EP3095533A1 - Verfahren und anlage für das richten von metallischen teilen - Google Patents
Verfahren und anlage für das richten von metallischen teilen Download PDFInfo
- Publication number
- EP3095533A1 EP3095533A1 EP16001047.6A EP16001047A EP3095533A1 EP 3095533 A1 EP3095533 A1 EP 3095533A1 EP 16001047 A EP16001047 A EP 16001047A EP 3095533 A1 EP3095533 A1 EP 3095533A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- straightening
- data
- database
- punches
- deformation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D3/00—Straightening or restoring form of metal rods, metal tubes, metal profiles, or specific articles made therefrom, whether or not in combination with sheet metal parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D3/00—Straightening or restoring form of metal rods, metal tubes, metal profiles, or specific articles made therefrom, whether or not in combination with sheet metal parts
- B21D3/10—Straightening or restoring form of metal rods, metal tubes, metal profiles, or specific articles made therefrom, whether or not in combination with sheet metal parts between rams and anvils or abutments
Definitions
- the invention relates to a method and a system for the straightening of metallic parts.
- the "straightening" is a process step in which a urgeformter part is plastically deformed depending on detected dimensional differences to the desired dimensions, until ideally all dimensions correspond to the nominal dimensions.
- the application of the invention is particularly advantageous when the geometry of the metallic parts consists mainly of flat sections that are complex curved and / or composed of differently oriented sections, so that the exact prediction of plastic deformation by bending force by means of hydraulic stamping or similar, not or only with many difficulties and restrictions is possible.
- Such parts are, for example, rather larger, flat aluminum die castings of complex shape, which have a statically supporting function as part of the chassis of an automobile.
- the DE 196 11 897 C2 deals with the straightening of elongated metallic parts.
- a part is first measured and then straightened by bending.
- the plastic bending deformation due to the deformation path temporarily forced by the bending tool is calculated taking into account the material properties.
- the movement of the bending tool in the bending operation is composed of a large, equal movement and a movement of this superimposed, rapid sequence of forward-backward movements with a relatively small stroke.
- numerical values representing material parameters are stored in the calculation program.
- the results of actual straightening operations can be used to change these stored numerical values, so that with increased empirical values, the calculation is increasingly better aligned with reality.
- the method is very well suited for simple elongated parts in which only a few different form deviations are to be corrected in practice. For the straightening of parts with more complex geometry, the method is not applicable due to the drastically increasing computing complexity with the complexity.
- the embossing tool has several pairs, each consisting of the lower part and upper part, on, wherein all pairs together include a mold cavity, and wherein pairs can be arranged individually offset relative to the other pairs in the closing direction of the embossing tool.
- the DE 102008003882 B4 deals with an advantageous method for straightening flat metal castings, in particular aircraft window frames.
- the geometry of the casting is automatically measured and the extent of the deformation requirement at the individual surface areas is calculated automatically, whereby the degree of displacement of the surface areas normal to their plane is important.
- the straightening deformation is then carried out by blasting, as typically steel balls normal to their surface on selected areas is irradiated.
- the straightening can be iteratively operated in several cycles of measuring and blasting to the desired end result. Above all, its flexibility is advantageous in the method. It can be automated to such an extent that in the case of series production it automatically adopts the deviations in form from part to part. For the production in larger series is disadvantageous that the cycle time is relatively long. Due to the forming by a blasting medium and the maintenance and equipment costs for the system is relatively high.
- the method is then over when no deviations from the target dimensions are detected either in the latter step or when another termination condition is reached.
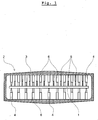
- Fig. 1 the straightening object 1 is arranged in a straightening device 2.
- the straightening device 2 has a rigid frame 3.
- Brackets 4 protrude from the frame 3 onto defined points of the straightening object 1 and fix these points of the straightening object 1 relative to the frame 3. Typically, three brackets 4 are used.
- a holder 4 may for example be formed by two hydraulic or pneumatic cylinders, which are directed from the frame 3 from opposite sides to the straightening object 1 and whose position is optionally mechanically lockable.
- a row of measuring sensors 5 is arranged, which project at the straightening object 1 and measure the distance of the surface of the straightening object 1 from the frame 3 at a plurality of points.
- the sketched measuring sensors 5 can be, for example, controlled telescopically extendable rods, at the free tip of which there is a contact or pressure sensor which generates a signal when it comes into contact with the straightening object.
- the necessary distance measurement between points of the frame 3 and points of the directional object. 1 but could also be done without contact by means of optical methods, for example.
- the straightening are typically hydraulic cylinder whose stroke can be controlled and measured and of which ideally also the force can be controlled or at least measured.
- another drive principle as a hydraulic system for driving the straightening die is conceivable, for example electrically (for example with a motor-driven screw spindle) or pneumatically.
- step d The described cycle is run through until either it is ascertained in step d that the geometry of the directional object corresponds to the desired geometry or until another abort criterion is fulfilled.
- the mentioned data records displacement data record, movement data record and change data record are best stored in each case in the form of a combination of a vector and an amount.
- the vector is an ordered group of several numerical values and the amount is a simple scalar number.
- the deviations from the ideal position of the respective surface areas of the directional object 1 recorded at the individual measuring sensors 5 are recorded in the vector, but not in a numerical value of theirs absolute size, but in a normalized size, so that the vector is a kind of unit vector. Only by multiplying the numerical values of the individual components of the vector by the amount, one arrives at those numerical values which state the distance by which the respective individual sensor 5 displaces the local surface area of the rectilinear object 1 from the ideal position.
- the absolute value can be calculated as the root of the sum of the squares of the individual values of the displacements measured at the individual sensors 5.
- the individual components of said (unit) vector are then the individual displacement values divided by the magnitude.
- the individual components of the (unit) vector are each assigned to a specific alignment stamp 6.
- the amount by which a straightening pad 6 must be moved during a straightening process results from the multiplication of the component of the vector associated with the straightening stamp with the amount.
- the individual components of the vector are assigned to the individual measuring sensors 5 and thus to the surface areas of the directional object 1 whose position is detected by measuring sensors 5.
- the components of the vector associated with the change record multiplied by the amount associated with the change record yield the respective distance by which a surface area has been shifted, according to the heading record corresponding to that motion record associated with the change record.
- the database 7 can be operated and motion data sets can be set.
- the amount of the current displacement data set is multiplied by the absolute value of the previously found inner product (which has the largest negative value), and divided by the amount of the change data set found. The result multiplies the amount of motion data set associated with the change record in the database 7.
- step e If one already sees in the precalculation in step e that theoretically an improved displacement data set will result when applying the calculated motion data set, but this will still not be within the target range (because the predicted change does not go in exactly the right direction) It is therefore advisable to refine the definition of the motion data set to be applied in advance. Only for the calculation, one can assume that the first found motion data set has been applied, that the theoretically predicted further displacement data set has been calculated and for this further displacement data set, as described again a further change data set, together with associated, as described described suitably scaled further motion data set , The actual motion data set to be used is then the vectorial addition of the first calculated motion data set with the subsequently calculated motion data set.
- the straightening punches 6 are also equipped with a sensor by means of which they can detect contact with the straightening object 1, so that they can also perform the function of measuring sensors 5.
- the straightening 6 can also take over the function of brackets 4, so hold points of the straightening object 1 to which they rest in a relation to the frame 3 rigid position.
- the straightening punches 6 are mounted on a different frame than the measuring probes 5 and the frame which carries the measuring probes 5 is held independently of the frame which carries the straightening punches 6. In this way, those measurement errors are easily avoided, which otherwise arise from the fact that the frame, which carries the straightening, in the force application by the straightening punches on the straightening object, forcibly even something is deformed.
- step e motion data sets can be easily specified and entered by people.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Straightening Metal Sheet-Like Bodies (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren und eine Anlage für das Richten von metallischen Teilen.
- Nach dem Urformen, typischerweise nach dem Gießen, weicht die Form von metallischen Teilen oftmals noch von der gewünschten Endform etwas ab. Das "Richten" ist ein Verfahrensschritt in welchem ein urgeformter Teil in Abhängigkeit von festgestellten Maßdifferenzen zu den Sollmaßen plastisch umgeformt wird, bis idealerweise alle Abmessungen den Sollmaßen entsprechen.
- Die Anwendung der Erfindung ist besonders dann besonders vorteilhaft, wenn die Geometrie der metallischen Teile vor allem aus flächigen Abschnitten besteht, die komplex gekrümmt sind und/oder aus verschieden ausgerichteten Abschnitten zusammengesetzt sind, sodass die genaue Vorausberechnung von plastischer Verformung durch Biegung zufolge Krafteinwirkung mittels Hydraulikstempeln oder Ähnlichem, nicht bzw. nur mit vielerlei Schwierigkeiten und Einschränkungen möglich ist. Derartige Teile sind beispielsweise eher größere, flächige Aluminiumdruckgussteile komplexer Gestalt, die als Teil des Chassis eines Automobils statisch tragende Funktion haben.
- Die
DE 196 11 897 C2 befasst sich mit dem Richten von länglichen metallischen Teilen. Ein Teil wird erst vermessen und dann durch Biegen gerichtet. Die plastische Biegeverformung zufolge des durch das Biegewerkzeug temporär erzwungenen Verformungsweges wird unter Berücksichtigung der Materialeigenschaften errechnet. Die Bewegung des Biegewerkzeuges beim Biegevorgang ist aus einer großen, gleich gerichteten Bewegung und einer dieser Bewegung überlagerten, schnellen Folge von Vorwärts-Rückwärtsbewegungen mit relativ kleinem Hub, zusammengesetzt. Für die Berechnung des Biegeergebnisses sind im Berechnungsprogramm Zahlenwerte hinterlegt, welche Materialparameter repräsentieren. In Anpassung an Ergebnisse von tatsächlich stattgefundenen Richtvorgängen können diese hinterlegten Zahlenwerte verändert werden, sodass mit vermehrten Erfahrungswerten die Berechnung zunehmend besser mit der Wirklichkeit in Übereinstimmung gebracht wird. Das Verfahren ist für einfache längliche Teile bei denen in der Praxis nur wenige verschiedene Formabweichungen zu korrigieren sind, sehr gut geeignet. Für das Richten von Teilen mit komplexerer Geometrie ist das Verfahren auf Grund des mit der Komplexität drastisch steigenden Rechenaufwandes nicht anwendbar. - In der
DE 102004043401 A1 wird vorgeschlagen, Aluminiumgussteile, mittels eines Prägewerkzeuges zu richten. Das Prägewerkzeug weist dabei mehrere Paare, die jeweils aus Unterteil und Oberteil bestehen, auf, wobei alle Paare gemeinsam einen Formhohlraum einschließen, und wobei Paare individuell gegenüber den anderen Paaren in Schließrichtung des Prägewerkzeuges versetzt angeordnet werden können. Durch nachträgliches Prägen des gegossenen Werkstückes in diesem Werkzeug wird das Werkstück plastisch umgeformt. Indem der Versatz der einzelnen Paare aus Unter- und Oberteilen gegeneinander geschickt eingestellt wird, können systematische Geometriefehler der Gussteile gut korrigiert werden. Auf Grund des hohen Aufwandes für das Herstellen und Optimieren der Form ist die Methode nur dann wirtschaftlich sinnvoll anwendbar, wenn große Serien gefertigt werden und dabei nach dem Gießen die Maßabweichungen von Teil zu Teil immer ziemlich gleich sind. - Die
DE 102008003882 B4 befasst sich mit einer vorteilhaften Methode für das Richten von flächigen metallischen Gussteilen wie insbesondere Flugzeugfensterrahmen. Nach dem Lösungsglühen wird die Geometrie des Gussteils automatisch vermessen und das Ausmaß des Verformungsbedarfes an den einzelnen Flächenbereichen automatisch errechnet, wobei das Maß der Verschiebung der Flächenbereiche normal zu ihrer Ebene wichtig ist. Die richtende Verformung wird dann durchgeführt, indem ein Strahlgut wie typischerweise Stahlkugeln normal zu deren Oberfläche auf ausgesuchte Flächenbereiche aufgestrahlt wird. Das Richten kann iterativ in mehreren Zyklen aus Messen und Strahlen bis zum gewünschten Endergebnis betrieben werden. Vorteilhaft an dem Verfahren ist vor allem seine Flexibilität. Es ist soweit automatisierbar, dass es bei Serienfertigung vollautomatisch auf die von Teil zu Teil verschiedenen Formabweichungen eingeht. Für die Fertigung in größeren Serien ist nachteilig, dass die Taktzeit relativ lang ist. Auf Grund des Umformens durch ein Strahlmittel ist auch der Wartungs- und Betriebsmittelaufwand für die Anlage relativ hoch. - Die Aufgabenstellung an die Erfindung besteht darin, eine Methode für das Richten eines Richtobjektes bereitzustellen, wobei das Richtobjekt ein urgeformtes Metallteil sein kann, insbesondere ein Metallgussteil. Im Gegensatz zu den aus dem besprochenen Stand der Technik bekannten Methoden, soll die zu schaffende Methode bezüglich aller nachfolgenden Kriterien vorteilhaft sein:
- a) Anwendbarkeit auch bei sehr komplexer Geometrie des Richtobjekts.
- b) Automatische Auswahl der jeweils passenden Richtverformung auch bei von Richtobjekt zu Richtobjekt stark unterschiedlichen Maßabweichungen.
- c) Kurze Taktzeit
- d Wenig Aufwand für Wartung und Betriebsmittel der Anlage.
- Für das Lösen der Aufgabe wird von einem Verfahren ausgegangen, welches wie folgt abläuft:
- Das Richtobjekt wird definiert gehalten und die Geometrie die das Richtobjekt hat, wenn es sich in entspanntem Zustand befindet, wird messtechnisch erfasst. Dann wird berechnet, in welcher Richtung und um welchen Betrag geometrische Maße des Richtobjekts von hinterlegten Sollmaßen abweichen. Dann wird das Richtobjekt einer sich im Bedarfsfall wiederholenden Folge von Arbeitsschritten unterzogen die folgende Arbeitsschritte umfasst:
- Auswahl einer Verformung die durch ein oder mehrere Richtstempel auf das Richtobjekt aufzubringen ist.
- Ausführen der ausgewählten Verformung.
- Aufheben der Krafteinwirkung der Richtstempel auf das Richtobjekt.
- Direktes oder indirektes messtechnisches Erfassen der Geometrie die das Richtobjekt in entspanntem Zustand hat.
- Berechnen in welcher Richtung und um welchen Betrag geometrische Maße des Richtobjekts von hinterlegten Sollmaßen abweichen.
- Das Verfahren ist dann zu Ende, wenn entweder im letztgenannten Arbeitsschritt keine Maßabweichungen von den Sollmaßen mehr festgestellt werden, oder wenn eine andere Abbruchbedingung erreicht ist.
- Als erfindungsgemäße Verbesserung zu dieser an sich bekannten Vorgangsweise sind folgende beide Maßnahmen vorgesehen:
- Die im ersten genannten Arbeitsschritt ("Auswahl einer Verformung die durch ein oder mehrere Richtstempel auf das Richtobjekt aufzubringen ist") zu treffende Auswahl wird unter Inanspruchnahme eines Datenbestandes einer Datenbank getroffen, welche Daten bezüglich Ausgangssituation, Maßnahmen und Ergebnissen von schon geschehenen Verformungsvorgängen an Richtobjekten enthält.
- Daten bezüglich der am aktuell gerichteten Richtobjekt durchgeführten Verformungsvorgänge (jeweilige Ausgangsgeometrie, Maßnahmen, Ergebnisgeometrie) werden in die Datenbank eingespeist und der besagte Datenbestand über vergangene Verformungsvorgänge wird damit erweitert.
- Durch die erfindungsgemäßen Maßnahmen, welche eigentlich erstaunlich einfach sogar in schon bestehende Anlagen zu implementieren sind, wird ein selbstlernendes System geschaffen, welches laufend die, an konkreten Richtvorgängen gewonnenen, Erfahrungen verwertet und von Richtobjekt zu Richtobjekt das Richten perfektioniert und nach und nach auch für selten auftretende Kombinationen von Maßabweichungen verlässlich erfolgreiche Richtrezepte liefert.
- Fig. 1:
- zeigt extrem stilisiert wesentliche mechanische Komponenten einer erfindungsgemäß verwendbaren Richtvorrichtung
- Fig. 2:
- zeigt das grundlegende Ablaufschema entsprechend welchem gemäß dem erfindungsgemäßen Verfahren ein Richtobjekt gerichtet wird.
- Gemäß
Fig. 1 ist das Richtobjekt 1 in einer Richtvorrichtung 2 angeordnet. Die Richtvorrichtung 2 weist einen starren Rahmen 3 auf. - Vom Rahmen 3 aus ragen Halterungen 4 auf definierte Punkte des Richtobjektes 1 und fixieren diese Punkte des Richtobjektes 1 gegenüber dem Rahmen 3. Typischerweise werden drei Halterungen 4 verwendet. Eine Halterung 4 kann beispielsweise durch zwei Hydraulik- oder Pneumatikzylinder gebildet sein, welche vom Rahmen 3 aus von gegenüberliegenden Seiten her an das Richtobjekt 1 gerichtet sind und deren Stellung optional mechanisch verriegelbar ist.
- Am Rahmen 3 ist gemäß dem skizzierten Beispiel eine Reihe von Messfühlern 5 angeordnet, welche an das Richtobjekt 1 heranragen und an einer Mehrzahl von Stellen den Abstand der Oberfläche des Richtobjektes 1 vom Rahmen 3 messen. Die skizzierten Messfühler 5 können beispielsweise kontrolliert teleskopartig ausfahrbare Stäbe sein, an deren freier Spitze sich ein Berührungs- oder Drucksensor befindet, welcher ein Signal generiert, wenn er mit dem Richtobjekt in Kontakt kommt. Die notwendige Entfernungsmessung zwischen Punkten des Rahmens 3 und Punkten des Richtobjektes 1 könnte aber beispielsweise auch berührungslos mittels optischer Methoden erfolgen.
- Vom Rahmen 3 aus ragt weiter eine Mehrzahl von Richtstempeln 6 auf das Richtobjekt 1. Die Richtstempel sind typischerweise Hydraulikzylinder, deren Hub gesteuert und gemessen werden kann und von welchen idealerweise auch die Kraft gesteuert oder zumindest gemessen werden kann. Selbstverständlich ist auch ein anderes Antriebsprinzip als Hydraulik für den Antrieb der Richtstempel denkbar, beispielsweise elektrisch (z.B. mit motorgetriebener Schraubspindel) oder pneumatisch.
- Der Verfahrensablauf sei kurz an Hand der Zeichnungen verdeutlicht:
- Arbeitsschritt a (
Fig. 2 ): Das Richtobjekt 1 wird in definierter Position und Ausrichtung in die Richtvorrichtung 2 eingelegt. Die Halterungen 4 werden geschlossen und das Richtobjekt gegenüber dem Rahmen 3 in definierter Position starr und de facto spannungsfrei gehalten.
Im Detail kann Arbeitsschritt a folgendermaßen ablaufen:- Das Richtobjekt 1 wir erst auf Ablagepunkte gelegt, die aus dem Rahmen 3 nach oben ragen. Dann fahren von unten her drei Halterungen 4 soweit an jeweils einen von drei Referenzpunkten am Richtobjekt 1, dass dieses mit den drei Referenzpunkten auf den drei Halterungen 4 in einer Dreipunktauflage aufliegt. Dann fahren genau von der gegenüberliegenden Seite (also von oben) her drei weitere Halterungen 4 an das Richtobjekt heran und halten dieses auch nach oben hin spielfrei, allerdings dabei so gut wie möglich ohne Krafteinwirkung und damit so gut wie möglich spannungsfrei.
- Arbeitsschritt b: Mit Hilfe der Messfühler 5, welche Abstände messen, wird für eine Reihe von Punkten an der Oberfläche des Richtobjektes 1 deren Lage relativ zum Rahmens 3 gemessen.
- Arbeitsschritt c: Eine - nicht dargestellte - Datenverarbeitungsanlage errechnet die Unterschiede zwischen gemessenen Positionsdaten von Oberflächenpunkten des Richtobjektes 1 zu idealen Positionsdaten dieser Oberflächenpunkte und damit wie sehr die Oberfläche des Richtobjektes 1 an diesen Oberflächenbereichen gegenüber der idealen Position verschoben ist.
Gemäß einer vorteilhaften - weil einfachen und dennoch zielführenden - Vorgangsweise wird von der Verschiebung der einzelnen Oberflächenpunkte gegenüber der idealen Position immer nur jener skalare Wert gemessen und aufgezeichnet, welcher aussagt, wie sehr der betrachtete Oberflächenpunkt in Normalrichtung zu der betrachteten Oberfläche gegenüber der idealen Position verschoben ist.
Der Datensatz, welcher beschreibt wie sehr die einzelnen vermessenen Oberflächenpunkte des Richtobjektes 1 gegenüber ihrer idealen Position verschoben sind, wird als "Verschiebungsdatensatz" bezeichnet. Mathematisch kann er in vielem gleich wie ein Vektor angesehen und behandelt werden. Dieser Datensatz wird in eine Datenbank 7 eingelesen. - Arbeitsschritt d: Die Datenverarbeitungsanlage prüft, ob die gemessenen Werte von Verschiebungen innerhalb der jeweiligen Zulässigkeitsgrenzen liegen oder nicht. Wenn jeder Wert des Verschiebungsdatensatzes innerhalb der zulässigen Grenzen liegt, ist am Richtobjekt 1 kein weiteres Richten erforderlich. Wenn Werte außerhalb besagter Grenzen liegen, wird an Hand hinterlegter Kriterien entschieden, ob ein Richtvorgang durchgeführt wird, oder ob das Richtobjekt als Ausschuss definiert und von weiterer Verarbeitung ausgeschieden wird. Ausscheiden kann beispielsweise gefordert sein, wenn Maßabweichungen so groß sind, dass die notwendige Verformbarkeit des Materials nicht ausreicht um das durch Richten korrigieren zu können, oder wenn das Richtobjekt schon eine zugelassene Höchstzahl von Richtzyklen erreicht hat. Wenn festgestellt wird, dass Richten erforderlich ist, geht es weiter zu Arbeitsschritt e.
- Arbeitsschritt e: Durch Vergleich des in Schritt c festgestellten Verschiebungsdatensatzes mit in der Datenbank 7 hinterlegten Verschiebungsdatensätzen, zu denen auch Daten über erfolgte Richtvorgänge hinterlegt sind, wird ein Datensatz festgelegt, welcher aussagt, wie die einzelnen Richtstempel 6 zu bewegen sind. Dieser Datensatz wird des Weiteren als "Bewegungsdatensatz" bezeichnet.
Beispielhafte vorteilhafte Algorithmen, die in die vorteilhafte Festlegung des Bewegungsdatensatzes münden, sind weiter unten detailliert beschrieben.
In der Datenbank 7 wird vermerkt, welcher Bewegungsdatensatz gewählt wurde. - Arbeitsschritt f: Die, gemäß in Arbeitsschritt e festgelegtem Bewegungsdatensatz betroffenen Richtstempel 6, werden in die Ausgangsposition am Richtobjekt 1 gefahren und die Bewegungen gemäß Bewegungsdatensatz werden durchgeführt.
Im Allgemeinen reicht es aus, die gemäß Bewegungsdatensatz durchzuführenden Bewegungen der einzelnen Richtstempel 6 alle gleichzeitig zu starten und bis zu ihrem jeweiligen Ende ablaufen zu lassen. Bei sehr komplexen Geometrien und Verformungen kann es aber auch sinnvoll sein, eine detaillierte zeitliche Abfolge von Bewegungen der Richtstempel 6 festzulegen. - Arbeitsschritt g: Die Richtstempel 6 werden entspannt und eventuell etwas vom Richtobjekt 1 zurückgefahren, sodass das Richtobjekt seine entspannte Form einnehmen kann. Eventuell werden dazu auch eine oder zwei Halterungen 4 gelockert.
- Arbeitsschritt b (zweiter Durchgang): siehe obigen Text zu "Arbeitsschritt b".
- Arbeitsschritt c (zweiter Durchgang): siehe obigen Text zu "Arbeitsschritt c".
Ergänzung: Zusätzlich zu jener Berechnung, welche einen neuen Verschiebungsdatensatz als Ergebnis liefert, wird nun auch berechnet, wie sich die Form des Richtobjektes gegenüber dem Zustand vor dem Richtzyklus verändert hat. Der Datensatz welcher diese Veränderung beschreibt wird des Weiteren als "Veränderungsdatensatz" bezeichnet. Er wird in der Datenbank 7 gespeichert und ist dort dem zuletzt angewendeten Bewegungsdatensatz zugeordnet, der ja zu den betreffenden Veränderungen am Richtobjekt 1 geführt hat.
Der Veränderungsdatensatz kann einfach durch jene Zahlenwerte gebildet sein, welche beschreiben, um wieviel sich die von den einzelnen Messfühlern 5 am gleichen Richtobjekt 1 gemessenen Werte vor und nach dem Richtvorgang (Arbeitsschritt f) unterscheiden. Mathematisch kann auch der Veränderungsdatensatz in vielem gleich wie ein Vektor angesehen und behandelt werden. - Der beschriebene Zyklus wird so oft durchlaufen, bis in Schritt d entweder festgestellt wird, dass die Geometrie des Richtobjektes der Sollgeometrie entspricht oder bis dass ein anderes Abbruchkriterium erfüllt ist.
- In der Datenbank 7 werden die erwähnten Datensätze Verschiebungsdatensatz, Bewegungsdatensatz und Veränderungsdatensatz am besten jeweils in Form einer Kombination aus einem Vektor und einem Betrag abgespeichert. Der Vektor ist dabei eine geordnete Gruppe von mehreren Zahlenwerten und der Betrag eine einfache skalare Zahl.
- Am Beispiel des Verschiebungsdatensatzes sind im Vektor die an den einzelnen Messfühlern 5 festgestellten Abweichungen von der Idealposition der jeweiligen Oberflächenbereiche des Richtobjektes 1 festgehalten, allerdings nicht in einem Zahlenwert der ihrer absoluten Größe entspricht, sondern in einer normierten Größe, sodass der Vektor also eine Art Einheitsvektor ist. Erst durch die Multiplikation der Zahlenwerte der einzelnen Komponenten des Vektors mit dem Betrag, kommt man zu jenen Zahlenwerten, welche aussagen, um welche Strecke am jeweiligen einzelnen Messfühler 5 der dortige Oberflächenbereich des Richtobjektes 1 von der idealen Position verschoben ist.
- Analog zu der bei der Vektorrechnung üblichen Methode kann der Betrag als Wurzel aus der Summe der Quadrate der Einzelwerte der an den einzelnen Messfühlern 5 gemessenen Verschiebungen errechnet werden. Die einzelnen Komponenten des besagten (Einheits-) Vektors sind dann die einzelnen Verschiebungswerte, dividiert durch den Betrag.
- Am Bewegungsdatensatz sind die einzelnen Komponenten des (Einheits-) Vektors jeweils einem bestimmten Richtstempel 6 zugeordnet. Analog zum Verschiebungsdatensatz ergibt sich der Betrag, um welchen ein Richtstempel 6 bei einem Richtvorgang bewegt werden muss, durch die Multiplikation der dem Richtstempel zugeordneten Komponente des Vektors mit dem Betrag.
- Beim Veränderungsdatensatz sind wie beim Verschiebungsdatensatz die einzelnen Komponenten des Vektors den einzelnen Messfühlern 5 und damit den Oberflächenbereichen des Richtobjektes 1 zugeordnet, deren Position mit Messfühlern 5 festgestellt wird. Die Komponenten des zum Veränderungsdatensatz gehörenden Vektors multipliziert mit dem zum Veränderungsdatensatz gehörenden Betrag ergeben die jeweilige Strecke, um die ein Oberflächenbereich zufolge Richtstempelbewegung entsprechend jenem Bewegungsdatensatz der dem Veränderungsdatensatz zugeordnet ist, verschoben wurde.
- Es gibt wohl eine unendliche Vielzahl von Algorithmen, entsprechend welchen, durch eine Datenverarbeitungsanlage die Datenbank 7 betrieben werden kann und Bewegungsdatensätze festgelegt werden können.
- Unter der Annahme, dass Verschiebungsdatensätze, Bewegungsdatensätze und Veränderungsdatensätze wie beschrieben als Kombination von Einheitsvektor und Skalar gespeichert sind, kann ein einfacher und gut wirksamer Algorithmus für die Auswahl eines Bewegungsdatensatzes (Arbeitsschritt e gemäß
Fig. 2 ) folgendermaßen funktionieren: - Zu dem Verschiebungsdatensatz des aktuell vorliegenden Richtobjektes muss aus den in der Datenbank 7 abgespeicherten Veränderungsdatensätzen der am besten geeignete Veränderungsdatensatz ausgesucht werden. Der im Verschiebungsdatensatz enthaltende Vektor hat etwa die Bedeutung einer Richtung, ebenso die in den Veränderungsdatensätzen enthaltenden Vektoren. Es wird einfach jener Veränderungsdatensatz gesucht, dessen Vektor dem Vektor des Verschiebungsdatensatzes möglichst genau entgegen gerichtet ist. Gemäß den bekannten Regeln der Vektorrechnung ist das jener Vektor, bei welchem das innere Produkt, mit dem Vektor des Verschiebungsdatensatzes den betragsmäßig größten negativen Zahlenwert hat. Konsequenterweise wird durch die Datenverarbeitungsanlage das innere Produkt des Vektors des Verschiebungsdatensatzes den Vektoren aller Veränderungsdatensätze gebildet und es wird jener Veränderungsdatensatz ausgewählt, bei welchem das Ergebnis - also das innere Produkt - den größten negativen Zahlenwert hat.
- (Das innere Produkt zweier Vektoren ergibt sich als Summe der Produkte der Zahlenwerte der gleichartigen Komponenten; Z.B.:

- Im nächsten Schritt wird der Betrag des aktuellen Verschiebungsdatensatzes mit dem Absolutwert des zuvor gefundenen inneren Produktes (welches den größten negativen Zahlenwert hat) multipliziert, und durch den Betrag des gefundenen Veränderungsdatensatzes dividiert. Mit dem Ergebnis wird der Betrag des in der Datenbank 7 dem Veränderungsdatensatz zugeordneten Bewegungsdatensatzes multipliziert.
- Es ergibt sich damit ein neu gebildeter Bewegungsdatensatz. Wenn man diesen als Bewegungsvorschrift für die Richtstempel 6 (Arbeitsschritt f gemäß
Fig. 2 ) anwendet ergibt sich theoretisch ein Veränderungsdatensatz, welcher zum zuvor ausgewählten Veränderungsdatensatz gleich gerichtet ist und im Betrag so groß ist, dass er die vorliegende Verschiebung bei der durch den Veränderungsdatensatz gegebenen Veränderungsrichtung bestmöglich korrigiert. Man kann den errechneten Bewegungsdatensatz schon gleich anwenden und damit im Zyklus gemäßFig. 2 weiter fortschreiten. - Wenn man schon bei der Vorausberechnung in Schritt e sieht, dass sich bei Anwendung des berechneten Bewegungsdatensatzes theoretisch zwar ein verbesserter Verschiebungsdatensatz ergeben wird, dieser aber dennoch noch nicht im Sollbereich liegen wird (- weil die prognostizierte Veränderung nicht in genau die richtige Richtung geht -), so ist es zu empfehlen, die Festlegung des anzuwendenden Bewegungsdatensatzes gleich vorweg noch zu verfeinern. Nur für die Berechnung kann man dazu annehmen, dass der erste gefundene Bewegungsdatensatz angewendet wurde, dass sich der damit theoretisch vorausberechnete weitere Verschiebungsdatensatz ergeben hat und für diesen weiteren Verschiebungsdatensatz, wie beschrieben wiederum einen weiteren Veränderungsdatensatz, nebst zugehörigem, wie beschrieben passend skalierten weiteren Bewegungsdatensatz errechnen. Der tatsächlich anzuwendende Bewegungsdatensatz ist dann die vektorielle Addition des zuerst berechneten Bewegungsdatensatzes mit dem darauffolgend berechneten Bewegungsdatensatz.
- Theoretisch könnte man auch mehr als zwei Bewegungsdatensätze rechnerisch vorausbestimmen und überlagern.
- Wichtig ist, dass die Informationen über die letztendlich tatsächlich angewendeten Bewegungsdatensätze einschließlich der zugehörigen Informationen, also ursprünglicher Verschiebungsdatensatz und erreichter Veränderungsdatensatz in der Datenbank 7 gespeichert werden, sodass damit die Datenbasis verbessert wird und das System damit lernt.
- Es ist sinnvoll, begrenzende Randbedingung für Verformungen festzulegen und automatisch zu überwachen, wobei sich die diesbezüglichen Grenzen aus den Eigenschaften des Materials des Richtobjektes 1 ergeben. So sollte es beispielsweise eine Obergrenze für den gesamten Verformungsweg geben und auch eine Obergrenze für die Anzahl von Verformungsvorgängen.
- Es ist sinnvoll bei der Bewegung durch welche Richtstempel 6 das Richtobjekt 1 verformen, zu unterscheiden ob die Bewegung elastische oder plastische Verformung des Richtobjektes bewirkt. Zumindest näherungsweise kann man den Übergang von elastischer Verformung zu plastischer Verformung bekanntlich an Hand des Abflachens des Funktionsgraphen erkennen, welcher die Verformungskraft als Funktion des Verformungsweges beschreibt. Es ist daher sinnvoll, an den Richtstempeln 6, sowohl Weg als auch Kraft ständig mitzumessen und in der Datenverarbeitungsanlage hinsichtlich Verformungswirkung auszuwerten. Für die in den Bewegungsdatensätzen hinterlegten Daten sind die Bewegungen der Richtstempel 6 die diese durchführen während sie am Richtobjekt 1 plastisch verformen, von entscheidender Bedeutung.
- In einer vorteilhaften Ausführungsform einer erfindungsgemäßen Vorrichtung sind die Richtstempel 6 auch mit einer Sensorik ausgestattet, mit Hilfe derer sie Berührung mit dem Richtobjekt 1 detektieren können, sodass sie also auch die Funktion von Messfühlern 5 ausführen können.
- In einer vorteilhaften Ausführung können die Richtstempel 6 auch die Funktion von Halterungen 4 übernehmen, also Punkte des Richtobjektes 1 an welchen sie anliegen in einer gegenüber dem Rahmen 3 starren Position halten.
- In einer vorteilhaften Ausführung sind die Richtstempel 6 an einem anderen Rahmen gelagert als die Messfühler 5 und der Rahmen, welcher die Messfühler 5 trägt ist unabhängig von jenem Rahmen gehalten, welcher die Richtstempel 6 trägt. Auf diese Weise werden jene Messfehler einfach vermeidbar, die ansonsten dadurch entstehen, dass der Rahmen, welcher die Richtstempel trägt, bei der Kraftaufbringung durch die Richtstempel auf das Richtobjekt, zwangsweise selbst auch etwas verformt wird.
- Es ist natürlich sehr sinnvoll, wenn es eine Benutzerschnittstelle zu der Datenverarbeitungsanlage gibt, welche die Richtvorrichtung 2 steuert und die Datenbank 7 umfasst. Idealerweise kann man über diese Benutzerschnittstelle Daten über aktuelle Arbeitsvorgänge einsehen, gespeicherte Daten editieren und die Auswahl von Bewegungen von Richtstempeln 6 (Arbeitsschritt e) mit beeinflussen. Insbesondere während der Lernphase einer erfindungsgemäßen Anlage ist es sinnvoll, wenn in Arbeitsschritt e Bewegungsdatensätze einfach durch Menschen vorgegeben und eingegeben werden können.
- Es ist vorteilhaft hinsichtlich in der Datenbank 7 gespeicherter Datensätze, statistische Auswertungen durchzuführen und daraus abgeleitete wertende Klassifizierungen den einzelnen Datensätzen zuzuordnen. Beispielsweise kann man damit erkennen, das manche Bewegungsdatensätze besser reproduzierbar zu vorherbestimmbaren Veränderungsdatensätzen führen als andere, sowie dass manche Bewegungsdatensätze störend häufig in eine Beschädigung eines Richtobjektes münden. Durch statistische Auswertung - die durchaus durch die Datenverarbeitungsanlage auch automatisch vorgenommen werden kann - können somit Verbotsregeln für problematische Bewegungsdatensätze automatisch generiert und zur automatischen Anwendung gebracht werden. Ebenso kann so eine Gruppe von besonders gut funktionierenden Bewegungsdatensätzen identifiziert werden und daraus bevorzugt ausgewählt werden.
Claims (3)
- Verfahren für das Richten eines metallischen Richtobjektes (1) wobei das Richtobjekt (1) gegenüber dem Rahmen (3) einer Richtvorrichtung (2) in einer definierten Position gehalten wird, die Geometrie des Richtobjektes (1) messtechnisch erfasst wird, berechnet wird in welcher Richtung und um welchen Betrag die Position von einzelnen Oberflächenbereichen des Richtobjekts von einer hinterlegten Idealposition abweicht, und das Richtobjekt einer sich im Bedarfsfall wiederholenden Folge der Arbeitsschritte- berechnen in welcher Richtung und um welchen Betrag geometrische Maße des Richtobjekts von hinterlegten Sollmaßen abweichen,- Auswahl einer Verformung die durch ein oder mehrere Richtstempel (6) auf das Richtobjekt (1) aufzubringen ist.- ausführen der ausgewählten Verformung,- aufheben der Krafteinwirkung der Richtstempel (6) auf das Richtobjekt (1),- Geometrie des Richtobjektes (1) messtechnisch erfassen und berechnen in welcher Richtung und um welchen Betrag die Position von einzelnen Oberflächenbereichen des Richtobjekts von einer hinterlegten Idealposition abweichtunterzogen wird,
dadurch gekennzeichnet, dass
die Auswahl einer Verformung unter Inanspruchnahme jenes Datenbestandes einer Datenbank (7) getroffen wird, welcher Daten bezüglich Ausgangssituation, Maßnahmen und Ergebnissen von schon geschehenen Verformungsvorgängen an Richtobjekten umfasst, und
dass Daten die während betriebsmäßig stattfindender Richtvorgänge automatisch in die Datenbank (7) eingespeist werden und den Datenbestand für weitere Auswahlen von Verformungen an Richtobjekten (1) erweitern. - Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Daten einen Verschiebungsdatensatz, einen Bewegungsdatensatz und einen Veränderungsdatensatz enthalten, wobei der Verschiebungsdatensatz Aussagen über die Abweichung der Form des Richtobjektes (1) von der Idealform enthält, der Bewegungsdatensatz Aussagen enthält über Bewegungen der Richtstempel (6) mit denen diese das Richtobjekt (1) verformen und der Veränderungsdatensatz Aussagen enthält, wie die Form des Richtobjektes (1) als Folge von Bewegung der Richtstempel (6) gemäß dem Bewegungsdatensatz verändert wurde.
- Anlage für das Richten eines metallischen Richtobjektes (1), wobei die Anlage eine Datenverarbeitungsanlage und eine Richtvorrichtung (2) aufweist, wobei die Richtvorrichtung (2) einen Rahmen (3), Halterungen (4) für das Halten des Richtobjektes (1), Sensoren für die Messung der Geometrie des Richtobjektes (1), sowie Richtstempel (6) für das kraftbedingte Verändern der Form des Richtobjektes (1) aufweist, wobei die Datenverarbeitungsanlage mit den Sensoren und den Richtstempeln in Verbindung ist, und dazu in der Lage ist Bewegung der Richtstempel (6) zu steuern,
dadurch gekennzeichnet, dass
die Datenverarbeitungsanlage eine Datenbank (7) umfasst in welcher Daten bezüglich Ausgangssituation, Maßnahmen und Ergebnissen von schon geschehenen Verformungsvorgängen an Richtobjekten (1) enthalten sind und in welche Daten die während betriebsmäßig stattfindender Richtvorgänge anfallen, automatisch einspeisbar sind.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL16001047T PL3095533T3 (pl) | 2015-05-13 | 2016-05-10 | Sposób korygowania części metalowych |
| SI201630782T SI3095533T1 (sl) | 2015-05-13 | 2016-05-10 | Postopek za ravnanje kovinskih delov |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ATA300/2015A AT516761B1 (de) | 2015-05-13 | 2015-05-13 | Verfahren und Anlage für das Richten von metallischen Teilen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3095533A1 true EP3095533A1 (de) | 2016-11-23 |
| EP3095533B1 EP3095533B1 (de) | 2020-02-26 |
Family
ID=55952929
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16001047.6A Active EP3095533B1 (de) | 2015-05-13 | 2016-05-10 | Verfahren für das richten von metallischen teilen |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP3095533B1 (de) |
| AT (1) | AT516761B1 (de) |
| ES (1) | ES2790728T3 (de) |
| HU (1) | HUE049266T2 (de) |
| PL (1) | PL3095533T3 (de) |
| PT (1) | PT3095533T (de) |
| SI (1) | SI3095533T1 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3761131A1 (de) * | 2019-07-03 | 2021-01-06 | AutomationsRobotic GmbH | Verfahren und robotersystem zum umformen, insbesondere korrekturumformen und/oder richten, von teilen |
| CN112474896A (zh) * | 2020-12-14 | 2021-03-12 | 核工业理化工程研究院 | 智能检测矫直装置控制系统 |
| WO2022008132A1 (de) * | 2020-07-10 | 2022-01-13 | Laubinger + Rickmann GmbH & Co. KG | Vorrichtung zum korrigieren von formabweichungen eines strukturbauteils von einer soll-geometrie |
| CN118558787A (zh) * | 2024-06-11 | 2024-08-30 | 中车长江铜陵车辆有限公司 | 一种车轴自动校直打钢印设备及工艺 |
| KR20250160299A (ko) | 2024-05-03 | 2025-11-12 | 서강대학교산학협력단 | 판형 구조물용 형상 교정 장치 및 이를 이용한 기계학습 기반 판형 구조물 교정 방법 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102023101164A1 (de) | 2023-01-18 | 2024-07-18 | Dornier LiteTech GmbH | Warmrichtvorrichtung zum Warmrichten eines Bauteils sowie Warmrichtverfahren |
| DE102024209294A1 (de) * | 2024-09-26 | 2026-03-26 | Volkswagen Aktiengesellschaft | Verfahren zur Formkorrektur einer Baugruppe |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19611897A1 (de) * | 1996-03-26 | 1997-10-02 | Imt Ind Mestechnik Gmbh & Co K | Verfahren zum Biegen und/oder Richten bzw. Justieren von metallischen Werkstücken, insbesondere von gehärteten Werkstücken |
| DE10260909A1 (de) * | 2002-12-20 | 2004-07-01 | Volkswagen Ag | Mess- und Richtstation |
| DE102004043401A1 (de) | 2004-09-08 | 2006-03-09 | Volkswagen Ag | Verfahren zum Richten eines Strukturbauteils |
| DE102007002320A1 (de) * | 2007-01-16 | 2008-09-04 | Volkswagen Ag | Verfahren und Vorrichtung zum Korrigieren der Form eines Blechteils und/oder einer Baugruppe |
| DE102008003882A1 (de) * | 2008-01-10 | 2009-07-23 | Otto Fuchs Kg | Verfahren zum Herstellen eines Gegenstandes aus Metall, insbesondere aus einer hochfesten Aluminiumlegierung sowie Verfahren zum Richten eines solchen Gegenstandes |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19810140C2 (de) * | 1998-03-09 | 2001-03-08 | Gerhard Koester | Vorrichtung zur Ausrichtung eines verformten Zweiradrahmens |
| ATE217815T1 (de) * | 1999-03-26 | 2002-06-15 | Sms Demag Ag | Verfahren und maschinelle einrichtung zum richten von profilen |
| DE102011004167B4 (de) * | 2011-02-15 | 2015-05-13 | Institut Dr. Foerster Gmbh & Co. Kg | Verfahren und Vorrichtung zum automatisierten Richten von langgestrecktem Material |
| DE102014106289B4 (de) * | 2014-05-06 | 2023-11-02 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren und Anlage zum Bearbeiten eines metallischen Gussteils |
-
2015
- 2015-05-13 AT ATA300/2015A patent/AT516761B1/de not_active IP Right Cessation
-
2016
- 2016-05-10 SI SI201630782T patent/SI3095533T1/sl unknown
- 2016-05-10 PT PT160010476T patent/PT3095533T/pt unknown
- 2016-05-10 EP EP16001047.6A patent/EP3095533B1/de active Active
- 2016-05-10 ES ES16001047T patent/ES2790728T3/es active Active
- 2016-05-10 PL PL16001047T patent/PL3095533T3/pl unknown
- 2016-05-10 HU HUE16001047A patent/HUE049266T2/hu unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19611897A1 (de) * | 1996-03-26 | 1997-10-02 | Imt Ind Mestechnik Gmbh & Co K | Verfahren zum Biegen und/oder Richten bzw. Justieren von metallischen Werkstücken, insbesondere von gehärteten Werkstücken |
| DE19611897C2 (de) | 1996-03-26 | 2000-07-13 | Imt Ind Mestechnik Gmbh & Co K | Verfahren zum Biegen, Richten und Justieren eines metallischen Werkstücks, insbesondere eines gehärteten Werkstücks |
| DE10260909A1 (de) * | 2002-12-20 | 2004-07-01 | Volkswagen Ag | Mess- und Richtstation |
| DE102004043401A1 (de) | 2004-09-08 | 2006-03-09 | Volkswagen Ag | Verfahren zum Richten eines Strukturbauteils |
| DE102007002320A1 (de) * | 2007-01-16 | 2008-09-04 | Volkswagen Ag | Verfahren und Vorrichtung zum Korrigieren der Form eines Blechteils und/oder einer Baugruppe |
| DE102008003882A1 (de) * | 2008-01-10 | 2009-07-23 | Otto Fuchs Kg | Verfahren zum Herstellen eines Gegenstandes aus Metall, insbesondere aus einer hochfesten Aluminiumlegierung sowie Verfahren zum Richten eines solchen Gegenstandes |
| DE102008003882B4 (de) | 2008-01-10 | 2011-12-15 | Otto Fuchs Kg | Verfahren zum Herstellen eines Gegenstandes aus Metall, insbesondere aus einer hochfesten Aluminiumlegierung sowie Verfahren zum Richten eines solchen Gegenstandes |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3761131A1 (de) * | 2019-07-03 | 2021-01-06 | AutomationsRobotic GmbH | Verfahren und robotersystem zum umformen, insbesondere korrekturumformen und/oder richten, von teilen |
| WO2022008132A1 (de) * | 2020-07-10 | 2022-01-13 | Laubinger + Rickmann GmbH & Co. KG | Vorrichtung zum korrigieren von formabweichungen eines strukturbauteils von einer soll-geometrie |
| CN112474896A (zh) * | 2020-12-14 | 2021-03-12 | 核工业理化工程研究院 | 智能检测矫直装置控制系统 |
| KR20250160299A (ko) | 2024-05-03 | 2025-11-12 | 서강대학교산학협력단 | 판형 구조물용 형상 교정 장치 및 이를 이용한 기계학습 기반 판형 구조물 교정 방법 |
| CN118558787A (zh) * | 2024-06-11 | 2024-08-30 | 中车长江铜陵车辆有限公司 | 一种车轴自动校直打钢印设备及工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2790728T3 (es) | 2020-10-29 |
| PT3095533T (pt) | 2020-05-22 |
| HUE049266T2 (hu) | 2020-09-28 |
| PL3095533T3 (pl) | 2020-09-07 |
| AT516761A4 (de) | 2016-08-15 |
| EP3095533B1 (de) | 2020-02-26 |
| AT516761B1 (de) | 2016-08-15 |
| SI3095533T1 (sl) | 2020-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AT516761B1 (de) | Verfahren und Anlage für das Richten von metallischen Teilen | |
| EP3030359B1 (de) | Biegepresse | |
| EP3274110B1 (de) | Umformwerkzeug und verfahren zur optimierung einer platinenumformung in einem umformwerkzeug | |
| EP3524421B1 (de) | Presse und verfahren zu deren betrieb | |
| WO2012146601A1 (de) | Verfahren und vorrichtung zur herstellung von flanschlosen ziehteilen | |
| DE2928731C2 (de) | Richtpresse | |
| EP3744436A1 (de) | Richtpresse und verfahren zum biegerichten von länglichen werkstücken | |
| EP2177291B1 (de) | Verfahren zum schneidenden und/oder umformenden Bearbeiten von Werkstücken | |
| DE102015002280B4 (de) | Verfahren und Anlage zum automatisierten Richten eines Gussteils | |
| EP3344417B1 (de) | Fertigungsmodul und verfahren zum betreiben des fertigungsmoduls | |
| EP3191236A1 (de) | Biegepresse | |
| EP3481565A1 (de) | Streckbiegemaschine und verfahren zum verformen eines werkstückes | |
| DE102004035797B9 (de) | Verfahren und Vorrichtung zum Überführen eines Werkstücks | |
| WO2015198294A1 (de) | Verfahren zum herstellen eines biegeteils sowie vorrichtung zum herstellen eines biegeteils mit einer biegepresse oder abkantpresse sowie mit einem roboter | |
| DE102022122210B4 (de) | Verfahren zum Betreiben eines Blechumformwerkzeugs, Vorrichtung und Blechumformwerkzeug | |
| EP1480767A1 (de) | Verfahren zur reduktion der biegewinkelfehler beim gesenkbiegen | |
| WO2005005072A1 (de) | Verfahren zur beeinflussung eines biegeprozesses | |
| DE102011116215A1 (de) | Verfahren und Vorrichtung zum Umformen flächiger Werkstücke | |
| DE102018126336B4 (de) | Verfahren zur Steuerung einer Biegemaschine, Steuerung zum Ansteuern einer Biegemaschine und Biegemaschine | |
| EP3627258A1 (de) | Bewegungsplanung für eine servopresse | |
| DE102013006798A1 (de) | Pressenwerkzeug, Pressenlinie und Verfahren zur Bearbeitung eines Werkstücks | |
| DE102011015705A1 (de) | Radialpresse | |
| WO2025087572A1 (de) | Verfahren zum schmieden eines schm iedewerkstücks sowie werkstückmanipulator zzuurr verwendung bei einem verfahren zum freiformschmieden oder radialschmieden von schmiedewerkstücken in einer schmiedepresse | |
| DE1602595A1 (de) | Manipulator fuer Abkantpressen | |
| AT520649A4 (de) | Verfahren mit einer Fertigungseinrichtung zum Umformen von Blech |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170519 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20190807 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502016008869 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1237004 Country of ref document: AT Kind code of ref document: T Effective date: 20200315 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Ref document number: 3095533 Country of ref document: PT Date of ref document: 20200522 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20200514 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200526 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200226 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 34222 Country of ref document: SK |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200626 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200526 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E049266 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2790728 Country of ref document: ES Kind code of ref document: T3 Effective date: 20201029 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502016008869 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200531 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200531 |
|
| 26N | No opposition filed |
Effective date: 20201127 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200510 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200510 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20220519 Year of fee payment: 7 Ref country code: RO Payment date: 20220428 Year of fee payment: 7 Ref country code: PT Payment date: 20220428 Year of fee payment: 7 Ref country code: HU Payment date: 20220519 Year of fee payment: 7 Ref country code: GB Payment date: 20220520 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230510 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230511 Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230510 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231110 Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230510 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20250506 Year of fee payment: 10 Ref country code: DE Payment date: 20250521 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20250627 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250527 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250528 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20250522 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SK Payment date: 20250505 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20250505 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SI Payment date: 20250504 Year of fee payment: 10 |