EP2465954A1 - Explosionsbeständige, nichtmagnetische Edelstahlpanzerung - Google Patents
Explosionsbeständige, nichtmagnetische Edelstahlpanzerung Download PDFInfo
- Publication number
- EP2465954A1 EP2465954A1 EP11171129A EP11171129A EP2465954A1 EP 2465954 A1 EP2465954 A1 EP 2465954A1 EP 11171129 A EP11171129 A EP 11171129A EP 11171129 A EP11171129 A EP 11171129A EP 2465954 A1 EP2465954 A1 EP 2465954A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- max
- alloy
- plate
- slab
- armor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/42—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for armour plate
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0231—Warm rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F41—WEAPONS
- F41H—ARMOUR; ARMOURED TURRETS; ARMOURED OR ARMED VEHICLES; MEANS OF ATTACK OR DEFENCE, e.g. CAMOUFLAGE, IN GENERAL
- F41H5/00—Armour; Armour plates
- F41H5/02—Plate construction
- F41H5/04—Plate construction composed of more than one layer
- F41H5/0442—Layered armour containing metal
- F41H5/045—Layered armour containing metal all the layers being metal layers
Definitions
- This invention relates to blast resistant articles of manufacture and in particular to such an armor article made from a corrosion resistant, non-magnetic, high strength, high toughness steel alloy and to a process for making the armor article.
- Austenitic stainless steel alloys sold under the registered trademarks "15-15LC” and “15-15HS” are designed for and have been used exclusively for making components for the oil-drilling industry, primarily drill collars.
- the alloys sold under the marks "15-15LC” and "15-15HS” are described and claimed in U.S. Patent No. 3,904,401 , U.S. Patent No. 5,094,812 , and U.S. Patent No. 5,308,877 .
- a blast resistant armor article that is formed of an alloy having any of the following broad and preferred compositions in weight percent.
- the balance of the alloy is iron and the usual, inevitable impurities found in commercial grades of stainless steel alloys.
- the alloy may contain niobium, titanium, vanadium, zirconium, hafnium, and tungsten in a combined amount of up to about 0.5%.
- An intermediate form of the article is plate made from the alloy.
- the plate is shaped to form an armor part that is attached to a larger structure to provide resistance to an explosion or a ballistic projectile.
- a process for making armor plate for vehicles and other structures includes the step of melting an alloy having any of the following broad and preferred weight percent compositions.
- the "Balance" includes inevitable impurities found in commercial grades of stainless steel alloys.
- the alloy may contain niobium, titanium, vanadium, zirconium, hafnium, and tungsten in a combined amount of up to about 0.5%.
- the alloy is hot worked to plate having a final thickness that provides a preselected level of strength and impact toughness.
- the alloy is hot worked to plate having an intermediate thickness.
- the intermediate thickness plate material is then preferably warm-worked to a final thickness that provides a preselected level of strength and impact toughness.
- the process further includes the step of shaping the warm-worked plate to form an armor part for a vehicle or other structure without annealing after the warm working step.
- An armor article according to this invention includes a shaped piece of steel plate.
- the steel plate is made from a high strength, corrosion resistant alloy have a weight percent composition that is within any of the broad or preferred weight percent ranges described above.
- the alloy used in the article according to the present invention provides substantial resistance to damage from explosions because it provides a unique combination of very high strength and high toughness.
- the toughness property is one measure of damage tolerance for armor material.
- the toughness of a material is typically evaluated based on the Charpy V-notch impact strength (CVN). CVN is determined in accordance with ASTM Standard Test Specification E 23.
- the hardness of a material is a measure of its strength. The harder a material is, the higher its strength is expected to be.
- Set forth in Figure 1 is a graph showing the CVN of certain alloys as a function of the hardness of the material.
- the 15-15 LC Alloy and the 15-15 HS Alloy are alloys whose weight percent compositions are within the scope of the alloys used in the present invention as described in the Broad and Preferred ranges set forth above. Referring to Figure 1 , it is clear that the alloys used in the present invention provide significantly greater impact toughness than very high strength steels such as AISI 4340 and AISI 4130 which have variants that are currently used for armor applications. It is also seen from Figure 1 , that the 15-15 LC alloy and the 15-15 HS alloy provide high strength in the unannealed condition that is at least as good as the very high strength alloys AISI 4340 and AISI 4130.
- the alloys used in an article according to this invention are readily prepared by means of conventional, well-known techniques including powder metallurgy. Cast and wrought forms of the alloys are initially melted by electric arc melting (ARC) preferably followed by argon-oxygen decarburization (AOD) and cast as an electrode or as an ingot. In addition, the electrodes of this alloy may be further refined by electroslag remelting (ESR). After final melting is complete, the ingot is preferably homogenized and then formed into plate of a desired thickness. In this regard, the ARC or ESR ingot is initially hot worked to form an elongated slab. The slab is then further processed in either of two ways.
- ARC electric arc melting
- AOD argon-oxygen decarburization
- ESR electroslag remelting
- the slab is hot worked, preferably by rolling, pressing, or forging the slab until a plate having a desired thickness is obtained.
- the final thickness is selected such that the alloy receives a reduction in thickness (RIT) that is sufficient to provide a desired combination of strength, hardness, and toughness in the alloy plate.
- the slab is preferably hot rolled to plate from a temperature of about 1500°F-2000°F (about 816°C-1093°C) down to a finish temperature of about 1100°F-1400°F (about 593°C-760°C).
- the plate is rapidly cooled from the finish temperature such as by quenching with water or oil. The cooling should be conducted quickly after completion of the hot rolling to avoid further sensitization of the alloy.
- the hot rolling step can be conducted in one or more passes with reheating as necessary if the finish temperature is reached before the desired thickness is obtained.
- the slab is hot worked, again preferably by rolling, pressing, or forging the slab to an elongated plate having an intermediate thickness.
- the hot working step is preferably conducted from a start temperature of about 1700°F-2200°F (about 927°C-1204°C) down to a finish temperature of about 1600°F-1900°F (about 871°C-1038°C).
- the intermediate thickness plate is rapidly cooled as above, preferably within minutes after completion of the hot rolling step in order to avoid sensitization of the alloy.
- the intermediate thickness plate material is preferably annealed at about 1600°F-2350°F (about 871°C-1288°C) for about 30 minutes per inch of thickness and then water cooled to room temperature.
- the annealed intermediate plate is then warm-worked, again preferably by rolling, pressing, or forging, at a temperature of about 800°F-1200°F (about 427°C-649°C) to an RIT that is sufficient to provide the desired combination of strength and toughness in the as-worked material.
- the warm-worked plate is quenched, as in water, but is not subsequently annealed.
- the amount of warm working applied to the alloy i.e., the percent RIT, is selected based on the level of hardness and strength to be provided by the armor article. The greater the RIT is the greater will be the strength and toughness of the alloy plate. It is anticipated that the plate material produced in accordance with this invention will provide a Brinell hardness (BHN) of about 275-400.
- BHN Brinell hardness
- Armor articles made in accordance the present invention exhibit an outstanding combination of properties including very high strength and toughness, good corrosion resistance, and good non-magnetic behavior. It is contemplated that armor articles made in accordance with this invention can be used in or on a wide variety of vehicles and other objects for which blast resistance/tolerance is needed.
- Military vehicles such as tanks, trucks, personnel carriers, aircraft, ships, and submarines are all suitable candidates for receiving armor articles made according to the invention.
- FIG. 2 Shown in Figure 2 is an arrangement for an armored vehicle made in accordance with the present invention.
- the vehicle includes a passenger compartment that is supported on a floor.
- An armor substructure made in accordance with the present invention is mounted beneath the vehicle floor.
- the armor substructure provides a blast resistant barrier to protect the passenger compartment from the effects of an exploding IED or mine. Buildings and architectural features such as doors can also be fitted with armor articles in accordance with this invention. It is also contemplated that the armor articles of this invention can be used in luggage, storage containers and containment trashcans for nuclear waste and other types of hazardous waste that may be transported on public roads or rail lines.
- Heat 1 was ARC-AOD melted whereas Heat 2 was ARC-ESR melted.
- the objective of this example was to produce plate material in accordance with the first process described above.
- Material from the ingot of Heat 1 and from the ingot of Heat 2 was hot worked to provide slabs 2.58 inches (6.55 cm) thick.
- the slab formed from Heat 1 was heated to a temperature of 1650°F (899°C) and hot rolled to 0.55 inch (13.97 mm) thick plate.
- the slab formed from Heat 2 was heated to a temperature of 1650°F (899°C) and hot rolled to 0.53 inch (13.5 mm) thick plate.
- the plate material was quenched with water within about 10 minutes of the last rolling pass.
- the objective of this example was to produce plate material using the two-step process described above. Additional material from the ingot of Heat 2 was hot worked to provide slabs nominally 5 inches (12.7 cm) thick. The slabs were then hot rolled to intermediate thicknesses. A first slab was hot rolled from a start temperature of about 2100°F (1149°C) to an intermediate thickness of about 0.72 inches (18.3 mm). A second slab was rolled from a start temperature of about 2100°F (1149°C) to an intermediate thickness of about 0.905 inches (23 mm). A third slab was rolled from a start temperature of about 2100°F (1149°C) to an intermediate thickness of about 1.25 inches (31.75 mm).
- a fourth slab was rolled from a start temperature of about 2100°F (1149°C) to an intermediate thickness of about 2.55 inches (6.48 cm).
- the intermediate forms were rapidly cooled with water within about 5 minutes of completion of the last rolling pass on each intermediate slab.
- the slabs were annealed at a temperature of about 1832°F (1000°C) for about 30 minutes per inch of thickness and then water cooled.
- the annealed intermediate forms were then warm worked from a start temperature of about 800°F to about 1200°F (426.7°C to 649°C) to impart RIT's ranging from about 15% to about 85%. More specifically, the 0.72-inch (18.3 mm) thick slab was warm worked from a temperature of about 1100 °F (593°C) to a thickness of about 0.55 inches (13.97 mm) representing an RIT of about 24%. The 0.905-inch (23 mm) thick slab was warm worked from a temperature of about 1100 °F (593°C) to a thickness of about 0.55 inches (13.97 mm) representing an RIT of about 41 %.
- the 1.25-inch (31.75 mm) thick slab was warm worked from a temperature of about 1100 °F (593°C) to a thickness of about 0.55 inches (13.97 mm) representing an RIT of about 56%.
- the 2.55-inch (6.48 cm) thick slab was warm worked from a temperature of about 1100 °F (593°C) to a thickness of about 0.55 inches (13.97 mm) representing an RIT of about 78%.
- the hot rolled plates were cooled in air.
- an armor article made in accordance with the present invention makes the armor highly resistant to both armor piercing projectiles and blast fragments such as from IED's.
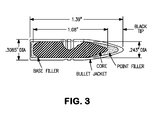
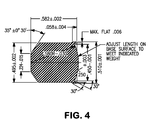
- Specimens of the armor plate produced in the examples were tested to determine the V50 velocity for both armor piercing rounds (.30 cal APM2) and fragment simulating projectiles (FSP) fired normal to the plane of the armor tested in accordance with MIL-STD-662F.
- the V50 velocity is defined as the projectile velocity at which 50% of projectiles impacting the armor will defeat the armor such as by penetration.
- a typical APM2 round used for the ballistic testing is shown in Figure 3 .
- a typical FSP projectile used for the blast resistance testing is shown in Figure 4 .
- the combination of .50 Cal FSP V50 and .30 Cal APM2 V50 provided by 0.55-inch thick armor plate samples prepared in accordance with the present invention is shown in Figure 5 .
- the data points are for samples having different combinations of melting technique, annealing temperature, and percent RIT as described above. Data points near the upper right hand corner of the graph represent the best combination of APM2 and FSP V50 velocities.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Ceramic Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Heat Treatment Of Steel (AREA)
- Aiming, Guidance, Guns With A Light Source, Armor, Camouflage, And Targets (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/967,534 US20120156085A1 (en) | 2010-12-14 | 2010-12-14 | Blast Resistant, Non-Magnetic, Stainless Steel Armor |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2465954A1 true EP2465954A1 (de) | 2012-06-20 |
Family
ID=44680916
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11171129A Withdrawn EP2465954A1 (de) | 2010-12-14 | 2011-06-23 | Explosionsbeständige, nichtmagnetische Edelstahlpanzerung |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20120156085A1 (de) |
| EP (1) | EP2465954A1 (de) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2493270C1 (ru) * | 2012-08-31 | 2013-09-20 | Федеральное государственное автономное образовательное учреждение высшего профессионального образования "Национальный исследовательский технологический университет "МИСиС" | Способ производства гетерогенной листовой стали |
| CN104513933A (zh) * | 2013-09-29 | 2015-04-15 | 宝钢不锈钢有限公司 | 一种廉价无磁不锈钢及其制造方法 |
| EP2924131A1 (de) * | 2014-03-28 | 2015-09-30 | Outokumpu Oyj | Austenitischer Edelstahl |
| CN105950990A (zh) * | 2015-12-31 | 2016-09-21 | 洛阳神佳窑业有限公司 | 一种改良的防爆材料 |
| WO2017101770A1 (zh) * | 2015-12-14 | 2017-06-22 | 宝山钢铁股份有限公司 | 一种双重硬度复合钢板及其制造方法 |
| CN110656275A (zh) * | 2019-09-10 | 2020-01-07 | 南京钢铁股份有限公司 | 一种一钢多级用低温容器钢坯料生产方法 |
| CN111500942A (zh) * | 2020-05-11 | 2020-08-07 | 湖南恒基粉末科技有限责任公司 | 一种高氮含量无磁不锈钢粉末及其制备方法 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11434558B2 (en) | 2018-05-23 | 2022-09-06 | Manchao He | NPR non-magnetic steel material for rock bolt and production method thereof |
| CN113249653B (zh) * | 2021-05-11 | 2022-02-08 | 北京理工大学 | 一种用于自然破片战斗部的弹钢及其制备方法 |
| CN113699468A (zh) * | 2021-08-30 | 2021-11-26 | 上海海塔机械制造有限公司 | 一种具有高低温韧性的高氮钢及其制备方法 |
| CN113699453B (zh) * | 2021-08-30 | 2023-03-10 | 上海海塔机械制造有限公司 | 一种耐热型高氮钢及其生产方法 |
| CN116640996A (zh) * | 2023-06-02 | 2023-08-25 | 国网山东省电力公司电力科学研究院 | 一种超高强马氏体钢板材及其制备方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE728159C (de) * | 1936-10-09 | 1942-11-21 | Boehler & Co Ag Geb | Chrom-Mangan-Stickstoff-Stahl |
| US3904401A (en) | 1974-03-21 | 1975-09-09 | Carpenter Technology Corp | Corrosion resistant austenitic stainless steel |
| US5094812A (en) | 1990-04-12 | 1992-03-10 | Carpenter Technology Corporation | Austenitic, non-magnetic, stainless steel alloy |
| US5308877A (en) | 1990-01-31 | 1994-05-03 | E. I. Du Pont De Nemours And Company | Resins with high surface areas and porosities |
| DE19607828A1 (de) * | 1995-04-15 | 1996-10-17 | Vsg En & Schmiedetechnik Gmbh | Hochfester austenitischer Stahl, Verfahren zu seiner Herstellung und Verwendung |
| DE102008005803A1 (de) * | 2008-01-17 | 2009-07-23 | Technische Universität Bergakademie Freiberg | Bauteil aus höher kohlnstoffhaltigem austenitischem Stahlformguss, Verfahren zu deren Herstellung und deren Verwendung |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0426205B1 (de) * | 1985-12-02 | 1993-07-21 | Marco Alfredo Ganser | Steuereinrichtung für elektro-hydraulisch betätigte Kraftstoffeinspritzventile |
-
2010
- 2010-12-14 US US12/967,534 patent/US20120156085A1/en not_active Abandoned
-
2011
- 2011-06-23 EP EP11171129A patent/EP2465954A1/de not_active Withdrawn
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE728159C (de) * | 1936-10-09 | 1942-11-21 | Boehler & Co Ag Geb | Chrom-Mangan-Stickstoff-Stahl |
| US3904401A (en) | 1974-03-21 | 1975-09-09 | Carpenter Technology Corp | Corrosion resistant austenitic stainless steel |
| US5308877A (en) | 1990-01-31 | 1994-05-03 | E. I. Du Pont De Nemours And Company | Resins with high surface areas and porosities |
| US5094812A (en) | 1990-04-12 | 1992-03-10 | Carpenter Technology Corporation | Austenitic, non-magnetic, stainless steel alloy |
| DE19607828A1 (de) * | 1995-04-15 | 1996-10-17 | Vsg En & Schmiedetechnik Gmbh | Hochfester austenitischer Stahl, Verfahren zu seiner Herstellung und Verwendung |
| DE102008005803A1 (de) * | 2008-01-17 | 2009-07-23 | Technische Universität Bergakademie Freiberg | Bauteil aus höher kohlnstoffhaltigem austenitischem Stahlformguss, Verfahren zu deren Herstellung und deren Verwendung |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2493270C1 (ru) * | 2012-08-31 | 2013-09-20 | Федеральное государственное автономное образовательное учреждение высшего профессионального образования "Национальный исследовательский технологический университет "МИСиС" | Способ производства гетерогенной листовой стали |
| CN104513933A (zh) * | 2013-09-29 | 2015-04-15 | 宝钢不锈钢有限公司 | 一种廉价无磁不锈钢及其制造方法 |
| EP2924131A1 (de) * | 2014-03-28 | 2015-09-30 | Outokumpu Oyj | Austenitischer Edelstahl |
| WO2015144896A3 (en) * | 2014-03-28 | 2016-03-17 | Outokumpu Oyj | Austenitic stainless steel |
| CN106133177A (zh) * | 2014-03-28 | 2016-11-16 | 奥托库姆普有限公司 | 奥氏体不锈钢 |
| CN106133177B (zh) * | 2014-03-28 | 2018-04-27 | 奥托库姆普有限公司 | 奥氏体不锈钢 |
| WO2017101770A1 (zh) * | 2015-12-14 | 2017-06-22 | 宝山钢铁股份有限公司 | 一种双重硬度复合钢板及其制造方法 |
| US10851435B2 (en) | 2015-12-14 | 2020-12-01 | Baoshan Iron & Steel Co., Ltd. | Dual-hardness clad steel plate and production method thereof |
| CN105950990A (zh) * | 2015-12-31 | 2016-09-21 | 洛阳神佳窑业有限公司 | 一种改良的防爆材料 |
| CN110656275A (zh) * | 2019-09-10 | 2020-01-07 | 南京钢铁股份有限公司 | 一种一钢多级用低温容器钢坯料生产方法 |
| CN111500942A (zh) * | 2020-05-11 | 2020-08-07 | 湖南恒基粉末科技有限责任公司 | 一种高氮含量无磁不锈钢粉末及其制备方法 |
| CN111500942B (zh) * | 2020-05-11 | 2021-08-10 | 湖南恒基粉末科技有限责任公司 | 一种高氮含量无磁不锈钢粉末及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20120156085A1 (en) | 2012-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2465954A1 (de) | Explosionsbeständige, nichtmagnetische Edelstahlpanzerung | |
| EP2118327B9 (de) | Produkt aus einer al-mg-legierung verwendbar für panzerplatte anwendungen | |
| EP2183401B1 (de) | Hochharte, hochzähe legierungen auf eisenbasis und verfahren zu deren herstellung | |
| CA2775348C (en) | High hardness, high toughness iron-base alloys and methods for making same | |
| WO2007115617A1 (en) | Al-mg alloy product suitable for armour plate applications | |
| JP6158794B2 (ja) | 空気硬化性衝撃耐性合金鋼、その合金を作製する方法、およびその合金を含む物品 | |
| AU2022315631B2 (en) | Armour component produced from a 7xxx-series aluminium alloy | |
| US20120261039A1 (en) | Method for manufacturing of vehicle armor components requiring severe forming with very high bend angles with very thick gauge product of high strength heat treatable aluminum alloys | |
| JP3886881B2 (ja) | 防弾性に優れた高Mnオーステナイト鋼板 | |
| JP4374350B2 (ja) | 溶接性、加工性および耐高速衝突貫通性能に優れる高硬度熱延鋼板およびその製造方法 | |
| WO2025110932A1 (en) | Bulletproof metal armore plate and production process | |
| Thomas et al. | Characterization of electroslag remelted and ladle refined, electric furnace melted 4340 Steel Armor | |
| HK1144206B (en) | High hardness, high toughness iron-base alloys and method for making same | |
| HK1144206A (en) | High hardness, high toughness iron-base alloys and method for making same | |
| JPS621846A (ja) | 高速で飛来する破片類の防御鋼板 | |
| HK1175505B (en) | High hardness, high toughness iron-base alloys and methods for making same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20121221 |