EP2460421A1 - Fördervorrichtung zum Fördern stabförmiger Produkte der Tabak verarbeitenden Industrie - Google Patents
Fördervorrichtung zum Fördern stabförmiger Produkte der Tabak verarbeitenden Industrie Download PDFInfo
- Publication number
- EP2460421A1 EP2460421A1 EP11190692A EP11190692A EP2460421A1 EP 2460421 A1 EP2460421 A1 EP 2460421A1 EP 11190692 A EP11190692 A EP 11190692A EP 11190692 A EP11190692 A EP 11190692A EP 2460421 A1 EP2460421 A1 EP 2460421A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- receptacles
- control
- lever arms
- products
- lever
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000012545 processing Methods 0.000 title claims description 9
- 241000208125 Nicotiana Species 0.000 title description 7
- 235000002637 Nicotiana tabacum Nutrition 0.000 title description 7
- 238000012546 transfer Methods 0.000 claims description 43
- 230000008878 coupling Effects 0.000 claims description 8
- 238000010168 coupling process Methods 0.000 claims description 8
- 238000005859 coupling reaction Methods 0.000 claims description 8
- 230000032258 transport Effects 0.000 claims description 8
- 230000005540 biological transmission Effects 0.000 claims description 4
- 230000002093 peripheral effect Effects 0.000 claims description 2
- 239000000853 adhesive Substances 0.000 description 17
- 230000001070 adhesive effect Effects 0.000 description 17
- 230000008901 benefit Effects 0.000 description 6
- 230000008859 change Effects 0.000 description 6
- 238000000034 method Methods 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 238000013461 design Methods 0.000 description 3
- 230000002349 favourable effect Effects 0.000 description 3
- 239000003292 glue Substances 0.000 description 3
- 230000000737 periodic effect Effects 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 2
- 230000000903 blocking effect Effects 0.000 description 1
- 235000019504 cigarettes Nutrition 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 210000005239 tubule Anatomy 0.000 description 1
Images













Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/32—Separating, ordering, counting or examining cigarettes; Regulating the feeding of tobacco according to rod or cigarette condition
- A24C5/322—Transporting cigarettes during manufacturing
- A24C5/326—Transporting cigarettes during manufacturing with lateral transferring means
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/32—Separating, ordering, counting or examining cigarettes; Regulating the feeding of tobacco according to rod or cigarette condition
- A24C5/322—Transporting cigarettes during manufacturing
- A24C5/327—Construction details of the cigarette transport drum
Definitions
- the invention relates to a conveying device for conveying rod-shaped products of the tobacco-processing industry with the features of the preamble of claim 1.
- a generic conveyor is for example from the DE 41 29 672 A1 known.
- the conveyor comprises a first revolving longitudinal conveyor with receptacles for receiving in each case two products conveyed longitudinally on parallel tracks in parallel and for delivering the products to receptacles of a peripheral transverse conveyor which transports the products across the axis. Since the receptacles of the longitudinal conveyor are arranged parallel to each other at a distance corresponding to the parallel paths of the longitudinally axially conveyed products, the receptacles of the transverse conveyor at the time of adoption of the products in the takeover point must also have a corresponding orientation.
- the images must be arranged at a second transfer point of the cross conveyor on an identical radius.
- at least one group of recordings of the cross conveyor is provided with a control device by which the recordings of the cross conveyor is moved back to take over the products in the direction of a recorded with a product recording of the longitudinal conveyor and after the takeover of the product in the direction of the cross conveyor.
- Those recordings which are arranged between the moving recordings are in each case arranged fixedly on the transverse conveyer.
- the moving recordings of the cross conveyor are arranged on pivot levers whose movement is controlled by being guided at one end in a control cam of a fixed control plate.
- the control disk with the control contour thus forms the intended control device.
- the products in the moving shots are basically carried away in a different sequence of movements of the longitudinal conveyor than the products conveyed away in the fixed shots.
- rod-shaped products of the tobacco-processing industry are understood as meaning cigarettes, cigarillos, filters and the like which have a tobacco rod or filter strand which is fixed in form by a wrapping web.
- the tobacco potion or filter strand is placed in a previous step on the wrapping web, which is wrapped around the tobacco rod or the filter strand by the shape of a format reason in the further transport.
- an edge of the wrapping web is provided with a glue trace and then placed with the glue trace on the opposite edge and glued.
- After bonding the edges of the endless fixed by the wrapping tobacco rod or filter strand is cut in a cutter into products of single or multiple use length. In this state, the products are picked up by the longitudinal conveyor, the orientation of the adhesive seams of the wrapping webs of the products being substantially identical or at least defined by the processing process.
- the products and the filters are assembled in a filter tying machine and joined together with an additional tipping paper.
- the tipping paper is provided with glue and glued by superimposing the edges.
- the seam of the tipping paper thus represents a second adhesive seam.
- the adhesive seams of the wrapping web of the tobacco rod and the lining paper should not be arranged one above the other.
- the recordings of the transverse conveyor have the above-described different sequence of movements, in particular a receptacle being movable and a receptacle being fixedly arranged on the transverse conveyor, the relative orientation of the seams of the wrappings of the products to one another is changed at least slightly, which may lead, under unfavorable circumstances, that the adhesive seam of the tipping paper then comes to rest at least in some of the products on the adhesive seam of the wrapping web.
- the object of the invention is to further develop a generic conveying device such that the seams of the wrapping webs of the products taken over by the longitudinal conveyor in the recordings of the transverse conveyor have as identical an orientation as possible, so that the uniform alignment of the adhesive seams during the subsequent processing process can ensure that the adhesive seam of the subsequently attached covering paper does not come to lie above the adhesive seam of the wrapping web.
- the invention it is proposed to solve the problem that at the periphery of the cross conveyor between the first moving recordings second receptacles are provided, which are respectively fixedly arranged on the transverse conveyor, and execute a controlled by the control device rotational movement, which at least partially one to the pivoting movement of the first record has rectified direction of rotation.
- the proposed solution provides the advantage that the second recordings perform a rotational movement from a transfer position to a transfer position, by which the existing existing by the sole pivotal movement of the first recording possible relative angular offset of the joints of the arranged in the receptacles products be reduced.
- the images can be aligned differently by the rotational movement in the takeover and transfer points, so that they can be dimensioned differently and in particular larger in the circumferential direction, without disturbing the movement. Due to the enlarged images, the transfer and acceptance of the products can be made more process-reliable overall with less overpressing.
- the term "rectified direction of rotation" is to be understood in the sense of the invention that the second recordings from the transfer position of the products during the further rotational movement of the transverse conveyor to perform a rotational movement to the pivotal movement of the first lever arms and held in the receptacles arranged thereon, so that the products in the second shots of the second lever arms from the takeover position be rotated in the transfer position of the products by a rectified angle.
- the second recordings are rotated in the same direction during the rotational movement of the transverse conveyor as the products in the receptacles of the first lever arms.
- the rotational movement of the recordings can also be designed differently in sections, it is only important that the images are rotated from the transfer position to the transfer of the products to a subsequent transfer drum in the same direction and ideally by an identical angle. It is not excluded that the recordings are sometimes partially rotated in opposite directions or pivoted in sections.
- the rotational movement of the second lever arms can be adapted to the rotational movement of the longitudinal conveyor or the transfer drum that can achieve more favorable balance of power for the transfer or takeover of the products, through which the acquisition and transfer can be made more reliable and / or the negative pressure conditions can be chosen cheaper in the recordings.
- the second receptacles are arranged stationarily on the transverse conveyor, ie the products arranged therein are only rotated about their own longitudinal axis, there is no risk of a collision of the first and second lever arms, which would have to be structurally complicated.
- the interpretation of the pivotal movement of the first lever arms can thus be done taking advantage of the entire space and in particular independent of the movement of the second recordings.
- control device is formed by a fixed control plate having a first annular control cam arranged therein, and the second receptacles are arranged on pivotable second lever arms, the movement of which is controllable by control levers guided in the first control cam.
- the course of the cam defines the movement of the control lever, which in turn control the movement of the second lever arms and thus the rotational movement of the second recordings.
- the second lever arms are coupled to a common control lever.
- the entire lever mechanism can be simplified, with the additional advantage that the movement of the lever arms, which are assigned to the common control lever, are in a fixed positional relationship to one another.
- the receptacles of the coupled to the common control lever second lever arms are aligned at a different angle with respect to the control lever. Due to the different angular position of the second lever arms coupled to the control lever, the fact that the products accommodated in the receptacles due to the different arrangement of the lever arms on the transverse conveyor take over the products in different angular positions of the rotational movement of the transverse conveyor of the longitudinal conveyor. Thus, for example, at the moment in which a product is being received in a receptacle of a second lever arm, the product has already been rotated by a few degrees in a receptacle of another second lever arm coupled to the common control lever. Of the
- Angle of rotation of the second lever arms which rest against a common control lever, thus runs from lever arm to lever arm counter to the direction of rotation of the transverse conveyor. It is important that the controlled by the control lever second lever arms with the receptacles arranged thereon at the time of taking over the products of the longitudinal conveyor does not collide with the arms of the longitudinal conveyor.
- control plate a second concentric to the first control cam annular control cam can be provided, in which engage the first lever arms, each with a free end.
- the control plate is also used to control the movement of the first lever arms.
- first control cam extends radially inward to the second control cam, and the number of engaging in the second control cam control lever is smaller than the number of engaging in the second control cam first lever arms. Since the radially inner first control cam is shorter than the second control curve, it can be prevented by the smaller number of control levers that run in the first control cam control lever block each other due to short distances or interfere with their movements.
- the second receptacles are arranged on pivotable second lever arms, and the control device is formed by an eccentrically mounted to the rotational axis of the transverse conveyor control ring to which the second lever arms are coupled.
- the proposed control device is advantageous in that no longer a plurality of control levers in cams by the proposed solution must be performed, but now only a control ring must be stored eccentrically.
- the sequence of movement of the second lever arms is defined both by their length and by the eccentricity of the bearing of the control ring.
- the proposed conveyor can be further improved by the eccentricity of the control ring is adjustable to the axis of rotation of the transverse conveyor. Due to the adjustability of the eccentricity of the movement of the receptacles of the second lever arms can be changed even after the assembly of the conveyor.
- the second lever arms are each coupled via a coupling gear to the control ring.
- the coupling mechanism additionally provides an assembly which is e.g. by changing the lengths of the coupling elements allows a change in the sequence of movements.
- a rotational movement transmitting gear is provided between the first recordings and the second recordings.
- the proposed transmission can be dispensed control of the movement of the second recordings on a separate control cam and engaging in the control cam control lever.
- the movement of the second recordings is thereby directly controlled by the movement of the first lever arms, whereby the structural design is simplified.
- the movement sequence as such proceeds as possible without the risk of mutual blocking, since both movements are directly coupled to one another, and are forced by a common control device.
- the movement process the recordings can be made individually by the interpretation of the gear geometry, the kinematics of the recordings can be designed differently in pairs by the respective recordings mutually coupling gear individually designed differently.
- the transmission comprises an intermediate gear, which is coupled to the second receptacles, and is driven directly or indirectly by the first lever arms.
- the intermediate wheel By the intermediate wheel, a reversal of rotation is effected in the transmission, so that the coupled to the intermediate second recording finally performs a rectified to the first recording or to the first lever arm rotational movement.
- the second images are rotated by the takeover of the products from the longitudinal conveyor to the transfer of the products to a transfer drum by an angle of 0.0 to 45.0 degrees, preferably by 33 degrees.
- the proposed angle range or angle has proved to be preferable in so far as this can be compensated by the first lever arms pivot angle and thereby caused change in the angular position of the adhesive seam alignment of the products held by the products in the second shots at a similar angle and ideally rotated by an identical angle.
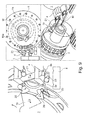
- a longitudinal conveyor 1 can be seen from the front.
- the longitudinal conveyor 1 has frontally a plurality of projecting arms 4, which are rotatably mounted on the longitudinal conveyor 1 and are moved in a rotation of the longitudinal conveyor 1 in the direction of arrow C on a circular path or in the illustrated embodiment on an ellipse.
- the arms 4 are each with recordings 9 and 12 (see also Fig.2 ), which always have a horizontal orientation due to the rotatable mounting of the arms 4.
- the side of the longitudinal conveyor 1 products 3a and 3b are fed to two parallel paths on a format base 2 and taken over in a transfer point I.
- the sequence of movement and the speed of movement of the longitudinal conveyor 1 are designed so that the receptacles 9 and 12 have a speed and direction of movement in the transfer point I, which is identical to the direction of movement and speed of the products 3a and 3b.
- the receptacles 9 and 12 are formed as trough-shaped depressions and acted upon via a vacuum line with a negative pressure.
- the receptacles 9 and 12 are acted upon for receiving the products 3a and 3b with negative pressure, which are then transported by the more negative pressure applied to a transfer point II. Due to the identical speed and direction of movement of the receptacles 9 and 12 in the takeover point I, the products 3 are conveyed away from the format base 2 with the lowest possible forces.
- the arms 4 and the receptacles 9 and 12 arranged thereon exclusively have a vertical speed, which in the direction and the height of the speed provided by first and second lever arms 21 and 20 receptacles 22 and 23 of an in FIG. 2 to be recognized transverse conveyor 7 corresponds.
- the products are in turn passed in the transfer point II by means of compressed air and transported by the cross conveyor 7 in the direction of arrow E to a rotating in the direction of arrow G drum 8.
- the conveyor corresponds to the from DE 41 29 672 A1 known conveying device, which is therefore to add to the understanding of the conveyor expressly added to the disclosure of this application.
- the longitudinal conveyor 1 Since the longitudinal conveyor 1, the products 3, as in the FIG. 2 can be seen, takes over from a longitudinal axial movement and outputs queraxial to the cross conveyor 7, the first arranged parallel in a plane products 3a and 3b in the receptacles 9 and 12 of the cross conveyor 7 transversely to their orientation from the receptacles 9 and 12 taken become. Furthermore, the products 3a and 3b are taken over by a rotating drum 8 in the subsequent transport path, so that the products 3a and 3b must be distributed uniformly over the circumference of the cross conveyor 7 in the transfer point on the drum 8.
- the products 3a and 3b must therefore be evenly distributed out of the plane-parallel alignment present in the longitudinal conveyor 1 on the circumference of the transverse conveyor 7, wherein the product 3b which is farther away from the transverse conveyor 7 has to be moved toward the transverse conveyor 7 via a pivotable first lever arm 21 ,
- the previously fixed receptacles 22 on the second lever arms 20 are now stationary but rotatably carried out.
- the transverse conveyor 7 and a section of the longitudinal conveyor 1 can be seen in different angular positions and viewing directions.
- the cross conveyor 7 corresponds in the basic structure of the DE 41 29 672 A1 known transverse conveyor with the difference that the second receptacles 22 are arranged on stationary second lever arms 20, which are each mounted rotatably about the longitudinal axis of the products 3 a received therein. Further, a control lever 19 is provided, which is coupled by not shown intermeshing teeth with two of the second lever arms 20 at the same time.
- the control lever 19 and the first lever arms 21 each engage with their free ends 19a and 21a in cams 14 and 6, wherein the control cam 14, in which engage the control lever 19, is disposed radially inwardly of the control cam 6, in which the first Lever arms 21 engage.
- the cams 6 and 14 are arranged on a fixed control plate 5 concentric with the axis of rotation M of the cross conveyor 7. Due to the rotational movement of the transverse conveyor 7, the ends 19a and 21a of the control lever 19 and the first lever arms 21 in the control cams 14 and 6 run around the axis of rotation M and thereby perform a caused by the individual non-circular shape of the cams 14 and 6 periodic pivotal movement.
- control lever 19 also drives the second lever arms 20 via the interlocking toothings to form a periodic pivoting movement about the longitudinal axis of the channel-shaped second receptacles 22.
- the second receptacles 22 thereby perform a fixed rotational movement, which is defined by the course of the control cam 14 and the lengths of the control lever 19 and the second lever arms 20. Since a control lever 19 is simultaneously coupled to two of the second lever arms 20, only one half of the number of second lever arms 20 corresponding number of control levers 19 is required to control the second lever arms 20, so that the control lever 19 without the risk of self-locking or blockage can be performed in the shorter radially inner cam 14.
- the cross conveyor 7 begins the acquisition of the products 3a and 3b of the longitudinal conveyor 1 with an identical orientation of the adhesive seams 15 and 16.
- the first and second lever arms 21 and 20 are in a position in which the recordings located at their ends 22 and 23 are aligned that the products 3a and 3b are taken over in a plane parallel and horizontally spaced alignment of the receptacles 9 and 12 of the arms 4 of the longitudinal conveyor 1.
- the first lever arm 21 is pivoted in the direction of arrow H and the control lever 19 in the direction of arrow J.
- FIGS. 4 to 9 the positions of the lever arms 20 and 21 can be seen during the further rotational movement of the transverse conveyor 7, wherein the position of the lever arms 20 and 21 in the FIG. 9 a position shortly before the takeover of the products 3a and 3b of the longitudinal conveyor 1, which in the FIG. 3 is shown corresponds.
- FIG. 4 is the cross conveyor 7 in a position after a slight rotation in the direction of arrow K counterclockwise (see left illustration FIG. 3 and 4 ), while the first lever arms 21 straight in the direction of arrow H. be pivoted to the cross conveyor 7 until the products 3b arranged thereon are on a circumference at a constant distance from the pivot point M of the cross conveyor 7 as the products 3a in the receptacles 22 of the second lever arms 20.
- This position is in the FIG. 5 to recognize, which is also characterized in that from this position, the cams 6 and 14 in the further course have a constant distance from the axis of rotation M of the cross conveyor 7, so run arcuate section.
- the lever arms 20 and 21 are not moved in this section, such as in the FIG.
- the alignment of the seams 15 and 16 of the products 3a and 3b should be identical in the transfer point to the hollow drum 8, so that the products 3a and 3b in the further production process, taking into account the uniform alignment of the adhesive seams 15 and 16 provided with a filter and with Tiling paper can be sheathed.
- FIGS. 8 and 9 is the position of the lever arms 20 and 21 to recognize after the transfer of the products 3a and 3b to the hollow drum 8, in which they each in the direction of arrow H and J in the direction of the transfer position of FIG. 3 pivoted to new products 3a and 3b from the longitudinal conveyor 1 to take over.
- FIG. 3 shown position is the pivoting or rotational movement of the first and second lever arms 21 and 20 from the FIG. 3 in the in FIG. 5 shown opposite position.
- the first and second lever arms 21 and 20 thus carry out during the circulation of the transverse conveyor 7 a periodic by the course of the cams 6 and 14 forced rotary or pivotal movement between the takeover and transfer orders.
- the products 3a are doing during the rotational movement of the transverse conveyor 7 from in the FIG. 3 takeover position in the FIG. 7 shown transfer position rotated about its longitudinal axis in a clockwise direction. Since the first lever arms 21 likewise execute a clockwise pivoting movement during this rotary movement of the transverse conveyor 7, the products 3a and 3b are rectilinearly twisted with the adhesive seams 15 and 16, so that the angular difference of the alignment of the adhesive seams 15 and 16 in the transfer point to the hollow drum 8 at least can be reduced.
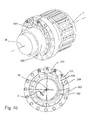
- FIG. 10 an alternative embodiment of the invention can be seen, in which the control device for controlling the movement of the second lever arms 101 is formed by a control ring 100 mounted eccentrically to the axis of rotation M of the transverse conveyor 7.
- the control ring 100 is mounted on a relative to the axis of rotation of a transverse conveyor 7 or a drum trunk 8 fixed bearing bush 102 which may be fixed in itself or rotatably mounted.
- the rotatable mounting of the bearing bush 102 may be advantageous in that it friction losses can be minimized. In the event that the bearing bush 102 is rotatably mounted, this can also be formed integrally with the control ring 100 be.
- a plurality of distributed over the circumference arranged bearing bores 103 are provided, in which the second lever arms 101 are mounted themselves, or in which third lever arms 104 are mounted, which are rotatably coupled at their free ends to the free ends of the second lever arms 101 ,
- the third lever arms 104 thereby form a coupling gear, via which the rotational movement of the second lever arms 101 is controlled.
- the length of the second lever arms 101 and also the length of the third lever arms 104 can be used.
- the degree of eccentricity "e” can be used for the design of the rotational movement of the second lever arms 101, this measure with an adjustment of the eccentricity “e” also a change of the movement after assembly of the cross conveyor 7 without a constructive change of the rest allows parts involved in the movement. Due to the eccentricity "e", the receptacles of the second lever arms 101 indirectly or directly coupled to the control ring 100 produce a rotational movement with a sinusoidal change in angle with respect to the rotational movement of the transverse conveyor 7, wherein the angular range is partly determined by the eccentricity "e” , Further, on the control ring 100 also first lever arms 105 may be provided, which also perform a forced by the control ring 100 pivoting movement, as already to that of the FIGS. 3 to 9 known embodiment has been described, when the control ring 100 is arranged on a transverse conveyor 7.
- the control ring 100 can thus the same function as the two cams 6 and 14 in the in the FIGS. 3 to 9 perceived embodiment and additionally offers the advantage that instead of a plurality of lever arms and control levers now only a part, namely the control ring 100, carries out a shift movement to be stored. As a result, the wear can be reduced and the movement can be made more reliable process by a simplified guide.
- the novel control of the second lever arms 101 via the control ring 100 can also be used to further develop the following bowl drums 8, which takes over the products 3a and 3b from the transverse conveyor 7 or from another drum 8.
- the term division of the receptacles on the drum mills the distance of the receptacles in the circumferential direction of the drum tubules is understood, which can not be changed in a fixed recordings firstly and secondly fixed by the number of distributed over the circumference arranged recordings.
- FIG. 11 In the FIG. 11 is a hollow drum 8 with a respect to this eccentrically mounted control ring 100 can be seen.
- the pivot point "G" of the control ring 100 is offset from the pivot point "D" of the hollow drum 8 eccentrically by the dimension "e”.
- On the control ring 100 a plurality of third lever arms 104 are pivotally mounted, which in turn are coupled to the free ends of first lever arms 101 which are mounted on the drum 8.
- the first lever arms 101 are mounted centrally or at its end on the drum trunk 8 perform the recordings of the first lever arms 101 either pure rotational movements with the advantages described above, or they perform a pivoting movements, by the division of the hollow drum 8 can be changed or set in the transfer and transfer points.
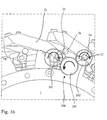
- the products 3 b held in these receptacles can be rotated back as far as the rotation of the drum 8 until the alignment of the adhesive seams 15 and 16 are identical in the transfer point to a subsequent drum or other type of transport device, as in FIG. 14 shown position of the hollow drum 8 can be seen before the transfer of the product 3b to a subsequent bowl drum.
- the first lever arms 101 perform by the eccentric mounting of the control ring 100 an alternating pivotal movement with a sinusoidal change in the angle of rotation of the images arranged thereon. Since the products held in the receptacles of the pivotable first lever arms 101 rotate from the transfer point to the transfer point on a rotation angle of the drum 8 of more than 270 degrees, the direction of movement of the receptacles in the transfer position and the transfer position is rectified. It is important for the inventive success that the difference between the angular positions of the images in the takeover and the transfer point to the angular difference of the acquired products 3a and 3b is identical but opposite. Also, the compensation of the angular offset of the adhesive seams 15 and 16 by the rotatable or pivotable first lever arms 101 on the arranged in the transport path to the cross conveyor 7 hollow drum 8 is explicitly mentioned here as an independent solution to the problem of the invention.
- FIG. 16 shows a further alternative embodiment of the invention, in which the second receptacles 22 are each arranged on a rotatably mounted on the cross conveyor 7 sleeve 202. Further, a rotatably mounted on the transverse conveyor 7 intermediate wheel 203 is provided, which is located at its outer periphery in a force-transmitting connection with the sleeve 202. In addition, a driven by the movement of the first lever arm 21 wheel 201 is provided, which in turn is in force transmitting connection to the intermediate wheel. However, the wheel 201 may also be omitted by the first lever arm 21 drives the intermediate 203 directly.
- the wheel 201 is arranged directly on the first lever arm 21 driving lever shaft, so that the rotational movement is transmitted directly and that with an identical angle of rotation.
- the wheel 201, the intermediate gear 203 and the sleeve 202 may, for example, by gears engage with each other and form a gear 200 through which the pivotal movement of the first lever arm 21 is transmitted to the second receptacle 22, wherein the pivotal movements of the first Lever arm 21 and the second receptacle 22 are rectified by the interposition of the intermediate gear 203.
- no second control cam or other separate control device for controlling the movement of the second images is required.
- the gear ratio of the gear 201 formed by the wheel 201, the intermediate gear 203 and the sleeve 202 in this case defines the angle of rotation of the second receptacle 22 relative to the arranged on the first lever arm 21 first receptacle 23.
- the sleeve 202 can through the second receptacle 22nd yourself or as a substitute be formed by a non-rotatably connected to the second receptacle 22 connected wheel.
- the rotational movement of the second receptacles 22, which is made possible according to the invention, can also be aligned differently to the pivoting direction of the first lever arms 21, so that the stitch plies 15 and 16 are deliberately changed so that they have a more favorable orientation for the further processing process.
- the alignment of at least one of the seam layers 15 and 16 can be rotated so far that in the subsequent processing, an overlap of the seam layers 15 and 16 can be excluded with the seam layer of the subsequently applied document paper. An identical orientation of the suture layers 15 and 16 is therefore no longer necessary.
- the interpretation of the angular relationships of the first receptacles 23 to the second receptacles 22 after the acquisition of the products 3a and 3b can be done in particular by the design of the gearbox geometries and in particular the diameter of the wheels 201, the intermediate gear 203 and the sleeve 202.
Landscapes
- Specific Conveyance Elements (AREA)
- Chain Conveyers (AREA)
Abstract
Die Erfindung betrifft eine Fördervorrichtung zum Fördern stabförmiger Produkte (3a,3b) der Tabak verarbeitenden Industrie mit einem ersten umlaufenden Längsförderer (1) mit Aufnahmen (9,12) zum Aufnehmen von längsaxial zugeführten Produkten (3a,3b) und zum Abgeben von jeweils zwei Produkten (3a,3b) an Aufnahmen (22,23) eines umlaufenden, die Produkte (3a,3b) queraxial abfördernden Querförderers (7), wobei eine Gruppe von ersten Aufnahmen (23) des Querförderers (7) jeweils an ersten Hebelarmen (21) angeordnet sind, welche eine durch eine Steuervorrichtung gesteuerte Schwenkbewegung ausführen, dadurch gekennzeichnet, dass an dem Umfang des Querförderers (7) zwischen den ersten Aufnahmen (23) zweite Aufnahmen (22) vorgesehen sind, welche ortsfest an dem Querförderer (7) angeordnet sind, und eine durch die Steuervorrichtung gesteuerte Drehbewegung ausführen, welche zu der Schwenkbewegung der ersten Aufnahmen (23) wenigstens abschnittsweise einen gleichgerichteten Drehsinn aufweist.
Description
- Die Erfindung betrifft eine Fördervorrichtung zum Fördern stabförmiger Produkte der Tabak verarbeitenden Industrie mit den Merkmalen des Oberbegriffs von Anspruch 1.
- Eine gattungsgemäße Fördereinrichtung ist beispielsweise aus der
DE 41 29 672 A1 bekannt. Die Fördereinrichtung umfasst einen ersten umlaufenden Längsförderer mit Aufnahmen zum Aufnehmen von jeweils zwei auf parallelen Bahnen längsaxial geförderten Produkten und zum Abgeben der Produkte an Aufnahmen eines umlaufenden, die Produkte queraxial abfördernden Querförderers. Da die Aufnahmen des Längsförderers entsprechend der parallelen Bahnen der längsaxial geförderten Produkte parallel in einem Abstand zueinander angeordnet sind, müssen die Aufnahmen des Querförderers zum Zeitpunkt der Übernahme der Produkte in dem Übernahmepunkt ebenfalls eine entsprechende Ausrichtung aufweisen. Zur Abgabe der Produkte von dem Querförderer zum weiteren Transport an eine umlaufende Muldentrommel müssen die Aufnahmen an einem zweiten Übergabepunkt des Querförderers hingegen auf einem identischen Radius angeordnet sein. Dazu ist mindestens eine Gruppe von Aufnahmen des Querförderers mit einer Steuervorrichtung versehen, durch die die Aufnahmen des Querförderers zur Übernahme der Produkte in Richtung auf eine mit einem Produkt belegte Aufnahme des Längsförderers hin und nach der Übernahme des Produktes in Richtung auf den Querförderer zurückbewegt wird. Diejenigen Aufnahmen, welche zwischen den bewegten Aufnahmen angeordnet sind, sind dabei jeweils feststehend an dem Querförderer angeordnet. Die bewegten Aufnahmen des Querförderers sind dabei an Schwenkhebeln angeordnet, deren Bewegung dadurch gesteuert wird, dass sie mit einem Ende in einer Steuerkurve einer feststehenden Steuerplatte geführt sind. Die Steuerscheibe mit der Steuerkontur bildet damit die vorgesehene Steuervorrichtung. - Aufgrund der Tatsache, dass die Aufnahmen des Querförderers wechselweise bewegt und feststehend ausgebildet sind, werden die Produkte in den bewegten Aufnahmen grundsätzlich in einem unterschiedlichen Bewegungsablauf von dem Längsförderer abgefördert als die in den feststehenden Aufnahmen abgeförderten Produkte.
- Unter stabförmigen Produkten der Tabak verarbeitenden Industrie werden im Sinne der Erfindung Zigaretten, Zigarillos, Filter und dergleichen verstanden, welche einen durch eine Hüllbahn formfixierten Tabakstrang oder Filterstrang aufweisen. Der Tabakstrank bzw. Filterstrang wird in einem vorangegangenen Arbeitsschritt auf die Hüllbahn gelegt, welche durch die Formgebung eines Formatgrundes in dem weiteren Transport um den Tabakstrang oder den Filterstrang herumgeschlungen wird. Vor dem vollständigen Umschlingen des Tabakstranges bzw. des Filterstranges mit der Hüllbahn wird ein Rand der Hüllbahn mit einer Leimspur versehen und anschließend mit der Leimspur auf dem gegenüberliegenden Rand aufgelegt und verklebt. Nach dem Verkleben der Ränder wird der endlose durch die Hüllbahn fixierte Tabakstrang bzw. Filterstrang in einer Schneideinrichtung zu Produkten der einfachen oder mehrfachen Gebrauchslänge geschnitten. In diesem Zustand werden die Produkte von dem Längsförderer aufgenommen, wobei die Ausrichtung der Klebenähte der Hüllbahnen der Produkte im Wesentlichen identisch oder zumindest aufgrund des Verarbeitungsprozesses definiert ist.
- In dem weiteren sich anschließenden Verarbeitungsprozess werden die Produkte und die Filter in einer Filteransetzmaschine zusammengefügt und mit einem zusätzlichen Belagpapier miteinander verbunden. Das Belagpapier wird dabei mit Leim versehen und durch Übereinanderlegen der Ränder verklebt. Die Nahtstelle des Belagpapiers stellt damit eine zweite Klebenaht dar.
- Damit das fertige Produkt möglichst formfest zusammengehalten wird, sollten die Klebenähte der Hüllbahn des Tabakstranges und des Belagpapiers grundsätzlich nicht übereinander angeordnet sein.
- Da die Aufnahmen des Querförderers den oben beschriebenen unterschiedlichen Bewegungsablauf aufweisen, wobei insbesondere eine Aufnahme beweglich und eine Aufnahme fest an dem Querförderer angeordnet ist, wird die relative Ausrichtung der Nahtstellen der Hüllbahnen der Produkte zueinander zumindest geringfügig verändert, was unter ungünstigen Umständen dazu führen kann, dass die Klebenaht des Belagpapiers anschließend zumindest bei einem Teil der Produkte über der Klebenaht der Hüllbahn zu liegen kommt.
- Aufgabe der Erfindung ist es, eine gattungsgemäße Fördereinrichtung derart weiterzuentwickeln, dass die Nahtstellen der Hüllbahnen der in den Aufnahmen des Querförderers von dem Längsförderer übernommenen Produkte eine möglichst identische Ausrichtung aufweisen, damit durch die einheitliche Ausrichtung der Klebenähte während des sich anschließenden Verarbeitungsprozesses sichergestellt werden kann, dass die Klebenaht des nachfolgend befestigten Belagpapiers nicht über der Klebenaht der Hüllbahn zu liegen kommt.
- Zur Lösung der Aufgabe wird erfindungsgemäß eine Fördereinrichtung mit den Merkmalen von Anspruch 1 vorgeschlagen. Weitere bevorzugte Ausführungsformen der Erfindung sind den Unteransprüchen, den Figuren und der zugehörigen Beschreibung zu entnehmen.
- Erfindungsgemäß wird zur Lösung der Aufgabe vorgeschlagen, dass an dem Umfang des Querförderers zwischen den ersten bewegten Aufnahmen zweite Aufnahmen vorgesehen sind, welche jeweils ortsfest an dem Querförderer angeordnet sind, und eine durch die Steuervorrichtung gesteuerte Drehbewegung ausführen, welche wenigstens abschnittsweise einen zu der Schwenkbewegung der ersten Aufnahmen gleichgerichteten Drehsinn aufweist. Durch die vorgeschlagene Lösung wird der Vorteil geschaffen, dass die zweiten Aufnahmen eine Drehbewegung aus einer Übernahme- in eine Übergabeposition ausführen, durch die der bisher vorhandene durch die alleinige Schwenkbewegung der ersten Aufnahme begründete mögliche relativ zueinander vorhandene Winkelversatz der Nahtstellen der in den Aufnahmen angeordneten Produkte verringert werden. Ferner können die Aufnahmen durch die Drehbewegung in den Übernahme- und Übergabepunkten anders ausgerichtet werden, so dass sie in Umfangsrichtung anders und insbesondere größer bemessen werden können, ohne die Bewegung zu stören. Durch die vergrößerten Aufnahmen kann die Übergabe und Übernahme der Produkte insgesamt bei geringerem Unterdrücken prozesssicherer gestaltet werden. Der Begriff "gleichgerichteter Drehsinn" ist im Sinne der Erfindung so zu verstehen, dass die zweiten Aufnahmen aus der Übernahmestellung der Produkte während der weiteren Drehbewegung des Querförderers eine zu der Schwenkbewegung der ersten Hebelarme und zu den in den daran angeordneten Aufnahmen gehaltenen Produkten Drehbewegung ausführen, so dass die Produkte in den zweiten Aufnahmen der zweiten Hebelarme aus der Übernahmestellung in die Übergabestellung der Produkte um einen gleichgerichteten Winkel verdreht werden. Dies ist bevorzugt dadurch zu erreichen, indem die zweiten Aufnahmen während der Drehbewegung des Querförderers in dieselbe Richtung verdreht werden wie die Produkte in den Aufnahmen der ersten Hebelarme. Durch die dadurch ermöglichte gleichgerichtete Drehbewegung der Produkte kann der relative Winkelversatz der Nahtstellen der Produkte zueinander zumindest verringert und im Idealfall sogar auf Null kompensiert werden. Die Drehbewegung der Aufnahmen kann dabei abschnittsweise auch unterschiedlich gestaltet werden, wichtig ist nur, dass die Aufnahmen von der Übernahmestellung bis zur Übergabe der Produkte an eine folgende Übernahmetrommel insgesamt in dieselbe Richtung und im Idealfall um einen identischen Winkel verdreht werden. Dabei ist es nicht ausgeschlossen, dass die Aufnahmen auch abschnittsweise kurzzeitig gegensinnig verdreht bzw. verschwenkt werden. Insbesondere kann die Drehbewegung der zweiten Hebelarme so an die Drehbewegung des Längsförderers oder der Übernahmetrommel angepasst werden, dass sich für die Übergabe bzw. Übernahme der Produkte günstigere Kräfteverhältnisse erzielen lassen, durch die die Übernahme und die Übergabe prozesssicherer gestaltet werden kann und/oder die Unterdruckverhältnisse in den Aufnahmen günstiger gewählt werden können. Da die zweiten Aufnahmen ortsfest an dem Querförderer angeordnet sind, d.h. die darin angeordneten Produkte werden ausschließlich um die eigene Längsachse verdreht, besteht dabei keine Gefahr einer Kollision der ersten und zweiten Hebelarme, welche konstruktiv aufwendig verhindert werden müsste. Die Auslegung der Schwenkbewegung der ersten Hebelarme kann damit unter Ausnutzung des gesamten Bauraumes und insbesondere unabhängig von der Bewegung der zweiten Aufnahmen erfolgen.
- Weiter wird vorgeschlagen, dass die Steuervorrichtung durch eine feststehende Steuerplatte mit einer darin angeordneten ersten ringförmigen Steuerkurve gebildet ist, und die zweiten Aufnahmen an schwenkbaren zweiten Hebelarmen angeordnet sind, deren Bewegung durch in der ersten Steuerkurve geführte Steuerhebel steuerbar ist. Der Verlauf der Steuerkurve definiert den Bewegungsablauf der Steuerhebel, welche wiederum die Bewegung der zweiten Hebelarme und damit auch die Drehbewegung der zweiten Aufnahmen steuern.
- Ferner wird vorgeschlagen, dass wenigstens zwei der zweiten Hebelarme an einen gemeinsamen Steuerhebel angekoppelt sind. Durch die Ankopplung von zwei oder mehr der zweiten Hebelarme an einem gemeinsamen Steuerhebel kann der gesamte Hebelmechanismus vereinfacht werden, wobei zudem der Vorteil geschaffen wird, dass die Bewegung der Hebelarme, welche dem gemeinsamen Steuerhebel zugeordnet sind, in einer festen Lagebeziehung zueinander stehen.
- Weiter wird vorgeschlagen, dass die Aufnahmen der an den gemeinsamen Steuerhebel angekoppelten zweiten Hebelarme in einem unterschiedlichen Winkel in Bezug zu dem Steuerhebel ausgerichtet sind. Durch die unterschiedliche Winkelstellung der an dem Steuerhebel angekoppelten zweiten Hebelarme kann der Umstand berücksichtigt werden, dass die in den Aufnahmen aufgenommenen Produkte aufgrund der unterschiedlichen Anordnung der Hebelarme an dem Querförderer die Produkte in unterschiedlichen Winkelstellungen der Drehbewegung des Querförderers von dem Längsförderer übernehmen. So kann z.B. in dem Moment, in dem gerade ein Produkt in einer Aufnahme eines zweiten Hebelarmes aufgenommen wird, das Produkt in einer Aufnahme eines weiteren, an dem gemeinsamen Steuerhebel angekoppelten zweiten Hebelarm bereits um wenige Grad verdreht worden sein. Der
- Drehwinkel der zweiten Hebelarme, welche an einem gemeinsamen Steuerhebel anliegen, läuft damit von Hebelarm zu Hebelarm entgegen der Drehrichtung des Querförderers nach. Dabei ist es wichtig, das die durch den Steuerhebel gesteuerten zweiten Hebelarme mit den daran angeordneten Aufnahmen zum Zeitpunkt der Übernahme der Produkte von dem Längsförderer nicht mit den Armen des Längsförderers kollidieren.
- Ferner kann in der Steuerplatte eine zweite zu der ersten Steuerkurve konzentrische ringförmige Steuerkurve vorgesehen sein, in die die ersten Hebelarme mit jeweils einem freien Ende eingreifen. Damit wird die Steuerplatte zusätzlich auch zur Steuerung der Bewegung der ersten Hebelarme genutzt.
- Eine weitere bevorzugte Weiterentwicklung kann dadurch verwirklicht werden, indem die erste Steuerkurve radial innen zu der zweiten Steuerkurve verläuft, und die Anzahl der in die zweite Steuerkurve eingreifenden Steuerhebel kleiner ist als die Anzahl der in die zweite Steuerkurve eingreifenden ersten Hebelarme. Da die radial innen liegende erste Steuerkurve kürzer als die zweite Steuerkurve ist, kann durch die geringere Anzahl der Steuerhebel verhindert werden, dass sich die in der ersten Steuerkurve geführten Steuerhebel aufgrund zu kurzer Abstände gegenseitig blockieren oder in ihren Bewegungsabläufen stören.
- Alternativ wird vorgeschlagen, dass die zweiten Aufnahmen an schwenkbaren zweiten Hebelarmen angeordnet sind, und die Steuervorrichtung durch einen exzentrisch zu der Drehachse des Querförderers gelagerten Steuerring gebildet ist, an den die zweiten Hebelarme angekoppelt sind. Die vorgeschlagene Steuervorrichtung ist insofern vorteilhaft, da durch die vorgeschlagene Lösung nicht mehr eine Vielzahl von Steuerhebeln in Steuerkurven geführt werden muss, sondern nunmehr ausschließlich ein Steuerring exzentrisch gelagert werden muss. Der Bewegungsablauf der zweiten Hebelarme ist dabei sowohl durch deren Länge als auch durch die Exzentrizität der Lagerung des Steuerringes definiert.
- Die vorgeschlagene Fördereinrichtung kann weiter verbessert werden, indem die Exzentrizität des Steuerringes zu der Drehachse des Querförderers einstellbar ist. Durch die Einstellbarkeit der Exzentrizität kann der Bewegungsablauf der Aufnahmen der zweiten Hebelarme auch nach dem Zusammenbau der Fördereinrichtung noch verändert werden.
- Weiterhin wird vorgeschlagen, dass die zweiten Hebelarme jeweils über ein Koppelgetriebe an den Steuerring angekoppelt sind. Durch das Koppelgetriebe wird zusätzlich eine Baugruppe geschaffen, welche z.B. durch eine Veränderung der Längen der Koppelelemente eine Veränderung des Bewegungsablaufes ermöglicht.
- Ferner wird vorgeschlagen, dass zwischen den ersten Aufnahmen und den zweiten Aufnahmen ein die Drehbewegung übertragendes Getriebe vorgesehen ist. Durch die Verwendung des vorgeschlagenen Getriebes kann auf eine Steuerung der Bewegung der zweiten Aufnahmen über eine gesonderte Steuerkurve und in die Steuerkurve eingreifende Steuerhebel verzichtet werden. Die Bewegung der zweiten Aufnahmen wird dadurch direkt durch die Bewegung der ersten Hebelarme mitgesteuert, wodurch der konstruktive Aufbau vereinfacht wird. Ferner wird sichergestellt, dass der Bewegungsablauf als solches möglichst ohne die Gefahr einer gegenseitigen Blockierung abläuft, da beide Bewegungen unmittelbar miteinander gekoppelt sind, und mit einer gemeinsamen Steuervorrichtung erzwungen werden. Der Bewegungsablauf der Aufnahmen kann individuell durch die Auslegung der Getriebegeometrie erfolgen, wobei die Kinematik der Aufnahmen paarweise unterschiedlich gestaltet werden kann, indem die jeweiligen die Aufnahmen miteinander koppelnden Getriebe individuell verschieden ausgelegt werden.
- Weiter wird vorgeschlagen, dass das Getriebe ein Zwischenrad umfasst, welches an die zweiten Aufnahmen angekoppelt ist, und von den ersten Hebelarmen mittelbar oder unmittelbar angetrieben wird. Durch das Zwischenrad wird eine Drehrichtungsumkehr in dem Getriebe bewirkt, so dass die an das Zwischenrad angekoppelte zweite Aufnahme schließlich eine zu der ersten Aufnahme bzw. zu dem ersten Hebelarm gleichgerichtete Drehbewegung ausführt.
- Außerdem wird vorgeschlagen, dass die zweiten Aufnahmen von der Übernahme der Produkte von dem Längsförderer bis zur Übergabe der Produkte an eine Übernahmetrommel um einen Winkel von 0,0 bis 45,0 Grad, vorzugsweise um 33 Grad verdreht werden. Der vorgeschlagene Winkelbereich bzw. Winkel hat sich insofern als bevorzugt herausgestellt, da hierdurch der von den ersten Hebelarmen vollzogene Schwenkwinkel und die dadurch bewirkte Änderung der Winkellage der Klebenahtausrichtung der daran gehaltenen Produkte kompensiert werden kann, indem die Produkte in den zweiten Aufnahmen in einem ähnlichen Winkel und im Idealfall um einen identischen Winkel verdreht werden.
- Die Erfindung wird im Folgenden anhand bevorzugter Ausführungsformen unter Bezugnahme auf die beigefügten Figuren erläutert. Dabei zeigt:
- Fig. 1:
- Längsförderer mit längsaxial zugeführten Produkten und zwei Hebelarmen eines Querförderers;
- Fig.2:
- Längsförderer mit einem Querförderer in Seitenansicht;
- Fig.3-9:
- Querförderer mit in Steuerkurven geführten ersten und zweiten Hebelarmen in verschiedenen Drehwinkelstellungen;
- Fig.10:
- Querförderer mit einem exzentrisch gelagerten Steuerring;
- Fig.11-15:
- Querförderer mit einem exzentrisch gelagerten Steuerring in verschiedenen Drehwinkelstellungen;
- Fig.16:
- Querförderer mit einem die ersten und die zweiten Aufnahmen koppelnden Getriebe.
- In der
Figur 1 ist zunächst ein Längsförderer 1 von vorne zu erkennen. Der Längsförderer 1 weist stirnseitig eine Mehrzahl von vorstehenden Armen 4 auf, welche drehbar an dem Längsförderer 1 angeordnet sind und bei einer Rotation des Längsförderers 1 in Pfeilrichtung C auf einer Kreisbahn oder in dem dargestellten Ausführungsbeispiel auf einer Ellipse bewegt werden. Die Arme 4 sind jeweils mit Aufnahmen 9 und 12 (siehe auchFig.2 ) versehen, welche aufgrund der drehbeweglichen Lagerung der Arme 4 immer eine horizontale Ausrichtung aufweisen. - Seitlich werden dem Längsförderer 1 Produkte 3a und 3b auf zwei parallelen Bahnen auf einem Formatgrund 2 zugeführt und in einem Übernahmepunkt I übernommen. Der Bewegungsablauf und die Bewegungsgeschwindigkeit des Längsförderers 1 sind dabei so ausgelegt, dass die Aufnahmen 9 und 12 im Übernahmepunkt I eine Geschwindigkeit und Bewegungsrichtung aufweisen, welche identisch zu der Bewegungsrichtung und Geschwindigkeit der Produkte 3a und 3b ist. Die Aufnahmen 9 und 12 sind als rinnenförmige Mulden geformt und über eine Unterdruckleitung mit einem Unterdruck beaufschlagbar. Zum Zeitpunkt des Durchgangs der Aufnahmen 9 und 12 durch den Übernahmepunkt I werden die Aufnahmen 9 und 12 zum Aufnehmen der Produkte 3a und 3b mit Unterdruck beaufschlagt, welche dann durch den weiter anliegenden Unterdruck bis zu einem Übergabepunkt II transportiert werden. Aufgrund der identischen Geschwindigkeit und Richtung der Bewegung der Aufnahmen 9 und 12 im Übernahmepunkt I werden die Produkte 3 dabei mit möglichst geringen Kräften von dem Formatgrund 2 abgefördert.
- In dem Übergabepunkt II weisen die Arme 4 und die daran angeordneten Aufnahmen 9 und 12 dagegen ausschließlich eine Vertikalgeschwindigkeit auf, welche in der Richtung und der Höhe der Geschwindigkeit von an ersten und zweiten Hebelarmen 21 und 20 vorgesehenen Aufnahmen 22 und 23 eines in
Figur 2 zu erkennenden Querförderers 7 entspricht. - Die Produkte werden in dem Übergabepunkt II wiederum mittels Druckluft übergeben und durch den Querförderer 7 in Pfeilrichtung E zu einer sich in Pfeilrichtung G drehenden Muldentrommel 8 transportiert.
- Insoweit entspricht die Fördereinrichtung der aus der
DE 41 29 672 A1 bekannten Fördereinrichtung, welche damit zum Verständnis der Fördereinrichtung ausdrücklich zum Offenbarungsgehalt dieser Anmeldung hinzuzurechnen ist. - Da der Längsförderer 1 die Produkte 3, wie in der
Figur 2 zu erkennen ist, aus einer längsaxialen Bewegung übernimmt und queraxial an den Querförderer 7 abgibt, müssen die zunächst parallel in einer Ebene angeordneten Produkte 3a und 3b in den Aufnahmen 9 und 12 von dem Querförderer 7 quer zu ihrer Ausrichtung aus den Aufnahmen 9 und 12 entnommen werden. Ferner werden die Produkte 3a und 3b in dem sich anschließenden Transportweg von einer sich drehenden Muldentrommel 8 übernommen, so dass die Produkte 3a und 3b in dem Übergabepunkt auf die Muldentrommel 8 gleichmäßig über den Umfang des Querförderers 7 verteilt angeordnet sein müssen. Die Produkte 3a und 3b müssen daher aus der in dem Längsförderer 1 vorhandenen planparallelen Ausrichtung heraus auf den Umfang des Querförderers 7 gleichmäßig verteilt werden, wobei das von dem Querförderer 7 entferntere Produkt 3b über einen schwenkbaren ersten Hebelarm 21 auf den Querförderer 7 zu bewegt werden muss. Gemäß der Erfindung sind nunmehr auch die bisher feststehenden Aufnahmen 22 an den zweiten Hebelarmen 20 ortsfest aber drehbeweglich ausgeführt. - In den
Figuren 3 bis 9 ist der Querförderer 7 und ein Abschnitt des Längsförderers 1 in verschiedenen Drehwinkelstellungen und Blickrichtungen zu erkennen. Der Querförderer 7 entspricht im Grundaufbau dem aus derDE 41 29 672 A1 bekannten Querförderer mit dem Unterschied, dass die zweiten Aufnahmen 22 an ortsfesten zweiten Hebelarmen 20 angeordnet sind, welche jeweils drehbeweglich um die Längsachse der darin aufgenommenen Produkte 3a gelagert sind. Ferner ist ein Steuerhebel 19 vorgesehen, welcher durch nicht dargestellte ineinandergreifende Verzahnungen mit zwei der zweiten Hebelarme 20 gleichzeitig gekoppelt ist. - Der Steuerhebel 19 und die ersten Hebelarme 21 greifen jeweils mit ihren freien Enden 19a und 21a in Steuerkurven 14 und 6 ein, wobei die Steuerkurve 14, in die die Steuerhebel 19 eingreifen, radial innen liegend zu der Steuerkurve 6 angeordnet ist, in die die ersten Hebelarme 21 eingreifen. Die Steuerkurven 6 und 14 sind an einer feststehenden Steuerplatte 5 konzentrisch zu der Drehachse M des Querförderers 7 angeordnet. Durch die Drehbewegung des Querförderers 7 laufen die Enden 19a und 21a der Steuerhebel 19 und der ersten Hebelarme 21 in den Steuerkurven 14 und 6 um die Drehachse M um und führen dabei eine durch die individuelle unrunde Formgebung der Steuerkurven 14 und 6 bedingte periodische Schwenkbewegung aus. Dabei treibt der Steuerhebel 19 über die ineinander greifenden Verzahnungen die zweiten Hebelarme 20 ebenfalls zu einer periodischen Schwenkbewegung um die Längsachse der rinnenförmigen zweiten Aufnahmen 22 an. Die zweiten Aufnahmen 22 führen dadurch eine ortsfeste Drehbewegung aus, welche durch den Verlauf der Steuerkurve 14 und die Längen der Steuerhebel 19 und der zweiten Hebelarme 20 definiert ist. Da ein Steuerhebel 19 gleichzeitig mit zwei der zweiten Hebelarme 20 gekoppelt ist, ist zur Steuerung der zweiten Hebelarme 20 lediglich eine der Hälfte der Anzahl der zweiten Hebelarme 20 entsprechende Anzahl von Steuerhebeln 19 erforderlich, so dass die Steuerhebel 19 ohne die Gefahr einer Selbstbehinderung oder Blockade in der kürzeren radial innen liegenden Steuerkurve 14 geführt werden können.
- Anfangend mit der in
Figur 3 gezeigten Stellung des Querförderers 7 beginnt die Übernahme der Produkte 3a und 3b von dem Längsförderer 1 mit einer identischen Ausrichtung der Klebenähte 15 und 16. Die ersten und zweiten Hebelarme 21 und 20 befinden sich dabei in einer Stellung, in der die an ihren Enden befindlichen Aufnahmen 22 und 23 so ausgerichtet sind, dass die Produkte 3a und 3b in einer ebenen parallelen und horizontal beabstandeten Ausrichtung von den Aufnahmen 9 und 12 der Arme 4 des Längsförderers 1 übernommen werden. In der linken Darstellung der gezeigten Stellung des Querförderers 7 während der Drehbewegung entgegen dem Uhrzeigersinn wird der erste Hebelarm 21 in Pfeilrichtung H und der Steuerhebel 19 in Pfeilrichtung J verschwenkt. Durch das Verschwenken des Steuerhebels 19 in Pfeilrichtung J werden die anliegenden zweiten Hebelarme 20 umgekehrt im Uhrzeigersinn in Pfeilrichtung F verschwenkt, wodurch die in den zweiten Aufnahmen 22 aufgenommenen Produkte 3a ebenfalls im Uhrzeigersinn, also gleichgerichtet zu der Schwenkrichtung des ersten Hebelarmes 21 in Pfeilrichtung H, ortsfest verdreht werden. Es ist erkennbar, dass die Produkte 3a und 3b durch den gleichgerichteten Drehsinn der zweiten Aufnahmen 22 und der ersten Hebelarme 21 in dieselbe Richtung verdreht werden, so dass der relative Unterschied der Winkelausrichtung der Klebenähte 15 und 16 der schließlich auf dem Umfang des Querförderers 7 gleichmäßig verteilt angeordneten Produkte 3a und 3b geringer ist, als dies im Stand der Technik der Fall war, oder sogar gleich Null ist. - In den
Figuren 4 bis 9 sind die Stellungen der Hebelarme 20 und 21 während der weiteren Drehbewegung des Querförderers 7 zu erkennen, wobei die Stellung der Hebelarme 20 und 21 in derFigur 9 einer Stellung kurz vor der Übernahme der Produkte 3a und 3b von dem Längsförderer 1, welche in derFigur 3 dargestellt ist, entspricht. - In der
Figur 4 ist der Querförderer 7 in einer Stellung nach einer geringen Verdrehung in Pfeilrichtung K entgegen dem Uhrzeigersinn (siehe linke DarstellungFigur 3 und4 ) zu erkennen, während die ersten Hebelarme 21 gerade in Pfeilrichtung H auf den Querförderer 7 zu verschwenkt werden, bis sich die daran angeordneten Produkte 3b auf einem Umfang mit einem konstanten Abstand zu dem Drehpunkt M des Querförderers 7 wie die Produkte 3a in den Aufnahmen 22 der zweiten Hebelarme 20 befinden. Diese Stellung ist in derFigur 5 zu erkennen, welche auch dadurch gekennzeichnet ist, dass ab dieser Stellung die Steuerkurven 6 und 14 im weiteren Verlauf einen konstanten Abstand zu der Drehachse M des Querförderers 7 aufweisen, also kreisbogenabschnittsförmig verlaufen. Die Hebelarme 20 und 21 werden in diesem Abschnitt nicht mehr bewegt, wie z.B. auch in derFigur 6 zu erkennen ist, in der die Hebelarme 21 und 20 eine gegenüber der Stellung inFigur 5 unveränderte Stellung aufweisen. Diese Stellung wird beibehalten bis die Produkte 3a und 3b einen inFigur 7 dargestellten Übergabepunkt erreichen, in dem sie von einer Muldentrommel 8 übernommen werden. Da die Mulden der Muldentrommel 8 jeweils einen identischen Abstand zu deren Drehpunkt aufweisen, ist es wichtig, dass auch die Produkte 3a und 3b unabhängig davon, ob sie an den Aufnahmen 23 der ersten Hebelarme 21 oder in den Aufnahmen 22 der zweiten Hebelarme 20 gehalten sind, ebenfalls einen identischen Abstand zu dem Drehpunkt M des Querförderers 7 aufweisen. Außerdem sollte die Ausrichtung der Nahtstellen 15 und 16 der Produkte 3a und 3b in dem Übergabepunkt an die Muldentrommel 8 identisch sein, damit die Produkte 3a und 3b im weiteren Produktionsprozess auch unter Berücksichtigung der einheitlichen Ausrichtung der Klebenähte 15 und 16 mit einem Filter versehen und mit Belagpapier ummantelt werden können. - In den
Figuren 8 und9 ist die Stellung der Hebelarme 20 und 21 nach der Übergabe der Produkte 3a und 3b an die Muldentrommel 8 zu erkennen, in der sie jeweils in Pfeilrichtung H und J in Richtung der Übernahmestellung vonFigur 3 verschwenkt bzw. verdreht wurden, um neue Produkte 3a und 3b von dem Längsförderer 1 zu übernehmen. Die Schwenk- bzw. Drehbewegung der zweiten und ersten Hebelarme 20 und 21 aus der in derFigur 7 gezeigten Stellung in die inFigur 9 bzw.Figur 3 gezeigte Stellung ist dabei der Schwenk- bzw. Drehbewegung der ersten und zweiten Hebelarme 21 und 20 aus derFigur 3 in die inFigur 5 gezeigte Stellung entgegengerichtet. Die ersten und zweiten Hebelarme 21 und 20 führen damit während des Umlaufs des Querförderers 7 eine periodische durch den Verlauf der Steuerkurven 6 und 14 erzwungene Dreh- oder Schwenkbewegung zwischen den Übernahme- und Übergabestellungen aus. Die Produkte 3a werden dabei während der Drehbewegung des Querförderers 7 aus der in derFigur 3 gezeigten Übernahmestellung in die inFigur 7 gezeigte Übergabestellung um ihre Längsachse im Uhrzeigersinn verdreht. Da die ersten Hebelarme 21 während dieser Drehbewegung des Querförderers 7 ebenfalls eine Schwenkbewegung im Uhrzeigersinn ausführen, werden die Produkte 3a und 3b mit den Klebenähten 15 und 16 gleichgerichtet verdreht, so dass der Winkelunterschied der Ausrichtung der Klebenähte 15 und 16 im Übergabepunkt zu der Muldentrommel 8 zumindest verringert werden kann. - In der
Figur 10 ist eine alternative Ausführungsform der Erfindung zu erkennen, bei der die Steuervorrichtung zur Bewegungssteuerung der zweiten Hebelarme 101 durch einen exzentrisch zu der Drehachse M des Querförderers 7 gelagerten Steuerring 100 gebildet ist. Der Steuerring 100 ist auf einer relativ zu der Drehachse eines Querförderers 7 oder einer Muldentrommel 8 feststehenden Lagerbuchse 102 gelagert, welche in sich feststehend oder auch drehbar gelagert sein kann. Die drehbare Lagerung der Lagerbuchse 102 kann insofern vorteilhaft sein, da dadurch Reibungsverluste minimiert werden können. Für den Fall, dass die Lagerbuchse 102 drehbar gelagert ist, kann diese auch einstückig mit dem Steuerring 100 ausgebildet sein. An dem Steuerring 100 sind mehrere über den Umfang verteilt angeordnete Lagerbohrungen 103 vorgesehen, in denen die zweiten Hebelarme 101 selbst gelagert sind, oder in denen dritte Hebelarme 104 gelagert sind, welche an ihren freien Enden drehbar mit den freien Enden der zweiten Hebelarme 101 gekoppelt sind. Die dritten Hebelarme 104 bilden dadurch ein Koppelgetriebe, über das die Drehbewegung der zweiten Hebelarme 101 gesteuert wird. Zur Auslegung der Drehbewegung der zweiten Hebelarme 101 kann die Länge der zweiten Hebelarme 101 und auch die Länge der dritten Hebelarme 104 genutzt werden. Ferner kann das Maß der Exzentrizität "e" zur Auslegung der Drehbewegung der zweiten Hebelarme 101 genutzt werden, wobei dieses Maß bei einer Verstellmöglichkeit der Exzentrizität "e" überdies auch eine Veränderung des Bewegungsablaufs nach der Montage des Querförderers 7 ohne eine konstruktive Veränderung der übrigen an dem Bewegungsablauf beteiligten Teile ermöglicht. Aufgrund der Exzentrizität "e" führen die Aufnahmen der an den Steuerring 100 mittelbar oder unmittelbar angekoppelten zweiten Hebelarme 101 eine Drehbewegung mit einer sinusförmigen Winkeländerung in Bezug zu der Drehbewegung des Querförderers 7 aus, wobei der Winkelbereich unter anderem durch die Exzentrizität "e" mitbestimmt wird. Ferner können an dem Steuerring 100 außerdem erste Hebelarme 105 vorgesehen sein, welche ebenfalls eine durch den Steuerring 100 erzwungene Schwenkbewegung ausführen, wie bereits zu dem aus denFiguren 3 bis 9 bekannten Ausführungsbeispiel beschrieben wurde, wenn der Steuerring 100 an einem Querförderer 7 angeordnet ist. - Der Steuerring 100 kann damit dieselbe Funktion wie die beiden Steuerkurven 6 und 14 in dem in den
Figuren 3 bis 9 gezeigten Ausführungsbeispiel wahrnehmen und bietet dabei zusätzlich den Vorteil, dass statt einer Vielzahl von Hebelarmen und Steuerhebeln nunmehr nur ein Teil, nämlich der Steuerring 100, eine zu lagernde Verschiebebewegung ausführt. Dadurch kann der Verschleiß vermindert und der Bewegungsablauf durch eine vereinfachte Führung prozesssicherer gestaltet werden. - Die neuartige Steuerung der zweiten Hebelarme 101 über den Steuerring 100 kann auch zu einer Weiterentwicklung der nachfolgenden Muldentrommeln 8 genutzt werden, welche die Produkte 3a und 3b von dem Querförderer 7 oder von einer anderen Muldentrommel 8 übernimmt. In diesem Fall kann durch eine Lagerung der zweiten Hebelarme 101 in deren Mitte eine Schwenkbewegung der an den Enden der zweiten Hebelarme 101 befindlichen Aufnahmen bewirkt werden, durch die die Teilung der Aufnahmen in den Übergabe- und Übernahmepunkten verändert werden kann. Unter dem Begriff der Teilung der Aufnahmen an den Muldentrommeln wird der Abstand der Aufnahmen in Umfangsrichtung der Muldentrommeln verstanden, welche bei feststehenden Aufnahmen erstens nicht verändert werden kann und zweitens durch die Anzahl der über den Umfang verteilt angeordneten Aufnahmen fest vorgegeben ist. Damit ist es möglich, Produkte von einer ersten Muldentrommel mit einer ersten Teilung auf eine zweite Muldentrommel mit einer zweiten Teilung zu transportieren, wobei die erste und die zweite Teilung nicht identisch sein müssen. Durch eine Einstellbarkeit der Exzentrizität "e" kann die Teilung in den Übergabe- und Übernahmepunkten zudem in einem gewissen Bereich eingestellt werden. Ein weiterer sich aus der Lösung der verschwenkbaren Aufnahmen ergebender Vorteil ist darin zu sehen, dass die Aufnahmen zur Demontage der Muldentrommel 8 oder einer benachbarten Muldentrommel in eine für die Demontage günstigere Position verschwenkt werden können.
- In den
Figuren 11 bis 15 ist der durch den Steuerring 100 erzwungene Bewegungsablauf eines an einer Muldentrommel 8 gelagerten Hebelarmes 101 zu erkennen. - In der
Figur 11 ist eine Muldentrommel 8 mit einem gegenüber dieser exzentrisch gelagerten Steuerring 100 zu erkennen. Der Drehpunkt "G" des Steuerringes 100 ist gegenüber dem Drehpunkt "D" der Muldentrommel 8 exzentrisch um das Maß "e" versetzt. An dem Steuerring 100 sind mehrere dritte Hebelarme 104 schwenkbar gelagert, die wiederum mit den freien Enden von ersten Hebelarmen 101 gekoppelt sind, die an der Muldentrommel 8 gelagert sind. Je nachdem, ob die ersten Hebelarme 101 mittig oder an ihrem Ende an der Muldentrommel 8 gelagert sind, führen die Aufnahmen der ersten Hebelarme 101 entweder reine Drehbewegungen mit den oben beschriebenen Vorteilen aus, oder sie führen eine Schwenkbewegungen aus, durch die die Teilung der Muldentrommel 8 in den Übernahme- und Übergabepunkten verändert bzw. eingestellt werden kann. - In der in
Figur 11 gezeigten Stellung befindet sich ein erster an den Steuerring 100 angekoppelter Hebelarm 101 kurz vor dem Übernahmepunkt der Produkte von dem Querförderer 7. Der erste Hebelarm 101 übernimmt dabei die Produkte 3b von den ausschwenkenden ersten Hebelarmen 21 des Querförderers 7, so dass in dieser Ausführungsform nur jede zweite Aufnahme der Muldentrommel 8 an jeweils einen ersten Hebelarm 101 angekoppelt ist. Da die Produkte 3a und 3b an den Aufnahmen des Querförderers 7 gemäß der eingangs beschriebenen Problematik relativ zueinander verdreht sind, wenn die Aufnahmen zwischen den Aufnahmen der verschwenkbaren Hebelarme 21 des Querförderers 7 nicht verdreht oder verschwenkt werden, weisen die von der Muldentrommel 8 in dem Übernahmepunkt übernommenen Produkte ebenfalls winkelversetzte Klebenähte 15 und 16 auf, wie in der linken Darstellung derFigur 11 zu erkennen ist. - Da die Aufnahmen an den ersten Hebelarmen 101 der Muldentrommel 8 durch den Steuerring 100 während der Drehbewegung der Muldentrommel 8 verdreht werden, können die in diesen Aufnahmen gehaltenen Produkte 3b während der Drehbewegung der Muldentrommel 8 wieder soweit zurück verdreht werden, bis die Ausrichtung der Klebenähte 15 und 16 in dem Übergabepunkt an eine nachfolgende Muldentrommel oder andersartige Transportvorrichtung identisch sind, wie in der in
Figur 14 gezeigten Stellung der Muldentrommel 8 vor der Übergabe des Produktes 3b an eine nachfolgende Muldentrommel zu erkennen ist. - Die ersten Hebelarme 101 führen durch die exzentrische Lagerung des Steuerrings 100 eine alternierende Schwenkbewegung mit einer sinusförmigen Änderung des Drehwinkels der daran angeordneten Aufnahmen aus. Da die in den Aufnahmen der schwenkbaren ersten Hebelarme 101 gehaltenen Produkte von der Übernahmestelle bis zur Übergabestelle auf einem Drehwinkel der Muldentrommel 8 von mehr als 270 Grad umlaufen, ist die Bewegungsrichtung der Aufnahmen in der Übernahmestellung und der Übergabestellung gleichgerichtet. Wichtig für den erfindungsgemäßen Erfolg ist dabei, dass die Differenz zwischen den Winkelstellungen der Aufnahmen in dem Übernahme- und dem Übergabepunkt zu der Winkeldifferenz der übernommenen Produkte 3a und 3b identisch aber entgegengerichtet ist. Auch die Kompensation des Winkelversatzes der Klebenähte 15 und 16 durch die drehbaren oder schwenkbaren ersten Hebelarme 101 an der im Transportweg nach dem Querförderer 7 angeordneten Muldentrommel 8 sei hier ausdrücklich als eigenständige Lösung der erfindungsgemäßen Aufgabe erwähnt.
- In der
Figur 16 ist eine weitere alternative Ausführungsform der Erfindung zu erkennen, bei der die zweiten Aufnahmen 22 jeweils an einer drehbar an dem Querförderer 7 gelagerten Hülse 202 angeordnet sind. Ferner ist ein drehbar an dem Querförderer 7 gelagertes Zwischenrad 203 vorgesehen, welches sich an seinem äußeren Umfang in einer Kraft übertragenden Verbindung mit der Hülse 202 befindet. Außerdem ist ein durch die Bewegung des ersten Hebelarmes 21 angetriebenes Rad 201 vorgesehen, welches wiederum in Kraft übertragender Verbindung zu dem Zwischenrad steht. Das Rad 201 kann aber auch entfallen, indem der erste Hebelarm 21 das Zwischenrad 203 direkt antreibt. Im einfachsten Fall ist das Rad 201 direkt an der den ersten Hebelarm 21 antreibenden Hebelwelle angeordnet, so dass die Drehbewegung unmittelbar und zwar mit einem identischen Drehwinkel übertragen wird. Das Rad 201, das Zwischenrad 203 und die Hülse 202 können z.B. durch Verzahnungen miteinander in Eingriff stehen und bilden ein Getriebe 200, durch das die Schwenkbewegung des ersten Hebelarmes 21 auf die zweite Aufnahme 22 übertragen wird, wobei die Dreh- bzw. Schwenkbewegungen des ersten Hebelarmes 21 und der zweiten Aufnahme 22 durch die Zwischenschaltung des Zwischenrades 203 gleichgerichtet sind. Dadurch ist keine zweite Steuerkurve oder andersartige gesonderte Steuervorrichtung zur Steuerung der Bewegung der zweiten Aufnahmen erforderlich. Vielmehr wird die Bewegung der ersten Hebelarme und der zweiten Aufnahmen 22 direkt durch eine gemeinsame Steuervorrichtung gesteuert, so dass beide Bewegungsabläufe unmittelbar miteinander gekoppelt sind. Das Übersetzungsverhältnis des durch das Rad 201, das Zwischenrad 203 und die Hülse 202 gebildeten Getriebes 200 definiert in diesem Fall den Verdrehwinkel der zweiten Aufnahme 22 relativ zu der an dem ersten Hebelarm 21 angeordneten ersten Aufnahme 23. Die Hülse 202 kann durch die zweite Aufnahme 22 selbst oder ersatzweise auch durch ein drehfest mit der zweiten Aufnahme 22 verbundenes Rad gebildet sein. - Im Allgemeinen kann die erfindungsgemäß ermöglichte Drehbewegung der zweiten Aufnahmen 22 auch unterschiedlich zu der Schwenkrichtung der ersten Hebelarme 21 ausgerichtet sein, so dass die Nahtlagen 15 und 16 gezielt so verändert werden, dass sie für den weiteren Verarbeitungsprozess eine günstigere Ausrichtung aufweisen. Durch den ausdrücklich nicht gleichgerichteten Drehsinn kann die Ausrichtung wenigstens einer der Nahtlagen 15 und 16 soweit verdreht werden, dass bei der nachfolgenden Verarbeitung eine Überlappung der Nahtlagen 15 und 16 mit der Nahtlage des anschließend aufgebrachten Belegpapiers ausgeschlossen werden kann. Eine identische Ausrichtung der Nahtlagen 15 und 16 ist damit nicht mehr erforderlich.
- Die Auslegung der Winkelverhältnisse der ersten Aufnahmen 23 zu den zweiten Aufnahmen 22 nach der Übernahme der Produkte 3a und 3b kann insbesondere durch die Auslegung der Getriebegeometrien und insbesondere der Durchmesser der Räder 201, des Zwischenrades 203 und der Hülse 202 erfolgen.
Claims (12)
- Fördervorrichtung zum Fördern stabförmiger Produkte (3a,3b) der Tabak verarbeitenden Industrie mit einem ersten umlaufenden Längsförderer (1) mit Aufnahmen (9,12) zum Aufnehmen von längsaxial zugeführten Produkten (3a,3b) und zum Abgeben von jeweils zwei Produkten (3a,3b) an Aufnahmen (22,23) eines umlaufenden, die Produkte (3a,3b) queraxial abfördernden Querförderers (7), wobei eine Gruppe von ersten Aufnahmen (23) des Querförderers (7) jeweils an ersten Hebelarmen (21) angeordnet sind, welche eine durch eine Steuervorrichtung gesteuerte Schwenkbewegung ausführen, dadurch gekennzeichnet, dass an dem Umfang des Querförderers (7) zwischen den ersten Aufnahmen (23) zweite Aufnahmen (22) vorgesehen sind, welche ortsfest an dem Querförderer (7) angeordnet sind, und eine durch die Steuervorrichtung gesteuerte Drehbewegung ausführen, welche zu der Schwenkbewegung der ersten Aufnahmen (23) wenigstens abschnittsweise einen gleichgerichteten Drehsinn aufweist.
- Fördereinrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Steuervorrichtung durch eine feststehende Steuerplatte (5) mit einer darin angeordneten ersten ringförmigen Steuerkurve (14) gebildet ist, und die zweiten Aufnahmen (22) an schwenkbaren zweiten Hebelarmen (20) angeordnet sind, deren Bewegung durch in der ersten Steuerkurve (14) geführte Steuerhebel (19) steuerbar ist.
- Fördereinrichtung nach Anspruch 2, dadurch gekennzeichnet, dass wenigstens zwei der zweiten Hebelarme (20) an einen gemeinsamen Steuerhebel (19) angekoppelt sind.
- Fördereinrichtung nach Anspruch 3, dadurch gekennzeichnet, dass die Aufnahmen der an den gemeinsamen Steuerhebel (19) angekoppelten zweiten Hebelarme (20) in einem unterschiedlichen Winkel in Bezug zu dem Steuerhebel (19) ausgerichtet sind.
- Fördereinrichtung nach einem der Ansprüche 2 bis 4, dadurch gekennzeichnet, dass die Steuerplatte (5) eine zweite zu der ersten Steuerkurve (14) konzentrische ringförmige Steuerkurve (6) aufweist, in die die ersten Hebelarme (21) mit jeweils einem freien Ende (21a) eingreifen.
- Fördereinrichtung nach Anspruch 2,3 und 5, dadurch gekennzeichnet, dass die erste Steuerkurve (14) radial innen zu der zweiten Steuerkurve (6) verläuft, und die Anzahl der in die zweite Steuerkurve eingreifenden Steuerhebel (19) kleiner ist als die Anzahl der in die zweite Steuerkurve (6) eingreifenden ersten Hebelarme (21).
- Fördereinrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die zweiten Aufnahmen (22) an schwenkbaren zweiten Hebelarmen (101) angeordnet sind, und die Steuervorrichtung durch einen exzentrisch zu der Drehachse (M) des Querförderers (7) gelagerten Steuerring (100) gebildet ist, an den die zweiten Hebelarme (101) angekoppelt sind.
- Fördereinrichtung nach Anspruch 7, dadurch gekennzeichnet, dass die Exzentrizität des Steuerringes (100) zu der Drehachse (M) des Querförderers (7) einstellbar ist.
- Fördereinrichtung nach Anspruch 7 oder 8, dadurch gekennzeichnet, dass die zweiten Hebelarme (101) jeweils über ein Koppelgetriebe an den Steuerring angekoppelt sind.
- Fördereinrichtung nach Anspruch 1, dadurch gekennzeichnet, dass zwischen den ersten Aufnahmen (23) und den zweiten Aufnahmen (22) ein die Drehbewegung übertragendes Getriebe (200) vorgesehen ist.
- Fördereinrichtung nach Anspruch 10, dadurch gekennzeichnet, dass das Getriebe (200) ein Zwischenrad (203) umfasst, welches an die zweiten Aufnahmen (22) angekoppelt ist, und von den ersten Hebelarmen (21) mittelbar oder unmittelbar angetrieben wird.
- Fördereinrichtung nach einem der vorangegangenen Ansprüchen, dadurch gekennzeichnet, dass die zweiten Aufnahmen (22) von der Übernahme der Produkte (3a) von dem Längsförderer (1) bis zur Übergabe der Produkte (3a) an eine Übernahmetrommel (8) um einen Winkel von 0,0 bis 45,0 Grad, vorzugsweise um 33 Grad verdreht werden.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010053173A DE102010053173A1 (de) | 2010-12-03 | 2010-12-03 | Fördervorrichtung zum Fördern stabförmiger Produkte der Tabak verarbeitenden Industrie |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2460421A1 true EP2460421A1 (de) | 2012-06-06 |
| EP2460421A9 EP2460421A9 (de) | 2012-07-18 |
Family
ID=45065774
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11190692A Withdrawn EP2460421A1 (de) | 2010-12-03 | 2011-11-25 | Fördervorrichtung zum Fördern stabförmiger Produkte der Tabak verarbeitenden Industrie |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2460421A1 (de) |
| CN (1) | CN102551197A (de) |
| DE (1) | DE102010053173A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2478782A3 (de) * | 2011-01-25 | 2014-09-17 | Hauni Maschinenbau AG | Fördervorrichtung für stabförmige Produkte der Tabak verarbeitenden Industrie |
| CN117068474A (zh) * | 2023-08-30 | 2023-11-17 | 苏州医疗用品厂有限公司 | 一种针灸针新型高速精密排针系统 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111468843B (zh) * | 2020-03-05 | 2024-11-26 | 江苏瑞驰机电科技有限公司 | 一种细棒物摆臂式传动装置及其配套的激光穿孔机 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4203517A1 (de) * | 1991-02-11 | 1992-08-20 | Gd Spa | Vorrichtung zur ueberfuehrung von zigarettenabschnitten |
| DE4129672A1 (de) | 1991-09-06 | 1993-03-11 | Hauni Werke Koerber & Co Kg | Foerdervorrichtung zum foerdern stabfoermiger artikel der tabakverarbeitenden industrie |
| EP1493338A1 (de) * | 2003-07-04 | 2005-01-05 | Hauni Maschinenbau AG | Fördervorrichtung und Übergabeelement zum Überführen von stabförmigen Artikeln der Tabak verarbeitenden Industrie aus längsaxialer Förderung in queraxiale Weiterförderung |
| DE60105907T2 (de) * | 2000-07-21 | 2005-10-06 | G.D Società per Azioni | Einrichtung und Verfahren zur Übertragung von Zigarettenportionen |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4121595A (en) * | 1977-02-09 | 1978-10-24 | Hauni-Werke Korber & Co. Kg. | Apparatus for increasing the permeability of wrapping material for rod-shaped smokers products |
| DE10323152A1 (de) * | 2003-05-22 | 2004-12-16 | Hauni Maschinenbau Ag | Vorrichtung zum Messen des Durchmessers eines stabförmigen Gegenstandes insbesondere der Tabak verarbeitenden Industrie |
| DE102004050306B3 (de) * | 2004-10-14 | 2006-06-14 | Hauni Maschinenbau Ag | Einrichtung und Verfahren zum queraxialen Fördern von stabförmigen Artikeln der Tabak verarbeitenden Industrie |
-
2010
- 2010-12-03 DE DE102010053173A patent/DE102010053173A1/de not_active Ceased
-
2011
- 2011-11-25 EP EP11190692A patent/EP2460421A1/de not_active Withdrawn
- 2011-12-02 CN CN2011103949541A patent/CN102551197A/zh active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4203517A1 (de) * | 1991-02-11 | 1992-08-20 | Gd Spa | Vorrichtung zur ueberfuehrung von zigarettenabschnitten |
| DE4129672A1 (de) | 1991-09-06 | 1993-03-11 | Hauni Werke Koerber & Co Kg | Foerdervorrichtung zum foerdern stabfoermiger artikel der tabakverarbeitenden industrie |
| DE60105907T2 (de) * | 2000-07-21 | 2005-10-06 | G.D Società per Azioni | Einrichtung und Verfahren zur Übertragung von Zigarettenportionen |
| EP1493338A1 (de) * | 2003-07-04 | 2005-01-05 | Hauni Maschinenbau AG | Fördervorrichtung und Übergabeelement zum Überführen von stabförmigen Artikeln der Tabak verarbeitenden Industrie aus längsaxialer Förderung in queraxiale Weiterförderung |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2478782A3 (de) * | 2011-01-25 | 2014-09-17 | Hauni Maschinenbau AG | Fördervorrichtung für stabförmige Produkte der Tabak verarbeitenden Industrie |
| CN117068474A (zh) * | 2023-08-30 | 2023-11-17 | 苏州医疗用品厂有限公司 | 一种针灸针新型高速精密排针系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102010053173A1 (de) | 2012-06-06 |
| CN102551197A (zh) | 2012-07-11 |
| EP2460421A9 (de) | 2012-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0994029B1 (de) | Vorrichtung zur Erzeugung hin- und hergehender Bewegungen | |
| DE2243390C2 (de) | Fördervorrichtung mit Pufferspeicher für Zigaretten | |
| DE2248613A1 (de) | Vorrichtung zum aufkleben von tragschlaufen mittels eines verstaerkungsblattes auf eine voranbewegte bahn beim herstellen von tragbeuteln | |
| EP2258522B1 (de) | Vorrichtung zum Schneiden eines kontinuierlich geführten Strangs in strangförmige Artikel variabler Länge sowie Strangmaschine mit einer solchen Vorrichtung | |
| DE102007049547A1 (de) | Maschine zur Herstellung von zusammengesetzten Filtern | |
| DE3230662C2 (de) | ||
| EP1639907B1 (de) | Vorrichtung zur Übergabe stabförmiger Artikel | |
| DD287464A5 (de) | Einrichtung zum verarbeiten von druckereiprodukten | |
| EP3386293B1 (de) | Geflügelbandanlage | |
| DE102012201915B3 (de) | Längsförderer für stabförmige Produkte der Tabak verarbeitenden Industrie und Fördereinrichtung mit einem Längsförderer und Verfahren zum Betreiben eines Längsförderers | |
| DE4314632C2 (de) | Fördereinrichtung für Gegenstände in Verpackungsmaschinen, insbesondere für Faltschachteln | |
| EP2460421A1 (de) | Fördervorrichtung zum Fördern stabförmiger Produkte der Tabak verarbeitenden Industrie | |
| DE2244174A1 (de) | Foerdervorrichtung fuer zigaretten od.dgl | |
| DE3445575A1 (de) | Verfahren zum beabstanden und umdrehen von zwei koaxialen zigarettenlaengenabschnitten an einer maschine zum ansetzen von filtern | |
| DE2718912C2 (de) | ||
| DE102011009384A1 (de) | Fördervorrichtung für stabförmige Produkte der Tabak verarbeitenden Industrie | |
| EP1423324B1 (de) | Falzapparat mit umfangsverstellbarem zylinder | |
| EP1498369B1 (de) | Transportvorrichtung zum Transportieren von an Schlaufen hängenden Gegenständen | |
| DE4307937A1 (de) | Teigteil-Wirkmaschine | |
| EP3338567A1 (de) | Rotationsfördervorrichtung zum fördern von artikeln der tabakverarbeitenden industrie | |
| DE102007050378A1 (de) | Maschine zum Verarbeiten von Druckbogen | |
| EP2803277A1 (de) | Fördervorrichtung für stabförmige Produkte der Tabak verarbeitenden Industrie | |
| DE2259165A1 (de) | Bogenrotations- druck- und stanzmaschine mit ein- und auskuppelbaren maschineneinheiten | |
| DE2643152B2 (de) | Vorrichtung zum Anordnen eines oder zweier fortlaufender Fäden oder Streifen in einem Zick-zack-Muster auf einer drehbaren Trägerfläche | |
| WO2019007814A1 (de) | Vorrichtung zur übergabe stabförmiger artikel sowie anordnung mit einer solchen vorrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20121204 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20141114 |