EP2628399B2 - Tambour de transfert de l'industrie de traitement du tabac - Google Patents
Tambour de transfert de l'industrie de traitement du tabac Download PDFInfo
- Publication number
- EP2628399B2 EP2628399B2 EP13167437.6A EP13167437A EP2628399B2 EP 2628399 B2 EP2628399 B2 EP 2628399B2 EP 13167437 A EP13167437 A EP 13167437A EP 2628399 B2 EP2628399 B2 EP 2628399B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- filter
- filter segments
- groups
- segments
- transfer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter tips or filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces of cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0229—Filter rod forming processes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/32—Separating, ordering, counting or examining cigarettes; Regulating the feeding of tobacco according to rod or cigarette condition
- A24C5/322—Transporting cigarettes during manufacturing
- A24C5/326—Transporting cigarettes during manufacturing with lateral transferring means
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/32—Separating, ordering, counting or examining cigarettes; Regulating the feeding of tobacco according to rod or cigarette condition
- A24C5/322—Transporting cigarettes during manufacturing
- A24C5/327—Construction details of the cigarette transport drum
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter tips or filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces of cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0275—Manufacture of tobacco smoke filters for filters with special features
- A24D3/0287—Manufacture of tobacco smoke filters for filters with special features for composite filters
Definitions
- the invention relates to a machine for producing multi-segment filters for the tobacco processing industry.
- WO 03/024256 A2 a device for assembling groups of filter segments for the production of multi-segment filters of the tobacco processing industry is known, in which the filter segments are assembled and conveyed transversely axially.
- the assembled groups of filter segments or sub-groups of filter segments are transferred by a transfer device into a longitudinally axially conveyed strand of filter segments, which is then enveloped by a wrapping material so that a corresponding filter strand is formed in a strand process.
- Corresponding multi-segment filters are then cut to length from the filter rod in order to be processed further accordingly.
- multi-segment filters are twice the usable length Cut to length to be placed between two tobacco sticks and then cut in the middle to form two filter cigarettes.
- the use of a plurality of independent functional units that are designed as modules means that there is great variability in the manufacture of multi-segment filters.
- a corresponding device is also in the EP 1 393 640 B1 disclosed.
- the assembly during transverse axial conveying of the filter segments and the longitudinal axial conveying during strand production is shown.
- EP 1 913 824 A1 In order to accelerate the production of multi-segment filters, EP 1 913 824 A1 , EP 1 913 825 A1 and EP 1 767 107 A1 proposed to make the strand formation in two lanes.
- different concepts are used for the exact positioning of the cut of the strand for the production of the multi-segment filter from a strand of corresponding filter segments.
- EP 1 913 824 A1 discloses, for example, means for controlling the position of the segment filter groups of the strand relative to the cut of the cutting means.
- the means here comprise control means with a sensor which is arranged in the vicinity of each continuous filter rod and monitors the passage of at least one filter element in each group. If there are deviations, the speed of a format belt, by means of which the filter rod is conveyed, is adjusted accordingly.
- EP 1 913 825 A1 goes a different way.
- the position of the filter segments is varied in the longitudinal axis on the basis of a measurement signal made after the filter strand has been formed.
- EP 1 767 107 A1 sees a change in the phase of the inlay wheels Depending on the position of the segments in the filter strand.
- WO2006 / 056271 shows a conveyor drum used in the tobacco processing industry, in which rod-shaped articles are conveyed in longitudinally and axially and then conveyed further transversely. This happens in two lanes.
- a device for transferring a flow of filter segments or groups of filter segments from the tobacco processing industry that are conveyed transversely axially and are arranged longitudinally axially next to one another when conveying transversely axially, into two longitudinally axially conveyed strands of filter segments or groups of filter segments, an insert member being provided for each strand , which inserts the filter segments or groups of filter segments into the respective strand.
- Another advantage of the device is that when the filter segments or groups of filter segments are conveyed transversely in the axial direction, before they are transferred into two longitudinally axially conveyed strands, compared to the EP 1 787 534 B1 only half the process speed is necessary.
- This is due to the fact that preferably two groups of filter segments, of which one group is placed in the first filter strand in the longitudinal axis and the other in the second filter strand in the longitudinal axis, are arranged one behind the other or next to one another in a trough, namely during transverse axial transport .
- the concept of the arrangement of filter segments or groups of filter segments alongside one another in the longitudinal axis includes, in particular, that these are arranged longitudinally axially one behind the other, in particular in alignment one behind the other.
- the insert member particularly preferably inserts the filter segments or groups of filter segments directly into a strand. By inserting the filter segments or groups of filter segments, a corresponding strand of filter segments or groups of filter segments is formed. In this case, the insertion takes place longitudinally axially, so that the longitudinal axial conveying direction of the strand or strands results.
- a single insert member is preferably provided for each strand.
- the term “insertion” also includes the concept that the filter segments or groups of filter segments can be inserted.
- the strands formed are preferably moved longitudinally axially with one or more conveying organs that convey the strands longitudinally axially.
- the insertion members are preferably insertion wheels.
- the device is particularly preferred when the insert member for one strand can be driven independently of the insert member for the other strand.
- “Can be driven” is also understood in particular to mean “is or is driven”. In this way, for example, the speed at which the filter segments or groups of filter segments are inserted into the respective strand can be regulated or controlled so that, for example, exactly one cut can be provided at a desired point on the strand for cutting multi-segment filters to length, as was the case in the two on the same day as the present application at the German Patent and Trademark Office by the applicant registered patent applications with the title "Machine for the production and method for producing multi-segment filters of the tobacco processing industry" is described in detail.
- the insertion members are preferably each rotatable about an axis of rotation.
- the device is particularly easy to see when the axes of rotation of the insertion members are arranged at an angle of 20 ° to 160 °, in particular 60 ° to 120 °, in particular 80 ° to 100 °, to one another.
- the axes of rotation of the insertion members are colinear or parallel to one another.
- a device which preferably has the above features of the device, wherein the device can be driven or is driven in the reverse direction and serves or is used to convey two longitudinally axially conveyed To transfer strands of rod-shaped articles from the tobacco processing industry, in particular from filter segments, from groups of filter segments or from tobacco sticks, into a stream of transversely axially conveyed rod-shaped articles from the tobacco processing industry, in particular filter segments, groups of filter segments or tobacco sticks, the insertion organs being designed as transfer organs .
- the above-mentioned device can also be driven in the opposite direction in order to very efficiently transfer longitudinally axially conveyed rod-shaped articles or longitudinally axially conveyed strands of rod-shaped articles of the tobacco-processing industry into transversely-axially conveyed rod-shaped articles of the tobacco-processing industry.
- a cutting device to be cut upstream of the insertion organs, which are designed as transfer organs, for cutting the two longitudinally axially conveyed strands of the tobacco processing industry in order to cut rod-shaped articles of the tobacco processing industry, for example tobacco sticks, from the strands.
- the insertion elements or transfer elements are aligned in a V-shape to one another, ie their axes of rotation are not parallel to one another, but are at an angle to one another, which has already been specified above.
- the strands can be filter strands of the tobacco strands.
- a device for transferring a flow of filter segments conveyed transversely axially of the groups of filter segments of the tobacco processing industry which are arranged longitudinally axially next to one another in transverse axial conveying, into two longitudinally axially conveyed strands of filter segments or groups of filter segments, with at least one insert member being provided, that the filter segments or groups of filter segments in two Inserting filter rods, a transfer device being provided by means of which the filter segments or groups of filter segments can be transferred from a single side into the at least one insertion member.
- the device is also particularly easy to see in this embodiment, since the filter segments or groups of filter segments are only transferred from one side.
- the transfer device preferably has receptacles for two tracks of filter segments or groups of filter segments to be conveyed transversely axially, with at least two filter segments being able to be accommodated for each receptacle.
- suction air openings are preferably provided, which provide suction air for each filter segment, so that each filter segment is reliably guaranteed to adhere to the receiving troughs, as long as the filter segments are conveyed in the respective receiving troughs.
- Corresponding suction air openings are also provided in further receiving troughs of further organs of the device, for example in the insertion organs or further transfer organs such as transfer drums, accelerator drums and the like.
- One of the two tracks preferably has a narrower orbit than the other track, in particular on the transfer device.
- this can be designed so that the diameter of the path with the narrower orbit is smaller than the diameter of the other path.
- the tracks are formed circumferentially in sections, so that one of the two Orbits has a narrower sectional orbit than the other orbit. This makes it possible to provide a transverse axial spacing of filter segments or groups of filter segments of the two tracks from one another during the transfer to the insertion device, so that the insertion element can transfer the filter segments or groups of filter segments into filter rods without further changing the distance.
- Both tracks are preferably formed circumferentially in sections, in particular on the transfer device, with at least one of the orbit axes of one track being arranged at a different location than that of the other track.
- the orbit axes are preferably arranged offset and, in particular, orbit axes parallel to one another are provided.
- the tracks can be circular in sections or elliptical in sections.
- the object is achieved by a machine for producing multi-segment filters for the tobacco processing industry with a transfer drum for the transverse axial conveyance of two streams of rod-shaped products for the tobacco processing industry.
- the currents can be conveyed in opposite directions to one another.
- the counter-rotating conveyance of the flows enables the rod-shaped products, in particular the filter segments or groups of filter segments, to be efficiently transferred to an insertion device which has two insertion members, in particular two insertion wheels, and which are arranged offset relative to one another.
- Receiving troughs are provided, which are arranged parallel to the axis of rotation.
- a circumferential ring is provided on the transfer drum for each stream, on which the receiving troughs for the rod-shaped products of the respective stream are arranged.
- a drive is provided for both circumferential rings, with at least one more rotation transmission element being provided for a first circumferential ring than for the second circumferential ring.
- a toothed wheel or a toothed belt, for example, can be provided as the rotation transmission element.
- a separate drive is preferably provided for each circumferential ring. These drives can then also be driven independently of one another, so that the rotational speed of the two circumferential rings, which are designed in opposite directions to one another, can be driven at different speeds at least at times.
- a filter segment assembly device is preferably provided in the machine, which is arranged upstream of the aforementioned transfer drum.
- the filter segment assembly device puts together two tracks of transversely axially conveyed groups of filter segments and conveys them or is designed accordingly to ensure such a compilation and conveyance, in particular a group of filter segments of one track arranged longitudinally axially behind a group of filter segments of the other track is.
- a corresponding filter segment assembling device is, for example, for one-lane assembling and conveying in the prior art of the applicant, for example in WO 03/024256 A2 and EP 1 393 640 B1 is disclosed to reference.
- An arrangement longitudinally axially next to one another within the scope of the invention also includes an arrangement longitudinally axially one behind the other or an arrangement of the filter segments or groups of filter segments aligned longitudinally axially behind one another.
- the insert member is preferably an insert wheel.
- the filter segments or groups of filter segments of the first substream are preferably inserted independently of the insertion of the filter segments or groups of filter segments of the second substream.
- the insertion can take place at different speeds.
- two independently driven insertion members are provided for the insertion.
- the method becomes very clear for the operator when the first partial flow and the second partial flow, in particular on a conveyor element, are conveyed in opposite directions at times.
- the conveying element on which the two partial flows are conveyed in opposite directions at times is preferably a transfer drum.
- the flow is preferably converted into a first and a second partial flow in a filter segment assembly device. Furthermore, the flow is preferably converted into a first and a second partial flow before a complete combination of filter segments or groups of filter segments.
- a filter segment assembling device is provided which assembles and conveys two-lane filter segments or groups of filter segments, the two-lane filter segments or groups of filter segments then being transferred to corresponding insertion devices.
- Each lane contains Filter segments or groups of filter segments which are suitable for the formation of the desired filter rod, from which corresponding multi-segment filters are cut to length after the filter rod has been produced.
- the filter segments or groups of filter segments of one path are preferably arranged axially behind or next to those of the other path, this being understood in relation to the longitudinal axis of the filter segments or groups of filter segments. Longitudinally next to one another or one behind the other means in particular in the longitudinal direction of the filter segments or the groups of filter segments next to one another or one behind the other.
- rod-shaped articles or filter segments or groups of filter segments in the tobacco processing industry have a longitudinal axis to which the conveying direction or arrangement is flat is longitudinally axially or transversely axially.
- the device described and / or the transfer drum according to the invention is preferably used in a machine for the production of multi-segment filters in the tobacco processing industry or is arranged in this, with an insertion device, a strand forming device and a cutting device being provided, the insertion device being designed to filter segments or to introduce groups of filter segments into the strand-forming device, the strand-forming device having a strand-forming device in which at least two filter strands can be conveyed longitudinally axially, the cutting device being provided for cutting the filter strands into multi-segment filters, with a regulating device also being provided for the introduction regulates the filter segments or groups of filter segments relative to the cutting process of the cutting device.
- a regulating device also being provided for the introduction regulates the filter segments or groups of filter segments relative to the cutting process of the cutting device.
- a timing of a cut of the cutting device through one or both strands and / or the phase of the cutting device is preferably provided as a reference variable for the control device.
- the reference variable can be a cutting device speed or, in the case of a rotating cutting device, the rotational speed.
- the phase that is to say an angle of the cutting device, can also be used as a reference variable in the case of a rotating cutting device. It is particularly preferred if the position of the filter segments or groups of filter segments is regulated via a variable overspeed of the introduction of the filter segments or groups of filter segments into the respective strand by the insertion device.
- the insertion device preferably has an insertion element for each filter rod, in particular an insertion wheel, which introduces the filter segments or groups of filter segments longitudinally axially into the respective filter rod at the overspeed.
- the overspeed is in particular a speed, in particular a longitudinal axial speed based on the filter segments or groups of filter segments or based on the longitudinal axis of the strand, which is greater than the longitudinal axial conveying speed of the strand forming device or the strand conveying speed.
- the speed of the format tape or of the wrapping material strip for wrapping the filter rod can also serve as a speed reference point for the overspeed.
- the insertion is preferably regulated individually by the insertion member for each strand or the overspeed is regulated individually for each strand.
- a sensor device is preferably provided which determines the position of the filter segments or groups of filter segments in the multi-segment filter, the sensor device being arranged downstream of the cutting device.
- the sensor device can preferably be provided in or near a drum in which the multi-segment filters produced are conveyed transversely axially.
- the signal from the sensor device is preferably used as an input signal for the control device.
- the position control of the filter segments or groups of filter segments is preferably carried out separately or independently of one another for each strand.
- the insertion members are preferably driven independently of one another.
- independent drives are preferably provided which drive the insertion members accordingly. This simplifies the insertion of filter segments or groups of filter segments into the corresponding filter strands, since no synchronization of the insertion into two filter strands is necessary.
- the insertion members are preferably arranged on a common axis or two parallel, in particular collinear, axes, or are provided with axes which are at an angle between 0 ° and 180 °, in particular between 20 ° and 80 °.
- a source of electromagnetic radiation is preferably provided, which is arranged on one side of the multi-segment filter to be measured, the sensor device being arranged on another side.
- the arrangement can be a linear arrangement one behind the other.
- a multi-segment filter can be arranged between the source and the sensor device and the sensor device can then follow in an alignment therefrom, so that the multi-segment filter always moves through between the source and the sensor device.
- the sensor device can for example be arranged in a drum or outside the drum in the vicinity of the drum.
- the sensor device can, however, also be provided in the region of the cutting device, preferably upstream of the cutting device relative to the conveying direction of the strand or multi-segment filter. These sensor devices are then used to determine the position of the filter segments in the respective filter rod. This preferred embodiment enables the position of the filter segments or at least one filter segment to be measured using the transmitted light method, which enables particularly precise measurement.
- a filter segment assembly device and a transfer device for transferring filter segments or groups of filter segments to the insertion members are preferably provided.
- the prior art of the applicant mentioned above WO 03/024256 A2 and EP 1 393 640 B1
- the filter segments are conveyed transversely axially. They can also be conveyed transversely axially when they are transferred to the loading devices. This transfer can, however, also take place longitudinally axially.
- the transfer device preferably has receptacles for two tracks of filter segments arranged longitudinally axially next to one another or groups of filter segments.
- the filter segment assembly device preferably has receptacles for two tracks of filter segments or groups of filter segments arranged longitudinally axially next to one another. These are preferably conveyed transversely axially in the filter segment assembly device, the filter segments or groups of filter segments being arranged axially one behind the other and being conveyed in two tracks. This is to be understood in particular, for example, as the fact that these tracks of filter segments can have a corresponding distance from one another, specifically in the longitudinal axial direction of the filter segments arranged in the respective track. The distance can exist during removal from the filter segment assembly device and from a transfer device to the insertion device.
- the filter rod is then preferably shaped in a format device and enveloped with a wrapping material and a seam of the wrapping material is glued accordingly in order to subsequently cut multi-segment filters from the filter rod.
- a method for producing multi-segment filters for the tobacco processing industry is also preferably provided, with filter segments or groups of filter segments first being introduced into a strand forming device by an insertion device, the filter segments or groups of filter segments being converted into two strands of filter segments and two filter strands from this The filter rods are then cut into multi-segment filters by a cutting device, the filter rods being cut by two independently cutting cutting devices of the cutting device.
- the filter rods are preferably enveloped with a wrapping material and accordingly glued and closed at a seam.
- a regulation of the cutting position is preferably carried out for each filter strand.
- the control of the cutting position can be carried out separately for each filter train or independently of one another.
- the cut-off position control preferably has the position of the filter segments or groups of filter segments in the respective filter strand as a reference variable.
- the position of the filter segments or groups of filter segments, in particular between the insertion device and the cutting device, is preferably measured.
- the speed of a conveyor element conveying the respective filter rod is preferably regulated as a function of a rod conveying speed.
- the strand conveying speed is preferably measured or determined in the area of the insertion device. The regulation then takes place relative to this measured speed.
- the position of the filter segments or groups of filter segments is preferably measured downstream of the cut, in particular when the multi-segment filter to be measured is conveyed transversely.
- the introduction of the filter segments or groups of filter segments in each strand is preferably independent of one another.
- the position control is carried out for each strand separately or independently of one another.
- An insertion element is preferably provided for each filter rod, the insertion elements being driven independently of one another.
- the invention manages with relatively few transfer organs, in particular transfer drums, and all drums during transfer or all transfer devices and also the insertion devices are clearly visible and accessible to the operator, so that rapid format changes are also possible.
- the first and the second insert member can also be used as a transfer member are designated.
- the insertion members are insertion wheels which have corresponding recesses for receiving rod-shaped articles.
- provision can also be made to cut the strands conveyed longitudinally axially, provided they are each undivided or in one piece, before transfer, so that rod-shaped articles are conveyed axially in the strands.
- two partial flows of rod-shaped articles are formed during the transfer, which are conveyed transversely axially.
- a particularly preferred embodiment, in which an efficient control or regulation of the transfer of the rod-shaped articles can be carried out, is when the transfer of the rod-shaped articles of the first strand into the first insertion element and the subsequent transfer into the at least one conveying element independently of the Transferring the rod-shaped articles of the second strand into the second insertion element and the subsequent transfer into the at least one conveying element.
- two insert members driven independently of one another are provided.
- the insertion elements are each rotated about an axis of rotation, the axes of rotation of the insertion elements not being arranged parallel to one another.
- the axes of rotation of the insertion members are preferably arranged at an angle of 20 ° to 160 °, in particular 60 ° to 120 °, in particular 80 ° to 100 °, to one another.
- Fig. 1 schematically shows a top view of a multi-segment filter manufacturing machine 1 according to the invention. This is divided into a group forming device 2, a strand forming device 3 and a removal device 4.
- the group forming device 2 can for example be configured as in FIG WO 03/024256 A2 or the EP 1 393 640 B1 , whereby the group formation preferably does not take place in one lane, as disclosed in these two documents, but in two lanes.
- the filter segment tracks are shown schematically at 66 and 67 in FIG Fig. 1 shown in the group forming device 2.
- the correspondingly formed filter segment groups are then transferred to a transfer drum 5, which transfers the filter segment groups to a transfer drum 6. From there, in this exemplary embodiment, the groups of filter segments are transferred to an accelerator drum 7 and from there to a transfer drum 8, which transfers one web of filter segment groups to a double transfer drum 10, the other web being removed from a take-off drum 9 and then onto the double transfer drum 10 is passed.
- the exact functioning of these different drums is described below under with reference to Fig. 2 Executions made.
- the filter segment groups 13a and 13b which each have a filter segment F1 and F2, are then transferred to the insert wheels 11 and 12. These move in the respective conveying direction 24 shown by the arrows.
- the filter segments or filter segment groups are set to in Fig. 1 Wrapping material strips 116, 117 (not shown) are placed, which have, for example, two glue tracks for holding the filter segments in place. After the filter segments have been wrapped, these traces of glue are located approximately at the 4 o'clock and 8 o'clock positions.
- the glue traces can consist of both hotmelt and PVA.
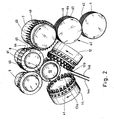
- Fig. 2 shows schematically the process just described and the organs used for this purpose or a device according to the invention for transferring a flow of transversely axially conveyed filter segments F1 or F2 or groups 13a, 13b of filter segments F1, F2 into two longitudinally axially conveyed strands of filter segments or groups of filter segments.
- the two tracks 66 and 67 of filter segment groups 13a and 13b assembled from the group forming device 2 are taken over by a transfer drum 5 and transferred from there to a transfer drum 6.
- the transfer drums 5 and 6 have receiving troughs 62.
- the reference numbers for the filter segment webs 64 and 65 shown there are also shown on the transfer drum 6.
- the rear web 64 of filter segment groups is transferred from the transfer drum 8 to a double transfer drum 10. This is schematically shown in Fig. 3 also indicated, the rear part of the transfer drum 10 receiving the respective filter segment groups 13b.
- the other web 65 of filter segment groups 13a is transferred via a removal drum 9 to the front part of the double transfer drum 10.
- the front part and the rear part of the double transfer drum 10 rotate opposite to one another, so that the corresponding filter segment groups 13a and 13b can also be safely transferred to the insertion wheels 11 and 12.
- the insert wheels 11 and 12 which are arranged in a V-shape in this example, whose axes or axes of rotation 92, 93 have an angle of approximately 70 ° to one another, each have insert wheel receiving arms 41, which also have corresponding depressions into which the Filter segment groups 13a and 13b can be inserted accordingly.
- the insert wheels 11 and 12 are rotated at a rotational speed which is slightly greater than the conveying speed of the filter rods 14a and 14b. To regulate the position of the filter segment groups in the filter strand 14a and 14b, the rotational speeds of the insert wheels are variable.
- Fig. 2 it is a variant of the transfer of filter segment groups or filter segments from the group forming device 2 to filter strands 14a and 14b.
- the correspondingly transferred filter segment groups 13a and 13b, which form a filter strand 14a and 14b, have accordingly been placed on a strip of wrapping material, not shown, which is, for example, in each case from a format tape that is shown in FIG Fig. 3 is shown schematically, is driven.
- the filter rods are then guided in the conveying direction 24 through a format device 17 in which the wrapping material strips are wrapped around the respective filter rods 14a and 14b and glued. Enveloped filter rods 15a and 15b are thus formed. These are cut in the cutting device 18.
- the cutting device 18 is, for example, a rotating knife.
- multi-segment filters 16a and 16b are then cut to length from the filter rods 15a and 15b. These are then transferred by a transfer device 19 from the longitudinal axial conveying direction prevailing in the strand forming device 3 into a transverse axial conveying direction 24.
- the transfer device 19 can be a two-lane so-called spider from the applicant, which is common in two-lane cigarette rod machines.
- the multi-segment filters 16a and 16b pass, arranged transversely axially one behind the other, onto a measuring drum 20 in or on which a sensor device 23 is arranged.
- the measuring device or sensor device 23 generates, among other things a measurement signal 28 which is fed to a control device 27.
- the measurement signal 28 can, for example, contain an indication of how far the position of one or more filter segments deviates from a desired and predeterminable position. From this signal 28 and / or from measurement signals 71a and 71b, which are provided by sensors 70a and 70b, corresponding control signals 30 and 31 are generated, which are fed to the drives 25 and 26 of the insert wheels 11 and 12. In this way, the speed of inserting the filter segment groups 13a and 13b can preferably be controlled.
- the control device 27 can generate a control signal 29 which controls the drive of the cutting device 18.
- a lighting device 32 ' is provided between the two filter strands 15a and 15b in the corresponding sensors 70a and 70b, by means of which electromagnetic radiation is radiated in the direction of the two strands 15a and 15b in order to detect the respective position of the filter segments using the transmitted light method or groups of filter segments in the filter rod 15a and 15b.
- the electromagnetic radiation is visible light, infrared light or ultraviolet light.
- a capacitive measurement can also be carried out if, for example, filter segments have activated carbon granules or are acetate filter segments loaded with activated carbon.
- the sensor devices 70a and 70b can be provided as an alternative to the sensor 23 or cumulatively.
- the sensor device 23 that it alternately measures multi-segment filters 16a and 16b from the strands 15a and 15b, so that measurement signals for the respective positions of filter segments or groups of filter segments in the multi-segment filter are always alternating the control device 27 are fed.
- the control signals 30 and 31, which are fed to the drives 25 and 26 of the insert wheels 11 and 12, can now be used to change the position of the filter segments or groups of filter segments in order, for example, to perform a cut in both filter rods 15a and 15b as simultaneously as possible and thus to transfer the multi-segment filters 16a and 16b to the conveying device 4 in approximately a transverse axial alignment with one another.
- a device can also be provided on the conveying device 4 in order to convert non-aligned multi-segment filters into cross-axially aligned multi-segment filters.
- a stop can be used on, for example, the measuring drum 20.
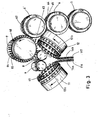
- FIG. 3 A further device for transferring a flow of transversely axially conveyed filter segments or groups of filter segments, which are arranged longitudinally axially one behind the other during transversely axially conveying, into two longitudinally axially conveyed strands of filter segments or groups of filter segments are shown schematically in a three-dimensional representation.
- Two lanes of filter segment groups 64 and 65 are also conveyed from the transfer drum 5 to the transfer drum 6 and a further transfer drum 6 '. These two tracks 64 and 65 then arrive in the embodiment of FIG Fig. 3 as in the embodiment according to Fig. 2 onto an accelerator drum 7.
- the filter segments or groups of filter segments of the webs 64 and 65 are removed from a transfer drum 8 and the front web 65 or the filter segment groups of the front web 65 are transferred to the insert wheel 12.
- the filter segments or groups of filter segments of the rear web 64 are still on one Transfer drum 9 and transferred from there to the insert wheel 11.
- the insert wheel receiving arms 41 of the insert wheels 11 and 12 and also of the insert wheel 91 of the exemplary embodiments below can be, for example, as in FIG EP 1 639 907 B1 of the applicant.
- Correspondingly cranked guides can be provided for this purpose so that the receptacles of the insert wheel receiving arms 41 and 41 'are each arranged parallel to one another on their conveying path.
- the axes of rotation 92 and 93 of the insert wheels 11 and 12 are also shown schematically.
- the insertion wheels or insertion organs which can also be referred to as transfer organs or transfer devices, are arranged in a V-shape and can also efficiently serve to divide the axially conveyed strands 14a and 14b of rod-shaped articles 13a and 13b into one or two streams to transfer transversely axially conveyed rod-shaped article.
- This can in particular also serve to transfer tobacco rods or tobacco sticks from a longitudinally axial conveying direction into a transverse axial conveying direction.
- the tobacco rods should be cut up before being transferred into rod-shaped articles, for example tobacco rods, and then the tobacco rods themselves should be removed from the longitudinally axially conveyed tobacco rods by the insertion organs 11 and 12 and transferred to the transfer drums 8 and 9 according to Fig. 3 or on the transfer drum 10 according to Fig. 2 be convicted.
- Fig. 4 shows a further embodiment of the device.
- the tracks 64 and 65 are separated carried out directly after the transfer drum 6.
- the accelerator drum 80 has two accelerator drum rings 83 and 83 ', which accordingly have a plurality of take-up arms 84 and 85.
- the receiving troughs which are provided for receiving the filter segment groups 13b of the front track 65, perform a circular movement, the diameter of which is smaller than that of the receptacles, which are provided for receiving the filter segment groups 13a of the rear track 64.
- the difference in the radii of these circular paths corresponds to the distance between the filter strands 14a and 14b formed.
- the insert wheels 11 and 12 are provided with a collinear axis of rotation 92 to 93.
- the insert wheel 11, which is provided for the formation of the filter rod 14a, has a larger radius than the insert wheel 12, which is provided for the formation of the filter rod 14b.
- the insert wheel receiving arms 41 'or the receiving depressions of the insert wheel receiving arms 41' are arranged closer to the axis of rotation of the accelerator drum 80 by a distance which corresponds to the distance between the formed filter strands 14a and 14b.
- the filter segment groups 13a and 13b can be efficiently transferred from a single side, the insertion wheels 11 and 12 still being able to be driven independently of one another. This is a particularly clear and easily visible embodiment of the invention.
- FIG 5a is a further training in a schematic three-dimensional Representation shown.
- the same configuration is in Figure 5b shown schematically in a front view.
- the webs 64 and 65 of filter segment groups are correspondingly transferred from the transfer drums 5 and 6 to an accelerator drum 7.
- the two tracks 64 and 65 of filter segment groups 13a and 13b pass to a transfer drum 90, which has two drum rings 88 and 89, the axes of rotation or axes of orbit 114 and 115 of which are offset from one another, in particular offset in the direction of the double insert wheel 91
- This enables the desired spacing between the receiving troughs 62 and 63 provided on each double receiving arm 87 when the filter segment groups are transferred.
- the corresponding receiving trough 60 of the receiving arms 86 of the rear drum ring 88 is correspondingly also in FIG Figure 5b clearly shown.
- the receiving troughs 61 of the front drum ring 88 are correspondingly shown in FIG Figure 5b well depicted.
- This equipping or transferring filter segment groups 13a and 13b to the double insert wheel 91 also provides very good visibility during the transfer.
- the rear drum ring 88 can have receiving arms 86 which are designed to be movable, movable or displaceable radially outwards, so that when the filter segment groups 13b are transferred from the accelerator drum 7, the receiving trough of the receiving arm 86 provided for this purpose is axially aligned with the adjacent receiving trough of the drum ring 89 is.
- axes 114 and 115 should be on top of each other.
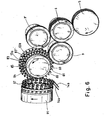
- Fig. 6 shows a further schematic three-dimensional representation of a further embodiment of a device in which filter segment groups 13a and 13b are provided on an insert wheel 91 with double receiving arms 87 from a single side.
- the filter segment webs 64 and 65 after the transfer drum 6 it is divided into two take-off drums 9 and 9 'and then transferred to the accelerator drum 80, which has two accelerator drum rings 83 and 83'.
- the accelerator drum rings are equipped with holding arms 84 and 85, the holding troughs 60 and 61 of which each move on an imaginary circular outer surface or in a circle, the diameter of the troughs 61 of the circle created in the movement of the accelerator drum ring 83 being smaller than that of troughs 60 of the accelerator drum ring 83 '. In this way, the desired spacing between the filter segment groups 13a and 13b is achieved when they are transferred into the receptacles of the double receiving arms 87 of the insert wheel 91.
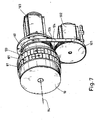
- Fig. 7 is a schematic three-dimensional representation of the double transfer drum 10 according to the invention with corresponding drive elements.
- the double transfer drum 10 has a first trough ring 100 and a second trough ring 101 with corresponding troughs 61 and 60, which, as the arrows indicate, are driven in opposite directions.
- the first bowl ring 100 is driven directly via a motor 102, a toothed wheel 105, a toothed belt 104 and a toothed wheel 106.
- the second bowl ring 101 is driven directly in the opposite direction to the first bowl ring 100 by a further motor 103.
- the axis of rotation or axis of rotation is identified by 94.
- Fig. 8 shows a very schematic sectional illustration of a further embodiment of a double transfer drum 10 according to the invention, which is shown in FIG Fig. 2 can also be used, in which, however, only a first motor 102 is used.
- the first motor 102 is connected to a toothed wheel 105 which is in engagement with the toothed wheel 106 or a toothed ring 106 via a toothed belt. This drives the first hollow ring directly over the housing 100 on.
- the second bowl ring 101 is driven via an inner ring gear 113 via a linkage which is connected to a gear 112 and which is fastened in a holder 110 and 111 in the housing.
Landscapes
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
Claims (4)
- Machine de fabrication de filtres multisegments (16a, 16b) de l'industrie de transformation du tabac, comprenant un tambour de transfert (10) destiné au transport dans une direction transversale de deux courants (64, 65) de produits en forme de bâtonnet (13a, 13b, F1, F2) de l'industrie de transformation du tabac, caractérisé en ce que les courants (64, 65) peuvent être transportés en sens inverse l'un de l'autre), et en ce que pour chaque courant (64, 65), est prévu sur le tambour de transfert (10) un anneau périphérique (100, 101) sur lequel sont disposées les auges de réception (60, 61) des produits en forme de bâtonnets (F1, F2, 13a, 13b) du courant (64, 65) respectif..
- Machine selon la revendication 1, caractérisé en ce que, pour chaque courant (64, 65), sont prévues sur le pourtour du tambour de transfert (10) des auges de réception (60, 61) qui sont disposées parallèlement à l'axe de rotation (94).
- Machine selon l'une des revendications 1 ou 2, caractérisé en ce qu'une commande d'entraînement (102) est prévue pour les deux anneaux périphériques (100, 101), et en ce que pour un premier anneau périphérique (101) est prévu au moins un élément de transmission de rotation (112) de plus que pour le second anneau périphérique (100), ou en ce que pour chaque anneau périphérique (100, 101) est prévue une commande d'entraînement (102, 103) séparée.
- Machine selon l'une des revendications 1 à 3, caractérisée en ce qu'est prévu un dispositif d'assemblage de segments de filtre (2) qui est disposé en amont du tambour de transfert (10), le dispositif d'assemblage de segments de filtre (2) assemblant et transportant en particulier deux bandes (66, 67) de groupes (13a, 13b) de segments de filtre (F1, F2) transportés transversalement, respectivement un groupe (13a) de segments de filtre (F1, F2) d'une bande (66) étant en particulier disposé selon l'axe longitudinal derrière un groupe (13b) de segments de filtre (F1, F2) de l'autre bande (67).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009041318A DE102009041318A1 (de) | 2009-09-15 | 2009-09-15 | Einlegen von Filtersegmenten in Filterstränge |
| EP10175229.3A EP2294934B1 (fr) | 2009-09-15 | 2010-09-03 | Insertion de segments de filtre dans des boudins de filtre |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10175229.3 Division | 2010-09-03 | ||
| EP10175229.3A Division EP2294934B1 (fr) | 2009-09-15 | 2010-09-03 | Insertion de segments de filtre dans des boudins de filtre |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2628399A1 EP2628399A1 (fr) | 2013-08-21 |
| EP2628399B1 EP2628399B1 (fr) | 2014-12-24 |
| EP2628399B2 true EP2628399B2 (fr) | 2021-04-28 |
Family
ID=43301841
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10175229.3A Not-in-force EP2294934B1 (fr) | 2009-09-15 | 2010-09-03 | Insertion de segments de filtre dans des boudins de filtre |
| EP13167437.6A Active EP2628399B2 (fr) | 2009-09-15 | 2010-09-03 | Tambour de transfert de l'industrie de traitement du tabac |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10175229.3A Not-in-force EP2294934B1 (fr) | 2009-09-15 | 2010-09-03 | Insertion de segments de filtre dans des boudins de filtre |
Country Status (5)
| Country | Link |
|---|---|
| EP (2) | EP2294934B1 (fr) |
| JP (1) | JP2011062198A (fr) |
| CN (3) | CN102018285B (fr) |
| DE (1) | DE102009041318A1 (fr) |
| PL (1) | PL2294934T3 (fr) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009054801A1 (de) | 2009-12-16 | 2011-06-22 | HAUNI Maschinenbau Aktiengesellschaft, 21033 | Multisegmentfilterherstellung der Tabak verarbeitenden Industrie |
| IT1400727B1 (it) | 2010-07-08 | 2013-07-02 | Gd Spa | Macchina e metodo per la produzione di filtri composti. |
| ITBO20110158A1 (it) * | 2011-03-28 | 2012-09-29 | Gd Spa | Tamburo di trasferimento o di accompagnamento per spezzoni di filtro o di sigaretta con teste operative portate da bracci radiali. |
| DE102011007430B4 (de) | 2011-04-14 | 2013-02-07 | Hauni Maschinenbau Ag | Förderung von stabförmigen Artikeln der Tabak verarbeitenden Industrie |
| EP2713781B1 (fr) | 2011-06-03 | 2026-02-11 | Tobacco Research And Development Institute (Proprietary) Limited | Appareil modulaire pour la fabrication d'un article à fumer |
| DE102011085534B4 (de) * | 2011-11-01 | 2013-07-04 | Hauni Maschinenbau Ag | Verfahren und Vorrichtung zum Vereinzeln und Einlegen von Objekten in einen Materialstrang der Tabak verarbeitenden Industrie |
| DE102012201922B3 (de) * | 2012-02-09 | 2013-08-01 | Hauni Maschinenbau Ag | Fördereinrichtung zum Fördern stabförmiger Produkte der Tabak verarbeitenden Industrie und Verfahren zur Steuerung einer derartigen Fördervorrichtung |
| DE102012206344B3 (de) * | 2012-04-18 | 2013-07-11 | Hauni Maschinenbau Ag | Einrichtung zur Zusammenstellung von Filtersegmentgruppen |
| DE102012207346A1 (de) | 2012-05-03 | 2013-11-07 | Hauni Maschinenbau Ag | Verfahren und Einrichtung zum Zusammenstellen von Filtersegmentgruppen |
| DE102012213338B4 (de) * | 2012-07-30 | 2014-10-09 | Hauni Maschinenbau Ag | Verfahren und Vorrichtung zum Herstellen von Multisegmentfilterstäben der Tabak verarbeitenden Industrie |
| BR112015013146B1 (pt) | 2012-12-06 | 2021-03-02 | British American Tobacco (Investments) Limited | aparelho modular para a fabricação de artigo de fumar, aparelho de montagem de artigo de fumar, kit, método de reconfiguração de um aparelho modular |
| DE102013221115A1 (de) * | 2013-10-17 | 2015-04-23 | Hauni Maschinenbau Ag | Schneiden von stabförmigen Artikeln der Tabak verarbeitenden Industrie |
| DE102015106347A1 (de) * | 2015-04-24 | 2016-10-27 | Hauni Maschinenbau Gmbh | Strangmaschine der Tabak verarbeitenden Industrie und Verfahren zum Herstellen von Multisegmentstäben |
| ITUB20154735A1 (it) * | 2015-10-19 | 2017-04-19 | Gd Spa | Dispositivo saldatore e metodo per la sua realizzazione. |
| DE102016109740A1 (de) * | 2016-05-26 | 2017-11-30 | Hauni Maschinenbau Gmbh | Einlegevorrichtung und Strangmaschine der Tabak verarbeitenden Industrie |
| DE102017106133A1 (de) * | 2017-03-22 | 2018-09-27 | Hauni Maschinenbau Gmbh | Verfahren zum Steuern eines Strangabschneiders und Strangmaschine der Tabak verarbeitenden Industrie |
| IT201800006412A1 (it) * | 2018-06-18 | 2019-12-18 | Unità e metodo di rilevazione per l’industria del tabacco | |
| CN108750559A (zh) * | 2018-07-23 | 2018-11-06 | 新乡东方工业科技有限公司 | 一种滤棒齿盘传输机构 |
| CN108783585A (zh) * | 2018-07-30 | 2018-11-13 | 熊婧 | 一种加热不燃烧卷烟制造中同步供给短烟支的方法 |
| EP3909438B1 (fr) * | 2020-05-12 | 2024-04-10 | G.D S.p.A. | Unité de transfert |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB994813A (en) * | 1962-09-19 | 1965-06-10 | Kurt Koerber | Apparatus for varying the feed path of rod-like articles moved transversely to theiraxes |
| US3270601A (en) * | 1963-11-14 | 1966-09-06 | Hauni Werke Koerber & Co Kg | Apparatus for manipulating rod-like material |
| GB1149312A (en) * | 1967-02-15 | 1969-04-23 | Desmond Walter Molins | Improvements in or relating to the tip-turning of cigarettes |
| DE2064536C2 (de) * | 1970-12-30 | 1982-06-24 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Vorrichtung zum fortlaufendem Umhüllen eines Filtermaterials der tabakverarbeitenden Industrie mit einem Umhüllungsstreifen |
| DE2256420A1 (de) * | 1972-11-17 | 1974-05-30 | Hauni Werke Koerber & Co Kg | Ablegeanordnung fuer mit mundstuecken versehene stabfoermige rauchartikel herstellende maschinen |
| IT1189249B (it) * | 1982-03-29 | 1988-01-28 | Gd Spa | Dispositivo di traslazione assiale di spezzoni di sigaretta |
| JPS59113880A (ja) * | 1982-12-22 | 1984-06-30 | 日本たばこ産業株式会社 | 巻たばこ反転装置 |
| IT1181265B (it) * | 1984-12-06 | 1987-09-23 | Gd Spa | Dispositivo per il trasferimento di articoli a forma di barretta |
| IT1238237B (it) * | 1990-02-08 | 1993-07-12 | Gd Spa | Metodo per la realizzazione di sigarette col filtro. |
| IT1294164B1 (it) * | 1997-08-08 | 1999-03-22 | Gd Spa | Metodo e dispositivo per trasferire degli articoli. |
| DE19751598B4 (de) * | 1997-11-21 | 2008-04-17 | Hauni Maschinenbau Ag | Verfahren und Vorrichtung zum Behandeln eines Filtertowstreifens |
| CN2397745Y (zh) * | 1999-12-03 | 2000-09-27 | 叶凯 | 烟支锥轮调头机构 |
| DE10141703A1 (de) * | 2001-08-25 | 2003-03-06 | Hauni Maschinenbau Ag | Übertragungsvorrichtung und Verfahren zum Übertragen von Artikeln der tabakverarbeitenden Industrie |
| DE10146992A1 (de) * | 2001-09-18 | 2003-04-03 | Hauni Maschinenbau Ag | Übergabeeinrichtung und Muldentrommel sowie Verfahren zur Übergabe von Hartfilterlementen |
| DE10146019A1 (de) * | 2001-09-18 | 2003-04-03 | Hauni Maschinenbau Ag | Einrichtung zum Zusammenstellen von Gruppen von Filtersegmenten zur Herstellung von Multisegmentfiltern der tabakverarbeitenden Industrie und Muldentrommel |
| DE10163761A1 (de) * | 2001-12-27 | 2003-07-17 | Hauni Maschinenbau Ag | Einrichtung und System zum Messen von Eigenschaften von Multisegmentfiltern sowie Verfahren hierzu |
| DE50208900D1 (de) * | 2002-09-02 | 2007-01-18 | Hauni Maschinenbau Ag | Verfahren und Einrichtung zum Zusammenstellen von Gruppen von Filtersegmenten |
| ATE331443T1 (de) * | 2002-09-11 | 2006-07-15 | Hauni Maschinenbau Ag | Verfahren und vorrichtung zum messen der länge und des durchmessers von filterstäben |
| ITBO20030641A1 (it) * | 2003-10-31 | 2005-05-01 | Gd Spa | Dispositivo di alimentazione di bacchette di filtro in |
| DE10354924B4 (de) * | 2003-11-25 | 2024-01-18 | Körber Technologies Gmbh | Vorrichtung zum Aufbereiten von Filtertowmaterial sowie Vorrichtung zur Herstellung von Filtern |
| WO2006004111A1 (fr) | 2004-07-07 | 2006-01-12 | Japan Tobacco Inc. | Machine pour la fabrication de filtres |
| DE102004047266A1 (de) | 2004-09-24 | 2006-04-06 | Hauni Maschinenbau Ag | Vorrichtung zur Übergabe stabförmiger Artikel |
| DE102004057091B3 (de) * | 2004-11-25 | 2006-06-14 | Hauni Maschinenbau Ag | Einstoßtrommel |
| ITBO20050184A1 (it) * | 2005-03-24 | 2005-06-23 | Gd Spa | Apparecchiatura di produzione di filtri composti |
| ITBO20050696A1 (it) * | 2005-11-16 | 2007-05-17 | Gd Spa | Macchina per la produzione di filtri composti |
| DE102006042238A1 (de) * | 2006-09-06 | 2008-03-27 | Hauni Maschinenbau Ag | Einrichtung zum Fördern von stabförmigen Artikeln |
| ITBO20060718A1 (it) * | 2006-10-18 | 2008-04-19 | Gd Spa | Macchina per la produzione di filtri composti |
| ITBO20060719A1 (it) | 2006-10-18 | 2008-04-19 | Gd Spa | Macchina per la produzione di filtri composti. |
| ITBO20060720A1 (it) | 2006-10-18 | 2008-04-19 | Gd Spa | Macchina per la produzione di filtri composti. |
-
2009
- 2009-09-15 DE DE102009041318A patent/DE102009041318A1/de not_active Ceased
-
2010
- 2010-09-03 EP EP10175229.3A patent/EP2294934B1/fr not_active Not-in-force
- 2010-09-03 EP EP13167437.6A patent/EP2628399B2/fr active Active
- 2010-09-03 PL PL10175229T patent/PL2294934T3/pl unknown
- 2010-09-14 JP JP2010205056A patent/JP2011062198A/ja not_active Withdrawn
- 2010-09-15 CN CN201010293515.7A patent/CN102018285B/zh not_active Expired - Fee Related
- 2010-09-15 CN CN201510131266.4A patent/CN104824842B/zh not_active Expired - Fee Related
- 2010-09-15 CN CN201510131268.3A patent/CN104824843B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN104824842A (zh) | 2015-08-12 |
| PL2294934T3 (pl) | 2014-01-31 |
| EP2294934A2 (fr) | 2011-03-16 |
| EP2294934A3 (fr) | 2011-03-23 |
| CN104824842B (zh) | 2020-11-10 |
| CN102018285A (zh) | 2011-04-20 |
| JP2011062198A (ja) | 2011-03-31 |
| CN104824843A (zh) | 2015-08-12 |
| CN102018285B (zh) | 2015-06-17 |
| EP2628399A1 (fr) | 2013-08-21 |
| CN104824843B (zh) | 2019-03-01 |
| EP2294934B1 (fr) | 2013-08-07 |
| DE102009041318A1 (de) | 2011-03-31 |
| EP2628399B1 (fr) | 2014-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2628399B2 (fr) | Tambour de transfert de l'industrie de traitement du tabac | |
| EP2335503B1 (fr) | Fabrication d'un filtre multi-segments de l'industrie de traitement du tabac | |
| EP2477513A1 (fr) | Machine et procédé de production de filtres multisegments destinés à l'inductrie du tabac | |
| DE69307962T2 (de) | Verfahren zur Herstellung von Filterzigaretten | |
| DE10146019A1 (de) | Einrichtung zum Zusammenstellen von Gruppen von Filtersegmenten zur Herstellung von Multisegmentfiltern der tabakverarbeitenden Industrie und Muldentrommel | |
| DE102010033871A1 (de) | Doppelbahnige Maschine und Verfahren zur Herstellung von Mehrfachfiltern für Zigaretten, Zigarren oder dergleichen | |
| DE1296065B (de) | Vorrichtung zum Herstellen eines zusammengesetzten Stranges aus Bestandteilen fuer Zigaretten od. dgl. | |
| EP2661971B1 (fr) | Fabrication de cigarettes à filtre | |
| EP2364603A2 (fr) | Machine à tronçons de tabac pour la fabrication de tiges de tabac, machine de fixation de filtre pour relier des filtres aux tiges de tabac et machine de fabrication de cigarettes | |
| EP1466535B1 (fr) | Procédé d'assmblage de composants d'articles à fumer | |
| EP1441604B1 (fr) | Systeme de fabrication de filtres a plusieurs segments avec dispositif destine a envelopper des groupes de segments de filtre avec un materiau d'enveloppage pour la fabrication de filtres a plusieurs segments de l'industrie du tabac | |
| EP2625972A2 (fr) | Convoyeur destiné à convoyer des produits en forme de tige de l'industrie de traitement du tabac et procédé de commande d'un tel convoyeur | |
| DE3882916T2 (de) | Vorrichtung und Verfahren zum Herstellen von Zweifachfilterstopfen für Zigaretten. | |
| EP1638419A1 (fr) | Machine d'assemblage de filtres a courroie double, et procede de production de cigarettes a bout filtre | |
| EP1510142B1 (fr) | Manipulation d'articles en forme de tige de l'industrie du tabac | |
| EP3641572A1 (fr) | Procédé pour la fabrication de produits à fumer | |
| DE102009041319A1 (de) | Maschine zur Herstellung und Verfahren zum Herstellen von Multisegmentfiltern der Tabak verarbeitenden Industrie | |
| DE602004005954T2 (de) | Anlage zur Bildung eines Tabakstromes | |
| EP1827143B1 (fr) | Tambour poussoir | |
| DE102012213338B4 (de) | Verfahren und Vorrichtung zum Herstellen von Multisegmentfilterstäben der Tabak verarbeitenden Industrie | |
| EP3338567A1 (fr) | Dispositif de transport rotatif destiné au transport d'articles de l'industrie du traitement du tabac | |
| DE2256420A1 (de) | Ablegeanordnung fuer mit mundstuecken versehene stabfoermige rauchartikel herstellende maschinen | |
| EP2729025A1 (fr) | Système de transport longitudinal destiné à des produits de l'industrie du tabac | |
| DE102015200803B4 (de) | Fördertrommel der Tabak verarbeitenden Industrie | |
| DE1047694B (de) | Verfahren und Vorrichtung zum Herstellen von Mundstueckzigaretten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20130513 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2294934 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: JONAT, ILMAR Inventor name: MEINS, THOMAS Inventor name: SCHNABEL, WOLFGANG Inventor name: SCHLISIO, SIEGFRIED Inventor name: ROSSFELDT, NIKO Inventor name: MEINKE, KARSTEN |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: A24D 3/02 20060101ALI20140715BHEP Ipc: A24C 5/32 20060101AFI20140715BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20140811 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2294934 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 702651 Country of ref document: AT Kind code of ref document: T Effective date: 20150115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010008591 Country of ref document: DE Effective date: 20150212 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20141224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150324 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150325 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150424 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502010008591 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 |
|
| 26 | Opposition filed |
Opponent name: G.D S.P.A. Effective date: 20150924 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150903 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150903 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20160531 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: HAUNI MASCHINENBAU GMBH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502010008591 Country of ref document: DE Owner name: HAUNI MASCHINENBAU GMBH, DE Free format text: FORMER OWNER: HAUNI MASCHINENBAU AG, 21033 HAMBURG, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150903 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150930 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150903 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150930 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 702651 Country of ref document: AT Kind code of ref document: T Effective date: 20150903 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150903 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20100903 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150930 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141224 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20210428 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 502010008591 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502010008591 Country of ref document: DE Owner name: KOERBER TECHNOLOGIES GMBH, DE Free format text: FORMER OWNER: HAUNI MASCHINENBAU GMBH, 21033 HAMBURG, DE |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230621 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250929 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20251002 Year of fee payment: 16 |