EP2812152B1 - Honmaschine mit mehreren arbeitsstationen und rundtisch - Google Patents
Honmaschine mit mehreren arbeitsstationen und rundtisch Download PDFInfo
- Publication number
- EP2812152B1 EP2812152B1 EP13702991.4A EP13702991A EP2812152B1 EP 2812152 B1 EP2812152 B1 EP 2812152B1 EP 13702991 A EP13702991 A EP 13702991A EP 2812152 B1 EP2812152 B1 EP 2812152B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- honing
- machine
- turntable
- workpiece
- loading
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B33/00—Honing machines or devices; Accessories therefor
- B24B33/02—Honing machines or devices; Accessories therefor designed for working internal surfaces of revolution, e.g. of cylindrical or conical shapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0023—Other grinding machines or devices grinding machines with a plurality of working posts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0069—Other grinding machines or devices with means for feeding the work-pieces to the grinding tool, e.g. turntables, transfer means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0076—Other grinding machines or devices grinding machines comprising two or more grinding tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/005—Feeding or manipulating devices specially adapted to grinding machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/02—Frames; Beds; Carriages
Definitions
- the invention relates to a honing machine for performing honing operations on at least one bore in a workpiece, in particular for honing cylinder bores in a cylinder crankcase, according to the preamble of claim 1.
- Honing is a machining process with geometrically undefined cutting edges, in which a multi-edged honing tool with bound cutting agent performs a two-component working movement in the bore during a honing operation, which leads to a characteristic surface structure of the machined inner surface, usually with crossed machining marks.
- the working movement transferred from a honing spindle of a honing machine to the honing tool therefore generally consists of an axially reciprocating lifting movement and a rotary movement superimposed on it.
- Finished surfaces can be produced by honing, which meet extremely high requirements with regard to dimensional and shape tolerances and with regard to the surface structure. Accordingly, for example, in engine construction, cylinder surfaces, i.e.
- multi-spindle honing machines are often used, which include, for example, a pre-honing unit and a finished honing unit, wherein a pre-honed workpiece within the honing machine can be transferred directly to the finished honing unit.
- Processing devices for other processes, such as measuring and deburring, can be integrated in such a honing machine.
- a honing system can contain several honing machines in an arrangement linked by means of a conveyor system.
- German patent DE 10 2007 045 619 B4 describes a device for the fine machining of workpieces, which can be set up in particular for honing and / or fine boring cylinder bores in cylinder crankcases.
- a module with an essentially rectangular plan one or two horizontally displaceable machining units for honing and / or fine boring are provided on two opposite longitudinal sides.
- the processing units should be suitable for carrying out all honing processes and also for fine boring.
- One module is designed as a cabin with side walls along the two long sides.
- the processing units are attached to horizontally movable carriages that run along linear guides that are attached to the mutually facing inner sides of the side walls.
- a service room is located between the side walls supporting the processing units and can be reached by an operator through an access at the front.
- the workpieces are transported through mutually aligned portals in the side walls into respective processing stations, where they can be reached by the processing units arranged on the associated long side.
- the module should be able to carry out as many different machining processes as possible, or at least different honing processes and also fine boring, without any modifications.
- a honing system for honing workpieces which has a multiplicity of workstations which are each configured to carry out at least one work step on a workpiece, at least part of the workstation being set up as a honing station for carrying out at least one honing operation on a workpiece.
- a conveyor system is used to convey workpieces to and from the workstations. Each of the work stations is directly connected to the conveyor system.
- the honing system is controlled by a control device. This configuration makes it possible for each of the workstations to be operated by the conveyor system independently of processes at other workstations, in order to either be equipped with a workpiece to be machined or to convey a machined workpiece.
- control device takes over the distribution of the workpieces and thus controls the workpiece flow through the honing system. If a workstation fails or if maintenance work is carried out on it, the workpiece flow can be redirected.
- a Such a honing system is characterized by the high availability of its processing capacity.
- the EP 0 499 653 A1 describes a honing machine with several processing stations in which workpieces can be processed simultaneously.
- a round table is provided to transport the workpieces between the processing stations.
- the EP 1 616 665 A1 describes a honing machine in which an upper machine part is supported by two supports.
- the machine head carries a carriage with a honing unit, which can be moved linearly in the horizontal direction by means of the carriage.
- the honing unit can thus be moved between its processing position and a tool magazine arranged in the travel area of the honing unit.
- the US 3,396,493 describes a processing system with several honing machines, which are arranged offset on the circumference of a rotary table.
- the invention has for its object to provide a honing machine with which various honing operations and possibly other machining operations on a workpiece are possible in short cycle times.
- a honing machine is to be provided with which complete machining of cylinder bores on cylinder crankcases is possible with the shortest possible idle times that are not available for machining.
- the invention provides a honing machine with the features of claim 1.
- the machine base or the machine base of the honing machine carries several vertical stands in the edge area, which in turn carry an upper machine part which is arranged at a vertical distance above the machine base. If the machine base has a substantially rectangular basic shape, the vertical stands can be arranged in the corner regions of the rectangle. Other cross-sectional shapes of the machine base are possible.
- a working area of the honing machine is formed between the machine base and the machine upper part. The work area can be accessible from the side for an operator in the areas between the stands.
- the rotary table arranged on the machine base forms an internal machine transfer unit with which a quick transfer of the workpieces between the individual work stations can be realized. Thanks to the machine's internal rotary table transfer, it is possible to use a single loading station to load and unload the workpiece holders. In contrast to transfer machines, it is possible that the workpieces leave the honing machines at the same point at which they were fed to the honing machine. This facilitates loading and unloading and in particular also coupling the honing machine to an external conveyor system. With the help of an external conveyor system, the honing machine can, if necessary, be linked with other honing machines and / or with other processing machines to form a production system.
- At least one honing unit is carried by the machine head.
- the honing unit is positioned or positionable in such a way that a hole in a workpiece that was transported to a working position or processing position of the honing station with the help of the rotary table can be honed by means of a honing tool carried by the honing spindle.
- the honing spindle which can be rotated about a vertical spindle axis and can be moved back and forth parallel to the spindle axis, can protrude downwards into the working area, while some or all other components of the honing unit can be arranged outside the working area above the upper machine part. Due to the portal construction, achieved that the side access to the work area is not hindered by components of the honing unit. In addition, the portal design has proven to be favorable for limiting machine vibrations during processing.
- the machine upper part can be designed in such a way that it largely closes off the work area like a cover.
- the components of the honing unit arranged above the machine upper part then do not have to be clad, since they pass through the machine upper part to the work area, e.g. be protected against coolant splashes.
- the machine base has a rectangular cross section with two opposing long sides and transverse sides that run perpendicularly.
- a honing station is arranged on each of the long sides.
- the machining positions of the workpieces belonging to the honing stations can be diametrically opposed to the rotary table axis.
- the rotary table can be in the middle between be arranged along the long sides, so that there is a symmetrical structure of the honing machine with good accessibility from each of the long sides.
- each of the honing units has a single honing spindle, two successive honing units are available for machining a workpiece. It is also possible for at least one honing station to have two or more honing units which can work simultaneously or in parallel. At such a honing station, two or more holes in a workpiece can be machined in parallel. If there are two honing stations with two honing units each, a total of four honing units are available, two of which can work on the same workpiece at the same time. There is thus great flexibility with regard to the honing operations that can be carried out on a workpiece in the honing machine, which can be single-stage or multi-stage.
- the honing machine can be constructed with very compact dimensions.
- the rotary table can be used to transport a workpiece from the area of one long side to the area of the opposite long side.
- the rotary table has a diameter that is more than 60% or more than 70% of a width of the machine base measured in the transverse direction.
- the diameter can be between approximately 75% and approximately 95% of this width.
- a honing unit is attached to a sled carried by the machine head.
- the slide is preferably arranged on the upper side of the machine upper part, that is to say outside of the work space.
- the slide can be moved horizontally and linearly along a direction of travel which is tangential to a reference circle lying centrally to the rotary table axis.
- the radius (radius) of the reference circle can correspond to the radial distance between the rotary table axis and a bore to be machined in a workpiece that is received in a workpiece holder of the rotary table.
- the honing spindle of the honing unit can thus be positioned coaxially to a bore to be machined by moving the carriage, but also at tangentially displacing positions.
- a workpiece holder for receiving a cylinder crankcase with several is arranged in series Cylinder bores with mutually parallel cylinder axes are designed in such a way that all cylinder axes lie in a common tangent plane to the reference circle when the cylinder crankcase is positioned in a machining position by the rotary table.
- Some embodiments are designed for an automatic tool change in order to be able to quickly equip the honing units with different honing tools if, for example, a tool change should become necessary when a honing tool is worn or when changing between different honing operations.
- some embodiments have a tool changing device with a tool magazine that can hold several machining tools.
- a tool changing device is preferably arranged in the working area of the linearly movable slide such that the honing unit can be moved between the honing station and the tool changing device for a tool change.
- One of the work stations is provided as a loading station for loading and unloading the workpiece holder. Due to the round table transfer, a single charging station is sufficient.
- the loading station is arranged on a transverse side of the machine base, so that a 90 ° rotation of the rotary table is sufficient to transport a workpiece from the loading station to a honing station or from a honing station to the loading station. This results in extremely short idle times for transportation.
- a loading robot or a linear portal with a transverse stroke is provided to transfer between one Workpiece pick-up on the rotary table and an external conveyor or in the opposite direction.
- the loading station is preferably assigned a shuttle (shuttle) which can be moved between an inner end position for loading and unloading the rotary table and an outer end position outside the working space of the honing machine defined by the machine base and the machine upper part.
- the pendulum slide can be moved linearly, for example, radially to the rotary table axis.
- a pendulum slide can be loaded using a linear portal or a robot, for example, but also manually if necessary.
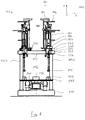
- Fig. 1 shows a schematic side view of a honing machine 100 according to an embodiment of the invention.
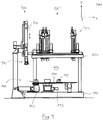
- Fig. 2 shows the honing machine Fig. 1 in top view.
- the honing machine has four independently controllable honing units and is set up to process the cylinder bores of workpieces in the form of cylinder crankcases 102 first by pre-honing and then by finish honing.
- the honing machine has a machine base 110 which is rectangular in plan view and carries all mechanical components of the honing machine.
- Four vertical stands 112A to 112D are fastened to the top of the machine base in the corner areas by means of screws.
- Each of the identically constructed stands has a square cross-section, is hollow on the inside and is slightly offset inwards relative to the nearest corner of the machine base, the distance from the corner is less than the side length of the square cross-section.
- the stands carry a horizontally oriented, torsionally rigid, plate-shaped machine upper part 120, which has a rectangular basic shape and rests with its underside 122 on the upper sides of the stands.
- the width of the machine base measured in the y direction of the machine coordinate system MKS is 2400 mm in the example and is typically between 2000 mm and 2500 mm.
- the machine head has approximately the same width.
- the machine upper part In the longitudinal direction (parallel to the x-direction of the machine coordinate system), the machine upper part is shorter than the machine base, the rear transverse sides of the machine base and machine upper part being vertically one above the other, while on the opposite front side the machine base projects beyond the front edge of the machine upper part, so that this protruding area 114 is freely accessible from above.
- the cuboid area lying below the upper machine part between this and the lower machine part forms the working space 115 of the honing machine. This is largely closed at the top by the machine head, while it is accessible from the sides in the areas between the stands 112A to 112D.
- a rotary table 130 is mounted on the machine base, which can be rotated around a vertical rotary table axis 134 without limitation with the aid of a rotary drive 132 arranged under the rotary table.
- Four workpiece holders 135 are attached to the top of the rotary table at equal angular distances of 90 ° to one another and at the same radial distances from the rotary table axis.
- Each workpiece holder has support surfaces, indexing elements and pneumatic support controls and serves to hold a single cylinder crankcase, which is fixed in the workpiece holder is clamped.
- the cylinder crankcase is oriented such that the parallel cylinder axes of the cylinder bores arranged in series lie in a common tangential plane 136 against a reference circle 135.
- a workpiece holder also has a swivel device.
- the rotary table serves as an internal machine transfer system in such a way that a workpiece accommodated in a workpiece holder can be transported one after the other to different work stations of the honing machine by rotating the rotary table.
- the honing machine is also referred to in this application as a "rotary table module”.
- a total of four workstations can be approached simultaneously by workpieces in the honing machine.
- the charging station 140 In the center on the front transverse side is the charging station 140, the devices of which are provided for transporting a workpiece from outside the working space 115 to an empty workpiece holder on the rotary table and / or transporting a workpiece to be unloaded from a workpiece holder inside the working chamber to the outside .
- a horizontally movable shuttle carriage 142 is provided in the example, which can be moved back and forth linearly between an inner end position in the area of a workpiece holder and an outer end position outside the working space 115. Since the outer end position lies outside the work area covered by the upper part of the machine, loading and unloading of the shuttle carriage is possible from above, for example using a portal gripper (cf. Fig. 3 ).
- a picked tool is first transported to a machining position at a first honing station 150. This is located on a first long side 105 of the honing machine.
- a further rotation of 90 ° brings the workpiece to a vacant empty station in the middle between the long sides.
- a further rotation through 90 ° brings a workpiece into a machining position in the region of a second honing station 160, which is located on the second longitudinal side 106 opposite the first longitudinal side.
- the machining positions at the two honing stations are opposite each other diagonally to the rotary table axis.
- a further 90 ° rotation then brings the workpiece back into the area of the charging station 140.
- measuring devices for example, measuring devices, brush units or the like can also be attached to the empty station.
- Additional tool holders and / or other devices can be attached to the rotary table.
- four further tool holders are provided, each offset by 45 ° to the tool holders shown. They are designed to hold differently dimensioned workpieces so that two different workpiece types can be clamped at the same time and processed between loading and unloading.
- Each of the honing stations 150, 160 is equipped with two essentially identical honing units, which can be operated independently of one another at different times or at the same time.
- Each of the honing units has an individual honing spindle which can be rotated about a vertical spindle axis with the aid of a rotary drive and can be moved back and forth parallel to the spindle axis with the aid of a lifting drive.
- a Honing unit also comprises an infeed system for the radial infeed or for the radial retraction of honing elements which are arranged on the circumference of a honing tool carried by the honing spindle. All honing units of the honing machine are carried by the machine head 120. The structure of a honing unit is illustrated using the example of the honing unit 180 (in Fig. 1 right) explained in more detail.
- the honing unit 180 comprises a headstock 182, which serves as a bearing for the honing spindle 184, which is guided in the headstock with a vertical spindle axis.
- the rotation of the honing spindle around the spindle axis is brought about by a rotary drive 186, which is attached next to the headstock and acts on the honing spindle via a chain drive.
- a lifting drive 188 effects the vertical movements of the honing spindle running parallel to the spindle axis when the honing tool 185 is inserted into the bore to be machined or when the honing tool is pulled out of this bore.
- the lifting drive can be controlled during the honing process so that the honing tool executes a vertical back and forth movement within the bore of the workpiece in accordance with the desired honing parameters.
- the honing unit has an infeed system that includes two feed devices that can be operated independently of one another, in order to be able to control honing tools with double expansion if necessary.
- a first infeed device has a first expansion drive 192 with a servo motor, which acts on a push rod running centrally through the honing spindle and can move it axially.
- This push rod is arranged coaxially with the hollow push rod and movable relative to it.
- the hollow push rod belongs to an electromechanical second delivery device with an electromechanical delivery drive 194. Since the construction of double-expanding delivery systems is known per se, a detailed description is omitted here.
- the aforementioned components of the honing unit 180 are mounted on a carriage 200 which is carried by the machine upper part 120.
- the carriage 200 runs on a pair of guide rails 204 which run on the upper side of the machine upper part facing away from the working space 115 and parallel to the x-direction of the machine coordinate system MKS with a lateral spacing from one another. Between the guide rails, there is a recess 124 in the upper part of the machine, through which the honing spindle or a drive rod attached to it is guided downwards into the working space.
- Carriage 200 carries two essentially identical honing units that can work simultaneously. Another carriage is provided on the opposite long side, which also carries two identical honing units. As a result, the honing machine 100 has two honing stations, each with two honing units.
- the honing units with the vertical honing spindles contained therein can be moved as a whole in the horizontal direction parallel to the x-axis of the MKS machine coordinate system by means of the slide. This direction is referred to here as the "longitudinal direction" or "direction of travel”.
- the honing spindles move along a line that runs tangentially to a reference circle 137 that runs centrally to the rotary table axis 134.
- the travel paths are preferably designed so that each honing spindle can approach every hole in a workpiece.
- Horizontal longitudinal movements can also be used to move the honing units to a tool changing device 220 arranged in line with the longitudinal movement.
- a tool changing device with a rotary table magazine with several tool holders is provided.
- FIG. 3 An exemplary embodiment of a honing machine 100 'is explained in which the shuttle carriage 142 is loaded and unloaded via a portal loader 300.
- This has a gripping arm 310 which can be moved horizontally (parallel to the y direction) and vertically (parallel to the z direction), on the lower end of which gripping members 315 for gripping a cylinder crankcase are arranged.
- the gripper arm moves completely outside of the working space 115 of the honing machine.
- the gripper arm can pick up a workpiece to be machined at an entry station (not shown), convey it horizontally to a position above the loading position 140 and then set it down on the shuttle carriage 142. This then takes over the transport of the workpiece from outside into the work space 115.
- the pendulum slide has a lifting drive to place the workpiece from above into a tool holder on the rotary table or to lift it after machining and then to convey it outwards.
- the honing machine 100 'in Fig. 3 has essentially the same structure as the honing machine 100 of FIG Fig. 1 and 2nd . However, there is only one honing unit on one of the slides that can be moved along the long sides 320 mounted so that the honing machine is a three-spindle honing machine. The same applies to the variant in Fig. 4 .
- the honing machine 100 "in Fig. 4 has an internal loading system 400, with which it is possible to pick up a workpiece directly from a pick-up station outside of the work space 115 and place it on the rotary table 130 without using an intermediate shuttle slide.
- the internal loading system 400 has a slide 410 which can be moved horizontally parallel to the y direction and which can be moved along guide rails of a linear guide device 420.
- the carriage 410 carries a vertically movable gripper unit 415.
- the linear guide device extends outwards over the entire narrow side of the honing machine and on one of the long sides (or both long sides) beyond this long side.
- a removal station is provided in the interior of the working space 115 and the workpieces are first brought to this removal station when loading from the outside before they are then placed on the rotary table.
- the implementation between the internal removal station and the rotary table or vice versa for example, by means of a robot, a swivel arm or a step stroke transfer.
- Honing machines of the type shown here allow an extremely flexible design of a wide variety of machining processes, which include one or more honing processes.
- a single honing machine usually has no more than four honing spindles and the internal rotary table transfer.
- the work area 115 below the upper machine part is accessible to an operator from at least three sides.
- the pillars supporting the machine head practically do not hinder lateral accessibility.
- the honing spindles face outwards, i.e. they move in the vicinity of the respective long sides and are therefore very easily accessible from the side.
- the interior of the honing machine, i.e. the work area 115 must not be entered by an operator either during operation or during maintenance work.
- the machine concept is characterized by extremely short idle times for workpiece changes and tool changes.
- Modular honing machines of the type shown here are ideal for linking with identical, similar or other processing machines.
- two or more honing machines in the 1 to 4 shown type with the long sides next to each other in such a way that the charging stations can be approached and operated by the same portal loader. This enables optimal distribution of workpieces and optimal utilization of the individual honing machines.
- Portal conveyors or the internal loading systems can be used as a conveyor system for conveying workpieces to and from the honing machines.
- the loading of the rotary table can take place parallel to the main time with the help of a loading shuttle.
- the pendulum slide itself can be loaded with the help of a linear portal or by a robot or manually. If a loading robot or a linear portal with a cross stroke is available, loading can be carried out directly on the rotary table without a shuttle. If necessary, the traversing axis of the pendulum slide can also be extended.
- the first honing station can be set up for a preliminary honing operation and the second honing station can be set up for a finished honing operation by coupling corresponding honing tools.
- a workpiece to be machined which has been pre-machined using fine boring, for example, is first placed on the pendulum slide and placed on a free workpiece holder. By rotating the rotary table, the workpiece is first moved to the pre-honing station, where two bores are machined simultaneously by pre-honing. To machine the other holes in the workpiece, the slide is then moved through a corresponding travel path so that the honing spindles can then machine the other pair of holes.
- the rotary table is advanced through 180 ° until the pre-honed workpiece reaches the area of the opposite honing unit, where the finished honing takes place in a corresponding manner.
- the workpiece is moved back to the loading position by rotating the rotary table 90 °, where it is picked up by the shuttle carriage and transported to the outside.
- a carriage with two honing units is moved over a long travel path in the direction of the tool magazine, where an automatic tool change is carried out before honing can be continued with new honing tools.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Geometry (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Description
- Die Erfindung bezieht sich auf eine Honmaschine zur Durchführung von Honoperationen an mindestens einer Bohrung in einem Werkstück, insbesondere zur Honbearbeitung von Zylinderbohrungen in einem Zylinderkurbelgehäuse, gemäß dem Oberbegriff von Anspruch 1.
- Das Honen ist ein Zerspanungsverfahren mit geometrisch unbestimmten Schneiden, bei dem ein vielschneidiges Honwerkzeug mit gebundenem Schneidmittel während einer Honoperation in der Bohrung eine aus zwei Komponenten bestehende Arbeitsbewegung ausführt, die zu einer charakteristischen Oberflächenstruktur der bearbeiteten Innenfläche führt, in der Regel mit überkreuzten Bearbeitungsspuren. Die von einer Honspindel einer Honmaschine auf das Honwerkzeug übertragene Arbeitsbewegung besteht daher in der Regel aus einer axial hin- und hergehenden Hubbewegung und einer dieser überlagerten Drehbewegung. Durch Honen sind endbearbeitete Oberflächen herstellbar, die extrem hohen Anforderungen bezüglich Maß- und Formtoleranzen sowie hinsichtlich der Oberflächenstruktur genügen. Dementsprechend werden beispielsweise beim Motorenbau Zylinderlaufflächen, d.h. Innenflächen von Zylinderbohrungen in einem Zylinderkurbelgehäuse (ZKG) oder in einer in ein Zylinderkurbelgehäuse einzubauenden Zylinderhülse, Lagerflächen für Wellen, z.B. in einer Kurbelwellenlagerbohrung, oder die zylindrischen Innenflächen in Pleuelaugen einer Honbearbeitung unterzogen. Auch Lagerflächen an Pleueln, Zahnrädern oder Bauteilen für andere Kraft- und Arbeitsmaschinen, beispielsweise Kompressoren, werden häufig mittels Honen bearbeitet.
- Bei der Bearbeitung von Zylinderlaufflächen werden typischerweise mehrere unterschiedliche, aufeinander folgende Honoperationen durchgeführt, z.B. ein Vorhonen zur Erzeugung der erforderlichen Grundform und ein Fertighonen, mit dem die letztendlich benötigte Oberflächenstruktur erzeugt wird. Durch Messschritte kann der Bearbeitungserfolg überprüft werden.
- Bei der Massenfertigung von Zylinderkurbelgehäusen und anderen durch Honen zu bearbeitenden Werkstücken werden häufig mehrspindlige Honmaschinen eingesetzt, die beispielsweise eine Vorhoneinheit und eine Fertighoneinheit umfassen, wobei ein vorgehontes Werkstück innerhalb der Honmaschine unmittelbar an die Fertighoneinheit übergeben werden kann. Bearbeitungseinrichtungen für weitere Prozesse, wie Messen und Entgraten, können in eine solche Honmaschine integriert sein. Zur Erhöhung der Fertigungskapazität kann eine Honanlage mehrere Honmaschinen in einer mit Hilfe eines Fördersystems verketteten Anordnung enthalten.
- Das deutsche Patent
DE 10 2007 045 619 B4 beschreibt eine Vorrichtung zur Feinbearbeitung von Werkstücken, die insbesondere zum Honen und/oder Feinbohren von Zylinderbohrungen in Zylinderkurbelgehäusen eingerichtet werden kann. Innerhalb eines Moduls mit im Wesentlichen rechteckigen Grundriss sind an zwei einander gegenüberliegenden Längsseiten je ein oder zwei horizontal verschiebbare Bearbeitungseinheiten zum Honen und/oder Feinbohren vorgesehen. Die Bearbeitungseinheiten sollen zur Durchführung aller Honverfahren und auch zum Feinbohren geeignet sein. Ein Modul ist als Kabine mit Seitenwänden entlang der beiden Längsseiten ausgestaltet. Die Bearbeitungseinheiten sind an horizontal verfahrbaren Schlitten befestigt, die entlang von Linearführungen laufen, welche an den einander zugewandten Innenseiten der Seitenwände angebracht sind. Zwischen den die Bearbeitungseinheiten tragenden Seitenwänden befindet sich ein Serviceraum, der für eine Bedienperson durch einen stirnseitigen Zugang erreichbar ist. Die Werkstücke werden durch miteinander fluchtende Portale in den Seitenwänden in jeweilige Bearbeitungsstationen transportiert, an denen sie von den jeweils an der zugeordneten Längsseite angeordneten Bearbeitungseinheiten erreicht werden können. Mit dem Modul sollen möglichst viele unterschiedliche Bearbeitungsverfahren, zumindest aber verschiedene Honverfahren und auch das Feinbohren, ohne Umbau durchgeführt werden können. - Aus der deutschen Patentanmeldung
DE 10 2004 053 503 A1 ist eine Honanlage zur Honbearbeitung von Werkstücken bekannt, die eine Vielzahl von Arbeitsstationen aufweist, die jeweils zur Durchführung mindestens eines Arbeitsschrittes an einem Werkstück konfiguriert sind, wobei mindestens ein Teil der Arbeitsstation als Honstation zur Durchführung mindestens einer Honoperation an einem Werkstück eingerichtet ist. Ein Fördersystem dient zur Förderung von Werkstücken zu den Arbeitsstationen und von den Arbeitsstationen. Jede der Arbeitstationen ist unmittelbar an das Fördersystem angeschlossen. Die Honanlage wird über eine Steuereinrichtung gesteuert. Durch diese Konfiguration ist es möglich, dass jede der Arbeitsstationen unabhängig von Vorgängen an anderen Arbeitsstationen von dem Fördersystem bedient werden kann, um entweder mit einem zu bearbeitenden Werkstück bestückt zu werden oder um ein bearbeitetes Werkstück abzufördern. Die Steuereinrichtung übernimmt in Abhängigkeit von der Verfügbarkeit der einzelnen Arbeitsstationen die Verteilung der Werkstücke und steuert damit den Werkstückfluss durch die Honanlage. Bei Ausfall einer Arbeitsstation oder bei daran durchgeführten Wartungsarbeiten kann der Werkstückfluss umgeleitet werden. Eine solche Honanlage zeichnet sich durch hohe Verfügbarkeit ihrer Bearbeitungskapazität aus. - Die
EP 0 499 653 A1 beschreibt eine Honmaschine mit mehreren Bearbeitungssstationen, in denen Werkstücke gleichzeitig bearbeitet werden können. Zum Transport der Werkstücke zwischen den Berabeitungsstationen ist ein Rundtich vorgesehen. - In der
EP 1 616 665 A1 ist eine Honmaschine beschrieben, bei der ein Maschinenoberteil von zwei Stützen getragen wird. Das Maschinenoberteil trägt einen Schlitten mit einer Honeinheit, die mittels des Schlittens in horizonater Richtung linear verfahrbar ist. Damit kann die Honeinheit zwischen ihrer Bearbeitungsposition und einem im Verfahrbereich der Honeinheit angeordneten Werkzeugmagazin verfahren werden. - Die
US 3,396,493 beschreibt eine Bearbeitungsanlage mit mehreren Honmaschinen, die am Umfang eines Rundtischs umfangsversetzt angeordnet sind. - Der Erfindung liegt die Aufgabe zugrunde, eine Honmaschine bereitzustellen, mit der an einem Werkstück verschiedene Honoperationen und ggf. auch andere Bearbeitungsoperationen in kurzen Taktzeiten möglich sind. Insbesondere soll eine Honmaschine bereitgestellt werden, mit der eine Komplettbearbeitung von Zylinderbohrungen an Zylinderkurbelgehäusen bei möglichst kurzen, nicht für die Bearbeitung verfügbaren Nebenzeiten möglich ist.
- Zur Lösung dieser Aufgabe stellt die Erfindung eine Honmaschine mit den Merkmalen von Anspruch 1 bereit.
- Vorteilhafte Weiterbildungen sind in den abhängigen Ansprüchen angegeben. Der Wortlaut sämtlicher Ansprüche wird durch Bezugnahme zum Inhalt der Beschreibung gemacht.
- Die Maschinenbasis bzw. das Maschinenunterteil der Honmaschine trägt im Randbereich mehrere vertikale Ständer, die wiederum ein Maschinenoberteil tragen, welches mit vertikalem Abstand oberhalb der Maschinenbasis angeordnet ist. Wenn die Maschinenbasis eine im Wesentlichen rechteckige Grundform hat, können die vertikalen Ständer in den Eckbereichen des Rechtecks angeordnet sein. Andere Querschnittsformen der Maschinenbasis sind möglich. Zwischen der Maschinenbasis und dem Maschinenoberteil wird ein Arbeitsraum der Honmaschine gebildet. Der Arbeitraum kann in den Bereichen zwischen den Ständern von der Seite her für einen Bediener zugänglich sein.
- Der auf der Maschinenbasis angeordnete Rundtisch bildet eine maschineninterne Transfereinheit, mit der ein schneller Transfer der Werkstücke zwischen den einzelnen Arbeitsstationen realisiert werden kann. Durch den maschineninternen Rundtischtransfer ist es möglich, mit einer einzigen Ladestation zum Beladen und Entladen der Werkstückaufnahmen auszukommen. Im Gegensatz zu Transfermaschinen ist es also möglich, dass die Werkstücke die Honmaschinen an der gleichen Stelle verlassen, an der sie der Honmaschine zugeführt wurden. Dies erleichtert das Be- und Entladen und insbesondere auch die Ankopplung der Honmaschine an eine externes Fördersystem. Mit Hilfe eines externen Fördersystems kann die Honmaschine bei Bedarf mit anderen Honmaschinen und/oder mit sonstigen Bearbeitungsmaschinen zur Bildung einer Fertigungsanlage verkettet werden.
- Bei der Honmaschine wird mindestens eine Honeinheit von dem Maschinenoberteil getragen. Die Honeinheit ist dabei so positioniert oder positionierbar, dass eine Bohrung eines Werkstücks, welches mit Hilfe des Rundtischs in eine Arbeitsposition bzw. Bearbeitungsposition der Honstation transportiert wurde, mittels eines von der Honspindel getragenen Honwerkzeugs durch Honen bearbeitet werden kann.
- Die um eine vertikale Spindelachse drehbare und parallel zur Spindelachse hin- und her bewegbare Honspindel kann nach unten in den Arbeitsraum hineinragen, während einige oder alle anderen Komponenten der Honeinheit außerhalb des Arbeitsraums oberhalb des Maschinenoberteils angeordnet sein können. Durch die Portalbauweise kann u.a. erreicht werden, dass der seitliche Zugang zum Arbeitsraum durch Komponenten der Honeinheit nicht behindert wird. Zudem stellt sich die Portalbauweise als günstig zur Begrenzung von Maschinenvibrationen während der Bearbeitung heraus.
- Das Maschinenoberteil kann so gestaltet sein, dass es den Arbeitsraum nach oben ähnlich wie ein Deckel weitgehend abschließt. Die oberhalb des Maschinenoberteils angeordneten Komponenten der Honseinheit müssen dann nicht verkleidet sein, da sie zum Arbeitsraum hin durch das Maschinenoberteil z.B. gegen Kühlschmierstoffspritzer geschützt werden.
- Bei manchen Ausführungsformen hat die Maschinenbasis einen rechteckigen Querschnitt mit zwei einander gegenüberliegenden Längsseiten und senkrecht zu verlaufenden Querseiten. Gemäß der beanspruchten Erfindung ist an jeder der Längsseiten eine Honstation angeordnet. Die zu den Honstationen gehörenden Bearbeitungspositionen der Werkstücke können einander diametral zur Rundtischachse gegenüberliegen. Der Rundtisch kann mittig zwischen den Längsseiten angeordnet sein, so dass sich ein symmetrischer Aufbau der Honmaschine mit guter Zugänglichkeit von jeder der Längsseiten ergibt.
- Wenn jede der Honeinheiten eine einzige Honspindel hat, stehen für die Bearbeitung eines Werkstücks zwei nacheinander einsetzbare Honeinheiten zur Verfügung. Es ist auch möglich, dass wenigstens eine Honstation zwei oder mehr Honeinheiten aufweist, die zeitgleich beziehungsweise parallel arbeiten können. An einer solchen Honstation kann eine parallele Bearbeitung von zwei oder mehr Bohrungen eines Werkstücks erfolgen. Sind zwei Honstationen mit jeweils zwei Honeinheiten vorhanden, so stehen insgesamt vier Honeinheiten zur Verfügung, von denen jeweils zwei zeitgleich am gleichen Werkstück arbeiten können. Es besteht somit große Flexibilität hinsichtlich der in der Honmaschine an einem Werkstück durchführbaren Honoperationen, die einstufig oder mehrstufig sein können.
- Da durch die Portalbauweise der Arbeitsraum von Seiten her zugänglich ist, kann die Honmaschine mit sehr kompakten Ausmaßen aufgebaut werden. Der Rundtisch kann dabei dazu benutzt werden, ein Werkstück vom Bereich einer Längsseite zum Bereich der gegenüberliegenden Längsseite zu transportieren. Bei manchen Ausführungsformen hat der Rundtisch einen Durchmesser, der mehr als 60 % oder mehr als 70 % einer in Querrichtung gemessenen Breite der Maschinenbasis beträgt. Insbesondere kann der Durchmesser zwischen ca. 75 % und ca. 95 % dieser Breite liegen. Ein im Vergleich zu den Außenabmessungen der Honmaschine relativ großer Rundtisch erlaubt es, in äußeren Randbereichen der Honmaschine angeordnete Arbeitsstationen zu bedienen, wobei gleichzeitig kompakte Dimensionen der Honmaschine in Querrichtung möglich sind.
- Gleichzeitig ist es aufgrund des (im Vergleich zur Breite der Honmaschine) relativ großen Durchmessers in der Regel dennoch möglich, zusätzlich zu zwei an den Längsseiten angeordneten, diametral gegenüberliegenden Arbeitsstationen noch zwischenliegende Arbeitsstationen einzurichten, die beispielsweise über eine 90°-Drehung des Rundtisches nach einer Honbearbeitung erreicht werden können. Eine weitere Arbeitsstation kann beispielsweise eine Bürsteinheit oder eine andere zur Werkstückbearbeitung eingerichtete Bearbeitungseinheit enthalten. Es ist auch möglich, dass an einer Arbeitsstation eine Messeinrichtung installiert ist, so dass die Arbeitsstation als Messstation ausgelegt ist.
- Bei der beanspruchten Erfindung ist eine Honeinheit an einem Schlitten angebracht, der von dem Maschinenoberteil getragen wird. Der Schlitten ist vorzugsweise an der Oberseite des Maschinenoberteils, also außerhalb des Arbeitsraums angeordnet. Der Schlitten ist horizontal linear entlang einer Verfahrrichtung verfahrbar, welche tangential zu einem zentrisch zur Rundtischachse liegenden Referenzkreis verläuft. Der Radius (Halbmesser) des Referenzkreises kann dabei dem radialen Abstand zwischen der Rundtischachse und einer zu bearbeitenden Bohrung in einem Werkstück entsprechen, das in einer Werkstückaufnahme des Rundtisches aufgenommen ist. Damit kann die Honspindel der Honeinheit durch Verfahren des Schlittens koaxial zu einer zu bearbeitenden Bohrung positioniert werden, aber auch an tangential versetzenden Positionen.
- Bei geeigneter Anordnung eines Zylinderkurbelgehäuses in einer Werkstückaufnahme ist es auch möglich, mit einer Honspindel nacheinander unterschiedliche Bohrungen des Zylinderkurbelgehäuses zur Bearbeitung anzufahren. Um dies zu ermöglichen, ist bei manchen Ausführungsformen eine Werkstückaufnahme zur Aufnahme eines Zylinderkurbelgehäuses mit mehreren in Reihe angeordneten Zylinderbohrungen mit zueinander parallelen Zylinderachsen derart ausgebildet, dass alle Zylinderachsen in einer gemeinsamen Tangentialebene an den Referenzkreis liegen, wenn das Zylinderkurbelgehäuse durch den Rundtisch in einer Bearbeitungsposition positioniert ist.
- Manche Ausführungsformen sind für einen automatischen Werkzeugwechsel ausgelegt, um die Honeinheiten zügig mit unterschiedlichen Honwerkzeugen bestücken zu können, falls beispielsweise beim Verschleiß eines Honwerkzeugs oder aber bei einem Wechsel zwischen unterschiedlichen Honoperationen ein Werkzeugwechsel nötig werden sollte. Hierzu haben manche Ausführungsformen eine Werkzeugwechseleinrichtung mit einem Werkzeugmagazin, das mehrere Bearbeitungswerkzeuge aufnehmen kann. Vorzugsweise ist eine Werkzeugwechseleinrichtung im Arbeitsbereich des linear verfahrbaren Schlittens derart angeordnet, dass die Honeinheit für einen Werkzeugwechsel zwischen der Honstation und der Werkzeugwechseleinrichtung verfahrbar ist.
- Eine der Arbeitsstationen ist als Ladestationen zum Be- und Entladen der Werkstückaufnahme vorgesehen. Aufgrund des Rundtischtransfers reicht eine einzige Ladestation. Die Ladestation ist in manchen Ausführungsformen an einer Querseite der Maschinenbasis angeordnet, so dass eine 90°-Drehung des Rundtisches reicht, um ein Werkstück von der Ladestation zu einer Honstation beziehungsweise von einer Honstation zur Ladestation zu transportieren. Hierdurch ergeben sich extrem kurze Nebenzeiten für den Transport.
- Für die Beladung bzw. Entladung des Rundtischs im Bereich der Ladestation gibt es unterschiedliche Möglichkeiten. Bei manchen Ausführungsformen ist ein Laderoboter oder ein Linearportal mit Querhub vorgesehen, um den Transfer zwischen einer Werkstückaufnahme auf dem Rundtisch und einer externen Fördereinrichtung beziehungsweise in umgekehrter Richtung durchzuführen. Vorzugsweise ist der Ladestation ein Pendelschlitten (shuttle) zugeordnet, der zwischen einer inneren Endposition zum Be- und Entladen des Rundtisches und einer äußeren Endposition außerhalb des durch die Maschinenbasis und des Maschinenoberteils definierten Arbeitsraums der Honmaschine verfahrbar ist. Der Pendelschlitten kann beispielsweise radial zur Rundtischachse linear verfahrbar sein.
- Dadurch, dass die äußere Endposition außerhalb des Arbeitsraums liegt, kann eine Be- und Entladung des Pendelschlittens von oben durchgeführt werden, ohne dass die entsprechenden Ladeeinrichtungen oder Greifeinrichtungen durch das Maschinenoberteil gestört werden. Ein Pendelschlitten kann beispielsweise mit Hilfe eines Linearportals oder durch einen Roboter beladen werden, gegebenenfalls aber auch manuell.
- Mit dem neuen Maschinenkonzept ist es möglich, eine Honmaschine mit gegebenenfalls mehreren Honeinheiten aufzubauen, die kompakte Außenabmessungen hat und sich hervorragend für die Integration in größere Fertigungslinien eignet.
- Diese und weitere Merkmale gehen außer aus den Ansprüchen auch aus der Beschreibung und den Zeichnungen hervor, wobei die einzelnen Merkmale jeweils für sich allein oder zu mehreren in Form von Unterkombinationen bei einer Ausführungsform der Erfindung und auf anderen Gebieten verwirklicht sein und vorteilhafte sowie für sich schutzfähige Ausführungen darstellen können. Ausführungsbeispiele der Erfindung sind in den Zeichnungen dargestellt und werden im Folgenden näher erläutert.
-
-
Fig. 1 zeigt eine schematische Vorderansicht einer Honmaschine gemäß einer Ausführungsform der Erfindung; -
Fig. 2 zeigt eine Draufsicht auf die Honmaschine vonFig. 1 ; -
Fig. 3 zeigt eine Seitenansicht einer Honmaschine gemäß einer Ausführungsform mit externem Portallader; und -
Fig. 4 zeigt eine Seitenansicht einer Honmaschine gemäß einer Ausführungsform mit internem Beladesystem; -
Fig. 1 zeigt eine schematische Seitenansicht einer Honmaschine 100 gemäß einer Ausführungsform der Erfindung.Fig. 2 zeigt die Honmaschine ausFig. 1 in Draufsicht. - Die Honmaschine hat vier unabhängig voneinander steuerbare Honeinheiten und ist dafür eingerichtet, die Zylinderbohrungen von Werkstücken in Form von Zylinderkurbelgehäusen 102 zunächst durch Vorhonen und anschließend durch Fertighonen zu bearbeiten.
- Die Honmaschine hat eine in Draufsicht rechteckige Maschinenbasis 110, die sämtliche mechanische Komponenten der Honmaschine trägt. Auf der Oberseite der Maschinenbasis sind in den Eckbereichen vier vertikale Ständer 112A bis 112D mittels Schrauben befestigt. Jeder der identisch aufgebauten Ständer hat einen quadratischen Querschnitt, ist innen hohl und ist gegenüber der nächstliegenden Ecke der Maschinenbasis leicht nach innen versetzt, wobei der Abstand zur Ecke jeweils geringer ist als die Seitenlänge des quadratischen Querschnitts. Die Ständer tragen ein horizontal ausgerichtetes, verwindungssteifes, plattenförmiges Maschinenoberteil 120, welches eine rechteckige Grundform hat und mit seiner Unterseite 122 auf den Oberseiten der Ständer aufliegt.
- Die in y-Richtung des Maschinenkoordinatensystems MKS gemessene Breite der Maschinenbasis beträgt im Beispielsfall 2400 mm und liegt typischerweise zwischen 2000 mm und 2500 mm. Das Maschinenoberteil hat etwa die gleiche Breite. In Längsrichtung (parallel zur x-Richtung des Maschinenkoordinatensystems) ist das Maschinenoberteil kürzer als die Maschinenbasis, wobei die hinteren Querseiten von Maschinenbasis und Maschinenoberteil vertikal übereinanderstehen, während an der gegenüberliegenden Vorderseite die Maschinenbasis über die Vorderkante des Maschinenoberteils hinaus steht, so dass dieser vorstehende Bereich 114 von oben frei zugänglich ist. Der unterhalb des Maschinenoberteils zwischen diesem und dem Maschinenunterteil liegende quaderförmige Bereich bildet den Arbeitsraum 115 der Honmaschine. Dieser ist nach oben durch das Maschinenoberteil weitgehend abgeschlossen, während er von den Seiten her in den Bereichen zwischen den Ständern 112A bis 112D zugänglich ist.
- Auf der Maschinenbasis ist ein Rundtisch 130 montiert, der mit Hilfe eines unter dem Rundtisch angeordneten Drehantriebs 132 um eine vertikale Rundtischachse 134 unbegrenzt drehbar ist. An der Oberseite des Rundtischs sind vier Werkstückaufnahmen 135 in gleichen Winkelabständen von 90° zueinander und in gleichen radialen Abständen zur Rundtischachse angebracht. Jede Werkstückaufnahme hat Auflageflächen, Indexierelemente und pneumatische Auflagekontrollen und dient zur Aufnahme eines einzelnen Zylinderkurbelgehäuses, welches in der Werkstückaufnahme fest eingespannt wird. Das Zylinderkurbelgehäuse ist dabei so orientiert, dass die zueinander parallelen Zylinderachsen der in Reihe angeordneten Zylinderbohrungen in einer gemeinsamen Tangentialebene 136 an einen Referenzkreis 135 liegen. Bei Ausführungsformen zur Aufnahme von Zylinderkurbelgehäusen für V-Motoren hat eine Werkstückaufnahme noch eine Schwenkeinrichtung.
- Der Rundtisch dient als maschineninternes Transfersystem in der Weise, dass ein in einer Werkstückaufnahme aufgenommenes Werkstück durch Drehung des Rundtisches nacheinander an unterschiedlichen Arbeitsstationen der Honmaschine transportiert werden kann. Die Honmaschine wird in dieser Anmeldung auch als "Rundtischmodul" bezeichnet.
- In der Honmaschine können bei der hier gewählten Aufteilung des Rundtisches mit vier Werkstückaufnahmen insgesamt vier Arbeitsstationen gleichzeitig durch Werkstücke angefahren werden. In der beispielhaft gezeigten Konfiguration werden nur drei Arbeitsstationen genutzt. Mittig an der vorderen Querseite liegt die Ladestation 140, deren Einrichtungen dafür vorgesehen sind, jeweils ein Werkstück von außerhalb des Arbeitsraums 115 zu einer leeren Werkstückaufnahme am Rundtisch zu transportieren und/oder ein zu entladendes Werkstück aus einer Werkstückaufnahme im Inneren des Arbeitsraums nach außen zu transportieren. Für diesen Zweck ist im Beispielsfall ein horizontal verfahrbarer Pendelschlitten (Shuttle) 142 vorgesehen der zwischen einer inneren Endposition im Bereich einer Werkstückaufnahme und einer äußeren Endposition außerhalb des Arbeitsraums 115 linear hin- und her verfahrbar ist. Da die äußere Endposition außerhalb des nach oben vom Maschinenoberteil abgedeckten Arbeitsraums liegt, ist eine Be- und Entladung des Pendelschlittens von oben z.B. mittels eines Portalgreifers möglich (vgl.
Fig. 3 ). - Durch eine Drehung des Rundtisches um 90° im Uhrzeigersinn wird ein aufgenommenes Werkzeug zunächst in eine Bearbeitungsposition an einer ersten Honstation 150 transportiert. Diese befindet sich an einer ersten Längsseite 105 der Honmaschine. Eine weitere Drehung um 90° bringt das Werkstück zu einer nicht bestückten Leerstation in der Mitte zwischen den Längsseiten. Eine weitere Drehung um 90° bringt ein Werkstück in eine Bearbeitungsposition im Bereich einer zweiten Honstation 160, die sich an der der ersten Längsseite gegenüberliegenden zweiten Längsseite 106 befindet. Die Bearbeitungspositionen an den beiden Honstationen liegen einander diagonal zur Rundtischachse gegenüber. Ein weitere 90°-Drehung bringt das Werkstück dann wieder in den Bereich der Ladestation 140.
- Je nach Ausbringung und Aufgabe können auf der Leerstation beispielsweise auch Nachmesseinrichtungen, Bürsteinheiten oder ähnliches angebaut werden.
- Auf dem Rundtisch können weitere Werkzeugaufnahmen und/oder andere Einrichtungen angebracht sein. Bei einer Ausführungsform sind vier weitere Werkzeugaufnahmen jeweils um 45° versetzt zu den gezeigten Werkzeugaufnahmen vorgesehen. Sie sind für die Aufnahme von anders dimensionierten Werkstücken ausgebildet, so dass zwei unterschiedliche Werkstücktypen gleichzeitig aufgespannt und zwischen Beladung und Entladung bearbeitet werden können.
- Jede der Honstationen 150, 160 ist mit zwei im Wesentlichen identisch aufgebauten Honeinheiten ausgestattet, die unabhängig voneinander zeitversetzt oder zeitgleich betrieben werden können. Jede der Honeinheiten hat eine einzelne Honspindel, die mit Hilfe eines Drehantriebs um eine vertikale Spindelachse drehbar und mit Hilfe eines Hubantriebs parallel zur Spindelachse hin und her bewegbar ist. Eine Honeinheit umfasst auch ein Zustellsystem zur radialen Zustellung beziehungsweise zum radialen Zurückziehen von Honelementen, die am Umfang eines von der Honspindel getragenen Honwerkzeugs angeordnet sind. Alle Honeinheiten der Honmaschine werden von dem Maschinenoberteil 120 getragen. Der Aufbau einer Honeinheit wird am Beispiel der Honeinheit 180 (in
Fig. 1 rechts) näher erläutert. - Die Honeinheit 180 umfasst einen Spindelkasten 182, der als Lagerung für die Honspindel 184 dient, die mit vertikaler Spindelachse im Spindelkasten geführt ist. Die Drehung der Honspindel um die Spindelachse wird durch einen Drehantrieb 186 bewirkt, der neben dem Spindelkasten angebracht ist und über einen Kettentrieb auf die Honspindel wirkt. Ein Hubantrieb 188 bewirkt die parallel zur Spindelachse verlaufenden Vertikalbewegungen der Honspindel beim Einführen des Honwerkzeugs 185 in die zu bearbeitende Bohrung bzw. beim Herausziehen des Honwerkzeugs aus dieser Bohrung. Außerdem kann der Hubantrieb während der Honbearbeitung so angesteuert werden, dass das Honwerkzeug innerhalb der Bohrung des Werkstücks eine vertikale Hin- und Herbewegung entsprechend der gewünschten Honparameter ausführt.
- Die Honeinheit hat ein Zustellsystem, das zwei unabhängig voneinander betätigbare Zustelleinrichtungen umfasst, um ggf. Honwerkzeuge mit Doppelaufweitung ansteuern zu können. Eine erste Zustelleinrichtung hat einen ersten Aufweitantrieb 192 mit einem Servomotor, der auf eine zentrisch durch die Honspindel hindurch laufende Druckstange wirkt und diese axial verschieben kann. Diese Druckstange ist innerhalb einer hohlen Druckstange koaxial mit dieser und relativ zu dieser beweglich angeordnet. Die hohle Druckstange gehört zu einer elektromechanischen zweiten Zustelleinrichtung mit einem elektromechanischen Zustellantrieb 194. Da der Aufbau von doppelt aufweitenden Zustellsystemen an sich bekannt ist, wird auf eine detaillierte Beschreibung hier verzichtet.
- Die genannten Komponenten der Honeinheit 180 sind auf einem Schlitten 200 montiert, der von dem Maschinenoberteil 120 getragen wird. Der Schlitten 200 läuft auf einem Paar von Führungsschienen 204, die an der dem Arbeitsraum 115 abgewandten Oberseite des Maschinenoberteils parallel zur x-Richtung des Maschinenkoordinatensystems MKS mit lateralem Abstand zueinander verlaufen. Zwischen den Führungsschienen befindet sich in dem Maschinenoberteil eine in x-Richtung verlaufende Ausnehmung 124, durch die die Honspindel bzw. eine daran angebrachte Antriebsstange nach unten in den Arbeitsraum hineingeführt ist. Der Antrieb für die Schlittenbewegung erfolgt über einen Servomotor, der eine parallel zu den Führungsschienen verlaufende Kugelrollspindel 206 antreibt, auf der eine Spindelmutter sitzt, die an der Unterseite der Grundplatte 202 des Schlittens befestigt ist. Die Grundplatte erstreckt sich horizontal über den Bereich der Kugelrollspindel hinaus und dient somit als Abdeckung für diese. Bei dem Ausführungsbeispiel von
Fig. 1 trägt der Schlitten 200 zwei im Wesentlichen identisch ausgebildete Honeinheiten die zeitgleich arbeiten können. An der gegenüberliegenden Längsseite ist ein weiterer Schlitten vorgesehen, der ebenfalls zwei identische Honeinheiten trägt. Dadurch hat die Honmaschine 100 zwei Honstationen mit jeweils zwei Honeinheiten. - Die Honeinheiten mit den darin enthaltenen vertikalen Honspindeln sind mittels des Schlittens als Ganzes in horizontaler Richtung parallel zur x-Achse des Maschinenkoordinatensystems MKS verfahrbar. Diese Richtung wird hier als "Längsrichtung" oder "Verfahrrichtung" bezeichnet. Die Honspindeln bewegen sich dabei entlang einer Linie, die tangential zu einem zentrisch zur Rundtischachse 134 verlaufenden Referenzkreis 137 verläuft. Die Verfahrwege sind vorzugsweise so ausgelegt, dass jede Honspindel jede Bohrung eines Werkstücks anfahren kann. Dadurch ist es möglich, ohne Verlagerung des Werkstücks an einem Werkstück zunächst eine erste Bohrung zu bearbeiten, die Honspindel dann zurückzuziehen, die Honeinheit als Ganzes in einer Längsbewegung parallel zur x-Richtung zu verfahren und koaxial zu einer danach zu bearbeitenden zweiten Bohrung zu positionieren, um mit der gleichen Honeinheit die zweite Bohrung zu bearbeiten.
- Horizontale Längsbewegungen können auch dazu genutzt werden, die Honeinheiten zu einer in Linie mit der Längsbewegung angeordneten Werkzeugwechseleinrichtung 220 zu verfahren. Für jedes Paar von Honspindeln bzw. für jede Längsseite der Honmaschine ist eine Werkzeugwechseleinrichtung mit einem Rundtisch-Magazin mit mehreren Werkzeugaufnahmen vorgesehen.
- Für das Be- und Entladen des Rundtischs gibt es unterschiedliche Möglichkeiten. Anhand von
Fig. 3 wird ein Ausführungsbeispiel einer Honmaschine 100' erläutert, bei dem der Pendelschlitten (shuttle) 142 über einen Portallader 300 be- und entladen wird. Dieser hat einen horizontal (parallel zur y-Richtung) und vertikal (parallel zur z-Richtung) verfahrbare Greifarm 310, an dessen unterem Ende Greiforgane 315 zum Greifen jeweils eines Zylinderkurbelgehäuses angeordnet sind. Der Greifarm bewegt sich komplett außerhalb des Arbeitsraums 115 der Honmaschine. Der Greifarm kann ein zu bearbeitendes Werkstück an einer nicht gezeigten Eingangsstation abholen, bis in eine Position oberhalb der Ladeposition 140 horizontal fördern und dann nach unten auf den Pendelschlitten 142 absetzen. Dieser übernimmt dann den Transport des Werkstücks von außerhalb in den Arbeitsraum 115 hinein. Der Pendelschlitten hat einen Hubantrieb, um das Werkstück von oben in eine Werkzeugaufnahme auf den Rundtisch abzusetzen bzw. nach Abschluss der Bearbeitung anzuheben und dann nach außen zu befördern. - Die Honmaschine 100' in
Fig. 3 hat im Wesentlichen den gleichen Aufbau wie die Honmaschine 100 derFig. 1 und2 . Allerdings ist auf einem der entlang der Längsseiten verfahrbaren Schlitten nur eine Honeinheit 320 montiert, so dass die Honmaschine eine drei-spindlige Honmaschine ist. Entsprechendes gilt für die Variante inFig. 4 . - Als Alternative zu einem externen Be- und Entladungssystem mit einem Portallader oder dergleichen ist es auch möglich, die auch als "Rundtischmodul" bezeichnete Honmaschine mit einem internen Beladesystem auszustatten. Die Honmaschine 100" in
Fig. 4 hat ein internes Beladesystem 400, mit dem es möglich ist, ohne Verwendung eines zwischengeschalteten Pendelschlittens ein Werkstück direkt von einer Abholstation außerhalb des Arbeitsraums 115 abzuholen und auf dem Rundtisch 130 abzusetzen. Das interne Beladesystem 400 hat einen horizontal parallel zur y-Richtung verfahrbaren Schlitten 410, der entlang von Führungsschienen einer Linearführungseinrichtung 420 verfahren werden kann. Diese ist als Einheit unterhalb des Maschinenoberteils 120 an den Innenseiten der Säulen 112C, 112D an der dem Werkzeugwechsler abgewandten Seite der Honmaschine montiert. Der Schlitten 410 trägt eine vertikal verfahrbare Greifereinheit 415. Die Linearführungseinrichtung erstreckt sich über die gesamte Schmalseite der Honmaschine und auf einer der Längsseiten (oder beiden Längsseiten) über diese Längsseite hinaus nach außen. Dadurch kann das interne Beladesystem das zu bearbeitende Werkstück außerhalb des Rundtischmoduls von einer Entnahmestation abholen und in die Beladestation des Rundtischs transportieren. In entsprechender Weise werden fertig bearbeitete Werkstücke vom Rundtisch aufgenommen und nach außen transportiert. - Es ist auch möglich, mit einer Abholung von Werkstücken innerhalb des Rundtischmoduls zu arbeiten. Bei solchen Ausführungsformen ist im Inneren des Arbeitsraums 115 eine Entnahmestation vorgesehen und die Werkstücke werden beim Beladen von außen zunächst auf diese Entnahmestation gebracht, bevor sie dann auf den Rundtisch abgesetzt werden. Die Umsetzung zwischen interner Entnahmestation und Rundtisch bzw. umgekehrt kann beispielsweise mittels eines Roboters, eines Schwenkarms oder eines Schritthubtransfers erfolgen.
- Honmaschinen der hier gezeigten Art erlauben eine äußerst flexible Gestaltung unterschiedlichster Bearbeitungsprozesse, die ein oder mehrere Honbearbeitungen einschließen. Eine einzige Honmaschine hat in der Regel nicht mehr als vier Honspindeln und den internen Rundtischtransfer. Der Arbeitsraum 115 unterhalb des Maschinenoberteils ist von mindestens drei Seiten für einen Bediener zugänglich. Die das Maschinenoberteil stützenden Säulen behindern die seitliche Zugänglichkeit praktisch nicht. Bei den Honstationen sind die Honspindeln jeweils nach außen gewandt, bewegen sich also in der Nähe der jeweiligen Längsseiten und sind daher sehr gut von der Seite her zugänglich. Der Innenraum der Honmaschine, d.h. der Arbeitsraum 115, muss von einem Bediener weder im Betrieb noch bei Wartungsarbeiten betreten werden. Das Maschinenkonzept zeichnet sich durch extrem kurze Nebenzeiten für Werkstückwechsel und Werkzeugwechsel aus.
- Modular aufgebaute Honmaschinen der hier gezeigten Art, d.h. Rundtischmodule, eignen sich hervorragend zur Verkettung mit identischen, ähnlichen oder anderen Bearbeitungsmaschinen. Beispielsweise können zwei oder mehr Honmaschinen der in den
Fig. 1 bis 4 gezeigten Art mit den Längsseiten nebeneinander derart aufgebaut werden, dass die Ladestationen durch den gleichen Portallader angefahren und bedient werden können. Hierdurch sind eine optimale Verteilung von Werkstücken und eine optimale Auslastung der einzelnen Honmaschinen möglich. - Als Fördersystem zur Förderung von Werkstücken zu den Honmaschinen und von den Honmaschinen können beispielsweise Portallader oder auch die interne Beladesysteme genutzt werden. Die Beladung des Rundtischs kann mit Hilfe eines Ladeshuttles hauptzeitparallel erfolgen. Der Pendelschlitten selbst kann mit Hilfe eines Linearportals oder aber auch durch einen Roboter oder manuell beladen werden. Falls ein Laderoboter oder ein Linearportal mit Querhub zur Verfügung steht, kann ohne Shuttle direkt auf den Rundtisch geladen werden. Im Bedarfsfall kann die Verfahrachse des Pendelschlittens auch verlängert werden.
- Mit Hilfe der Honmaschine sind unterschiedliche Honprozesse ohne weiteres realisierbar. Beispielsweise kann die erste Honstation für eine Vorhonoperation und die zweite Honstation für eine Fertighonoperation eingerichtet sein, indem entsprechende Honwerkzeuge angekoppelt werden. Ein zu bearbeitendes Werkstück, das beispielsweise mittels Feinbohren vorbearbeitet wurde, wird zunächst auf dem Pendelschlitten abgesetzt und von diesem auf einer freien Werkstückaufnahme abgesetzt. Durch Drehung des Rundtischs wird das Werkstück dann zunächst zur Vorhonstation gefahren, wo jeweils zwei Bohrungen zeitgleich durch Vorhonen bearbeitet werden. Zur Bearbeitung der anderen Bohrungen des Werkstücks wird der Schlitten dann um einen entsprechenden Verfahrweg verfahren, so dass die Honspindeln dann das andere Paar von Bohrungen bearbeiten können. Nach Abschluss der Vorhonbearbeitung wird der Rundtisch um 180° weitergeschaltet, bis das vorgehonte Werkstück in den Bereich der gegenüberliegenden Honeinheit gelangt, wo dann auf entsprechende Weise die Fertighonbearbeitung stattfindet. Nach Abschluss der Fertighonbearbeitung wird das Werkstück durch 90°-Drehung des Rundtischs zur Ladeposition zurückbewegt, wo es vom Pendelschlitten aufgenommen und nach außen transportiert wird.
- Für eventuell erforderliche Werkzeugwechsel wird ein Schlitten mit zwei Honeinheiten über einen langen Verfahrweg in Richtung des Werkzeugmagazins gefahren, wo ein automatischer Werkzeugwechsel durchgeführt wird, bevor die Honbearbeitung mit neuen Honwerkzeugen fortgesetzt werden kann.
Claims (13)
- Honmaschine (100, 100', 100") zur Durchführung von Honoperationen an mindestens einer Bohrung in einem Werkstück (102), insbesondere zur Honbearbeitung von Zylinderbohrungen in einem Zylinderkurbelgehäuse, mit:einer Maschinenbasis (110); undeinem auf der Maschinenbasis angeordneten Rundtisch (130), der um eine vertikale Rundtischachse (134) drehbar ist und mehrere Werkstückaufnahmen (135) aufweist, die mit radialem Abstand zur Rundtischachse in Umfangsrichtung zueinander versetzt derart angeordnet sind, dass ein in einer Werkstückaufnahme aufgenommenes Werkstück durch Drehung des Rundtischs nacheinander an unterschiedliche Arbeitsstationen (140, 150, 160) der Honmaschine transportierbar ist;gekennzeichnet durchmehrere im Randbereich der Maschinenbasis angeordnete vertikale Ständer (112A bis 112D); undein von den Ständern getragenes Maschinenoberteil (120), das mit Abstand oberhalb der Maschinenbasis angeordnet ist;wobei die Honmaschine an zwei einander gegenüber liegenden Längsseiten (105, 106) jeweils eine Arbeitsstation aufweist, die als Honstation ausgebildet und mindestens eine von dem Maschinenoberteil (120) getragene Honeinheit (180) aufweist, welche eine Honspindel hat, die um eine vertikale Spindelachse drehbar und parallel zur Spindelachse hin und her bewegbar ist;wobei die Honeinheit an einem horizontal verfahrbaren Schlitten (200) angebracht ist, der von dem Maschinenoberteil (120) getragen wird,wobei der Schlitten (200) linear entlang einer Verfahrrichtung verfahrbar ist, welche tangential zu einem zentrisch zur Rundtischachse liegenden Referenzkreis (137) verläuft.
- Honmaschine nach Anspruch 1, dadurch gekennzeichnet, dass der Schlitten an der Oberseite des Maschinenoberteils außerhalb des Arbeitsraums (115) angeordnet ist.
- Honmaschine nach Anspruch 1, oder 2, dadurch gekennzeichnet, dass im Arbeitsbereich des Schlittens (200) eine Werkzeugwechseleinrichtung (220) derart angeordnet ist, dass die Honeinheit für einen Werkzeugwechsel zwischen der Honstation und der Werkzeugwechseleinrichtung verfahrbar ist.
- Honmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass zwischen der Maschinenbasis (110) und dem Maschinenoberteil (120) ein Arbeitsraum (115) der Honmaschine gebildet wird, wobei das Maschinenoberteil den Arbeitsraum nach oben derart abschließt, dass oberhalb des Maschinenoberteils angeordnete Komponenten der Honeinheit zum Arbeitsraum hin durch das Maschinenoberteil geschützt sind, wobei vorzugsweise der Arbeitsraum (112) in Bereichen zwischen den Ständern (112A bis 112D) von der Seite her für einen Bediener zugänglich ist.
- Honmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Maschinenbasis (110) einen rechteckigen Querschnitt mit zwei einander gegenüberliegenden Längsseiten (105, 106) und senkrecht zu verlaufenden Querseiten aufweist.
- Honmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Maschinenbasis (110) einen rechteckigen Querschnitt mit zwei einander gegenüberliegenden Längsseiten (105, 106) und senkrecht zu verlaufenden Querseiten aufweist, wobei der Rundtisch (130) mittig zwischen den Längsseiten (105, 106) angeordnet ist.
- Honmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Rundtisch einen Durchmesser hat, der mehr als 60% einer in Querrichtung gemessenen Breite der Maschinenbasis beträgt, wobei der Durchmesser vorzugsweise zwischen 70 % und 90 % dieser Breite beträgt.
- Honmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass wenigstens eine Honstation zwei oder mehr Honeinheiten aufweist, die zeitgleich arbeiten können, wobei vorzugsweise zwei Honstationen (150, 160) mit jeweils zwei Honeinheiten vorgesehen sind.
- Honmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass eine Werkstückaufnahme zur Aufnahme eines Zylinderkurbelgehäuses (102) mit mehreren in Reihe angeordneten Zylinderbohrungen mit zueinander parallelen Zylinderachsen derart ausgebildet ist, dass alle Zylinderachsen in einer gemeinsamen Tangentialebene (136) an den Referenzkreis (137) liegen, wenn das Zylinderkurbelgehäuse durch den Rundtisch in einer Bearbeitungsposition positioniert ist.
- Honmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass eine der Arbeitsstationen eine Ladestation (140) zum Beladen und Entladen des Rundtischs (130) ist, wobei die Ladestation vorzugsweise an einer Querseite der Maschinenbasis angeordnet ist.
- Honmaschine nach Anspruch 10, dadurch gekennzeichnet, dass der Ladestation ein Pendelschlitten (142) zugeordnet ist, der zwischen einer inneren Endposition zum Be- und Entladen des Rundtischs und einer äußeren Endposition außerhalb des durch die Maschinenbasis und das Maschinenoberteil definierten Arbeitsraums (115) der Honmaschine verfahrbar ist.
- Fertigungsanlage, insbesondere zur Bearbeitung von Zylinderkurbelgehäusen, mit mehreren Bearbeitungsmaschinen zur Bearbeitung eines Werkstücks und mit einem Fördersystem zur Förderung von Werkstücken zu den Bearbeitungsmaschinen und von den Bearbeitungsmaschinen,
dadurch gekennzeichnet, dass
mindestens eine der Bearbeitungsmaschinen eine Honmaschine nach einem der Ansprüche 1 bis 11 ist. - Fertigungsanlage nach Anspruch 12, dadurch gekennzeichnet, dass für eine Beladung und Entladung des Rundtischs (130) im Bereich einer Ladestation (140) der Honmaschine mindestens eine der folgenden Einrichtungen vorgesehen ist:ein Pendelschlitten (142), der zwischen einer inneren Endposition zum Be- und Entladen des Rundtisches und einer äußeren Endposition außerhalb des Arbeitsraums (115) der Honmaschine verfahrbar ist;ein Portallader (300) mit einem horizontal und vertikal verfahrbaren Greifarm (310), der sich komplett außerhalb des Arbeitsraums 115 der Honmaschine bewegt;ein internes Beladesystem (400), das dafür eingerichtet ist, ein Werkstück direkt von einer Abholstation außerhalb des Arbeitsraums (115) abzuholen und auf dem Rundtisch (130) abzusetzen;ein Laderoboter;ein Linearportal mit Querhub.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102012201730A DE102012201730A1 (de) | 2012-02-06 | 2012-02-06 | Honmaschine mit mehreren Arbeitsstationen |
| PCT/EP2013/051913 WO2013117482A1 (de) | 2012-02-06 | 2013-01-31 | Honmaschine mit mehreren arbeitsstationen und rundtisch |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2812152A1 EP2812152A1 (de) | 2014-12-17 |
| EP2812152B1 true EP2812152B1 (de) | 2020-05-13 |
Family
ID=47678760
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13702991.4A Active EP2812152B1 (de) | 2012-02-06 | 2013-01-31 | Honmaschine mit mehreren arbeitsstationen und rundtisch |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2812152B1 (de) |
| JP (1) | JP6097312B2 (de) |
| DE (4) | DE102012201730A1 (de) |
| WO (1) | WO2013117482A1 (de) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103639882B (zh) * | 2013-12-10 | 2017-01-04 | 苏州信能精密机械有限公司 | 一种新型高精高效立式珩磨机 |
| CN103624672B (zh) * | 2013-12-10 | 2016-08-10 | 苏州信能精密机械有限公司 | 智能化高精高效立式全自动珩磨机 |
| DE102014223887B4 (de) * | 2014-11-24 | 2022-07-28 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Be- und Entladesystem sowie Fertigungsanlage mit Be- und Entladesystem |
| CN104551975B (zh) * | 2014-12-02 | 2017-04-26 | 浙江安统汽车部件有限公司 | 立式研磨机及研磨方法 |
| DE202015009036U1 (de) * | 2015-05-06 | 2016-07-25 | Gehring Technologies Gmbh | Honmaschine mit einem Maschinengestell und mindestens zwei beidseits des Maschinengestells angeordneten Einheiten |
| DE102015215624A1 (de) * | 2015-08-17 | 2017-02-23 | Schaeffler Technologies AG & Co. KG | Verfahren zur Herstellung von Lagerkomponenten mittels einer Fertigungsstraße, Fertigungsstraße und Fertigungsanlage |
| CN105108641A (zh) * | 2015-09-15 | 2015-12-02 | 重庆维庆液压机械有限公司 | 珩磨机辅助工作台 |
| DE102016201456A1 (de) | 2016-02-01 | 2017-08-03 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Honmaschine mit mehreren Arbeitsstationen |
| DE202016002857U1 (de) | 2016-04-04 | 2016-05-19 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Honmaschine mit mehreren Arbeitsstationen |
| DE102016221777A1 (de) | 2016-11-07 | 2018-05-09 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Honmaschine mit mehreren Arbeitsstationen |
| CN108098573B (zh) * | 2017-12-15 | 2020-03-17 | 浙江敏宇新材料股份有限公司 | 一种塑料制品加工装置 |
| DE102018213131B4 (de) | 2018-08-06 | 2024-08-14 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Bearbeitungssystem zur spanenden Bearbeitung von Werkstücken mit Bohrung |
| DE202018006679U1 (de) | 2018-08-06 | 2022-01-26 | Nagel Maschinen- und Werkzeugfabrik Gesellschaft mit beschränkter Haftung. | Bearbeitungssystem zur spanenden Bearbeitung von Werkstücken mit Bohrung |
| DE102019113032A1 (de) * | 2019-05-17 | 2020-11-19 | Gehring Technologies Gmbh | Vorrichtung zur Honbearbeitung |
| DE102019210548B4 (de) * | 2019-07-17 | 2026-04-09 | Kadia Produktion Gmbh + Co. | Honmaschine |
| DE102019218038B4 (de) * | 2019-11-22 | 2024-01-18 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Honmaschine mit mehreren Arbeitsstationen und Fertigungsanlage |
| CN111451915A (zh) * | 2020-04-20 | 2020-07-28 | 苏州万祥科技股份有限公司 | 一种金属框架加工用表面抛光除杂装置 |
| DE102021203483A1 (de) | 2021-04-08 | 2022-10-13 | Nagel Maschinen- und Werkzeugfabrik Gesellschaft mit beschränkter Haftung. | Messsystem zum Messen von Bohrungen sowie Feinbearbeitungsmaschine mit Messsystem |
| CN113500446B (zh) * | 2021-08-10 | 2024-12-24 | 广东圣特斯数控设备有限公司 | 一种用于曲轴存放位置自动转移的数控机床 |
| CN114178976B (zh) * | 2021-11-15 | 2024-07-09 | 苏州信能精密机械有限公司 | 立式珩磨自动化夹具 |
| CN114850580A (zh) * | 2022-05-23 | 2022-08-05 | 浙江昊龙电气有限公司 | 气缸网纹自动加工设备 |
| CN115635318A (zh) * | 2022-11-25 | 2023-01-24 | 雄名航空科工(芜湖)股份有限公司 | 一种圆弧端齿切削打磨一体设备 |
| CN116494095B (zh) * | 2023-06-12 | 2026-01-13 | 湖北宇星水钻饰品有限公司 | 无粉尘高速水钻磨抛机 |
| CN116787260A (zh) * | 2023-08-11 | 2023-09-22 | 芜湖三花制冷配件有限公司 | 一种弯管储液器打磨设备 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3396493A (en) * | 1964-09-28 | 1968-08-13 | Nat Automatic Tool Co | Work-sensing fixture and control system therefor |
| EP0499653B1 (de) * | 1991-02-16 | 1995-08-23 | Maschinenfabrik Gehring GmbH & Co. | Maschine, insbesondere Honmaschine, zur messgesteuerten Bearbeitung von Werkstücken |
| JP3985998B2 (ja) * | 2001-12-28 | 2007-10-03 | 森精機興産株式会社 | 複合加工用工作機械 |
| JP2004157985A (ja) * | 2002-09-09 | 2004-06-03 | Nisshin Seisakusho:Kk | 自動機械加工システムの加工セルおよび自動ホーニングシステム |
| DE102004031922A1 (de) * | 2004-06-23 | 2006-01-19 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Vorrichtung und Verfahren zum automatisierten Wechseln von Honwerkzeugen |
| DE102004053503B4 (de) | 2004-10-27 | 2015-06-18 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Honanlage mit mehreren Arbeitsstationen |
| DE102007016270B4 (de) * | 2007-04-04 | 2009-08-13 | Witzig & Frank Gmbh | Werkzeugmaschine |
| DE102007045619B4 (de) * | 2007-09-17 | 2010-06-10 | Gehring Technologies Gmbh | Vorrichtung zur Feinbearbeitung von Werkstücken |
| DE202011003069U1 (de) * | 2011-02-17 | 2011-04-28 | Kadia Produktion Gmbh + Co. | Vorrichtung zur mechanischen Oberflächenbearbeitung von Werkstücken |
-
2012
- 2012-02-06 DE DE102012201730A patent/DE102012201730A1/de not_active Ceased
-
2013
- 2013-01-31 DE DE202013012303.6U patent/DE202013012303U1/de not_active Expired - Lifetime
- 2013-01-31 WO PCT/EP2013/051913 patent/WO2013117482A1/de not_active Ceased
- 2013-01-31 DE DE202013012445.8U patent/DE202013012445U1/de not_active Expired - Lifetime
- 2013-01-31 JP JP2014555205A patent/JP6097312B2/ja not_active Expired - Fee Related
- 2013-01-31 EP EP13702991.4A patent/EP2812152B1/de active Active
- 2013-03-31 DE DE202013012320.6U patent/DE202013012320U1/de not_active Expired - Lifetime
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| DE202013012303U1 (de) | 2016-02-05 |
| DE202013012445U1 (de) | 2016-11-09 |
| DE202013012320U8 (de) | 2016-05-12 |
| DE102012201730A1 (de) | 2013-08-08 |
| JP6097312B2 (ja) | 2017-03-15 |
| EP2812152A1 (de) | 2014-12-17 |
| WO2013117482A1 (de) | 2013-08-15 |
| JP2015506852A (ja) | 2015-03-05 |
| DE202013012320U1 (de) | 2016-03-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2812152B1 (de) | Honmaschine mit mehreren arbeitsstationen und rundtisch | |
| DE102016205537B4 (de) | Honmaschine mit mehreren Arbeitsstationen und Fertigungsanlage damit | |
| EP3535092B1 (de) | Honmaschine mit mehreren arbeitsstationen | |
| EP1871570B1 (de) | Fertigungslinie zur flexiblen bearbeitung von werkstücken | |
| EP0908269B1 (de) | Werkzeugmaschinengruppe mit zwei einander gegenüberstehenden Bearbeitungseinheiten | |
| EP0673711A1 (de) | Handhabungssystem | |
| EP3641972B1 (de) | Bewegungssystem und verzahnungsmaschine | |
| EP0967038B1 (de) | Vorrichtung zum spanabhebenden Bearbeiten von Werkstücken | |
| DE102018206510A1 (de) | Werkzeugmaschine | |
| DE102014223887B4 (de) | Be- und Entladesystem sowie Fertigungsanlage mit Be- und Entladesystem | |
| EP0612278B1 (de) | Mehrspindel-drehmaschine | |
| DE19803563C1 (de) | Werkzeugmaschine, insbesondere Drehmaschine mit wenigstens einer hängend angeordneten horizontalen Arbeitsspindel | |
| DE102011013253B4 (de) | Beladeeinrichtung für eine Vertikaldrehmaschine | |
| EP3117954B1 (de) | Bearbeitungsmaschine mit werkstückbeladeeinrichtung | |
| DE102018213131A1 (de) | Bearbeitungssystem zur spanenden Bearbeitung von Werkstücken mit Bohrung | |
| DE10058627A1 (de) | Drehmaschine | |
| EP1768817A2 (de) | Flexible transfermaschine mit beweglichen werkstückträgern | |
| DE19948822A1 (de) | Vorrichtung zur Bearbeitung von Werkstücken sowie Verfahren zur Bearbeitung von Werkstücken unter Verwendung einer solchen Vorrichtung | |
| WO2017220339A1 (de) | Multifunktionales bearbeitungszentrum | |
| DE102019218038B4 (de) | Honmaschine mit mehreren Arbeitsstationen und Fertigungsanlage | |
| EP3999279B1 (de) | Honmaschine | |
| DE102008024397A1 (de) | Wandelbares Produktionssystem und Transfermodul hierzu | |
| EP4706883A1 (de) | Bearbeitungszentrum zur mechanischen bearbeitung von werkstücken | |
| DE8418827U1 (de) | Werkstueckhandhabungseinrichtung fuer mehrspindel-drehautomaten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140812 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20180705 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200109 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502013014708 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1269626 Country of ref document: AT Kind code of ref document: T Effective date: 20200615 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200914 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200913 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200813 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200814 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200813 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502013014708 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20210216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1269626 Country of ref document: AT Kind code of ref document: T Effective date: 20210131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20130131 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230523 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502013014708 Country of ref document: DE Owner name: NAGEL TECHNOLOGIES GMBH, DE Free format text: FORMER OWNER: NAGEL MASCHINEN- UND WERKZEUGFABRIK GMBH, 72622 NUERTINGEN, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20260108 Year of fee payment: 14 |