EP2436630A2 - Vorrichtung zum Einführen von zueinander beabstandeten Hülsen in eine Wickelvorrichtung - Google Patents
Vorrichtung zum Einführen von zueinander beabstandeten Hülsen in eine Wickelvorrichtung Download PDFInfo
- Publication number
- EP2436630A2 EP2436630A2 EP11182279A EP11182279A EP2436630A2 EP 2436630 A2 EP2436630 A2 EP 2436630A2 EP 11182279 A EP11182279 A EP 11182279A EP 11182279 A EP11182279 A EP 11182279A EP 2436630 A2 EP2436630 A2 EP 2436630A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- sleeves
- winding
- sleeve
- die
- endless belt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004804 winding Methods 0.000 title claims abstract description 38
- 238000000034 method Methods 0.000 claims abstract description 13
- 238000003780 insertion Methods 0.000 claims abstract 3
- 230000037431 insertion Effects 0.000 claims abstract 3
- 239000000853 adhesive Substances 0.000 description 7
- 230000001070 adhesive effect Effects 0.000 description 7
- 241000209035 Ilex Species 0.000 description 5
- 241001136792 Alle Species 0.000 description 3
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 241000196324 Embryophyta Species 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/22—Changing the web roll in winding mechanisms or in connection with winding operations
- B65H19/30—Lifting, transporting, or removing the web roll; Inserting core
- B65H19/305—Inserting core
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4148—Winding slitting
- B65H2301/41486—Winding slitting winding on two or more winding shafts simultaneously
- B65H2301/414863—Winding slitting winding on two or more winding shafts simultaneously directly against central support roller
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4148—Winding slitting
- B65H2301/41486—Winding slitting winding on two or more winding shafts simultaneously
- B65H2301/414866—Winding slitting winding on two or more winding shafts simultaneously on bed rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4148—Winding slitting
- B65H2301/4149—Winding slitting features concerning supply of cores
- B65H2301/41496—Winding slitting features concerning supply of cores loading pre-arranged set of cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/417—Handling or changing web rolls
- B65H2301/418—Changing web roll
- B65H2301/4182—Core or mandrel insertion, e.g. means for loading core or mandrel in winding position
- B65H2301/41828—Core or mandrel insertion, e.g. means for loading core or mandrel in winding position in axial direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/417—Handling or changing web rolls
- B65H2301/418—Changing web roll
- B65H2301/41829—Changing web roll positioning the core, e.g. in axial direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/84—Paper-making machines
Definitions
- the invention relates to a device for introducing at least two sleeves into a roll winding device with at least one winding station and at least one sleeve groove, to which the at least two sleeves can be fed by means of a transfer device.
- the invention further relates to a method for inserting sleeves into a roll winding device.
- the invention will be described below with reference to a reel winder, in particular a reel cutter, for paper and board webs, but is also applicable to devices in which reels are wound and cut from other webs having comparable properties.
- Paper and board webs are now produced in widths of up to 11,000 mm almost endlessly and to so-called parent rolls - in addition there is also term for this "machine role" - wound up with diameters up to 4,000 mm.
- machine role - wound up with diameters up to 4,000 mm.
- the beginning of the web is first on a roll core - as roll cores while reels or cores used for - set. Once this is done, the actual winding process begins. It ends as soon as the roll has reached its nominal diameter. Thereafter, the web is cut off and set on the outer circumference of the resulting role. The setting is usually done by providing the web across its width with an adhesive.
- At least two sleeves lie next to one another in the axial direction on two axially parallel support rollers, wherein a sleeve head engages in the marginal sleeve in each case.
- Doppeltragwalzenwickler thus consist of a single winding station.
- the invention has for its object to improve devices of the aforementioned types so that the problems just described are avoided.
- the at least one sleeve groove is associated with a means which positions the at least two sleeves to each other such that a desired distance is adjustable between the sleeves.
- Fig. 1 shows a roller winding device 1 consisting of two axially parallel support rollers 2 and 3.
- a sleeve groove 4 is formed by the two support rollers 2 and 3, in the case shown, a winding tube 5, around which during the winding process, a coil 6 is generated ,
- a separate sleeve groove, as required by the prior art, is no longer needed.
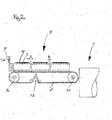
- Fig. 2 It shows the device 7 according to the invention installed laterally next to the roll winding device 1. It comprises an endless belt or chain 8 and a slide 9 by means of which sleeves 5 can be pushed onto the belt or chain 8.
- the endless belt or the endless chain 8 runs over two pulleys 10 and 11, of which at least one is drivable.
- a tensioning device 12 ensures the correct tension of the belt or the chain 8.
- the sleeves 5 are provided on their outer circumference thanks to an adhesive dispensing device, not shown, each with mutually aligned adhesive traces 13.
- Fig. 3 shows the inventive device 7 and the roll winding device 1.
- On the endless belt or the endless chain 8 of the device 7 is according to the process progress initially only one and are then at least two precisely spaced x sleeves 5 in alignment.
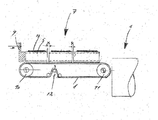
- Fig. 4 shows another embodiment of a device 7 according to the invention, wherein the slider 9 is movable directly in the, formed from the two support rollers 2 and 3 sleeve groove 4 and the sleeves are individually up to their (under x spaced) end position be brought.
- Fig. 5 shows an optional embodiment of the pulleys 10 and 11 of the device 7:
- the pulleys 10 and 11 have this diabile shape, so that the circulating endless belt or the circulating endless chain 8 form a trough, whereby the sleeves 5 are additionally securely oriented.
- the endless belt moves between the support rollers or respectively under the support rollers away, wherein the slide 9 projects into the region of the sleeve groove 4.
- the sleeves are then not spent as a spaced-apart sleeve set, but individually and directly to their final position in the sleeve groove formed from the two support rollers.
- the winding rolls are formed in the above case on sleeves that are initially spaced and stretch only under the frequently observed sleeve elongation so that they are at the end of the winding process, for example, then when the finished rolls to be produced at least 80% preferred have reached at least 90% of their Rollenend tomessers, approach each other, the original distance x so to a fraction, for example, between 2% and 40%, preferably between 2% and 20% reduced, or the sleeves then even touch each other, they are using the last step from the beginning of the winding process wound under orderly frontal contact.
- the said distance x is based on the one hand on the expected sleeve elongation and the width of the separation section between the individual partial webs, from which the finished rolls arise. He can between 0.25mm and 2.0mm, however, will typically move about 1.0mm.
- the guide rollers of the sleeve supply means may optionally be made diabolo-shaped, so that the deposited on the endless belt sleeves are additionally centered by the depression thus formed in it.
- the device shown can of course also with her spatially upstream, but here - because known per se - not shown sleeve cutting device or a Beleimvorraum that deposited the sleeves before or when pushed onto the endless belt respectively when moving the complete, on the endless belt
- the sleeve set in the sleeve groove of the slitter rewinder provides an aligned adhesive trace, is meaningfully linked.
Landscapes
- Replacement Of Web Rolls (AREA)
Abstract
Description
- Die Erfindung betrifft eine Vorrichtung zum Einführen von mindestens zwei Hülsen in eine Rollenwickelvorrichtung mit mindestens einer Wickelstation und mindestens einer Hülsenrinne, der die mindestens zwei Hülsen mittels einer Transfervorrichtung zuführbar sind.
- Die Erfindung betrifft ferner ein Verfahren zum Einbringen von Hülsen in eine Rollenwickelvorrichtung.
- Die Erfindung wird im folgenden anhand einer Rollenwickelvorrichtung, insbesondere einer Rollenschneidvorrichtung, für Papier- und Kartonbahnen beschrieben, ist aber auch auf Vorrichtungen anwendbar, bei denen Rollen, die aus anderen Bahnen mit vergleichbaren Eigenschaften gewickelt und geschnitten werden.
- Papier- und Kartonbahnen werden heutzutage in Breiten von bis zu 11.000 mm quasi endlos hergestellt und zu sogenannten Mutterrollen - daneben findet sich dafür auch Begriff "Maschinenrolle" - mit Durchmessern bis 4.000 mm aufgewickelt. Zu diesem Zweck wird der Bahnanfang zunächst auf einem Rollenkern - als Rollenkerne kommen dabei Tamboure oder Wickelhülsen zur Anwendung - festgelegt. Ist das geschehen, so beginnt der eigentliche Wickelvorgang. Er endet, sobald die Rolle ihren Solldurchmesser erreicht hat. Danach wird die Bahn abgeschlagen und auf dem Außenumfang der entstandenen Rolle festgelegt. Das Festlegen erfolgt in aller Regel dadurch, dass die Bahn über ihre Breite hinweg mit einem Klebstoff versehen wird. Weil die Anlagen, auf denen das Papier anschließend verarbeitet wird - als Beispiel sei eine Rotationsdruckmaschine genannt -, nahezu immer schmaler sind als die Anlagen, auf denen die Papierbahn hergestellt worden ist, müssen aus den Mutterrollen im weiteren Verlauf sogenannte Fertigrollen gemacht werden, d. h. Rollen, die für die Papierverarbeiter handhabbar sind. Dazu setzt man Rollenschneidmaschinen ein.
- Diese Rollenschneidmaschinen setzen sich aus folgenden Baugruppen zusammen:
- einer Abwicklung für die erwähnten Mutterrollen,
- einer Einrichtung zum Längsschneiden der abgewickelten Bahn und
- einer Aufwicklung, in der die durch das Längsschneiden entstandenen Einzelbahnen zu den besagten Fertigrollen aufgewickelt werden.
- Davon unabhängig sind zwei Grundtypen zu unterscheiden:
- der Doppeltragwalzenwickler und
- der Stützwalzenwickler.
- Bei ersterem liegen mindestens zwei Hülsen in axialer Richtung nebeneinander auf zwei achsparallelen Tragwalzen auf, wobei ein Hülsenkopf in die jeweils randständige Hülse eingreift. Doppeltragwalzenwickler bestehen also aus einer einzigen Wickelstation.
- Bei Stützwalzenwicklern sind die Hülsen dagegen versetzt zueinander auf zwei Seiten einer Stützwalze angeordnet. Stützwalzenwickler besitzen also im Gegensatz zu Doppeltragwalzenwicklern mindestens zwei Aufwickelstationen.
- In beiden Fällen sind die Hülsen auf ihrem Außenumfang mit einem Befestigungsmittel, meist in Form eines Klebemittelstreifens, versehen, durch die die Einzelbahnen auf ihnen festgelegt werden und in beiden Fällen muss man, wenn die Rollen fertig gewickelt und ausgestoßen worden sind, der Rollenschneidmaschine neue Hülsen zuführen. Es versteht sich dabei, dass die Breite der einzelnen Hülsen exakt der Breite der aufzuwickelnden Einzelbahnen zu entsprechen hat und dass die Hülsen mit Bezug auf die Einzelbahnen korrekt positioniert sein müssen. Die Erfahrung hat nun gezeigt, dass die eben erwähnte Forderung nach einer "sauberen" Positionierung oft nicht erfüllt wird. Im einzelnen ist folgendes zu beobachten: Bevor die Hülsen in ihre Sollposition befördert werden, liegen sie in einer achsparallel zu den Tragwalzen bzw. der Stützwalze in die Rollenschneidmaschine integrierten sogenannten Hülsenrinne "Stoßan-Stoß" - teilweise sogar unter Druck - nebeneinander. Sie berühren einander deshalb, weil sie zuvor mittels eines Schiebers von einer neben der Rollenschneidmaschine installierten, mit der erwähnten Hülsenrinne fluchtenden Hülzenzuführeinrichtung auf die Hülsenrinne aufgeschoben worden sind.
EP 0 767 123 B1 zeigt diese Gegebenheiten. Der Umstand, dass die Hülsen in der Hülsenrinne nicht "vereinzelt" sind, erweist sich nun beim anschließenden maschineninternen Hülsenhandling, wie es für Doppeltragwalzenwickler ausEP 0 672 015 B1 und für Stützwalzenwickler beispielsweise ausEP 0 010 655 B1 hervorgeht, aus folgenden Gründe als nachteilig: - Wird bei einem Doppeltragwalzenwickler der gesamte Hülsensatz mit einem maschinenbreiten Greifer von der Hülsenrinne abgehoben und in eine Position oberhalb des durch die beiden Tragwalzen gebildeten Wickelbettes verlagert und von dort in das Wickelbett fallengelassen, dann kann es passieren, dass die einzelnen Hülsen beim Auftreffen im Wickelbett etwas zurückspringen und danach partiell übereinander zu liegen kommen.
- Werden, wie das beim Stützwalzenwickler der Fall ist, die Hülsen dagegen mittels eines Greifers von der Hülsenrinne abgenommen und jeweils einzeln in die wechselseitig angeordneten Wickelstationen eingelegt, dann kann es geschehen, dass die Hülsen, weil sie sich stirnseitig berühren, miteinander "verhaken", was zur Folge hat, dass mindestens einige der oben erwähnten Klebemittelstreifen Kontakt zur Stützwalze erhalten und an dieser statt, wie eigentlich gewünscht, an den Bahnanfängen anhaften.
- Die Konsequenz ist hier wie dort eine empfindliche Betriebsstörung: Die Anlage muss angehalten werden. Die Bedienungsmannschaft muss den Fehler lokalisieren, neue und saubere Bahnanfänge schaffen, alte Bahnteile entsorgen etc. Erst dann kann die Produktion weitergehen. All das ist nicht nur personalintensiv; es kostet vor allem viel Zeit und drückt die Produktivität der Rollenschneidmaschine nach unten. Das ist besonders negativ, wenn die als solche diskontinuierlich arbeitende Rollenschneidmaschine der vorgelagerten Papier- oder Kartonmaschine nur dann zu folgen in der Lage ist, wenn sich Störungen im Schneid- oder Wickelprozess in engen Grenzen halten.
- Der Erfindung liegt die Aufgabe zugrunde, Vorrichtungen der eingangs erwähnten Arten so zu verbessern, dass die eben geschilderten Probleme vermieden werden.
- Gelöst wir diese Aufgabe dadurch, dass der mindestens einen Hülsenrinne ein Mittel zugeordnet ist, welches die mindestens zwei Hülsen derart zueinander positioniert, dass zwischen den Hülsen ein gewünschter Abstand einstellbar ist.
- Vorteilhafte Weiterbildungen ergeben sich aus den jeweiligen Unteransprüchen.
- Nachfolgend wird die erfindungsgemäße Vorrichtung zum Einschieben zueinander beabstandeter Hülsen in eine Rollenwickelvorrichtung unter Bezugnahme auf die
Figuren 1 bis 4 genauer beschrieben, wobei sie allerdings keinesfalls eng auf die darin dargestellten Details begrenzt sein soll. Hierin zeigen: -
Fig. 1 in Seitenansicht eine Rollenwickelvorrichtung in Gestalt eines schematisiert dargestellten Doppeltragwalzenwicklers. -
Fig. 2 die erfindungsgemäße Vorrichtung zum Einführen von mindestens zwei Hülsen in die Rollenwickelvorrichtung in Seitenansicht. -
Fig.3 die erfindungsgemäße Vorrichtung zum Einführen von mindestens zwei Hülsen in die Rollenwickelvorrichtung in Draufsicht. Dargestellt sind die aufeinander folgenden Betriebszustände. -
Fig. 4 eine andere Ausführungsform der erfindungsgemäßen Vorrichtung -
Fig. 5 eine andere Ausführungsform der erfindungsgemäßen Vorrichtung im Längsschnitt in Gestalt einer diaboloförmigen Umlenkrolle. - Gleiche Teile sind jeweils mit der gleichen Bezugsziffer versehen.
-
Fig. 1 zeigt eine Rollenwickeleinrichtung 1 bestehend aus zwei achsparallel angeordneten Tragwalzen 2 und 3. Erfindungsgemäß wird die Hülsenrinne 4 durch die beiden Tragwalzen 2 und 3 gebildet, in der im dargestellten Fall eine Wickelhülse 5 liegt, um die herum im Lauf des Wickelprozesses ein Wickel 6 erzeugt wird. Eine separate Hülsenrinne, wie sie nach dem Stand der Technik erforderlich ist, wird nicht mehr benötigt. -
Fig. 2 zeigt die erfindungsgemäße, seitlich neben der Rollenwickeleinrichtung 1 installierte Vorrichtung 7. Sie umfasst ein Endlosband bzw. eine Endloskette 8 und einen Schieber 9, mittels dessen Hülsen 5 auf das Band bzw. die Kette 8 aufschiebbar sind. Das Endlosband respektive die Endloskette 8 läuft über zwei Umlenkrollen 10 bzw. 11, von denen mindestens eine antreibbar ist. Eine Spannvorrichtung 12 sorgt für die richtige Spannung des Bandes bzw. der Kette 8. Die Hülsen 5 sind an ihrem Außenumfang dank einer nicht dargestellten Klebemittelspendevorrichtung jeweils mit untereinander fluchtenden Klebemittelspuren 13 versehen. -
Fig. 3 zeigt die erfindungsgemäße Vorrichtung 7 und die Rollenwickelvorrichtung 1. Auf dem Endlosband bzw. der Endloskette 8 der Vorrichtung 7 liegt entsprechend dem Prozessfortschritt zunächst erst eine und liegen sodann mindestens zwei exakt zueinander beabstandete x Hülsen 5 fluchtend auf. -
Fig. 4 zeigt eine andere Ausgestaltung einer erfindungsgemäßen Vorrichtung 7, wobei der Schieber 9 direkt in der, aus den beiden Tragwalzen 2 und 3 gebildeten Hülsenrinne 4 bewegbar ist und die Hülsen einzeln bis zu ihrer (unter einander mit x beabstandeten) Endposition verbringbar sind. -
Fig. 5 zeigt eine optionale Ausführungsform für die Umlenkrollen 10 und 11 der Vorrichtung 7: Die Umlenkrollen 10 und 11 besitzen dabei diaboloförmige Gestalt, so dass das umlaufende Endlosband bzw. die umlaufende Endloskette 8 eine Mulde bilden, wodurch die Hülsen 5 zusätzlich sicher orientiert werden. - Die erfindungsgemäße Vorrichtung funktioniert im Zusammenhang mit einer Rollenwickelvorrichtung vom Doppeltragwalzenrollertyp wie folgt:
- Zu Beginn befindet sich das mit der Hülsenrinne der Rollenwickelvorrichtung fluchtende und seitlich neben dieser installierte Hülsenzufuhrmittel, d.h. das angetriebene Endlosband, im Ruhezustand.
- Alsdann wird die erste Hülse des Hülsensatzes mittels einer Transfervorrichtung, die beispielsweise die Form eines Schiebers hat, auf das stehende Band aufgeschoben, bis sie dort eine Lage erreicht hat, in der die äußere, d.h. die dem Schieber zugewandte, Kante der Hülse sich mit einem vorbestimmten fixen Referenzpunkt deckt.
- Danach wird das Band in Bewegung gesetzt und erst wieder angehalten, nachdem die Hülse um die Strecke s vorwärts bewegt worden ist. Die Strecke s entspricht dabei der Länge der nächsten auf das Band aufzuschiebenden Hülse zuzüglich eines Abstandsmaßes x.
- Die obigen Schritte werden anschließend für jede Folgehülse entsprechend wiederholt.
- Danach liegen auf dem Band alle für die Fertigrollen benötigten Hülsen in der Hülsenrinne axial fluchtend nebeneinander, wobei zwischen den Hülsen immer eine exakt definierte Lücke entsprechend des eingestellten Abstandes x besteht.
- Anschließend wird das Endlosband, auf dem alle Hülsen exakt zueinander beabstandet liegen, erneut in Bewegung versetzt, wodurch alle Hülse nacheinander derart in die Hülsenrinne der Rollenwickelvorrichtung gelangen, dass sie dort jeweils einen bestimmten Abstand x zueinander halten, einander also nicht "stören" können.
- Entsprechend einer anderen Ausgestaltung der Erfindung bewegt sich das Endlosband zwischen den Tragwalzen hindurch beziehungsweise unter den Tragwalzen hinweg, wobei der Schieber 9 in den Bereich der Hülsenrinne 4 hineinragt. Die Hülsen werden dann also nicht als untereinander beabstandeter Hülsensatz, sondern einzeln und direkt bis zu ihrer Endposition in der aus den beiden Tragwalzen gebildeten Hülsenrinne verbracht.
- Optional ist schließlich ein weiterer Arbeitsschritt denkbar:
- dann werden die Abstände zwischen den einzelnen Hülsen innerhalb der Rollenwickelvorrichtung wieder beseitigt, die Hülsen als "Stoß-anStoß" gefahren, so dass sie mit ihren zugehörigen Einzelbahnen jeweils komplett zur Deckung geraten. Dafür sorgen die weiter oben erwähnten beiden, in die randständigen Hülsen eingreifenden Hülsenköpfe.
- Während die Wickelrollen sich im oben genannten Fall auf Hülsen bilden, die zunächst beabstandet sind und sich erst unter der häufig zu beobachtenden Hülsenlängung derart dehnen, dass sie sich zum Ende des Wickelprozesses, beispielsweise also dann, wenn die zu erzeugenden Fertigrollen wenigstens 80 %, bevorzugt wenigstens 90 % ihres Rollenenddurchmessers erreicht haben, einander annähern, den ursprünglichen Abstand x also auf einen Bruchteil, beispielsweise zwischen 2% und 40 %, bevorzugt zwischen 2% und 20% reduziert, oder die Hülsen dann sogar einander berühren, werden sie unter Verwendung des letzten Arbeitsschrittes von Beginn des Wickelprozesses unter geordnetem stirnseitigen Kontakt bewickelt.
- Der genannte Abstand x orientiert sich zum einen an der zu erwartenden Hülsenlängung und der Breite des Trennungsschnittes zwischen den einzelnen Teilbahnen, aus denen die Fertigrollen entstehen. Er kann zwischen 0,25 mm und 2,0 mm betragen, wird sich in der Regel jedoch etwa um 1,0 mm bewegen.
- Es versteht sich, dass die Umlenkwalzen des Hülsenzufuhrmittels gegebenenfalls auch diabolo-förmig ausgeführt sein können, so dass die auf dem Endlosband abgelegten Hülsen durch die so in ihm gebildete Mulde zusätzlich zentriert werden.
- Die gezeigte Vorrichtung kann selbstverständlich auch mit einer ihr räumlich vorgeschalteten, hier aber - weil an sich bekannt - nicht näher dargestellten Hülsenschneideinrichtung bzw. einer Beleimvorrichtung, die die Hülsen vor oder bei ihrem Aufschieben auf das Endlosband respektive beim Verlagern des kompletten, auf dem Endlosband deponierten Hülsensatzes in die Hülsenrinne der Rollenschneidmaschine mit einer fluchtenden Klebestoffspur versieht, in sinnvoller Weise verknüpft sei.
-
- 1
- Rollenwickelvorrichtung / Rollenschneidvorrichtung
- 2
- Tragwalze 1
- 3
- Tragwalze 2
- 4
- Hülsenrinne
- 5
- Hülse
- 6
- Wickel
- 7
- Mittel / Hülsenzuführmittel
- 8
- Endlosband bzw. Endloskette
- 9
- Schieber
- 10
- Umlenkrolle 1
- 11
- Umlenkrolle 2
- 12
- Spannvorrichtung
- 13
- Klebemittelspur
- s
- Strecke
- x
- Abstand
Claims (10)
- Vorrichtung zum Einführen von mindestens zwei Hülsen in eine Rollenwickelvorrichtung (1) mit mindestens einer Wickelstation und mindestens einer Hülsenrinne, der die mindestens zwei Hülsen mittels einer Transfervorrichtung zuführbar sind,
dadurch gekennzeichnet, dass
der mindestens einen Hülsenrinne (4) ein Mittel (7) zugeordnet ist, welches die mindestens zwei Hülsen (5) derart zueinander positioniert, dass zwischen den Hülsen ein gewünschter Abstand (x) einstellbar ist. - Vorrichtung nach Anspruch 1,
dadurch gekennzeichnet, dass
das Mittel (7) ein angetriebenes Förderelement ist. - Vorrichtung nach Anspruch 2,
dadurch gekennzeichnet, dass
das Förderelement als Endlosband oder als Endloskette (8) ausgestaltet ist. - Vorrichtung nach Anspruch 3,
dadurch gekennzeichnet, dass
das Endlosband oder die Endloskette (8) so ausgebildet sind, dass die Hülsen ihre Lage, insbesondere ihre untereinander fluchtende Lage, form- und/oder kraftschlüssig andauernd beibehalten. - Vorrichtung nach Anspruch 4,
dadurch gekennzeichnet, dass
das Endlosband oder die Endloskette (8) mit einer Spannvorrichtung (12) ausgestattet ist. - Vorrichtung nach einem der vorgenannten Ansprüche,
dadurch gekennzeichnet, dass
der Schieber (9) und das Förderelement (7) in einer Weise miteinander verriegelt sind, die sicherstellt, dass die gewünschten axialen Abstände (x) zwischen den mindestens zwei Hülsen automatisch erzeugt werden. - Vorrichtung nach einem der vorgenannten Ansprüche,
dadurch gekennzeichnet, dass
das Mittel (7) derart mit der Rollenwickelvorrichtung (1) verriegelt ist, dass es nach Vollbestückung mit Hülsen (5) diesen Hülsensatz beim Rollenwechsel automatisch in die Hülsenrinne (4) der Rollenwickelvorrichtung (1) überführt. - Verfahren zum Einbringen von Hülsen (5) in eine Rollenwickelvorrichtung mit mindestens einer Wickelstation und mindestens einer Hülsenrinne, der die mindestens zwei Hülsen (5) mittels einer Transfervorrichtung zuführbar sind,
dadurch gekennzeichnet, dass
die Hülsen (5) unter einem Abstand (x) in die Wickelstation eingebracht werden. - Verfahren nach Anspruch 8,
dadurch gekennzeichnet, dass
der eingestellte Abstand (x) zu Beginn eines Wickelprozesses beibehalten wird. - Verfahren nach Anspruch 8,
dadurch gekennzeichnet, dass
der Abstand (x) der Hülsen (5) innerhalb der Wickelstation und vor Beginn eines Wickelprozesses auf Null reduziert wird.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE201010041696 DE102010041696A1 (de) | 2010-09-30 | 2010-09-30 | Vorrichtung zum Einführen von zueinander beabstandeten Hülsen in eine Wickelvorrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2436630A2 true EP2436630A2 (de) | 2012-04-04 |
| EP2436630A3 EP2436630A3 (de) | 2012-05-23 |
Family
ID=44651500
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11182279A Withdrawn EP2436630A3 (de) | 2010-09-30 | 2011-09-22 | Vorrichtung zum Einführen von zueinander beabstandeten Hülsen in eine Wickelvorrichtung |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2436630A3 (de) |
| DE (1) | DE102010041696A1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2669223A1 (de) * | 2012-05-29 | 2013-12-04 | Metso Paper Inc. | Verfahren zum Wickeln von Faserbahnen und Vorrichtung in einem Wickler zum Wickeln von Faserbahnen, insbesondere von Bahnen mit Papier- und Pappanteilen |
| US10427902B2 (en) | 2016-03-04 | 2019-10-01 | The Procter & Gamble Company | Enhanced introductory portion for a surface winder |
| US10427903B2 (en) | 2016-03-04 | 2019-10-01 | The Procter & Gamble Company | Leading edge device for a surface winder |
| US10442649B2 (en) | 2016-03-04 | 2019-10-15 | The Procter & Gamble Company | Surface winder for producing logs of convolutely wound web materials |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013108829B4 (de) * | 2013-05-13 | 2019-03-28 | Windmöller & Hölscher Kg | Rollenhandlingsystem für einen Wickler sowie Verfahren hierzu |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0010655B1 (de) | 1978-10-12 | 1982-01-20 | Wacker-Chemie GmbH | Verfahren zum Erhöhen des Schüttgewichts von Siliciumdioxyd und eine Verwendung des erfindungsgemäss behandelten Siliciumdioxyds |
| EP0672015B1 (de) | 1993-10-06 | 1997-07-09 | Jagenberg Papiertechnik GmbH | Tragwalzen-wickelmaschine |
| EP0767123B1 (de) | 1995-10-05 | 2002-01-09 | Fuji Photo Film Co., Ltd. | Bahnwickelvorrichtung |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3629024C3 (de) * | 1986-08-27 | 1994-09-01 | Jagenberg Ag | Vorrichtung zum Einbringen einer Wickelhülse in eine Wickelmaschine |
| DE19858516C2 (de) * | 1998-12-18 | 2002-02-07 | Voith Paper Patent Gmbh | Rollenwickelvorrichtung |
| DE19960000A1 (de) * | 1999-12-13 | 2001-07-05 | Voith Sulzer Papiertech Patent | Rollenwickelvorrichtung, insbesondere für eine Rollenschneidmaschine |
| ATE539993T1 (de) * | 2006-02-27 | 2012-01-15 | Celli Nonwovens Spa | Verfahren und vorrichtung zur herstellung von röhrenförmigen wickelkernen |
-
2010
- 2010-09-30 DE DE201010041696 patent/DE102010041696A1/de not_active Withdrawn
-
2011
- 2011-09-22 EP EP11182279A patent/EP2436630A3/de not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0010655B1 (de) | 1978-10-12 | 1982-01-20 | Wacker-Chemie GmbH | Verfahren zum Erhöhen des Schüttgewichts von Siliciumdioxyd und eine Verwendung des erfindungsgemäss behandelten Siliciumdioxyds |
| EP0672015B1 (de) | 1993-10-06 | 1997-07-09 | Jagenberg Papiertechnik GmbH | Tragwalzen-wickelmaschine |
| EP0767123B1 (de) | 1995-10-05 | 2002-01-09 | Fuji Photo Film Co., Ltd. | Bahnwickelvorrichtung |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2669223A1 (de) * | 2012-05-29 | 2013-12-04 | Metso Paper Inc. | Verfahren zum Wickeln von Faserbahnen und Vorrichtung in einem Wickler zum Wickeln von Faserbahnen, insbesondere von Bahnen mit Papier- und Pappanteilen |
| US10427902B2 (en) | 2016-03-04 | 2019-10-01 | The Procter & Gamble Company | Enhanced introductory portion for a surface winder |
| US10427903B2 (en) | 2016-03-04 | 2019-10-01 | The Procter & Gamble Company | Leading edge device for a surface winder |
| US10442649B2 (en) | 2016-03-04 | 2019-10-15 | The Procter & Gamble Company | Surface winder for producing logs of convolutely wound web materials |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102010041696A1 (de) | 2012-04-05 |
| EP2436630A3 (de) | 2012-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3737504C2 (de) | ||
| AT393493B (de) | Foerdervorrichtung zum zufuehren von leeren wickelhuelsen fuer aufwickelmaschinen fuer laengsgeteilte bahnen | |
| DE3811138A1 (de) | Verfahren und vorrichtung zum behandeln des endabschnitts von aufgerolltem papier | |
| EP0512196B1 (de) | Wickelmaschine zum Aufwickeln von Materialbahnen | |
| EP2505322B1 (de) | Maschinensystem | |
| DE3150648A1 (de) | Bandspleissvorrichtung | |
| DE202014101081U1 (de) | Aufwickeleinrichtung zum Aufwickeln einer gummierten Cordbahn mit parallel geführter Zwischenlagenbahn auf eine Materialspule | |
| EP2436630A2 (de) | Vorrichtung zum Einführen von zueinander beabstandeten Hülsen in eine Wickelvorrichtung | |
| DE69606448T2 (de) | Abwickelvorrichtung für bandförmiges Material | |
| EP0609680A2 (de) | Verfahren und Vorrichtung zum Verbinden von Materialbahnen | |
| DE102013104978B4 (de) | Maschine zum Aufwickeln von bahnförmigen Materialien | |
| EP0531283B1 (de) | Rollenschneidemaschinen des Stützwalzentyps mit einer automatischen Hülsenzuführung | |
| EP1999025B1 (de) | Verfahren und vorrichtung zum transportieren von etikettenbändern | |
| DE102006033987A1 (de) | Zubringereinrichtung | |
| DE3216399A1 (de) | Vorrichtung zum austauschen eines mit wickelgut bewickelten wickelkerns | |
| EP1179630B1 (de) | Verfahren und Vorrichtung zum Herstellen von Papierrollen | |
| DE10202462B4 (de) | Vorrichtung zum kontinuierlichen Aufwickeln von Bahnen | |
| DE102011076900A1 (de) | Verfahren zum Verlegen von elektrisch leitenden Zellkontaktbändern an Dünnschicht-Solarzellen-Modulen | |
| DE102013108184B3 (de) | Wickelmaschine und Verfahren zum Herstellen von Drahtkernen für Fahrzeugreifen | |
| DE102010044203B4 (de) | Verfahren zum Längsschneiden einer Faserbahn | |
| DE2345079A1 (de) | Verfahren und anlage zur gesteuerten beschickung einer guertelreifen-aufbauscheibe mit gummierten stahlcordlagen | |
| AT14499U1 (de) | Vorrichtung zum Auftragen von Klebstoff auf Rolle und Hülse | |
| DE102017124246B4 (de) | Abrollstation | |
| EP3697709B1 (de) | Abrollstation | |
| EP1451087A1 (de) | Vorrichtung zum kontinuierlichen aufwickeln von bahnen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 19/22 20060101ALI20120416BHEP Ipc: B65H 19/30 20060101AFI20120416BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20120926 |