EP2476631A2 - Hülle aus Folienmaterial für ein Produkt - Google Patents
Hülle aus Folienmaterial für ein Produkt Download PDFInfo
- Publication number
- EP2476631A2 EP2476631A2 EP12150566A EP12150566A EP2476631A2 EP 2476631 A2 EP2476631 A2 EP 2476631A2 EP 12150566 A EP12150566 A EP 12150566A EP 12150566 A EP12150566 A EP 12150566A EP 2476631 A2 EP2476631 A2 EP 2476631A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- case according
- product
- film
- sealing layer
- casing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000000463 material Substances 0.000 title claims abstract description 15
- 238000007789 sealing Methods 0.000 claims abstract description 19
- 239000011888 foil Substances 0.000 claims abstract description 18
- 229910052751 metal Inorganic materials 0.000 claims abstract description 15
- 239000002184 metal Substances 0.000 claims abstract description 15
- 229920001169 thermoplastic Polymers 0.000 claims abstract description 4
- 239000012815 thermoplastic material Substances 0.000 claims description 6
- -1 polyethylene Polymers 0.000 claims description 4
- 229910052782 aluminium Inorganic materials 0.000 claims description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 3
- 239000004698 Polyethylene Substances 0.000 claims description 2
- 239000004743 Polypropylene Substances 0.000 claims description 2
- 229920000573 polyethylene Polymers 0.000 claims description 2
- 229920001155 polypropylene Polymers 0.000 claims description 2
- 239000004033 plastic Substances 0.000 claims 1
- 229920003023 plastic Polymers 0.000 claims 1
- 239000004416 thermosoftening plastic Substances 0.000 abstract description 3
- 238000004806 packaging method and process Methods 0.000 description 8
- 230000000694 effects Effects 0.000 description 3
- 241000233866 Fungi Species 0.000 description 2
- 244000052616 bacterial pathogen Species 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 235000013305 food Nutrition 0.000 description 2
- 239000004922 lacquer Substances 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 238000012858 packaging process Methods 0.000 description 2
- 208000027418 Wounds and injury Diseases 0.000 description 1
- 235000019219 chocolate Nutrition 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 208000014674 injury Diseases 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/28—Articles or materials wholly enclosed in composite wrappers, i.e. wrappers formed by associating or interconnecting two or more sheets or blanks
- B65D75/30—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding
- B65D75/32—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents
- B65D75/321—Both sheets being recessed
- B65D75/322—Both sheets being recessed and forming one compartment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/18—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents providing specific environment for contents, e.g. temperature above or below ambient
- B65D81/20—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents providing specific environment for contents, e.g. temperature above or below ambient under vacuum or superatmospheric pressure, or in a special atmosphere, e.g. of inert gas
- B65D81/2007—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents providing specific environment for contents, e.g. temperature above or below ambient under vacuum or superatmospheric pressure, or in a special atmosphere, e.g. of inert gas under vacuum
- B65D81/2023—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents providing specific environment for contents, e.g. temperature above or below ambient under vacuum or superatmospheric pressure, or in a special atmosphere, e.g. of inert gas under vacuum in a flexible container
Definitions
- the invention relates to a casing made of a film material for a product, in particular for a foodstuff.
- the invention relates to a molded envelope; Such cases are also referred to as a form pack.
- a shell made of a thin metal foil is brought into a shell-like shape, for example, to enclose a half of a chocolate article without the risk of tearing the foil.
- a second half of the film wrapper is arranged and the two wrapper elements are mechanically connected or else welded or glued.
- a thermoplastic lacquer layer is used to connect the enveloping elements.
- a gas-tight packaging can not be realized in this way.
- the casing according to the invention for a product consists of a film material, wherein a casing part is connected along at least one connecting seam to at least one further casing part and wherein the film material of the casing has a metal foil provided with a sealing layer of thermoplastic material.
- the shell parts form a gas-tight sealed interior for receiving the product. This gas-tight sealer exceeds in terms of their tightness known from the prior art packaging made of a paint layer provided metal foil.
- a metal foil may on the one hand be a foil made entirely of metallic components.
- the term "metal foil” used here should also include films with non-metallic components which contain at least one metallic fraction.
- the gas-tight packaging has, inter alia, the advantage that the shelf life of the packaged product is increased because no germs or fungi can reach the interior from outside the casing.
- a further increase in the shelf life of the packaged product can be achieved in that the interior is evacuated, ie that the envelope encloses the product thus packaged virtually without air pockets.
- this measure has the advantage that the contour of the product can be made optimally visible, which has a sales-promoting effect, in particular in the case of aesthetically pleasingly designed products.
- the free air volume minimized in the interior, so that at the same time, the number of reaching the packaging process in the interior germs or fungi can be reduced, which in turn increases the durability of the product.
- the connecting seam can be a line that is circumferentially closed around the product or, for example in bag-like sheaths, can only run along a straight or bent seam.
- a metal foil provided with a sealing layer of thermoplastic material can be used as the film material of the casing.
- the material used for the sealing layer is polyethylene (high density or low density) or polypropylene of thickness 15 to 45 ⁇ m; Other thermoplastics can be used here.
- the comparatively thick sealing layer has, inter alia, the advantage that, in contrast to the lacquer foils known from the prior art, a cohesive and, above all, gas-tight connection can be realized, since sufficiently free-flowing thermoplastic material is available during the joining process at virtually every location of the joining seam. to fill in any unevenness or wrinkles in the area of the seam and thus to ensure the tightness of the connection.
- the sealing layer may have been laminated onto the metal foil or extruded before the packaging process.
- the material for the metal foil of aluminum thickness of 10 to 40 microns can be used as the material for the metal foil of aluminum thickness of 10 to 40 microns be used.
- sufficient material thickness is selected to prevent tearing of the film during processing.
- the material aluminum is therefore an advantageous choice in particular because it has good ductility and high dimensional stability, so that the outer shape of the packaging can be easily produced, for example, by cold forming and at the same time the shape stability of the casing can be ensured over a long period of time so that the packaging retains its pleasing visual appearance even over a long period of time.
- the sheath can be formed from two film halves. As soon as casings are produced from several film parts, a peripherally closed connecting seam is formed. In this case, the product, for example on the underside or upper side, is only partially covered by the individual film parts.
- At least one film half may be preformed.
- the film can be prematurely aligned with the geometry of the product to accommodate, for example, with half-shell shapes, spherical products.
- Last but not least, an appealing effect can also be achieved via additional aesthetic effects when preforming the envelope.
- the casing according to the invention allows the packaging of practically arbitrarily shaped products whose shape is apparent in the packaging virtually unchanged to the outside.
- the sleeve is provided with a pull-tab and any tear-off thread thereon.
- the tear thread in Inside the package run loose or even at least partially attached to the seal layer.
- the tear thread on its end facing away from the pull tab in the region of the connecting seam can be materially connected to the sealing layer.
- the sealing layer according to the invention is formed comparatively thick, a secure connection of the tear thread is achieved in said area, so that the tear thread when opening the packaging of one of the shell parts along a line almost completely ruptures and the product can be easily removed.
- the thick sealing layer ensures that there are no leaks in the connecting seam in the region of the tear thread, since the thermoplastic material almost completely envelops the end of the tear thread.
- the tear thread only partially through the interior of the shell to lead.
- the sheath can additionally be crimped at least in sections along the connecting seam. With a beaded edge, the sealed seam is particularly secured against tearing.
- edge projecting along the connecting seam is optically adjusted to the outer contour of the product surface and, moreover, the risk of injury at the cut edges of the shell parts is reduced.
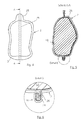
- Fig. 1 is a product 10 with a sealed shell 2 enclosed waterproof and gas-tight.
- the lower film half 21 and the upper film half 22 are provided along the connecting seam 3 with a bead 31.
- Both film halves consist of a metal foil 24 provided with a sealing layer 23.
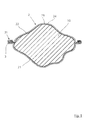
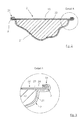
- Fig. 2 shows a provided with a shell 2 product 10 with flat upper half film 22 as a lid surface.
- Fig. 3 is the area designated with detail A.
- the seam 3 along which a bead 31 was formed.
- a metal foil 24 provided with a sealing layer 23 of thermoplastic material is used on the outside.
- Fig. 4 shows a plan view of a wrapped in the sleeve 2 according to the invention in FIG. 4 unspecified product.
- Well recognizable in Fig. 4 is the tear thread 26 shown in dashed lines, which extends from the pull tab 25 over the entire extent of the product away to the opposite side of the seam 3 and is connected there cohesively with the seal layer not visible in the figure.
- the tear-open thread 26 extends loosely between the packaged product and the casing 2.
- the tear-open yarn can also adhere at least in sections to the sealing layer 23 inside the casing.
- Fig. 5 shows the in the Fig. 4 indicated section along the plane AA.
- the tear thread can in principle run on each side of the sleeve, that is to say in particular on a flat flat pack on both the flat and on the shaped side of a mold pack.
- Fig. 6 is the detail B off Fig. 5 shown enlarged again.
- the tear thread 26 connected in a material-bonded manner to the sealing layer 23 also extends through the region of the flanged edge 31, whereby the robustness of the tear thread 26 is increased significantly against unintentional withdrawal from the interior of the cover 2.
Landscapes
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Packages (AREA)
- Wrappers (AREA)
- Laminated Bodies (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
Description
- Die Erfindung betrifft eine Hülle aus einem Folienmaterial für ein Produkt, insbesondere für ein Nahrungsmittel. Insbesondere betrifft die Erfindung eine geformte Hülle; derartige Hüllen werden auch als Formpack bezeichnet.
- Produkte, insbesondere Nahrungsmittel, werden seit geraumer Zeit in Verbundfolien verpackt. So zeigt beispielsweise die
EP 0 591 300 B1 ein Verfahren und Vorrichtung zur Herstellung von Verpackungen aus dünnen Folienmaterialien. Hierbei wird eine Hülle aus einer dünnen Metallfolie in eine schalenartige Form gebracht, um beispielsweise eine Hälfte eines Schokoladenartikels zu umschließen, ohne dass die Gefahr eines Zerreißens der Folie besteht. Um das Produkt vollständig zu umschließen, wird eine zweite Hälfte der Folienhülle angeordnet und beide Hüllelemente mechanisch verbunden oder auch verschweißt bzw. verklebt. In der genannten Schrift wird zur Verbindung der Hüllelemente eine thermoplastische Lackschicht verwendet. Eine gasdichte Verpackung lässt sich auf diese Weise jedoch nicht realisieren. - Es ist Aufgabe der Erfindung, eine gasdichte Hülle für ein Produkt, insbesondere für ein Nahrungsmittel, anzugeben.
- Erfindungsgemäß wird diese Aufgabe durch eine Hülle mit den in Anspruch 1 genannten Merkmalen gelöst. Die weiteren rückbezogenen Ansprüche betreffen vorteilhafte Aus- und Weiterbildungen der Erfindung.
- Die erfindungsgemäße Hülle für ein Produkt besteht ein Folienmaterial, wobei ein Hüllenteil entlang zumindest einer Verbindungsnaht mit mindestens einem weiteren Hüllenteil verbunden ist und wobei das Folienmaterial der Hülle eine mit einer Siegelschicht aus thermoplastischem Kunststoff versehene Metallfolie aufweist. Dabei bilden die Hüllenteile einen gasdicht versiegelten Innenraum zur Aufnahme des Produkts aus. Diese gasdichte Versiegelung übertrifft hinsichtlich ihrer Dichtheit die aus dem Stand der Technik bekannten Verpackungen aus mit einer Lackschicht versehenen Metallfolie.
- Bei einer Metallfolie im Sinne der vorliegenden Anmeldung kann es sich einerseits um eine vollständig aus metallischen Komponenten bestehende Folie handeln. Andererseits soll der hier verwendete Begriff "Metallfolie" auch Folien mit nichtmetallischen Komponenten umfassen, die mindestens einen metallischen Anteil enthalten.
- Die gasdichte Verpackung hat unter anderem den Vorteil, dass die Haltbarkeit des verpackten Produktes erhöht wird, da keine Keime oder Pilze von außerhalb der Hülle in den Innenraum gelangen können.
- Eine weitere Steigerung der Haltbarkeit des verpackten Produktes kann dadurch erreicht werden, dass der Innenraum evakuiert ist, d. h. dass die Hülle das so verpackte Produkt praktisch ohne Lufteinschlüsse umschließt. Diese Maßnahme hat einerseits den Vorteil, dass sich die Kontur des Produktes optimal sichtbar machen lässt, was insbesondere bei ästhetisch ansprechend gestalteten Produkten eine verkaufsfördernde Wirkung hat. Andererseits wird das freie Luftvolumen im Innenraum minimiert, so dass gleichzeitig auch die Anzahl der beim Verpackungsvorgang in den Innenraum gelangenden Keime oder Pilze reduziert werden kann, was wiederum die Haltbarkeit des Produktes erhöht.
- Die Verbindungsnaht kann eine um das Produkt umlaufend geschlossene Linie sein oder auch, beispielsweise bei tütenartigen Hüllen, nur entlang einer geraden oder gebogenen Naht verlaufen.
- Vorteilhafterweise kann als Folienmaterial der Hülle eine mit einer Siegelschicht aus thermoplastischem Kunststoff versehene Metallfolie verwendet werden.
- Vorteilhafterweise kann als Material für die Siegelschicht Polyethylen (high density oder low density) oder Polypropylen der Stärke 15 bis 45 µm verwendet werden; auch andere thermoplastische Kunststoffe können hier Anwendung finden. Die vergleichsweise dicke Siegelschicht hat unter anderem den Vorteil, dass sich im Unterschied zu den aus dem Stand der Technik bekannten Lackfolien eine stoffschlüssige und vor allem gasdichte Verbindung realisieren lässt, da beim Verbindungsvorgang an praktisch jedem Ort der Verbindungsnaht genügend fließfähiges thermoplastisches Material zur Verfügung steht, um auch Unebenheiten oder Falten im Bereich der Naht auszufüllen und so die Dichtheit der Verbindung zu gewährleisten.
- Die Siegelschicht kann dabei vor dem Verpackungsvorgang auf die Metallfolie aufkaschiert oder aufextrudiert worden sein.
- In einer weiteren vorteilhaften Ausführungsform kann als Material für die Metallfolie Aluminium der Stärke 10 bis 40 µm verwendet werden. In jedem Fall wird eine ausreichende Materialstärke ausgewählt, um ein Zerreißen der Folie beim Verarbeiten zu verhindern. Das Material Aluminium stellt insbesondere deswegen hier eine vorteilhafte Wahl dar, da es eine gute Duktilität bei gleichzeitig hoher Formstabilität aufweist, so dass die äußere Form der Verpackung bspw. durch Kaltverformen leicht herstellbar ist und gleichzeitig die Formstabilität der Hülle über einen langen Zeitraum gewährleistet werden kann, so dass die Verpackung ihr ansprechendes optisches äußeres auch über einen langen Zeitraum hinweg behält.
- In bevorzugter Ausführungsform kann die Hülle aus zwei Folienhälften gebildet werden. Sobald Hüllen aus mehreren Folienteilen gefertigt werden, wird eine umlaufend geschlossene Verbindungsnaht ausgebildet. Hierbei wird durch die einzelnen Folienteile das Produkt, beispielsweise auf der Unterseite bzw. Oberseite, jeweils nur partiell bedeckt.
- In einer vorteilhaften Ausgestaltung der Erfindung kann zumindest eine Folienhälfte vorgeformt sein. Hierdurch kann die Folie vorzeitig an die Geometrie des Produktes angeglichen werden, um, beispielsweise mit Halbschalenformen, kugelförmige Produkte aufzunehmen. Nicht zuletzt kann auch über zusätzliche ästhetische Effekte beim Vorformen der Umhüllung eine ansprechende Wirkung erzielt werden. Dabei erlaubt die erfindungsgemäße Hülle die Verpackung praktisch beliebig geformter Produkte, deren Form sich in der Verpackung praktisch unverändert nach außen abzeichnet.
- Ein weiterer Vorteil kann resultieren, wenn die Hülle mit einer Aufreißlasche und einem ggf. daran befindlichen Aufreißfaden ausgestattet ist. Dabei kann der Aufreißfaden im Inneren der Verpackung lose verlaufen oder auch mindestens abschnittsweise an der Siegelschicht anhaften. Ferner kann der Aufreißfaden auf seinem der Aufreißlasche abgewandten Ende im Bereich der Verbindungsnaht stoffschlüssig mit der Siegelschicht verbunden sein. Dadurch, dass erfindungsgemäß die Siegelschicht vergleichsweise dick ausgebildet ist, wird eine sichere Verbindung des Aufreißfadens in dem genannten Bereich erreicht, so dass der Aufreißfaden beim Öffnen der Verpackung eines der Hüllenteile entlang einer Linie praktisch vollständig aufreißt und das Produkt leicht entnommen werden kann. Die dicke Siegelschicht gewährleistet dabei, dass es in der Verbindungsnaht im Bereich des Aufreißfadens nicht zu Undichtigkeiten kommt, da das thermoplastische Material das Ende des Aufreißfadens praktisch vollständig einhüllt.
- Es ist darüber hinaus auch denkbar, den Aufreißfaden lediglich partiell durch den Innenraum der Hülle zu führen.
- In einer weiteren vorteilhaften Ausgestaltung der Erfindung kann entlang der Verbindungsnaht die Hülle zusätzlich mindestens abschnittsweise gebördelt werden. Mit einem gebördelten Rand wird die versiegelte Verbindungsnaht gegen ein Aufreißen besonders gesichert.
- Ferner wird der entlang der Verbindungsnaht überstehende Rand optisch an die Außenkontur der Produktoberfläche angeglichen und darüber hinaus die Verletzungsgefahr an den Schnittkanten der Hüllenteile verringert.
- Da die Bördelung auch in dem Bereich vorgenommen wird, in welchem der Aufreißfaden in die Verbindungsnaht eingelegt ist, wird auch die Verbindung des Aufreißfadens mit der Siegelschicht weiter verbessert, so dass die Sicherheit gegen ein unbeabsichtigtes Herausziehen des Aufreißfadens aus der Siegelschicht beim Öffnen der Verpackung erhöht wird.
- Weitere vorteilhafte Weiterbildungen und Ausgestaltungen der Erfindung ergeben sich aus den nachfolgend anhand der Zeichnung prinzipmäßig beschriebenen Ausführungsbeispielen.
- Es zeigt:
-
Fig. 1 Schematisch ein versiegeltes Produkt; -
Fig. 2 schematisch ein versiegeltes Produkt mit ebenem Deckel; -
Fig. 3 Detail A ausFig. 2 ; -
Fig. 4 eine Draufsicht auf ein verpacktes Produkt mit Aufreißfaden; -
Fig. 5 einen Schnitt entlang der inFig. 4 dargestellten Linie A-A, und -
Fig. 6 Ausschnitt B ausFig. 5 - In
Fig. 1 ist ein Produkt 10 mit einer versiegelten Hülle 2 wasser- und gasdicht umschlossen. Die untere Folienhälfte 21 und die oberer Folienhälfte 22 sind entlang der Verbindungsnaht 3 mit einem Bördelrand 31 versehen. Beide Folienhälften bestehen aus einer mit einer Siegelschicht 23 versehenen Metallfolie 24. -
Fig. 2 zeigt ein mit einer Hülle 2 versehenes Produkt 10 mit ebener oberer Folienhälfte 22 als Deckelfläche. - In
Fig. 3 ist der mit Detail A bezeichnete Bereich ausFig. 2 dargestellt. Beide Figuren zeigen, wie sich die untere Folienhälfte 21 wiederum der Form des Produkts 10 anpasst. Unmittelbar am Übergang und nahe am Produkt 10 selbst befindet sich die Verbindungsnaht 3, entlang der ein Bördelrand 31 geformt wurde. Als Folienmaterial der Hülle 2 wird eine mit einer Siegelschicht 23 aus thermoplastischem Kunststoff versehene Metallfolie 24 auf der Außenseite verwendet. -
Fig. 4 zeigt eine Draufsicht auf ein in der erfindungsgemäßen Hülle 2 verpacktes inFigur 4 nicht bezeichnetes Produkt. Gut erkennbar inFig. 4 ist der gestrichelt dargestellte Aufreißfaden 26, der von der Aufreißlasche 25 her über die gesamte Erstreckung des Produkts hinweg bis zur gegenüberliegenden Seite der Verbindungsnaht 3 verläuft und dort stoffschlüssig mit der in der Figur nicht sichtbaren Siegelschicht verbunden ist. Im Inneren der Hülle 2 verläuft der Aufreißfaden 26 lose zwischen verpacktem Produkt und Hülle 2. Alternativ kann der Aufreißfaden auch im Inneren der Hülle mindestens abschnittsweise an der Siegelschicht 23 anhaften. -
Fig. 5 zeigt den in derFig. 4 angedeuteten Schnitt entlang der Ebene A-A. - Erkennbar aus
Fig. 5 wird der Verlauf des Aufreißfadens 26 zwischen Produkt 10 und Hülle 2. Der Aufreißfaden kann prinzipiell auf jeder Seite der Hülle, also insbesondere bei einseitig flachen Formpacks sowohl auf der flachen als auch auf der geformten Seite eines Formpacks verlaufen. - In
Fig. 6 ist das Detail B ausFig. 5 noch einmal vergrößert dargestellt. AusFig. 6 wird insbesondere ersichtlich, dass der Aufreißfaden 26 stoffschlüssig verbunden mit der Siegelschicht 23 auch durch den Bereich des Bördelrandes 31 verläuft, wodurch sich die Robustheit des Aufreißfadens 26 gegen ein unbeabsichtigtes Herausziehen aus dem Innenraum der Hülle 2 deutlich erhöht. -
- 10
- Produkt
- 2
- Hülle
- 21
- Hüllenteil, untere Folienhälfte
- 22
- Hüllenteil, oberer Folienhälfte
- 23
- Siegelschicht
- 24
- Metallfolie
- 25
- Aufreißlasche
- 26
- Aufreißfaden
- 3
- Verbindungsnaht
- 31
- Bördelrand
- A
- Ausschnitt
- B
- Ausschnitt
Claims (13)
- Hülle (2) aus einem Folienmaterial für ein Produkt (10), wobei ein Hüllenteil (21) entlang zumindest einer Verbindungsnaht (3) mit mindestens einem weiteren Hüllenteil (22) verbunden ist und wobei das Folienmaterial der Hülle (2) eine mit einer Siegelschicht (23) aus thermoplastischem Kunststoff versehene Metallfolie (24) vorhanden ist,
dadurch gekennzeichnet, dass die Hüllenteile (21, 22) einen gasdicht versiegelten Innenraum zur Aufnahme des Produkts (10) ausbilden. - Hülle nach Anspruch 1,
dadurch gekennzeichnet, dass die Siegelschicht als Folie ausgebildet ist. - Hülle nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass als Material für die Siegelschicht (23) ein thermoplastischer Kunststoff der Stärke 15 bis 45 µm verwendet wird. - Hülle nach Anspruch 3,
dadurch gekennzeichnet, dass der Kunststoff ein Polyethylen oder Polypropylen ist. - Hülle nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass die Hülle (2) aus zwei Folienhälften als Hüllenteile (21, 22) gebildet ist.
- Hülle nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass zumindest eine Folienhälfte (21, 22) als vorgeformtes Teil ausgebildet ist. - Hülle nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass die Metallfolie (24) aus Aluminium gebildet ist. - Hülle nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass die Metallfolie (24) eine Stärke von 10 bis 40 µm aufweist. - Hülle nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass die Hülle (2) mit einer Aufreißlasche (25 versehen ist. - Hülle nach Anspruch 9,
dadurch gekennzeichnet, dass die Aufreißlasche mit einem Aufreißfaden (26) verbunden ist. - Hülle nach Anspruch 10,
dadurch gekennzeichnet, dass der Aufreißfaden (26) an seinem der Aufreißlasche (25) abgewandten Ende im Bereich der Verbindungsnaht (3) stoffschlüssig mit der Siegelschicht (23) verbunden ist. - Hülle nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass entlang der Verbindungsnaht (3) die Hülle (2) zusätzlich mindestens abschnittsweise gebördelt ist. - Hülle nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass der Innenraum evakuiert ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011002754A DE102011002754A1 (de) | 2011-01-17 | 2011-01-17 | Hülle aus Folienmaterial für ein Produkt |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2476631A2 true EP2476631A2 (de) | 2012-07-18 |
| EP2476631A3 EP2476631A3 (de) | 2015-04-22 |
Family
ID=45444555
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20120150566 Withdrawn EP2476631A3 (de) | 2011-01-17 | 2012-01-10 | Hülle aus Folienmaterial für ein Produkt |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2476631A3 (de) |
| DE (2) | DE102011002754A1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2562098A2 (de) * | 2011-08-22 | 2013-02-27 | Chocal Aluminiumverpackungen GmbH | Folienverpackung mit Aufreißfaden |
| US10479550B2 (en) | 2012-03-26 | 2019-11-19 | Kraft Foods R & D, Inc. | Packaging and method of opening |
| US10507970B2 (en) | 2013-03-07 | 2019-12-17 | Mondelez Uk R&D Limited | Confectionery packaging and method of opening |
| US10513388B2 (en) | 2013-03-07 | 2019-12-24 | Mondelez Uk R&D Limited | Packaging and method of opening |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITTO20130097A1 (it) | 2013-02-06 | 2014-08-07 | Soremartec Sa | Procedimento per realizzare una confezione di un prodotto alimentare, in particolare un prodotto dolciario |
| DE102015101417B4 (de) * | 2015-01-30 | 2016-09-01 | Chocal Aluminiumverpackungen Gmbh | Verfahren zum Herstellen einer Verpackung |
| DE202015100458U1 (de) * | 2015-01-30 | 2015-02-10 | Chocal Aluminiumverpackungen Gmbh | Verpackung für einen Süßwarenhohlkörper |
| DE102016216444B4 (de) | 2016-08-31 | 2025-05-15 | Chocal Packaging Solutions Gmbh | Vorrichtung zur Herstellung einer Lebensmittelverpackung und Verfahren zur Herstellung von Verpackungsteilschalen einer Lebensmittelverpackung |
| DE102020122536A1 (de) | 2020-08-28 | 2022-03-03 | Stampac Gmbh | Verfahren und Vorrichtung zum Verpacken eines Gegenstands |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0591300B1 (de) | 1991-07-03 | 1995-05-03 | Soremartec S.A. | Verfahren und vorrichtung zur herstellung von verpackungen aus dünnen folienmaterial |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT221906B (de) * | 1960-02-04 | 1962-06-25 | Malba Ges Mit Beschraenkter Ha | Verfahren und Vorrichtung zur Herstellung von Gieß- und Hüllformen aus Metallfolien für Figuren aus Süßwaren |
| US3930041A (en) * | 1972-04-27 | 1975-12-30 | Toyo Seikan Kaisha Ltd | Hermetic sealing process utilizing multiple heat-sealing steps |
| EP0207179A1 (de) * | 1985-06-28 | 1987-01-07 | Appel & Frenzel GmbH | Verpackung für unter Atmosphärenbedingungen einem schnellen Verderb unterliegende Verzehrobjekte wie Appetitgurken (kleine Gurken, Cornichons), Oliven, Zwiebeln, Pepperoni, Maiskölbchen od. dgl. |
| EP0790184A1 (de) * | 1996-02-16 | 1997-08-20 | Soremartec S.A. | Verfahren und Vorrichtung zum Verpacken von Gegenständen zwischen zwei Hüllblättern |
| ITTO20050471A1 (it) * | 2005-07-08 | 2007-01-09 | Soremartec Sa | Confezione per prodotti alimentari |
| ES2394889T3 (es) * | 2008-02-20 | 2013-02-06 | Soremartec S.A. | Embalaje para un cuerpo ovoide con sistema de fácil apertura |
-
2011
- 2011-01-17 DE DE102011002754A patent/DE102011002754A1/de active Pending
-
2012
- 2012-01-10 DE DE202012012673U patent/DE202012012673U1/de not_active Ceased
- 2012-01-10 EP EP20120150566 patent/EP2476631A3/de not_active Withdrawn
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0591300B1 (de) | 1991-07-03 | 1995-05-03 | Soremartec S.A. | Verfahren und vorrichtung zur herstellung von verpackungen aus dünnen folienmaterial |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2562098A2 (de) * | 2011-08-22 | 2013-02-27 | Chocal Aluminiumverpackungen GmbH | Folienverpackung mit Aufreißfaden |
| US10479550B2 (en) | 2012-03-26 | 2019-11-19 | Kraft Foods R & D, Inc. | Packaging and method of opening |
| US10507970B2 (en) | 2013-03-07 | 2019-12-17 | Mondelez Uk R&D Limited | Confectionery packaging and method of opening |
| US10513388B2 (en) | 2013-03-07 | 2019-12-24 | Mondelez Uk R&D Limited | Packaging and method of opening |
Also Published As
| Publication number | Publication date |
|---|---|
| DE202012012673U1 (de) | 2013-08-06 |
| DE102011002754A1 (de) | 2012-07-19 |
| EP2476631A3 (de) | 2015-04-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2476631A2 (de) | Hülle aus Folienmaterial für ein Produkt | |
| EP1905698B1 (de) | Gebinde mit einem Aufreissdeckel, Aufreissdeckel sowie Aufreissdeckelring | |
| DE60317291T2 (de) | Verpackung insbesondere für Nahrungsmittel | |
| EP0503224B1 (de) | Ausgiesseinrichtung für eine Fliessmittelpackung und Verfahren zur Herstellung derselben | |
| EP1385755A1 (de) | Kunststoffverpackung mit mindestens einer versiegelten noppe | |
| DE69709608T2 (de) | Verfahren zum flüssigkeitsdichten Verschliessen eines Behälterbodens | |
| EP0046444B1 (de) | Metall-Kunststoffverbundfolie | |
| DE60122643T2 (de) | Behälter mit vorgeformtem Verschluss | |
| DE3903980A1 (de) | Fuer den versand in leerem zustand vorgesehener verpackungsbehaelter und verfahren zu seiner herstellung | |
| WO2019068384A1 (de) | Packungsmantel, verpackung und verfahren zur herstellung einer verpackung | |
| DE29706159U1 (de) | Ausgiess-Einschweissteil | |
| EP2013110A1 (de) | Eine mikrowellengeeignete verpackung | |
| EP3250471A1 (de) | VERPACKUNG FÜR EINEN SÜßWARENHOHLKÖRPER | |
| EP2173628A1 (de) | Restentleerbare tube | |
| EP0659654B1 (de) | Dosenförmige Verpackung | |
| EP1140653B2 (de) | Wiederverschliessbare Kunststoffverpackung mit mindestens einer Noppe | |
| EP1922255A1 (de) | Schlauchbeutel mit aufreissbarem schlauchbeutelkörper | |
| DE102009034210A1 (de) | Transparente Spitztüte, vorzugsweise mit PLA | |
| AT17737U1 (de) | Behälter für lebensmittelprodukte | |
| WO2005044538A1 (de) | Gasdichtes, spritzteilförmiges kunststoffteil und verfahren zu dessen herstellung | |
| DE10101204A1 (de) | Mehrkammertube | |
| DE20214151U1 (de) | Verpackung, insbesondere für fließfähige oder pastöse Güter | |
| DE3447875A1 (de) | Wiederverschliessbarer dosen- oder becherfoermiger behaelter mit siegelbarer deckelfolie | |
| EP1690800A1 (de) | Verpackung | |
| DE2136804C2 (de) | Zusammengesetzte Verpackungsfolie |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65D 75/32 20060101AFI20150313BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20151023 |