EP2377424B1 - Dispositif et procédé de fabrication de brosses - Google Patents
Dispositif et procédé de fabrication de brosses Download PDFInfo
- Publication number
- EP2377424B1 EP2377424B1 EP10003937.9A EP10003937A EP2377424B1 EP 2377424 B1 EP2377424 B1 EP 2377424B1 EP 10003937 A EP10003937 A EP 10003937A EP 2377424 B1 EP2377424 B1 EP 2377424B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bristles
- tufts
- base part
- openings
- tuft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D3/00—Preparing, i.e. Manufacturing brush bodies
- A46D3/04—Machines for inserting or fixing bristles in bodies
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D1/00—Bristles; Selection of materials for bristles
- A46D1/04—Preparing bristles
- A46D1/06—Machines or apparatus for cutting bristles
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D1/00—Bristles; Selection of materials for bristles
- A46D1/08—Preparing uniform tufts of bristles
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D3/00—Preparing, i.e. Manufacturing brush bodies
- A46D3/08—Parts of brush-making machines
- A46D3/082—Magazines for bristles; Feeding bristles to magazines; Knot picking
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D9/00—Machines for finishing brushes
- A46D9/02—Cutting; Trimming
Definitions
- the method can be adapted very quickly to new patterns if the base part is moved using a freely programmable, at least 2-axis positioning device, in particular a freely programmable, preferably 2-axis industrial robot.
- the gap exists between the edge of the openings and the transport device, but in particular the gap is even so large that the device is completely spaced from the rear side of the base part.
- the front ends of the tufts may contact a profiled pressure member during or after loading of the base member to provide a profiled brushing surface.
- the brush surface is the front side working surface of the brush formed by the bristle ends.
- This pressure part can either already be present during the plug and serve as a stop or pressed against the bristles after the plug, so that they rest against the pressure part and image the shape of the pressure part.
- the bristle tufts protruding from the back of the openings of the base part are cut off after being pushed in according to the preferred embodiment.
- the tolerances of the individual bristle lengths are thereby complete Compensated, because on the front can be done on the pressure part a precise length adjustment, the back is then simply cut off.
- the device according to the invention also comprises a station in which the base part for the sequential piercing is moved at least in two directions in order to align the opening to be filled with the bristle tufts to be filled, this station in particular having a freely programmable, preferably 2-axis industrial robot Has shift of the base part.
- FIG. 1 It can be seen that a transport device 18, which will be explained in more detail below, conveys individual bristle tufts 16, which are pushed by a device from the transport device 18 into the openings 14 from the rear side of the base part 12.
- a counterpressure part 36 complementary to the pressure part can be provided on this rear side so that the bristle tufts 16 can be axially fixed between the pressure part 32 and the counterpressure part 36 as far as possible without play.
- bristle tufts 16 are attached at the back. This attachment is done for example by welding.
- the guide member 26 it is preferable (not limiting) for the guide member 26 to be supported on the base member 12 to provide support and sealing.
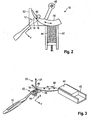
- FIG. 2 Further details of a possible embodiment of the station of the device according to the invention, in which the bristle tufts 16 are separated and transported to the base part 12.
- the device has its own station with a magazine 42, in which a bristle supply 44 is housed.
- the bristles are aligned in magazine 42 parallel and ungrouped housed. They are pressed by adapted pressure means in the direction of the transport device 18.
- the separation of the bristle tufts 16 thus takes place laterally to the longitudinal extension of the bristles, which in the present case would be perpendicular to the plane of the drawing.
- the receiving opening 50 When the receiving opening 50 is filled with bristles, it is pivoted clockwise and in the in FIG. 2 shown position moves.
- a guide plate 52 which conforms to the shape of the plate 48, ensures that no bristles can fall out of the receiving opening 50.
- the bristle tufts 16 are pushed directly into the base part 12 directly, without the interposition of a carrier plate or the like. It should be noted that the individual bristle tufts are removed sequentially from the magazine 42 and transported with the tuft picker to their final position before impact. A transfer to subcarrier is avoided here.
- the base portion 12 has numerous openings 14 which must be successively filled with bristle tufts 16, the base portion 12 is moved in two directions X, Y. In order to be filled openings 14 are aligned with the receiving opening 50 and the next bristle tufts 16 to be injected.
- the corresponding station preferably has a so-called X-Y carriage, on which the base parts 12 can be fastened and moved in one plane.
- a so-called X-Y carriage is a simple embodiment of a freely programmable, at least 2-axis positioning device, in particular a freely programmable 2-axis industrial robot.
- FIG. 3 shows the magazine 42 with the tuft stock 44 in perspective view. To clarify the entire station several parts have been omitted.
- FIG. 3 further shows a bristle tufts 16, which is being pushed by the device 20 into an opening of the base part 12.
- a holder 54 positions and locks the guide member 26 to an alignment unit, for example an XY carriage, over which the alignment of the base part 12 to the receiving opening 50 takes place.
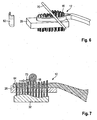
- the loading with the bristle tufts 16 is in FIG. 5 shown in more detail. It can be seen that the bristle tufts 16 accommodated in the transport device 18 are spaced from the rear side of the base part 12 before being inserted into the openings 14. The transport device is spaced from the base part 12 in the region of the openings 14 via a gap 60 with the gap thickness d. This gap 60 is bridged by no guide member or the like.
- the openings 14 are preferably provided on the back with a flared chamfer 62.
- the base part 12 has a depression 64 in the region of the openings 14 on the rear side. In this recess 64, the lid member 14 is introduced or molded.
- the transport device 18 is designed so that during the insertion of the bristles into the openings 14 in the transport device 18 exclusively axial pressure (that is, pressure in the bristle longitudinal direction) is exerted on the bristle tufts 16 to be introduced. That is, the wall around the receiving opening 50 is rigid, no radial clamping force is exerted on the bristles. The only clamping force is achieved by the bias in the bristle supply 44, which is forwarded so to speak in the receiving opening 50 when separating the bristles.
- the cutting of the bristle tufts 16 preferably takes place in a separate station of the device according to the invention, preferably by means of a heated tool.
- FIG. 6 shows an embodiment of such a heated tool 70, which comprises a current-carrying, hot wire.
- This wire is moved substantially parallel to the back of the base part 12, as close as possible to the base part 12 along and separates the protruding bristle ends. Bristles can also partly melt together.
- FIG. 7 shows the effects of heat on not yet cut bristle tufts 16, which merge together. In addition, however, the already separated ends of remaining in the base part 12 bristle tufts 16 merge, which is advantageous for positioning and attachment.
- FIGS. 8a to 8c While in the Figures 5 and 6 a substantially circular cross-section wire as a tool 70 is shown in the FIGS. 8a to 8c to see an alternative embodiment with a so-called flat wire. This also current-carrying, heated wire is placed like a knife obliquely to the bristles to be separated.
- the bristle tufts 16 are not laterally supported in the region of their interface. Also, the tool 70 is not supported in the region of the base part 12, so that no wear occurs during cutting. The cutting takes place, so to speak, without support.
- the bristle tufts 16 are either laterally only through the base part 12 (see FIGS. 8a to 8c ) or held by the base part 12 and the guide member 26. In the axial direction, the bristle tufts 16 are positioned between the pressure part 32 and the counter-pressure part 36. This positioning should, but not in a limiting sense, be ensured even during cutting.
- the fixing of the bristle tufts 16 on the base part 12 is, as I said, either by welding and / or by gluing and / or by casting, for example during the production of the cover part 40th Das Lid portion 40 may in particular have rearwardly projecting cleaning projections 80 to form a tongue cleaner. Alternatively, the supplied cover part 40 can be subsequently pressed or glued, even using the aforementioned sacrificial structures.
- openings 14 must be closed by a bristle tufts 16. It may, as already mentioned, even one or the other opening 14 remain unfilled. When later gluing or potting or injection molding, the corresponding opening 14 is then closed.
- FIG. 6 it is also possible that some openings with an elastomeric profile member 82 are fitted, as exemplified in FIG. 6 is shown.
- the corresponding opening 14 in the base part 12 corresponds to this one-piece profile part, whose cross section is significantly larger than that of a bristle tufts 16.
- the profile part 82 can serve as a massage extension for gums or the like.
- the profile part 82 may either be prefabricated and then mounted in the opening or molded immediately in / at the opening.
- FIG. 9 a device for producing the brush according to the method described above is shown.
- This device is designed as a tool, for example with a rotating table 100.
- each bristle tuft 16 is moved individually to the base part 12 (in this case the brush body 10) via the removal device 48 and the transport device 18, wherein previously the brush body 10 is placed on the guide member 26.
- a magazine with empty guide parts 26 may be present and is not shown here for clarity.
- each individual bristle tuft 16 is stuffed into the associated opening 14 by moving the laterally held guide part 26 in the X and Y directions.
- the finished assembled base 12 is then moved to the tool table 100 and attached to this.
- the rotating tool table 100 transports one or more of the base parts 12 to a station in which Figure 1c Pressure and counterpressure 32, 36 align the tufts.
- the tufts are cut off at the back by means of the tool 70. This cutting can be done in a subsequent station or in the Station occur in the pressure and counter-pressure member 32, 36 are applied for the first time.
- the bristle tufts 16 are attached on the back, for example under the action of heat.
- lid part 40 is sprayed on.
- the finished brushes are removed and stacked, for example.
- the transport of the guide members 26 into the first station is not explicitly shown.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Brushes (AREA)
Claims (18)
- Procédé pour fabriquer des brosses (10) au moyen d'un dispositif, caractérisé par les étapes suivantes :- le prélèvement séquentiel de touffes de soies (16) dans une réserve de soies (44) dans laquelle les soies sont logées en paquets parallèles,- le transport de la touffe de soies prélevée (16) au moyen d'un dispositif de transport (18) jusqu'à une embase (12) formant une partie de la brosse finie, qui présente des ouvertures (14) destinées à recevoir des touffes de soies (16) individuelles,- l'enfoncement séquentiel de la touffe de soies (16) dans l'ouverture associée (14) depuis le côté arrière de l'embase (12), un intervalle (60) dépourvu de guidage étant prévu entre le dispositif de transport (18) et l'ouverture (14), à travers lequel les touffes de soies (16) sont enfoncées dans l'ouverture (14), et- la fixation sans ancrage des touffes de soies (16) sur l'embase (12).
- Procédé selon la revendication 1, caractérisé en ce que pour l'enfoncement séquentiel, l'embase (12) est déplaçable dans au moins deux directions, afin d'aligner l'ouverture (14) à remplir sur la touffe de soies (16) à enfoncer.
- Procédé selon la revendication 2, caractérisé en ce que l'embase (12) est déplacée en utilisant un dispositif de positionnement librement programmable et présentant au moins deux axes, en particulier un robot industriel librement programmable et présentant de préférence deux axes.
- Procédé selon l'une des revendications précédentes, caractérisé en ce qu'au moyen d'un élément de prélèvement de touffes, les touffes de soies (16) sont transportées séquentiellement jusque dans la position définitive à partir de laquelle elles sont enfoncées axialement dans l'ouverture (14) à remplir.
- Procédé selon l'une des revendications précédentes, caractérisé en ce que pendant l'enfoncement, dans le dispositif de transport (18), exclusivement une pression axiale est exercée sur la touffe de soies (16).
- Procédé selon l'une des revendications précédentes, caractérisé en ce qu'un élément de guidage (26) disposé du côté dispositif et pourvu de trous débouchants (28) est positionné sur le côté avant de l'embase (12), avant l'enfoncement des touffes de soies (16), les touffes de soies (16) étant enfichées dans les trous débouchants (28) via les ouvertures (14) de préférence aussi loin qu'elles dépassent du côté avant hors de l'élément de guidage (26).
- Procédé selon l'une des revendications précédentes, caractérisé en ce que les extrémités des touffes (16) du côté avant viennent en contact avec un élément de compression profilé (32) pendant ou après l'équipement de l'embase (12), afin de créer une surface profilée de brosse.
- Procédé selon l'une des revendications précédentes, caractérisé en ce qu'après l'enfoncement des touffes de soies (16), les touffes dépassent du côté arrière hors des ouvertures (14) et y sont coupées.
- Procédé selon la revendication 8, caractérisé en ce que la coupe s'effectue au moyen d'un outil chauffé (70), en particulier au moyen d'un couteau chaud.
- Procédé selon la revendication 5 ou 6, caractérisé en ce que pour la fixation des touffes de soies (16), celles-ci sont fondues par voie thermique et/ou collées du côté arrière et/ou les extrémités sont noyées dans une masse de matière plastique surmoulée.
- Procédé selon l'une des revendications précédentes, caractérisé en ce que les touffes de soies (16) sont séparées de la réserve de soies (44) latéralement à la direction longitudinale des soies et elles sont déplacées vers des ouvertures individuelles (14) par le dispositif de transport (18).
- Dispositif pour fabriquer des brosses par un procédé selon l'une des revendications précédentes, comprenant- un magasin (42) présentant une réserve de soies (44) dans laquelle des soies sont logées en paquets parallèles,
caractérisé par- un dispositif de prélèvement (48) pour touffes de soies (16), qui prélève des touffes de soies (16) séquentiellement dans la réserve de soies (44), latéralement à son extension longitudinale,- un dispositif de transport (18) pour transporter les touffes de soies (16) individuelles vers un poste de bourrage, et- des moyens par lesquels les touffes de soies (16) sont enfoncées séquentiellement dans les ouvertures (14) de l'embase (12) en les traversant depuis le côté arrière, en comblant un intervalle (60) dépourvu guidage qui est adjacent au côté arrière de l'embase (12). - Dispositif selon la revendication 12, caractérisé en ce que le dispositif de transport (18) déplace les touffes (16) le long de leur trajectoire linéaire ou incurvée vers le poste de bourrage.
- Dispositif selon la revendication 12 ou 13, caractérisé par un dispositif de coupe par lequel les soies dépassant du côté arrière hors de l'embase (12) sont coupées, le dispositif de coupe se déplaçant transversalement aux soies en particulier sans corps d'appui, en les coupant.
- Dispositif selon la revendication 14, caractérisé en ce que le dispositif de coupe comprend un outil (70) susceptible d'être chauffé, au moyen duquel les soies sont coupées.
- Dispositif selon l'une des revendications 12 à 15, caractérisé en ce qu'il est prévu un poste de fixation pour les touffes de soies (16), dans lequel les soies sont soudées et/ou collées et/ou surmoulées entre elles par touffes ou intégralement.
- Dispositif selon l'une des revendications 12 à 16, caractérisé en ce qu'il est prévu un élément de guidage (26) du côté dispositif, qui peut être amené du côté avant de l'embase (12) et qui parcourt des postes conjointement avec l'embase (12).
- Dispositif selon l'une des revendications 12 à 17, caractérisé par un élément de compression (32) profilé qui peut être avancé vers l'embase (12) et vers les touffes de soies (16), qui vient en contact avec les touffes de soies (16), en vue de profiler la surface de brosse du côté avant, en prévoyant de préférence un élément de contre-pression (36) du côté arrière, de telle sorte que les touffes de soies (16) sont positionnées axialement entre l'élément de compression (32) et l'élément de contre-pression (36).
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10003937.9A EP2377424B1 (fr) | 2010-04-13 | 2010-04-13 | Dispositif et procédé de fabrication de brosses |
| ES10003937.9T ES2443141T3 (es) | 2010-04-13 | 2010-04-13 | Procedimiento y dispositivo para la fabricación de cepillos |
| PCT/EP2010/007359 WO2011127951A1 (fr) | 2010-04-13 | 2010-12-03 | Procédé et dispositif de fabrication de brosses |
| EP10787032.1A EP2557960B1 (fr) | 2010-04-13 | 2010-12-03 | Dispositif et procédé de fabrication de brosses |
| CN201080066193.0A CN102834032B (zh) | 2010-04-13 | 2010-12-03 | 用于制造牙刷的方法和装置 |
| ES10787032.1T ES2657241T3 (es) | 2010-04-13 | 2010-12-03 | Método y dispositivo para la fabricación de cepillos |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10003937.9A EP2377424B1 (fr) | 2010-04-13 | 2010-04-13 | Dispositif et procédé de fabrication de brosses |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2377424A1 EP2377424A1 (fr) | 2011-10-19 |
| EP2377424B1 true EP2377424B1 (fr) | 2013-10-23 |
Family
ID=42735636
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10003937.9A Active EP2377424B1 (fr) | 2010-04-13 | 2010-04-13 | Dispositif et procédé de fabrication de brosses |
| EP10787032.1A Active EP2557960B1 (fr) | 2010-04-13 | 2010-12-03 | Dispositif et procédé de fabrication de brosses |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10787032.1A Active EP2557960B1 (fr) | 2010-04-13 | 2010-12-03 | Dispositif et procédé de fabrication de brosses |
Country Status (4)
| Country | Link |
|---|---|
| EP (2) | EP2377424B1 (fr) |
| CN (1) | CN102834032B (fr) |
| ES (2) | ES2443141T3 (fr) |
| WO (1) | WO2011127951A1 (fr) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2763567B1 (fr) * | 2011-10-06 | 2020-04-01 | GB Boucherie NV | Procédé et dispositif pour la fabrication de brosses et brosse |
| KR20150095642A (ko) | 2012-12-10 | 2015-08-21 | 콜게이트-파아므올리브캄파니 | 구강관리기구 |
| CN104223758B (zh) * | 2013-06-14 | 2016-06-15 | 龙昌兄弟股份有限公司 | 牙刷的制造方法 |
| EP3020304B1 (fr) * | 2014-11-11 | 2018-07-11 | L G Harris & Co Limited | Améliorations apportées ou se rapportant à des pinceaux |
| DE102016011337A1 (de) | 2016-09-21 | 2018-03-22 | Zahoransky Ag | Bündelabnahmevorrichtung, Bürstenherstellungsmaschine, Verfahren zur Herstellung eines Bündelabnehmers sowie Verfahren zur Herstellung eines Gegenstücks einer Bündelabnahmevorrichtung |
| CN111712158B (zh) | 2017-12-12 | 2023-04-14 | 皇家飞利浦有限公司 | 刷头组件及制造方法 |
| DE102024111249B3 (de) * | 2024-04-22 | 2025-09-18 | Gb Boucherie Nv | Verfahren zum Herstellen von Bürsten und Bürstenherstellungsmaschine |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2663825A1 (fr) * | 1990-06-29 | 1992-01-03 | Tonelli Jean | Brosse a dent du type pliable a usage unique avec les poils obtenus dans une meme phase d'injection, son procede de fabrication et son moule d'injection. |
| DE4027288C2 (de) * | 1990-08-29 | 2001-08-09 | Coronet Werke Gmbh | Vorrichtung zur Erzeugung von Borstenbündeln und Verfahren zur Herstellung von Borstenwaren mittels der Vorrichtung |
| DE4029610C2 (de) * | 1990-09-19 | 2002-06-13 | Zahoransky Anton Gmbh & Co | Verfahren zum Verbinden von Borstenbündeln mit einem Bürstenkörper oder dergleichen sowie Bürstenherstellungsmaschine |
| DE69915180T2 (de) * | 1998-07-14 | 2004-12-30 | Firma G.B. Boucherie N.V. | Verfahren zum Herstellen von Bürsten sowie Bürstenherstellungsmaschine zur Durchführung dieses Verfahrens |
| JP4004305B2 (ja) * | 2002-02-13 | 2007-11-07 | 花王株式会社 | ブラシの製造方法 |
-
2010
- 2010-04-13 ES ES10003937.9T patent/ES2443141T3/es active Active
- 2010-04-13 EP EP10003937.9A patent/EP2377424B1/fr active Active
- 2010-12-03 CN CN201080066193.0A patent/CN102834032B/zh not_active Expired - Fee Related
- 2010-12-03 ES ES10787032.1T patent/ES2657241T3/es active Active
- 2010-12-03 WO PCT/EP2010/007359 patent/WO2011127951A1/fr not_active Ceased
- 2010-12-03 EP EP10787032.1A patent/EP2557960B1/fr active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP2377424A1 (fr) | 2011-10-19 |
| CN102834032A (zh) | 2012-12-19 |
| ES2443141T3 (es) | 2014-02-18 |
| EP2557960A1 (fr) | 2013-02-20 |
| ES2657241T3 (es) | 2018-03-02 |
| EP2557960B1 (fr) | 2017-10-25 |
| CN102834032B (zh) | 2014-12-03 |
| WO2011127951A1 (fr) | 2011-10-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1864588B1 (fr) | Brosse à dents et procédé destiné à sa fabrication | |
| EP2377424B1 (fr) | Dispositif et procédé de fabrication de brosses | |
| EP2683271B1 (fr) | Procédé et dispositif pour la fabrication de brosses | |
| EP0346646B2 (fr) | Dispositif et procédé pour fabriquer des brosses | |
| DE3718811C1 (de) | Verfahren und Vorrichtung zur Herstellung von Borstenwaren aus Kunststoff | |
| EP2587959B2 (fr) | Procédé et dispositif de production de brosses | |
| CH641333A5 (de) | Verfahren und formwerkzeug zur herstellung eines mit stiftborsten versehenen borstentraegers fuer eine buerste, insbesondere haarbuerste. | |
| DE202012002332U1 (de) | Vorrichtung zum Herstellen von Bürsten, insbesondere Zahnbürsten | |
| EP3599933B1 (fr) | Procédé, dispositif et élément de demi-moule pour moulage par injection servant à fabriquer une brosse | |
| DE102012008536B4 (de) | Verfahren zum Herstellen von Bürsten sowie Bürste | |
| DE3832520A1 (de) | Verfahren und vorrichtung zum herstellen von buersten, insbesondere von buersten fuer hygienische beduerfnisse, wie zahnbuersten | |
| EP2377425B1 (fr) | Dispositif et procédé de fabrication de brosses | |
| DE102012010415A1 (de) | Verfahren und Vorrichtung zum Herstellen von Bürsten, Borstenträger sowie Bürste | |
| DE102014002960A1 (de) | Verfahren und Vorrichtung zum Herstellen von Bürsten | |
| DE19515294A1 (de) | Bürstenherstellungsmaschine | |
| DE10108339A1 (de) | Verfahren zur Herstellung von Bürsten im Wege des Spritzgießens | |
| DE102006057241A1 (de) | Maschine zum Herstellen von gedrehten Bürsten | |
| EP2763567B1 (fr) | Procédé et dispositif pour la fabrication de brosses et brosse | |
| DE102011017099A1 (de) | Verfahren zur Herstellung von Zahnbürsten | |
| DE102005004661B4 (de) | Verfahren und Maschine zum Herstellen von Bürsten | |
| DE3535449A1 (de) | Verfahren zum herstellen von buersten sowie buerstenherstellungsmaschine zur durchfuehrung des verfahrens | |
| BE1023452B1 (de) | Verfahren und Vorrichtung zum Herstellen einer Bürste | |
| DE10017465B4 (de) | Verfahren und Vorrichtung zur Herstellung von Borstenwaren | |
| DE102006051356A1 (de) | Verfahren und Vorrichtung zum Herstellen von Bürsten | |
| DE102004057388A1 (de) | Maschine zum Herstellen von Spritzlingen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA ME RS |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: GB BOUCHERIE NV |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20111017 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20130506 |
|
| INTG | Intention to grant announced |
Effective date: 20130516 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: BUGNION S.A., CH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 637066 Country of ref document: AT Kind code of ref document: T Effective date: 20131115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010005128 Country of ref document: DE Effective date: 20131219 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2443141 Country of ref document: ES Kind code of ref document: T3 Effective date: 20140218 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20131023 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140223 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140224 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010005128 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 |
|
| 26N | No opposition filed |
Effective date: 20140724 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010005128 Country of ref document: DE Effective date: 20140724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140413 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20140413 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20141231 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140430 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 637066 Country of ref document: AT Kind code of ref document: T Effective date: 20150413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140124 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20100413 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20160420 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150413 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20160420 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20170430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20200629 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20220701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210414 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250408 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250424 Year of fee payment: 16 |