Vorrichtung zum Zusammenfügen von flächigen Einzelteilen zu einer Korpuseinheit, insbesondere für Möbel |
| DE3916013A1 (de) * | 1988-05-23 | 1989-11-30 | Basso Antonio | Montageanlage fuer moebel und dergleichen |
| GB2259886A (en) * | 1991-09-30 | 1993-03-31 | Sherry Brothers Res | Method for manufacturing furniture |
| DE10246602A1 (de) * | 2002-10-05 | 2004-04-15 | Gtt Mbh | Verfahren zum Zusammenfügen mehrerer Einzelteile zu einem Korpus bzw. Möbelstück und Vorrichtung zur Durchführung des Verfahrens |
| DE10259285A1 (de) * | 2002-12-18 | 2004-07-08 | Weeke Bohrsysteme Gmbh | Modulartiges Spindelaggregat |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11559917B2 (en) | 2020-05-08 | 2023-01-24 | Jeld-Wen, Inc. | Drop roller press and method of making recessed panel doors |
| AU2021202760B2 (en) * | 2020-05-08 | 2023-05-04 | Jeld-Wen, Inc. | Drop roller press and method of making recessed panel doors |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2556266T3 (es) | 2016-01-14 |
| ITMI20091444A1 (it) | 2011-02-08 |
| EP2281671A1 (de) | 2011-02-09 |
| IT1395149B1 (it) | 2012-09-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2281671B1 (de) | Holzpaneele Bearbeitungsmaschine für Möbelstücke | |
| KR101019148B1 (ko) | 디스플레이용 박판유리의 센터링 지그 | |
| JP6129753B2 (ja) | 2つのワークスピンドルを備えた機械加工ユニット | |
| US8458871B2 (en) | Secondary positioning device for workpiece machining | |
| EP1712337A1 (de) | Bearbeitungszentrum mit zwei Arbeitseinheiten mit Mitteln zur Handhabung des Werkstücks | |
| EP0455095A1 (de) | Kombinierte Maschine zur Verarbeitung von einzelnen oder gestapelten Holzplatten oder ähnlichem Material | |
| EP2745961B1 (de) | Verfahren zur Bearbeitung eines metallischen Bauteils durch Drehen und Fräsen | |
| JPH04261760A (ja) | 特にプリント配線板を切削するための工作機械 | |
| EP1536914A1 (de) | Bearbeitungszentrum mit mehreren stationen | |
| CN201669757U (zh) | 一种木材复合加工中心 | |
| EP1250976B1 (de) | Werkzeugmaschinen zum bearbeiten von länglichen Werkstücken | |
| CN112454589B (zh) | 一种板式家具柔性数控生产线及加工方法 | |
| EP3511123B1 (de) | Bearbeitungszentrum mit zwei tischen | |
| US5375951A (en) | Method for making bed for automated milling machine | |
| US11768475B2 (en) | Machine for working glass slabs with a computerized numeric control assembly and related production process | |
| US12434403B2 (en) | Machining center | |
| TW202033332A (zh) | 雙端開榫機 | |
| CN215094818U (zh) | 用于玻璃精雕机的定位装置 | |
| EP3900901B1 (de) | Doppelseitige maschine zur industriellen verarbeitung | |
| CN114080299B (zh) | 珩磨机 | |
| EP1136185A2 (de) | Arbeitsstation zum Schneiden von Platten mit einer Arbeitsoberfläche mit Saugfördergurten | |
| JPH0723160Y2 (ja) | 長尺物端末複合加工機 | |
| CN222588762U (zh) | 一种立卧两用五轴数控深孔钻机床 | |
| JP4668485B2 (ja) | 板材加工機 | |
| EP3106276A1 (de) | Eine holzbearbeitungsmachine mit einer numerischen steuerung mit einem verbesserten fütterungssystem und eine methode um holzpanele zu bewegen in einer holzbearbeitungsmachine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| 17P | Request for examination filed |
Effective date: 20110725 |
|
| 17Q | First examination report despatched |
Effective date: 20111019 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150518 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 752115 Country of ref document: AT Kind code of ref document: T Effective date: 20151015 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BOVARD AG, CH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602009033895 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2556266 Country of ref document: ES Kind code of ref document: T3 Effective date: 20160114 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151231 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20150930 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 752115 Country of ref document: AT Kind code of ref document: T Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160130 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160201 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151124 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602009033895 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| 26N | No opposition filed |
Effective date: 20160701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151124 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20091124 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20221201 Year of fee payment: 14 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230323 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240131 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240531 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231130 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240531 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231130 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240531 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240531 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602009033895 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20241124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20241124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20241124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20241130 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20260107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20241125 |