EP2799650A2 - Elektrische Kraftfahrzeugkomponente - Google Patents
Elektrische Kraftfahrzeugkomponente Download PDFInfo
- Publication number
- EP2799650A2 EP2799650A2 EP20140165394 EP14165394A EP2799650A2 EP 2799650 A2 EP2799650 A2 EP 2799650A2 EP 20140165394 EP20140165394 EP 20140165394 EP 14165394 A EP14165394 A EP 14165394A EP 2799650 A2 EP2799650 A2 EP 2799650A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- housing
- motor vehicle
- sealing lip
- electric module
- lock
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05B—LOCKS; ACCESSORIES THEREFOR; HANDCUFFS
- E05B77/00—Vehicle locks characterised by special functions or purposes
- E05B77/34—Protection against weather or dirt, e.g. against water ingress
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05B—LOCKS; ACCESSORIES THEREFOR; HANDCUFFS
- E05B81/00—Power-actuated vehicle locks
- E05B81/54—Electrical circuits
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05B—LOCKS; ACCESSORIES THEREFOR; HANDCUFFS
- E05B85/00—Details of vehicle locks not provided for in groups E05B77/00 - E05B83/00
- E05B85/02—Lock casings
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05B—LOCKS; ACCESSORIES THEREFOR; HANDCUFFS
- E05B81/00—Power-actuated vehicle locks
- E05B81/02—Power-actuated vehicle locks characterised by the type of actuators used
- E05B81/04—Electrical
- E05B81/06—Electrical using rotary motors
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05B—LOCKS; ACCESSORIES THEREFOR; HANDCUFFS
- E05B81/00—Power-actuated vehicle locks
- E05B81/54—Electrical circuits
- E05B81/64—Monitoring or sensing, e.g. by using switches or sensors
Definitions
- the motor vehicle component "motor vehicle lock” is in the foreground.
- a motor vehicle lock is used in all types of closure elements of a motor vehicle. These include in particular side doors, rear doors, tailgates, trunk lids or hoods. In principle, these closure elements can also be designed in the manner of sliding doors.
- the known motor vehicle component ( EP 0 959 205 B1 ) is designed as a motor vehicle lock.
- the raftzigsch has a central locking drive, with which the motor vehicle lock can be brought into different locking states.
- the motor vehicle lock also has a lock housing, which accommodates all mechanical and electrical components.
- This also includes an electric module, which includes two micro-switches, a connector and a corresponding trace structure.
- the electric module exits from a housing opening of the motor vehicle lock, so that the connector is arranged partly outside the lock housing.
- the seal between connector and lock housing of the motor vehicle lock consists in that the electric module in the region of the housing opening is positively engaged with the lock housing of the motor vehicle lock.
- the lock housing of the motor vehicle lock is designed here in two parts, wherein the housing section, which provides the housing opening, associated with both housing parts and thus is in two parts.
- a sealing lip which provides a seal between the lock housing of the motor vehicle lock and the electric module can be formed by the lock housing itself, so that the lock housing on the one hand and the sealing lip on the other hand are made of one and the same plastic material.
- the sealing lip is not formed by the lock housing of the motor vehicle lock, but by the electric module.
- a particularly preferred method for producing the electrical motor vehicle component is proposed. It is essential that the electric module is inserted through the housing opening in the final assembly position, while the at least one sealing lip engages with the sealing surface and thereby the at least one sealing lip, at least partially elastic, is deflected. This ensures that in the mounted state at least a certain sealing adhesion between the at least one sealing lip and the sealing surface.
- the motor vehicle component is designed as a motor vehicle lock 1, which is not to be understood as limiting. All versions of the motor vehicle lock 1 apply accordingly to all other types of electrical motor vehicle components. With regard to the broad interpretation of the term “motor vehicle lock”, reference should again be made to the introductory part of the description.
- the motor vehicle lock 1 shown in the drawing has a lock housing 2 and an at least partially disposed within the lock housing 2 electric module 3.
- the electric module 3 exits from a housing opening 4 of the lock housing 2.
- a synopsis of Fig. 1 and 2 shows that the electric module 3 has an at least partially outside the lock housing 2 arranged connector 5. This synopsis can also be seen that the electric module 3 is in a form-fitting manner with the lock housing 2 along the housing opening 4.
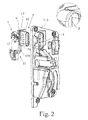
- Fig. 2 shows best that the housing portion 6, in which the housing opening 4 is arranged, forms a housing cover. In the illustrated and so far preferred Ausitymngsbeispiel the housing opening 4 having housing portion 6, so the housing cover, placed on a lower housing part 7.
- the lock housing 2 is thus designed in several parts.
- connection plug 5 of the electric module 3 has an at least partially, preferably completely, made of a plastic material plug body 10, wherein the electric module 3 along the housing opening 4 at least one sealing lip 8 from the same plastic material forms, which is in sealing engagement with a sealing surface 9 on the lock housing 2.
- the second teaching is based on the same idea, namely to use the plastic material of the component carrying the sealing lip, in this case of the electric module 3, in order to form the sealing lip 8. Accordingly, all statements apply to the illustrated in the drawing, the first teaching relevant embodiment of the second teaching accordingly.
- sealing lip 8 shown in the drawing runs closed around the electric module 3.
- the sealing lip 8 and the sealing surface 9 are arranged on the plug connection side 15 facing away from the end of the connector 5.
- An above-mentioned, thinly configured sealing lip, which is in sealing engagement with a sealing surface 9, is also referred to as a "film seal".
- the challenge is to design the geometry of the sealing lip 8 so that a sufficient, in particular elastic resilience is ensured without tearing the sealing lip 8 during assembly.
- the already indicated method for producing the electrical motor vehicle component here the motor vehicle lock 1, claimed.
- Essential to this further teaching is that the electric module 3 through the housing opening 4 in the final assembly position ( Fig. 3 ) is inserted, while the at least one sealing lip 8 engages with the sealing surface 9 and thereby the at least one sealing lip 8, at least partially elastic, is deflected.
- the detailed representation in Fig. 3 shows in dashed line, as the sealing lip 8 is arranged at not yet mounted electric module 3. By engaging with the sealing surface 9 during the insertion of the electric module 3, the sealing lip 8 in Fig. 3 pushed outward. This position is in Fig. 3 shown in a solid line.
- the electric module 3 is inserted into the lock housing 2 in an interference fit. Since further measures for sealing need not be taken, the proposed assembly process is simple and inexpensive.
Landscapes
- Motor Or Generator Frames (AREA)
- Casings For Electric Apparatus (AREA)
- Connector Housings Or Holding Contact Members (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft eine elektrische Kraftfahrzeugkomponente gemäß dem Oberbegriff von Anspruch 1, eine elektrische Kraftfahrzeugkomponente gemäß dem Oberbegriff von Anspruch 2 sowie ein Verfahren zur Herstellung solcher elektrischen Kraftfahrzeugkomponenten gemäß dem Oberbegriff von Anspruch 13.
- Der Begriff "elektrische Kraftfahrzeugkomponente" ist vorliegend weit zu verstehen. Er umfasst alle Kraftfahrzeugkomponenten, die in irgendeiner Weise mit einem elektrischen Anschluss versehen sind. Dazu gehören beispielsweise Kraftfahrzeugschlösser, Klappenantriebe, Fensterheberantriebe, elektrische Sitzversteller oder dgl..
- Vorliegend steht die Kraftfahrzeugkomponente "Kraftfahrzeugschloss" im Vordergrund. Ein solches Kraftfahrzeugschloss findet Anwendung bei allen Arten von Verschlusselementen eines Kraftfahrzeugs. Dazu gehören insbesondere Seitentüren, Hecktüren, Heckklappen, Heckdeckel oder Motorhauben. Diese Verschlusselemente können grundsätzlich auch nach Art von Schiebetüren ausgestaltet sein.
- Auch der Begriff "Kraftfahrzeugschloss" ist vorliegend weit zu verstehen. Er umfasst nicht nur ein Kraftfahrzeugschloss in engerem Sinne, sondern auch Schließhilfsantriebe, Öffnungshilfsantriebe oder dgl., die mit den Schließelementen eines Kraftfahrzeugschlosses gekoppelt sein können.
- Die bekannte Kraftfahrzeugkomponente (
EP 0 959 205 B1 ) ist als Kraftfahrzeugschloss ausgestaltet. Das raftfahrzeugschloss weist einen Zentralverriegelungsantrieb auf, mit dem das Kraftfahrzeugschloss in unterschiedliche Verriegelungszustände bringbar ist. Das Kraftfahrzeugschloss weist ferner ein Schlossgehäuse auf, das alle mechanischen und elektrischen Komponenten aufnimmt. Dazu gehört auch ein Elektromodul, das zwei Mikroschalter, einen Anschlussstecker und eine entsprechende Leiterbahnstruktur umfasst. Das Elektromodul tritt aus einer Gehäuseöffnung des Kraftfahrzeugschlosses aus, so dass der Anschlussstecker zum Teil außerhalb des Schlossgehäuses angeordnet ist. Die Abdichtung zwischen Anschlussstecker und Schlossgehäuse des Kraftfahrzeugschlosses besteht darin, dass das Elektromodul im Bereich der Gehäuseöffnung formschlüssig mit dem Schlossgehäuse des Kraftfahrzeugschlosses in Eingriff steht. Das Schlossgehäuse des Kraftfahrzeugschlosses ist hier zweiteilig ausgestaltet, wobei der Gehäuseabschnitt, der die Gehäuseöffnung bereitstellt, beiden Gehäuseteilen zugeordnet und damit zweiteilig ist. - Die Ausgestaltung des Elektromoduls des bekannten Kraftfahrzeugschlosses bietet zwar den Vorteil, dass die Auslegung des Elektromoduls, insbesondere des Anschlusssteckers, unabhängig von der Auslegung des Schlossgehäuses des Kraftfahrzeugschlosses vorgenommen werden kann. Allerdings ist die Abdichtung des Anschlusssteckers gegenüber dem Schlossgehäuse im Hinblick auf den Eintritt von Staub und Feuchtigkeit nicht befriedigend.
- Der Erfindung liegt das Problem zugrunde, das bekannte Kraftfahrzeugschloss derart auszugestalten und weiterzubilden, dass die Abdichtung im Hinblick auf den Eintritt von Staub und Feuchtigkeit mit fertigungstechnisch einfachen Mitteln verbessert wird.
- Das obige Problem wird bei einer elektrischen Kraftfahrzeugkomponente gemäß dem Oberbegriff von Anspruch 1 durch die Merkmale des kennzeichnenden Teils von Anspruch 1 gelöst.
- Wesentlich ist die Überlegung, dass eine Dichtlippe, die eine Abdichtung zwischen dem Schlossgehäuse des Kraftfahrzeugschlosses und dem Elektromodul bereitstellt, von dem Schlossgehäuse selbst ausgeformt werden kann, so dass das Schlossgehäuse einerseits und die Dichtlippe andererseits aus ein und demselben Kunststoffmaterial ausgestaltet sind.
- Der obigen Überlegung liegt die Erkenntnis zugrunde, dass bei entsprechend dünner Ausgestaltung der Dichtlippe die üblichen für die Schlossgehäuse elektrischer Kraftfahrzeugkomponenten genutzten Kunststoffe eine hinreichende Elastizität aufweisen, um die gewünschte Abdichtwirkung zu erzielen.
- Im Einzelnen ist es also so, dass der Gehäuseabschnitt, in dem die Gehäuseöffnung angeordnet ist und der zumindest teilweise aus einem Kunststoffmaterial ausgestaltet ist, entlang der Gehäuseöffnung mindestens eine Dichtlippe aus eben demselben Kunststoffmaterial ausformt. Der Gehäuseabschnitt, in dem die Gehäuseöffnung angeordnet ist, und die Dichtlippe bilden eine integrale Einheit aus ein und demselben Kunststoffmaterial. Die so gebildete, mindestens eine Dichtlippe steht dann mit einer Dichtfläche am Elektromodul in abdichtendem Eingriff.
- Grundsätzlich ergibt sich durch die obige, vorschlagsgemäße Lösung der Vorteil, dass die mindestens eine Dichtlippe nicht in einem aufwendigen 2K-Spritzgießverfahren (Zweikomponenten-Spritzgießverfahren) an das Schlossgehäuse im Übrigen angespritzt werden muss.
- Ferner ist es vorteilhaft, dass die Auslegung des Anschlusssteckers, insbesondere des Steckerkörpers, unabhängig von der Auslegung des Schlossgehäuses vorgenommen werden kann.
- Schließlich ist ganz generell vorteilhaft, dass die mindestens eine Dichtlippe toleranzausgleichend wirkt, insbesondere, wenn die mindestens eine Dichtlippe so angeordnet ist, dass sie stets den lichten Querschnitt der Gehäuseöffnung definiert.
- Nach einer zweiten Lehre gemäß Anspruch 2, der eigenständige Bedeutung zukommt, wird die Dichtlippe nicht vom Schlossgehäuse des Kraftfahrzeugschlosses, sondern von dem Elektromodul ausgebildet.
- Im Einzelnen wird nach der zweiten Lehre vorgeschlagen, dass der Anschlussstecker des Elektromoduls einen zumindest zum Teil aus einem Kunststoffmaterial ausgestalteten Steckerkörper aufweist, wobei das Elektromodul entlang der Gehäuseöffnung mindestens eine Dichtlippe aus demselben Kunststoffmaterial ausformt, die mit einer Dichtfläche am Schlossgehäuse in abdichtendem Eingriff steht. Das Elektromodul, insbesondere der Steckerkörper des Elektromoduls, und die Dichtlippe bilden nach der zweiten Lehre also eine integrale Einheit aus ein und demselben Kunststoffmaterial. Es handelt sich hier grundsätzlich um eine Umkehr der erstgenannten Lehre derart, dass die Dichtlippe nicht dem Gehäuse, sondern dem Elektromodul zugeordnet ist. Insoweit gelten alle die erste Lehre betreffenden Ausführungen für die zweite Lehre entsprechend.
- Beide zuvor genannten Lehren sind in erster Linie fertigungstechnisch interessant. Bei der bevorzugten Ausgestaltung gemäß Anspruch 4, welche die erste Lehre betrifft, ist der Gehäuseabschnitt, in dem die Gehäuseöffnung angeordnet ist, und die mindestens eine Dichtlippe in einem gemeinsamen Kunststoff-Spritzgießvorgang hergestellt. Entsprechend wird in Anspruch 5, der die zweite Lehre betrifft, vorgeschlagen, dass der Steckerkörper des Elektromoduls und die mindestens eine Dichtlippe in einem gemeinsamen Kunststoff-Spritzgießvorgang hergestellt sind. Zusätzliche Maßnahmen für die Realisierung der mindestens einen Dichtlippe sind durch das vorschlagsgemäße Verfahren schlicht nicht erforderlich.
- Nach einer dritten Lehre gemäß Anspruch 13, der ebenfalls eigenständige Bedeutung zukommt, wird ein besonders bevorzugtes Verfahren zur Herstellung der elektrischen Kraftfahrzeugkomponente vorgeschlagen. Wesentlich dabei ist, dass das Elektromodul durch die Gehäuseöffnung in die Endmontageposition eingeschoben wird, dabei die mindestens eine Dichtlippe mit der Dichtfläche in Eingriff kommt und dadurch die mindestens eine Dichtlippe, zumindest zum Teil elastisch, ausgelenkt wird. Damit ist sichergestellt, dass im montierten Zustand zumindest ein gewisser abdichtender Kraftschluss zwischen der mindestens einen Dichtlippe und der Dichtfläche besteht.
- Im Folgenden wird die Erfindung anhand einer lediglich Ausführungsbeispiele darstellenden Zeichnung näher erläutert. In der Zeichnung zeigt
- Fig. 1
- eine vorschlagsgemäße, als Kraftfahrzeugschloss ausgestaltete Kraftfahrzeugkomponente in einer perspektivischen Ansicht,
- Fig. 2
- den Gehäusedeckel und das Elektromodul des Kraftfahrzeugschlosses gemäß
Fig. 1 in einer Explosionsdarstellung, - Fig. 3
- das Kraftfahrzeugschloss gemäß
Fig. 1 in einer Schnittdarstellung entlang der Schnittlinie III-III und - Fig. 4
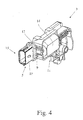
- ein Elektromodul einer weiteren vorschlagsgemäßen Kraftfahrzeugkomponente.
- Bei der elektrischen Kraftfahrzeugkomponente kann es sich um alle möglichen Arten von Kraftfahrzeugkomponenten handeln, wie im einleitenden Teil der Beschreibung erläutert wurde. Hierauf darf verwiesen werden.
- Bei den in der Zeichnung dargestellten Ausführungsbeispielen ist die Kraftfahrzeugkomponente als Kraftfahrzeugschloss 1 ausgestaltet, was nicht beschränkend zu verstehen ist. Alle Ausführungen zu dem Kraftfahrzeugschloss 1 gelten für alle anderen Arten elektrischer Kraftfahrzeugkomponenten entsprechend. Hinsichtlich der weiten Auslegung des Begriffs "Kraftfahrzeugschloss" darf wiederum auf den einleitenden Teil der Beschreibung verwiesen werden.
- Das in der Zeichnung dargestellte Kraftfahrzeugschloss 1 weist ein Schlossgehäuse 2 sowie ein zumindest zum Teil innerhalb des Schlossgehäuses 2 angeordnetes Elektromodul 3 auf. Das Elektromodul 3 tritt aus einer Gehäuseöffnung 4 des Schlossgehäuses 2 aus. Eine Zusammenschau der
Fig. 1 und2 zeigt, dass das Elektromodul 3 einen zumindest zum Teil außerhalb des Schlossgehäuses 2 angeordneten Anschlussstecker 5 aufweist. Dieser Zusammenschau ist ferner zu entnehmen, dass das Elektromodul 3 entlang der Gehäuseöffnung 4 formschlüssig mit dem Schlossgehäuse 2 in Eingriff steht.Fig. 2 zeigt am besten, dass der Gehäuseabschnitt 6, in dem die Gehäuseöffnung 4 angeordnet ist, einen Gehäusedeckel bildet. Bei dem dargestellten und insoweit bevorzugten Ausfühmngsbeispiel ist der die Gehäuseöffnung 4 aufweisende Gehäuseabschnitt 6, also der Gehäusedeckel, auf ein Gehäuseunterteil 7 aufgesetzt. Das Schlossgehäuse 2 ist hier also mehrteilig ausgebildet. - Wesentlich ist zunächst, dass der die Gehäuseöffnung 4 aufweisende Gehäuseabschnitt 6 zumindest teilweise, hier und vorzugsweise vollständig, aus einem Kunststoffmaterial ausgestaltet ist. Grundsätzlich kann es vorgesehen sein, dass der die Gehäuseöffnung 4 aufweisende Gehäuseabschnitt 6 abschnittsweise aus einem anderen Material ausgestaltet ist. Denkbar ist auch, dass dieser Gehäuseabschnitt 6 mehrere, unterschiedliche Materiallagen aufweist.
- Wesentlich ist weiter, dass der die Gehäuseöffnung 4 aufweisende Gehäuseabschnitt 6 entlang der Gehäuseöffnung 4 mindestens eine, hier und vorzugsweise genau eine, Dichtlippe 8 aus demselben Kunststoffmaterial ausformt, welche Dichtlippe 8 mit einer Dichtfläche 9 am Elektromodul 3 in abdichtendem Eingriff steht. Der abdichtende Eingriff lässt sich einer Zusammenschau der
Fig. 1 und3 entnehmen. - Besonders die Darstellung gemäß
Fig. 3 zeigt, dass der konstruktive Aufbau der Dichtanordnung besonders einfach ist. Gleichzeitig ist mit der Realisierung der Abdichtung kein eigener fertigungstechnischer Aufwand verbunden, da die Dichtlippe 8 von dem ohnehin üblicherweise im Kunststoff-Spritzgießverfahren hergestellten Schlossgehäuse 2 ausgebildet wird. - Nach der zweiten Lehre, der ebenfalls eigenständige Bedeutung zukommt, wird vorgeschlagen, dass der Anschlussstecker 5 des Elektromoduls 3 ein zumindest zum Teil, vorzugsweise vollständig, aus einem Kunststoffmaterial ausgestalteten Steckerkörper 10 aufweist, wobei das Elektromodul 3 entlang der Gehäuseöffnung 4 mindestens eine Dichtlippe 8 aus demselben Kunststoffmaterial ausformt, die mit einer Dichtfläche 9 am Schlossgehäuse 2 in abdichtendem Eingriff steht. Diese, in der Zeichnung nicht dargestellte Ausführungsform geht auf die Überlegung zurück, dass nicht das Schlossgehäuse 2, sondern das Elektromodul 3, die mindestens eine Dichtlippe 8 ausformt. Grundsätzlich liegt der zweiten Lehre aber die gleiche Idee zugrunde, nämlich, das Kunststoffmaterial der die Dichtlippe tragenden Komponente, hier des Elektromoduls 3, zu nutzen, um die Dichtlippe 8 auszuformen. Entsprechend gelten alle Ausführungen zu dem in der Zeichnung dargestellten, die erste Lehre betreffenden Ausführungsbeispiel für die zweite Lehre entsprechend.
- Grundsätzlich sind für die Auslegung des Kunststoffmaterials, in dem die Dichtlippe 8 ausgestaltet ist, zahlreiche Varianten denkbar. Vorzugsweise handelt es sich bei dem Kunststoffmaterial um einen Kunststoff aus der Gruppe der Polymerisate, insbesondere Polyethylen (PE), Polypropylen (PP) oder Polyoxymethylen (POM), oder um einen Kunststoff aus der Gruppe der Polykondensate, insbesondere Polyamid (PA) oder Polybutylenterephthalat (PBT). Mit diesen Materialien ist einerseits die für die Gehäusefunktion benötigte mechanische Stabilität und andererseits die für die Dichtlippe 8 erforderliche Elastizität realisierbar.
- Bei dem dargestellten Ausführungsbeispiel ist es vorzugsweise so, dass der die Gehäuseöffnung 4 aufweisende Gehäuseabschnitt 6, hier der Gehäusedeckel 6, und die Dichtlippe 8 in einem gemeinsamen Kunststoff-Spritzgießvorgang hergestellt sind.
Fig. 3 verdeutlicht, dass dies mit geringem Aufwand möglich ist. Ein 2K-Spritzgießvorgang ist also nicht erforderlich. - Entsprechend kann es nach der zweiten Lehre vorgesehen sein, dass der Steckerkörper 10 des Elektromodul 3 und die Dichtlippe 8, gegebenenfalls zusammen mit weiteren Abschnitten des Elektromoduls 3, in einem gemeinsamen Kunststoff-Spritzgießvorgang hergestellt sind. Der Kostenvorteil in fertigungstechnischer Hinsicht liegt auch hier auf der Hand.
- Für die Ausgestaltung des Elektromoduls 3 sind zahlreiche Varianten denkbar. Im einfachsten Fall handelt es sich bei dem Elektromodul 3 lediglich um einen Anschlussstecker 5, der innerhalb des Schlossgehäuses 2 elektrisch kontaktiert ist. Bei dem in
Fig. 2 dargestellten Ausführungsbeispiel weist das Elektromodul 3 eine Tragstruktur 11 zur Aufnahme zweier Mikroschalter 12 auf. Ferner umfasst das Elektromodul 3 die Steckerkontakte 13 sowie Leiterbahnen, die hier und vorzugsweise in Form von Stanzgittern realisiert sind. Grundsätzlich kann die Tragstruktur 11 weitere elektrische Komponenten wie Sensoren, Antriebe oder dgl. aufweisen.Fig. 4 zeigt ein Beispiel, nach dem die Tragstruktur 11 zusätzlich einen Antriebsmotor 14 aufnimmt. - In besonders bevorzugter Ausgestaltung ist es so, dass der Steckerkörper 10, die mindestens eine Dichtlippe 8 und die Tragstruktur 11 in einem gemeinsamen Kunststoff-Spritzgießvorgang hergestellt sind. Innerhalb dieses Spritzgießvorgangs werden auch die als Stanzgitter ausgestalteten Leiterbahnen sowie die Steckerkontakte 13 entsprechend eingespritzt.
- Um eine effektive Abdichtung zu erreichen ist es hier und vorzugsweise so, dass die in der Zeichnung dargestellte Dichtlippe 8 geschlossen um das Elektromodul 3 herumläuft. Dabei sind die Dichtlippe 8 und die Dichtfläche 9 an dem der Steckeranschlussseite 15 abgewandten Ende des Anschlusssteckers 5 angeordnet.
- Um sicherzustellen, dass die Dichtlippe 8 eine insbesondere elastische Nachgiebigkeit aufweist, die eine hinreichende Abdichtwirkung gewährleistet, ist es vorzugsweise vorgesehen, dass die Dichtlippe 8 zumindest stellenweise eine Dicke von weniger als 0,5 mm, vorzugsweise von weniger als 0,3 mm, aufweist.
- Weiter ist es vorteilhaft, wenn die Dichtlippe 8 eine sich zum Dichtlippenrand 16 hin verjüngende Formgebung aufweist. Es lässt sich der Detaildarstellung gemäß
Fig. 3 entnehmen, dass sich die Dichtlippe 8 inFig. 3 nach oben hin verjüngt und im Querschnitt sogar spitz zulaufend ausgestaltet ist. - Eine oben angesprochene, dünn ausgestaltete Dichtlippe, die in abdichtendem Eingriff mit einer Dichtfläche 9 steht, wird auch als "Filmdichtung" bezeichnet. Die Herausforderung besteht darin, die Geometrie der Dichtlippe 8 so auszugestalten, dass eine hinreichende, insbesondere elastische Nachgiebigkeit gewährleistet ist, ohne dass es bei der Montage zu einem Reißen der Dichtlippe 8 kommt.
- Bei geeigneter Auslegung lässt sich erreichen, dass zwischen der mindestens einen Dichtlippe 8 und der Dichtfläche 9 ein Kraftschluss herrscht, der auf die Auslenkung der Dichtlippe 8 durch den Eingriff mit der Dichtfläche 9 zurückgeht. Bei der in
Fig. 3 gezeigten Darstellung bedeutet dies, dass die Dichtlippe 8 durch die Dichtfläche 9 nach außen gedrückt wird. - In besonders bevorzugter Ausgestaltung ist die Dichtfläche 9 derart konisch ausgestaltet, dass bei der Montage des Elektromoduls 3 während des Einschiebens des Elektromoduls 3 durch die Gehäuseöffnung 4 in die Endmontageposition (
Fig. 3 ) der Kraftschluss ansteigt. Das Einschieben des Elektromoduls 3 würde bei einer derartigen Montage inFig. 3 von unten nach oben und inFig. 2 von links nach rechts vorgenommen. Eine solche konische Ausgestaltung der Dichtfläche 9 ist in der Zeichnung nicht dargestellt. - Dargestellt ist in der Zeichnung jedoch ein konischer Einführabschnitt 17 (
Fig. 3 ) der bei der oben angesprochenen Montage des Elektromoduls 3 als Einführhilfe für das Einschieben des Elektromoduls 3 in die Gehäuseöffnung 4 dient. - Nach der dritten Lehre, der ebenfalls eigenständige Bedeutung zukommt, wird das schon angedeutete Verfahren zur Herstellung der elektrischen Kraftfahrzeugkomponente, hier des Kraftfahrzeugschlosses 1, beansprucht. Wesentlich nach dieser weiteren Lehre ist, dass das Elektromodul 3 durch die Gehäuseöffnung 4 in die Endmontageposition (
Fig. 3 ) eingeschoben wird, dabei die mindestens eine Dichtlippe 8 mit der Dichtfläche 9 in Eingriff kommt und dadurch die mindestens eine Dichtlippe 8, zumindest zum Teil elastisch, ausgelenkt wird. Die Detaildarstellung inFig. 3 zeigt in gestrichelter Linie, wie die Dichtlippe 8 bei noch nicht montiertem Elektromodul 3 angeordnet ist. Durch den Eingriff mit der Dichtfläche 9 während des Einschiebens des Elektromoduls 3 wird die Dichtlippe 8 inFig. 3 nach außen gedrückt. Diese Stellung ist inFig. 3 in durchgezogener Linie dargestellt. Durch die obige Verformung während der Montage ist der obige Kraftschluss zwischen Dichtlippe 8 und Dichtfläche 9 gewährleistet. In erster Näherung wird das Elektromodul 3 in das Schlossgehäuse 2 im Presssitz eingesetzt. Da weitere Maßnahmen zur Abdichtung nicht getroffen werden müssen, ist auch der vorschlagsgemäße Montagevorgang einfach und kostengünstig. - Vorteilhafterweise ist es so, dass vor dem obigen Montageschritt der die Gehäuseöffnung 4 aufweisende Gehäuseabschnitt 6, hier also der Gehäusedeckel 6 und die mindestens eine Dichtlippe 8 in einem gemeinsamen Spritzgießvorgang hergestellt werden. Entsprechend ist es für eine Komponente gemäß der zweiten Lehre vorzugsweise so, dass vor dem Montagevorgang der Steckerkörper 10 und die mindestens eine Dichtlippe 8, gegebenenfalls zusammen mit weiteren Abschnitten des Elektromoduls 3 wie der Tragstruktur 11, in einem gemeinsamen Kunststoff-Spritzgießvorgang hergestellt werden.
- Es lässt sich zusammenfassen, dass mit der vorschlagsgemäßen Lösung die Herstellung der Kraftfahrzeugkomponente im Kunststoff-Spritzgießverfahren sowie die Montage vereinfacht werden. Hinzu kommt, dass sich mit der vorschlagsgemäßen Lösung die konstruktive Freiheit bei der Auslegung des Elektromoduls 3 einerseits und des Schlossgehäuses 2 des Kraftfahrzeugschlosses 1 andererseits gesteigert wird.
Claims (15)
- Elektrische Kraftfahrzeugkomponente, insbesondere Kraftfahrzeugschloss (1), mit einem Schlossgehäuse (2) und einem zumindest zum Teil innerhalb des Schlossgehäuses (2) angeordneten Elektromodul (3), das aus einer Gehäuseöffnung (4) austritt und einen zumindest zum Teil außerhalb des Schlossgehäuses (2) angeordneten Anschlussstecker (5) aufweist, wobei das Elektromodul (3) entlang der Gehäuseöffnung (4) formschlüssig mit dem Schlossgehäuse (2) in Eingriff steht, wobei die Gehäuseöffnung (4) in einem Gehäuseabschnitt (6), insbesondere einem Gehäusedeckel, angeordnet ist,
dadurch gekennzeichnet,
dass der Gehäuseabschnitt (6) zumindest teilweise, vorzugsweise vollständig, aus einem Kunststoffmaterial ausgestaltet ist und dass der Gehäuseabschnitt (6) entlang der Gehäuseöffnung (4) mindestens eine Dichtlippe (8) aus demselben Kunststoffmaterial ausformt, welche Dichtlippe (8) mit einer Dichtfläche (9) am Elektromodul (3) in abdichtendem Eingriff steht. - Elektrische Kraftfahrzeugkomponente, insbesondere Kraftfahrzeugschloss (1), mit einem Schlossgehäuse (2) und einem zumindest zum Teil innerhalb des Schlossgehäuses (2) angeordneten Elektromodul (3), das aus einer Gehäuseöffnung (4) austritt und einen zumindest zum Teil außerhalb des Schlossgehäuses (2) angeordneten Anschlussstecker (5) aufweist, wobei das Elektromodul (3) entlang der Gehäuseöffnung (4) formschlüssig mit dem Schlossgehäuse (2) in Eingriff steht, wobei die Gehäuseöffnung (4) in einem Gehäuseabschnitt (6), insbesondere einem Gehäusedeckel, angeordnet ist,
dadurch gekennzeichnet,
dass der Anschlussstecker (5) des Elektromoduls (3) einen zumindest zum Teil, vorzugsweise vollständig, aus einem Kunststoffmaterial ausgestalteten Steckerkörper (10) aufweist und dass das Elektromodul (3), insbesondere der Steckerkörper (10), entlang der Gehäuseöffnung (4) mindestens eine Dichtlippe (8) aus demselben Kunststoffmaterial ausformt, welche Dichtlippe (8) mit einer Dichtfläche (9) am Schlossgehäuse (2) in abdichtendem Eingriff steht. - Kraftfahrzeugkomponente nach Anspruch 1 oder 2, dadurch gekennzeichnet,
dass das Kunststoffmaterial ein Kunststoff aus der Gruppe der Polymerisate, insbesondere Polyethylen (PE), Polypropylen (PP) oder Polyoxymethylen (POM), oder ein Kunststoff aus der Gruppe der Polykondensate, insbesondere Polyamid (PA) oder Polybutylenterephthalat (PBT), ist. - Kraftfahrzeugkomponente nach Anspruch 1 und ggf. nach Anspruch 3,
dadurch gekennzeichnet, dass der Gehäuseabschnitt (6), insbesondere der Gehäusedeckel, und die mindestens eine Dichtlippe (8) in einem gemeinsamen Kunststoff-Spritzgießvorgang hergestellt sind. - Kraftfahrzeugkomponente nach Anspruch 2 und ggf. nach Anspruch 3,
dadurch gekennzeichnet, dass der Steckerkörper (10) und die mindestens eine Dichtlippe (8), ggf. zusammen mit weiteren Abschnitten des Elektromoduls (3), in einem gemeinsamen Kunststoff-Spritzgießvorgang hergestellt sind. - Kraftfahrzeugkomponente nach Anspruch 5, dadurch gekennzeichnet, dass das Elektromodul (3) eine Tragstruktur (11) zur Aufnahme von elektrischen Komponenten wie Schaltern, Sensoren, Antrieben o. dgl. aufweist, vorzugsweise, dass der Steckerkörper (10), die mindestens eine Dichtlippe (8) und die Tragstruktur (11) in einem gemeinsamen Kunststoff-Spritzgießvorgang hergestellt sind.
- Kraftfahrzeugkomponente nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass die mindestens eine Dichtlippe (8) geschlossen um das Elektromodul (3) herumläuft. - Kraftfahrzeugkomponente nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass die mindestens eine Dichtlippe (8) und die Dichtfläche (9) an dem der Steckeranschlussseite (15) abgewandten Ende des Anschlussteckers (5) angeordnet sind. - Kraftfahrzeugkomponente nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass die mindestens eine Dichtlippe (8) zumindest stellenweise eine Dicke von weniger als 0,5 mm, vorzugsweise von weniger als 0,3 mm, aufweist. - Kraftfahrzeugkomponente nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass die mindestens eine Dichtlippe (8) eine sich zum Dichtlippenrand (16) hin verjüngende Formgebung aufweist. - Kraftfahrzeugkomponente nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass zwischen der mindestens einen Dichtlippe (8) und der Dichtfläche (9) ein Kraftschluss herrscht, der auf die Auslenkung der mindestens einen Dichtlippe (8) durch den Eingriff mit der Dichtfläche (9) zurückgeht, vorzugsweise, dass die Dichtfläche (9) derart konisch ausgestaltet ist, dass bei der Montage des Elektromoduls (3) während des Einschiebens des Elektromoduls (3) durch die Gehäuseöffnung (4) in die Endmontageposition der Kraftschluss ansteigt. - Kraftfahrzeugkomponente nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass ein konischer Einführabschnitt (17) vorgesehen ist, der bei der Montage des Elektromoduls (3) als Einführhilfe für das Einschieben des Elektromoduls (3) in die Gehäuseöffnung (4) dient. - Verfahren zur Herstellung einer elektrischen Kraftfahrzeugkomponente, insbesondere eines Kraftfahrzeugschlosses, nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass das Elektromodul (3) durch die Gehäuseöffnung (4) in die Endmontageposition eingeschoben wird, dabei die mindestens eine Dichtlippe (8) mit der Dichtfläche (9) in Eingriff kommt und dadurch die mindestens eine Dichtlippe (8), zumindest zum Teil elastisch, ausgelenkt wird. - Verfahren nach Anspruch 13, dadurch gekennzeichnet, dass zuvor der Gehäuseabschnitt (6), insbesondere der Gehäusedeckel, und die mindestens eine Dichtlippe (8) in einem gemeinsamen Spritzgießvorgang hergestellt werden.
- Verfahren nach Anspruch 13, dadurch gekennzeichnet, dass zuvor der Steckerkörper (10) und die mindestens eine Dichtlippe (8), ggf. zusammen mit weiteren Abschnitten des Elektromoduls (3), in einem gemeinsamen Kunststoff-Spritzgießvorgang hergestellt werden.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE201310007404 DE102013007404A1 (de) | 2013-04-30 | 2013-04-30 | Elektrische Kraftfahrzeugkomponente |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2799650A2 true EP2799650A2 (de) | 2014-11-05 |
| EP2799650A3 EP2799650A3 (de) | 2015-08-12 |
| EP2799650B1 EP2799650B1 (de) | 2016-12-14 |
Family
ID=50513113
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14165394.9A Active EP2799650B1 (de) | 2013-04-30 | 2014-04-22 | Elektrische Kraftfahrzeugkomponente |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2799650B1 (de) |
| DE (1) | DE102013007404A1 (de) |
| ES (1) | ES2618041T3 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3037611A1 (de) * | 2014-12-23 | 2016-06-29 | Brose Schliesssysteme GmbH & Co. KG | Elektrische komponente für ein verschlusselement eines kraftfahrzeugs |
| DE202016102389U1 (de) | 2016-05-04 | 2017-08-07 | BROSE SCHLIEßSYSTEME GMBH & CO. KG | Kraftfahrzeugschlossanordnung |
| EP3296489A4 (de) * | 2015-03-10 | 2018-12-05 | Gecom Corporation | Türverriegelungsvorrichtung |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014000294A1 (de) * | 2014-01-15 | 2015-07-16 | Kiekert Aktiengesellschaft | Seitentürschloss für ein Kraftfahrzeug |
| DE102016103647A1 (de) * | 2016-03-01 | 2017-09-07 | BROSE SCHLIEßSYSTEME GMBH & CO. KG | Schließhilfsantrieb |
| DE102022115496A1 (de) | 2022-06-22 | 2023-12-28 | Kiekert Aktiengesellschaft | Kraftfahrzeug-Schloss-Baugruppe sowie Verfahren zu seiner Herstellung |
| DE102023133667A1 (de) * | 2023-12-01 | 2025-06-05 | Kiekert Aktiengesellschaft | Schloss für ein Kraftfahrzeug |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0959205B1 (de) | 1998-05-22 | 2004-02-11 | INTIER AUTOMOTIVE CLOSURES S.p.A | Fahrzeugtürschloss |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3835760A1 (de) * | 1988-10-20 | 1990-04-26 | Bocklenberg & Motte Bomoro | Kraftfahrzeug-tuerschloss |
| DE4226511C2 (de) * | 1992-08-11 | 2000-11-02 | Continental Teves Ag & Co Ohg | Vorrichtung, insbesondere Zentralverriegelungsvorrichtung für ein Kraftfahrzeug |
| WO1997003268A1 (en) * | 1995-07-11 | 1997-01-30 | Stoneridge, Inc. | Adjunct actuator for vehicle door lock |
| DE202005015588U1 (de) * | 2005-09-30 | 2005-12-08 | Kiekert Ag | Komponententräger zur Aufnahme von elektrischen/elektronischen Bauelementen in insbesondere Kraftfahrzeugtürschlössern |
| JP5627388B2 (ja) * | 2010-10-20 | 2014-11-19 | 株式会社ユーシン | ドアロック装置 |
-
2013
- 2013-04-30 DE DE201310007404 patent/DE102013007404A1/de not_active Withdrawn
-
2014
- 2014-04-22 ES ES14165394.9T patent/ES2618041T3/es active Active
- 2014-04-22 EP EP14165394.9A patent/EP2799650B1/de active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0959205B1 (de) | 1998-05-22 | 2004-02-11 | INTIER AUTOMOTIVE CLOSURES S.p.A | Fahrzeugtürschloss |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3037611A1 (de) * | 2014-12-23 | 2016-06-29 | Brose Schliesssysteme GmbH & Co. KG | Elektrische komponente für ein verschlusselement eines kraftfahrzeugs |
| EP3296489A4 (de) * | 2015-03-10 | 2018-12-05 | Gecom Corporation | Türverriegelungsvorrichtung |
| DE202016102389U1 (de) | 2016-05-04 | 2017-08-07 | BROSE SCHLIEßSYSTEME GMBH & CO. KG | Kraftfahrzeugschlossanordnung |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2799650A3 (de) | 2015-08-12 |
| EP2799650B1 (de) | 2016-12-14 |
| DE102013007404A1 (de) | 2014-10-30 |
| ES2618041T3 (es) | 2017-06-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2799650B1 (de) | Elektrische Kraftfahrzeugkomponente | |
| EP2463133A1 (de) | Dichtungsanordnung für eine Scheibeneinheit | |
| DE60320276T9 (de) | Dichtungs-, zier- oder führungsstreifen | |
| DE102018105550A1 (de) | Bowdenzugendstück | |
| DE102018129748A1 (de) | Motorgehäuse eines Antriebsmotors für einen Kraftfahrzeug-Stellantrieb | |
| EP1608994B1 (de) | Sensoranordnung einer einparkhilfe | |
| DE102010025689A1 (de) | Antriebseinheit für eine Scheibenwischvorrichtung in einem Fahrzeug und Gehäuse für eine Antriebseinheit | |
| EP2048014A2 (de) | Profilanordnung und Verfahren zum Herstellen einer Profilanordnung | |
| EP0727089B1 (de) | Elektromechanisches bauelement, insbesondere relais, mit dichtem gehäuse | |
| DE202005015588U1 (de) | Komponententräger zur Aufnahme von elektrischen/elektronischen Bauelementen in insbesondere Kraftfahrzeugtürschlössern | |
| DE102007061011A1 (de) | Elektromotorischer Hilfsantrieb, beispielsweise Scheibenwischerantrieb | |
| DE202010016862U1 (de) | Verschlusselement zum Verschließen einer Öffnung in einem Kraftfahrzeugverkleidungsteil, sowie ein Kraftfahrzeugverkleidungsteil mit einem Verschlusselement | |
| DE102018211262B4 (de) | Ladeklappensystem eines elektrisch angetriebenen Fahrzeugs | |
| DE202006009247U1 (de) | Gehäuse für ein Türschloss mit Anschlussadapter | |
| WO2015040013A1 (de) | Elektrodenstrang für eine kapazitive sensoranordnung eines kraftfahrzeugs | |
| DE10050346B4 (de) | Dichtungsanordnung für ein Kraftfahrzeug | |
| EP2026418B1 (de) | Gehäuseschale mit eingeschlossener, mindestens ein elektromechanisches Bauelement aufweisenden Baueinheit | |
| DE102017211291A1 (de) | Fensterschachtleistenanordnung sowie Verfahren zum Herstellen einer Fensterschachtleistenanordnung | |
| DE102017004456A1 (de) | Dichtungsanordnung für eine Fahrzeugsäule und Verfahren zum Herstellen einer solchen Dichtungsanordnung | |
| DE29905710U1 (de) | Elektrischer Schalter für Kraftfahrzeuge | |
| DE60309374T2 (de) | Türgriff, insbesondere für Fahrzeuge | |
| DE102019203422A1 (de) | Adapterelement für eine Getriebe-Antriebseinrichtung, Getriebe-Antriebseinrichtung und Werkzeug zur Herstellung eines Adapterelements | |
| EP3711990B1 (de) | Verbindungselement mit zwei unabhängigen haltevorrichtungen | |
| DE102017208724A1 (de) | Bauteilsystem zur Spalt-Minimierung, Verfahren zur Herstellung eines Bauteilsystems und Kraftfahrzeug mit einem Bauteilsystem | |
| EP4388641A1 (de) | Elektromotorische stellvorrichtung für kraftfahrzeugtechnische anwendungen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140422 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: E05B 81/54 20140101ALI20150703BHEP Ipc: E05B 81/64 20140101ALN20150703BHEP Ipc: E05B 77/34 20140101ALI20150703BHEP Ipc: E05B 81/06 20140101ALN20150703BHEP Ipc: E05B 85/02 20140101AFI20150703BHEP |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20160212 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: E05B 85/02 20140101AFI20160630BHEP Ipc: E05B 77/34 20140101ALI20160630BHEP Ipc: E05B 81/06 20140101ALN20160630BHEP Ipc: E05B 81/64 20140101ALN20160630BHEP Ipc: E05B 81/54 20140101ALI20160630BHEP |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: E05B 81/54 20140101ALI20160701BHEP Ipc: E05B 77/34 20140101ALI20160701BHEP Ipc: E05B 81/06 20140101ALN20160701BHEP Ipc: E05B 81/64 20140101ALN20160701BHEP Ipc: E05B 85/02 20140101AFI20160701BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20160721 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 853750 Country of ref document: AT Kind code of ref document: T Effective date: 20170115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502014002176 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20161214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170314 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170315 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2618041 Country of ref document: ES Kind code of ref document: T3 Effective date: 20170620 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170414 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170314 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170414 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502014002176 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20170915 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170422 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20170430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 853750 Country of ref document: AT Kind code of ref document: T Effective date: 20190422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190422 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230803 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240509 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20240402 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250310 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250320 Year of fee payment: 12 Ref country code: GB Payment date: 20250306 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250430 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R084 Ref document number: 502014002176 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250422 |