EP2291292B1 - Produkt zur Dekoration durch Wärmeübertragung und ein Verfahren zu dessen Herstellung - Google Patents
Produkt zur Dekoration durch Wärmeübertragung und ein Verfahren zu dessen Herstellung Download PDFInfo
- Publication number
- EP2291292B1 EP2291292B1 EP09769475.6A EP09769475A EP2291292B1 EP 2291292 B1 EP2291292 B1 EP 2291292B1 EP 09769475 A EP09769475 A EP 09769475A EP 2291292 B1 EP2291292 B1 EP 2291292B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- layer
- sheet
- polyurethane
- transferable
- solution
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/16—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like
- B44C1/165—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like for decalcomanias; sheet material therefor
- B44C1/17—Dry transfer
- B44C1/1712—Decalcomanias applied under heat and pressure, e.g. provided with a heat activable adhesive
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24612—Composite web or sheet
Definitions
- the present invention relates to the field of ornamentation by the technique of transfer by hot pressing, in which a sheet carrying or defining a decorative pattern is pressed by a heated element, such as an iron, on a support of destination.
- a heated element such as an iron
- the invention finds application in the field of personalization of clothing and textile pieces.
- the invention relates to a product for the ornamentation of a support by hot transfer, and a method of manufacturing such a product.
- the technique of hot-pressing transfer is carried out using special products, which are specially developed for this technique and in which a transferable sheet carries or defines the decorative pattern.
- This transferable sheet is generally united to a support sheet on which hot pressing is carried out and which is peelable so that it can be removed at the end of the transfer.
- the securing of the transferable sheet to the destination support may be due to a hot-melt bonding layer, which is heated during the transfer to temporarily melt and which is on the opposite side to the peelable sheet.
- the decorative pattern can be realized by means of printing on the transferable sheet, in which case it must be more precisely a printable sheet.
- the decorative pattern can also be cut from the transferable sheet so as to be defined by the cutting line after the removal of the falls.
- FR 2,003,716 A discloses a transferable sheet comprising a relief pattern formed by embossing in a polyurethane coating.
- the object of the present invention is at least to increase the aesthetic possibilities for the decoration of substrates, such as textiles, by means of the hot-pressing technique, by allowing a fixed ornamentation employing this technique to define a raised pattern, such as a graining.
- this object is achieved by means of a product for the ornamentation of a support by hot transfer, comprising a transferrable sheet by hot pressing on such a support.
- An embossed pattern is defined by a front face of this transferable sheet which comprises at least one shaped holding layer obtained from a high solids content solution based on polyurethane having a partial polymerization and blocked before term.
- the sheet comprises a reinforcing layer covering said shaped holding layer and resulting from the drying of a solution of fully polymerized polyurethane resin.
- a reinforcing layer makes the sheet more resistant to mechanical stresses and, in particular, opposes premature cracking of this sheet.
- said reinforcing layer defines the front face of the transferable sheet and comprises a surface fraction which is distinguished from an underlying fraction of this reinforcing layer by a different hue and which is located mainly at the projecting zones. said front face.
- the transferable sheet comprises a bonding layer to a destination support by hot pressing.
- the bonding layer covers one face of the shaped holding layer.
- the hot transfer ornamentation product comprises a carrier sheet which carries the transferable sheet without covering the hot-melt adhesive layer and which is peelable so as to be dissociable from the transferable sheet once the transfer is made.
- This support sheet may be transparent in order to facilitate the positioning of the transferable sheet before it is fixed by hot pressing.
- step b) a film is formed with said high solids content solution, then the film is dried and the polymerization of the polyurethane present in this film is resumed.
- step b) the polymerization of the polyurethane present in said film is resumed by subjecting this film to heating.
- the shaped holding layer and the reinforcing layer are formed on each other in steps a) and b).
- step b) takes place after step a), in which polyurethane-based polymerized resin solution in the form of a film is deposited on said impression, and this film is then dried.
- step b) takes place after step a), in which polyurethane-based polymerized resin solution in the form of a film is deposited on said impression, and this film is then dried.
- the shaped holding layer is formed on the reinforcing layer in step b).
- a surface fraction of the reinforcing layer is first formed in recessed zones of the impression and, on this superficial fraction, an underlying fraction of the coating layer is then formed. reinforcing, the superficial fraction and the underlying fi-action of the reinforcing layer having different hues.
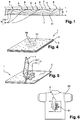
- FIG. 1 there is shown a product 1 which is intended to be used for decorating a garment by means of a heat-pressing transfer and which comprises two sheets associated one against the other, namely a multilayer sheet 2 transferable by hot pressing and a peelable support sheet 3 .
- the front face 4 of the transferable sheet 2 has recessed areas 5 and projecting areas 6 , which alternate with each other and which together form a raised pattern.
- This relief pattern is defined by two superposed layers 7 and 8 of the sheet transferable 2 .
- it is a graining imitating that of natural leather.
- the layer 7 of the transferable sheet 2 is more precisely a shaped holding layer, intended to prevent heat transfer by transfer of this sheet to remove the pattern in relief, that is to say the graining in the example proposed here. It is made of polyurethane (PU), in a way that will be specified later.
- PU polyurethane
- the layer 8 of the transferable sheet 2 is also made of polyurethane (PU). It is a reinforcing layer which is not made in the same way as the shaped holding layer 7 , while being intimately linked thereto by virtue of a chemical compatibility, and whose function is to increase the resistance of the transferable sheet 2 against mechanical stresses such as tractions.
- This reinforcing layer 8 has the particular role of increasing the capacity of the transferable sheet 2 to elongate elastically under the effect of traction and thus oppose the cracking of this transferable sheet 2 after the attached to the garment of destination. It further defines the front face 4 , to which it gives a smooth and non-sticky feel.
- the reinforcing layer 8 can be anywhere of the same color, that is to say to have a solid hue. It can also be otherwise. This is the case in the example shown where the hue of the reinforcing layer 8 is not the same in every respect.
- a superficial fraction 9 of the reinforcing layer 8 has a first hue.
- the reinforcing layer 8 has a second hue different from this first hue.
- the transferable sheet 2 comprises a thermofusible bonding layer 11 , which may in particular be based on copolyester and which covers the rear face of the shaped holding layer 7 , opposite the layer of reinforcement 8 .
- This bonding layer 11 is intended to ensure robust attachment of the layers 7 and 8 to the destination textile.
- the support sheet 3 consists of a transparent film which is made of polyethylene terephthalate (PET) and one side of which is adhesive-coated, that is to say provided with an adhesive allowing it to be glued several times to a surface. surface, then peeled off.
- this adhesive-coated face is bonded to the front face 4 of the transferable sheet 2 , so that the support sheet 3 is peelable, that is to say dissociable from this transferable sheet 2 .
- the other side of the support sheet 3 carries a release treatment so that it can be detached easily, whereby the product 1 can be rolled up before use and then easily unrolled.
- a manufacturing facility of the transferable sheet 2 is represented on the figure 2 , where arrows indicate the directions of different movements of advance or rotation.
- the layers 7 and 8 of this sheet 2 are made first, according to the so-called "transfer coating” technique, in which a coating is carried out on a temporary support.
- This temporary support consists of a grained paper 12 , commonly called transfer paper, one face 13 defines a mold cavity.
- This molding impression has complementary recesses of the protruding zones 6 and complementary bumps of the recessed zones 5 . It therefore has the form of a graining negative to be defined by the front face 4 .
- the paper 12 is a conventional transfer paper, such as that marketed under the reference EMBOSSED DOLLARO by the company FAVINI CARTIERA, via November 4, 276 - 28882 CRUSINALLO / OMEGNA (VB) - ITALY.
- a first coating station 20 of the device shown in FIG. figure 2 serves to deposit a solution 21 on the face 13 of the transfer paper 12 .
- This solution 21 contains a fully polymerized polyurethane resin which has a first hue and is dissolved in a solvent.
- a squeegee 22 determines the amount of solution 21 left on the face 13 of the transfer paper 12 . It is adjusted so as to leave the solution 21 only in the recesses defined by this face 13 , that is to say in the complementary recesses of the projecting zones 6 .
- the transfer paper 12 enters a first drying oven 23 , in which the solvent of the solution 21 is evaporated.
- the surface fraction 9 of the reinforcing layer 8 is formed in the recesses of the face 13 . It consists of the solids content of solution 21 , that is to say of the polyurethane-based polymerized resin present in this solution 21 .
- the superficial fraction 9 is distributed according to a weight per unit area which may be, for example, of the order of 10 g / m 2 .
- a solution 21 having given good results consists of 59% by mass of Larithane TM marketed under the reference MS 128 by NOVOTEX ITALIANA SPA, of 39.4% by weight of dimethylformamide (DMF), of 0.44% by weight. mass of black Norene marketed under the reference S1052 by the aforementioned company NOVOTEX ITALIANA SPA, 1.06% by weight of orange Norene sold under the reference S3188 by the aforementioned company NOVOTEX ITALIANA SPA and 0.1% by weight of Noresil marketed under the reference S 900 by the aforementioned company NOVOTEX ITALIANA SPA, whose address is via Enrico Fermi, 20 - 20083 GAGGIANO (MI) - ITALY.
- MI GAGGIANO
- a second coating follows the drying in the oven 23 . It takes place at a second coating station 24 , where a solution 25 is deposited on the superficial fraction 9 and on the still visible zones of the face 13 of the transfer paper 12 .
- This solution 25 has substantially the same chemical composition as the solution 21, from which it differs, however, by the color of the solid fraction.
- a heel 26 of the blade coating station 24 determines the amount of coated solution 25, then the whole passes through a second drying oven 27, wherein the solvent is evaporated from the solution 25. After drying, the solids content of the deposited solution 25 form the underlying portion 10 of the reinforcing layer 8.
- the basis weight can then be for example of the order of 30 g / m 2.
- a solution 29 based on polyurethane is deposited on the visible face of the reinforcing layer 8 .
- This solution 29 is a solution with a high solids content, also called “high solid solution” or “high solid solution”, in which the proportion of dry extract based on polyurethane is high compared to that in a normal polyurethane solution such as solutions 21 and 25 .
- the portion of the solids content in the high solids content solution is advantageously greater than 70% by weight, preferably greater than 85% by weight, for example of the order of 95% by weight.
- the solution 29 may comprise only 5% by weight of solvent, while the proportion of solvent in the solutions 21 and 25 is of the order of 70% by weight.
- the polyurethane present in solution 29 is partially polymerized, which means that its polymerization has been blocked before term.
- a solution 29 that has given good results consists of 91.41% by weight of UCECOAT SV 201, 6.76% by weight of UCECOAT IT 131, 0.46% by weight of UCECOAT AS 20, 0.46% by weight of UCECOAT R446 / 50, 0.46% by weight of UCECOAT AS 41 and 0.46% by mass of matting agents marketed under the reference TS 100 by the company SAFIC-ALCAN, 3, rue Bellini - 92806 PUTEAUX - FRANCE.
- the solution 29 having the composition defined above is colorless.
- the solution 29 can also be tinted, in which case dyes enter into its composition.
- the UCECOAT SV 201, UCECOAT IT 131, UCECOAT AS 20, UCECOAT R446 / 50 and UCECOAT AS 41 products are available from CYTEC - Anderlecht Str 33 - 1620 DROGENBOS - BELGIUM.
- a squeegee 30 determines the amount of solution 29 deposited as a film 31 on the reinforcing layer 8 . Then, the assembly passes into a drying oven 32 , where the solvent of solution 29 is evaporated. After drying, the film 31 may, for example, have a mass per unit area of the order of 80 to 100 g / m 2 .
- the band leaving the oven 32 is driven to two heating calendering rollers 33 , between which it passes.
- the thermofusible bonding layer 11 carried by a temporary film of polyethylene 34 also passes between the calendering rollers 33 , which solidify it by heating and pressing the film 31 sec.
- a hot melt layer having given good results as a bonding layer 11 is marketed under the reference FAITERM 104 by the Italian company FAITPLAST, Via Industriale - 25060 CELLATICA (BR) - ITALY.
- the heat provided by the oven 32 and / or that provided by the calendering rollers 33 resume the polymerization of the polyurethane within the film 31 , so that this polymerization is completed after the formation of the film 31 .
- the film 31 constitutes the shaped holding layer 7 .
- the penultimate operation carried out by the installation represented in figure 2 consists in demolding the transferable sheet 2, dissociating it in 35 of the transfer paper 12 . This transferable sheet 2 can then be wound, cut into plates or otherwise packaged.
- the product 1 can be produced from the transferable sheet 2 resulting from the installation of the figure 2 and from a web of support sheet 3 , in the installation shown in FIG. figure 3 , where arrows indicate directions of advance or rotation.
- the transferable sheet 2 and the support sheet 3 pass together between two calendering rollers 40 which press against each other so as to adhere the adhesive side of the support sheet 3 to the front face 4 of the transferable sheet 2 .
- These two calendering rollers 40 are heated to heat in turn the adhesive present on the adhesive side of the carrier sheet 3 .
- a sheet of polyethylene terephthalate having given good results as a support sheet 3 is marketed under the reference ETL115142 by the company Bischof + Klein Gmbh - Rahestrasse 47 - 49525 Basilrich - Germany.
- FIGS. 4 and 5 illustrate the first steps of an implementation of the product 1 .
- a product sample 1 is shown on the transferable sheet 2 from which the contours 50 of a decorative cut-out pattern 51 are drawn in dotted lines.
- a suitable device such as a graphic cutter also called graphic plotter
- this decorative pattern 51 is cut in the transferable sheet 2 , but not in the peelable support sheet 3 .
- the decorative pattern 51 to be transferred is left on the peelable support sheet 3 , the falls 52 from its cutting being removed, which is illustrated by the figure 5 .
- the transparency of the support sheet 3 facilitates the positioning of the decorative pattern 51 prior to attachment to a garment such as a T-shirt.
- This fixing is done by hot pressing. In a manner known per se, it consists in pressing the decorative pattern 51 not free of the peelable support film 3 against the garment, by using a heating press or an iron. During this, the adhesive layer 11 of the decorative pattern 51 softens or even melts so as to be able to bind to the fibers of the garment of destination.
- the installation represented at figure 2 can be broken down into several separate subsets, even if the collection of these subsets allows continuous operation.
- this destination support may be a dashboard, an interior trim element or a shelf of the passenger compartment of a motor vehicle, or even another accessory of such a cabin.
- the shaped holding layer 7 can be expanded and have a cellular structure.
- an expanding agent may be incorporated in solution 25 .
- it may be azodicarbonamide which reacts to heat in the drying oven 27 by releasing an expansion gas.
- About 5 to 6% azodicarbonamide by weight of base resin in solution 25 gave good results.
- the expansion of the material of the shaped holding layer 7 can be obtained otherwise than by using azodicarbonamide.
- it can be the result of microspheres which are introduced into the solution 25 and which contain a gas to be the foaming, by expanding under the effect of a temperature rise.
Landscapes
- Laminated Bodies (AREA)
- Decoration By Transfer Pictures (AREA)
Claims (14)
- Produkt zur Dekoration eines Trägers durch Thermodruck, umfassend eine Folie (2), die durch Heißpressen auf einen derartigen Träger übertragbar ist, wobei ein Reliefmotiv (5, 6), das in einer Verstärkungsschicht, die ausgehend von einer ersten Lösung mit normalem Gehalt an Trockenmasse auf Polyurethanbasis erhältlich ist, in einem Formhohlraum (13) gebildet wird, durch eine Vorderseite (4) dieser übertragbaren Folie (2), die mindestens eine Formhalteschicht (7) umfasst, die ausgehend von einer zweiten Lösung mit hohem Gehalt an Trockenmasse (29) auf Polyurethanbasis erhältlich ist, die eine partielle und vorzeitig unterbrochene Polymerisation aufweist, definiert ist, wobei diese Schicht (7) eine Formhalteschicht des Reliefmotivs (5,6) ist, dadurch gekennzeichnet, dass das Flächengewicht der Formhalteschicht in Bezug auf das Flächengewicht der Verstärkungsschicht hoch ist.
- Produkt gemäß Anspruch 1, dadurch gekennzeichnet, dass die Polymerisation des Polyurethans in der Formhalteschicht (7) beendet wurde.
- Produkt gemäß Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Verstärkungsschicht (8), die diese Formhalteschicht (7) bedeckt, Ergebnis des Trocknens einer Lösung (21, 25) aus vollständig polymerisiertem Harz auf Polyurethanbasis ist.
- Produkt gemäß Anspruch 3, dadurch gekennzeichnet, dass diese Verstärkungsschicht (8) die Vorderseite (4) der übertragbaren Folie (2) definiert und eine oberflächliche Teilschicht (9) enthält, die sich von einer darunterliegenden Teilschicht (10) dieser Verstärkungsschicht (8) durch einen anderen Farbton unterscheidet und die hauptsächlich in den hervorragenden Zonen (6) dieser Vorderseite (4) liegt.
- Produkt nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass die übertragbare Folie (2) eine Schicht (11) zum Kleben auf den Träger durch Heißpressen enthält.
- Produkt gemäß Anspruch 5 und einem der vorangehenden Ansprüche 3 und 4, dadurch gekennzeichnet, dass auf einer Seite der Formhalteschicht (7), und zwar der Seite, die gegenüber der Verstärkungsschicht (8) liegt, die Klebeseite (11) eine Seite der Formhalteschicht (7) bedeckt.
- Produkt gemäß einem der Ansprüche 5 und 6, dadurch gekennzeichnet, dass es eine Trägerfolie (3) umfasst, die die übertragbare Folie (2) trägt, ohne die Heißleim-Klebeschicht (11) zu bedecken, die abziehbar ist, so dass sie von der übertragbaren Folie (2) getrennt werden kann.
- Fertigungsverfahren für ein Produkt (1) zur Dekoration eines Trägers durch Thermodruck, umfassend eine Folie (2), die durch Heißpressen auf einen derartigen Träger übertragbar ist, wobei die Vorderseite (4) dieser übertragbaren Folie (2) in einer Verstärkungsschicht, die ausgehend von einer ersten Lösung mit normalem Gehalt an Trockenmasse auf Polyurethanbasis erhältlich ist, in einem Formhohlraum (13) gebildet wird, der das Negativ eines Reliefmotivs (5, 6) dieser Vorderseite (4) definiert und dadurch, dass das Verfahren einen Schritt umfasst, in dem:b) ausgehend von einer zweiten Lösung mit hohem Gehalt an Trockenmasse (29) auf Polyurethanbasis, die eine partielle und vorzeitig unterbrochene Polymerisation aufweist, eine Schicht (7) der übertragbaren Folie (2) gebildet wird, und zwar eine Formhalteschicht dieses Reliefmotivs (5,6), dadurch gekennzeichnet, dass der Teil der Trockenmasse auf Polyurethanbasis der zweiten Lösung in Bezug auf den der ersten Lösung hoch ist, woraus die Verstärkungsschicht gebildet wird.
- Verfahren nach Anspruch 8, dadurch gekennzeichnet, dass im Schritt b) eine Folie (31) mit dieser Lösung mit hohem Gehalt an Trockenmasse (29) gebildet wird, dann diese Folie (31) getrocknet wird und die Polymerisation des in dieser Folie enthaltenen Polyurethan fortgesetzt wird.
- Verfahren nach Anspruch 9, dadurch gekennzeichnet, dass im Schritt b) die Polymerisation des in dieser Folie (31) enthaltenen Polyurethan fortgesetzt wird, indem die Folie erhitzt wird.
- Verfahren gemäß einem der Ansprüche 8 bis 10, dadurch gekennzeichnet, dass es einen Schritt enthält, in dem:a) ausgehend von einer Lösung (21, 25) polymerisierten Harzes auf Polyurethanbasis eine Verstärkungsschicht (8) der übertragbaren Folie (2) gebildet wird,und dadurch dass die Formhalteschicht (7) und die Verstärkungsschicht (8) in den Schritten a) und b) übereinander gebildet werden.
- Verfahren gemäß Anspruch 11, dadurch gekennzeichnet, dass:- Schritt b) nach Schritt a) stattfindet, in dem eine Lösung aus polymerisiertem Harz auf Polyurethanbasis (21, 25) in Form einer Folie auf diesem Formhohlraum (13) abgelagert wird und der Film getrocknet wird,- und dadurch, dass im Schritt b) die Formhalteschicht (7) auf der Verstärkungsschicht (8) gebildet wird.
- Verfahren gemäß Anspruch 12, dadurch gekennzeichnet, dass im Schritt a) zuerst eine oberflächliche Teilschicht (9) der Verstärkungsschicht (8), in den Hohlräumen der Form (13) gebildet wird und auf dieser oberflächlichen Teilschicht (9) dann eine darunterliegende Teilschicht (10) der Verstärkungsschicht (8) gebildet wird, wobei die oberflächliche Teilschicht (9) und die darunterliegende Teilschicht (10) der Verstärkungsschicht (8) verschiedene Farbtöne haben.
- Verfahren gemäß einem der Ansprüche 8 bis 13, dadurch gekennzeichnet, dass es Schritte enthält, in denen nach Schritt b):c) die übertragbare Folie (2) von diesem Formhohlraum (13) entfernt wird, dannd) die übertragbare Folie (2) mit einer abziehbaren Trägerfolie (3) verbunden wird, so dass diese abziehbare Trägerfolie (3) sich gegenüber einer Heißleim-Klebefolie (11) befindet, die Teil der übertragbaren Folie (2) ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0853590A FR2931725B1 (fr) | 2008-05-30 | 2008-05-30 | Produit pour l'ornementation par transfert a chaud et procede de fabrication d'un tel produit. |
| PCT/FR2009/050963 WO2009156634A1 (fr) | 2008-05-30 | 2009-05-25 | Produit pour l'ornementation par transfert a chaud et procede de fabrication d'un tel produit |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2291292A1 EP2291292A1 (de) | 2011-03-09 |
| EP2291292B1 true EP2291292B1 (de) | 2016-03-30 |
Family
ID=39877798
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09769475.6A Not-in-force EP2291292B1 (de) | 2008-05-30 | 2009-05-25 | Produkt zur Dekoration durch Wärmeübertragung und ein Verfahren zu dessen Herstellung |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20110070408A1 (de) |
| EP (1) | EP2291292B1 (de) |
| FR (1) | FR2931725B1 (de) |
| WO (1) | WO2009156634A1 (de) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2666645A1 (de) * | 2012-05-25 | 2013-11-27 | Veka AG | Mehrlagige Folie zum Aufbringen einer Metallschicht oder Dekorschicht auf ein Werkstück sowie Verfahren zum Herstellen einer Folie |
| US11186116B2 (en) * | 2017-08-16 | 2021-11-30 | Ccl Label, Inc. | Heat transfer sheet assembly with improved peeling |
| IT201800009667A1 (it) * | 2018-10-22 | 2020-04-22 | Nuova Accoppiatura Srl | Macchina e impianto per la nobilitazione delle pelli e relativo procedimento di nobilitazione |
| IT202000003326A1 (it) * | 2020-02-19 | 2021-08-19 | Bergi S P A | Macchina per la lavorazione di pelli |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2003716A1 (en) * | 1968-03-12 | 1969-11-14 | Lankro Chem Ltd | Leather is dressed by making laminate of leather, film of coating material and parting layer, then removing parting layer. Method overcomes various famili |
| US3684545A (en) * | 1969-11-07 | 1972-08-15 | James D Worrall | Thermosetting dry transfer |
| US3909328A (en) * | 1973-04-10 | 1975-09-30 | Du Pont | Decoration of substrates by thermal transfer of photosensitive, thermoplastic, dye-imaged film |
| FR2393688A1 (fr) * | 1977-06-06 | 1979-01-05 | Troyenne Impression | Motif ornemental en relief fixable par transfert, et son procede d'obtention |
| US4454179A (en) * | 1982-05-10 | 1984-06-12 | Minnesota Mining And Manufacturing Company | Dry transfer article |
| EP0739751A3 (de) * | 1995-04-25 | 1997-10-22 | Fuji Photo Film Co Ltd | Bilderzeugungsverfahren |
| US5866248A (en) * | 1996-03-21 | 1999-02-02 | Stahls', Inc. | Polyurethane film for heat applied graphics |
| US6361855B2 (en) * | 1999-10-28 | 2002-03-26 | Specialty Adhesive Film Co. | Method of forming heat activated transfer for improved adhesion and reduced bleedthrough |
| US6541098B2 (en) * | 2000-12-22 | 2003-04-01 | Avery Dennison Corporation | Three-dimensional flexible adhesive film structures |
-
2008
- 2008-05-30 FR FR0853590A patent/FR2931725B1/fr not_active Expired - Fee Related
-
2009
- 2009-05-25 WO PCT/FR2009/050963 patent/WO2009156634A1/fr not_active Ceased
- 2009-05-25 EP EP09769475.6A patent/EP2291292B1/de not_active Not-in-force
-
2010
- 2010-11-30 US US12/956,614 patent/US20110070408A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| EP2291292A1 (de) | 2011-03-09 |
| WO2009156634A1 (fr) | 2009-12-30 |
| FR2931725A1 (fr) | 2009-12-04 |
| FR2931725B1 (fr) | 2012-04-20 |
| US20110070408A1 (en) | 2011-03-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0913271B1 (de) | Kontinuierliches automatisches Verfahren zum Drucken von mehrfarbigen Mustern auf eine hochfrequenzverschweissbare oder thermoklebende beflockte Folie, durch das Verfahren hergestellte Folie, Verfahren zum Aufbringen der Folie auf einen Gegenstand, und durch das Verfahren hergestellter dekorierter Gegenstand | |
| EP0774365B1 (de) | Verfahren zum Dekorieren von Verbundkörpern wie Ski, Surfbretter oder Skateboards | |
| EP0993963B1 (de) | Endlosdruckverfahren für einen Plastikfilm, Gerät hierfür, sowie damit hergestellter bedruckter Plastikfilm | |
| EP0606556B1 (de) | Dekorationsverfahren für die Oberseite des skis | |
| FR2669653A1 (fr) | Papier de traitement gaufre ou graine, pour la fabrication de cuir synthetique et procede d'obtention d'un tel papier. | |
| FR2624035A1 (fr) | Procede de fabrication d'un transfert de flocons multicolores et articles textiles obtenus par ce procede | |
| EP2291292B1 (de) | Produkt zur Dekoration durch Wärmeübertragung und ein Verfahren zu dessen Herstellung | |
| FR2847433A1 (fr) | Procede de decoration d'une chaussure de ski | |
| FR2916994A1 (fr) | "procede de decoupe au laser d'un motif pour decoration d'articles textiles" | |
| EP3283684B1 (de) | Verfahren zur wärmeübertragung auf textilien und expandierbarer mehrschichtiger komplex dafür | |
| EP2425050B1 (de) | Verfahren zur herstellung eines textilkomplexes mit dekorativmuster | |
| EP1122049B1 (de) | Verfahren zur Herstellung eines Kunstoffteils mit Dekorfolie und danach erhaltenes Teil | |
| EP0850785B1 (de) | Verfahren zum Dekorieren eines Verbundkörpers, z.B. eines Skis, eines Surfbrettes, eines Skateboards oder eines Bestandteiles eines Fahrrads | |
| EP0722843B1 (de) | Verfahren zur Dekoration von Gegenständen durch Sublimation | |
| EP0900148A1 (de) | Übertragungssystem und verfahren zu dessen herstellung und verwendung | |
| EP2298985A1 (de) | Verfahren zur herstellung eines textilkomplexes umfassend eine beschichtung mit dekorativmustern und derart hergestellter textilkomplex | |
| KR101464720B1 (ko) | 요철피착물용 전사지와 이를 이용한 요철피착물 전사방법 | |
| FR2997892A1 (fr) | Procede de fabrication d'une piece plastique munie d'au moins une empreinte coloree | |
| FR3166578A1 (fr) | Sublimation sur pièce en cuir ou en polycarbonate de véhicule automobile | |
| FR3166328A1 (fr) | Sublimation pour personnalisation de revêtement de véhicule automobile | |
| FR2745229A1 (fr) | Procede de sublimation a basse temperature | |
| BE658100A (de) | ||
| FR2505260A1 (fr) | Motif decoratif ou marquage en relief applicable par transfert et son procede de realisation | |
| EP1345779A1 (de) | Siebdruckverfahren und anlage, druckfarbe | |
| EP1136004A2 (de) | Verfahren zu Dekoration eines flexiblen, textilen Trägers und ein Gegenstand erhalten durch dieses Verfahren |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20101123 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20151001 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: ANTHEME, SYLVAIN Inventor name: DEVIDAL, DOMINIQUE |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602009037294 Country of ref document: DE Representative=s name: LAURENT CHARRAS, FR |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 784925 Country of ref document: AT Kind code of ref document: T Effective date: 20160415 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602009037294 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160701 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160630 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160330 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 784925 Country of ref document: AT Kind code of ref document: T Effective date: 20160330 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160730 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160801 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602009037294 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160531 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160531 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160630 |
|
| 26N | No opposition filed |
Effective date: 20170103 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160525 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160630 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20090525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20180503 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190531 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20200528 Year of fee payment: 12 Ref country code: DE Payment date: 20200513 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20200512 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602009037294 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210525 |