EP2462819A2 - Agencement de réglage pour une machine de fabrication de cigarettes et procédé de réglage du transport de la matière de remplissage de cigarettes - Google Patents
Agencement de réglage pour une machine de fabrication de cigarettes et procédé de réglage du transport de la matière de remplissage de cigarettes Download PDFInfo
- Publication number
- EP2462819A2 EP2462819A2 EP20110009086 EP11009086A EP2462819A2 EP 2462819 A2 EP2462819 A2 EP 2462819A2 EP 20110009086 EP20110009086 EP 20110009086 EP 11009086 A EP11009086 A EP 11009086A EP 2462819 A2 EP2462819 A2 EP 2462819A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- air
- control arrangement
- flow
- cigarette
- conveying
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/18—Forming the rod
- A24C5/1871—Devices for regulating the tobacco quantity
Definitions
- the invention relates to a control arrangement for a cigarette manufacturing machine according to the preamble of claim 1 and to a method for controlling the transport of the cigarette filler in a cigarette manufacturing machine according to the preamble of claim 7.
- the cigarette filler which is usually tobacco or a tobacco product, transported by a conveying medium, which is usually designed as a circulating belt.
- the cigarette filler is formed into a strand from which the cigarettes are produced in the further process.
- the fluid is carried out permeable to air, so that an air flow can pass through the fluid.
- This makes it possible to supply the cigarette filler in an air flow to the conveying medium, wherein the cigarette filler is pressed by the passing through the conveying medium air flow to the conveying medium.
- This results in a relationship between the properties of the strand of cigarette filler, which is formed on the fluid and the prevailing flow conditions, in particular the passage speed of the air through the fluid.
- the contact pressure of the cigarette filler depends to the fluid from.
- the contact pressure results from the specific resistance coefficient (CW value) of the cigarette filler and its flow around.
- CW value specific resistance coefficient
- the compression force of the cigarette filler and the resulting amount of filler per cigarette and its homogeneity depend on the contact force.
- the fluid usually a wear that occurs within a few hours of operation is subject, with its flow resistance to the passing air flow due to the finest tobacco particles that are stored in the fluid changes.
- the tobacco contains the finest but abrasive substances that pass through the air flow through the pumped medium and are responsible for wear of the compressor, which is also worn after a few months and loses efficiency in the course of this wear development.
- the pressure loss during the passage of the air through the pumped medium is generally between about 80 and 140 mbar.
- compressors which are turbomachines.
- This type of compressor is characterized by a dependent on the pressure difference to be overcome flow. Accordingly, the entire system is sensitive to variations in pressure loss during the passage of air through the fluid.
- this method is suitable for compensating for cigarette filler density variations, it does not solve the problem of changes in the flow characteristics of the fluid in service, it may even aggravate it, since changes in the characteristics of the fluid, such as changes in cigarette filler properties, affect the control and so on lead to an adverse unwanted influence on the cigarette filler flow.
- the invention is therefore based on the object to provide a control arrangement and a method for controlling the cigarette filler transport, which allow the production of a cigarette filler strand with continuously consistent quality.
- control arrangement comprises a flow control for the passing through the fluid flow of air, which transports the cigarette filler to the fluid.
- the flow rate is controlled, the per unit time, the fluid passing through the amount of air and thus the suction rate remains constant, regardless of which absolute pressure Any location of the pneumatic system of the cigarette making machine prevails.
- the control arrangement may have a measuring device for measuring the mass flow and / or volume flow.
- Both the Massenals and the flow rate are suitable in principle as a suitable size for measuring or regulating the flow rate, the air passing through the medium.
- the mass flow offers the advantage of being directly proportional to the mass flow, ie the amount of air molecules delivered per unit time, and thus of being independent of pressure and temperature influences.
- the volume flow in the present case is also suitable as measured and / or controlled variable, since the fluctuations which pressure and temperature in the case of the present process are subject to in the region of the measuring point are so small that the density change of the air and thus the pressure and temperature influence can be neglected on the dependence of the volume flow of the flow.
- the measurement of the mass and / or volumetric flow can preferably take place by means of a differential pressure measurement, which is based on the calculation of the mass / volumetric flow as a function of a pressure difference.
- the differential pressure measurement can be carried out, for example, on a metering orifice or another similar component located in the airflow or on a tapering of the line carrying the airflow, brought about by suitable installations.
- This type of measurement has the advantage of high reliability, especially in the present, usually loaded with abrasive particles, air flow.
- the measurement can also be carried out by other methods, in particular taking advantage of the measurement of the heat flow of an electrically heated wire or the measurement of the pressure build-up in front of an impeller or a damper blade or similar internals.
- the air conveying device which promotes the passing through the medium conveyed air, connected to the input of an exhaust system.
- an exhaust system all types of process air laxative systems are initially meant, this may for example be a simple hall ventilation, but it can also be a complex process air treatment plant, which may have, for example, filter devices provided.
- Such an exhaust system serve to remove the finest particles of the cigarette filler, which are transported by the air flow passing through the conveying medium through the conveying medium, from the process air stream.
- the air flow which first transports the cigarette filler to the pumped medium, then passes through this and transported by the conveyor, which may still be located in the cigarette manufacturing machine, to the exhaust outlet or optionally to an exhaust system is, in stationary operation at any point of the air flow guide, at least as long as it still has no branches, is constant, it is in principle possible to provide the control arrangement, in particular their measuring device at each point of this air flow guide.
- the control arrangement, in particular its measuring device is preferably arranged in the region of an air flow conveyed from the air conveying device to the exhaust air system. This is particularly advantageous if the air conveying device is provided inside the cigarette manufacturing machine.
- control arrangement and cigarette manufacturing machine are spatially separated simplifies an upgrade or retrofitting as well as maintenance, installation and remodeling considerably.
- Such a continuity of the air flow rate is given in each case for the air flow rate, which actually passes through the fluid in the conveying direction to the first branch, with any supply air currents that may occur, for example, through leaks in the system, so far not disturbing in continuous operation, since an exact knowledge of the air flow rate is not absolutely necessary.
- the only important thing is to keep it constant at a level optimized for cigarette production. So it is not necessary that the amount of air flow constantly controlled, for example, between the air conveyor and the entrance to the exhaust system actually corresponds exactly quantitatively exactly to the flow of air passing through the fluid. It is only important that the controlled flow rate and the mass flow actually passing through the fluid are quantitatively dependent on each other.
- the control arrangement preferably has a controlled throttle device, for example a throttle flap, as an actuator.
- a controlled throttle device has the advantage that it represents a cost-effective and reliable way of controlling the amount of air passage and makes it possible not to change the air delivery device, which may be a compressor, for example in a retrofitted control arrangement.
- the air delivery device which may be a compressor, for example in a retrofitted control arrangement.
- An intended exhaust air system preferably has a vacuum generating device.
- This vacuum generating device is preferably arranged behind a central filter unit, ie it is no longer subject to wear by promoted with the air flow finest cigarette filler particles and can thus provide additional air flow capacity. This is particularly useful if the performance of the air conveyor due to their wear by the finest cigarette filler particles declining. This loss of performance can then be compensated for by using the negative pressure provided by the central exhaust air system in order to relieve the air delivery device.
- negative pressure is meant that the absolute pressure of the negative pressure is lower than the absolute pressure of the air before passing through the fluid.
- volumetric air conveyor Another possibility for realizing the volume flow control according to the invention is the use of a volumetric air conveyor.
- Such conveyors such as positive displacement blower or reciprocating compressors, are characterized in that the delivered volume flow depends directly on the speed of the air conveyor. Due to the sufficiently exact correlation in the present case between volume and mass or mass flow, a control according to the invention of the mass flow can already be realized by the use of a volumetric air conveyor, which, for example, by setting and / or regulating a constant speed on the Promotion of a constant flow rate is set or regulated.
- volumetric air conveying devices in particular volumetric compressors
- turbomachinery which are normally used in the boundary conditions, as prevail in the present case (low pressure loss in the conveyor line)
- turbomachinery which are normally used in the boundary conditions, as prevail in the present case (low pressure loss in the conveyor line)
- turbomachinery are used to an increase in react to be overcome pressure difference with a decrease in the delivered volume flow
- the use of forced-conveying volumetric air conveyors the flow and thus in the present case with sufficient accuracy of the mass / flow rate, constant.
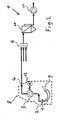
- the exemplary control arrangement according to the invention has a controlled throttle device 5 and a measuring device 4 for measuring the flow rate of the air conveyor 3, which is integrated in the cigarette manufacturing machine 8 in the example shown, to the input 6 of an exhaust air system funded.
- the exhaust air system 7 shown by way of example here has a vacuum generating device 11 and a filter device 10 and has a plurality of inputs 6, so that a plurality of cigarette manufacturing machines 8 can be connected to control systems according to the invention to a common exhaust system 7.
- the cigarette filler 9 is supplied to the conveying medium 2 by a feed device 1.
- Specific intake rates and flow conditions are set in the area of the feed device 1, depending on the amount of air flow passing through the pumped medium 2, which must be optimized for each cigarette filler, in particular for each type of tobacco, in order to achieve optimum properties of the tobacco rod formed on the pumped medium 2 ,
- the conveying medium 2 is oriented in such a way that due to the air flow passing through the conveying medium, the cigarette filler is pressed against the underside of the conveying medium 2 against the surface of the conveying medium 2.
- the air flow rate passing through the conveying medium 2 is then conveyed out of the cigarette manufacturing machine 8 by the air conveying device 3, the air flow rate of this air conveyed out of the cigarette manufacturing machine 8 being regulated by the regulating arrangement according to the invention in the example shown.
- the throttle device 5 of the exemplary control arrangement of the air flow reaches the entrance 6 of the exhaust system 7, wherein the input 6 is designed to connect a plurality of Switzerlandarettenher einsmaschinen 8 to the exhaust system 7, if necessary.
- the exhaust air system 7 has a filter device 10, which filters out the finest cigarette filler particles from the exhaust air of the cigarette manufacturing machines, and a vacuum generating device 11 which is adapted to generate a negative pressure, which can be used to relieve the air conveyor 3 of the cigarette manufacturing machine 8.
- FIG. 2 an alternative embodiment is shown, in which a volumetric air conveyor 3 is used to implement the control according to the invention.
- the regulation takes place here by utilizing the delivery characteristics of the volumetric air conveyor 3, in which the speed of the drive 12 is kept constant.
Landscapes
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010054098A DE102010054098A1 (de) | 2010-12-10 | 2010-12-10 | Regelungsanordnung für eine Zigarettenherstellungsmaschine sowie Verfahren zur Regelung des Transports des Zigarettenfüllstoffs |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2462819A2 true EP2462819A2 (fr) | 2012-06-13 |
| EP2462819A3 EP2462819A3 (fr) | 2014-12-10 |
| EP2462819B1 EP2462819B1 (fr) | 2020-03-18 |
Family
ID=45002527
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11009086.7A Active EP2462819B1 (fr) | 2010-12-10 | 2011-11-16 | Agencement de réglage pour une machine de fabrication de cigarettes et procédé de réglage du transport de la matière de remplissage de cigarettes |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2462819B1 (fr) |
| CN (1) | CN102524948B (fr) |
| DE (1) | DE102010054098A1 (fr) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012106180A1 (de) * | 2012-07-10 | 2014-01-16 | Hauni Maschinenbau Ag | Verfahren zum Steuern einer Maschinenkombination und/oder einer Maschine zur Verarbeitung von stabförmigen Artikeln der Tabak verarbeitenden Industrie sowie eine Maschinenvorrichtung dafür |
| DE102013004634A1 (de) * | 2013-03-15 | 2014-09-18 | Riedel Filtertechnik Gmbh | Pneumatische Förderanlage |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1296063B (de) | 1960-05-10 | 1969-05-22 | Molins Organisation Ltd | Strangzigarettenmaschine od. dgl. mit einem luftdurchlaessigen Foerderer fuer einen fortlaufenden Tabakfueller |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB958209A (en) * | 1959-06-03 | 1964-05-21 | Molins Machine Co Ltd | Improvements in or relating to tobacco manipulating machines |
| EP0081391B1 (fr) * | 1981-12-09 | 1988-03-09 | Molins Plc | Procédé et dispositif pour mesurer la pression interne d'une verge de cigarette mouvante |
| DE19514925A1 (de) * | 1995-04-22 | 1996-10-24 | Hauni Maschinenbau Ag | Verfahren und Vorrichtung zum Aufbereiten von bei der Herstellung von Artikeln der tabakverarbeitenden Industrie anfallenden Abluft |
| DE10051031A1 (de) * | 2000-10-14 | 2002-04-18 | Hauni Maschinenbau Ag | Verfahren und Vorrichtung zum Bilden eines Tabakstranges |
| EP1371298A1 (fr) * | 2001-03-23 | 2003-12-17 | Japan Tobacco Inc. | Dispositif d'alimentation en tabac hache pour machine a caper |
| DE102004007841A1 (de) * | 2004-02-17 | 2005-09-08 | Hauni Maschinenbau Ag | Strangmaschine, Verfahren zum Betrieb derselben und Luftfördersystem |
| DE102006031216A1 (de) * | 2006-06-30 | 2008-01-03 | Hauni Maschinenbau Ag | Strömungskörper in einer Strangmaschine der Tabak verarbeitenden Industrie |
| DE102008056296A1 (de) * | 2008-11-07 | 2010-05-12 | Hauni Maschinenbau Ag | Vorrichtung und Verfahren zur Zufuhr von Schnitttabak von einer Tabakaufgabeeinheit zu einer Tabakverarbeitungsmaschine |
-
2010
- 2010-12-10 DE DE102010054098A patent/DE102010054098A1/de not_active Withdrawn
-
2011
- 2011-10-11 CN CN201110305339.9A patent/CN102524948B/zh not_active Expired - Fee Related
- 2011-11-16 EP EP11009086.7A patent/EP2462819B1/fr active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1296063B (de) | 1960-05-10 | 1969-05-22 | Molins Organisation Ltd | Strangzigarettenmaschine od. dgl. mit einem luftdurchlaessigen Foerderer fuer einen fortlaufenden Tabakfueller |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102524948A (zh) | 2012-07-04 |
| DE102010054098A1 (de) | 2012-06-14 |
| EP2462819A3 (fr) | 2014-12-10 |
| EP2462819B1 (fr) | 2020-03-18 |
| CN102524948B (zh) | 2015-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69104367T2 (de) | Ausgabeverfahren und -vorrichtung, insbesondere für dichtungs-/klebemittel. | |
| EP1840055B1 (fr) | Procédé destinés à la régulation du refoulement de tabac coupé transporté sur pneumatique | |
| DE102013007705B4 (de) | Vorrichtung und Verfahren zum Betreiben einer pneumatischen Förderanlage im Dichtstrom mittels gesteuerter Überström-Ventile | |
| EP2867392A1 (fr) | Procédé et dispositif pour réguler l'alimentation en fibres d'une cardeuse | |
| EP2808278B1 (fr) | Procédé de transport de tabac et produit programme ordinateur correspondant | |
| EP2111766A1 (fr) | Procédé de fonctionnement d'une machine de l'industrie de traitement du tabac et machine correspondante | |
| EP2462819B1 (fr) | Agencement de réglage pour une machine de fabrication de cigarettes et procédé de réglage du transport de la matière de remplissage de cigarettes | |
| DE102013004634A1 (de) | Pneumatische Förderanlage | |
| WO2020038658A1 (fr) | Système de mesure de particule pourvu d'un dispositif de dilution et procédé pour la mesure de particules | |
| EP3691951B1 (fr) | Dispositif d'écoulement et procédé de commande et/ou de réglage d'une pression dans un dispositif pneumatique de transport sable pour un véhicule ferroviaire et dispositif de transport de sable doté d'un dispositif d'écoulement | |
| DE102004007841A1 (de) | Strangmaschine, Verfahren zum Betrieb derselben und Luftfördersystem | |
| DE102014103971A1 (de) | Vorrichtung zum Fördern von granularem Material | |
| DE10305049B4 (de) | Vorrichtung zum pneumatischen Speisen mindestens einer Spinnereivorbereitungsmaschine, z.B. Karde, Reiniger | |
| DE10020162A1 (de) | Verfahren und Vorrichtung zum Herstellen eines Massivstoff oder Schaumstoff bildenden, fließfähigen Reaktionsgemisches | |
| DE102017130981B3 (de) | System zum Bereitstellen eines Aerosols | |
| WO2019068598A1 (fr) | Dispositif d'écoulement et procédé de commande et/ou de réglage d'une contrepression dans un dispositif pneumatique de transport de sable pour un véhicule ferroviaire et dispositif de transport de sable doté d'un dispositif d'écoulement | |
| EP2497381B1 (fr) | Agencement de réglage pour un mécanisme de fixation de filtre et procédé de réglage de l'émission de l'air de traitement d'un mécanisme de fixation de filtre | |
| CH682921A5 (de) | Vorrichtung zum pneumatischen Speisen mindestens einer Faserverarbeitungsmaschine, z.B. Karde. | |
| DE102011105647B4 (de) | Pneumatische Vorrichtung oder pneumatisches System mit einer Öler-Vorrichtung | |
| WO2002036469A1 (fr) | Procede pour le transport pneumatique de produits en vrac | |
| CH713868A1 (de) | Vorrichtung zum Austrag von Faserflocken aus einem Speicher. | |
| CH714101A1 (de) | Vorrichtung zur Regelung eines Faserflockenstromes in einem Reiniger. | |
| DE102006009148A1 (de) | Strömungskörper einer Zigarettenstrangmaschine | |
| DE102011005391B4 (de) | Belüftungsvorrichtung einer Maschine der Tabak verarbeitenden Industrie, eine solche Maschine mit einer Belüftungsvorrichtung sowie ein Verfahren zur Belüftung einer solchen Maschine | |
| DE3712046A1 (de) | Beschickungseinrichtung fuer strangmaschinen der tabakverarbeitenden industrie |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: A24C 5/18 20060101AFI20141104BHEP |
|
| 17P | Request for examination filed |
Effective date: 20150414 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180425 |
|
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAL | Information related to payment of fee for publishing/printing deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR3 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20180911 |
|
| INTC | Intention to grant announced (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20191122 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502011016545 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1244881 Country of ref document: AT Kind code of ref document: T Effective date: 20200415 Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200618 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200618 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200619 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200718 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502011016545 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| 26N | No opposition filed |
Effective date: 20201221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20201116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201116 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20201130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201116 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1244881 Country of ref document: AT Kind code of ref document: T Effective date: 20201116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230516 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250102 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200718 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20251119 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20251114 Year of fee payment: 15 |