EP2868802A1 - Agencement dans une ligne de production de toile fibreuse et procédé associé - Google Patents
Agencement dans une ligne de production de toile fibreuse et procédé associé Download PDFInfo
- Publication number
- EP2868802A1 EP2868802A1 EP20130191045 EP13191045A EP2868802A1 EP 2868802 A1 EP2868802 A1 EP 2868802A1 EP 20130191045 EP20130191045 EP 20130191045 EP 13191045 A EP13191045 A EP 13191045A EP 2868802 A1 EP2868802 A1 EP 2868802A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- nozzles
- fiber web
- treatment substance
- adjustable
- closable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H23/00—Processes or apparatus for adding material to the pulp or to the paper
- D21H23/02—Processes or apparatus for adding material to the pulp or to the paper characterised by the manner in which substances are added
- D21H23/22—Addition to the formed paper
- D21H23/50—Spraying or projecting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B1/00—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means
- B05B1/14—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means with multiple outlet openings; with strainers in or outside the outlet opening
- B05B1/20—Perforated pipes or troughs, e.g. spray booms; Outlet elements therefor
- B05B1/202—Perforated pipes or troughs, e.g. spray booms; Outlet elements therefor comprising inserted outlet elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/02—Arrangements for controlling delivery; Arrangements for controlling the spray area for controlling time, or sequence, of delivery
- B05B12/04—Arrangements for controlling delivery; Arrangements for controlling the spray area for controlling time, or sequence, of delivery for sequential operation or multiple outlets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/14—Arrangements for controlling delivery; Arrangements for controlling the spray area for supplying a selected one of a plurality of liquids or other fluent materials or several in selected proportions to a spray apparatus, e.g. to a single spray outlet
Definitions
- the invention relates to an arrangement of a fiber web production line and to a method in a fiber web production line. Especially the invention relates to an arrangement and to a method of a coating or sizing section of a fiber web production line, in which section the coating or sizing medium is applied on the fiber web by spray means. More especially the invention relates to an arrangement according to the preamble part of claim 1 and to a method according to the preamble part of claim 10.
- a typical production and treatment line comprises a head box, a wire section and a press section as well as a subsequent drying section and a reel-up.
- the production and treatment line can further comprise other devices and sections for finishing the fiber web, for example, a sizer, a calender, a coating section.
- the production and treatment line typically also comprises a reel-up and at least one winder for winding customer rolls as well as at least one roll packaging apparatus.
- sizing is used to alter the properties of a fiber web by adding sizing agents (sizing medium), for example glue chemicals.
- Sizing can be divided to internal sizing and surface sizing.
- internal sizing the sizing agent is added to pulp in the wet end of the fiber web machine before forming.
- surface sizing the sizing agent is added onto the surface of the fiber web at the dry end of the fiber web machine.
- a coating in production of fiber webs, for example of paper or board webs, in coating, especially the surface of a fiber web is formed with a layer of coating color (coating medium) at a coating station followed by drying.
- the formation of a coating in direct coating applications can be divided in supplying the coating color onto the web surface, which is called the application of the coating color, as well as in the adjustment of final amount of coating color.
- the adjustment of the color amount is controlled already when supplying the color.
- the coating or the sizing of a fiber web typically utilizes a coating device - a coater - or a sizing device - a sizer, which together with for example drying devices following the coater/sizer form the coating / sizing section of a fiber web production line.
- a coating device - a coater - or a sizing device - a sizer which together with for example drying devices following the coater/sizer form the coating / sizing section of a fiber web production line.
- different kinds of application technology for application of the coating or the sizing medium on the fiber web are employed in prior art arrangements, for example curtain technology or blade application technology or rod application technology or air brush application technology or spray application technology.
- the present invention relates to spray application technology.
- WO publication 2006/058961 A1 a method and arrangement for processing a paper or board web or similar fiber web.
- a processing mixture is applied on the surface of the web with spray nozzles.
- WO publication 02/072953 is disclosed an assembly for treating a moving web of paper of board with web treatment substance which assembly comprises an application chamber located in at close vicinity of the moving web and facing the web and at least one linear nozzle array incorporating at least one nozzle for spraying the web treatment substance on the web.
- FI utility model registration 9401 is disclosed a device for treating a fiber web, which comprises an application device, in particular a spraying device, for applying treatment substance on a moving fiber web.
- the coating and sizing units can be located in different positions in the fiber web production line, for example at a wire section, or at a press section, or at a drying section comprising drying cylinders. However, the typical location is after the pre-dryer section, when the web moisture is typically between 2-12 %.
- Typical flow amount window for a nozzle in pressure range 3-12 bar is set point ⁇ 30 %.
- Typical sizing amount as dry for wood-free copy and special papers is 0.5-1.5 g/m 2 and for different board grades 1-3 g/m 2 .
- nozzles or nozzle units of a spray coating or sizing unit are used, which are as known from prior art attached to a distributor pipe that extends in cross direction over the width of the fiber web and that delivers the treatment substance to the nozzles, which are located at cross direction of the web at a distance to each other such that desired coverage of the treatment substance on the fiber web is achieved.
- the nozzles in prior art arrangements operate on continuous bases as long as treatment substance is supplied from the distribution pipe and the amount of treatment substance supply is defined by feed pressure and selection of nozzle size.
- the coverage of one nozzle is typically 300 mm at horizontal axis.
- the nozzles With 50 mm distribution of the nozzles a six-fold coverage is achieved, when the nozzles are at angle and thereby the applied treatment substance spray is not disturbed by side by side at intervals located nozzles.
- the nozzles near and/or next to the edges of the fiber web also apply treatment substance over the edges of the fiber web in order to achieve full coverage in the whole width i.e. in cross direction of the fiber web.
- the width of the fiber web is varied even 20 times a day due to production of different grades of fiber webs or due to need of fiber web of different widths for further processing or end usages.
- trimming of the fiber web is positioned symmetrically but sometimes an unsymmetrical trimming is used for example due to threading reasons or due to poorer quality of one edge of the fiber web than the other edge of the fiber web.
- the variation of the width of the fiber web can be even 33%.
- An object of the invention is to provide an arrangement of a fiber web production line and a method of a fiber web production line in which problems and disadvantages especially relating to adjusting the width of the treatment system spraying in cross direction of the fiber web are eliminated or at least minimized.
- Further objects of the invention is to provide an arrangement of a fiber web production line and a method of a fiber web production line in which new possibilities of amount adjusting of the treatment substance in cross direction of the fiber web, especially at edge areas of the fiber web are available.
- the arrangement of a coating or sizing section of a fiber web production line in which section a treatment substance, in particular a coating or sizing medium, is applied onto the fiber web by spraying, which arrangement comprises nozzles located in at least one nozzle row extending in cross-direction i.e. in width direction of the fiber web for spraying the treatment substance onto the fiber web and the nozzles comprise continuous operating nozzles located at least in the middle of the nozzle row and adjustable or closable nozzles located at least at one end of the row i.e. supplying treatment substance to the corresponding edge area of the fiber web.
- continuous operating nozzles nozzles that supply treatment substance onto the fiber web, when treatment substance is supplied and which have no individual adjusting or closing means.
- adjustable or closable nozzles are meant nozzles that can individually at least be closed in respect of the treatment substance supply or they can also have individual adjusting possibility in respect of the amount of treatment substance to be supplied.
- the arrangement comprises adjustable or closable nozzles at both ends of the nozzle row i.e. at locations corresponding to the edge areas of the fiber web.
- nozzles are adjustable or closable nozzles advantageously evenly located at locations corresponding to both edge areas of the fiber web.
- the adjustable or closable nozzle comprises a valve, which can be an automatic valve or a manual valve.
- the valve can be adjustable or on-off valve.
- the valve can also be a tri-pass valve.
- the valve can be located near the nozzle or in a farther location in the corresponding piping of the nozzle.
- the arrangement forms a module that is detachably fastened to the frame work of the treatment substance spraying device.
- the method of a coating or sizing section of a fiber web production line in which method a treatment substance, in particular a coating or sizing medium, is applied onto the fiber web by spraying by nozzles located in at least one nozzle row extending in cross-direction i.e. in width direction of the fiber web for spraying the treatment substance onto the fiber web, and in the method the treatment substance is supplied by continuously operating nozzles located at least in the middle of the nozzle row supplying treatment substance onto the middle parts of the fiber web in cross direction and by adjustable or closable nozzles located at least at one edge area of the row i.e. supplying treatment substance to the corresponding edge area of the fiber web.
- the adjustable or closable nozzles are closed when they are not needed while the continuously operating nozzles apply treatment substance onto the fiber web.
- cleaning liquid and/or rinsing water is led through the adjustable or closable nozzles before they are closed.
- cleaning liquid and/or rinsing water is led through the adjustable or closable nozzles while the continuously operating nozzles apply treatment substance onto the fiber web.
- the cleaning liquid and/or rinsing water amount supplied to the nozzles is small, advantageously 0,1 - 1,5 l/min/nozzle.
- the total width of treatment substance spraying can be controlled in cross direction of the fiber web and additionally at edge areas of the fiber web the amount of treatment substance can be controlled.
- the amount of the treatment substance to be sprayed can be adjusted to be lower than in the other nozzles.
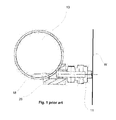
- FIG 1 is shown side projection one schematical example of prior art arrangement of spraying device for applying treatment substance on a moving fiber web W.
- the spraying device according to prior art comprises a distributor pipe 13 extending in cross direction over the width of the fiber web W.
- the distributor pipe 13 comprises several at a distance in the cross direction spaced apart from each other located continuously operating nozzles 11 in one row, which continuously nozzles 11 creating one nozzle row are typically supported by a support element 25 extending in the cross direction of the fiber web W.
- the treatment substance is supplied from the distributor pipe 13 via channels 18.
- the continuously operating nozzles 11 in the one nozzle row do not necessarily need to be on straight line.
- the center lines of the nozzles, in particular for different distribution pipes, can be offset +/- 20 mm in the nozzle row, advantageously +/- 10 mm. The offset depends on distribution of the nozzles and on desired coverage of the treatment substance on the fiber web.
- FIGS 2 - 5 is shown advantageous examples of an arrangement of a spraying device for applying treatment substance on a moving fiber web W according to the invention.
- the arrangement comprises a distribution pipe 13 and continuously operating nozzles 11 and a channel 18 to corresponding continuously operating nozzle 11 from the distribution pipe 13 for supplying the treatment substance.
- the arrangement comprises also adjustable or closable nozzles 12 that are connected to the distribution pipe 13 by channels 17.
- a valve 15 is arranged in the channel 17 for adjusting or closing the treatment substance supply to corresponding adjustable or closable nozzle 12.
- the adjustable or closable nozzles 15 are located at both edge areas of the fiber web but the adjustable or closable nozzles 12 can also be located at one of the edge areas of the fiber web W, only.
- 10 - 40 % of all nozzles 11, 12 are adjustable or closable and evenly located at both edge areas of the fiber web W.
- Each of the adjustable or closable nozzles 12 comprises a valve 15, which can be an automatic valve or a manual valve or adjustable valve or on-off valve.
- the valve 15 can also be a tri-pass valve, figure 5 .
- the valve 15 can be located near the nozzle 12, as shown in the figure2 or in a farther location in the corresponding channel 17 of the nozzle 12.
- each adjustable or closable nozzle has its own valve but the valve can also be located in the corresponding channeling to adjust or close several adjustable or closable valves simultaneously.
- the cleaning liquid advantageously rinsing water is first led through the distribution pipe 13 and through all nozzles 11, 12, i.e. including the adjustable or closable nozzles 12 and then the adjustable or closable nozzles 12 are closed and thereafter the treatment substance applying is continued at the desired width through the nozzles 11 and possibly selected adjustable or closable nozzles 12.
- the cleaning of the adjustable or closable nozzles 12 is provided while the other nozzles 11 are spraying treatment substance i.e. during the running of production.
- the valves 15 of the adjustable or closable nozzles 12 have their own distribution pipe 14 through which in addition to the treatment substance also the cleaning liquid or rinsing water can be fed without interrupting the treatment substance supply to the other nozzles 11 from the distribution pipe 13. After the cleaning the valves 12 can be closed or they can spray water during the operation of the other valves 11.
- tri-pass valves are used as valves for the adjustable or closable valves 15 and thus they 15 are provided with separate cleaning liquid and/or rinsing water channels 19 from a distribution channel 16 for the cleaning liquid and/or the rinsing water.
- the cleaning liquid or rinsing water is fed without interrupting the treatment substance supply to the other nozzle 11. After the cleaning the valves can be closed or they can spray water during the operation of the other valves.
- FIG. 4 and 5 can be easily combined to create yet another example of the invention, in which the arrangement the adjustable or closable nozzles have their own distribution pipe 14 and separate cleaning liquid and/or rising water channels 19 connected to a distribution channel 16 for cleaning liquid and/or rising water.
Landscapes
- Treatment Of Fiber Materials (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20130191045 EP2868802A1 (fr) | 2013-10-31 | 2013-10-31 | Agencement dans une ligne de production de toile fibreuse et procédé associé |
| CN201420549026.7U CN204112166U (zh) | 2013-10-31 | 2014-09-23 | 纤维幅材生产线的布置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20130191045 EP2868802A1 (fr) | 2013-10-31 | 2013-10-31 | Agencement dans une ligne de production de toile fibreuse et procédé associé |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2868802A1 true EP2868802A1 (fr) | 2015-05-06 |
Family
ID=49513828
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20130191045 Withdrawn EP2868802A1 (fr) | 2013-10-31 | 2013-10-31 | Agencement dans une ligne de production de toile fibreuse et procédé associé |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2868802A1 (fr) |
| CN (1) | CN204112166U (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4245916A1 (fr) * | 2022-03-14 | 2023-09-20 | Valmet Technologies Oy | Procédé de traitement d'une bande de fibres et système de traitement pour le traitement d'une bande de fibres |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE540051C2 (en) * | 2016-12-08 | 2018-03-06 | Valmet Oy | A device for spraying a coating chemical onto a moving surface of a papermaking machine |
| CN107326741A (zh) * | 2017-08-27 | 2017-11-07 | 易立科技通山有限公司 | 造纸用网部涂喷施胶装置 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2118212A (en) * | 1933-04-24 | 1938-05-24 | James D Maclaurin | Process and apparatus for coating paper |
| US5279854A (en) * | 1992-01-27 | 1994-01-18 | Paragon Trade Brands, Inc. | Method and apparatus for zoned application of particles in fibrous material |
| WO1997013036A1 (fr) * | 1995-10-05 | 1997-04-10 | Valmet Corporation | Procede et appareil de revetement d'une bande de papier ou de carton en mouvement |
| WO2002072953A1 (fr) | 2001-03-13 | 2002-09-19 | Metso Paper, Inc. | Ensemble pour traiter une bande de papier ou de carton |
| US20020182333A1 (en) * | 2001-04-24 | 2002-12-05 | 3M Innovative Properties Company | Variable electrostatic spray coating apparatus and method |
| US6494954B1 (en) * | 1997-05-27 | 2002-12-17 | Voith Sulzer Papiermaschinen Gmbh | Method and apparatus for directly or indirectly applying a liquid or pasty application medium to one or both sides of a continuous surface |
| US20050098291A1 (en) * | 2002-11-25 | 2005-05-12 | Kangas Martti Y. | Apparatus for paper making and paper surface enhancement |
| WO2006058961A1 (fr) | 2004-12-01 | 2006-06-08 | Metso Paper, Inc. | Procede et appareil pour traiter une bande fibreuse |
| US20070151663A1 (en) * | 2005-12-16 | 2007-07-05 | Pius Steinmann | Method and system for applying particulate solids on a substrate |
| EP2248597A1 (fr) * | 2008-02-08 | 2010-11-10 | Central Glass Company, Limited | Dispositif et procédé d'application d'un liquide d'application |
| EP2309060A2 (fr) * | 2009-10-09 | 2011-04-13 | Andritz Küsters GmbH | Unité de revêtement par rideau |
| DE202012104931U1 (de) * | 2012-12-18 | 2013-01-14 | Metso Paper, Inc. | Vorrichtung zum Aufbringen eines flüssigen Mediums auf eine Faserbahn |
| WO2013047863A1 (fr) * | 2011-09-30 | 2013-04-04 | Unicharm Corporation | Procédé de production d'un tissu non tissé |
-
2013
- 2013-10-31 EP EP20130191045 patent/EP2868802A1/fr not_active Withdrawn
-
2014
- 2014-09-23 CN CN201420549026.7U patent/CN204112166U/zh not_active Expired - Fee Related
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2118212A (en) * | 1933-04-24 | 1938-05-24 | James D Maclaurin | Process and apparatus for coating paper |
| US5279854A (en) * | 1992-01-27 | 1994-01-18 | Paragon Trade Brands, Inc. | Method and apparatus for zoned application of particles in fibrous material |
| WO1997013036A1 (fr) * | 1995-10-05 | 1997-04-10 | Valmet Corporation | Procede et appareil de revetement d'une bande de papier ou de carton en mouvement |
| US6494954B1 (en) * | 1997-05-27 | 2002-12-17 | Voith Sulzer Papiermaschinen Gmbh | Method and apparatus for directly or indirectly applying a liquid or pasty application medium to one or both sides of a continuous surface |
| WO2002072953A1 (fr) | 2001-03-13 | 2002-09-19 | Metso Paper, Inc. | Ensemble pour traiter une bande de papier ou de carton |
| US20020182333A1 (en) * | 2001-04-24 | 2002-12-05 | 3M Innovative Properties Company | Variable electrostatic spray coating apparatus and method |
| US20050098291A1 (en) * | 2002-11-25 | 2005-05-12 | Kangas Martti Y. | Apparatus for paper making and paper surface enhancement |
| WO2006058961A1 (fr) | 2004-12-01 | 2006-06-08 | Metso Paper, Inc. | Procede et appareil pour traiter une bande fibreuse |
| US20070151663A1 (en) * | 2005-12-16 | 2007-07-05 | Pius Steinmann | Method and system for applying particulate solids on a substrate |
| EP2248597A1 (fr) * | 2008-02-08 | 2010-11-10 | Central Glass Company, Limited | Dispositif et procédé d'application d'un liquide d'application |
| EP2309060A2 (fr) * | 2009-10-09 | 2011-04-13 | Andritz Küsters GmbH | Unité de revêtement par rideau |
| WO2013047863A1 (fr) * | 2011-09-30 | 2013-04-04 | Unicharm Corporation | Procédé de production d'un tissu non tissé |
| DE202012104931U1 (de) * | 2012-12-18 | 2013-01-14 | Metso Paper, Inc. | Vorrichtung zum Aufbringen eines flüssigen Mediums auf eine Faserbahn |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4245916A1 (fr) * | 2022-03-14 | 2023-09-20 | Valmet Technologies Oy | Procédé de traitement d'une bande de fibres et système de traitement pour le traitement d'une bande de fibres |
Also Published As
| Publication number | Publication date |
|---|---|
| CN204112166U (zh) | 2015-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6596125B2 (en) | Method and apparatus for applying a material to a web | |
| EP1877621B1 (fr) | Procede et appareil pour l'application d'un materiau sur une large bande continue a grande vitesse | |
| EP2811069B1 (fr) | Dispositif pour traiter un voile de fibres | |
| AU2002326975A1 (en) | Method and apparatus for applying a material to a web | |
| EP2868802A1 (fr) | Agencement dans une ligne de production de toile fibreuse et procédé associé | |
| FI111976B (fi) | Menetelmä ja laite molemmin puolin päällystettyjen paperirainojen valmistamiseksi | |
| AT519423B1 (de) | Verfahren und system zum auftragen einer schicht einer substanz auf eine sich bewegende faserbahn mittels schaumauftragung | |
| US8152968B2 (en) | Machine for the production of a fibrous web | |
| FI126292B (en) | DEVICE FOR PROCESSING FIBERS | |
| AT519414B1 (de) | Verfahren und system zum auftragen einer substanzschicht auf eine sich bewegende faserbahn mittels schaumaufbringung | |
| EP2860312B1 (fr) | Arrangement dans une ligne de production de toile fibreuse et procede de production de toile fibreuse | |
| EP4085169B1 (fr) | Procédé et appareil de production de papier mince | |
| EP2634311B1 (fr) | Dispositif pour le traitement d'une bande fibreuse | |
| CN204455711U (zh) | 用于将涂布颜料涂覆在纤维幅材上的涂布装置 | |
| US20170370644A1 (en) | Nozzle of a Device for Contact - Free Treatment of a Running Fiber Web | |
| WO2004027152A1 (fr) | Appareil d'etalement situe dans une machine a papier comprenant une chambre d'alimentation convergente | |
| US20030113455A1 (en) | Apparatus and method for controlling the curling or paper or paperboard | |
| EP2784217A1 (fr) | Agencement dans une ligne de production de toile fibreuse et procédé associé | |
| EP4245916A1 (fr) | Procédé de traitement d'une bande de fibres et système de traitement pour le traitement d'une bande de fibres | |
| EP2647761A1 (fr) | Procédé pour influer sur les propriétés hydrophobes d'un voile de fibres en relation avec la production du voile de fibres, procédé de fabrication de voiles de fibres et dispositif d'application de colle chimique hydrophobe au voile de fibres | |
| FI128140B (en) | System for replacing a nozzle tube for an application device on a line for producing a fiber web | |
| WO2016032878A1 (fr) | Appareil de revêtement de bande par pulvérisation de fluide |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20131031 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20151028 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20180529 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20200117 |