EP2913151A1 - Werkzeug zur Oberflächenfeinbearbeitung - Google Patents
Werkzeug zur Oberflächenfeinbearbeitung Download PDFInfo
- Publication number
- EP2913151A1 EP2913151A1 EP15000037.0A EP15000037A EP2913151A1 EP 2913151 A1 EP2913151 A1 EP 2913151A1 EP 15000037 A EP15000037 A EP 15000037A EP 2913151 A1 EP2913151 A1 EP 2913151A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- working medium
- medium carrier
- tool according
- grooves
- cover
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 241000446313 Lamella Species 0.000 claims abstract description 6
- 238000000227 grinding Methods 0.000 claims abstract description 6
- 239000004033 plastic Substances 0.000 claims abstract description 6
- 238000005498 polishing Methods 0.000 claims abstract description 6
- 238000004140 cleaning Methods 0.000 claims abstract description 3
- 150000001875 compounds Chemical class 0.000 claims 1
- 230000007717 exclusion Effects 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 abstract description 10
- 238000001746 injection moulding Methods 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000005755 formation reaction Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000004026 adhesive bonding Methods 0.000 description 3
- 239000000428 dust Substances 0.000 description 3
- 238000000605 extraction Methods 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 230000006978 adaptation Effects 0.000 description 2
- 230000000295 complement effect Effects 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 230000003313 weakening effect Effects 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 1
- 230000001174 ascending effect Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 244000144992 flock Species 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- 210000000707 wrist Anatomy 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D9/00—Wheels or drums supporting in exchangeable arrangement a layer of flexible abrasive material, e.g. sandpaper
- B24D9/08—Circular back-plates for carrying flexible material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D13/00—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor
- B24D13/14—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor acting by the front face
- B24D13/142—Wheels of special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D13/00—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor
- B24D13/14—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor acting by the front face
- B24D13/16—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor acting by the front face comprising pleated flaps or strips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D13/00—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor
- B24D13/20—Mountings for the wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D15/00—Hand tools or other devices for non-rotary grinding, polishing, or stropping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D15/00—Hand tools or other devices for non-rotary grinding, polishing, or stropping
- B24D15/02—Hand tools or other devices for non-rotary grinding, polishing, or stropping rigid; with rigidly-supported operative surface
- B24D15/023—Hand tools or other devices for non-rotary grinding, polishing, or stropping rigid; with rigidly-supported operative surface using in exchangeable arrangement a layer of flexible material
Definitions
- the invention relates to a tool for surface finishing in the form of a grinding plate, polishing plate o. The like., Which has a fitted with lamella underside and with this underside flat to create a workpiece and use with flat working movements.
- Such tools can be designed both for manual operation, as well as - with mating drive connections - for mechanical operation, wherein the machine operation in most cases a rotation about an underside of the tool substantially vertical axis, more rarely an eccentric or oscillating translational Movement provides.
- the use of fins as a working means allows the provision of a significantly larger amount of working fluid compared to abrasive sheets and the like. Working tools and thus longer life of the tool and provides the effective lamella width below the bottom of a volume ready to store in the worn or worn material and that even in the surface finishing of wavy or curved surfaces allows an adjustment.
- Tools of the type considered here are, for example, from WO 2012/163357 A1 or the EP 1 633 530 A known in which slats used in grooves on the underside of a top-closed working medium carrier and, for example are fixed by gluing or pouring.
- a manufacturing method of this type is not very suitable for mass production and requires a variety of different manufacturing and assembly steps.
- the object of the invention is in contrast to provide a tool that is cheap to produce as a standard product and easy to assemble with lamellas for various requirements and that also allows the user side a conversion or renewal with replacement worn lamellae.
- this object is achieved with a tool according to claim 1.
- the working medium carrier consists of a one-piece plastic injection-molded part, which holds the lamellae in grooves, which open towards the bottom narrows
- a constructive key component for the entire tool is created.
- the upwardly unobstructed open grooves allow designs of the injection molding tool with simple designs and easy opening, to make the injection molding and in particular the demolding quickly and safely. Nevertheless, the slats in the grooves are already held on several sides.
- the lid closes the grooves on the top side, holds the lamella captive in the grooves and also covers the top of the tool carrier, so that with rotating or oscillating tool protection against contact is given, the surface can be made appealing and less susceptible to dirt and handles such as hand-operated tools Form on the lid and form are.
- the lid with the working medium carrier cooperatively designed so that it picks up with its underside on the lamellae or their retaining edge and fixed or clamped the lamellae in the groove and in particular against longitudinal displacements in the frictionally or positively fixed.
- a lid is suitable to form ducts for air guidance of suction air with the working medium carrier, which open approximately between the slats on the underside and lead out with connection openings in the top of the lid - approximately matching exhaust ports in standard versions of drive machines.
- the lid which itself may also consist of several parts and approximately in a rotating tool of one or more ring elements, must be regularly connected for work use of the tool firmly with working medium carrier. This does not exclude a detachable connection of the lid or part of this relative to the working medium carrier and also requires neither a considerable manufacturing effort in the production nor a complicated structure of the tool.
- the connection between the lid and working medium carrier can be done by simple screwing or brackets, as well as locking can be provided.
- connection pairs can already be formed during injection molding and engaged with a simple rotation
- the direction of rotation preferably corresponds to the workload to preclude disengagement at workload
- a detachable connection can give the user of the tool the possibility of slats in whole or in part to replace wear or adaptation to the work.
- the lid can be simply and robustly connected to the working medium carrier to form a "disposable tool", such as by gluing or - in the case of matching thermoplastic materials of injection-molded materials in the lid and working medium carrier - welding.
- a "disposable tool” such as by gluing or - in the case of matching thermoplastic materials of injection-molded materials in the lid and working medium carrier - welding.
- the design of the tool according to the invention allows a variable assembly in the production with advantages for simple operations in mass production.
- a drive connection suitable for the drive is to be provided, which is expediently fixedly connected to the working medium carrier itself and thus enables a robust and direct guidance of the drive forces, while the cover remains stress-free and, accordingly, can be carried out easily.
- a lid in the form of a cap closed on the top can be provided with a grip area, the handle being able to be grasped in the manner of a knob, or even with a flat imprint and tangible in a wrist strap.
- FIG. 1 A total of 1 designated tool for surface finishing such as cleaning, grinding or polishing by means of underside projecting and provided with suitable working fluid slats 2 is rotationally symmetrical with respect to a vertical center axis formed with a working medium carrier 3 and a lid 4, both firm and sufficiently reliable over thread formations too are connect, wherein a thread forming 5 in a central opening 6 of the lid 4 on matching male threaded portions on the opening 6 by a cross-shaped drive connection (not shown) engages, which is integrally connected to the working medium carrier 3 and projects in the middle of this upwards.
- a cross-shaped drive connection (not shown) engages, which is integrally connected to the working medium carrier 3 and projects in the middle of this upwards.
- Similar designs of such a drive are described below with reference to Fig. 16 and 18 illustrated.
- the thread formations as the thread 5 in Fig. 1 are only one example of many practical connection possibilities between the lid and working medium carrier, which may for example also be formed like a bayonet, but could also be provided on the periphery of the working medium carrier 3 and the lid 4.
- connection between the cover 4 and the working medium carrier 3 by screwing, which are provided for example on a screwing circle, or brackets, possibly also by profiling or meshing between cover 4 and working medium carrier. 3 could be relieved against rotation to provide a releasable connection.
- a solubility of the lid from the working medium carrier is not interested in or after use, both can be permanently connected to each other during assembly, for example by gluing or welding.
- the working medium carrier 3 has for receiving lamellae 2 predominantly radially aligned grooves 7, the groove cross section is designed for the cross section of an upper thickened retaining edge 8 of the slats 2, facing away from the retaining edge and thereby pass through a constriction 9 of the groove cross-section before they emerge functionally effective on an underside 10 of the working medium carrier 3 with an exposed strip.
- the grooves 7 open at the edge with open groove cross-section and thus allow placement of the working medium carrier 3 with the strip-shaped, stiffened by the thickened retaining edge 8 slats 2 by these are inserted from outside to inside in the longitudinal direction in the grooves 7.
- the grooves 7 are - due to manufacturing technology - formed unobstructed upwards open. This makes it possible in particular to refrain from complicated multipart injection molds for a working medium carrier 3 with narrowed and accessible grooves and instead a simple, preferably only two-part mold pretending to be fast, easy and robust to handle also for demolding in a simple opening movement.
- top and end-side opening grooves 7 gaps are formed, between which the working medium carrier 3 keeps sectors that are interconnected only in a central region.
- the grooves are indeed, how Fig. 1 indicated by the lower edges of the slats 2, different lengths, namely alternately shorter or longer to cover the bottom 10 of the working medium carrier more uniformly with the flock of slats 2, nevertheless, results from the grooves 7, a mechanical weakening of the working medium carrier 3.
- This weakening could Although basically still be reduced via a (not shown) connecting ring on the outer edge, which extends above the open end sections of the grooves 7 as well as outside the upper-side openings of the grooves. In the present case, however, a stiffening using the cover 4 is achieved.
- a collar 12 is circumferentially formed in addition to a substantially flat top plate 11, which then after the working medium carrier 3 equipped with slats 2 and connected to the lid 4, a peripheral edge 13 of the working medium carrier 3 tightly encloses.
- the open end sections of the grooves 7 are sealed off against ejection of the slats 2.
- annular collar 12 is equipped with internally formed locking knobs 14, which engage in the end cross sections of the grooves 7 and the sectors of the working medium carrier 3 against each other, but at the same time also represent a Rasthemmung in the circumferential direction against a loosening or loosening movement in the connection between the working medium carrier 3 and cover 4, when about during use of the tool torque loads occur.
- the direction of rotation in the thread formations 5 between the cover 4 and the working medium carrier 3 is selected so that the loading moments act in the sense of a firm connection.
- the annular collar 12 also has a total or at least partially encircling locking rim 15, with which the annular collar 12 can also engage below the working medium carrier 3 on the underside, in order to secure the connection between the lid 4 and the working medium carrier 3.
- the lid 4 has, in addition to the central recess 6, a ring of evenly distributed openings in the circle, which serve as connection openings 16 for a dust extraction. These are, for example, suitable for a concentric suction air connection of a drive with the outside diameter.
- the connection openings 16 and the farther outward suction still so far that a direct suction air is given.
- the lid 4 Thus, if such a tool is to be equipped for use with a dust extraction, then in a simple manner to set up the suction openings 17 and place the top-side connection openings in the cover suitable for the machine-side conclusion.
- Fig. 2 to 11 Examples are shown in which the lamellae, which allow not only compared to grinding or polishing papers or the like surface work equipment to provide larger amounts of working fluid and also provide intermediate volume for abrasion and dirt, are also different.
- a tool of the type presented here is suitable to be equipped with different slats, although a vote of the upper retaining edge is to specify the grooves 7 of the working medium carrier.
- a simple embodiment of a blade 19 according to Fig. 2 provides that three strips of double width, centrally folded longitudinally around an inner cable 20 are placed with a round cross-section and fixed in this position.
- the slats provide a longitudinally insertable strip mold according to the invention with thickened retaining edge.
- a variant of a blade 21 according to 4 and 5 has a relatively thin inner cable 22, but is reinforced in the region of the reinforced retaining edge on the periphery with a piping 23 to achieve an easily retractable, but nevertheless low-play in the groove 7 of the tool carrier 3 to be arranged form the retaining edge.
- FIGS. 6, 7 and 8 different lamellae 24, 25, 26 are shown, whose lower edge is not simply formed parallel to the retaining edge, but contoured in a special way, for example, a concave envelope surface 27 in the assembled state according to Fig. 9 or a convex envelope surface 28 according to FIG Fig. 10 or a wavy lower surface 29 according to Fig. 11 to achieve.
- a concave envelope surface 27 in the assembled state according to Fig. 9 or a convex envelope surface 28 according to FIG Fig. 10 or a wavy lower surface 29 according to Fig. 11 to achieve.
- embodiments for specific applications such as hollow or spherical shapes to capture specifically.
- One opposite the tool 1 to Fig. 1 modified embodiment of a tool 31 results from the Fig. 12 to 15 , The description of the tool 1 can be referred to.
- the lid 33 is not integrally provided with an annular collar but is gripped and clamped together with the working medium carrier 32 by a peripheral ring 36.
- a solubility of the retaining ring 36 can be achieved in that this radially inwardly directed coupling pins 37 (FIG. Fig. 15 ), which in circumferential grooves 38 in the lid 33 and in the working medium carrier 32 (FIG. FIGS. 13 and 14 ) movably engage to achieve a retaining connection, wherein the grooves guided in the manner of a bayonet connection and thus the connection are secured against easy release.
- FIGS. 16 and 17 Another tool 41 after FIGS. 16 and 17 has to a lower surface from which open the lamellae over narrowed groove cross-sections, a highly curved edge region on which the arc-shaped Haltr skilledn 43 suitably shaped lamellar strips 42 also emerge radially.
- Grooves 44 in one of the lower surface having work support means 45 are not straight, but formed on the outside ascending.
- a cover 46 has a convex, the holder edges 43 of the fins 42 of the cupped bottom 47 with open Nutausformungen 48 for top fixing the holder edges 43 of the fins 42nd
- Outwardly projecting latching formations 49 engage in the end open groove cross-sections 44 of the working medium carrier 45 so as to one to stabilize the working medium carrier 45 and to set the cover 46 against rotation of the working medium carrier 45.
- the connection between the cover 46 and working medium carrier 45 in the axial direction is in Fig. 16 not illustrated. This can, as stated above, be achieved in various ways by common means.
- a conventional drive connection 50 is shown in a pin shape, in which the injection molding process, a metal form nut 51 is embedded because of the greater strength.
- This drive port 50 passes through the lid 46 in a central opening, so that the power flow from Drive over a short distance can go directly into the working medium carrier 45 while the lid remains unloaded.
- the working medium carrier 45 has suction slots 52 which open on the underside between the fins 42 and the upper side with SauganBankschlitzen 53 in the lid 46 in conjunction to create an air duct for dust extraction, the slots 52 and 53 by no means must be congruent. Typically, the slots 52 extend radially farther outward than the slots 53 radially defined for the corresponding machine port.
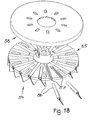
- FIG. 18 shows a tool 54 according to the invention, in which in a working medium carrier 55 of the otherwise previously described type slats 56 are not issued vertically downwards but obliquely.
- an inclination of the slats against the direction of rotation may also be considered, for example, to allow the slats build a bending stress during polishing or grinding and thus to achieve a cushioning effect.
- the respective desired inclination of grooves 57 can be predetermined and stabilized by picking up a cover 58.
- the work support means 55 is provided with an integrally molded drive connection 59, so that the forces applied by the respective drive or moments within the working medium carrier 55 are transferred to the fins 56, while the cover 58 is so far outside the power flow.
- FIGS. 19 and 20 is a tool 60 for surface finishing by hand, wherein Fig. 20 only shows the exploded view or single part view before the finished installation of the tool.
- the tool 60 has a working medium carrier 61 in a rotationally symmetrical shape with radial grooves 62 for receiving fins 63, but is not provided in the middle with a drive connection for mechanical operation, but with a coupling ring 64, on which a hand knob 65, by a Central opening 66 of a lid 67 with a locking pin 68 inserted and latched.
- the design of the working medium carrier 61 and the lid 67, as well as their adaptation to each other follows the above-described designs for a machine-operated tool. Again, the force is introduced from the hand knob 65 directly into the working medium carrier 61, bypassing the lid 67, which is interpreted on the cover of the working medium carrier 61 and the determination of the fins 63 in the grooves 62.
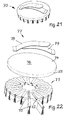
- FIG. 21 Another hand operated tool 70 is seen obliquely from above in FIG Fig. 21 and in an exploded view in FIG Fig. 22 can be seen, wherein the design of a rotationally symmetrical working medium carrier 71 with grooves 72 for storage of fins 73 corresponds to the above-described design lines, but has no central introduction of force.
- the working medium carrier 71 is rather firmly connected to a cover 74, which not only the cover of the working medium carrier 71 and the positional fixing of the slats 73 in this with its (not shown) underside and an outer cross-annular collar 75 accepts, but also with a convex top side 76 provides a handle area for manual operation.
- a hand strap 77 is provided on the upper side, which can be welded or sealed, for example, of plastic material, if the lid 74 is made of a suitable plastic material, otherwise screwed or riveted, for example, wherein the hand strap 77 in terms of width adjustment of two strips 78, 79 is to be fixed with spaced ends on the lid 74 and to be fixed to overlapping areas by a hook and loop fastener or other releasable connection.
- lid 81 serves as a grip surface for a hand grip, supported by a hand strap 82 of two against each other for width adjustment detachable and connectable strips, the hand strap 82 is placed diagonally on the lid 81.
- the lid 81 engages over a working means carrier 83 on two opposite longitudinal sides, at each of which a part of grooves 87 for storage and holding of lamellae 84 open out.
- the fins 84 and the grooves 87 are given as a set of parallel, which does not over the entire width of the Work medium carrier 83 run, but leave an end area.
- the distances between the parallelepiped of the lamellae are less in a central region over the width of the tool 80 than in the edge regions to the longitudinal sides. This is also a desired in practice marginal attenuation in surface finishing can be achieved.
- the lid 81 has on an underside 85 on the lamellar upper edges aufimide shape in order to determine this as possible without play in the working medium carrier 83.
- the lid 81 engages with downwardly directed side portions 86 over the longitudinal edges of the working medium carrier 83 to smoothly complete the edges and to fix the embedded lamellae.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
Description
- Die Erfindung betrifft ein Werkzeug zur Oberflächenfeinbearbeitung in Form eines Schleiftellers, Poliertellers o. dgl., das eine mit Lamellen bestückte Unterseite aufweist und mit dieser Unterseite flächig an ein Werkstück anzulegen und mit flächigen Arbeitsbewegungen einzusetzen ist. Solche Werkzeuge können sowohl zur Betätigung von Hand, wie auch - mit passenden Antriebsanschlüssen - zur maschinellen Betätigung ausgelegt zu sein, wobei die maschinelle Betätigung in den meisten Fällen eine Rotation um eine zur Unterseite des Werkzeuges im wesentlichen senkrechte Achse, seltener eine exzentrische oder oszillierend translatorische Bewegung vorsieht. Die Verwendung von Lamellen als Arbeitsmittel ermöglicht die Bereitstellung einer erheblich größeren Arbeitsmittelmenge im Vergleich zu Schleifblättern und dgl. Arbeitsmitteln und damit auch längere Standzeiten des Werkzeugs und stellt mit der wirksamen Lamellenbreite unterhalb der Unterseite ein Volumen bereit, in dem abgetragenes oder abgenutztes Material zu lagern ist und dass auch in der Oberflächenfeinbearbeitung welliger oder gekrümmter Oberflächen eine Anpassung ermöglicht.
- Werkzeuge der hier betrachteten Art sind beispielsweise aus der
WO 2012/163357 A1 oder derEP 1 633 530 A bekannt, bei denen Lamellen in Nuten an der Unterseite einer oberseitig geschlossenen Arbeitsmittelträgers eingesetzt und beispielsweise durch Kleben oder Umgießen fixiert sind. Eine Fertigungsweise dieser Art ist für Großserienproduktionen wenig geeignet und erfordert eine Vielzahl unterschiedlicher Fertigung- und Montageschritte. - Aufgabe der Erfindung ist es demgegenüber, ein Werkzeug zu schaffen, das als Serienprodukt günstig zu fertigen und leicht und einfach mit Lamellen für verschiedene Anforderungen zu bestücken ist und das auch anwenderseitig eine Umrüstung oder eine Erneuerung mit Austausch verschlissener Lamellen ermöglicht.
- Gemäß der Erfindung wird diese Aufgabe mit einem Werkzeug nach dem Anspruch 1 gelöst. Mit einem solchen Werkzeug, bei dem der Arbeitsmittelträger aus einem einstückigen Kunststoff-Spritzgussteil besteht, das die Lamellen in Nuten hält, die zur Unterseite hin verengt ausmünden, ist ein konstruktives Schlüsselbauteil für das gesamte Werkzeug geschaffen. Die nach oben unverengt offenen Nuten ermöglichen Gestaltungen des Spritzgusswerkzeugs mit einfachen Bauformen und einfachem Öffnen, um die Spritzgussformung und insbesondere das Entformen schnell und sicher zu gestalten. Gleichwohl sind die Lamellen in den Nuten schon mehrseitig gehalten. Der Deckel schließt die Nuten oberseitig ab, hält die Lamellen unverlierbar in den Nuten und deckt auch die Oberseite des Werkzeugträgers ab, sodass bei rotierendem oder oszillierendem Werkzeug ein Berührungsschutz gegeben ist, die Oberfläche ansprechend und wenig schmutzanfällig gestaltet werden kann und etwa bei handbetätigten Werkzeugen Griffbereiche am Deckel auszuformen und auszubilden sind.
- Vorzugsweise ist der Deckel mit dem Arbeitsmittelträger zusammenwirkend dahin ausgestaltet, dass er mit seiner Unterseite auf die Lamellen bzw. deren Halterand aufgreift und die Lamellen in der Nut fixiert oder festklemmt und insbesondere auch gegen Längsverschiebungen in der reib- oder formschlüssig festgelegt. Weiterhin ist ein Deckel geeignet, Kanäle zur Luftführung von Absaugluft mit dem Arbeitsmittelträger auszubilden, die etwa zwischen den Lamellen an der Unterseite ausmünden und mit Anschlussöffnungen in der Oberseite des Deckels - etwa passend zu Absauganschlüssen in Standardausführungen bei Antriebsmaschinen - herausführen.
- Der Deckel, der selbst auch mehrteilig und etwa bei einem rotierenden Werkzeug aus einem oder mehreren Ringelementen bestehen kann, muss regelmäßig für den Arbeitseinsatz des Werkzeugs fest mit Arbeitsmittelträger verbunden sein. Dies schließt eine lösbare Verbindung des Deckels oder Teils von diesem gegenüber dem Arbeitsmittelträger nicht aus und bedingt auch weder einen erheblichen Fertigungsaufwand bei der Herstellung noch einen komplizierten Aufbau des Werkzeugs. Die Verbindung zwischen Deckel und Arbeitsmittelträger kann durch einfache Verschraubungen oder Klammern erfolgen, desgleichen können Verrastungen vorgesehen werden. Bei rotationssymmetrisch ausgebildeten Werkzeugen, etwa für den Einsatz an rotierenden Antrieben wie Handbohrmaschinen, können Gewindeanformungen, Bajonettverbindungen oder dergleichen komplementäre Verbindungspaarungen schon beim Spritzguss angeformt und mit einer einfachen Drehung eingekuppelt werden, wobei die Drehrichtung vorzugsweise der der Arbeitsbelastung entspricht, um ein Auskuppeln bei Arbeitsbelastung auszuschließen. Eine lösbare Verbindung kann dem Benutzer des Werkzeugs die Möglichkeit geben, Lamellen insgesamt oder teilweise nach Abnutzung oder zur Anpassung an den Arbeitseinsatz auszutauschen.
- Anderenfalls kann der Deckel einfach und robust mit dem Arbeitsmittelträger zu einem "Wegwerf-Werkzeug" unlösbar, etwa durch Kleben oder - bei zueinander passenden thermoplastischen Materialien von Spritzgusswerkstoffen bei Deckel und Arbeitsmittelträger - Verschweißen verbunden werden. In jedem Fall ermöglicht die erfindungsgemäße Gestaltung des Werkzeugs eine variable Bestückung bei der Herstellung mit Vorteilen für einfache Arbeitsvorgänge in Großserienform.
- Für maschinell zu betätigende Werkzeuge dieser Art ist jeweils ein für den Antrieb geeigneter Antriebsanschluss vorzusehen, der zweckmäßig fest mit dem Arbeitsmittelträger selbst verbunden ist und damit eine robuste und direkte Anleitung der Antriebskräfte ermöglicht, während der Deckel belastungsfrei bleibt und dementsprechend leicht ausgeführt werden kann.
- Für handbetätigte Werkzeuge dieser Art kann demgegenüber vorteilhaft ein Deckel in Form einer oberseitig geschlossenen Kappe mit einem Griffbereich vorgesehen werden, wobei der Griff knaufartig umgreifbar oder auch mit flachem Aufdruck und in einer Handschlaufe durchgreifbar ausgebildet sein kann.
- Ausführungsbeispiele der Erfindung sind in der Zeichnung dargestellt und werden nachfolgend näher beschrieben. In der Zeichnung zeigen:
- Fig. 1
- Ansicht eines Werkzeugs in Explosionsdarstellung, schräg von unten,
- Fig. 2
- Ansicht einer Lamelle für ein Werkzeug nach
Fig. 1 , - Fig. 3
- vergrößertes Detail aus
Fig. 2 , - Fig. 4
- Ansicht einer weiteren Lamelle zu einem Werkzeug nach
Fig. 1 , - Fig. 5
- vergrößertes Detail aus
Fig. 4 , - Fig. 6, 7, 8
- Ansicht von weiteren Lamellen mit besonders konturierter Unterkante,
- Fig. 9, 10, 11
- Ansichten der Lamellen nach
Fig. 6, 7 bzw. 8, eingesetzt in ein Werkzeug nachFig. 1 - Fig. 12
- Explosionsdarstellung eines anderen Werkzeugs gemäß der Erfindung in Ansicht schräg von unten,
- Fig. 13, 14, 15
- Details aus
Fig. 12 , - Fig. 16
- Explosionsdarstellung eines noch weiteren Werkzeugs gemäß Erfindung in Ansicht schräg von oben
- Fig. 17
- Detail aus
Fig. 16 - Fig. 18
- Explosionsdarstellung eines noch weiteren Werkzeugs gemäß der Erfindung in Ansicht schräg von oben,
- Fig. 19
- Ansicht eines Werkzeugs gemäß der Erfindung in Ansicht schräg von oben,
- Fig. 20
- Explosionsdarstellung zu dem Werkzeug nach
Fig. 19 , - Fig. 21
- Ansicht eines weiteren Werkzeugs gemäß der Erfindung in Ansicht schräg von oben
- Fig. 22
- Explosionsdarstellung zum Werkzeug nach
Fig. 21 , - Fig. 23
- Ansicht eines Werkzeugs gemäß der Erfindung in Ansicht schräg von oben und
- Fig. 24
- Explosionsdarstellung zum Werkzeug nach
Fig. 23 . - Ein in
Fig. 1 insgesamt mit 1 bezeichnetes Werkzeug zur Oberflächenfeinbearbeitung wie Reinigen, Schleifen oder Polieren mit Hilfe von unterseitig vorstehenden und mit geeigneten Arbeitsmitteln versehenen Lamellen 2 ist rotationssymmetrisch bezüglich einer vertikalen Mittelachse ausgebildet mit einem Arbeitsmittelträger 3 und einem Deckel 4, die beide fest und hinreichend betriebssicher über Gewindeanformungen zu verbinden sind, wobei eine Gewindeanformung 5 in einer zentralen Öffnung 6 des Deckels 4 auf passende Außengewindeabschnitte an einem die Öffnung 6 durchgreifenden stutzenförmigen Antriebsanschluss (nicht dargestellt) greift, der einstückig mit dem Arbeitsmittelträger 3 verbunden ist und in der Mitte von diesem nach oben ragt. Grundsätzlich ähnliche Gestaltungen eines solchen Antriebs werden nachfolgend anhand derFig. 16 und18 veranschaulicht. - Die Gewindeanformungen wie die Gewindeanformung 5 in
Fig. 1 sind aber nur ein Beispiel für vielerlei praxisgerechte Verbindungsmöglichkeiten zwischen Deckel und Arbeitsmittelträger, die beispielsweise auch bajonettartig ausgebildet sein können, aber auch an der Peripherie des Arbeitsmittelträgers 3 und des Deckels 4 vorgesehen sein könnten. Daneben besteht die Möglichkeit die Verbindung zwischen Deckel 4 und Arbeitsmittelträger 3 durch Verschraubungen, die beispielsweise auf einem Verschraubungskreis vorgesehen werden, oder Klammern, die ggf. auch durch Profilierungs- oder Verzahnungseingriffe zwischen Deckel 4 und Arbeitsmittelträger 3 gegen Verdrehung entlastet sein könnten, um eine lösbare Verbindung vorzusehen. Wenn allerdings für den Anwender des Werkzeugs eine Lösbarkeit des Deckels vom Arbeitsmittelträger bei oder nach dem Gebrauch nicht interessiert, können beide auch bei der Montage bleibend miteinander verbunden werden, beispielsweise durch Verkleben oder Verschweißen. - Diese vielfältigen Ausführungsformen lassen sich mit einem Arbeitsmittelträger 3 und einem Deckel 4 aus Kunststoff schnell, einfach und preisgünstig im Wege einer Spritzgussfertigung herstellen. Der Arbeitsmittelträger 3 weist zur Aufnahme von Lamellen 2 vorwiegend radial ausgerichtete Nuten 7 auf, deren Nutquerschnitt auf den Querschnitt eines oberen verdickten Halterandes 8 der Lamellen 2 ausgelegt ist, die von dem Halterand aus nach unten weisen und dabei eine Verengung 9 des Nutquerschnitts durchlaufen, bevor sie an einer Unterseite 10 des Arbeitsmittelträgers 3 mit einem freiliegendem Streifen funktionell wirksam hervortreten.
- Die Nuten 7 münden randseitig mit offenem Nutquerschnitt aus und ermöglichen damit eine Bestückung des Arbeitsmittelträgers 3 mit den streifenförmigen, durch den verdickten Halterand 8 versteiften Lamellen 2, indem diese von außen nach innen in Längsrichtung in die Nuten 7 eingeschoben werden.
- Die Nuten 7 sind - fertigungstechnisch bedingt - nach oben unverengt offen ausgeformt. Dies ermöglicht es insbesondere, von komplizierten vielteiligen Spritzgussformen für einen Arbeitsmittelträger 3 abzusehen mit verengten und an zugänglichen Nuten und stattdessen ein einfaches, vorzugsweise nur zweiteiliges Formwerkzeug vorzugeben, das auch zum Entformen in einer einfachen Öffnungsbewegung schnell, einfach und robust zu handhaben ist.
- Mit den unterseitig, oberseitig und endseitig ausmündenden Nuten 7 sind Spalte gebildet, zwischen denen der Arbeitsmittelträger 3 Sektoren behält, die nur in einem mittleren Bereich untereinander verbunden sind. Die Nuten sind zwar, wie
Fig. 1 anhand der Unterkanten der Lamellen 2 andeutet, unterschiedlich lang, nämlich im Wechsel kürzer oder länger, um die Unterseite 10 des Arbeitsmittelträgers gleichmäßiger mit der Schar der Lamellen 2 abzudecken, gleichwohl ergibt sich durch die Nuten 7 eine mechanische Schwächung des Arbeitsmittelträgers 3. Diese Schwächung könnte grundsätzlich zwar noch über einen (nicht dargestellten) Verbindungsring am Außenrand gemindert werden, der oberhalb der offenen Endquerschnitte der Nuten 7 wie auch außerhalb der oberseitigen Öffnungen der Nuten verläuft. Im vorliegenden Fall ist aber eine Versteifung mit Hilfe der Deckels 4 erzielt. - Bei dem einstückigen Deckel 4 ist neben einer im wesentlichen flachen Deckelplatte 11 umfangsseitig ein Ringbund 12 ausgeformt, der dann, nachdem der Arbeitsmittelträger 3 mit Lamellen 2 bestückt und mit dem Deckel 4 verbunden ist, einen Umfangsrand 13 des Arbeitsmittelträgers 3 eng umschließt. Damit werden die offenen Endquerschnitte der Nuten 7 gegen ein Herausschleudern der Lamellen 2 abgeriegelt.
- Darüber hinaus ist der Ringbund 12 mit innenseitig angeformten Rastnoppen 14 bestückt, die in die Endquerschnitte der Nuten 7 eingreifen und die Sektoren des Arbeitsmittelträgers 3 gegeneinander fixieren, gleichzeitig aber auch eine Rasthemmung in Umfangsrichtung gegen eine Löse- oder Lockerungsbewegung in der Verbindung zwischen Arbeitsmittelträger 3 und Deckel 4 darstellen, wenn etwa im Gebrauch des Werkzeugs Momentenbelastungen auftreten. Grundsätzlich ist allerdings die Drehrichtung bei den Gewindeausformungen 5 zwischen Deckel 4 und Arbeitsmittelträger 3 so gewählt, dass die Belastungsmomente im Sinne einer festen Verbindung wirken.
- Zweckmäßig weist der Ringbund 12 noch einen insgesamt oder zumindest teilweise umlaufenden Rastrand 15 auf, mit dem der Ringbund 12 den Arbeitsmittelträger 3 auch noch unterseitig hintergreifen kann, um die Verbindung zwischen Deckel 4 und Arbeitsmittelträger 3 zu sichern.
- Der Deckel 4 weist neben der zentralen Ausnehmung 6 noch einen Kranz von im Kreis gleichmäßig verteilten Öffnungen auf, die als Anschlussöffnungen 16 für eine Staubabsaugung dienen. Diese sind beispielsweise für einen konzentrischen Saugluftanschluss eines Antriebs mit dem Außendurchmesser passend vorzugeben. Die Saugluftführung unterhalb des Deckels 4 kann aber dann, etwa mit offenen Kanälen im Arbeitsmittelträger 3 und Abschluss durch den Deckel 4 von oben, wahlweise gestaltet werden, um zu Absaugöffnungen 17 an der Unterseite des Arbeitsmittelträgers 3 zu gelangen, die zwischen die Nuten 7 und die von diesen ausgehenden Lamellen gelegt sind. Bei der Gestaltung des Werkzeugs 1 nach
Fig. 1 überdecken sich die Anschlussöffnungen 16 und die weiter nach außen reichenden Absaugöffnungen noch so weit, dass eine direkte Saugluftführung gegeben ist. Der Deckel 4 ermöglicht also dann, wenn ein solches Werkzeug einsatzbedingt mit einer Staubabsaugung ausgestattet sein soll, auf einfache Weise die Absaugöffnungen 17 anwendungsgerecht einzurichten und die oberseitigen Anschlussöffnungen im Deckel passend für den maschinenseitigen Abschluss zu legen. - In den
Fig. 2 bis 11 sind Beispiele dargestellt, bei denen die Lamellen, die nicht nur im Vergleich zu Schleif- oder Polierpapieren oder dergleichen flächigen Arbeitsmitteln größere Arbeitsmittelmengen bereitzustellen erlauben und auch Zwischenvolumen für Abrieb und Schmutz bereitstellen, auch unterschiedlich zu gestalten sind. Ein Werkzeug der hier vorgestellten Art ist geeignet, mit unterschiedlichen Lamellen bestückt zu werden, wobei allerdings eine Abstimmung des oberen Halterandes auf die Nuten 7 des Arbeitsmittelträgers vorzugeben ist. - Eine einfache Ausbildung einer Lamelle 19 gemäß
Fig. 2 sieht vor, dass drei Streifen doppelter Breite, mittig längs gefaltet um einen Innenzug 20 mit rundem Querschnitt gelegt und in dieser Position fixiert sind. Damit bieten die Lamellen eine in das erfindungsgemäße Werkzeug längs einschiebbare Streifenform mit verdicktem Halterand. - Eine Variante einer Lamelle 21 gemäß
Fig. 4 und 5 weist einen relativ dünnen Innenzug 22 auf, ist aber im Bereich des verstärkten Halterandes am Umfang mit einem Keder 23 verstärkt, um eine leicht einschiebbare, gleichwohl aber spielarm in der Nut 7 des Werkzeugträgers 3 anzuordnende Form des Halterandes zu erzielen. - In
Fig. 6, 7 und 8 sind verschiedene Lamellen 24, 25, 26 dargestellt, deren Unterkante nicht einfach parallel zum Halterand, sondern in besonderer Weise konturiert ausgebildet sind, um beispielsweise eine konkave Hüllfläche 27 im montierten Zustand gemäßFig. 9 oder eine konvexen Hüllfläche 28 gemäßFig. 10 oder eine wellige Unterfläche 29 gemäßFig. 11 zu erzielen. Damit sind Ausführungsformen für bestimmte Anwendungsfälle, etwa bei Hohl- oder Kugelformen, gezielt zu erfassen. Eine gegenüber dem Werkzeug 1 nachFig. 1 abgewandelte Ausführungsform eines Werkzeugs 31 ergibt sich aus denFig. 12 bis 15 . Auf die Beschreibung zum Werkzeug 1 kann Bezug genommen werden. Die hiernach hervorzuhebenden Abweichungen stellen sich insbesondere in sich ergänzenden beiderseits profilierten Ausgestaltungen eines Arbeitsmittelträgers 32 und eines Deckels 33 dar, wobei der Arbeitsmittelträger 32 Nuten aufweist, über die die Lamellen 34 mit verdickten Halterändern 35 überstehen, aber von der Oberseite durch passende Profilierungen des Deckels 33 zum Arbeitsträger 32 hin gefasst werden, um die verdickten Halteränder der Lamellen 34 zwischen Arbeitsmittelträger 32 und Deckel 33 einzuklemmen. - Weiterhin ist der Deckel 33 nicht einstückig mit einem Ringbund versehen sondern wird zusammen mit dem Arbeitsmittelträger 32 durch einen Umfangsring 36 umgriffen und zusammengeklammert. Eine Lösbarkeit des Halterings 36 ist dadurch zu erzielen, dass dieser radial nach innen gerichtet Kupplungsstifte 37 (
Fig. 15 ) aufweist, die in umfangsseitige Nuten 38 im Deckel 33 und im Arbeitsmittelträger 32 (Fig. 13 und 14 ) bewegbar eingreifen, um eine halternde Verbindung zu erzielen, wobei die Nuten nach Art einer Bajonettverbindung geführt und damit die Verbindung gegen ein leichtes Lösen gesichert sind. - Ein weiteres Werkzeug 41 nach
Fig. 16 und 17 weist zu einer Unterfläche, aus der die Lamellen über verengte Nutquerschnitte ausmünden, einen hoch gewölbten Randbereich auf, an dem die mit bogenförmigen Halträndern 43 passend geformten Lamellenstreifen 42 auch radial heraustreten. Nuten 44 in einem die Unterfläche aufweisenden Arbeitsmittelträger 45 sind nicht gradlinig, sondern außenseitig aufsteigend geformt. - Ein Deckel 46 hat eine konvexe, den Halterändern 43 der Lamellen 42 der angeschmiegten Unterseite 47 mit offenen Nutausformungen 48 zur oberseitigen Festlegung der Halteränder 43 der Lamellen 42.
- Nach außen vorspringende Rastausformungen 49, vergrößert in
Fig. 17 dargestellt, greifen in die endseitig offenen Nutquerschnitte 44 des Arbeitsmittelträgers 45 ein, um damit zum einen die den Arbeitsmittelträger 45 zu stabilisieren und um den Deckel 46 verdrehsicher gegenüber dem Arbeitsmittelträger 45 festzulegen. Die Verbindung zwischen Deckel 46 und Arbeitsmittelträger 45 in axialer Richtung ist inFig. 16 nicht veranschaulicht. Diese kann, wie oben ausgeführt, auf verschiedene Weise mit geläufigen Mitteln erzielt werden. - An dem Arbeitsmittelträger 45 ist ein gebräuchlicher Antriebsanschluss 50 in einer Zapfenform dargestellt, in die beim Spritzgussverfahren auch eine metallene Formmutter 51 der größeren Festigkeit wegen eingebettet ist. Dieser Antriebsanschluss 50 durchgreift den Deckel 46 in einer zentralen Öffnung, sodass der Kraftfluss vom Antrieb auf kurzem Weg direkt in den Arbeitsmittelträger 45 übergehen kann, während der Deckel belastungsfrei bleibt.
- Der Arbeitsmittelträger 45 weist Absaugschlitze 52 auf, die unterseitig zwischen den Lamellen 42 ausmünden und oberseitig mit Sauganschlussschlitzen 53 im Deckel 46 in Verbindung stehen, um eine Luftführung für die Staubabsaugung zu erstellen, wobei die Schlitze 52 und 53 keineswegs deckungsgleich sein müssen. Typischerweise sind die Schlitze 52 radial weiter nach außen reichend als die für den entsprechenden Maschinenanschluss radial begrenzten Schlitze 53.
- Eine weitere Ausführungsform nach
Fig. 18 zeigt ein Werkzeug 54 gemäß der Erfindung, bei dem in einem Arbeitsmittelträger 55 der ansonsten zuvor beschriebenen Art Lamellen 56 nicht senkrecht nach unten, sondern schräg ausgestellt sind. Im vorliegenden Fall ist die Anstellung "schleppend", also für eine Drehung des Arbeitsmittelträgers 55 im Uhrzeigersinn nachhängend ausgerichtet. Dies erleichtert eine flache überlappende Arbeitsstellung der Lamellen. Für andere Anwendungsfälle kann auch eine Schrägstellung der Lamellen gegen die Rotationsrichtung in Betracht zu ziehen sein, um etwa die Lamellen beim Polieren oder Schleifen eine Biegespannung aufbauen zu lassen und damit einen Polstereffekt zu erzielen. In jedem Fall lässt sich die jeweils gewünschte Schrägstellung von Nuten 57 vorgeben und durch das Aufgreifen eines Deckels 58 stabilisieren. - Auch hier ist der Arbeitsmittelträger 55 mit einem einstückig angeformten Antriebsanschluss 59 ausgestattet, so dass die vom jeweiligen Antrieb aufgebrachten Kräfte bzw. Momente innerhalb des Arbeitsmittelträgers 55 auf die Lamellen 56 übergeleitet werden, während der Deckel 58 insoweit außerhalb des Kraftflusses liegt.
- In
Fig. 19 und 20 ist ein Werkzeug 60 zur Oberflächenfeinbearbeitung von Hand dargestellt, wobeiFig. 20 lediglich die Explosionsdarstellung bzw. Einzelteildarstellung vor der fertigen Montage des Werkzeugs zeigt. Das Werkzeug 60 weist einen Arbeitsmittelträger 61 in einer rotationssymmetrischen Form mit radialen Nuten 62 zur Aufnahme von Lamellen 63 auf, ist aber in der Mitte nicht mit einem Antriebsanschluss zur maschinellen Betätigung, sondern mit einem Kupplungsring 64 versehen, auf den ein Handknauf 65, durch eine Zentralöffnung 66 eines Deckels 67 mit einem Rastzapfen 68 durchgesteckt und aufzurasten ist. Die Gestaltung des Arbeitsmittelträgers 61 und des Deckels 67, wie auch deren Anpassung aneinander folgt dabei den oben beschriebenen Gestaltungen für ein maschinell betriebenes Werkzeug. Auch hier erfolgt die Krafteinleitung vom Handknauf 65 direkt in den Arbeitsmittelträger 61 unter Umgehung des Deckels 67, der auf die Abdeckung des Arbeitsmittelträgers 61 und die Festlegung der Lamellen 63 in den Nuten 62 auszulegen ist. - Ein weiteres handbetriebenes Werkzeug 70 ist in Ansicht schräg von oben in
Fig. 21 und in einer Explosionsdarstellung inFig. 22 zu erkennen, wobei die Gestaltung eines rotationssymmetrischen Arbeitsmittelträgers 71 mit Nuten 72 zur Einlagerung von Lamellen 73 den vorbeschriebenen Gestaltungslinien entspricht, allerdings keine zentrale Krafteinleitung aufweist. Der Arbeitsmittelträger 71 wird vielmehr mit einem Deckel 74 fest verbunden, der nicht nur die Abdeckung des Arbeitsmittelträgers 71 und die Lagefixierung der Lamellen 73 in diesem mit seiner (nicht dargestellten) Unterseite und einem außen übergreifenden Ringbund 75 übernimmt, sondern auch mit einer ballig gewölbten Oberseite 76 eine Handaufgriffsfläche für die Handbetätigung bietet. Die Kräfte der Handbetätigung werden dann primär in den Deckel 74 und von diesem über Berührungsstellen und Verbindungen zum Arbeitsmittelträger 71 und in die Lamellen 73 eingeleitet. Für eine leichtere Handbetätigung ist oberseitig eine Handschlaufe 77 vorgesehen, die beispielsweise aus Kunststoffmaterial aufgeschweißt oder aufgesiegelt werden kann, wenn der Deckel 74 aus einem passenden Kunststoffmaterial besteht, sonst auch beispielsweise aufzuschrauben oder aufzunieten ist, wobei die Handschlaufe 77 im Sinne einer Weitenverstellung aus zwei Streifen 78, 79 besteht, die mit beabstandeten Enden am Deckel 74 zu befestigen und an einander überlappenden Bereichen durch einen Klettverschluss oder eine sonstige lösbare Verbindung zu fixieren sind. - Ein weiteres handbetätigtes Werkzeug 80 zur Oberflächenfeinbearbeitung nach der Schräg-Draufsicht gemäß
Fig. 23 und der Explosionsdarstellung gemäßFig. 24 ist in rechteckiger Grundform (anstelle der vorbetrachteten runden Grundformen) ausgeführt. Auch hier dient en Deckel 81 als Grifffläche für einen Handaufgriff, gestützt durch eine Handschlaufe 82 aus zwei gegeneinander zur Weitenverstellung lösbaren und verbindbaren Streifen, wobei die Handschlaufe 82 diagonal auf den Deckel 81 aufgesetzt ist. Der Deckel 81 übergreift einen Arbeitsmittelträger 83 an zwei gegenüberliegenden Längsseiten, an denen jeweils ein Teil von Nuten 87 zur Einlagerung und Halterung von Lamellen 84 ausmünden. Die Lamellen 84 und die Nuten 87 sind als Parallelenschar vorgegeben, wobei diese nicht über die gesamte Breite des Arbeitsmittelträgers 83 verlaufen, sondern einen Endbereich freilassen. Dadurch, dass die Nuten im Wechsel von der einen und der anderen Längsseite des Arbeitsmittelträgers 83 nach innen geführt sind, bliebt der Arbeitsmittelträger 83 einstückig erhalten. Die Abstände zwischen der Parallelenschar der Lamellen sind auch in einem mittleren Bereich über die Breite des Werkzeugs 80 geringer als in den Randbereichen zu den Längsseiten hin. Damit ist auch eine durchaus in der Praxis gewünschte Randabschwächung bei der Oberflächenfeinbearbeitung zu erzielen. - Der Deckel 81 weist an einer Unterseite 85 eine auf die Lamellen-Oberkanten aufgreifende Form auf, um diese möglichst spielfrei im Arbeitsmittelträger 83 festzulegen. Weiter greift der Deckel 81 mit nach unten gerichteten Seitenteilen 86 über die Längsränder des Arbeitsmittelträgers 83, um die Kanten glatt abzuschließen und die eingelagerten Lamellen zu fixieren.
- Es versteht sich, dass die vorbeschriebenen runden Ausführungsformen wie auch die rechteckige Ausführungsform nach
Fig. 23 und 24 nur exemplarische Beispiele für eine Vielzahl von Gestaltungsmöglichkeiten darstellen, um insbesondere rotierenden bzw. hin- und hergehenden Arbeitsbewegungen zu entsprechen. In der Praxis finden sich auch beispielsweise Werkzeuge zur Oberflächenfeinbearbeitung mit etwa dreieckigem Grundriss, etwa für exzentrische Mischbewegungen auf einer zu bearbeitenden Oberfläche.
Claims (15)
- Werkzeug zur Oberflächenfeinbearbeitung wie Reinigen, Schleifen oder Polieren mit einem Arbeitsmittelträger (3,32,45,55,61,71,83), dessen Unterseite mit einer Schar gleichförmig verteilt angeordneter, vorwiegend nach unten weisender Lamellen (8,19,21,24,25,26,34,42,56,63,73,84) bestückt ist, die jeweils mit einem oberen, im Querschnitt verdickten Halterand in Nuten (7,44,57,62,72,87) des Arbeitsmittelträgers (3,32,45,55,61,71,83) verlaufen, die zur Unterseite des Arbeitsmittelträgers (3,32,45,55,61,71,83) verengt sind und die jeweilige Lamelle (8,19,21,24,25, 26, 34, 42,56,63,73,84) bis auf den Halterand durchtreten lassen und die zumindest einenends aus dem Arbeitsmittelträger (3,32,45,55,61,71,83) mit offenem Nutquerschnitt ausmünden, wobei der Arbeitsmittelträger (3,32,45,55,61,71,83) aus einem Kunststoff-Spritzgussteil besteht, in dem die Nuten (7,44,57,62,72,87) nach oben unverengt offen ausgeformt sind und oberseitig durch einen Deckel (4,33,46,58,67,76,81) abgedeckt sind, der mit dem Arbeitsmittelträger (3,32,45,55,61,71,83) fest verbunden ist und die Nuten (7,44,57,62,72,87) mitsamt den darin liegenden Lamellen (8,19,21,24,25,26,34,42,56,63,73,84) abschließt.
- Werkzeug nach Anspruch 1, dadurch gekennzeichnet, dass der Deckel (4,58,67,76,81) den Arbeitsmittelträger (3,55,61,71,83) randseitig übergreift und, die Nuten (7,57,62,72,87) endseitig zumindest teilweise abschließt.
- Werkzeug nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass der Deckel (4,33,46,58,67,76,81) im Bereich der Nuten (7,44,57,62,72,87) auf die Lamellen (8,19,21,24,25,26,34,42,56,63,73,84) aufgreift.
- Werkzeug nach Anspruch 1, 2 oder 3, dadurch gekennzeichnet, dass der Arbeitsmittelträger (3,45) in seiner Unterfläche verteilte Absaugöffnungen (17,52) in Verbindung mit nach oben durch den Arbeitsmittelträger (3,32,45,55,61,71,83) verlaufenden Absaugkanälen aufweist, die oberseitig durch den Deckel (4,33,46,58,67,76,81) zumindest teilweise abgedeckt sind.
- Werkzeug nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass der Arbeitsmittelträger (3,32,45,55,61,71) kreisförmig mit radial verlaufenden Nuten (7,44,57,62,72) ausgebildet ist.
- Werkzeug nach Anspruch 5, dadurch gekennzeichnet, dass die Nuten (7,44,57,62,72) zu einem Mittenbereich des Arbeitsmittelträgers (,3,32,45,55,61,71) hin abwechselnd kürzer bzw. länger erstreckt sind.
- Werkzeug nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass die Unterseite des Arbeitsmittelträgers (45) konvex ausgebildet ist und, dass die Lamellen (42) eine gebogene Streifenform aufweisen.
- Werkzeug nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass der Arbeitsmittelträger (3,32,45,55) direkt mit einem Antriebsanschluss (50) verbunden ist.
- Werkzeug nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass der Deckel (4) mit dem Arbeitsmittelträger (3) lösbar durch eine Verschraubung (5) oder Verrastung verbunden ist.
- Werkzeug nach Anspruch 9, dadurch gekennzeichnet, dass die Verbindung (5) im Bereich von zwei ineinander liegenden Ringflächen von Deckel (4) und Arbeitsmittelträger (3) ausgebildet ist.
- Werkzeug nach Anspruch 10, dadurch gekennzeichnet, dass der Arbeitsmittelträger einen den Deckel (4) nach oben durchgreifenden Antriebsausschluss aufweist, zwischen dem und dem Deckel (4) die Verbindung (5) ausgebildet ist.
- Werkzeug nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass der Deckel (76,81) den Arbeitsmittelträger (71,83) in Form einer oberseitig geschlossenen Kappe übergreift und einen Griffbereich aufweist.
- Werkzeug nach Anspruch 11, dadurch gekennzeichnet, dass der Deckel (67) mit einem knaufartigen Griff (65) versehen ist.
- Werkzeug nach Anspruch 11, dadurch gekennzeichnet, dass der Deckel (76,81) eine Handschlaufe (77,82) aufweist.
- Werkzeug nach Anspruch 14, dadurch gekennzeichnet, dass die Handschlaufe (77,82) aus zwei gegeneinander zur Weitenverstellung festzulegenden Schlaufenstücken (78,79) besteht.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE202014000852.3U DE202014000852U1 (de) | 2014-01-30 | 2014-01-30 | Werkzeug zur Oberflächenfeinbearbeitung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2913151A1 true EP2913151A1 (de) | 2015-09-02 |
| EP2913151B1 EP2913151B1 (de) | 2017-03-01 |
Family
ID=52394867
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15000037.0A Not-in-force EP2913151B1 (de) | 2014-01-30 | 2015-01-10 | Werkzeug zur Oberflächenfeinbearbeitung |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US9358670B2 (de) |
| EP (1) | EP2913151B1 (de) |
| DE (1) | DE202014000852U1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3178608A1 (de) * | 2015-12-09 | 2017-06-14 | Kolthoff Gabrovo EOOD | Werkzeug für oberflächenfeinbearbeitungen |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK177274B1 (da) * | 2011-05-27 | 2012-09-10 | Flex Trim As | Slibehoved |
| DK177694B1 (da) * | 2012-12-04 | 2014-03-10 | Poul Erik Jespersen Kadicma | Værktøj med roterende bearbejdningsenhed |
| DE102015011442A1 (de) * | 2015-09-01 | 2017-03-02 | Gerd Eisenblätter Gmbh | Fächerschleifscheibe, Tragteller dafür und Verfahren zu deren Herstellung |
| US20170113327A1 (en) * | 2015-10-25 | 2017-04-27 | Dimar Ltd | Sanding device |
| EP3463755A4 (de) * | 2016-05-31 | 2020-01-15 | Flex Trim A/S | Werkzeug mit werkzeugelementen |
| US10434624B2 (en) * | 2016-07-07 | 2019-10-08 | The Boeing Company | Roto peening orbital drilling tool |
| DK180070B1 (da) * | 2018-08-16 | 2020-03-20 | Flex Trim A/S | Roterende bearbejdningsenhed |
| DE102020001283A1 (de) | 2020-02-28 | 2021-09-02 | Wendt Poliertechnik Gmbh & Co. Kg | Polierwerkzeug |
| EP4347185A4 (de) * | 2021-05-27 | 2025-04-23 | The Malish Corporation | Polierbürstensystem |
| CN114939828A (zh) * | 2022-05-24 | 2022-08-26 | Abb瑞士股份有限公司 | 打磨机 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2411749A1 (de) * | 1974-03-12 | 1975-09-25 | Festo Maschf Stoll G | Schleifscheibe an schleifmaschinen mit einem zu einer drehbewegung antreibbaren schleifteller |
| DE19809046A1 (de) * | 1998-03-04 | 1999-09-09 | Karl Kraemer Gmbh & Co | Handhabungsgerät zur Oberflächenbehandlung |
| EP1633530A1 (de) | 2003-04-25 | 2006-03-15 | Flex Trim A/S | Schleifscheibe mit sandpapierelementen |
| WO2010028255A1 (en) * | 2008-09-08 | 2010-03-11 | Epoxi Tech Inc. | Low pressure polishing method and apparatus |
| WO2012163357A1 (en) | 2011-05-27 | 2012-12-06 | Flex Trim A/S | Grinding head |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2328886A (en) * | 1941-09-13 | 1943-09-07 | Reaco Inc | Device for removing superfluous hair |
| US2423992A (en) * | 1946-04-03 | 1947-07-15 | Elmer E Nordgren | Rotary buffing tool |
| US3132452A (en) * | 1962-02-23 | 1964-05-12 | Merit Products Inc | Rotary abrasive device |
| US3512311A (en) * | 1968-05-24 | 1970-05-19 | Merit Abrasive Prod | Abrasive pack with self-contained anchoring flange and rearwardly adjacent supplemental leaves |
| US4251958A (en) * | 1979-02-09 | 1981-02-24 | Black & Decker Inc. | Surface finishing device |
| US4461127A (en) * | 1981-11-19 | 1984-07-24 | The Boeing Company | Abrading tool |
| US4493170A (en) * | 1981-11-19 | 1985-01-15 | The Boeing Company | Abrading tool |
| US8469775B2 (en) * | 2008-07-10 | 2013-06-25 | 3M Innovative Properties Company | Conversion assemblage adaptable for use in combination with a surface modifying apparatus and method thereof |
-
2014
- 2014-01-30 DE DE202014000852.3U patent/DE202014000852U1/de not_active Expired - Lifetime
-
2015
- 2015-01-10 EP EP15000037.0A patent/EP2913151B1/de not_active Not-in-force
- 2015-01-30 US US14/609,459 patent/US9358670B2/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2411749A1 (de) * | 1974-03-12 | 1975-09-25 | Festo Maschf Stoll G | Schleifscheibe an schleifmaschinen mit einem zu einer drehbewegung antreibbaren schleifteller |
| DE19809046A1 (de) * | 1998-03-04 | 1999-09-09 | Karl Kraemer Gmbh & Co | Handhabungsgerät zur Oberflächenbehandlung |
| EP1633530A1 (de) | 2003-04-25 | 2006-03-15 | Flex Trim A/S | Schleifscheibe mit sandpapierelementen |
| WO2010028255A1 (en) * | 2008-09-08 | 2010-03-11 | Epoxi Tech Inc. | Low pressure polishing method and apparatus |
| WO2012163357A1 (en) | 2011-05-27 | 2012-12-06 | Flex Trim A/S | Grinding head |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3178608A1 (de) * | 2015-12-09 | 2017-06-14 | Kolthoff Gabrovo EOOD | Werkzeug für oberflächenfeinbearbeitungen |
Also Published As
| Publication number | Publication date |
|---|---|
| DE202014000852U1 (de) | 2015-01-21 |
| EP2913151B1 (de) | 2017-03-01 |
| US20150209938A1 (en) | 2015-07-30 |
| US9358670B2 (en) | 2016-06-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2913151B1 (de) | Werkzeug zur Oberflächenfeinbearbeitung | |
| DE202013103515U1 (de) | Rohlingaufnahme sowie Dental-Fräsmaschine | |
| DE2254334C3 (de) | Vulkanisierform für Luftreifen | |
| DE69324247T2 (de) | Zubehör für Krafthandwerkzeug | |
| DE102015107337A1 (de) | Matrizenwechsler mit daran angepasster Wechselmatrize und Matrizendom sowie Verfahren zum Entfernen und Einsetzen der Wechselmatrize | |
| DE102019127497A1 (de) | Gerätekopf eines hydraulisch betätigbaren Werkzeugs | |
| DE2215487A1 (de) | Bürstenwalze für Staubsauger oder ähnliche Vorrichtungen | |
| EP2875762A1 (de) | Rührgefäß für eine Küchenmaschine | |
| DE3211810C2 (de) | Halter für eine elektrische Zahnbürste | |
| EP3178608B1 (de) | Werkzeug für oberflächenfeinbearbeitungen | |
| EP3231321A1 (de) | Tellerbesen und befestigungseinrichtung für tellerbesen | |
| EP1741515B1 (de) | Werkzeug | |
| EP2939564A1 (de) | Kehrvorrichtung zur anordnung an einer kehr- oder reinigungsmaschine | |
| DE102009038371A1 (de) | Kupplungselement | |
| DE102015011207A1 (de) | Verschlussdeckel und Spritzgießform zu dessen Herstellung | |
| DE3423959A1 (de) | Greifschuhvorrichtung zur anordnung an einem fahrzeugrad | |
| DE2263741C3 (de) | Bürste mit drehbarer Bürstenplatte | |
| DE202006020586U1 (de) | Trägerplatte für eine Kopierfräseinrichtung | |
| EP3210494B1 (de) | Befestigungssystem für kehrelemente | |
| DE2648619C2 (de) | Drehbare Befestigung für den Anschlußstutzen eines Staubsaugerschlauches | |
| DE202012008015U1 (de) | Halter für Rohlinge | |
| DE4026335C2 (de) | Verfahren zum Herstellen eines Endbearbeitungswerkzeuges und danach hergestelltes Endbearbeitungswerkzeug | |
| EP2829340B1 (de) | Spannvorrichtung | |
| EP2327522B1 (de) | Vorrichtung zum Beseitigen des Grates eines keramischen Formlings | |
| DE202018104802U1 (de) | Schleifwerkzeug |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: KOLTHOFF GABROVO EOOD |
|
| 17P | Request for examination filed |
Effective date: 20151001 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20160707 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| INTG | Intention to grant announced |
Effective date: 20161121 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 870719 Country of ref document: AT Kind code of ref document: T Effective date: 20170315 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502015000609 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20170301 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170602 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170601 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170703 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170701 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502015000609 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 |
|
| 26N | No opposition filed |
Effective date: 20171204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180110 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180131 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20150110 Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 870719 Country of ref document: AT Kind code of ref document: T Effective date: 20200110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200110 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20221129 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230123 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230113 Year of fee payment: 9 Ref country code: DE Payment date: 20220929 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502015000609 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20240110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240110 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240131 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240110 |