EP2436630A2 - Dispositif d'introduction de noyaux distancés les uns des autres dans un dispositif d'enroulement - Google Patents
Dispositif d'introduction de noyaux distancés les uns des autres dans un dispositif d'enroulement Download PDFInfo
- Publication number
- EP2436630A2 EP2436630A2 EP11182279A EP11182279A EP2436630A2 EP 2436630 A2 EP2436630 A2 EP 2436630A2 EP 11182279 A EP11182279 A EP 11182279A EP 11182279 A EP11182279 A EP 11182279A EP 2436630 A2 EP2436630 A2 EP 2436630A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- sleeves
- winding
- sleeve
- die
- endless belt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004804 winding Methods 0.000 title claims abstract description 38
- 238000000034 method Methods 0.000 claims abstract description 13
- 238000003780 insertion Methods 0.000 claims abstract 3
- 230000037431 insertion Effects 0.000 claims abstract 3
- 239000000853 adhesive Substances 0.000 description 7
- 230000001070 adhesive effect Effects 0.000 description 7
- 241000209035 Ilex Species 0.000 description 5
- 241001136792 Alle Species 0.000 description 3
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 241000196324 Embryophyta Species 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/22—Changing the web roll in winding mechanisms or in connection with winding operations
- B65H19/30—Lifting, transporting, or removing the web roll; Inserting core
- B65H19/305—Inserting core
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4148—Winding slitting
- B65H2301/41486—Winding slitting winding on two or more winding shafts simultaneously
- B65H2301/414863—Winding slitting winding on two or more winding shafts simultaneously directly against central support roller
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4148—Winding slitting
- B65H2301/41486—Winding slitting winding on two or more winding shafts simultaneously
- B65H2301/414866—Winding slitting winding on two or more winding shafts simultaneously on bed rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4148—Winding slitting
- B65H2301/4149—Winding slitting features concerning supply of cores
- B65H2301/41496—Winding slitting features concerning supply of cores loading pre-arranged set of cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/417—Handling or changing web rolls
- B65H2301/418—Changing web roll
- B65H2301/4182—Core or mandrel insertion, e.g. means for loading core or mandrel in winding position
- B65H2301/41828—Core or mandrel insertion, e.g. means for loading core or mandrel in winding position in axial direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/417—Handling or changing web rolls
- B65H2301/418—Changing web roll
- B65H2301/41829—Changing web roll positioning the core, e.g. in axial direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/84—Paper-making machines
Definitions
- the invention relates to a device for introducing at least two sleeves into a roll winding device with at least one winding station and at least one sleeve groove, to which the at least two sleeves can be fed by means of a transfer device.
- the invention further relates to a method for inserting sleeves into a roll winding device.
- the invention will be described below with reference to a reel winder, in particular a reel cutter, for paper and board webs, but is also applicable to devices in which reels are wound and cut from other webs having comparable properties.
- Paper and board webs are now produced in widths of up to 11,000 mm almost endlessly and to so-called parent rolls - in addition there is also term for this "machine role" - wound up with diameters up to 4,000 mm.
- machine role - wound up with diameters up to 4,000 mm.
- the beginning of the web is first on a roll core - as roll cores while reels or cores used for - set. Once this is done, the actual winding process begins. It ends as soon as the roll has reached its nominal diameter. Thereafter, the web is cut off and set on the outer circumference of the resulting role. The setting is usually done by providing the web across its width with an adhesive.
- At least two sleeves lie next to one another in the axial direction on two axially parallel support rollers, wherein a sleeve head engages in the marginal sleeve in each case.
- Doppeltragwalzenwickler thus consist of a single winding station.
- the invention has for its object to improve devices of the aforementioned types so that the problems just described are avoided.
- the at least one sleeve groove is associated with a means which positions the at least two sleeves to each other such that a desired distance is adjustable between the sleeves.
- Fig. 1 shows a roller winding device 1 consisting of two axially parallel support rollers 2 and 3.
- a sleeve groove 4 is formed by the two support rollers 2 and 3, in the case shown, a winding tube 5, around which during the winding process, a coil 6 is generated ,
- a separate sleeve groove, as required by the prior art, is no longer needed.
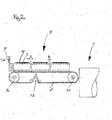
- Fig. 2 It shows the device 7 according to the invention installed laterally next to the roll winding device 1. It comprises an endless belt or chain 8 and a slide 9 by means of which sleeves 5 can be pushed onto the belt or chain 8.
- the endless belt or the endless chain 8 runs over two pulleys 10 and 11, of which at least one is drivable.
- a tensioning device 12 ensures the correct tension of the belt or the chain 8.
- the sleeves 5 are provided on their outer circumference thanks to an adhesive dispensing device, not shown, each with mutually aligned adhesive traces 13.
- Fig. 3 shows the inventive device 7 and the roll winding device 1.
- On the endless belt or the endless chain 8 of the device 7 is according to the process progress initially only one and are then at least two precisely spaced x sleeves 5 in alignment.
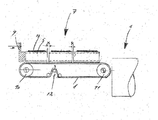
- Fig. 4 shows another embodiment of a device 7 according to the invention, wherein the slider 9 is movable directly in the, formed from the two support rollers 2 and 3 sleeve groove 4 and the sleeves are individually up to their (under x spaced) end position be brought.
- Fig. 5 shows an optional embodiment of the pulleys 10 and 11 of the device 7:
- the pulleys 10 and 11 have this diabile shape, so that the circulating endless belt or the circulating endless chain 8 form a trough, whereby the sleeves 5 are additionally securely oriented.
- the endless belt moves between the support rollers or respectively under the support rollers away, wherein the slide 9 projects into the region of the sleeve groove 4.
- the sleeves are then not spent as a spaced-apart sleeve set, but individually and directly to their final position in the sleeve groove formed from the two support rollers.
- the winding rolls are formed in the above case on sleeves that are initially spaced and stretch only under the frequently observed sleeve elongation so that they are at the end of the winding process, for example, then when the finished rolls to be produced at least 80% preferred have reached at least 90% of their Rollenend tomessers, approach each other, the original distance x so to a fraction, for example, between 2% and 40%, preferably between 2% and 20% reduced, or the sleeves then even touch each other, they are using the last step from the beginning of the winding process wound under orderly frontal contact.
- the said distance x is based on the one hand on the expected sleeve elongation and the width of the separation section between the individual partial webs, from which the finished rolls arise. He can between 0.25mm and 2.0mm, however, will typically move about 1.0mm.
- the guide rollers of the sleeve supply means may optionally be made diabolo-shaped, so that the deposited on the endless belt sleeves are additionally centered by the depression thus formed in it.
- the device shown can of course also with her spatially upstream, but here - because known per se - not shown sleeve cutting device or a Beleimvorraum that deposited the sleeves before or when pushed onto the endless belt respectively when moving the complete, on the endless belt
- the sleeve set in the sleeve groove of the slitter rewinder provides an aligned adhesive trace, is meaningfully linked.
Landscapes
- Replacement Of Web Rolls (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE201010041696 DE102010041696A1 (de) | 2010-09-30 | 2010-09-30 | Vorrichtung zum Einführen von zueinander beabstandeten Hülsen in eine Wickelvorrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2436630A2 true EP2436630A2 (fr) | 2012-04-04 |
| EP2436630A3 EP2436630A3 (fr) | 2012-05-23 |
Family
ID=44651500
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11182279A Withdrawn EP2436630A3 (fr) | 2010-09-30 | 2011-09-22 | Dispositif d'introduction de noyaux distancés les uns des autres dans un dispositif d'enroulement |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2436630A3 (fr) |
| DE (1) | DE102010041696A1 (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2669223A1 (fr) * | 2012-05-29 | 2013-12-04 | Metso Paper Inc. | Procédé et dispositif pour l'enroulement de bandes de fibres, notamment de bandes partielles de papier et de carton, notamment de bandes partielles de papier et de carton |
| US10427902B2 (en) | 2016-03-04 | 2019-10-01 | The Procter & Gamble Company | Enhanced introductory portion for a surface winder |
| US10427903B2 (en) | 2016-03-04 | 2019-10-01 | The Procter & Gamble Company | Leading edge device for a surface winder |
| US10442649B2 (en) | 2016-03-04 | 2019-10-15 | The Procter & Gamble Company | Surface winder for producing logs of convolutely wound web materials |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013108829B4 (de) * | 2013-05-13 | 2019-03-28 | Windmöller & Hölscher Kg | Rollenhandlingsystem für einen Wickler sowie Verfahren hierzu |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0010655B1 (fr) | 1978-10-12 | 1982-01-20 | Wacker-Chemie GmbH | Procédé pour l'accroissement de la masse spécifique apparente du dioxyde de silicium et une utilisation du dioxyde de silicium ainsi traité |
| EP0672015B1 (fr) | 1993-10-06 | 1997-07-09 | Jagenberg Papiertechnik GmbH | Systeme d'enroulage a rouleaux porteurs |
| EP0767123B1 (fr) | 1995-10-05 | 2002-01-09 | Fuji Photo Film Co., Ltd. | Appareil d'enroulement de bandes |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3629024C3 (de) * | 1986-08-27 | 1994-09-01 | Jagenberg Ag | Vorrichtung zum Einbringen einer Wickelhülse in eine Wickelmaschine |
| DE19858516C2 (de) * | 1998-12-18 | 2002-02-07 | Voith Paper Patent Gmbh | Rollenwickelvorrichtung |
| DE19960000A1 (de) * | 1999-12-13 | 2001-07-05 | Voith Sulzer Papiertech Patent | Rollenwickelvorrichtung, insbesondere für eine Rollenschneidmaschine |
| ATE539993T1 (de) * | 2006-02-27 | 2012-01-15 | Celli Nonwovens Spa | Verfahren und vorrichtung zur herstellung von röhrenförmigen wickelkernen |
-
2010
- 2010-09-30 DE DE201010041696 patent/DE102010041696A1/de not_active Withdrawn
-
2011
- 2011-09-22 EP EP11182279A patent/EP2436630A3/fr not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0010655B1 (fr) | 1978-10-12 | 1982-01-20 | Wacker-Chemie GmbH | Procédé pour l'accroissement de la masse spécifique apparente du dioxyde de silicium et une utilisation du dioxyde de silicium ainsi traité |
| EP0672015B1 (fr) | 1993-10-06 | 1997-07-09 | Jagenberg Papiertechnik GmbH | Systeme d'enroulage a rouleaux porteurs |
| EP0767123B1 (fr) | 1995-10-05 | 2002-01-09 | Fuji Photo Film Co., Ltd. | Appareil d'enroulement de bandes |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2669223A1 (fr) * | 2012-05-29 | 2013-12-04 | Metso Paper Inc. | Procédé et dispositif pour l'enroulement de bandes de fibres, notamment de bandes partielles de papier et de carton, notamment de bandes partielles de papier et de carton |
| US10427902B2 (en) | 2016-03-04 | 2019-10-01 | The Procter & Gamble Company | Enhanced introductory portion for a surface winder |
| US10427903B2 (en) | 2016-03-04 | 2019-10-01 | The Procter & Gamble Company | Leading edge device for a surface winder |
| US10442649B2 (en) | 2016-03-04 | 2019-10-15 | The Procter & Gamble Company | Surface winder for producing logs of convolutely wound web materials |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102010041696A1 (de) | 2012-04-05 |
| EP2436630A3 (fr) | 2012-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3737504C2 (fr) | ||
| AT393493B (de) | Foerdervorrichtung zum zufuehren von leeren wickelhuelsen fuer aufwickelmaschinen fuer laengsgeteilte bahnen | |
| DE3811138A1 (de) | Verfahren und vorrichtung zum behandeln des endabschnitts von aufgerolltem papier | |
| EP0512196B1 (fr) | Machine d'enroulement pour enrouler des bandes de matériau | |
| EP2505322B1 (fr) | Système de machine | |
| DE3150648A1 (de) | Bandspleissvorrichtung | |
| DE202014101081U1 (de) | Aufwickeleinrichtung zum Aufwickeln einer gummierten Cordbahn mit parallel geführter Zwischenlagenbahn auf eine Materialspule | |
| EP2436630A2 (fr) | Dispositif d'introduction de noyaux distancés les uns des autres dans un dispositif d'enroulement | |
| DE69606448T2 (de) | Abwickelvorrichtung für bandförmiges Material | |
| EP0609680A2 (fr) | Procédé et dispositif pour raccorder des bandes de matière | |
| DE102013104978B4 (de) | Maschine zum Aufwickeln von bahnförmigen Materialien | |
| EP0531283B1 (fr) | Machine à découper à roulettes du type à cylindre d'appui avec insertion automatique des mandrins | |
| EP1999025B1 (fr) | Procede et dispositif pour transporter des bandes d'etiquettes | |
| DE102006033987A1 (de) | Zubringereinrichtung | |
| DE3216399A1 (de) | Vorrichtung zum austauschen eines mit wickelgut bewickelten wickelkerns | |
| EP1179630B1 (fr) | Procédé et dispositif pour la production de rouleaux de papier | |
| DE10202462B4 (de) | Vorrichtung zum kontinuierlichen Aufwickeln von Bahnen | |
| DE102011076900A1 (de) | Verfahren zum Verlegen von elektrisch leitenden Zellkontaktbändern an Dünnschicht-Solarzellen-Modulen | |
| DE102013108184B3 (de) | Wickelmaschine und Verfahren zum Herstellen von Drahtkernen für Fahrzeugreifen | |
| DE102010044203B4 (de) | Verfahren zum Längsschneiden einer Faserbahn | |
| DE2345079A1 (de) | Verfahren und anlage zur gesteuerten beschickung einer guertelreifen-aufbauscheibe mit gummierten stahlcordlagen | |
| AT14499U1 (de) | Vorrichtung zum Auftragen von Klebstoff auf Rolle und Hülse | |
| DE102017124246B4 (de) | Abrollstation | |
| EP3697709B1 (fr) | Poste de dévidage | |
| EP1451087A1 (fr) | Dispositif d'enroulement continu de bandes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 19/22 20060101ALI20120416BHEP Ipc: B65H 19/30 20060101AFI20120416BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20120926 |