EP3070209A1 - Armaturenkörper für eine sanitärarmatur und herstellungsverfahren - Google Patents
Armaturenkörper für eine sanitärarmatur und herstellungsverfahren Download PDFInfo
- Publication number
- EP3070209A1 EP3070209A1 EP16000557.5A EP16000557A EP3070209A1 EP 3070209 A1 EP3070209 A1 EP 3070209A1 EP 16000557 A EP16000557 A EP 16000557A EP 3070209 A1 EP3070209 A1 EP 3070209A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- shell
- sub
- molding compound
- fitting
- fitting body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- E—FIXED CONSTRUCTIONS
- E03—WATER SUPPLY; SEWERAGE
- E03C—DOMESTIC PLUMBING INSTALLATIONS FOR FRESH WATER OR WASTE WATER; SINKS
- E03C1/00—Domestic plumbing installations for fresh water or waste water; Sinks
- E03C1/02—Plumbing installations for fresh water
- E03C1/04—Water-basin installations specially adapted to wash-basins or baths
- E03C1/0404—Constructional or functional features of the spout
Definitions
- the present invention relates to a fitting body for a sanitary fitting and a method for producing a fitting body for a sanitary fitting.
- the fitting body is in particular a part or a component of a sanitary fitting.
- Sanitary fittings are, in particular, thermostatic fittings and / or mixing fittings, in particular thermostatic mixing valves, for bathtubs, wall basins, hand showers or the like.
- the sanitary fittings regularly have a hot water supply for hot water and a cold water supply for cold water.
- the sanitary fittings regularly have an outlet opening for mixed water.
- the hot water and the cold water can be mixed within the sanitary fitting by means of a thermostatic valve to achieve a predeterminable water temperature.
- the water flow or the amount of water can be adjusted by means of a volume control valve.
- the valves can be actuated by means of separate actuators or by means of a common actuator.
- water fittings in which the water channels or the waterways are formed in a body.
- a base body is formed for example of metal, plastic or the like.
- the water channels are introduced during the manufacturing process, in particular during a casting process or injection molding, by means of appropriate molding tools in the body.
- the present invention has the object, at least partially solve the problems described with reference to the prior art.
- a fitting body for a sanitary fitting are specified, which is easy to manufacture, requires a small space and has as few sealing points.
- the Entform stresses to be facilitated and undercuts are avoided in Entformungscardi.
- the dashboard body should act in one piece from the outside.
- a manufacturing method for a fitting body is to be specified, which allows the simplest possible manufacture of a compact fitting body with as few sealing points or high density.
- a slight demolding of the individual components is to be made possible and undercuts are avoided.
- the present invention provides a fitting body for a sanitary fitting.
- the fitting body has an outer side, which is formed with at least a first partial shell and at least one second partial shell.
- the at least one first sub-shell and the at least one second sub-shell are arranged to match each other.
- At least one waterway is formed between the at least one first subshell and the at least one second subshell.
- the outside is predominantly covered by a molding compound.
- the outside of the fitting body is formed with the at least one first sub-shell and the at least one second sub-shell, wherein the sub-shells together form virtually the entire outer side (possibly excluding sensors, connections, openings, etc.).
- the outside is in this case on the side facing away from the at least one waterway side of the partial shells.
- the outer side can also be understood here as the outer surface of the partial shells.
- the fitting body is usually not visible from the outside in the fitting housing, so that the outside mentioned here is not basically equated with an outer surface of the sanitary fitting itself.
- the at least one first subshell and the at least one second subshell are each a half shell of the fitting body.
- An upper or lower half shell relates in particular to an upper or lower half of a fitting body. If the partial shells are formed as half-shells, then the separation or lie the separation surfaces of the half-shells in a plane, in particular a division plane or parting plane. Such a design
- upper and lower half-shell is not mandatory, because a plurality of first and / or second partial shells may be present, whereby the separating surfaces of the respective partial shells in several, in particular inclined to each other, levels.
- the subshells are arranged to match each other at their respective separation surfaces and / or interconnected. In this case, the separating surfaces may be brought into contact with one another, for example, and / or brought into a mold engagement by means of positioning elements, for example.
- At least one waterway is formed between the at least one first subshell and the at least one second subshell. In other words, this also means that the waterway is enclosed along the flow direction of the water by means of the partial shells.
- a plurality of water paths are provided which guide, for example, cold water, hot water and / or mixed water through the fitting body.
- the outside of the fitting body - after composite partial shells - is predominantly covered by a molding compound, ie in particular at least 70% or 80%. Very particular preference is that the outside is completely covered by the molding compound. In particular, all border areas of the two partial switching with each other (sealing surfaces) are detected. Preferably, the outside is almost completely covered with the molding compound, wherein openings of the fitting body, such as. B. inlet openings, outlet openings, connecting pieces or the like are not covered by the molding compound. In other words, this means in particular that the outer surface of the partial shells can also be (completely) covered by the molding compound.
- the at least one first subshell and the at least one second subshell are encapsulated with the molding compound.
- the partial shells, which were previously connected to one another are encapsulated in an injection molding tool by means of a liquid molding compound.
- the half shells are designed and connected together so that they the high injection pressure in Withstand injection mold and are tight against the liquid molding compound.
- the covering with the molding compound can advantageously take place as quickly as possible and in particular in series maturity.
- At least the at least one first subshell which is or are formed with at least one second subshell or the molding compound with a plastic or silicone.
- the subshells themselves can be formed by means of a casting process, in particular by means of an injection molding process. However, it is not mandatory that all shells are made of the same plastic.
- the molding compound is formed with or from a particularly firm or dimensionally stable plastic. This leads advantageously to the fact that the component strength of the fitting body is determined to a large extent by the molding material.
- the at least one first sub-shell and the at least one second sub-shell are connected to each other by means of a spring-groove connection.
- a spring-groove connection is, for example, formed with at least one groove in a parting surface of a second sub-shell and with at least one projection corresponding to the groove on an associated parting surface of a first sub-shell.
- the separating surfaces in each case relate to the contact surfaces or contact surfaces of contacting partial shells.
- the respective projection at least partially engages in the corresponding groove.
- a partial shell may have a plurality of grooves and / or projections.
- the spring-groove connection not only serves to form-fit the partial shells together, but also to seal the waterways between or within the subshells.
- a leak-tightness from the outside to the inside is required, which is necessary for the joining connected downstream process, the covering and in particular encapsulation with the molding compound.
- Such a downstream process can be carried out, for example, in a second tool mold, wherein the individual sub-shells can be previously cast in a first tool mold.
- the tightness of the joints of the partial shells for the later application in a sanitary fitting is of minor importance, because all outgoing sealing points are formed only when covering and especially during encapsulation with the molding compound.
- a spring-groove connection between the partial shells is not mandatory (to be provided alone), because the partial shells can also be joined by means of an adhesive bond or a material connection, in particular under the influence of heat.
- adhesive here compounds are referred to, in which the connection partners are held together by atomic or molecular forces.
- a cavity is formed in the region of an outlet opening of the at least one water path by means of the molding compound.
- the cavity extends beyond an end region of the at least one first partial shell and the at least one second partial shell.
- the cavity may also extend in a direction transverse to the conveying direction or flow direction of the water path via the outlet opening of the water path or over the end region of the partial shells addition. In other words, this means in particular that a diameter of the cavity is greater than a diameter of the waterway.
- a cross section of the waterway or the cavity is understood here essentially perpendicular to a flow direction or conveying direction of the waterway.
- the waterway and / or the cavity can be circular, oval or angular in cross section.
- the cavity is designed with at least one sealant or a connecting means.
- a connecting means can be designed here in the manner of a thread, by means of locking tongues or by means of at least one clip or the like.
- a sealant may be embodied here in the manner of an additional seal, such as, for example, an O-ring seal or a disk seal or the like.
- the cavity can also be regarded as a sealing region, wherein, for example, a projection formed with the molding compound extends further inwards from an inner circumference of the sealing region.
- the cavity may also be adapted to receive an insert formed with or made of metal or plastic.
- an insert can serve, for example, for connection to a valve or a water connection.
- Such an application can also and In particular, in a process step with the partial shells covered with the molding compound and preferably encapsulated.
- step a) the provision of the partial shells preferably takes place by means of a casting process, preferably by means of an injection molding process and very particularly preferably by means of a plastic injection molding process.
- the provision in step a) can take place in a first process step and in particular in a first tool mold.
- step b) the arranging or connecting of the partial shells takes place in particular by means of laying on and / or connecting the respective separating surfaces of the individual partial shells. If the partial shells are arranged aligned with each other, an outside of the fitting body is formed. This outside can also be considered the outer surface of the individual part shells be understood.
- the waterway is here formed by the fact that the sub-shells bound in the interior of a cavity, which is traversed by an inlet to an outlet of a water.
- step c) a predominant portion of the outside is covered with the molding compound.
- the outer surface of the partial shells is completely covered so that only the openings of the fitting body, in particular the water inlets, water outlets, valve connections or the like, are free of molding material.
- connection in step b) takes place by means of a spring-groove connection.
- a spring-groove connection is not mandatory, because the connection in step b) can also take place by means of an adhesive bond, or a cohesive connection, in particular by means of a welding operation.
- step c) at least a portion of the at least one first sub-shell and the at least one second sub-shell is overmolded with the molding compound.
- the encapsulation in step c) can be carried out in a second process step and in particular in a second mold.
- step c) a cavity is formed in the region of an outlet opening of the at least one waterway by means of the molding compound, wherein the cavity extends beyond an end region of the at least one first partial shell and the at least one second partial shell.
- the formation of the cavity and in particular of a sealing region can also take place here in a second process step and in particular in a second tool mold.
- all sealing points which make the fitting body releasably connectable to the outside or with external devices, are formed by means of the molding compound.
- the second mold is preferably formed as a plastic injection molding tool.
- the partial shells which are already connected to one another are furthermore preferably held and are injection-molded with the molding compound from the outside.
- the second tool shape can also be designed to allow an encapsulation of a cavity, which is upstream or downstream of the subshells in or against a flow direction of the waterway.
- the second tool shape for example, may include a casting core, an inner body corresponding to the cavity, or the like.
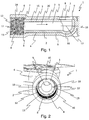
- Fig. 1 shows a fitting body 1 in a sectional view.
- the fitting body 1 has an outer side 2.
- the outer side 2 is here formed with a first partial shell 3 and a second partial shell 4. Since there are two subshells, the first subshell 3 is, for example, an upper half shell 15 and the second subshell 4 is a lower half shell 16.
- the first subshell 3 and the second subshell 4 are connected to one another at an interface 17.
- a waterway 5 is formed between the first sub-shell 3 and the second sub-shell 4, a waterway 5 is formed.
- the waterway 5 has two outlet openings 7. In the left part of the Fig. 1 is the outlet opening 7 to the left, and in the right part of the Fig. 1 the outlet opening 7 is directed upward. Whether or not the outlet 7 is an influence or outflow for water depends on the direction of flow of the water in the waterway 5.
- the outside 2 is predominantly covered by a molding compound 6.
- the first partial shell 3 and the second partial shell 4 are encapsulated with the molding compound.
- the molding compound 6 surrounds the outer surface of the upper half shell 15 and the lower half shell 16.
- the molding compound 6 allows a particularly homogeneous outer contour of the fitting body. 1
- first sub-shell 3 and the second sub-shell 4 are almost completely encapsulated with the molding compound, but the outlet openings 7 of the waterways 5 are not closed by the molding compound 6.
- the upper half shell 15 and the lower half shell 16 are each formed with plastic.
- the upper half shell 15 and the lower half shell 16 are produced in a plastic injection molding tool.
- the molding compound 6 is also formed here with plastic.
- the upper half-shell 15 and the lower half-shell 16 were overmolded in a connected state with the molding compound 6, namely the plastic.
- Fig. 1 It can also be seen that the separation of the upper half-shell 15 and the lower half-shell 16 lies in one plane. Thus, the separation surface 17 is formed in this plane.
- the upper half shell 15 and the lower half shell 16 are connected to each other by means of a tongue and groove connection 10.
- the Fig. 1 shows in the left area further that subsequently and / or in alignment with the outlet opening 7 of the waterway 5 by means of the molding compound 6, a cavity 8 is formed.
- the cavity 8 extends beyond an end region 9 of the first partial shell 3 and the second partial shell 4.
- an inner diameter of the cavity 8 is larger than an inner diameter of the waterway 5.
- the in Fig. 1 Cavity 8 shown on the left is designed with a sealing means 11 or a connecting means 12.
- the cavity 8 has an internal shaping in the manner of a thread 13.
- the left cavity 8 is also a sealing area 14.
- the cavity 8 extends beyond the outlet opening 7 and the end region 9.
- the inner diameter of the cavity 8 is greater than an inner diameter of the upwardly directed outlet opening 7 of the waterway 5. Due to this configuration can be realized that all outgoing or directed to an external device sealing points or joints by means of the molding compound. 6 are formed.
- Fig. 2 is a perspective view of the fitting body 1 for a sanitary fitting shown.
- the outside 2 of the fitting body is predominantly covered by the molding compound 6.
- the outer side 2 is formed with a first partial shell 3 and a second partial shell 4. Since two partial shells are provided here, the first subshell 3 is an upper half shroud 15 and the second subshell 4 is a lower half shroud 16 connected to its respective one Dividing surfaces 17 are interconnected.
- the connection of the upper half shell 15 and the lower half shell 16 by means of a tongue and groove connection 10.
- a tongue and groove connection 10 is shown.
- the spring-groove connection 10 extends along the parting surface 17 of the two partial shells.
- the upper half-shell 15 has a projection 18 on the left and on the right
- the lower half-shell 16 has a groove 19 on the left and on the right.
- the projections 18 engage in the grooves 19.
- the projections 18 and the grooves 19 extend here in or against a flow direction or propagation direction of the water path. 5
- FIG. 2 The perspective view of Fig. 2 is from the outside on the in Fig. 1 directed cavity 8 shown on the left.
- the cavity 8 is provided with a connecting means 12, namely an internal forming in the manner of a thread 13, executed.
- a connecting means 12 namely an internal forming in the manner of a thread 13 executed.
- a corresponding water supply with an external thread can be connected.
- a fitting body and a method for producing a fitting body for a sanitary fitting are shown, wherein the fitting body is formed with as few sealing points and acts in one piece to the outside.
- the fitting body is easy and especially in the context of a mass production produced and requires a small space.
Landscapes
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Hydrology & Water Resources (AREA)
- Public Health (AREA)
- Water Supply & Treatment (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft einen Armaturenkörper für eine Sanitärarmatur und ein Verfahren zur Herstellung eines Armaturenkörpers für eine Sanitärarmatur. Der Armaturenkörper ist insbesondere ein Teil bzw. ein Bauteil einer Sanitärarmatur.
- Bei Sanitärarmaturen handelt es sich insbesondere um Thermostatarmaturen und/oder Mischarmaturen, insbesondere um Thermostatmischarmaturen, für Badewannen, Wandbecken, Handbrausen oder dergleichen. Hierzu weisen die Sanitärarmaturen regelmäßig einen Warmwasserzulauf für Warmwasser und einen Kaltwasserzulauf für Kaltwasser auf. Zudem weisen die Sanitärarmaturen regelmäßige eine Auslassöffnung für Mischwasser auf. Das Warmwasser und das Kaltwasser können innerhalb der Sanitärarmatur mittels eines Thermostatventils gemischt werden, um eine vorgebbare Wassertemperatur zu erreichen. Zudem kann der Wasserdurchfluss bzw. die Wassermenge mittels eines Mengenregulierventils eingestellt werden. Die Ventile können mittels separater Stellglieder oder mittels eines gemeinsamen Stellglieds betätigt werden.
- Es sind Wasserarmaturen bekannt, bei denen die Wasserkanäle bzw. die Wasserwege in einem Grundkörper geformt sind. Ein solcher Grundkörper ist beispielsweise aus Metall, Kunststoff oder dergleichen gebildet. Bei einem solchen Grundkörper werden die Wasserkanäle während des Herstellungsprozesses, insbesondere während eines Gießprozesses bzw. Spritzgießprozesses, mittels entsprechender Formwerkzeuge in den Grundkörper eingebracht.
- Sollen nun komplexe Wasserkanäle in einem gegossenen Grundkörper nach Art eines Kunststoffspritzkörpers realisiert werden, so kann es zu Problemen beim Entformen eines solchen Grundkörpers kommen. Beim Gießprozess eines solchen Grundkörpers werden die komplexen Wasserkanäle innerhalb des Grundkörpers regelmäßig mittels sich touchierender Schieber realisiert. Solche Schieber sind erforderlich, wenn ein Wasserkanal in Entformungsrichtung eine Hinterschneidung darstellt. Bei einer solchen Herstellung entstehen regelmäßig scharfkantige Geometrien, die sich ungünstig auf den Wasserdurchfluss und die Geräuschentwicklung innerhalb einer Sanitärarmatur auswirken.
- Um die Entformbarkeit zu verbessern, sind Hinterschneidungen in Entformungsrichtung der jeweiligen Wasserkanäle bzw. Wasserwege zu vermeiden. Hierzu ist es jedoch in der Regel erforderlich, den Grundkörper in mehrere Baugruppen zu unterteilen. Nachteilig sind hierbei die zusätzlich entstehenden Dichtstellen und Verbindungsstellen, sowie ein damit einhergehender erhöhter Bauraum. Zudem sind Fertigungstoleranzen beim Zusammensetzen der einzelnen Baugruppen zu berücksichtigen.
- Eine weitere Möglichkeit Hinterschneidungen in Entformungsrichtung zu vermeiden besteht darin, die Wasserkanäle bzw. die Wasserwege in dem Formwerkzeug parallel zu entformen. Hierbei entstehen, bezogen auf eine Trennfläche des Grundkörpers, offene Wasserkanäle, die in Betrachtungsrichtung auf die Trennfläche nicht hinterschnitten sind. Eine solche Herstellung birgt jedoch den Nachteil, dass die offenen Wasserkanäle im Anschluss an die Entformung verschlossen werden müssen. Hierzu kann bspw. ein entsprechender Deckel auf die Trennfläche aufgebracht werden. Die Fixierung eines solchen Deckels kann mittels Kleben, Verschrauben, Reibschweißen, Vibrationsschweißen oder dergleichen erfolgen. Dies hängt auch davon ab, ob der Grundkörper mit Kunststoff oder Metall gebildet ist. Ein solcher Herstellungsprozess erfolgt in der Regel mehrstufig, weil das Verschließen der offenen Kanäle der Herstellung des Grundkörpers und dem Entformen des Grundkörpers nachgelagert ist. Solche Herstellungsprozesse unterliegen Schwankungen, so dass das Ergebnis nur mit großem Aufwand prozesssicher und einheitlich im Rahmen einer Serienproduktion gewährleistet werden kann.
- Hiervon ausgehend liegt der vorliegenden Erfindung die Aufgabe zugrunde, die mit Bezug auf den Stand der Technik geschilderten Probleme zumindest teilweise zu lösen. Insbesondere soll ein Armaturenkörper für eine Sanitärarmatur angegeben werden, der einfach herzustellen ist, einen geringen Bauraum benötigt und möglichst wenig Dichtstellen aufweist. Zudem sollen die Entformbarkeit erleichtert und Hinterschneidungen in Entformungsrichtung vermieden werden. Darüber hinaus soll der Armaturenkörper von außen betrachtet einteilig wirken. Insbesondere soll auch ein Herstellungsverfahren für einen Armaturenkörper angegeben werden, welches ein möglichst einfaches Herstellen eines kompakten Armaturenkörpers mit möglichst wenigen Dichtstellen bzw. hoher Dichtigkeit ermöglicht. Zudem soll eine leichte Entformbarkeit der einzelnen Komponenten ermöglicht werden und Hinterschneidungen vermieden werden.
- Diese Aufgaben werden gelöst mit einem Armaturenkörper und einem Verfahren zur Herstellung eines Armaturenkörpers mit den Merkmalen der unabhängigen Patentansprüche. Weitere vorteilhafte Ausgestaltungen der Erfindung sind in den abhängigen Patentansprüchen angegeben. Es ist darauf hingewiesen, dass die in den Patentansprüchen einzeln aufgeführten Merkmale in beliebiger, technologisch sinnvoller Weise miteinander kombiniert werden können und weitere Ausgestaltungen der Erfindung definieren. Darüber hinaus werden die in den Patentansprüchen angegeben Merkmale in der Beschreibung näher präzisiert und erläutert, wobei weitere bevorzugte Ausgestaltungen der Erfindung dargestellt werden.
- Die vorliegende Erfindung gibt einen Armaturenkörper für eine Sanitärarmatur an. Der Armaturenkörper hat eine Außenseite, die mit mindestens einer ersten Teilschale und mindestens einer zweiten Teilschale gebildet ist. Die mindestens eine erste Teilschale und die mindestens eine zweite Teilschale sind passend zueinander angeordnet. Zwischen der mindestens einen ersten Teilschale und der mindestens einen zweiten Teilschale ist mindestens ein Wasserweg gebildet. Die Außenseite ist überwiegend von einer Formmasse bedeckt.
- Die vorstehende technische Lösung wendet sich von den bekannten Herstellungsmöglichkeiten für Armaturenkörper ab. Es wird insoweit weder ein einteiliger Grundkörper mit in Entformungsrichtung hinterschnittenen Wasserkanälen, noch ein Grundkörper mit einseitig offenen Kanälen, die nachträglich verschlossen werden müssen, benötigt. Im Gegensatz dazu wird vorgeschlagen, die Wasserwege zunächst mittels Teilschalen, insbesondere Halbschalen, zu bilden, die anschließend außenseitig überwiegend von einer Formmasse bedeckt werden, insbesondre durch Umspritzen. Aufgrund der Kombination von inneren Teilschalen mit der anschließenden äußeren Formgebung können äußere Dichtstellen bzw. Verbindungsstellen und scharfkantige Geometrien vermieden werden, wodurch die Wasserwege sehr strömungsgünstig erzeugt werden können. Dies wirkt sich vorteilhaft auf den Wasserdurchfluss aus und ermöglicht es, die Geräuschentwicklung innerhalb des Armaturenkörpers zu minimieren. Durch diese Art der Bildung von Wasserwegen erhält man ein solides Bauteil, insbesondere Kunststoffteil, ohne unnötige äußere Dichtstellen. Aufgrund des Bedeckens mit der Formmasse und insbesondere des Umspritzens mit der Formmasse, ist eine hohe Dichtheit des Armaturenkörpers über einen langen Benutzungszeitraum gewährleistet, der darüber hinaus hierdurch nach außen hin einteilig wirkt.
- Die Außenseite des Armaturenkörpers ist mit der mindestens einen ersten Teilschale und der mindestens einen zweiten Teilschale gebildet, wobei die Teilschalen zusammen praktisch die gesamte Außenseite bilden (ggf. ausgenommen Sensoren, Anschlüsse, Öffnungen, etc.). Die Außenseite befindet sich hierbei auf der dem mindestens einen Wasserweg abgewandten Seite der Teilschalen. Die Außenseite kann hier auch als die Außenoberfläche der Teilschalen aufgefasst werden. Dabei befindet sich der Armaturenkörper üblicherweise selbst von außen nicht sichtbar im Armaturengehäuse, so dass die hier angesprochene Außenseite nicht grundsätzlich mit einer äußeren Oberfläche der Sanitärarmatur selbst gleichzusetzen ist.
- Bevorzugt sind die mindestens eine erste Teilschale und die mindestens eine zweite Teilschale jeweils eine Halbschale des Armaturenkörpers. Eine obere bzw. untere Halbschale betrifft hierbei insbesondere eine obere bzw. untere Hälfte eines Armaturenkörpers. Wenn die Teilschalen als Halbschalen gebildet sind, so liegt die Trennung bzw. liegen die Trennflächen der Halbschalen in einer Ebene, insbesondere einer Teilungsebene bzw. Trennebene. Eine solche Ausgestaltung mit oberer und unterer Halbschale ist jedoch nicht zwingend, weil auch eine Vielzahl erster und/oder zweiter Teilschalen vorhanden sein kann, wodurch die Trennflächen der jeweiligen Teilschalen in mehreren, insbesondere zueinander geneigten, Ebenen liegen. Die Teilschalen sind an ihren jeweiligen Trennflächen zueinander passend angeordnet und/oder miteinander verbunden. Dabei können die Trennflächen z.B. aneinander zur Anlage gebracht sein und/oder mittels Positionierungselementen z.B. in einen Formeingriff gebracht sein.
- Zwischen der mindestens einen ersten Teilschale und der mindestens einen zweiten Teilschale ist mindestens ein Wasserweg gebildet. Dies bedeutet mit anderen Worten auch, dass der Wasserweg entlang der Strömungsrichtung des Wassers mittels der Teilschalen umschlossen ist. Üblicherweise sind mehrere Wasserwege vorgesehen, die zum Beispiel Kaltwasser, Warmwasser und/oder Mischwasser durch den Armaturenkörper leiten.
- Die Außenseite des Armaturenkörpers - nach zusammengesetzten Teilschalen - ist überwiegend von einer Formmasse bedeckt, also insbesondere zu mindestens 70% oder 80%. Ganz besonderes bevorzugt ist, dass die Außenseite vollständig von der Formmasse bedeckt ist. Dabei sind insbesondere alle Grenzbereiche der beiden Teilschalten miteinander (Dichtflächen) mit erfasst. Bevorzugt ist die Außenseite nahezu vollständig mit der Formmasse bedeckt, wobei Öffnungen des Armaturenkörpers, wie z. B. Einlassöffnungen, Auslassöffnungen, Anschlussstutzen oder dergleichen nicht von der Formmasse bedeckt sind. Mit anderen Worten bedeutet dies insbesondere, dass die äußere Oberfläche der Teilschalen auch von der Formmasse (vollständig) bedeckt sein kann.
- Nach einer vorteilhaften Ausgestaltung wird vorgeschlagen, dass die mindestens eine erste Teilschale und die mindestens eine zweite Teilschale mit der Formmasse umspritzt sind. Dies bedeutet insbesondere, dass die Teilschalen, welche zuvor miteinander verbunden wurden, in einem Spritzgusswerkzeug mittels einer flüssigen Formmasse umspritzt werden. Hierbei sind die Halbschalen so ausgelegt und miteinander verbunden, dass sie dem hohen Spritzdruck im Spritzgusswerkzeug standhalten und gegenüber der flüssigen Formmasse dicht sind. Mittels des Umspritzens kann das Bedecken mit der Formmasse in vorteilhafter Weise möglichst schnell und insbesondere in Serienreife erfolgen.
- Nach einer weiteren vorteilhaften Ausgestaltung wird vorgeschlagen, dass zumindest die mindestens eine erste Teilschale, die mindestens eine zweite Teilschale oder die Formmasse mit einem Kunststoff oder Silikon gebildet ist bzw. sind. Bevorzugt besteht zumindest die mindestens eine erste Teilschale, die mindestens eine zweite Teilschale oder die Formmasse aus einem Kunststoff oder weist einen Kunststoff auf. Dies ist jedoch nicht zwingend, weil zumindest die mindestens eine erste Teilschale oder die mindestens eine zweite Teilschale mit Metall gebildet sein kann. Es ist jedoch bevorzugt, dass alle Teilschalen mit Kunststoff gebildet sind. Dies ist besonders vorteilhaft, wenn bspw. Trinkwasser nicht in Kontakt mit Metall gelangen soll. Die Teilschalen selbst können mittels eines Gussverfahrens, insbesondere mittels eines Spritzgussverfahrens, gebildet sein. Es ist jedoch nicht zwingend, dass alle Teilschalen aus demselben Kunststoff gebildet sind.
- Es ist weiter bevorzugt, dass die Formmasse mit bzw. aus einem besonders festen bzw. formsteifen Kunststoff gebildet ist. Dies führt in vorteilhafter Weise dazu, dass die Bauteilfestigkeit des Armaturenkörpers zu einem großen Teil durch die Formmasse bestimmt ist.
- Nach einer vorteilhaften Ausgestaltung wird vorgeschlagen, dass die mindestens eine erste Teilschale und die mindestens eine zweite Teilschale mittels einer Feder-Nut-Verbindung miteinander verbunden sind. Eine Feder-Nut-Verbindung ist bspw. mit mindestens einer Nut in einer Trennfläche einer zweiten Teilschale und mit mindestens einem der Nut entsprechenden Vorsprung auf einer zugehörigen Trennfläche einer ersten Teilschale gebildet. Die Trennflächen betreffen hier jeweils die Anlageflächen bzw. Kontaktflächen sich kontaktierender Teilschalen. Hierbei greift der jeweilige Vorsprung zumindest teilweise in die entsprechende Nut ein. Eine Teilschale kann mehrere Nuten und/oder Vorsprünge aufweisen.
- Die Feder-Nut-Verbindung dient nicht nur dazu, die Teilschalen miteinander formschlüssig zu fügen, sondern auch dazu, die Wasserwege zwischen den bzw. innerhalb der Teilschalen abzudichten. Hier ist insbesondere eine Dichtheit von außen nach innen bereitzustellen, die für den dem Verbinden nachgeschalteten Prozess, das Bedecken und insbesondere Umspritzen mit der Formmasse erforderlich ist. Ein solcher nachgeschalteter Prozess kann bspw. in einer zweiten Werkzeugform durchgeführt werden, wobei die einzelnen Teilschalen zuvor in einer ersten Werkzeugform gegossen sein können. Es ist für die Dichtheit auch vorteilhaft, wenn die Trennung bzw. die Trennflächen der Teilschalen in einer Ebene liegen und somit eine obere und eine untere Halbschale gebildet ist. Hierdurch wird die Anzahl der Dichtstellen reduziert, was sich vorteilhaft auf das anschließende Bedecken bzw. Umspritzen auswirkt. Hier ist auch zu erwähnen, dass die Dichtheit der Verbindungsstellen der Teilschalen für den späteren Anwendungsfall in einer Sanitärarmatur von untergeordneter Rolle ist, weil alle nach außen gehenden Dichtstellen erst beim Bedecken und insbesondere beim Umspritzen mit der Formmasse gebildet werden.
- Eine Feder-Nut-Verbindung zwischen den Teilschalen ist jedoch nicht zwingend (allein vorzusehen), weil die Teilschalen auch mittels einer Klebverbindung oder einer stoffschlüssigen Verbindung, insbesondere unter Einfluss von Wärme, gefügt sein können. Als "stoffschlüssig" werden hier Verbindungen bezeichnet, bei denen die Verbindungspartner durch atomare oder molekulare Kräfte zusammengehalten werden.
- Nach einer weiteren vorteilhaften Ausgestaltung wird vorgeschlagen, dass im Bereich einer Austrittsöffnung des mindestens einen Wasserwegs mittels der Formmasse ein Hohlraum gebildet ist. Hierbei erstreckt sich der Hohlraum über einen Endbereich der mindestens einen ersten Teilschale und der mindestens einen zweiten Teilschale hinaus. Mittels einer solchen Ausgestaltung ist es in vorteilhafter Weise möglich, dass alle nach außen gehenden Dichtstellen bzw. Verbindungs- und/oder Anschlussstellen, insbesondere für Wasseranschlüsse, Ventile und/oder Stellglieder, und/oder Wasserauslässe erst mit der Formmasse gebildet werden. Der Hohlraum erstreckt sich insbesondere in oder entgegen einer Strömungsrichtung bzw. Förderrichtung des Wasserwegs über die Austrittsöffnung des Wasserwegs bzw. über den Endbereich der Teilschalen hinaus. Zudem kann sich der Hohlraum auch in einer Richtung quer zu der Förderrichtung bzw. Strömungsrichtung des Wasserwegs über die Austrittsöffnung des Wasserwegs bzw. über den Endbereich der Teilschalen hinaus erstrecken. Dies bedeutet mit anderen Worten insbesondere, dass ein Durchmesser des Hohlraums größer ist als ein Durchmesser des Wasserwegs.
- Ein Querschnitt des Wasserwegs bzw. des Hohlraums ist hier im Wesentlichen senkrecht auf einer Strömungsrichtung bzw. Förderrichtung des Wasserwegs verstanden. Der Wasserweg und/oder der Hohlraum können im Querschnitt kreisförmig, oval oder eckig gebildet sein.
- Nach einer weiteren vorteilhaften Ausgestaltung wird vorgeschlagen, dass der Hohlraum mit zumindest einem Dichtungsmittel oder einem Verbindungsmittel ausgeführt ist. Ein Verbindungsmittel kann hier in der Art eines Gewindes, mittels Rastzungen oder mittels zumindest eines Clips oder dergleichen ausgeführt sein. Ein Dichtungsmittel kann hier in der Art einer zusätzlichen Dichtung, wie bspw. einer O-Ring-Dichtung oder einer Scheibendichtung oder dergleichen ausgeführt sein. Dies ist jedoch nicht zwingend, weil eine Dichtung auch mittels einer entsprechenden Innenformung der Innenkontur des Hohlraums erreicht werden kann. Hierbei kann der Hohlraum auch als Dichtungsbereich aufgefasst werden, wobei sich bspw. ein mit der Formmasse gebildeter Vorsprung von einem Innenumfang des Dichtungsbereichs weiter nach innen erstreckt.
- Der Hohlraum kann darüber hinaus auch dazu ausgebildet sein, einen Einsatz aufzunehmen, der mit bzw. aus Metall oder Kunststoff gebildet ist. Ein solcher Einsatz kann bspw. zur Verbindung mit einem Ventil oder einem Wasseranschluss dienen. Ein solcher Einsatz kann ebenfalls und insbesondere in einem Verfahrensschritt mit den Teilschalen mit der Formmasse bedeckt und bevorzugt umspritzt werden.
- Nach einem weiteren Aspekt der Erfindung wird ein Verfahren zur Herstellung eines Armaturenkörpers für eine Sanitärarmatur vorgeschlagen. Das Verfahren umfasst zumindest die folgenden Schritte:
- a) Bereitstellen mindestens einer ersten Teilschale und mindestens einer zwei Teilschale,
- b) Passendes Anordnen der mindestens einen ersten Teilschale zu der mindestens einen zweiten Teilschale, wobei eine Außenseite des Armaturenkörpers gebildet wird und wobei zwischen der mindestens einen ersten Teilschale und der mindestens einen zweiten Teilschale mindestens ein Wasserweg gebildet wird,
- c) Bedecken eines überwiegenden Anteils der Außenseite mit einer Formmasse.
- Die vorangehend angedeutete Reihenfolge der Schritte ergibt sich bei der Herstellung eines Armaturenkörpers. Es ist jedoch auch möglich mittels des beschriebenen Herstellungsverfahrens eine Vielzahl von Armaturenkörpern parallel bzw. zeitgleich herzustellen, insbesondere im Rahmen einer Serienfertigung. Die Teilschalen sollen insbesondere nicht mit der Formmasse bedeckt werden, bevor sie miteinander verbunden sind.
- In Schritt a) erfolgt das Bereitstellen der Teilschalen bevorzugt mittels eines Gussvorgangs, bevorzugt mittels eines Spritzgussvorgangs und ganz besonders bevorzugt mittels eines Kunststoffspritzgussvorgangs. Insbesondere kann das Bereitstellen in Schritt a) in einem ersten Prozessschritt und insbesondere in einer ersten Werkzeugform erfolgen.
- In Schritt b) erfolgt das Anordnen bzw. Verbinden der Teilschalen insbesondere mittels eines Auflegens und/oder Verbindens der jeweiligen Trennflächen der einzelnen Teilschalen. Wenn die Teilschalen zueinander ausgerichtet angeordnet sind, ist eine Außenseite des Armaturenkörpers gebildet. Diese Außenseite kann auch als die Außenoberfläche der einzelnen Teilschalen verstanden werden. Der Wasserweg wird hier dadurch gebildet, dass die Teilschalen im verbundenen Zustand im Inneren einen Hohlraum begrenzen, der von einem Einlass zu einem Auslass von einem Wasser durchströmbar ist.
- In Schritt c) wird ein überwiegender Anteil der Außenseite mit der Formmasse bedeckt. Dies bedeutet insbesondere, dass die Außenoberfläche der Teilschalen derart vollständig bedeckt wird, dass nur noch die Öffnungen des Armaturenkörpers, insbesondere die Wassereinlässe, Wasserauslässe, Ventilanschlüsse oder dergleichen, frei von Formmasse sind.
- Nach einer weiteren vorteilhaften Ausgestaltung wird vorgeschlagen, dass das Verbinden in Schritt b) mittels einer Feder-Nut-Verbindung erfolgt. Hier wird auf die vorangehenden Erläuterungen zur Feder-Nut-Verbindung vollumfänglich Bezug genommen. Eine Feder-Nut-Verbindung ist jedoch nicht zwingend, weil das Verbinden in Schritt b) auch mittels einer Klebverbindung, oder einer stoffschlüssigen Verbindung, insbesondere mittels eines Schweißvorgangs, erfolgen kann.
- Nach einem weiteren vorteilhaften Aspekt wird vorgeschlagen, dass in Schritt c) zumindest ein Teilbereich der mindestens einen ersten Teilschale und der mindestens einen zweiten Teilschale mit der Formmasse umspritzt wird. Zum Umspritzen wird auch hier vollumfänglich auf die vorangehenden Erläuterungen zum Umspritzen Bezug genommen. Insbesondere kann das Umspritzen in Schritt c) in einem zweiten Prozessschritt und insbesondere in einer zweiten Werkzeugform durchgeführt werden.
- Nach einer weiteren vorteilhaften Ausgestaltung wird vorgeschlagen, dass in Schritt c) im Bereich einer Austrittsöffnung des mindestens einen Wasserwegs mittels der Formmasse ein Hohlraum gebildet wird, wobei sich der Hohlraum über einen Endbereich der mindestens einen ersten Teilschale und der mindestens einen zweiten Teilschale hinaus erstreckt. Auch hier werden die vorangehenden Erläuterungen zum Hohlraum vollständig in Bezug genommen.
- Das Ausbilden des Hohlraums und insbesondere eines Dichtungsbereichs kann auch hier in einem zweiten Prozessschritt und insbesondere in einer zweiten Werkzeugform erfolgen. Hierbei werden insbesondere alle Dichtstellen, die den Armaturenkörper nach außen bzw. mit externen Einrichtungen lösbar verbindbar machen, mittels der Formmasse gebildet. Hierzu ist die zweite Werkzeugform bevorzugt als ein Kunststoffspritzgusswerkzeug gebildet. Innerhalb der zweiten Werkzeugform sind hierbei weiter bevorzugt die bereits miteinander verbundenen Teilschalen gehalten und werden mit der Formmasse von außen umspritzt. Hierbei kann die zweite Werkzeugform auch dazu ausgebildet sein, ein Umspritzen eines Hohlraums zu ermöglichen, der den Teilschalen in oder entgegen einer Strömungsrichtung des Wasserwegs vor- bzw. nachgelagert ist. Hierzu kann die zweite Werkzeugform bspw. einen Gießkern, einen dem Hohlraum entsprechenden Innenkörper oder dergleichen umfassen.
- Die vorstehend im Zusammenhang mit dem Armaturenkörper erörterten Details, Merkmale und vorteilhafte Ausgestaltungen können entsprechend auch bei dem hier vorgestellten Herstellungsverfahren auftreten und umgekehrt. Insoweit wird auf die dortigen Ausführungen zur näheren Charakterisierung der Merkmale vollumfänglich Bezug genommen.
- Die Erfindung sowie das technische Umfeld werden nachfolgend anhand der Figuren erläutert. Die Figuren zeigen Details, die die Erfindung nicht beschränkten sollen. Insbesondere ist nicht anzunehmen, dass alle der Details einer Figur separat nur in der dargestellten Weise ausgeprägt sein müssen oder nur in der dargestellten Kombination miteinander auftreten können. Sollte eine solche Situation vorliegen, wird hier explizit darauf hingewiesen. Es zeigen schematisch:
- Fig. 1:
- eine Schnittdarstellung eines Armaturenkörpers, und
- Fig. 2:
- eine perspektivische Ansicht eines Armaturenkörpers.
-
Fig. 1 zeigt einen Armaturenkörper 1 in einer Schnittdarstellung. Der Armaturenkörper 1 hat eine Außenseite 2. Die Außenseite 2 ist hier mit einer ersten Teilschale 3 und einer zweiten Teilschale 4 gebildet. Da hier zwei Teilschalen vorliegen, handelt es sich bei der ersten Teilschale 3 z.B. um eine obere Halbschale 15 und bei der zweiten Teilschale 4 um eine untere Halbschale 16. Die erste Teilschale 3 und die zweite Teilschale 4 sind an einer Trennfläche 17 miteinander verbunden. Zwischen der ersten Teilschale 3 und der zweiten Teilschale 4 ist ein Wasserweg 5 gebildet. Der Wasserweg 5 hat zwei Austrittsöffnungen 7. Im linken Teil derFig. 1 ist die Austrittsöffnung 7 nach links, und im rechten Teil derFig. 1 ist die Austrittsöffnung 7 nach oben gerichtet. Ob es sich bei der Austrittsöffnung 7 um einen Einfluss oder Ausfluss für Wasser handelt, ist abhängig von der Strömungsrichtung des Wassers in dem Wasserweg 5. - Die Außenseite 2 ist überwiegend von einer Formmasse 6 bedeckt. Nach der Darstellung der
Fig. 1 sind die erste Teilschale 3 und die zweite Teilschale 4 mit der Formmasse umspritzt. Hierbei umgibt die Formmasse 6 die äußere Oberfläche der oberen Halbschale 15 und der unteren Halbschale 16. Die Formmasse 6 ermöglicht eine besonders homogen wirkende Außenkontur des Armaturenkörpers 1. - Es ist auch zu erkennen, dass die erste Teilschale 3 und die zweite Teilschale 4 nahezu vollständig mit der Formmasse umspritzt sind, wobei jedoch die Austrittsöffnungen 7 der Wasserwege 5 von der Formmasse 6 nicht verschlossen sind.
- In
Fig. 1 sind die obere Halbschale 15 und die untere Halbschale 16 jeweils mit Kunststoff gebildet. Hierzu sind die obere Halbschale 15 und die untere Halbschale 16 in einem Kunststoffspritzgusswerkzeug hergestellt. Die Formmasse 6 ist hier ebenfalls mit Kunststoff gebildet. Die obere Halbschale 15 und die untere Halbschale 16 wurden in einem verbundenen Zustand mit der Formmasse 6, nämlich dem Kunststoff, umspritzt. - Gemäß der Darstellung nach
Fig. 1 ist auch erkennbar, dass die Trennung der oberen Halbschale 15 und der unteren Halbschale 16 in einer Ebene liegt. Somit ist in dieser Ebene die Trennfläche 17 gebildet. Entlang der Trennfläche 17 sind die obere Halbschale 15 und die untere Halbschale 16 mittels einer Feder-Nut-Verbindung 10 miteinander verbunden. - Die
Fig. 1 zeigt im linken Bereich weiter, dass anschließend und/oder fluchtend der Austrittsöffnung 7 des Wasserwegs 5 mittels der Formmasse 6 ein Hohlraum 8 gebildet ist. Hierbei erstreckt sich der Hohlraum 8 über einen Endbereich 9 der ersten Teilschale 3 und der zweiten Teilschale 4 hinaus. Im linken Teil derFig. 1 ist gezeigt, dass sich der Hohlraum 8 entgegen einer beispielhaften Strömungsrichtung 20 über die Austrittsöffnung 7 und den Endbereich 9 hinaus erstreckt. Zudem ist auch ein Innendurchmesser des Hohlraums 8 größer als ein Innendurchmesser des Wasserwegs 5. Der inFig. 1 links dargestellte Hohlraum 8 ist mit einem Dichtungsmittel 11 bzw. einem Verbindungsmittel 12 ausgeführt. Hierzu weist der Hohlraum 8 eine Innenformung in der Art eines Gewindes 13 auf. Somit stellt der linke Hohlraum 8 auch einen Dichtungsbereich 14 dar. - Im rechten Teil der
Fig. 1 erstreckt sich der Hohlraum 8 in der beispielhaften Strömungsrichtung 20 über die Austrittsöffnung 7 und den Endbereich 9 hinaus. Zudem ist auch hier der Innendurchmesser des Hohlraums 8 größer als ein Innendurchmesser der nach oben gerichteten Austrittsöffnung 7 des Wasserwegs 5. Aufgrund dieser Ausgestaltung kann realisiert werden, dass alle nach außen gehenden bzw. zu einer externen Einrichtung gerichteten Dichtstellen bzw. Verbindungsstellen mittels der Formmasse 6 gebildet sind. - In
Fig. 2 ist eine perspektivische Ansicht des Armaturenkörpers 1 für eine Sanitärarmatur gezeigt. Die Außenseite 2 des Armaturenkörpers ist überwiegend von der Formmasse 6 bedeckt. Die Außenseite 2 ist mit einer ersten Teilschale 3 und einer zweiten Teilschale 4 gebildet. Da hier zwei Teilschalen vorgesehen sind, handelt es sich bei der ersten Teilschale 3 um eine obere Halbschale 15 und bei der zweiten Teilschale 4 um eine untere Halbschale 16, die an ihren jeweiligen Trennflächen 17 miteinander verbunden sind. Die Verbindung der oberen Halbschale 15 und der unteren Halbschale 16 erfolgt mittels einer Feder-Nut-Verbindung 10. Hier ist sowohl auf der linken Seite als auch auf der rechten Seite eine Feder-Nut-Verbindung 10 dargestellt. Die Feder-Nut-Verbindung 10 verläuft entlang der Trennfläche 17 der beiden Teilschalen. - Zur Ausbildung der Feder-Nut-Verbindung 10 weist die obere Halbschale 15 links und rechts jeweils einen Vorsprung 18 und die untere Halbschale 16 links und rechts jeweils eine Nut 19 auf. Die Vorsprünge 18 greifen in die Nuten 19 ein. Die Vorsprünge 18 bzw. die Nuten 19 erstrecken sich hier in bzw. entgegen einer Strömungsrichtung bzw. Ausbreitungsrichtung des Wasserwegs 5.
- Die perspektivische Ansicht der
Fig. 2 ist von außen auf den inFig. 1 links dargestellten Hohlraum 8 gerichtet. Der Hohlraum 8 ist mit einem Verbindungsmittel 12, nämlich einer Innenformung in der Art eines Gewindes 13, ausgeführt. Hier ist bspw. eine entsprechende Wasserzuleitung mit einem Außengewinde anschließbar. - Damit werden ein Armaturenkörper und ein Verfahren zur Herstellung eines Armaturenkörpers für eine Sanitärarmatur aufgezeigt, wobei der Armaturenkörper mit möglichst wenigen Dichtstellen gebildet ist und nach außen hin einteilig wirkt. Zudem ist der Armaturenkörper einfach und insbesondere im Rahmen einer Serienfertigung herstellbar und benötigt einen geringen Bauraum.
-
- 1
- Armaturenkörper
- 2
- Außenseite
- 3
- erste Teilschale
- 4
- zweite Teilschale
- 5
- Wasserweg
- 6
- Formmasse
- 7
- Austrittsöffnung
- 8
- Hohlraum
- 9
- Endbereich
- 10
- Feder-Nut-Verbindung
- 11
- Dichtungsmittel
- 12
- Verbindungsmittel
- 13
- Gewinde
- 14
- Dichtungsbereich
- 15
- obere Halbschale
- 16
- untere Halbschale
- 17
- Trennfläche
- 18
- Vorsprung
- 19
- Nut
- 20
- Strömungsrichtung
Claims (10)
- Armaturenkörper (1) für eine Sanitärarmatur, mit einer Außenseite (2), die mit mindestens einer ersten Teilschale (3) und mindestens einer zweiten Teilschale (4) gebildet ist, wobei die mindestens eine erste Teilschale (3) und die mindestens eine zweite Teilschale (4) zueinander passend angeordnet sind, wobei zwischen der mindestens einen ersten Teilschale (3) und der mindestens einen zweiten Teilschale (4) mindestens ein Wasserweg (5) gebildet ist und wobei die Außenseite (2) überwiegend von einer Formmasse (6) bedeckt ist.
- Armaturenkörper nach Patentanspruch 1, wobei die mindestens eine erste Teilschale (3) und die mindestens eine zweite Teilschale (4) mit der Formmasse (6) umspritzt sind.
- Armaturenkörper nach Patentanspruch 1 oder 2, wobei zumindest die mindestens eine erste Teilschale (3), die mindestens eine zweite Teilschale (4) oder die Formmasse (6) mit einem Kunststoff oder Silikon gebildet ist.
- Armaturenkörper nach einem der vorhergehenden Patentansprüche, wobei die mindestens eine erste Teilschale (3) und die mindestens eine zweite Teilschale (4) mittels einer Feder-Nut-Verbindung (10) miteinander verbunden sind.
- Armaturenkörper nach einem der vorhergehenden Patentansprüche, wobei im Bereich einer Austrittsöffnung (7) des mindestens einen Wasserwegs (5) mittels der Formmasse (6) ein Hohlraum (8) gebildet ist, wobei sich der Hohlraum (8) über einen Endbereich (9) der mindestens einen ersten Teilschale (3) und der mindestens einen zweiten Teilschale (4) hinaus erstreckt.
- Armaturenkörper nach Patentanspruch 5, wobei der Hohlraum (8) mit zumindest einem Dichtungsmittel (11) oder einem Verbindungsmittel (12) ausgeführt ist.
- Verfahren zur Herstellung eines Armaturenkörpers (1) für eine Sanitärarmatur, umfassend zumindest die folgenden Schritte:a) Bereitstellen mindestens einer ersten Teilschale (3) und mindestens einer zwei Teilschale (4),b) Passendes Anordnen der mindestens einen ersten Teilschale (3) zu der mindestens einen zweiten Teilschale (4), wobei eine Außenseite (2) des Armaturenkörpers (1) gebildet wird und wobei zwischen der mindestens einen ersten Teilschale (3) und der mindestens einen zweiten Teilschale (4) mindestens ein Wasserweg (5) gebildet wird,c) Bedecken eines überwiegenden Anteils der Außenseite (2) mit einer Formmasse (6).
- Verfahren nach Patentanspruch 7, wobei das Verbinden in Schritt b) mittels einer Feder-Nut-Verbindung (10) erfolgt.
- Verfahren nach Patentanspruch 7 oder 8, wobei in Schritt c) zumindest ein Teilbereich der mindestens einen ersten Teilschale (3) und der mindestens einen zweiten Teilschale (4) mit der Formmasse (6) umspritzt wird.
- Verfahren nach einem der Patentansprüche 7 bis 9, wobei in Schritt c) im Bereich einer Austrittsöffnung (7) des mindestens einen Wasserwegs (5) mittels der Formmasse (6) ein Hohlraum (8) gebildet wird, wobei sich der Hohlraum (8) über einen Endbereich (9) der mindestens einen ersten Teilschale (3) und der mindestens einen zweiten Teilschale (4) hinaus erstreckt.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015002898.7A DE102015002898A1 (de) | 2015-03-09 | 2015-03-09 | Armaturenkörper für eine Sanitärarmatur und Herstellungsverfahren |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3070209A1 true EP3070209A1 (de) | 2016-09-21 |
| EP3070209B1 EP3070209B1 (de) | 2020-02-12 |
Family
ID=55521334
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16000557.5A Active EP3070209B1 (de) | 2015-03-09 | 2016-03-08 | Armaturenkörper für eine sanitärarmatur und herstellungsverfahren |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3070209B1 (de) |
| DE (1) | DE102015002898A1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3698898A1 (de) * | 2019-02-04 | 2020-08-26 | Grohe AG | Verfahren zur herstellung einer sanitärarmatur und sanitärarmatur mit einem kunststoffkern |
| CN116249851A (zh) * | 2020-11-20 | 2023-06-09 | 骊住株式会社 | 输水工具 |
| DE102022104381A1 (de) | 2022-02-24 | 2023-08-24 | Grohe Ag | Verfahren zur Herstellung eines Armaturengehäuses für eine Sanitärarmatur und Sanitärarmatur mit einem Armaturengehäuse |
| DE102022104380A1 (de) | 2022-02-24 | 2023-08-24 | Grohe Ag | Verfahren zur Herstellung eines Armaturengehäuses für eine Sanitärarmatur und Sanitärarmatur mit einem Armaturengehäuse |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016007359A1 (de) * | 2016-06-17 | 2017-12-21 | Grohe Ag | Armaturenkörper für eine Sanitärarmatur, aufweisend einen Deckel mit einem Hohlraum |
| JP7222198B2 (ja) * | 2018-08-09 | 2023-02-15 | Toto株式会社 | 湯水混合水栓 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2367809A (en) * | 1942-12-03 | 1945-01-23 | Sears Roebuck & Co | Spout |
| US4649958A (en) * | 1982-06-28 | 1987-03-17 | Masco Corporation Of Indiana | Faucet and spout construction |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2795844A (en) * | 1954-04-21 | 1957-06-18 | Jacobs Co F L | Method of making a hollow article |
| TWM277839U (en) * | 2005-05-12 | 2005-10-11 | Ways Technical Corp | Faucet of composite structure |
| EP2420629B1 (de) * | 2010-07-28 | 2015-11-04 | Grohe AG | Sanitärarmatur |
-
2015
- 2015-03-09 DE DE102015002898.7A patent/DE102015002898A1/de not_active Withdrawn
-
2016
- 2016-03-08 EP EP16000557.5A patent/EP3070209B1/de active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2367809A (en) * | 1942-12-03 | 1945-01-23 | Sears Roebuck & Co | Spout |
| US4649958A (en) * | 1982-06-28 | 1987-03-17 | Masco Corporation Of Indiana | Faucet and spout construction |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3698898A1 (de) * | 2019-02-04 | 2020-08-26 | Grohe AG | Verfahren zur herstellung einer sanitärarmatur und sanitärarmatur mit einem kunststoffkern |
| CN116249851A (zh) * | 2020-11-20 | 2023-06-09 | 骊住株式会社 | 输水工具 |
| DE102022104381A1 (de) | 2022-02-24 | 2023-08-24 | Grohe Ag | Verfahren zur Herstellung eines Armaturengehäuses für eine Sanitärarmatur und Sanitärarmatur mit einem Armaturengehäuse |
| DE102022104380A1 (de) | 2022-02-24 | 2023-08-24 | Grohe Ag | Verfahren zur Herstellung eines Armaturengehäuses für eine Sanitärarmatur und Sanitärarmatur mit einem Armaturengehäuse |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3070209B1 (de) | 2020-02-12 |
| DE102015002898A1 (de) | 2016-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3070209B1 (de) | Armaturenkörper für eine sanitärarmatur und herstellungsverfahren | |
| EP2003343B1 (de) | Kunststoffverdichtergehäuse und Verfahren zur Herstellung eines Kunststoffverdichtergehäuses | |
| DE10314209B3 (de) | Gehäuse für einen Radialverdichter und Verfahren zum Herstellen des Gehäuses | |
| EP2051892B1 (de) | Druckluftversorgungseinrichtung für ein nutzfahrzeug und lufttrocknerpatrone | |
| DE2457316A1 (de) | Verfahren zur herstellung von ejektor-vorrichtungen | |
| DE102014019117B4 (de) | Druckluftversorgungseinrichtung für Fahrzeug-Druckluftanlagen mit wenigstens einem Gehäuse aus Kunststoff | |
| DE10114566A1 (de) | Schieberventil | |
| EP3070210B1 (de) | Armaturenkörper für eine sanitärarmatur und herstellungsverfahren | |
| DE102008057517A1 (de) | Verteilerrohr und Verfahren zum Herstellen eines solchen Verteilerrohres | |
| EP3012084B1 (de) | Fitting | |
| EP2837861B1 (de) | Absperrventilgehäuse und Absperrventil | |
| WO2003022554A1 (de) | Verfahren zur herstellung eines drosselklappenstutzengehäuses und einer drosselklappe | |
| DE112016005186B4 (de) | Thermostatkartusche zum Regeln von zu mischenden warmen und kalten Fluiden | |
| DE10337723B4 (de) | Abgaseinleitvorrichtung für eine Brennkraftmaschine | |
| DE102011003537A1 (de) | Ventilgehäusekörper | |
| DE102007056664B3 (de) | Bauteil mit mindestens einem Fluidkanal und Verfahren zu seiner Herstellung | |
| DE102009003198A1 (de) | Verfahren zur Herstellung eines Anschlussteils eines Heizkörpers sowie Anschlussteil eines Heizkörpers | |
| DE202004009722U1 (de) | Rückschlagventil | |
| DE102016120759B3 (de) | Verfahren zur Herstellung eines Ventilgehäuses, Ventilgehäuse und Mehrwegeventil | |
| DE102007017420B4 (de) | Verfahren und Vorrichtung zur Herstellung eines Hohlprofils | |
| EP3286473B1 (de) | Anschlussstück zum verbinden eines oberflächenstrukturierten, mindestens eines vertiefung in seiner oberfläche aufweisenden endes eines sich entlang einer längsrichtung erstreckenden schlauchs mit einem fluidauslass; system mit einem solchen anschlussstück und verwendung für ein solches anschlussstück | |
| WO2016097096A1 (de) | Druckluftmitteleinrichtung mit aufgrund von formdichtungen variablen strömungsverbindungen | |
| EP1300580A1 (de) | Ansaugkrümmer aus Kunststoff sowie Verfahren zu dessen Herstellung | |
| EP3427859A1 (de) | Giesskern für eine sanitärarmatur, verwendung des giesskerns zur herstellung einer sanitärarmatur, verfahren zur herstellung der sanitärarmatur und sanitärarmatur | |
| DE10064976A1 (de) | Armatur mit Anschlussadapter |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170321 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20180725 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20190830 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1232272 Country of ref document: AT Kind code of ref document: T Effective date: 20200215 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502016008672 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200512 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200512 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200612 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200705 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502016008672 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200308 |
|
| 26N | No opposition filed |
Effective date: 20201113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200308 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200412 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200331 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200512 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200512 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1232272 Country of ref document: AT Kind code of ref document: T Effective date: 20210308 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210308 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230526 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20250401 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: U11 Free format text: ST27 STATUS EVENT CODE: U-0-0-U10-U11 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20260401 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20260317 Year of fee payment: 11 |