EP3191276B1 - Verfahren zur steuerung eines wandsägesystems beim erstellen eines trennschnittes - Google Patents
Verfahren zur steuerung eines wandsägesystems beim erstellen eines trennschnittes Download PDFInfo
- Publication number
- EP3191276B1 EP3191276B1 EP15757255.3A EP15757255A EP3191276B1 EP 3191276 B1 EP3191276 B1 EP 3191276B1 EP 15757255 A EP15757255 A EP 15757255A EP 3191276 B1 EP3191276 B1 EP 3191276B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- saw
- end point
- blade
- main
- cut
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D7/00—Accessories specially adapted for use with machines or devices of the preceding groups
- B28D7/005—Devices for the automatic drive or the program control of the machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/02—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing
- B28D1/04—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing with circular or cylindrical saw-blades or saw-discs
- B28D1/042—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing with circular or cylindrical saw-blades or saw-discs the saw blade being carried by a pivoted lever
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/02—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing
- B28D1/04—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing with circular or cylindrical saw-blades or saw-discs
- B28D1/044—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing with circular or cylindrical saw-blades or saw-discs the saw blade being movable on slide ways
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/02—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing
- B28D1/10—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing with provision for measuring
Definitions
- the present invention relates to a method for controlling a wall sawing system when making a separating cut according to the preamble of claim 1.
- the wall sawing system comprises a guide rail and a wall saw with a saw head, a motorized feed unit that moves the saw head parallel to a feed direction along the guide rail, and at least one saw blade that is attached to a saw arm of the saw head and driven about a rotational axis by a drive motor.
- the saw arm is designed to be pivotable about a pivot axis by means of a pivot motor. By pivoting the saw arm about the pivot axis, the penetration depth of the saw blade into the workpiece is changed.
- the motorized feed unit comprises a guide carriage and a feed motor, with the saw head being mounted on the guide carriage and moved along the guide rail via the feed motor.
- a sensor device with a pivot angle sensor and a displacement sensor is provided to monitor the wall sawing system.
- the pivot angle sensor measures the current pivot angle of the saw arm
- the displacement sensor measures the current position of the saw head on the guide rail. The measured values for the current swivel angle of the saw arm and the current position of the saw head are regularly transmitted to a control unit of the wall saw.
- the saw head After the controlled machining process has started, the saw head is positioned in a start position. In the start position, the saw arm is pivoted in a negative direction of rotation around the pivot axis and arranged at the negative first main cutting angle. The saw head is moved in a positive feed direction along the guide rail towards the second end point, with the saw arm in a pulling arrangement during machining. Before reaching the second end point, the saw head is stopped and moved back sufficiently far in a negative feed direction, opposite to the positive feed direction. The saw arm is pivoted in a positive direction of rotation, opposite to the negative direction of rotation, from the negative first main cutting angle to a positive main cutting angle of the saw arm.
- the saw arm is pivoted from the negative first main cutting angle to the positive first main cutting angle and the saw head is moved in the positive feed direction towards the second end point, with the saw arm in a pushing arrangement.
- the feed direction is reversed and the saw head is moved in the negative feed direction towards the first end point, with the saw arm in a pulling arrangement.
- the saw head is stopped and moved back sufficiently far in the positive feed direction.
- the saw arm is pivoted from the positive first main cutting angle to the negative first main cutting angle and the saw head is moved in the negative feed direction towards the first end point, with the saw arm in a pushing arrangement.
- the saw arm is pivoted from the negative first main cutting angle to the positive second main cutting angle and the saw head is moved in the positive feed direction towards the second end point, with the saw arm in a pushing position.
- the feed direction is reversed and the saw head is moved in the negative feed direction towards the first end point, with the saw arm in a pulling position.
- the saw head is stopped and moved back sufficiently far in the positive feed direction.
- the saw arm is pivoted from the negative second main cutting angle to a positive main cutting angle and the saw head is moved in the negative feed direction toward the first end point, with the saw arm in a pushing arrangement.
- the saw arm is pivoted to the positive second main cut angle.
- a third main cut is performed with a third main cut angle
- the saw arm is pivoted from the negative second main cut angle to the positive third main cut angle of the third main cut. The process steps are repeated until the final depth of the severing cut is reached.
- the known method for controlling a wall sawing system has the disadvantage that the saw head is reset before processing, in a pushing position with the saw arm. During the reset, only the saw head is positioned and no machining of the workpiece takes place. The time required for positioning increases the downtime, especially for short cuts.
- the object of the present invention is to develop a method for controlling a wall sawing system with high processing quality, in which the downtime for positioning the saw head and saw arm is reduced.
- High processing quality means, among other things, producing a separating cut with a narrow cutting gap.
- a saw arm length of the saw arm which is defined as the distance between the pivot axis of the saw arm and the rotational axis of the saw blade, a distance between the pivot axis and the top side of the workpiece, a first width for a blade guard used during the first main cut and a second width for a blade guard used during the second main cut are additionally determined, wherein the first and second widths are each composed of a first distance of the rotational axis to the first blade guard edge and a second distance of the rotational axis to the second blade guard edge, and the saw head is stopped during the controlled processing in a position in which a pivoting movement of the saw arm into a new pivot angle takes place, wherein after the pivoting movement of the saw arm into the new pivot angle, a second boundary of the wall saw facing the second end point coincides with the second end point, wherein the second boundary of the wall saw is defined by a boundary facing the second end point facing, second upper exit point
- the inventive method for controlling a wall sawing system has the advantage that machining is possible with a saw arm arranged exclusively in a pulling motion, and idle times for positioning the saw head are reduced by appropriate position control of the saw head.
- the second boundary of the wall saw is used to control the process during the transition from the first main cut to the second main cut. If there is a free end point without obstacles, the second boundary is formed by the second upper exit point of the saw blade used. If there is an obstacle, it is formed by the second saw blade edge (without blade guard) and the second blade guard edge (with blade guard).
- the control unit For controlled processing of a separating cut, the control unit must know various parameters. These include the saw arm length, which is a fixed, device-specific dimension of the wall saw, and the vertical distance between the pivot axis and the surface of the workpiece, which depends not only on the geometry of the wall saw but also on the geometry of the guide rail used.
- the saw head position is controlled via the blade guard edge of the blade guard facing the obstacle.
- the first and second distances between the rotation axis and the blade guard edges are different, whereas with a symmetrical blade guard, the first and second distances between the blade guard edges are equal to half the width of the blade guard.
- the control method according to the invention is characterized in that the second limit of the wall saw coincides with the second end point after the saw arm has pivoted into the new pivot angle.
- the new pivot angle corresponds to the first main cutting angle of the first main cut, and in a second refinement, to the second main cutting angle of the second main cut.
- the saw arm is arranged exclusively in a pulling position and pivoted into a position such that, after pivoting, the second limit of the wall saw coincides with the second end point.
- the pivoting residual material remains in the area of the pivot axis.
- the residual material from the first main cut is completely removed in the first main cut, and in a second variant, it is partially removed in the first main cut.
- the saw head is moved in a negative feed direction opposite to the positive feed direction by a path length of at least 2 ⁇ ⁇
- the first variant is referred to as complete removal of the residual material.
- the path length is set so that the residual material not removed by pivoting the saw arm is completely captured.
- the saw head is positioned for the second main cut. If there is a free end point without obstacles, the second upper exit point is used. If there is an obstacle, the second saw blade edge or the second blade guard edge is used, depending on whether the machining is carried out without The cutting depth can be adjusted to either a blade guard or a blade guard.
- the first option has the advantage that the remaining material is completely removed in the first main cut, and in the second main cut, only the cutting depth of the second main cut needs to be removed. Therefore, the first option is suitable for lower-performance drive motors.
- the second variant is referred to as partial removal of the residual material. This combines the removal of the residual material and the positioning of the saw head for the second main cut. After pivoting the saw arm to the positive first main cutting angle, the saw head is moved until the pivot axis is at a defined distance from the second end point E 2. The distance depends on whether the end point is a free end point with no obstacles or, if the end point is an obstacle, whether the processing is carried out with or without a blade guard. The distance is set so that the second limit of the wall saw coincides with the second end point E 2 after pivoting to the positive second main cutting angle.
- the second variant has the advantage that the removal of the residual material and positioning for the second main cut are combined, eliminating the additional positioning step; on the other hand, a greater cutting depth must be removed in the second main cut. This makes the second variant suitable for high-performance wall saws.
- the second refinement of the control method completely eliminates the removal of residual material during the first main cut.
- the distance is set so that the second limit of the wall saw coincides with the second end point after the saw arm pivots into the positive second main cutting angle.
- This variant without removing residual material has the lowest downtime; however, a powerful drive motor for the saw blade is required, capable of handling the greater cutting depth at the end point.
- the saw head is moved in the negative feed direction with the saw arm inclined at the positive second main cutting angle.
- the saw head is then moved during machining controlled by the control unit in such a way that a first limit of the wall saw facing the first end point coincides with the first end point after the pivoting movement of the saw arm from the positive second main cutting angle to a new pivoting angle, wherein the first limit of the wall saw is formed by a first upper exit point of the saw blade used on the upper side of the workpiece facing the first end point if the first end point represents a free end point without an obstacle, by a first saw blade edge of the saw blade used facing the first end point if the first end point represents an obstacle and machining is carried out without a blade guard, and by a first blade guard edge of the blade guard used facing the first end point if the first end point represents an obstacle and machining is carried out with a blade guard.
- the method according to the invention is characterized in that the first limit of the wall saw, facing the first end point, is also used for control. After the saw arm pivots to the new pivot angle, the first limit of the wall saw coincides with the first end point. In a first refinement, the new pivot angle corresponds to the negative second main cutting angle of the second main cut, and in a second refinement, the negative third main cutting angle of a subsequent third main cut.
- the second main cut represents the last main cut of the main cutting sequence.
- the saw head is moved in the positive feed direction with the saw arm inclined at the negative second main cutting angle by a distance of at least 2 ⁇ ⁇
- the main cutting sequence comprises a third main cut to be carried out after the second main cut with a third main cutting angle of the saw arm, a third diameter of the saw blade used and a third width of the blade guard used with a first and second distance to the blade guard edges, wherein the saw arm is arranged in a pulling arrangement during the third main cut and the saw head is moved in the positive feed direction.
- the saw head is moved in the negative feed direction so that the first limit of the wall saw after the swivel movement of the saw arm in the negative second main cutting angle coincides with the first end point, wherein the first boundary is formed by a first upper exit point of the saw blade used on the upper side of the workpiece, facing the first end point, if the first end point represents a free end point without an obstacle, by a first saw blade edge of the saw blade used, facing the first end point, if the first end point represents an obstacle and the machining is carried out without a blade guard, and by a first blade guard edge of the blade guard used, facing the first end point, if the first end point represents an obstacle and the machining is carried out with a blade guard.
- the saw head is moved in the positive feed direction with the saw arm inclined at the negative second main cutting angle by a path length of at least 2 ⁇ ⁇
- the third variant completely dispenses with the removal of residual material during the second main cut.
- the distance is set so that the first limit of the wall saw coincides with the first end point after the saw arm has pivoted.
- the variant without removing residual material has the lowest downtime; however, a powerful drive motor capable of handling the greater cutting depth at the end point is required.
- the first and second main cuts are performed with one saw blade and one blade guard, or alternatively, the first main cut is performed with one first saw blade and one first blade guard, the first saw blade having a first saw blade diameter and the first blade guard having a first blade guard width, and the second main cut is performed with one second saw blade and one second blade guard, the second saw blade having a second saw blade diameter and the second blade guard having a second blade guard width.
- the first main cut of the main cutting sequence represents a pre-cut and the saw head is positioned in a start position after the start of the processing controlled by the control unit, wherein in the start position the first limit of the wall saw facing the first end point coincides with the first end point after the pivoting movement into the negative first main cutting angle.
- the method according to the invention applies to all main cuts where the main cut angle is less than or equal to a critical pivot angle.
- the critical pivot angle corresponds to ⁇ 90° if the end point represents an obstacle, and the critical pivot angle corresponds to 180° - arccos[ ⁇ /( ⁇ + D/2)] if the end point represents a free end point without an obstacle.
- FIG. 1 shows a wall sawing system 10 with a guide rail 11, a tool 12 arranged displaceably on the guide rail 11 and a remote control 13.
- the tool is designed as a wall saw 12 and comprises a processing unit 14 and a motorized feed unit 15.
- the processing unit is designed as a saw head 14 and comprises a processing tool 16 designed as a saw blade, which is fastened to a saw arm 17 and is driven by a drive motor 18 about a rotation axis 19 .
- the saw blade 16 is surrounded by a blade guard 21 , which is attached to the saw arm 17 by means of a blade guard holder.
- the saw arm 17 is designed to be pivotable about a pivot axis 23 by a pivot motor 22.
- the pivot angle ⁇ of the saw arm 17, together with a saw blade diameter D of the saw blade 16, determines how deeply the saw blade 16 penetrates a workpiece 24 to be machined.
- the drive motor 18 and the pivot motor 22 are arranged in a device housing 25.
- the motorized feed unit 15 comprises a guide carriage 26 and a feed motor 27, which in the exemplary embodiment is also arranged in the device housing 25.
- the saw head 14 is attached to the guide carriage 26 and is designed to be displaceable along the guide rail 11 in a feed direction 28 via the feed motor 27.
- a control unit 29 for controlling the saw head 14 and the motorized feed unit 15 is arranged in the device housing 25, in addition to the motors 19, 22, 27, a control unit 29 for controlling the saw head 14 and the motorized feed unit 15 is arranged in the device housing 25, in addition to the motors 19, 22, 27, a control unit 29 for controlling the saw head 14 and the motorized feed unit 15 is arranged.
- a sensor device with multiple sensor elements is provided to monitor the wall sawing system 10 and the machining process.
- a first sensor element 32 is designed as a pivot angle sensor, and a second sensor element 33 is designed as a displacement sensor.
- the pivot angle sensor 32 measures the current pivot angle of the saw arm 17, and the displacement sensor 33 measures the current position of the saw head 14 on the guide rail 11.
- the measured values are transmitted from the swivel angle sensor 32 and the travel sensor 33 to the control unit 29 and used to control the wall saw 12.
- the remote control 13 comprises a device housing 35, an input device 36, a display device 37 , and a control unit 38 arranged inside the device housing 35.
- the control unit 38 converts the inputs from the input device 36 into control commands and data, which are transmitted to the wall saw 12 via a first communication connection.
- the first communication connection is designed as a wireless communication connection 41 or as a communication cable 42.
- the wireless communication connection is designed as a radio connection 41, which is established between a first radio unit 43 on the remote control 13 and a second radio unit 44 on the power tool 12.
- the wireless communication connection 41 can be designed in the form of an infrared, Bluetooth, WLAN, or Wi-Fi connection.
- FIG. 2A , B show the guide rail 11 and the wall saw 12 of the wall saw system 10 of the FIG. 1 when creating a separating cut 51 in the workpiece 24 of the workpiece thickness d.
- the separating cut 51 has a final depth T and runs in the feed direction 28 between a first end point E 1 and a second end point E 2 .
- the X direction is defined as a direction parallel to the feed direction 28, with the positive X direction being directed from the first end point E 1 to the second end point E 2
- the Y direction is defined as a direction perpendicular to the X direction into the depth of the workpiece 24.
- the end point of a severance cut can be defined as a free end point without obstacles or as an obstacle. Both end points can be defined as free end points without obstacles, both end points as obstacles, or one end point as a free end point and the other end point as an obstacle. Overlapping may be permitted at a free end point without obstacles. Due to the overlapping, the cutting depth at the end point reaches the final depth T of the severance cut. In the example of the FIG. 2A , B the endpoints E 1 , E 2 form free endpoints without obstacle, whereby an intersection is not permitted at the free first endpoint E 1 and an intersection has occurred at the second endpoint E 2 .
- FIG. 2A shows the saw head 14 in an assembly position X 0 and the saw arm 17 in a basic position of 0°.
- the saw head 14 is positioned by the operator in the assembly position X 0 on the guide rail 11 using the guide carriage 26.
- the assembly position X 0 of the saw head 14 lies between the first and second end points E 1 , E 2 and is determined by the position of the pivot axis 23 in the feed direction 28.
- the position of the pivot axis 23 is particularly suitable as a reference position X Ref for the position monitoring of the saw head 14 and the control of the wall saw 12, since the X position of the Pivot axis 23 remains unchanged even during the pivoting movement of the saw arm 17.
- a different X-position on the saw head 14 can be defined as the reference position, although in this case the distance in the X-direction to the pivot axis 23 must also be known.
- the X positions of the first and second end points E 1 , E 2 are defined by entering partial lengths.
- the distance between the mounting position X 0 and the first end point E 1 determines a first partial length L 1
- the distance between the mounting position X 0 and the second end point E 2 determines a second partial length L 2 .
- the X positions of the end points E 1 , E 2 can be defined by entering a partial length (L 1 or L 2 ) and a total length L as the distance between the end points E 1 , E 2 .
- the separating cut 51 is created in several partial cuts until the desired final depth T is reached.
- the partial cuts between the first and second end points E 1 , E 2 are defined as main cuts, and the cutting sequence of the main cuts is defined as the main cutting sequence. Additional corner processing can be performed at the end points of the separating cut. This is referred to as obstacle processing in the case of an obstacle and as overcut processing in the case of a free end point with overlap.
- the main cutting sequence can be set by the operator, or the control unit of the wall sawing system can determine the main cutting sequence based on several constraints.
- the first main cut also known as the pre-cut
- the subsequent main cuts are generally performed at the same cutting depth, but can also have different cutting depths.
- the constraints typically set by an operator include the cutting depth of the pre-cut, the pre-cut power, and the maximum cutting depth of the subsequent main cuts.
- the control unit can determine the main cutting sequence based on these constraints.
- the main cuts of a separating cut are performed with one saw blade diameter or with two or more saw blade diameters. If several saw blades are used, processing usually begins with the smallest saw blade diameter.
- the saw blade 16 In order to be able to mount the saw blade 16 on the saw arm 17, the saw blade 16 must be arranged in the basic position of the saw arm 17 above the workpiece 24. Whether this boundary condition is met depends on two device-specific variables of the wall sawing system 10, firstly, a vertical distance ⁇ between the pivot axis 23 of the saw arm 17 and a top side 53 of the workpiece 24 and secondly, a saw arm length ⁇ of the saw arm 17, which is the distance between the rotation axis 19 of the saw blade 16 and the pivot axis 23 of the saw arm 17.
- the saw blade 16 is arranged in the home position above the workpiece 24.
- the saw arm length ⁇ is a fixed device-specific variable of the wall saw 12, whereas the vertical distance ⁇ between the pivot axis 23 and the surface 53 depends not only on the geometry of the wall saw 12 but also on the geometry of the guide rail 11 used.
- the saw blade 16 is mounted on a flange on the saw arm 17 and is driven by the drive motor 18 around the rotation axis 19 during sawing operation.
- the pivot angle is 0° and the rotation axis 19 of the saw blade 16 lies in the depth direction 52 above the pivot axis 23.
- the saw blade 16 is moved from the basic position at 0° into the workpiece 24 by a pivoting movement of the saw arm 17 about the pivot axis 23.
- the saw blade 16 is driven by the drive motor 18 about the rotation axis 19.
- the saw blade 16 should be surrounded by the blade guard 21 during operation.
- the wall saw 12 is operated with or without the blade guard 21.
- the blade guard 21 can be removed. If different saw blade diameters are used to process the separating cut, different blade guards with corresponding blade guard widths are generally also used.
- FIG. 2B shows the saw arm 17, which is inclined in a negative rotation direction 54 at a negative pivot angle - ⁇ .
- the saw arm 17 is adjustable in the negative rotation direction 54 between pivot angles of 0° to -180° and in a positive rotation direction 55 opposite to the negative rotation direction 54 between pivot angles of 0° to +180°.
- FIG. 2B The arrangement of the saw arm 17 shown is referred to as a pulling arrangement when the saw head 14 is moved in a positive feed direction 56. If the saw head 14 is moved in a negative feed direction 57 opposite to the positive feed direction 56, the arrangement of the saw arm 17 is referred to as a pushing arrangement.
- the maximum penetration depth of the saw blade 16 into the workpiece 24 is achieved. Due to the swivel movement of the saw arm 17 about the swivel axis 23, the position of the rotation axis 19 is shifted in the X-direction and in the Y-direction. The displacement of the rotation axis 19 depends on the saw arm length ⁇ and the The displacement ⁇ x in the X direction is ⁇ . sin( ⁇ ) and the displacement ⁇ y in the Y direction is ⁇ ⁇ cos( ⁇ ).
- the saw blade 16 creates a cutting wedge in the workpiece 24 in the shape of a circular segment with a height h and a width b.
- the height h of the circular segment corresponds to the penetration depth of the saw blade 16 into the workpiece 24.
- the control of the wall saw 12 during the separating cut depends on whether the end points are defined as obstacles and, in the case of an obstacle, whether the processing is carried out with or without the blade guard 21.
- the control of the wall saw 12 in the method according to the invention is carried out via upper exit points of the saw blade 16 on the upper side 53 of the workpiece 24.
- the upper exit points of the saw blade 16 can be calculated from the reference position X Ref of the pivot axis 23 in the X direction, the displacement path ⁇ x of the rotation axis 19 in the X direction and the width b.
- first upper exit point 58 An upper exit point facing the first end point E 1 is referred to as the first upper exit point 58 and an upper exit point facing the second end point E 2 is referred to as the second upper exit point 59.
- end points E 1 , E 2 are defined as obstacles, it is not possible to cross the end points E 1 , E 2 with the wall saw 12.
- the control of the wall saw 12 in the method according to the invention takes place via the reference position X Ref of the pivot axis 23 and the limitation of the wall saw 12.
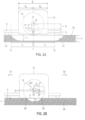
- FIG. 3A , B show the wall sawing system 10 during the creation of a separating cut between the first end point E 1 and the second end point E 2 , which are defined as obstacles, wherein the processing takes place without the blade guard 21.
- a first saw blade edge 61 which faces the first end point E 1
- a second saw blade edge 62 which faces the second end point E 2 , form the boundary of the wall saw 12.
- the X-positions of the first and second saw blade edges 61, 62 in the X-direction can be calculated from the reference position X Ref of the pivot axis 23, the displacement path ⁇ x of the rotation axis 19 and the saw blade diameter D.
- FIG. 3A shows the wall saw 12 with the saw arm 17 inclined in the negative direction of rotation 54 at a negative pivot angle - ⁇ (0° to -180°).
- 3B shows the wall saw 12 with the saw arm 17 inclined in the positive direction of rotation 55 at a positive pivot angle ⁇ (0° to +180°).
- FIG. 4A , B show the wall saw system 10 during the creation of a separating cut between the first end point E 1 and the second end point E 2 , which are defined as obstacles, with the machining being carried out with the blade guard 21.
- a first blade guard edge 71 which faces the first end point E 1
- a second blade guard edge 72 which faces the second end point E 2 , form the boundary of the wall saw 12.
- FIG. 4A shows the wall saw 12 with the saw arm 17 inclined at a negative swivel angle - ⁇ (0° to -180°) and the mounted blade guard 21 of blade guard width B.
- the distances of the rotation axis 19 to the blade guard edges 71, 72 are determined before the start of the controlled machining, whereby the distance to the first blade guard edge 71 is referred to as the first distance B a and the distance to the second blade guard edge 72 is referred to as the second distance B b .
- FIG. 4B shows the wall saw 12 with the saw arm 17 inclined at a positive swivel angle ⁇ (0° to +180°) and the mounted blade guard 21 of blade guard width B.
- FIG. 2A , B show a cut between two endpoints E 1 , E 2 , which are defined as free endpoints without obstacle
- FIG. 3A , B and 4A, B show a cut between two endpoints E 1 , E 2 , which are defined as obstacles.
- cuts are also possible in which one endpoint is defined as an obstacle and the other endpoint represents a free endpoint without obstacle, whereby the control of the wall saw at the free end point via the upper exit point of the saw blade and at the obstacle via the saw blade edge (machining without blade guard 21) or the blade guard edge (machining with blade guard 21).
- the first upper exit point 58, the first saw blade edge 61 and the first blade protection edge 71 are collectively referred to as the "first boundary" of the wall saw 12, and the second upper exit point 59, the second saw blade edge 62 and the second blade protection edge 72 are collectively referred to as the "second boundary”.
- FIGS. 5A-N show the wall saw system 10 of the FIG. 1 with the guide rail 11 and the wall saw 12 when creating a separating cut of final depth T in the workpiece 24 between the first end point E 1 , which is defined as a free end point without obstacles, and the second end point E 2 , which is also defined as a free end point without obstacles.
- the wall saw 12 is controlled at the first end point E 1 via the first upper exit point 58 of the saw blade used and at the second end point E 2 via the second upper exit point 59 of the saw blade used.
- the separating cut comprises a main cutting sequence of at least two main cuts performed between the first end point E 1 and the second end point E 2 ; in addition, a first corner machining operation is performed at the first end point E 1 and a second corner machining operation is performed at the second end point E 2 , which are not part of the method according to the invention. If an overlap at an end point is permitted, an overlap sequence is defined for the free end point; otherwise, a corner cutting sequence is defined.
- the main cutting sequence comprises a first main cut with a first main cutting angle ⁇ 1 of the saw arm 17, a first diameter D 1 of the saw blade used, a first penetration depth h 1 of the saw blade used into the workpiece 24 and a first width B 1 of the blade guard used and a following second main cut with a second main cutting angle ⁇ 2 of the saw arm 17, a second diameter D 2 of the saw blade used, a second penetration depth h 2 of the saw blade used into the workpiece 24 and a second width B 2 of the blade guard used.
- the first and second main cuts are performed in the exemplary embodiment with the same saw blade 16 and the same blade guard 21. Therefore, the first diameter D 1 of the first main cut and the second diameter D 2 of the second main cut correspond to the saw blade diameter D of the saw blade 16, and the first width B 1 of the first main cut and the second width B 2 of the second main cut correspond to the blade guard width B of the saw blade 16.
- the blade guard 21 is constructed symmetrically and the distance of the rotation axis 19 to the blade guard edges 71, 72 corresponds to B/2. In the case of an asymmetric blade guard, the first distance B a to the first blade guard edge 71 and the second distance B b to the second blade guard edge 72 are used.
- FIG. 5A shows the wall saw 12 in the assembly position X 0 of the saw head 14 and the basic position 0° of the saw arm 17.
- the saw head 14 is moved from the assembly position X 0 to a start position X Start ( FIG. 5B ).
- the machining of the first main cut begins at the first end point E 1 .
- the saw blade 16 is driven by the drive motor 18 about the rotation axis 19 and the saw arm 17 is pivoted from the home position 0° in the negative rotation direction 54 about the pivot axis 23.
- the pivot angle of the saw arm 17 is regularly measured by the pivot angle sensor 32 during the pivoting movement.
- the pivoting movement of the saw arm 17 is interrupted ( FIG. 5C ).
- the saw head 14 is moved in the positive feed direction 56 towards the second end point E 2 ( FIG. 5D ). During the feed movement, the position of the saw head 14 is regularly measured by the displacement sensor 33. The feed movement is stopped when the pivot axis 23 has a distance of ⁇ [h 1 ⁇ (D, - h 1 )] + ⁇ ⁇ sin(- ⁇ 1 ) to the second end point E 2 ( FIG. 5E ). The saw arm 17 is then pivoted in the positive direction of rotation 55 around the pivot axis 23 from the negative first main cutting angle - ⁇ 1 to the positive first main cutting angle + ⁇ 1 ( FIG. 5F ).
- the displacement of the rotation axis 19 due to the pivoting from - ⁇ 1 to + ⁇ 1 was taken into account.
- the distance was set such that the second upper exit point 59 of the saw blade 16 facing the second end point E 2 coincides with the second end point E 2 after the pivoting movement of the saw arm 17 into the positive first main cutting angle + ⁇ 1 .
- FIG. 5G In the embodiment shown, the remaining material is completely removed in the first main cut.
- the saw head 14 is displaced in the negative feed direction 57 by a distance of 2 ⁇ ⁇
- the saw head 14 is positioned in the feed direction 28 such that the pivot axis 23 has a distance of ⁇ [h 2 ⁇ (D 2 - h 2 )] + ⁇ ⁇ sin(+ ⁇ 2 ) to the second end point E 2 ( FIG. 5H ).
- the saw arm 17 is pivoted from the positive first main cutting angle + ⁇ 1 to the positive second main cutting angle + ⁇ 2 ( FIG. 5I ).
- the distance is set so that the second upper exit point 59 of the saw blade 16 facing the second end point E 2 coincides with the second end point E 2 after the pivoting movement of the saw arm 17 into the positive second main cutting angle + ⁇ 2 .
- the saw head 14 is moved in the negative feed direction 57 towards the first end point E 1 ( FIG. 5J ), whereby the position of the saw head 14 is regularly measured by the displacement sensor 33 during the feed movement.
- the feed movement is stopped when the pivot axis 23 has a distance of ⁇ [h 2 ⁇ (D 2 - h 2 )] - ⁇ ⁇ sin(+ ⁇ 2 ) from the first end point E 1 ( FIG. 5K ).
- the saw arm 17 is pivoted in the negative direction of rotation 54 and arranged in the negative second main cutting angle - ⁇ 2 ( FIG. 5L ).
- the distance was set so that the first upper exit point 58 of the saw blade 16 facing the first end point E 1 coincides with the first end point E 1 after the pivoting movement of the saw arm 17 into the negative second main cutting angle - ⁇ 2 .
- the saw head 14 is displaced in the positive feed direction 56 by a distance of 2 ⁇ ⁇
- the second main cut and thus also the separating cut between the first and second end points E 1 , E 2 are completed.
- the saw arm 17 is moved to the basic position 0° ( FIG. 5N ).
- FIGS. 5E to 5H The complete removal of the residual material at the end of the first main cut and the positioning of the saw head 14 for the second main cut are shown.
- the removal of the residual material and the positioning of the saw head 14 is summarized.
- the saw arm 17 After the saw arm 17 has been pivoted into the positive first main cutting angle + ⁇ 1 , the saw head 14 is moved in the negative feed direction 57 until the pivot axis 23 has a distance of ⁇ [h 2 ⁇ (D 2 - h 2 )] - ⁇ ⁇ sin(+ ⁇ 2 ) from the second end point E 2 .
- the distance is set such that the second upper exit point 59 of the saw blade 16 coincides with the second end point E 2 after the pivoting movement of the saw arm 17 into the positive second main cutting angle + ⁇ 2 .
- the removal of the residual material is omitted.
- the saw head 14 is stopped by the control unit 29 in a position in which the pivot axis 23 in the feed direction 28 has a distance of ⁇ [h 2 ⁇ (D 2 - h 2 )] - ⁇ ⁇ sin(+ ⁇ 2 ) to the second end point E 2.
- the saw arm 17 is pivoted from the negative first main cutting angle - ⁇ 1 to the positive second main cutting angle + ⁇ 2.
- the distance is set such that the second upper exit point 59 of the saw blade 16, facing the second end point E 2 , coincides with the second end point E 2 after the pivoting movement of the saw arm 17 to the positive second main cutting angle + ⁇ 2.
- the variant without removal of the residual material has the lowest non-productive times of the three variants; However, a powerful drive motor 18 is required that can handle the greater cutting depth at the end point.
- FIGS. 5A-N show a main cutting sequence with a first and second main cut.
- the number of main cuts depends, among other things, on the final depth T of the severing cut, the material of the workpiece 24, and the power of the drive motor 18.
- the main cutting angles ⁇ i and penetration depths h i of the individual main cuts can be specified by the operator, or the control unit 29 of the wall saw 12 calculates the main cutting angles or penetration depths for the individual main cuts from the boundary conditions of the severing cut.
- FIGS. 6A-H show the wall sawing system 10 with the wall saw 12 during the creation of a further separating cut between a first end point E 1 , which represents an obstacle, and a second end point E 2 , which is defined as a free end point without an obstacle.
- the wall saw 12 is controlled at the first end point E 1 via the first saw blade edge 61 (without blade guard 21) or the first blade guard edge 71 (with blade guard 21), and at the second end point E 2 via the second upper exit point 59 of the saw blade used.
- the separating cut is created in a main cutting sequence of several main cuts until the desired final depth T is reached.
- corner processing in the form of obstacle processing is carried out at the first end point E 1 and at the second end point E 2, corner machining in the form of an overcut machining, wherein the corner machining at the first and second end points is not part of the method according to the invention
- the main cutting sequence comprises a first main cut with a first main cutting angle ⁇ 1 of the saw arm 17, a first diameter D 1 and a first penetration depth h 1 of the saw blade used, a second main cut with a second main cutting angle ⁇ 2 of the saw arm 17, a second diameter D 2 and a second penetration depth h 2 of the saw blade used and a third main cut with a third main cutting angle ⁇ 3 of the saw arm 17, a third diameter D 3 and a third penetration depth h 3 of the saw blade used.
- the first main cut is performed with a first saw blade 16.1 and a first blade guard 21.1 , wherein the first saw blade 16.1 has a first saw blade diameter D.1 and the first blade guard 21.1 has a first blade guard width B.1 .
- the first diameter D.1 of the first main cut corresponds to the first saw blade diameter D.1 of the first saw blade 16.1, and the first width B.1 of the first main cut also corresponds to the first blade guard width B.1 of the first blade guard 21.1.
- the second main cut and the third main cut are performed with a second saw blade 16.2 and a second blade guard 21.2 .
- the second saw blade 16.2 has a second saw blade diameter D.2
- the second blade guard 21.2 has a second blade guard width B.2 .
- the second diameter D 2 of the second main cut and the third diameter D 3 of the third main cut correspond to the second saw blade diameter D.2 of the second saw blade 16.2; likewise, the second width B 2 of the second main cut and the third width B 3 of the third main cut correspond to the second blade guard width B.2 of the second blade guard 21.2.
- the processing of the separating cut begins at the first end point E 1 . Since the first blade guard 21.1 is mounted, the control of the wall saw 12 at the first end point E 1 takes place via the first blade guard edge 71.1 of the first blade guard 21.1.
- the saw head 14 is positioned in a starting position in which the pivot axis 23 has a distance of B 1 /2 - ⁇ sin(- ⁇ 1 ) from the first end point E 1.
- the saw arm 17 is pivoted from the basic position 0° in the negative direction of rotation 54 into the negative first main cutting angle - ⁇ 1 and the saw head 14 is moved in the positive feed direction 56 with the saw arm 17 inclined at - ⁇ 1 ( FIG. 6A ).
- the saw arm 17 is then pivoted in the positive direction of rotation 55 into the positive first main cutting angle + ⁇ 1 and the residual material is removed.
- the saw head 14 is positioned in a parking position and the saw arm 17 is pivoted into the basic position of 0° ( FIG. 6B ).
- the parking position is selected such that the first saw blade 16.1 and first blade guard 21.1 can be swung out and removed, as well as the second saw blade 16.2 and second blade guard 21.2 can be mounted and swung in.
- the travel path of the saw head 14 for the second main cut should be as short as possible; ideally, the parking position corresponds to the starting position for the second main cut. Controlling the wall saw when changing the saw blade and blade guard is not part of the method according to the invention.
- the distance was set in the parking position so that the second upper exit point 59.2 of the second saw blade 16.2, facing the second end point E 2 , coincides with the second end point E 2 after the pivoting movement of the saw arm 17 into the positive second main cutting angle + ⁇ 2 ( FIG. 6C ).
- the wall saw 12 After mounting the second saw blade 16.2 and second blade guard 21.2 and resuming controlled machining, the wall saw 12 is positioned in the parking position.
- the saw head 14 is moved in the negative feed direction 57 with the saw arm 17 inclined at the positive second main cutting angle + ⁇ 2 and the rotating second saw blade 16.2.
- the transition from the second main cut to the third main cut is achieved by completely removing the remaining material ( FIG. 6D ) or alternatively by partially removing the remaining material or without removal.
- the wall saw is controlled by the first blade guard edge 71.2 of the second blade guard 21.2.
- the third main cut represents the last main cut of the main cutting sequence, and before machining the last main cut, corner machining of the first end point E 1 takes place, which is not part of the method according to the invention.
- the third main cut is carried out with the saw arm 17 inclined at the negative third main cutting angle - ⁇ 3 in the positive feed direction 56.
- corner machining of the second end point E 2 FIG.
- the pivoting movement of the saw arm 17 into a main cutting angle takes place in one pivoting movement each time.
- the pivoting movement of the saw arm 17 can be carried out in at least two steps with an intermediate angle, with the saw blade 16 being cut free between the pivoting movements into the intermediate angles. Carrying out the pivoting movement of the saw arm 17 in at least two steps with an intermediate angle is not part of the method according to the invention.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Mining & Mineral Resources (AREA)
- Sawing (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
Description
- Die vorliegende Erfindung betrifft ein Verfahren zur Steuerung eines Wandsägesystems beim Erstellen eines Trennschnittes gemäß dem Oberbegriff des Anspruchs 1.
- Aus
EP 1 693 173 B1 ist ein Verfahren zur Steuerung eines Wandsägesystems beim Erstellen eines Trennschnittes in einem Werkstück zwischen einem ersten Endpunkt und einem zweiten Endpunkt bekannt. Das Wandsägesystem umfasst eine Führungsschiene und eine Wandsäge mit einem Sägekopf, einer motorischen Vorschubeinheit, die den Sägekopf parallel zu einer Vorschubrichtung entlang der Führungsschiene verschiebt und mindestens einem Sägeblatt, das an einem Sägearm des Sägekopfes befestigt und von einem Antriebsmotor um eine Drehachse angetrieben wird. Der Sägearm ist mittels eines Schwenkmotors um eine Schwenkachse schwenkbar ausgebildet. Durch eine Schwenkbewegung des Sägearms um die Schwenkachse wird die Eindringtiefe des Sägeblattes in das Werkstück verändert. Die motorische Vorschubeinheit umfasst einen Führungsschlitten und einen Vorschubmotor, wobei der Sägekopf auf dem Führungsschlitten angebracht und über den Vorschubmotor entlang der Führungsschiene verschoben wird. Zur Überwachung des Wandsägesystems ist eine Sensoreinrichtung mit einem Schwenkwinkelsensor und einem Wegsensor vorgesehen. Der Schwenkwinkelsensor misst den momentanen Schwenkwinkel des Sägearms und der Wegsensor misst die aktuelle Position des Sägekopfes auf der Führungsschiene. Die gemessenen Werte für den aktuellen Schwenkwinkel des Sägearms und die aktuelle Position des Sägekopfes werden regelmäßig an eine Kontrolleinheit der Wandsäge übermittelt. - Das bekannte Verfahren zur Steuerung eines Wandsägesystems ist in einen Vorbereitungsteil und eine, von der Kontrolleinheit gesteuerten Bearbeitung des Trennschnittes unterteilt. Im Vorbereitungsteil legt der Bediener zumindest den Sägeblattdurchmesser des Sägeblattes, die Positionen des ersten und zweiten Endpunktes in Vorschubrichtung und die Endtiefe des Trennschnittes fest; weitere Parameter können das Material des zu bearbeitenden Werkstückes und die Abmessungen von eingebetteten Armierungseisen sein. Aus den eingegebenen Parametern bestimmt die Kontrolleinheit für den Trennschnitt eine geeignete Hauptschnittfolge von Hauptschnitten, wobei die Hauptschnittfolge zumindest einen ersten Hauptschnitt mit einem ersten Hauptschnittwinkel des Sägearms und einem ersten Durchmesser des verwendeten Sägeblattes sowie einen folgenden zweiten Hauptschnitt mit einem zweiten Hauptschnittwinkel des Sägearms und einem ersten Durchmesser des verwendeten Sägeblattes umfasst.
- Nach dem Start der gesteuerten Bearbeitung wird der Sägekopf in eine Startposition positioniert. In der Startposition wird der Sägearm in einer negativen Drehrichtung um die Schwenkachse geschwenkt und unter dem negativen ersten Hauptschnittwinkel angeordnet. Der Sägekopf wird in einer positiven Vorschubrichtung entlang der Führungsschiene in Richtung des zweiten Endpunktes verfahren, wobei sich der Sägearm bei der Bearbeitung in einer ziehenden Anordnung befindet. Vor dem Erreichen des zweiten Endpunktes wird der Sägekopf angehalten und in einer, zur positiven Vorschubrichtung entgegen gerichteten, negativen Vorschubrichtung hinreichend weit zurückgesetzt. Der Sägearm wird in einer, zur negativen Drehrichtung entgegen gerichteten, positiven Drehrichtung aus dem negativen ersten Hauptschnittwinkel in einen positiven Hauptschnittwinkel des Sägearms umgeschwenkt.
- In einer ersten Variante wird der Sägearm aus dem negativen ersten Hauptschnittwinkel in den positiven ersten Hauptschnittwinkel umgeschwenkt und der Sägekopf wird in der positiven Vorschubrichtung auf den zweiten Endpunkt zu bewegt, wobei sich der Sägearm in einer stoßenden Anordnung befindet. Bei Erreichen des zweiten Endpunktes wird die Vorschubrichtung umgekehrt und der Sägekopf wird in der negativen Vorschubrichtung auf den ersten Endpunkt zu bewegt, wobei sich der Sägearm in einer ziehenden Anordnung befindet. Vor dem ersten Endpunkt wird der Sägekopf angehalten und in der positiven Vorschubrichtung hinreichend weit zurückgesetzt. Der Sägearm wird aus dem positiven ersten Hauptschnittwinkel in den negativen ersten Hauptschnittwinkel umgeschwenkt und der Sägekopf wird in der negativen Vorschubrichtung auf den ersten Endpunkt zu bewegt, wobei sich der Sägearm in einer stoßenden Anordnung befindet.
- In einer zweiten Variante wird der Sägearm aus dem negativen ersten Hauptschnittwinkel in den positiven zweiten Hauptschnittwinkel umgeschwenkt und der Sägekopf wird in der positiven Vorschubrichtung auf den zweiten Endpunkt zu bewegt, wobei sich der Sägearm in einer stoßenden Anordnung befindet. Bei Erreichen des zweiten Endpunktes wird die Vorschubrichtung umgekehrt und der Sägekopf wird in der negativen Vorschubrichtung auf den ersten Endpunkt zu bewegt, wobei sich der Sägearm in einer ziehenden Anordnung befindet. Vor dem ersten Endpunkt wird der Sägekopf angehalten und in der positiven Vorschubrichtung hinreichend weit zurückgesetzt. Der Sägearm wird aus dem negativen zweiten Hauptschnittwinkel in einen positiven Hauptschnittwinkel umgeschwenkt und der Sägekopf wird in der negativen Vorschubrichtung auf den ersten Endpunkt zu bewegt, wobei sich der Sägearm in einer stoßenden Anordnung befindet. Wenn der zweite Hauptschnitt den letzten Hauptschnitt darstellt, wird der Sägearm in den positiven zweiten Hauptschnittwinkel umgeschwenkt. Wenn ein dritter Hauptschnitt mit einem dritten Hauptschnittwinkel durchgeführt wird, wird der Sägearm aus dem negativen zweiten Hauptschnittwinkel in den positiven dritten Hauptschnittwinkel des dritten Hauptschnittes umgeschwenkt. Die Verfahrensschritte werden solange wiederholt, bis die Endtiefe des Trennschnittes erreicht ist.
- Das bekannte Verfahren zur Steuerung eines Wandsägesystems hat den Nachteil, dass der Sägekopf vor der Bearbeitung in stoßender Anordnung des Sägearms zurückgesetzt wird. Beim Zurücksetzen erfolgen lediglich eine Positionierung des Sägekopfes und keine Bearbeitung des Werkstückes. Die zur Positionierung erforderliche Zeit verlängert vor allem bei kurzen Schnitten die Nebenzeiten.
- Die Aufgabe der vorliegenden Erfindung besteht darin, ein Verfahren zur Steuerung eines Wandsägesystems mit einer hohen Bearbeitungsqualität zu entwickeln, bei dem die Nebenzeiten zum Positionieren des Sägekopfes und des Sägearms reduziert sind. Eine hohe Bearbeitungsqualität bedeutet unter anderem einen Trennschnitt mit einem schmalen Schnittspalt zu erzeugen.
- Diese Aufgabe wird bei dem eingangs genannten Verfahren zur Steuerung eines Wandsägesystems erfindungsgemäß durch die Merkmale des unabhängigen Anspruchs gelöst. Vorteilhafte Weiterbildungen sind in den abhängigen Ansprüchen angegeben.
- Erfindungsgemäß ist vorgesehen, dass vor dem Start der von der Kontrolleinheit gesteuerten Bearbeitung zusätzlich eine Sägearmlänge des Sägearms, die als Abstand zwischen der Schwenkachse des Sägearms und der Drehachse des Sägeblattes definiert ist, ein Abstand zwischen der Schwenkachse und der Oberseite des Werkstückes, eine erste Breite für einen, beim ersten Hauptschnitt, verwendeten Blattschutz und eine zweite Breite für einen, beim zweiten Hauptschnitt, verwendeten Blattschutz festgelegt werden, wobei die erste und zweite Breite jeweils aus einem ersten Abstand der Drehachse zur ersten Blattschutzkante und einem zweiten Abstand der Drehachse zur zweiten Blattschutzkante zusammengesetzt sind, und der Sägekopf bei der gesteuerten Bearbeitung in einer Position angehalten wird, in der eine Schwenkbewegung des Sägearms in einen neuen Schwenkwinkel erfolgt, wobei nach der Schwenkbewegung des Sägearms in den neuen Schwenkwinkel eine, dem zweiten Endpunkt zugewandte zweite Begrenzung der Wandsäge mit dem zweiten Endpunkt zusammenfällt, wobei die zweite Begrenzung der Wandsäge durch einen, dem zweiten Endpunkt zugewandten, zweiten oberen Austrittspunkt des verwendeten Sägeblattes an einer Oberseite des Werkstückes gebildet wird, wenn der zweite Endpunkt einen freien Endpunkt ohne Hindernis darstellt, durch eine, dem zweiten Endpunkt zugewandte, zweite Sägeblattkante des verwendeten Sägeblattes, wenn der zweite Endpunkt ein Hindernis darstellt und die Bearbeitung ohne Blattschutz erfolgt, und durch eine, dem zweiten Endpunkt zugewandte, zweite Blattschutzkante des verwendeten Blattschutzes, wenn der zweite Endpunkt ein Hindernis darstellt und die Bearbeitung mit Blattschutz erfolgt.
- Das erfindungsgemäße Verfahren zur Steuerung eines Wandsägesystems hat den Vorteil, dass eine Bearbeitung mit einem ausschließlich ziehend angeordneten Sägearm möglich ist und Nebenzeiten zum Positionieren des Sägekopfes durch eine entsprechende Positionssteuerung des Sägekopfes reduziert sind. Für die Steuerung des Verfahrens beim Übergang vom ersten Hauptschnitt zum zweiten Hauptschnitt wird die zweite Begrenzung der Wandsäge herangezogen. Die zweite Begrenzung wird bei einem freien Endpunkt ohne Hindernis durch den zweiten oberen Austrittspunkt des verwendeten Sägeblattes gebildet und bei einem Hindernis durch die zweite Sägeblattkante (ohne Blattschutz) und die zweite Blattschutzkante (mit Blattschutz).
- Für eine gesteuerte Bearbeitung eines Trennschnittes müssen der Kontrolleinheit verschiedene Parameter bekannt sein. Dazu gehören die Sägearmlänge, die eine feste gerätespezifische Größe der Wandsäge darstellt, und der senkrechte Abstand zwischen der Schwenkachse und der Oberfläche des Werkstückes, die neben der Geometrie der Wandsäge auch von der Geometrie der verwendeten Führungsschiene abhängt.
- Wenn ein Endpunkt ein Hindernis darstellt, erfolgt die Positionssteuerung des Sägekopfes über die, dem Hindernis zugewandte, Blattschutzkante des verwendeten Blattschutzes. Bei einem asymmetrischen Blattschutz sind der erste und zweite Abstand der Drehachse zu den Blattschutzkanten verschieden, wohingegen bei einem symmetrischen Blattschutz der erste und zweite Abstand der Blattschutzkanten mit der halben Breite des Blattschutzes übereinstimmen.
- Das erfindungsgemäße Steuerungsverfahren zeichnet sich dadurch aus, dass die zweite Begrenzung der Wandsäge nach der Schwenkbewegung des Sägearms in den neuen Schwenkwinkel mit dem zweiten Endpunkt zusammenfällt. Der neue Schwenkwinkel entspricht in einer ersten Weiterentwicklung dem ersten Hauptschnittwinkel des ersten Hauptschnittes und in einer zweiten Weiterentwicklung dem zweiten Hauptschnittwinkel des zweiten Hauptschnittes.
- In der ersten Weiterentwicklung wird der Sägearm in der positiven Drehrichtung aus dem negativen ersten Hauptschnittwinkel in den positiven ersten Hauptschnittwinkel geschwenkt und nach der Schwenkbewegung in den positiven ersten Hauptschnittwinkel fällt der zweite obere Austrittspunkt des verwendeten Sägeblattes mit dem zweiten Endpunkt zusammenfällt, wenn die Schwenkachse einen Abstand zum zweiten Endpunkt von √[h1 · (D1 - h1)] + δ · sin(+α1) aufweist, wobei h1 = h(+α1, D1) = D1/2 - Δ - δ · cos(+α1) die Eindringtiefe des verwendeten Sägeblattes in das Werkstück beim positiven ersten Hauptschnittwinkel mit dem ersten Durchmesser bezeichnet, die zweite Sägeblattkante des verwendeten Sägeblattes mit dem zweiten Endpunkt zusammenfällt, wenn die Schwenkachse einen Abstand zum zweiten Endpunkt von D1/2 + δ · sin(+α1) aufweist, und die zweite Blattschutzkante des verwendeten Blattschutzes mit dem zweiten Endpunkt zusammenfällt, wenn die Schwenkachse einen Abstand zum zweiten Endpunkt von B1b + δ · sin(+α1) aufweist.
- Beim erfindungsgemäßen Verfahren wird der Sägearm ausschließlich ziehend angeordnet und der Sägearm in einer Position umgeschwenkt, dass nach dem Umschwenken die zweite Begrenzung der Wandsäge mit dem zweiten Endpunkt zusammenfällt. Durch das Umschwenken verbleibt im Bereich der Schwenkachse Restmaterial. Das Restmaterial des ersten Hauptschnittes wird in einer ersten Variante vollständig im ersten Hauptschnitt entfernt und in einer zweiten Variante teilweise im ersten Hauptschnitt entfernt.
- In der ersten Variante wird der Sägekopf in einer, zur positiven Vorschubrichtung entgegen gerichteten, negativen Vorschubrichtung um eine Weglänge von mindestens 2δ · |sin(+α1)| verfahren und der Sägekopf anschließend so positioniert, dass die zweite Begrenzung der Wandsäge nach der Schwenkbewegung des Sägearms in den positiven zweiten Hauptschnittwinkel mit dem zweiten Endpunkt zusammenfällt, wobei der zweite obere Austrittspunkt mit dem zweiten Endpunkt zusammenfällt, wenn die Schwenkachse einen Abstand zum zweiten Endpunkt von √[h2 · (D2 - h2)] + δ · sin(+α2) aufweist, wobei h2 = h(+α2, D2) = D2/2 - Δ - δ · cos(+α2) die Eindringtiefe des verwendeten Sägeblattes in das Werkstück beim positiven zweiten Hauptschnittwinkel mit dem zweiten Durchmesser bezeichnet, die zweite Sägeblattkante des verwendeten Sägeblattes mit dem zweiten Endpunkt zusammenfällt, wenn die Schwenkachse einen Abstand zum zweiten Endpunkt von D2/2 + δ · sin(+α2) aufweist, und die zweite Blattschutzkante des verwendeten Blattschutzes mit dem zweiten Endpunkt zusammenfällt, wenn die Schwenkachse einen Abstand zum zweiten Endpunkt von B2b + δ · sin(+α2) aufweist.
- Die erste Variante wird als vollständiges Entfernen des Restmaterials bezeichnet. Die Weglänge ist so eingestellt, dass das durch das Umschwenken des Sägearms nicht abgetragene Restmaterial vollständig erfasst wird. Nach dem Entfernen des Restmaterials erfolgt die Positionierung des Sägekopfes für den zweiten Hauptschnitt, wobei bei einem freien Endpunkt ohne Hindernis der zweite obere Austrittspunkt herangezogen wird, mit Hindernis die zweite Sägeblattkante oder die zweite Blattschutzkante, abhängig davon, ob die Bearbeitung ohne Blattschutz oder mit Blattschutz erfolgt. Die erste Variante hat den Vorteil, dass das Restmaterial vollständig im ersten Hauptschnitt entfernt wird und im zweiten Hauptschnitt nur die Schnitttiefe des zweiten Hauptschnittes entfernt werden muss. Daher eignet sich die erste Variante für leistungsschwächere Antriebsmotoren.
- In der zweiten Variante wird der Sägekopf in der negativen Vorschubrichtung so verfahren, dass die zweite Begrenzung der Wandsäge nach der Schwenkbewegung des Sägearms in den positiven zweiten Hauptschnittwinkel mit dem zweiten Endpunkt zusammenfällt, wobei der zweite obere Austrittspunkt des verwendeten Sägeblattes mit dem zweiten Endpunkt zusammenfällt, wenn die Schwenkachse einen Abstand zum zweiten Endpunkt von √[h2 · (D2 - h2)] + δ · sin(+α2) aufweist, wobei h2 = h(+α2, D2) = D2/2 - Δ - δ · cos(+α2) die Eindringtiefe des verwendeten Sägeblattes in das Werkstück beim positiven zweiten Hauptschnittwinkel mit dem zweiten Durchmesser bezeichnet, die zweite Sägeblattkante des verwendeten Sägeblattes mit dem zweiten Endpunkt zusammenfällt, wenn die Schwenkachse einen Abstand zum zweiten Endpunkt von D2/2 + δ · sin(+α2) aufweist, und die zweite Blattschutzkante des verwendeten Blattschutzes mit dem zweiten Endpunkt zusammenfällt, wenn die Schwenkachse einen Abstand zum zweiten Endpunkt von B2b + δ · sin(+α2) aufweist.
- Die zweite Variante wird als teilweises Entfernen des Restmaterials bezeichnet. Dabei werden das Entfernen des Restmaterials und das Positionieren des Sägekopfes für den zweiten Hauptschnitt zusammengefasst. Nach dem Umschwenken des Sägearms in den positiven ersten Hauptschnittwinkel wird der Sägekopf verfahren, bis die Schwenkachse einen definierten Abstand zum zweiten Endpunkt E2 aufweist. Der Abstand hängt davon ab, ob der Endpunkt einen freien Endpunkt ohne Hindernis darstellt oder, wenn der Endpunkt ein Hindernis, ob die Bearbeitung ohne Blattschutz oder mit Blattschutz erfolgt. Der Abstand ist so eingestellt, dass die zweite Begrenzung der Wandsäge nach der Schwenkbewegung in den positiven zweiten Hauptschnittwinkel mit dem zweiten Endpunkt E2 zusammenfällt. Die zweite Variante hat den Vorteil, dass das Entfernen des Restmaterials und Positionieren für den zweiten Hauptschnitt zusammengefasst werden und der zusätzliche Positionierschritt entfällt; andererseits muss im zweiten Hauptschnitt eine höhere Schnitttiefe abgetragen werden. Daher eignet sich die zweite Variante für leistungsstarke Wandsägen.
- In der zweiten Weiterentwicklung wird der Sägearm in der positiven Drehrichtung aus dem negativen ersten Hauptschnittwinkel in den positiven zweiten Hauptschnittwinkel geschwenkt und nach der Schwenkbewegung in den positiven zweiten Hauptschnittwinkel fällt der zweite obere Austrittspunkt des verwendeten Sägeblattes mit dem zweiten Endpunkt zusammen, wenn die Schwenkachse einen Abstand zum zweiten Endpunkt von √[h2 · (D2 - h2)] + δ · sin(+α2) aufweist, wobei h2 = h(+α2, D2) = D2/2 - Δ - δ · cos(+α2) die Eindringtiefe des verwendeten Sägeblattes in das Werkstück beim positiven zweiten Hauptschnittwinkel mit dem zweiten Durchmesser bezeichnet, die zweite Sägeblattkante des verwendeten Sägeblattes mit dem zweiten Endpunkt zusammenfällt, wenn die Schwenkachse einen Abstand zum zweiten Endpunkt von D2/2 + δ · sin(+α2) aufweist, und die zweite Blattschutzkante des verwendeten Blattschutzes mit dem zweiten Endpunkt zusammenfällt, wenn die Schwenkachse einen Abstand zum zweiten Endpunkt von B2b + δ · sin(+α2) aufweist.
- Die zweite Weiterentwicklung des Steuerungsverfahrens verzichtet völlig auf ein Entfernen des Restmaterials im ersten Hauptschnitt. Der Abstand wird so eingestellt, dass die zweite Begrenzung der Wandsäge nach der Schwenkbewegung des Sägearms in den positiven zweiten Hauptschnittwinkel mit dem zweiten Endpunkt zusammenfällt. Diese Variante ohne Entfernen des Restmaterials weist die niedrigsten Nebenzeiten auf; allerdings ist ein leistungsstarker Antriebsmotor für das Sägeblatt erforderlich, der die größere Schnitttiefe am Endpunkt bearbeiten kann.
- Besonders bevorzugt wird der Sägekopf mit dem, unter dem positiven zweiten Hauptschnittwinkel, geneigten Sägearm in der negativen Vorschubrichtung verfahren. Anschließend wird der Sägekopf bei der von der Kontrolleinheit gesteuerten Bearbeitung so verfahren, dass eine, dem ersten Endpunkt zugewandte erste Begrenzung der Wandsäge nach der Schwenkbewegung des Sägearms aus dem positiven zweiten Hauptschnittwinkel in einen neuen Schwenkwinkel mit dem ersten Endpunkt zusammenfällt, wobei die erste Begrenzung der Wandsäge durch einen, dem ersten Endpunkt zugewandten, ersten oberen Austrittspunkt des verwendeten Sägeblattes an der Oberseite des Werkstückes gebildet wird, wenn der erste Endpunkt einen freien Endpunkt ohne Hindernis darstellt, durch eine, dem ersten Endpunkt zugewandte, erste Sägeblattkante des verwendeten Sägeblattes, wenn der erste Endpunkt ein Hindernis darstellt und die Bearbeitung ohne Blattschutz erfolgt, und durch eine, dem ersten Endpunkt zugewandte, erste Blattschutzkante des verwendeten Blattschutzes, wenn der erste Endpunkt ein Hindernis darstellt und die Bearbeitung mit Blattschutz erfolgt.
- Das erfindungsgemäße Verfahren zeichnet sich dadurch aus, dass auch die, dem ersten Endpunkt, zugewandte, erste Begrenzung der Wandsäge zur Steuerung genutzt wird. Nach der Schwenkbewegung des Sägearms in den neuen Schwenkwinkel fällt die erste Begrenzung der Wandsäge mit dem ersten Endpunkt zusammen. Der neue Schwenkwinkel entspricht in einer ersten Weiterentwicklung dem negativen zweiten Hauptschnittwinkel des zweiten Hauptschnittes und in einer zweiten Weiterentwicklung dem negativen dritten Hauptschnittwinkel eines folgenden dritten Hauptschnittes.
- In der ersten Weiterentwicklung wird der Sägearm in der negativen Drehrichtung aus dem positiven zweiten Hauptschnittwinkel in den negativen zweiten Hauptschnittwinkel geschwenkt und nach der Schwenkbewegung in den negativen zweiten Hauptschnittwinkel fällt der erste obere Austrittspunkt des verwendeten Sägeblattes mit dem ersten Endpunkt zusammen, wenn die Schwenkachse einen Abstand zum ersten Endpunkt von √[h2 · (D2 - h2)] - δ · sin(-α2) aufweist, wobei h2 = h(-α2, D2) = D2/2 - Δ - δ · cos(-α2) die Eindringtiefe des verwendeten Sägeblattes in das Werkstück beim negativen zweiten Hauptschnittwinkel mit dem zweiten Durchmesser bezeichnet, die erste Sägeblattkante des verwendeten Sägeblattes fällt mit dem ersten Endpunkt zusammen, wenn die Schwenkachse einen Abstand zum ersten Endpunkt von D2/2 - δ · sin(-α2) aufweist, und die erste Blattschutzkante des verwendeten Blattschutzes fällt mit dem ersten Endpunkt zusammen, wenn die Schwenkachse einen Abstand zum ersten Endpunkt von B2a - δ · sin(-α2) aufweist.
- In einer ersten Ausführungsform stellt der zweite Hauptschnitt den letzten Hauptschnitt der Hauptschnittfolge dar. Der Sägearm wird in der negativen Drehrichtung aus dem positiven zweiten Hauptschnittwinkel in den negativen zweiten Hauptschnittwinkel geschwenkt und nach der Schwenkbewegung in den negativen zweiten Hauptschnittwinkel fällt der erste obere Austrittspunkt des verwendeten Sägeblattes mit dem ersten Endpunkt zusammen, wenn die Schwenkachse einen Abstand zum ersten Endpunkt von √[h2 · (D2 - h2)] - δ · sin(-α2) aufweist, wobei h2 = h(-α2, D2) = D2/2 - Δ - δ · cos(-α2) die Eindringtiefe des verwendeten Sägeblattes in das Werkstück beim negativen zweiten Hauptschnittwinkel mit dem zweiten Durchmesser bezeichnet, die erste Sägeblattkante des verwendeten Sägeblattes fällt mit dem ersten Endpunkt zusammen, wenn die Schwenkachse einen Abstand zum ersten Endpunkt von D2/2 - δ · sin(-α2) aufweist, und die erste Blattschutzkante des verwendeten Blattschutzes fällt mit dem ersten Endpunkt zusammen, wenn die Schwenkachse einen Abstand zum ersten Endpunkt von B2a - δ · sin(-α2) aufweist.
- Bevorzugt wird der Sägekopf in der positiven Vorschubrichtung mit dem, unter dem negativen zweiten Hauptschnittwinkel geneigten Sägearm um eine Weglänge von mindestens 2δ · |sin(-α2)| verfahren. Diese Weglänge stellt sicher, dass das Restmaterial des zweiten Hauptschnittes vollständig abgetragen wurde.
- Alternativ umfasst die Hauptschnittfolge einen, nach dem zweiten Hauptschnitt durchzuführenden dritten Hauptschnitt mit einem dritten Hauptschnittwinkel des Sägearms, einem dritten Durchmesser des verwendeten Sägeblattes und einer dritten Breite des verwendeten Blattschutzes mit einem ersten und zweiten Abstand zu den Blattschutzkanten, wobei der Sägearm beim dritten Hauptschnitt in einer ziehenden Anordnung angeordnet wird und der Sägekopf in der positiven Vorschubrichtung verfahren wird.
- In einer ersten Variante wird der Sägekopf in der negativen Vorschubrichtung so verfahren, dass die erste Begrenzung der Wandsäge nach der Schwenkbewegung des Sägearms in den negativen zweiten Hauptschnittwinkel mit dem ersten Endpunkt zusammenfällt, wobei die erste Begrenzung durch einen, dem ersten Endpunkt zugewandten, ersten oberen Austrittspunkt des verwendeten Sägeblattes an der Oberseite des Werkstückes gebildet wird, wenn der erste Endpunkt einen freien Endpunkt ohne Hindernis darstellt, durch eine, dem ersten Endpunkt zugewandte, erste Sägeblattkante des verwendeten Sägeblattes, wenn der erste Endpunkt ein Hindernis darstellt und die Bearbeitung ohne Blattschutz erfolgt, und durch eine, dem ersten Endpunkt zugewandte, erste Blattschutzkante des verwendeten Blattschutzes, wenn der erste Endpunkt ein Hindernis darstellt und die Bearbeitung mit Blattschutz erfolgt.
- Zum Abtragen des Restmaterials wird der Sägekopf in der positiven Vorschubrichtung mit dem, unter dem negativen zweiten Hauptschnittwinkel geneigten Sägearm um eine Weglänge von mindestens 2δ · |sin(-α2)| verfahren und der Sägekopf anschließend so positioniert wird, dass die erste Begrenzung der Wandsäge nach der Schwenkbewegung des Sägearms in den negativen dritten Hauptschnittwinkel mit dem ersten Endpunkt zusammenfällt, wobei der erste obere Austrittspunkt des verwendeten Sägeblattes mit dem ersten Endpunkt zusammenfällt, wenn die Schwenkachse einen Abstand zum ersten Endpunkt (E1) von √[h3 · (D3 - h3)] - δ · sin(-α3) aufweist, wobei h3 = h(-α3, D3) = D3/2 - Δ - δ · cos(-α3) die Eindringtiefe des verwendeten Sägeblattes in das Werkstück beim negativen dritten Hauptschnittwinkel mit dem dritten Durchmesser bezeichnet, die erste Sägeblattkante des verwendeten Sägeblattes mit dem ersten Endpunkt (E1) zusammenfällt, wenn die Schwenkachse einen Abstand zum ersten Endpunkt von D3/2 - δ · sin(-α3) aufweist, und die erste Blattschutzkante des verwendeten Blattschutzes mit dem ersten Endpunkt zusammenfällt, wenn die Schwenkachse einen Abstand zum ersten Endpunkt von B3a - δ · sin(-α3) aufweist.
- In einer zweiten Variante wird der Sägekopf in der positiven Vorschubrichtung so verfahren, dass die erste Begrenzung der Wandsäge nach der Schwenkbewegung des Sägearms in den negativen dritten Hauptschnittwinkel mit dem ersten Endpunkt zusammenfällt, wobei der erste obere Austrittspunkt des verwendeten Sägeblattes mit dem ersten Endpunkt zusammenfällt, wenn die Schwenkachse einen Abstand zum ersten Endpunkt von √[h3 · (D3 - h3)] - δ · sin(-α3) aufweist, wobei h3 = h(-α3, D3) = D3/2 - Δ - δ · cos(-α3) die Eindringtiefe des verwendeten Sägeblattes in das Werkstück beim negativen dritten Hauptschnittwinkel mit dem dritten Durchmesser bezeichnet, die erste Sägeblattkante des verwendeten Sägeblattes mit dem ersten Endpunkt zusammenfällt, wenn die Schwenkachse einen Abstand zum ersten Endpunkt von D3/2 - δ · sin(-α3) aufweist, und die erste Blattschutzkante des verwendeten Blattschutzes mit dem ersten Endpunkt zusammenfällt, wenn die Schwenkachse einen Abstand zum ersten Endpunkt von B3a - δ · sin(-α3) aufweist.
- In einer dritten Variante wird der Sägearm in der negativen Drehrichtung aus dem positiven zweiten Hauptschnittwinkel in den negativen dritten Hauptschnittwinkel geschwenkt und nach der Schwenkbewegung in den negativen dritten Hauptschnittwinkel fällt der erste obere Austrittspunkt des verwendeten Sägeblattes mit dem ersten Endpunkt zusammen, wenn die Schwenkachse einen Abstand zum ersten Endpunkt von √[h3 · (D3 - h3)] - δ · sin(-α3) aufweist, wobei h3 = h(-α3, D3) = D3/2 - Δ - δ · cos(-α3) die Eindringtiefe des verwendeten Sägeblattes in das Werkstück beim negativen dritten Hauptschnittwinkel (-α3) mit dem dritten Durchmesser bezeichnet, die erste Sägeblattkante des verwendeten Sägeblattes fällt mit dem ersten Endpunkt zusammen, wenn die Schwenkachse einen Abstand zum ersten Endpunkt (E1) von D3/2 - δ · sin(-α3) aufweist, und die erste Blattschutzkante des verwendeten Blattschutzes fällt mit dem ersten Endpunkt zusammen, wenn die Schwenkachse einen Abstand zum ersten Endpunkt von B3a - δ · sin(-α3) aufweist.
- Die dritte Variante verzichtet vollständig auf ein Entfernen des Restmaterials im zweiten Hauptschnitt. Der Abstand wird so eingestellt, dass die erste Begrenzung der Wandsäge nach der Schwenkbewegung des Sägearms mit dem ersten Endpunkt zusammenfällt. Die Variante ohne Entfernen des Restmaterials weist die niedrigsten Nebenzeiten auf; allerdings ist ein leistungsstarker Antriebsmotor erforderlich, der die größere Schnitttiefe am Endpunkt bearbeiten kann.
- Der erste und zweite Hauptschnitt werden mit einem Sägeblatt und einem Blattschutz durchgeführt oder alternativ wird der erste Hauptschnitt mit einem ersten Sägeblatt und einem ersten Blattschutz durchgeführt, wobei das erste Sägeblatt einen ersten Sägeblattdurchmesser und der erste Blattschutz eine erste Blattschutzbreite aufweisen, und der zweite Hauptschnitt wird mit einem zweiten Sägeblatt und einem zweiten Blattschutz durchgeführt, wobei das zweite Sägeblatt einen zweiten Sägeblattdurchmesser und der zweite Blattschutz eine zweite Blattschutzbreite aufweisen.
- In einer bevorzugten Variante stellt der erste Hauptschnitt der Hauptschnittfolge einen Vorschnitt dar und der Sägekopf wird nach dem Start der von der Kontrolleinheit gesteuerten Bearbeitung in eine Startposition positioniert wird, wobei in der Startposition die, dem ersten Endpunkt zugewandte erste Begrenzung der Wandsäge nach der Schwenkbewegung in den negativen ersten Hauptschnittwinkel mit dem ersten Endpunkt zusammenfällt.
- Dabei fällt der erste obere Austrittspunkt des verwendeten Sägeblattes mit dem ersten Endpunkt zusammen, wenn die Schwenkachse einen Abstand zum ersten Endpunkt von √[h1 · (D1 - h1)] - δ · sin(-α1) aufweist, wobei h1 = h(α1, D1) = D1/2 - Δ - δ · cos(-α1) die Eindringtiefe des verwendeten Sägeblattes in das Werkstück beim negativen ersten Hauptschnittwinkel mit dem ersten Durchmesser bezeichnet, die erste Sägeblattkante des verwendeten Sägeblattes fällt mit dem ersten Endpunkt zusammen, wenn die Schwenkachse einen Abstand zum ersten Endpunkt von D1/2 - δ · sin(-α1) aufweist, und die erste Blattschutzkante des verwendeten Blattschutzes fällt mit dem ersten Endpunkt zusammen, wenn die Schwenkachse einen Abstand zum ersten Endpunkt von B1a - δ · sin(-α1) aufweist.
- Das erfindungsgemäße Verfahren gilt für alle Hauptschnitte, bei denen der Hauptschnittwinkel kleiner oder gleich einem kritischen Schwenkwinkel ist. Der kritische Schwenkwinkel entspricht ±90°, wenn der Endpunkt ein Hindernis darstellt, und der kritische Schwenkwinkel entspricht 180° - arccos[Δ/(δ + D/2)], wenn der Endpunkt einen freien Endpunkt ohne Hindernis darstellt.
- Ausführungsbeispiele der Erfindung werden nachfolgend anhand der Zeichnung beschrieben. Diese soll die Ausführungsbeispiele nicht notwendigerweise maßstäblich darstellen, vielmehr ist die Zeichnung, wo zur Erläuterung dienlich, in schematischer und/oder leicht verzerrter Form ausgeführt. Im Hinblick auf Ergänzungen der aus der Zeichnung unmittelbar erkennbaren Lehren wird auf den einschlägigen Stand der Technik verwiesen. Dabei ist zu berücksichtigen, dass vielfältige Modifikationen und Änderungen betreffend die Form und das Detail einer Ausführungsform vorgenommen werden können, ohne von der allgemeinen Idee der Erfindung abzuweichen. Die in der Beschreibung, der Zeichnung sowie den Ansprüchen offenbarten Merkmale der Erfindung können sowohl einzeln für sich als auch in beliebiger Kombination für die Weiterbildung der Erfindung wesentlich sein. Zudem fallen in den Rahmen der Erfindung alle Kombinationen aus zumindest zwei der in der Beschreibung, der Zeichnung und/oder den Ansprüchen offenbarten Merkmale. Die allgemeine Idee der Erfindung ist nicht beschränkt auf die exakte Form oder das Detail der im Folgenden gezeigten und beschriebenen bevorzugten Ausführungsform oder beschränkt auf einen Gegenstand, der eingeschränkt wäre im Vergleich zu dem in den Ansprüchen beanspruchten Gegenstand. Bei gegebenen Bemessungsbereichen sollen auch innerhalb der genannten Grenzen liegende Werte als Grenzwerte offenbart und beliebig einsetzbar und beanspruchbar sein. Der Einfachheit halber sind nachfolgend für identische oder ähnliche Teile oder Teile mit identischer oder ähnlicher Funktion gleiche Bezugszeichen verwendet.
- Es zeigen:
- FIG. 1
- ein Wandsägesystem mit einer Führungsschiene und einer Wandsäge;
- FIGN. 2A, B
- die Bearbeitung eines Trennschnittes zwischen einem ersten und zweiten freien Endpunkt ohne Hindernis;
- FIGN. 3A, B
- die Bearbeitung eines Trennschnittes zwischen einem ersten und zweiten Hindernis mit einem Sägeblatt, das nicht von einem Blattschutz umgeben ist;
- FIGN. 4A, B
- die Bearbeitung eines Trennschnittes zwischen einem ersten und zweiten Hindernis mit einem Sägeblatt, das von einem Blattschutz umgeben ist;
- FIGN. 5A-N
- das Wandsägesystem der
FIG. 1 bei Erstellen eines Trennschnittes zwischen einem ersten freien Endpunkt ohne Hindernis und einem zweiten freien Endpunkt ohne Hindernis mit Hilfe des erfindungsgemässen Verfahrens; und - FIGN. 6A-H
- das Wandsägesystem der
FIG. 1 bei Erstellen eines weiteren Trennschnittes zwischen einem Hindernis und einem freien Endpunkt ohne Hindernis mit Hilfe des erfindungsgemässen Verfahrens. -
FIG. 1 zeigt ein Wandsägesystem 10 mit einer Führungsschiene 11, einem, an der Führungsschiene 11 verschiebbar angeordneten, Werkzeuggerät 12 und einer Fernbedienung 13. Das Werkzeuggerät ist als Wandsäge 12 ausgebildet und umfasst eine Bearbeitungseinheit 14 und eine motorische Vorschubeinheit 15. Die Bearbeitungseinheit ist als Sägekopf 14 ausgebildet und umfasst ein als Sägeblatt ausgebildetes Bearbeitungswerkzeug 16, das an einem Sägearm 17 befestigt ist und von einem Antriebsmotor 18 um eine Drehachse 19 angetrieben wird. - Zum Schutz des Bedieners ist das Sägeblatt 16 von einem Blattschutz 21 umgeben, der mittels eines Blattschutzhalters am Sägearm 17 befestigt wird. Der Sägearm 17 ist von einem Schwenkmotor 22 um eine Schwenkachse 23 schwenkbar ausgebildet. Der Schwenkwinkel α. des Sägearms 17 bestimmt mit einem Sägeblattdurchmesser D des Sägeblattes 16, wie tief das Sägeblatt 16 in ein zu bearbeitendes Werkstück 24 eintaucht. Der Antriebsmotor 18 und der Schwenkmotor 22 sind in einem Gerätegehäuse 25 angeordnet. Die motorische Vorschubeinheit 15 umfasst einen Führungsschlitten 26 und einen Vorschubmotor 27, der im Ausführungsbeispiel ebenfalls im Gerätegehäuse 25 angeordnet ist. Der Sägekopf 14 ist auf dem Führungsschlitten 26 befestigt und über den Vorschubmotor 27 entlang der Führungsschiene 11 in einer Vorschubrichtung 28 verschiebbar ausgebildet. Im Gerätegehäuse 25 ist neben den Motoren 19, 22, 27 eine Kontrolleinheit 29 zur Steuerung des Sägekopfes 14 und der motorischen Vorschubeinheit 15 angeordnet.
- Zur Überwachung des Wandsägesystems 10 und des Bearbeitungsprozesses ist eine Sensoreinrichtung mit mehreren Sensorelementen vorgesehen. Ein erstes Sensorelement 32 ist als Schwenkwinkelsensor und ein zweites Sensorelement 33 als Wegsensor ausgebildet. Der Schwenkwinkelsensor 32 misst den aktuellen Schwenkwinkel des Sägearms 17 und der Wegsensor 33 misst die aktuelle Position des Sägekopfes 14 auf der Führungsschiene 11.
- Die Messgrößen werden vom Schwenkwinkelsensor 32 und Wegsensor 33 an die Kontrolleinheit 29 übermittelt und zur Steuerung der Wandsäge 12 herangezogen.
- Die Fernbedienung 13 umfasst ein Gerätegehäuse 35, eine Eingabeeinrichtung 36, eine Anzeigeeinrichtung 37 und eine Kontrolleinheit 38, die im Inneren des Gerätegehäuses 35 angeordnet ist. Die Kontrolleinheit 38 wandelt die Eingaben der Eingabeeinrichtung 36 in Steuerbefehle und Daten um, die über eine erste Kommunikationsverbindung an die Wandsäge 12 übermittelt werden. Die erste Kommunikationsverbindung ist als draht- und kabellose Kommunikationsverbindung 41 oder als Kommunikationskabel 42 ausgebildet. Die draht- und kabellose Kommunikationsverbindung ist im Ausführungsbeispiel als Funkverbindung 41 ausgebildet, die zwischen einer ersten Funkeinheit 43 an der Fernbedienung 13 und einer zweiten Funkeinheit 44 am Werkzeuggerät 12 entsteht. Alternativ kann die draht- und kabellose Kommunikationsverbindung 41 in Form einer Infrarot-, Bluetooth-, WLAN- oder Wi-Fi-Verbindung ausgebildet sein.
-
FIGN. 2A , B zeigen die Führungsschiene 11 und die Wandsäge 12 des Wandsägesystems 10 derFIG. 1 beim Erstellen eines Trennschnittes 51 im Werkstück 24 der Werkstückdicke d. Der Trennschnitt 51 weist eine Endtiefe T auf und verläuft in Vorschubrichtung 28 zwischen einem ersten Endpunkt E1 und einem zweiten Endpunkt E2. Als X-Richtung ist eine Richtung parallel zur Vorschubrichtung 28 definiert, wobei die positive X-Richtung vom ersten Endpunkt E1 zum zweiten Endpunkt E2 gerichtet ist, und als Y-Richtung ist eine Richtung senkrecht zur X-Richtung in die Tiefe des Werkstückes 24 definiert. - Der Endpunkt eines Trennschnittes kann als freier Endpunkt ohne Hindernis oder als Hindernis definiert sein. Dabei können beide Endpunkte als freie Endpunkte ohne Hindernis, beide Endpunkte als Hindernis oder ein Endpunkt als freier Endpunkt und der andere Endpunkt als Hindernis definiert sein. An einem freien Endpunkt ohne Hindernis kann ein Überschneiden erlaubt sein. Durch das Überschneiden erreicht die Schnitttiefe am Endpunkt die Endtiefe T des Trennschnittes. Im Ausführungsbeispiel der
FIGN. 2A , B bilden die Endpunkte E1, E2 freie Endpunkte ohne Hindernis, wobei am freien ersten Endpunkt E1 ein Überschneiden nicht zulässig ist und am zweiten Endpunkt E2 ein Überschneiden erfolgt ist. -
FIG. 2A zeigt den Sägekopf 14 in einer Montageposition X0 und den Sägearm 17 in einer Grundposition von 0°. Der Sägekopf 14 wird vom Bediener mittels des Führungsschlittens 26 in der Montageposition X0 auf der Führungsschiene 11 positioniert. Die Montageposition X0 des Sägekopfes 14 liegt zwischen dem ersten und zweiten Endpunkt E1, E2 und ist durch die Position der Schwenkachse 23 in Vorschubrichtung 28 bestimmt. Die Position der Schwenkachse 23 eignet sich besonders als Referenzposition XRef für die Positionsüberwachung des Sägekopfes 14 und die Steuerung der Wandsäge 12, da die X-Position der Schwenkachse 23 auch während der Schwenkbewegung des Sägearms 17 unverändert bleibt. Alternativ kann eine andere X-Position am Sägekopf 14 als Referenzposition festgelegt werden, wobei in diesem Fall zusätzlich der Abstand in X-Richtung zur Schwenkachse 23 bekannt sein muss. - Die X-Positionen des ersten und zweiten Endpunktes E1, E2 sind im Ausführungsbeispiel durch die Eingabe von Teillängen festgelegt. Der Abstand zwischen der Montageposition X0 und dem ersten Endpunkt E1 bestimmt eine erste Teillänge L1 und der Abstand zwischen der Montageposition X0 und dem zweiten Endpunkt E2 eine zweite Teillänge L2. Alternativ können die X-Positionen der Endpunkte E1, E2 durch die Eingabe einer Teillänge (L1 oder L2) und einer Gesamtlänge L als Abstand zwischen den Endpunkten E1, E2 festgelegt werden.
- Der Trennschnitt 51 wird in mehreren Teilschnitten erstellt, bis die gewünschte Endtiefe T erreicht ist. Die Teilschnitte zwischen dem ersten und zweiten Endpunkt E1, E2 werden als Hauptschnitte definiert und die Schnittfolge der Hauptschnitte als Hauptschnittfolge. An den Endpunkten des Trennschnittes kann eine zusätzliche Eckenbearbeitung durchgeführt werden, die bei einem Hindernis als Hindernisbearbeitung und bei einem freien Endpunkt mit Überschneiden als Überschnittbearbeitung bezeichnet wird.
- Die Hauptschnittfolge kann vom Bediener festgelegt werden oder die Kontrolleinheit des Wandsägesystems legt die Hauptschnittfolge abhängig von mehreren Randbedingungen fest. Üblicherweise wird der erste Hauptschnitt, der auch als Vorschnitt bezeichnet wird, mit einer reduzierten Schnitttiefe und einer reduzierten Leistung des Antriebsmotors ausgeführt, um ein Polieren des Sägeblattes zu verhindern. Die weiteren Hauptschnitte werden in der Regel mit der gleichen Schnitttiefe ausgeführt, können aber auch unterschiedliche Schnitttiefen aufweisen. Zu den Randbedingungen, die von einem Bediener üblicherweise festgelegt werden, gehören die Schnitttiefe des Vorschnittes, die Leistung des Vorschnittes und die maximale Schnitttiefe der weiteren Hauptschnitte. Aus diesen Randbedingungen kann die Kontrolleinheit die Hauptschnittfolge bestimmen.
- Die Hauptschnitte eines Trennschnittes werden mit einem Sägeblattdurchmesser oder mit zwei oder mehr Sägeblattdurchmessern durchgeführt. Wenn mehrere Sägeblätter eingesetzt werden, beginnt die Bearbeitung in der Regel mit dem kleinsten Sägeblattdurchmesser. Um das Sägeblatt 16 am Sägearm 17 montieren zu können, muss das Sägeblatt 16 in der Grundposition des Sägearms 17 oberhalb des Werkstückes 24 angeordnet sein. Ob diese Randbedingung erfüllt ist, hängt von zwei gerätespezifischen Größen des Wandsägesystems 10 ab, zum einen von einem senkrechten Abstand Δ zwischen der Schwenkachse 23 des Sägearms 17 und einer Oberseite 53 des Werkstückes 24 und zum anderen von einer Sägearmlänge δ des Sägearms 17, die als Abstand zwischen der Drehachse 19 des Sägeblattes 16 und der Schwenkachse 23 des Sägearms 17 definiert ist. Wenn die Summe dieser beiden gerätespezifischen Größen grösser als der halbe Sägeblattdurchmesser D/2 ist, ist das Sägeblatt 16 in der Grundposition oberhalb des Werkstückes 24 angeordnet. Die Sägearmlänge δ ist eine feste gerätespezifische Größe der Wandsäge 12, wohingegen der senkrechte Abstand Δ zwischen der Schwenkachse 23 und der Oberfläche 53 neben der Geometrie der Wandsäge 12 auch von der Geometrie der verwendeten Führungsschiene 11 abhängt.
- Das Sägeblatt 16 ist auf einem Flansch am Sägearm 17 befestigt und wird im Sägebetrieb vom Antriebsmotor 18 um die Drehachse 19 angetrieben. In der Grundposition des Sägearms 17, die in
FIG. 2A dargestellt ist, beträgt der Schwenkwinkel 0° und die Drehachse 19 des Sägeblattes 16 liegt in Tiefenrichtung 52 oberhalb der Schwenkachse 23. Das Sägeblatt 16 wird durch eine Schwenkbewegung des Sägearms 17 um die Schwenkachse 23 aus der Grundposition bei 0° in das Werkstück 24 hineinbewegt. Während der Schwenkbewegung des Sägearms 17 wird das Sägeblatt 16 vom Antriebsmotor 18 um die Drehachse 19 angetrieben. - Zum Schutz des Bedieners soll das Sägeblatt 16 während des Betriebes vom Blattschutz 21 umgeben sein. Die Wandsäge 12 wird mit Blattschutz 21 oder ohne Blattschutz 21 betrieben. Zur Bearbeitung des Trennschnittes im Bereich der Endpunkte E1, E2 kann beispielsweise eine Demontage des Blattschutzes 21 vorgesehen sein. Wenn zur Bearbeitung des Trennschnittes verschiedene Sägeblattdurchmesser eingesetzt werden, werden in der Regel auch verschiedene Blattschutze mit entsprechenden Blattschutzbreiten eingesetzt.
-
FIG. 2B zeigt den Sägearm 17, der in einer negativen Drehrichtung 54 unter einem negativen Schwenkwinkel -α geneigt ist. Der Sägearm 17 ist in der negativen Drehrichtung 54 zwischen Schwenkwinkeln von 0° bis -180° verstellbar und in einer, zur negativen Drehrichtung 54 entgegen gerichteten, positiven Drehrichtung 55 zwischen Schwenkwinkeln von 0° bis +180° verstellbar. Die inFIG. 2B dargestellte Anordnung des Sägearms 17 wird als ziehende Anordnung bezeichnet, wenn der Sägekopf 14 in eine positive Vorschubrichtung 56 bewegt wird. Wird der Sägekopf 14 in eine, zur positiven Vorschubrichtung 56 entgegen gerichtete, negative Vorschubrichtung 57 bewegt, wird die Anordnung des Sägearms 17 als stoßende Anordnung bezeichnet. - Bei einem Schwenkwinkel von ±180° wird die maximale Eindringtiefe des Sägeblattes 16 in das Werkstück 24 erreicht. Durch die Schwenkbewegung des Sägearms 17 um die Schwenkachse 23 wird die Position der Drehachse 19 in X-Richtung und in Y-Richtung verschoben. Dabei ist die Verschiebung der Drehachse 19 von der Sägearmlänge δ und dem Schwenkwinkel α des Sägearms 17 abhängig. Der Verschiebeweg δx in X-Richtung beträgt δ . sin(±α) und der Verschiebeweg δy in Y-Richtung beträgt δ · cos(±α).
- Das Sägeblatt 16 erzeugt im Werkstück 24 einen Schneidkeil in Form eines Kreissegmentes mit einer Höhe h und einer Breite b. Die Höhe h des Kreissegmentes entspricht der Eindringtiefe des Sägeblattes 16 in das Werkstück 24. Für die Eindringtiefe h gilt der Zusammenhang D/2 = h + Δ + δ · cos(α), wobei D den Sägeblattdurchmesser, h die Eindringtiefe des Sägeblattes 16, Δ den senkrechten Abstand zwischen der Schwenkachse 23 und der Oberseite 53 des Werkstückes 24, δ die Sägearmlänge und α den ersten Schwenkwinkel bezeichnen, und für die Breite b gilt der Zusammenhang b2 = D/2 · 8h - 4h2 = 4Dh - 4h2 = 4h · (D - h), wobei h die Eindringtiefe des Sägeblattes 16 in das Werkstück 24 und D den Sägeblattdurchmesser bezeichnen.
- Die Steuerung der Wandsäge 12 während des Trennschnittes ist davon abhängig, ob die Endpunkte als Hindernisse definiert sind, und bei einem Hindernis, ob die Bearbeitung mit Blattschutz 21 oder ohne Blattschutz 21 erfolgt. Bei einem freien Endpunkt ohne Hindernis erfolgt die Steuerung der Wandsäge 12 beim erfindungsgemäßen Verfahren über obere Austrittspunkte des Sägeblattes 16 an der Oberseite 53 des Werkstückes 24. Die oberen Austrittspunkte des Sägeblattes 16 lassen sich aus der Referenzposition XRef der Schwenkachse 23 in X-Richtung, dem Verschiebeweg δx der Drehachse 19 in X-Richtung und der Breite b berechnen. Ein, dem ersten Endpunkt E1 zugewandter, oberer Austrittspunkt wird als erster oberer Austrittspunkt 58 bezeichnet und ein, dem zweiten Endpunkt E2 zugewandter, oberer Austrittspunkt als zweiter oberer Austrittspunkt 59. Für den ersten oberen Austrittspunkt 58 gilt X(58) = XRef + δx - b/2 und für den zweiten oberen Austrittspunkt 59 gilt X(59) = XRef + δx + b/2 mit b = √[h · (D - h)] und h = h(α, D).
- Wenn die Endpunkte E1, E2 als Hindernisse definiert sind, ist ein Überfahren der Endpunkte E1, E2 mit der Wandsäge 12 nicht möglich. In diesem Fall erfolgt die Steuerung der Wandsäge 12 beim erfindungsgemäßen Verfahren über die Referenzposition XRef der Schwenkachse 23 und die Begrenzung der Wandsäge 12. Dabei wird zwischen einer Bearbeitung ohne Blattschutz 21 und einer Bearbeitung mit Blattschutz 21 unterschieden.
-
FIGN. 3A , B zeigen das Wandsägesystem 10 beim Erstellen eines Trennschnittes zwischen dem ersten Endpunkt E1 und dem zweiten Endpunkt E2, die als Hindernisse definiert sind, wobei die Bearbeitung ohne Blattschutz 21 erfolgt. Bei der Bearbeitung ohne Blattschutz 21 bilden eine erste Sägeblattkante 61, die dem ersten Endpunkt E1 zugewandt ist, und eine zweite Sägeblattkante 62, die dem zweiten Endpunkt E2 zugewandt ist, die Begrenzung der Wandsäge 12. - Die X-Positionen der ersten und zweiten Sägeblattkante 61, 62 in X-Richtung lassen sich aus der Referenzposition XRef der Schwenkachse 23, dem Verschiebeweg δx der Drehachse 19 und dem Sägeblattdurchmesser D berechnen.
FIG. 3A zeigt die Wandsäge 12 mit dem, in der negativen Drehrichtung 54 unter einem negativen Schwenkwinkel -α (0° bis -180°) geneigten Sägearm 17. Für die erste Sägeblattkante 61 gilt X(61) = XRef + δ · sin(-α) - D/2 und für die zweite Sägeblattkante 62 gilt X(62) = XRef + δ · sin(-α) + D/2.FIG. 3B zeigt die Wandsäge 12 mit dem, in der positiven Drehrichtung 55 unter einem positiven Schwenkwinkel α (0° bis +180°), geneigten Sägearm 17. Für die erste Sägeblattkante 61 gilt X(61) = XRef + δ · sin(α) - D/2 und für die zweite Sägeblattkante 62 gilt X(62) = XRef + δ · sin(α) + D/2. -
FIGN. 4A , B zeigen das Wandsägesystem 10 beim Erstellen eines Trennschnittes zwischen dem ersten Endpunkt E1 und dem zweiten Endpunkt E2, die als Hindernisse definiert sind, wobei die Bearbeitung mit Blattschutz 21 erfolgt. Bei der Bearbeitung ohne Blattschutz 21 bilden eine erste Blattschutzkante 71, die dem ersten Endpunkt E1 zugewandt ist, und eine zweite Blattschutzkante 72, die dem zweiten Endpunkt E2 zugewandt ist, die Begrenzung der Wandsäge 12. - Die X-Positionen der ersten und zweiten Blattschutzkante 71, 72 in X-Richtung lassen sich aus der Referenzposition XRef der Schwenkachse 23, dem Verschiebeweg δx der Drehachse 19 und der Blattschutzbreite B berechnen.
FIG. 4A zeigt die Wandsäge 12 mit dem, unter einem negativen Schwenkwinkel -α (0° bis -180°), geneigten Sägearm 17 und dem montierten Blattschutz 21 der Blattschutzbreite B. Bei einem asymmetrischen Blattschutz werden vor dem Start der gesteuerten Bearbeitung die Abstände der Drehachse 19 zu den Blattschutzkanten 71, 72 bestimmt, wobei der Abstand zur ersten Blattschutzkante 71 als erster Abstand Ba und der Abstand zur zweiten Blattschutzkante 72 als zweiter Abstand Bb bezeichnet werden. - Für die erste Blattschutzkante 71 gilt X(71) = XRef + δ · sin(α) - Ba und für die zweite Blattschutzkante 72 gilt X(72) = XRef + δ · sin(α) + Bb.
FIG. 4B zeigt die Wandsäge 12 mit dem, unter einem positiven Schwenkwinkel α (0° bis +180°), geneigten Sägearm 17 und dem montierten Blattschutz 21 der Blattschutzbreite B. Für die erste Blattschutzkante 71 gilt X(71) = XRef + δ · sin(α) - Ba und für die zweite Blattschutzkante 72 gilt X(72) = XRef + δ · sin(α) + Bb. -
FIGN. 2A , B zeigen einen Trennschnitt zwischen zwei Endpunkten E1, E2, die als freie Endpunkte ohne Hindernis definiert sind, undFIGN. 3A , B und 4A, B zeigen einen Trennschnitt zwischen zwei Endpunkten E1, E2, die als Hindernisse definiert sind. In der Praxis sind auch Trennschnitte möglich, bei denen ein Endpunkte als Hindernis definiert ist und der andere Endpunkt einen freien Endpunkt ohne Hindernis darstellt, wobei die Steuerung der Wandsäge beim freien Endpunkt über den oberen Austrittspunkt des Sägeblattes erfolgt und beim Hindernis über die Sägeblattkante (Bearbeitung ohne Blattschutz 21) oder die Blattschutzkante (Bearbeitung mit Blattschutz 21). - Der erste obere Austrittspunkt 58, die erste Sägeblattkante 61 und die erste Blattschutzkante 71 werden unter dem Begriff "erste Begrenzung" der Wandsäge 12 zusammen gefasst und der zweite obere Austrittspunkt 59, die zweite Sägeblattkante 62 und die zweite Blattschutzkante 72 werden unter dem Begriff "zweite Begrenzung" zusammen gefasst.
-
FIGN. 5A-N zeigen das Wandsägesystem 10 derFIG. 1 mit der Führungsschiene 11 und der Wandsäge 12 beim Erstellen eines Trennschnittes der Endtiefe T im Werkstück 24 zwischen dem ersten Endpunkt E1, der als freier Endpunkt ohne Hindernis definiert ist, und dem zweiten Endpunkt E2, der ebenfalls als freier Endpunkt ohne Hindernis definiert ist. Die Steuerung der Wandsäge 12 erfolgt am ersten Endpunkt E1 über den ersten oberen Austrittspunkt 58 des verwendeten Sägeblattes und am zweiten Endpunkt E2 über den zweiten oberen Austrittspunkt 59 des verwendeten Sägeblattes. - Der Trennschnitt umfasst beim erfindungsgemäßen Verfahren eine Hauptschnittfolge von mindestens zwei Hauptschnitten, die zwischen dem ersten Endpunkt E1 und dem zweiten Endpunkt E2 durchgeführt werden; zusätzlich erfolgen eine erste Eckenbearbeitung am ersten Endpunkt E1 und eine zweite Eckenbearbeitung am zweiten Endpunkt E2, welche nicht Teil des erfindungsgemäßen Verfahrens sind. Wenn ein Überschneiden an einem Endpunkt erlaubt ist, wird eine Überschnittfolge für den freien Endpunkt definiert, anderenfalls wird eine Eckenschnittfolge definiert.
- Die Hauptschnittfolge umfasst einen ersten Hauptschnitt mit einem ersten Hauptschnittwinkel α1 des Sägearms 17, einem ersten Durchmesser D1 des verwendeten Sägeblattes, einer ersten Eindringtiefe h1 des verwendeten Sägeblattes in das Werkstück 24 und einer ersten Breite B1 des verwendeten Blattschutzes sowie einen folgenden zweiten Hauptschnitt mit einem zweiten Hauptschnittwinkel α2 des Sägearms 17, einem zweiten Durchmesser D2 des verwendeten Sägeblattes, einer zweiten Eindringtiefe h2 des verwendeten Sägeblattes in das Werkstück 24 und einer zweiten Breite B2 des verwendeten Blattschutzes.
- Der erste und zweite Hauptschnitt werden im Ausführungsbeispiel mit demselben Sägeblatt 16 und demselben Blattschutz 21 durchgeführt. Daher stimmen der erste Durchmesser D1 des ersten Hauptschnittes und der zweite Durchmesser D2 des zweiten Hauptschnittes mit dem Sägeblattdurchmesser D des Sägeblattes 16 überein, ebenso stimmen die erste Breite B1 des ersten Hauptschnittes und die zweite Breite B2 des zweiten Hauptschnittes mit der Blattschutzbreite B des Sägeblattes 16 überein. Im Ausführungsbeispiel ist der Blattschutz 21 symmetrisch aufgebaut und der Abstand der Drehachse 19 zu den Blattschutzkanten 71, 72 entspricht B/2. Bei einem asymmetrischen Blattschutz werden der erste Abstand Ba zur ersten Blattschutzkante 71 und der zweite Abstand Bb zur zweiten Blattschutzkante 72 verwendet.
-
FIG. 5A zeigt die Wandsäge 12 in der Montageposition X0 des Sägekopfes 14 und der Grundposition 0° des Sägearms 17. Nach dem Start des erfindungsgemäßen Verfahrens wird der Sägekopf 14 aus der Montageposition X0 in eine Startposition XStart verfahren (FIG. 5B ). Im Ausführungsbeispiel beginnt die Bearbeitung des ersten Hauptschnittes am ersten Endpunkt E1. In der Startposition X1 weist die Schwenkachse 23 einen Abstand von √[h1 · (D1 - h1)] - δ · sin(-α1) zum ersten Endpunkt E1 auf, wobei h1 = h(-α1, D1) = D1/2 - Δ - δ · cos(-α1) die Eindringtiefe des verwendeten Sägeblattes 16 in das Werkstück 24 beim negativen ersten Hauptschnittwinkel -α1 bezeichnet. - Zum Einstechen des Sägeblattes 16 in das Werkstück 24 wird das Sägeblatt 16 vom Antriebsmotor 18 um die Drehachse 19 angetrieben und der Sägearm 17 aus der Grundposition 0° in der negativen Drehrichtung 54 um die Schwenkachse 23 geschwenkt. Der Schwenkwinkel des Sägearms 17 wird während der Schwenkbewegung regelmäßig vom Schwenkwinkelsensor 32 gemessen. Sobald der negative erste Hauptschnittwinkel -α1 erreicht ist, wird die Schwenkbewegung des Sägearms 17 unterbrochen (
FIG. 5C ). Beim Positionieren des Sägekopfes 14 inFIG. 5B wurde der Abstand zum ersten Endpunkt E1 so eingestellt, dass der, dem ersten Endpunkt E1 zugewandte, erste obere Austrittspunkt 58 des Sägeblattes 16 nach der Schwenkbewegung des Sägearms 17 in den negativen ersten Hauptschnittwinkel -α1 mit dem ersten Endpunkt E1 zusammenfällt. - Der Sägekopf 14 wird in der positiven Vorschubrichtung 56 auf den zweiten Endpunkt E2 zu bewegt (
FIG. 5D ). Während der Vorschubbewegung wird die Position des Sägekopfes 14 regelmäßig vom Wegsensor 33 gemessen. Die Vorschubbewegung wird angehalten, wenn die Schwenkachse 23 einen Abstand von √[h1 · (D, - h1)] + δ · sin(-α1) zum zweiten Endpunkt E2 aufweist (FIG. 5E ). Anschließend wird der Sägearm 17 in der positiven Drehrichtung 55 um die Schwenkachse 23 aus dem negativen ersten Hauptschnittwinkel -α1 in den positiven ersten Hauptschnittwinkel +α1 umgeschwenkt (FIG. 5F ). Bei der Berechnung des Abstandes zum zweiten Endpunkt E2 wurde die Verschiebung der Drehachse 19 durch das Umschwenken von -α1 nach +α1 berücksichtigt. Der Abstand wurde so eingestellt, dass der, dem zweiten Endpunkt E2 zugewandte, zweite obere Austrittspunkt 59 des Sägeblattes 16 nach der Schwenkbewegung des Sägearms 17 in den positiven ersten Hauptschnittwinkel +α1 mit dem zweiten Endpunkt E2 zusammenfällt. - Durch das Umschwenken des Sägearms 17 verbleibt im Bereich der Schwenkachse 23 Restmaterial, das vom Sägeblatt 16 noch abgetragen werden muss. Das Restmaterial kann in einem separaten Schritt abgetragen werden oder das Restmaterial wird beim folgenden Hauptschnitt abgetragen. Bei der in
FIG. 5G dargestellten Ausführungsform wird das Restmaterial vollständig im ersten Hauptschnitt abgetragen. Dazu wird der Sägekopf 14 nach dem Umschwenken in der negativen Vorschubrichtung 57 um eine Weglänge von 2δ · |sin(-α1)| verschoben (FIG. 5G ). Nach dem Abtragen ist der erste Hauptschnitt beendet und der zweite Hauptschnitt beginnt mit dem Positionieren des Sägekopfes 14. - Der Sägekopf 14 wird in Vorschubrichtung 28 so positioniert, dass die Schwenkachse 23 einen Abstand von √[h2 · (D2 - h2)] + δ · sin(+α2) zum zweiten Endpunkt E2 aufweist (
FIG. 5H ). In dieser Position wird der Sägearm 17 aus dem positiven ersten Hauptschnittwinkel +α1 in den positiven zweiten Hauptschnittwinkel +α2 geschwenkt (FIG. 5I ). Bei der Positionierung inFIG. 5H wird der Abstand so eingestellt, dass der, dem zweiten Endpunkt E2 zugewandte, zweite obere Austrittspunkt 59 des Sägeblattes 16 nach der Schwenkbewegung des Sägearms 17 in den positiven zweiten Hauptschnittwinkel +α2 mit dem zweiten Endpunkt E2 zusammenfällt. - Der Sägekopf 14 wird in der negativen Vorschubrichtung 57 auf den ersten Endpunkt E1 zu bewegt (
FIG. 5J ), wobei die Position des Sägekopfes 14 während der Vorschubbewegung vom Wegsensor 33 regelmäßig gemessen wird. Die Vorschubbewegung wird angehalten, wenn die Schwenkachse 23 einen Abstand von √[h2 · (D2 - h2)] - δ · sin(+α2) zum ersten Endpunkt E1 aufweist (FIG. 5K ). Der Sägearm 17 wird in der negativen Drehrichtung 54 geschwenkt und in den negativen zweiten Hauptschnittwinkel -α2 angeordnet (FIG. 5L ). Bei der Einstellung des Abstandes zum ersten Endpunkt E1 inFIG. 5K wurde der Abstand so eingestellt, dass der, dem ersten Endpunkt E1 zugewandte, erste obere Austrittspunkt 58 des Sägeblattes 16 nach der Schwenkbewegung des Sägearms 17 in den negativen zweiten Hauptschnittwinkel -α2 mit dem ersten Endpunkt E1 zusammenfällt. - Zum Abtragen des Restmaterials wird der Sägekopf 14 in der positiven Vorschubrichtung 56 um eine Weglänge von 2δ · |sin(-α2)| verschoben (
FIG. 5M ). Nach dem Abtragen sind der zweite Hauptschnitt und damit auch der Trennschnitt zwischen dem ersten und zweiten Endpunkt E1, E2 beendet. Zum Abschluss des erfindungsgemäßen Verfahrens wird der Sägearm 17 in die Grundposition 0° bewegt (FIG. 5N ). - In den
FIGN. 5E bis 5H sind ein vollständiges Abtragen des Restmaterials am Ende des ersten Hauptschnittes und das Positionieren des Sägekopfes 14 für den zweiten Hauptschnitt dargestellt. In einer ersten alternativen Variante werden das Abtragen des Restmaterials und das Positionieren des Sägekopfes 14 zusammengefasst. Nach dem Umschwenken des Sägearms 17 in den positiven ersten Hauptschnittwinkel +α1 wird der Sägekopf 14 in der negativen Vorschubrichtung 57 verfahren, bis die Schwenkachse 23 einen Abstand von √[h2 · (D2 - h2)] - δ · sin(+α2) zum zweiten Endpunkt E2 aufweist. Der Abstand ist so eingestellt, dass der zweite obere Austrittspunkt 59 des Sägeblattes 16 nach der Schwenkbewegung des Sägearms 17 in den positiven zweiten Hauptschnittwinkel +α2 mit dem zweiten Endpunkt E2 zusammenfällt. - In einer alternativen zweiten Variante entfällt das Abtragen des Restmaterials. Der Sägekopf 14 wird von der Kontrolleinheit 29 in einer Position angehalten, in der die Schwenkachse 23 in Vorschubrichtung 28 einen Abstand von √[h2 · (D2 - h2)] - δ · sin(+α2) zum zweiten Endpunkt E2 aufweist. In dieser Position wird der Sägearm 17 aus dem negativen ersten Hauptschnittwinkel -α1 in den positiven zweiten Hauptschnittwinkel +α2 geschwenkt. Der Abstand ist so eingestellt, dass der, dem zweiten Endpunkt E2 zugewandte, zweite obere Austrittspunkt 59 des Sägeblattes 16 nach der Schwenkbewegung des Sägearms 17 in den positiven zweiten Hauptschnittwinkel +α2 mit dem zweiten Endpunkt E2 zusammenfällt. Die Variante ohne Abtragen des Restmaterials weist die niedrigsten Nebenzeiten der drei Varianten auf; allerdings ist ein leistungsstarker Antriebsmotor 18 erforderlich, der die größere Schnitttiefe am Endpunkt bearbeiten kann.
-
FIGN. 5A-N zeigen eine Hauptschnittfolge mit einem ersten und zweiten Hauptschnitt. Die Anzahl der Hauptschnitte hängt unter anderem von der Endtiefe T des Trennschnittes, dem Werkstoff des Werkstückes 24 und der Leistung des Antriebsmotors 18 ab. Die Hauptschnittwinkel αi und Eindringtiefen hi der einzelnen Hauptschnitte können vom Bediener festgelegt werden oder die Kontrolleinheit 29 der Wandsäge 12 berechnet die Hauptschnittwinkel bzw. Eindringtiefen für die einzelnen Hauptschnitte aus den Randbedingungen des Trennschnittes. -
FIGN. 6A-H zeigen das Wandsägesystem 10 mit der Wandsäge 12 beim Erstellen eines weiteren Trennschnittes zwischen einem ersten Endpunkt E1, der ein Hindernis darstellt, und einem zweiten Endpunkt E2, der als freier Endpunkt ohne Hindernis definiert ist. Die Steuerung der Wandsäge 12 erfolgt am ersten Endpunkt E1 über die erste Sägeblattkante 61 (ohne Blattschutz 21) oder die erste Blattschutzkante 71 (mit Blattschutz 21) und am zweiten Endpunkt E2 über den zweiten oberen Austrittspunkt 59 des verwendeten Sägeblattes. - Der Trennschnitt wird beim erfindungsgemäßen Verfahren in einer Hauptschnittfolge von mehreren Hauptschnitten erstellt, bis die gewünschte Endtiefe T erreicht ist. Zusätzlich zur Hauptschnittfolge erfolgt am ersten Endpunkt E1 eine Eckenbearbeitung in Form einer Hindernisbearbeitung und am zweiten Endpunkt E2 eine Eckenbearbeitung in Form einer Überschnittbearbeitung, wobei die Eckenbearbeitungen am ersten und zweiten Endpunkt nicht Teil des erfindungsgemäßen Verfahrens sind
- Die Hauptschnittfolge umfasst einen ersten Hauptschnitt mit einem ersten Hauptschnittwinkel α1 des Sägearms 17, einem ersten Durchmesser D1 und einer ersten Eindringtiefe h1 des verwendeten Sägeblattes, einen zweiten Hauptschnitt mit einem zweiten Hauptschnittwinkel α2 des Sägearms 17, einem zweiten Durchmesser D2 und einer zweiten Eindringtiefe h2 des verwendeten Sägeblattes sowie einen dritten Hauptschnitt mit einem dritten Hauptschnittwinkel α3 des Sägearms 17, einem dritten Durchmesser D3 und einer dritten Eindringtiefe h3 des verwendeten Sägeblattes.
- Der erste Hauptschnitt wird im Ausführungsbeispiel mit einem ersten Sägeblatt 16.1 und einem ersten Blattschutz 21.1 durchgeführt, wobei das erste Sägeblatt 16.1 einen ersten Sägeblattdurchmesser D.1 und der erste Blattschutz 21.1 eine erste Blattschutzbreite B.1 aufweisen. Der erste Durchmesser D1 des ersten Hauptschnittes stimmt mit dem ersten Sägeblattdurchmesser D.1 des ersten Sägeblattes 16.1 überein, ebenso stimmen die erste Breite B1 des ersten Hauptschnittes mit der ersten Blattschutzbreite B.1 des ersten Blattschutzes 21.1 überein.
- Der zweite Hauptschnitt und der dritte Hauptschnitt werden im Ausführungsbeispiel mit einem zweiten Sägeblatt 16.2 und einem zweiten Blattschutz 21.2 durchgeführt. Das zweite Sägeblatt 16.2 weist einen zweiten Sägeblattdurchmesser D.2 und der zweite Blattschutz 21.2 eine zweite Blattschutzbreite B.2 auf. Der zweite Durchmesser D2 des zweiten Hauptschnittes und der dritte Durchmesser D3 des dritten Hauptschnittes stimmen mit dem zweiten Sägeblattdurchmesser D.2 des zweiten Sägeblattes 16.2 überein, ebenso stimmen die zweite Breite B2 des zweiten Hauptschnittes und die dritte Breite B3 des dritten Hauptschnittes mit der zweiten Blattschutzbreite B.2 des zweiten Blattschutzes 21.2 überein.
- Die Bearbeitung des Trennschnittes beginnt am ersten Endpunkt E1. Da der erste Blattschutz 21.1 montiert ist, erfolgt die Steuerung der Wandsäge 12 am ersten Endpunkt E1 über die erste Blattschutzkante 71.1 des ersten Blattschutzes 21.1. Nach dem Start des erfindungsgemäßen Verfahrens wird der Sägekopf 14 in eine Startposition positioniert, in der die Schwenkachse 23 einen Abstand von B1/2 - δ · sin(-α1) zum ersten Endpunkt E1 aufweist. In der Startposition wird der Sägearm 17 aus der Grundposition 0° in der negativen Drehrichtung 54 in den negativen ersten Hauptschnittwinkel -α1 geschwenkt und der Sägekopf 14 mit dem unter -α1 geneigten Sägearm 17 in der positiven Vorschubrichtung 56 verfahren (
FIG. 6A ). - Der Sägekopf 14 wird in der positiven Vorschubrichtung 56 verfahren, bis die Schwenkachse 23 einen Abstand von √[h1 · (D, - h1)] + δ · sin(+α1) zum zweiten Endpunkt E2 aufweist, wobei h1 = h(+α1, D1) = D1/2 - Δ - δ · cos(+α1) die Eindringtiefe des ersten Sägeblattes 16.1 in das Werkstück 24 beim positiven ersten Hauptschnittwinkel +α1 mit dem ersten Durchmesser D1, der dem ersten Sägeblattdurchmesser D.1 entspricht, bezeichnet. Anschließend wird der Sägearm 17 in der positiven Drehrichtung 55 in den positiven ersten Hauptschnittwinkel +α1 umgeschwenkt und das Restmaterial abgetragen.
- Zum Wechsel des Sägeblattes vom ersten Sägeblatt 16.1 auf das zweite Sägeblatt 16.2 wird der Sägekopf 14 in eine Parkposition positioniert und der Sägearm 17 in die Grundposition von 0° geschwenkt (
FIG. 6B ). Die Parkposition ist so gewählt, dass ein Ausschwenken und Demontieren des ersten Sägeblattes 16.1 und ersten Blattschutzes 21.1 sowie ein Montieren und Einschwenken des zweiten Sägeblattes 16.2 und zweiten Blattschutzes 21.2 möglich ist. Außerdem soll der Verfahrweg des Sägekopfes 14 für den zweiten Hauptschnitt so gering wie möglich sein; im Idealfall entspricht die Parkposition der Startposition für den zweiten Hauptschnitt. Die Steuerung der Wandsäge beim Wechsel des Sägeblattes und des Blattschutzes ist nicht Teil des erfindungsgemäßen Verfahrens. - Da der zweite Endpunkt E2 einen freien Endpunkt ohne Hindernis darstellt, sind die Demontage des ersten Sägeblattes 16.1 und ersten Blattschutzes 21.1 sowie die Montage des zweiten Sägeblattes 16.2 und zweiten Blattschutzes 21.2 problemlos möglich. In der Parkposition weist die Schwenkachse einen Abstand von √[h2 · (D2 - h2)] + δ · sin(+α2) zum zweiten Endpunkt E2 auf, wobei h2 = h(+α2, D2) = D2/2 - Δ - δ · cos(+α2) die Eindringtiefe des verwendeten Sägeblattes 16.2 in das Werkstück 24 beim positiven zweiten Hauptschnittwinkel +α2 mit dem zweiten Durchmesser D2, der dem zweiten Sägeblattdurchmesser D.2 entspricht, bezeichnet. Der Abstand wurde in der Parkposition so eingestellt, dass der, dem zweiten Endpunkt E2 zugewandte, zweite obere Austrittspunkt 59.2 des zweiten Sägeblattes 16.2 nach der Schwenkbewegung des Sägearms 17 in den positiven zweiten Hauptschnittwinkel +α2 mit dem zweiten Endpunkt E2 zusammenfällt (
FIG. 6C ). - Nach der Montage des zweiten Sägeblattes 16.2 und zweiten Blattschutzes 21.2 und der Wiederaufnahme der gesteuerten Bearbeitung wird die Wandsäge 12 in die Parkposition positioniert. Der Sägekopf 14 wird mit dem, unter dem positiven zweiten Hauptschnittwinkel +α2, geneigten Sägearm 17 und dem rotierenden zweiten Sägeblatt 16.2 in der negativen Vorschubrichtung 57 verfahren. Der Übergang vom zweiten Hauptschnitt zum dritten Hauptschnitt erfolgt durch ein vollständiges Abtragen des Restmaterials (
FIG. 6D ) oder alternativ durch ein teilweises Abtragen des Restmaterials oder ohne Abtragen. Die Steuerung der Wandsäge erfolgt mittels der ersten Blattschutzkante 71.2 des zweiten Blattschutzes 21.2. Das Positionieren des Sägekopfes 14 für den dritten Hauptschnitt mit einem Hauptschnittwinkel von -α3 = -180° erfolgt mittels des kritischen Winkels αkrit von -90°. Die Schwenkachse 23 weist einen Abstand von B.2/2 - δ · sin(-90°) = B.2/2 + δ zum ersten Endpunkt E1 auf. Anschließend wird der Sägearm 17 in den negativen dritten Hauptschnittwinkel von -α3 = -180° geschwenkt (FIG. 6E ). - Der dritte Hauptschnitt stellt den letzten Hauptschnitt der Hauptschnittfolge dar und vor der Bearbeitung des letzten Hauptschnittes erfolgt eine Eckenbearbeitung des ersten Endpunktes E1, welche nicht Teil des erfindungsgemäßen Verfahrens ist. Zur Eckenbearbeitung wird der Sägekopf 14 mit dem unter -α3 = -180° geneigten Sägearm 17 (
FIG. 6F ) in der negativen Vorschubrichtung 57 verfahren, bis die erste Blattschutzkante 71.2 des zweiten Blattschutzes 21.2 mit dem ersten Endpunkt E1 zusammenfällt. Die Eckenbearbeitung des ersten Endpunktes E1 kann verbessert werden, wenn der zweite Blattschutz 21.2 demontiert wird und die Eckenbearbeitung ohne Blattschutz erfolgt. Ohne Blattschutz wird der Sägekopf 14 mit dem unter -α3 = -180° geneigten Sägearm 17 in der negativen Vorschubrichtung 57 verfahren, bis die erste Sägeblattkante 61.2 des zweiten Sägeblattes 16.2 mit dem ersten Endpunkt E1 zusammenfällt. - Nach der Eckenbearbeitung des ersten Endpunktes E1 wird der dritte Hauptschnittmit dem, unter dem negativen dritten Hauptschnittwinkel -α3 geneigten, Sägearm 17 in der positiven Vorschubrichtung 56 ausgeführt. Die Vorschubbewegung des Sägekopfes 14 wird angehalten, wenn die Schwenkachse 23 einen Abstand von √[h3 · (D3 - h3)] + δ · sin(180°) = √[h3 · (D3 - h3)] zum zweiten Endpunkt E2 aufweist, wobei h3 = h(-α3, D3) = D3/2 - Δ - δ · cos(-180°) = D3/2 - Δ + δ die Eindringtiefe des Sägeblattes in das Werkstück 24 beim negativen dritten Hauptschnittwinkel -α3 = -180° mit dem dritten Durchmesser D3, der dem zweiten Sägeblattdurchmesser D.2 entspricht, bezeichnet. Im Ausführungsbeispiel der
FIGN. 6A-H erfolgt nach dem letzten Hauptschnitt eine Eckenbearbeitung des zweiten Endpunktes E2 (FIG. 6H ), welche nicht Teil des erfindungsgemäßen Verfahrens ist. - Bei den in
FIGN. 5A-N undFIGN. 6A-H gezeigten Trennschnitten erfolgt die Schwenkbewegung des Sägearms 17 in einen Hauptschnittwinkel jeweils in einer Schwenkbewegung. Bei harten Werkstoffen oder leistungsschwächeren Antriebsmotoren 18 für das Sägeblatt 16 kann die Schwenkbewegung des Sägearms 17 in mindestens zwei Schritten mit einem Zwischenwinkel ausgeführt werden, wobei zwischen den Schwenkbewegungen in die Zwischenwinkel jeweils ein Freischneiden des Sägeblattes 16 erfolgt. Die Schwenkbewegung des Sägearms 17 in mindestens zwei Schritten mit einem Zwischenwinkel auszuführen, ist nicht Teil des erfindungsgemäßen Verfahrens.
Claims (18)
- Verfahren zur Steuerung eines Wandsägesystems (10) umfassend eine Führungsschiene (11) und eine Wandsäge (12) mit einem Sägekopf (14), einer motorischen Vorschubeinheit (15), die den Sägekopf (14) parallel zu einer Vorschubrichtung (28) entlang der Führungsschiene (11) verschiebt, mindestens einem Sägeblatt (16), das an einem, um eine Schwenkachse (23) schwenkbaren, Sägearm (17) des Sägekopfes (14) befestigt und um eine Drehachse (19) angetrieben wird, und mindestens einem, das Sägeblatt (16) umgebenden, lösbaren Blattschutz (21) beim Erstellen eines Trennschnittes (51) der Endtiefe (T) in einem Werkstück (24) der Werkstückdicke (d) zwischen einem ersten Endpunkt (E1) und einem zweiten Endpunkt (E2), mit:▪ vor dem Start einer von einer Kontrolleinheit (29) der Wandsäge (12) gesteuerten Bearbeitung des Trennschnittes (51) werden zumindest der Sägeblattdurchmesser (D) des mindestens einen Sägeblattes (16), die Positionen des ersten und zweiten Endpunktes (E1, E2) in Vorschubrichtung (28), die Endtiefe (T) des Trennschnittes (51) und eine Hauptschnittfolge von m Hauptschnitten mit m ≥ 2 festgelegt, wobei die Hauptschnittfolge zumindest einen ersten Hauptschnitt mit einem ersten Hauptschnittwinkel (α1) des Sägearms (17) und einem ersten Durchmesser (D1) des beim ersten Hauptschnitt verwendeten Sägeblattes sowie einen folgenden zweiten Hauptschnitt mit einem zweiten Hauptschnittwinkel (α2) des Sägearms (17) und einem zweiten Durchmesser (D2) des beim zweiten Hauptschnitt verwendeten Sägeblattes umfasst,▪ während der von der Kontrolleinheit (29) gesteuerten Bearbeitung werdendadurch gekennzeichnet, dass vor dem Start der von der Kontrolleinheit (29) gesteuerten Bearbeitung zusätzlich eine Sägearmlänge (δ) des Sägearms (17), die als Abstand zwischen der Schwenkachse (23) des Sägearms (17) und der Drehachse (19) des Sägeblattes (16) definiert ist, ein Abstand (Δ) zwischen der Schwenkachse (23) und der Oberseite (53) des Werkstückes (24), eine erste Breite (B1) für einen, beim ersten Hauptschnitt, verwendeten Blattschutz und eine zweite Breite (B2) für einen, beim zweiten Hauptschnitt, verwendeten Blattschutz festgelegt werden, wobei die erste und zweite Breite (B1, B2) jeweils aus einem ersten Abstand (B1a, B2a) der Drehachse (19) zur ersten Blattschutzkante (71) und einem zweiten Abstand (B1b, B2b) der Drehachse (19) zur zweiten Blattschutzkante (72) zusammengesetzt sind, und der Sägekopf (14) bei der gesteuerten Bearbeitung in einer Position angehalten wird, in der eine Schwenkbewegung des Sägearms (17) in einen neuen Schwenkwinkel (+α1, +α2) erfolgt, wobei nach der Schwenkbewegung des Sägearms (17) in den neuen Schwenkwinkel (+α1, +α2) eine, dem zweiten Endpunkt (E2) zugewandte zweite Begrenzung (59, 62, 72) der Wandsäge (12) mit dem zweiten Endpunkt (E2) zusammenfällt, wobei die zweite Begrenzung (59, 62, 72) der Wandsäge (12) durch einen, dem zweiten Endpunkt (E2) zugewandten, zweiten oberen Austrittspunkt (59) des verwendeten Sägeblattes an einer Oberseite (53) des Werkstückes (24) gebildet wird, wenn der zweite Endpunkt (E2) einen freien Endpunkt ohne Hindernis darstellt, durch eine, dem zweiten Endpunkt (E2) zugewandte, zweite Sägeblattkante (62) des verwendeten Sägeblattes, wenn der zweite Endpunkt (E2) ein Hindernis darstellt und die Bearbeitung ohne Blattschutz erfolgt, und durch eine, dem zweiten Endpunkt (E2) zugewandte, zweite Blattschutzkante (72) des verwendeten Blattschutzes, wenn der zweite Endpunkt (E2) ein Hindernis darstellt und die Bearbeitung mit Blattschutz erfolgt.- der Sägearm (17) in einer negativen Drehrichtung (54) unter dem negativen ersten Hauptschnittwinkel (-α1) angeordnet,- der Sägekopf (14) beim ersten Hauptschnitt in einer positiven Vorschubrichtung (56) in Richtung des zweiten Endpunktes (E2) verfahren, wobei sich der unter dem negativen ersten Hauptschnittwinkel (-α1) angeordnete Sägearm (17) in einer ziehenden Anordnung befindet, und- der Sägearm (17) in einer zur negativen Drehrichtung (54) entgegen gerichteten, positiven Drehrichtung (55) aus dem negativen ersten Hauptschnittwinkel (-α1) in einen neuen Schwenkwinkel (+α1, +α2) geschwenkt,
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass der Sägearm (17) in der positiven Drehrichtung (55) aus dem negativen ersten Hauptschnittwinkel (-α1) in den positiven ersten Hauptschnittwinkel (+α1) geschwenkt wird und nach der Schwenkbewegung in den positiven ersten Hauptschnittwinkel (+α1) der zweite obere Austrittspunkt (59) des verwendeten Sägeblattes mit dem zweiten Endpunkt (E2) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum zweiten Endpunkt (E2) von √[h1 · (D1 - h1)] + δ · sin(+α1) aufweist, wobei h1 = h(+α1, D1) = D1/2 - Δ - δ · cos(+α1) die Eindringtiefe des verwendeten Sägeblattes in das Werkstück (24) beim positiven ersten Hauptschnittwinkel (+α1) mit dem ersten Durchmesser (D1) bezeichnet, die zweite Sägeblattkante (62) des verwendeten Sägeblattes mit dem zweiten Endpunkt (E2) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum zweiten Endpunkt (E2) von D1/2 + δ · sin(+α1) aufweist, und die zweite Blattschutzkante (72) des verwendeten Blattschutzes mit dem zweiten Endpunkt (E2) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum zweiten Endpunkt (E2) von B1b + δ · sin(+α1) aufweist.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, dass der Sägekopf (14) in einer, zur positiven Vorschubrichtung (56) entgegen gerichteten, negativen Vorschubrichtung (57) um eine Weglänge von mindestens 2δ · |sin(+α1)| verfahren wird und der Sägekopf (14) anschließend so positioniert wird, dass die zweite Begrenzung (59, 62, 72) der Wandsäge (12) nach der Schwenkbewegung des Sägearms (17) in den positiven zweiten Hauptschnittwinkel (+α2) mit dem zweiten Endpunkt (E2) zusammenfällt, wobei der zweite obere Austrittspunkt (59) des verwendeten Sägeblattes mit dem zweiten Endpunkt (E2) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum zweiten Endpunkt (E2) von √[h2 · (D2 - h2)] + δ · sin(+α2) aufweist, wobei h2 = h(+α2, D2) = D2/2 - Δ - δ · cos(+α2) die Eindringtiefe des verwendeten Sägeblattes in das Werkstück (24) beim positiven zweiten Hauptschnittwinkel (+α2) mit dem zweiten Durchmesser (D2) bezeichnet, die zweite Sägeblattkante (62) des verwendeten Sägeblattes mit dem zweiten Endpunkt (E2) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum zweiten Endpunkt (E2) von D2/2 + δ · sin(+α2) aufweist, und die zweite Blattschutzkante (72) des verwendeten Blattschutzes mit dem zweiten Endpunkt (E2) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum zweiten Endpunkt (E2) von B2b + δ · sin(+α2) aufweist.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, dass der Sägekopf (14) in der negativen Vorschubrichtung (57) so verfahren wird, dass die zweite Begrenzung (59, 62, 72) der Wandsäge (12) nach der Schwenkbewegung des Sägearms (17) in den positiven zweiten Hauptschnittwinkel (+α2) mit dem zweiten Endpunkt (E2) zusammenfällt, wobei der zweite obere Austrittspunkt (59) des verwendeten Sägeblattes mit dem zweiten Endpunkt (E2) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum zweiten Endpunkt (E2) von √[h2 · (D2 - h2)] + δ · sin(+α2) aufweist, wobei h2 = h(+α2, D2) = D2/2 - Δ - δ · cos(+α2) die Eindringtiefe des verwendeten Sägeblattes in das Werkstück (24) beim positiven zweiten Hauptschnittwinkel (+α2) mit dem zweiten Durchmesser (D2) bezeichnet, die zweite Sägeblattkante (62) des verwendeten Sägeblattes mit dem zweiten Endpunkt (E2) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum zweiten Endpunkt (E2) von D2/2 + δ · sin(+α2) aufweist, und die zweite Blattschutzkante (72) des verwendeten Blattschutzes mit dem zweiten Endpunkt (E2) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum zweiten Endpunkt (E2) von B2b + δ · sin(+α2) aufweist.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass der Sägearm (17) in der positiven Drehrichtung (55) aus dem negativen ersten Hauptschnittwinkel (-α1) in den positiven zweiten Hauptschnittwinkel (+α2) geschwenkt wird und nach der Schwenkbewegung in den positiven zweiten Hauptschnittwinkel (+α2) der zweite obere Austrittspunkt (59) des verwendeten Sägeblattes mit dem zweiten Endpunkt (E2) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum zweiten Endpunkt (E2) von √[h2 · (D2 - h2)] + δ · sin(+α2) aufweist, wobei h2 = h(+α2, D2) = D2/2 - Δ - δ · cos(+α2) die Eindringtiefe des verwendeten Sägeblattes in das Werkstück (24) beim positiven zweiten Hauptschnittwinkel (+α2) mit dem zweiten Durchmesser (D2) bezeichnet, die zweite Sägeblattkante (62) des verwendeten Sägeblattes mit dem zweiten Endpunkt (E2) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum zweiten Endpunkt (E2) von D2/2 + δ · sin(+α2) aufweist, und die zweite Blattschutzkante (72) des verwendeten Blattschutzes mit dem zweiten Endpunkt (E2) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum zweiten Endpunkt (E2) von B2b + δ · sin(+α2) aufweist.
- Verfahren nach einem der Ansprüche 3 bis 5, dadurch gekennzeichnet, dass der Sägekopf (14) mit dem, unter dem positiven zweiten Hauptschnittwinkel (+α2), geneigten Sägearm (17) in der negativen Vorschubrichtung (57) verfahren wird.
- Verfahren nach Anspruch 6, dadurch gekennzeichnet, dass der Sägekopf (14) bei der von der Kontrolleinheit (29) gesteuerten Bearbeitung so verfahren wird, dass eine, dem ersten Endpunkt (E1) zugewandte erste Begrenzung (58, 61, 71) der Wandsäge (12) nach der Schwenkbewegung des Sägearms (17) aus dem positiven zweiten Hauptschnittwinkel (+α2) in einen neuen Schwenkwinkel (-α2, -α3) mit dem ersten Endpunkt (E1) zusammenfällt, wobei die erste Begrenzung (58, 61, 71) der Wandsäge (12) durch einen, dem ersten Endpunkt (E1) zugewandten, ersten oberen Austrittspunkt (58) des verwendeten Sägeblattes an der Oberseite (53) des Werkstückes (24) gebildet wird, wenn der erste Endpunkt (E1) einen freien Endpunkt ohne Hindernis darstellt, durch eine, dem ersten Endpunkt (E1) zugewandte, erste Sägeblattkante (61) des verwendeten Sägeblattes, wenn der erste Endpunkt (E1) ein Hindernis darstellt und die Bearbeitung ohne Blattschutz erfolgt, und durch eine, dem ersten Endpunkt (E1) zugewandte, erste Blattschutzkante (71) des verwendeten Blattschutzes , wenn der erste Endpunkt (E1) ein Hindernis darstellt und die Bearbeitung mit Blattschutz erfolgt.
- Verfahren nach Anspruch 7, dadurch gekennzeichnet, dass der zweite Hauptschnitt den letzten Hauptschnitt der Hauptschnittfolge darstellt, der Sägearm (17) in der negativen Drehrichtung (54) aus dem positiven zweiten Hauptschnittwinkel (+α2) in den negativen zweiten Hauptschnittwinkel (-α2) geschwenkt wird und nach der Schwenkbewegung in den negativen zweiten Hauptschnittwinkel (-α2) der erste obere Austrittspunkt (58) mit dem ersten Endpunkt (E1) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum ersten Endpunkt (E1) von √[h2 · (D2 - h2)] - δ · sin(-α2) aufweist, wobei h2 = h(-α2, D2) = D2/2 - Δ - δ · cos(-α2) die Eindringtiefe des verwendeten Sägeblattes in das Werkstück (24) beim negativen zweiten Hauptschnittwinkel (-α2) mit dem zweiten Durchmesser (D2) bezeichnet, die erste Sägeblattkante (61) des verwendeten Sägeblattes mit dem ersten Endpunkt (E1) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum ersten Endpunkt (E1) von D2/2 - δ · sin(-α2) aufweist, und die erste Blattschutzkante (71) des verwendeten Blattschutzes mit dem ersten Endpunkt (E1) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum ersten Endpunkt (E1) von B2a - δ · sin(-α2) aufweist.
- Verfahren nach Anspruch 8, dadurch gekennzeichnet, dass der Sägekopf (14) in der positiven Vorschubrichtung (56) mit dem, unter dem negativen zweiten Hauptschnittwinkel (-α2) geneigten Sägearm (17) um eine Weglänge von mindestens 2δ · |sin(-α2)| verfahren wird.
- Verfahren nach Anspruch 7, dadurch gekennzeichnet, dass die Hauptschnittfolge einen, nach dem zweiten Hauptschnitt durchzuführenden dritten Hauptschnitt mit einem dritten Hauptschnittwinkel (α3) des Sägearms (17), einem dritten Durchmesser (D3) des verwendeten Sägeblattes und einer dritten Breite (B3) des verwendeten Blattschutzes mit einem ersten und zweiten Abstand (B3a, B3b) zu den Blattschutzkanten umfasst, wobei der Sägearm (17) beim dritten Hauptschnitt in einer ziehenden Anordnung angeordnet wird und der Sägekopf (14) in der positiven Vorschubrichtung (56) verfahren wird.
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, dass der Sägekopf (14) in der negativen Vorschubrichtung (57) so verfahren wird, dass die erste Begrenzung (58, 61, 71) der Wandsäge (12) nach der Schwenkbewegung des Sägearms (17) in den negativen zweiten Hauptschnittwinkel (-α2) mit dem ersten Endpunkt (E1) zusammenfällt, wobei die erste Begrenzung (58, 61, 71) durch einen, dem ersten Endpunkt (E1) zugewandten, ersten oberen Austrittspunkt (58) des verwendeten Sägeblattes an der Oberseite (53) des Werkstückes (24) gebildet wird, wenn der erste Endpunkt (E1) einen freien Endpunkt ohne Hindernis darstellt, durch eine, dem ersten Endpunkt (E1) zugewandte, erste Sägeblattkante (61) des verwendeten Sägeblattes, wenn der erste Endpunkt (E1) ein Hindernis darstellt und die Bearbeitung ohne Blattschutz (21) erfolgt, und durch eine, dem ersten Endpunkt (E1) zugewandte, erste Blattschutzkante (71) des verwendeten Blattschutzes, wenn der erste Endpunkt (E1) ein Hindernis darstellt und die Bearbeitung mit Blattschutz (21) erfolgt.
- Verfahren nach Anspruch 11, dadurch gekennzeichnet, dass der Sägekopf (14) in der positiven Vorschubrichtung (56) mit dem, unter dem negativen zweiten Hauptschnittwinkel (-α2) geneigten Sägearm (17) um eine Weglänge von mindestens 2δ · |sin(-α2)| verfahren wird, und der Sägekopf (14) anschließend so positioniert wird, dass die erste Begrenzung (58, 61, 71) der Wandsäge (12) nach der Schwenkbewegung des Sägearms (17) in den negativen dritten Hauptschnittwinkel (-α3) mit dem ersten Endpunkt (E1) zusammenfällt, wobei der erste obere Austrittspunkt (58) des verwendeten Sägeblattes mit dem ersten Endpunkt (E1) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum ersten Endpunkt (E1) von √[h3 · (D3 - h3)] - δ · sin(-α3) aufweist, wobei h3 = h(-α3, D3) = D3/2 - Δ - δ · cos(-α3) die Eindringtiefe des verwendeten Sägeblattes in das Werkstück (24) beim negativen dritten Hauptschnittwinkel (-α3) mit dem dritten Durchmesser (D3) bezeichnet, die erste Sägeblattkante (61) des verwendeten Sägeblattes mit dem ersten Endpunkt (E1) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum ersten Endpunkt (E1) von D3/2 - δ · sin(-α3) aufweist, und die erste Blattschutzkante (71) des verwendeten Blattschutzes mit dem ersten Endpunkt (E1) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum ersten Endpunkt (E1) von B3a - δ · sin(-α3) aufweist.
- Verfahren nach Anspruch 11, dadurch gekennzeichnet, dass der Sägekopf (14) in der positiven Vorschubrichtung (56) so verfahren wird, dass die erste Begrenzung (58, 61, 71) der Wandsäge (12) nach der Schwenkbewegung des Sägearms (17) in den negativen dritten Hauptschnittwinkel (-α3) mit dem ersten Endpunkt (E1) zusammenfällt, wobei der erste obere Austrittspunkt (58) des verwendeten Sägeblattes mit dem ersten Endpunkt (E1) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum ersten Endpunkt (E1) von √[h3 · (D3 - h3)] - δ · sin(-α3) aufweist, wobei h3 = h(-α3, D3) = D3/2 - Δ - δ · cos(-α3) die Eindringtiefe des verwendeten Sägeblattes in das Werkstück (24) beim negativen dritten Hauptschnittwinkel (-α3) mit dem dritten Durchmesser (D3) bezeichnet, die erste Sägeblattkante (61) des verwendeten Sägeblattes mit dem ersten Endpunkt (E1) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum ersten Endpunkt (E1) von D3/2 - δ · sin(-α3) aufweist, und die erste Blattschutzkante (71) des verwendeten Blattschutzes mit dem ersten Endpunkt (E1) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum ersten Endpunkt (E1) von B3a - δ · sin(-α3) aufweist.
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, dass der Sägearm (17) in der negativen Drehrichtung (54) aus dem positiven zweiten Hauptschnittwinkel (+α2) in den negativen dritten Hauptschnittwinkel (-α3) geschwenkt wird und nach der Schwenkbewegung in den negativen dritten Hauptschnittwinkel (-α3) der erste obere Austrittspunkt (58) des verwendeten Sägeblattes mit dem ersten Endpunkt (E1) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum ersten Endpunkt (E1) von √[h3 · (D3 - h3)] - δ · sin(-α3) aufweist, wobei h3 = h(-α3, D3) = D3/2 - Δ - δ · cos(-α3) die Eindringtiefe des verwendeten Sägeblattes in das Werkstück (24) beim negativen dritten Hauptschnittwinkel (-α3) mit dem dritten Durchmesser (D3) bezeichnet, die erste Sägeblattkante (61) des verwendeten Sägeblattes mit dem ersten Endpunkt (E1) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum ersten Endpunkt (E1) von D3/2 - δ · sin(-α3) aufweist, und die erste Blattschutzkante (71) des verwendeten Blattschutzes mit dem ersten Endpunkt (E1) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum ersten Endpunkt (E1) von B3a - δ · sin(-α3) aufweist.
- Verfahren nach einem der Ansprüche 1 bis 14, dadurch gekennzeichnet, dass der erste und zweite Hauptschnitt mit einem Sägeblatt (16) und einem Blattschutz (21) durchgeführt werden.
- Verfahren nach einem der Ansprüche 1 bis 14, dadurch gekennzeichnet, dass der erste Hauptschnitt mit einem ersten Sägeblatt (16.1) und einem ersten Blattschutz (21.1) durchgeführt wird, wobei das erste Sägeblatt (16.1) einen ersten Sägeblattdurchmesser (D.1) und der erste Blattschutz (21.1) eine erste Blattschutzbreite (B.1) aufweisen, und der zweite Hauptschnitt mit einem zweiten Sägeblatt (16.2) und einem zweiten Blattschutz (21.2) durchgeführt wird, wobei das zweite Sägeblatt (16.2) einen zweiten Sägeblattdurchmesser (D.2) und der zweite Blattschutz (21.2) eine zweite Blattschutzbreite (B.2) aufweisen.
- Verfahren nach einem der Ansprüche 1 bis 16, dadurch gekennzeichnet, dass der erste Hauptschnitt der Hauptschnittfolge einen Vorschnitt darstellt und der Sägekopf (14) nach dem Start der von der Kontrolleinheit (29) gesteuerten Bearbeitung in eine Startposition (XStart) positioniert wird, wobei in der Startposition (XStart) die, dem ersten Endpunkt (E1) zugewandte erste Begrenzung (58, 61, 71) der Wandsäge (12) nach der Schwenkbewegung in den negativen ersten Hauptschnittwinkel (-α1) mit dem ersten Endpunkt (E1) zusammenfällt.
- Verfahren nach Anspruch 17, dadurch gekennzeichnet, dass der erste obere Austrittspunkt (58) des verwendeten Sägeblattes mit dem ersten Endpunkt (E1) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum ersten Endpunkt (E1) von √[h1 · (D1 - h1)] - δ · sin(-α1) aufweist, wobei h1 = h(-α1, D1) = D1/2 - Δ - δ · cos(-α1) die Eindringtiefe des verwendeten Sägeblattes in das Werkstück (24) beim negativen ersten Hauptschnittwinkel (-α1) mit dem ersten Durchmesser (D1) bezeichnet, die erste Sägeblattkante (61) des verwendeten Sägeblattes mit dem ersten Endpunkt (E1) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum ersten Endpunkt (E1) von D1/2 - δ · sin(-α1) aufweist, und die erste Blattschutzkante (71) des verwendeten Blattschutzes mit dem ersten Endpunkt (E1) zusammenfällt, wenn die Schwenkachse (23) einen Abstand zum ersten Endpunkt (E1) von B1a - δ · sin(-α1) aufweist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14003103.0A EP2993014A1 (de) | 2014-09-08 | 2014-09-08 | Verfahren zur Steuerung eines Wandsägesystems beim Erstellen eines Trennschnittes |
| PCT/EP2015/069926 WO2016037896A1 (de) | 2014-09-08 | 2015-09-01 | Verfahren zur steuerung eines wandsägesystems beim erstellen eines trennschnittes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3191276A1 EP3191276A1 (de) | 2017-07-19 |
| EP3191276B1 true EP3191276B1 (de) | 2025-03-12 |
Family
ID=51542120
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14003103.0A Withdrawn EP2993014A1 (de) | 2014-09-08 | 2014-09-08 | Verfahren zur Steuerung eines Wandsägesystems beim Erstellen eines Trennschnittes |
| EP15757255.3A Active EP3191276B1 (de) | 2014-09-08 | 2015-09-01 | Verfahren zur steuerung eines wandsägesystems beim erstellen eines trennschnittes |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14003103.0A Withdrawn EP2993014A1 (de) | 2014-09-08 | 2014-09-08 | Verfahren zur Steuerung eines Wandsägesystems beim Erstellen eines Trennschnittes |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10513050B2 (de) |
| EP (2) | EP2993014A1 (de) |
| JP (1) | JP6487536B2 (de) |
| WO (1) | WO2016037896A1 (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2993015A1 (de) * | 2014-09-08 | 2016-03-09 | HILTI Aktiengesellschaft | Verfahren zur Steuerung eines Wandsägesystems beim Erstellen eines Trennschnittes |
| JP6967276B2 (ja) * | 2017-12-28 | 2021-11-17 | 三星ダイヤモンド工業株式会社 | ブレーク装置 |
| EP3865238A1 (de) * | 2020-02-11 | 2021-08-18 | Hilti Aktiengesellschaft | Vorrichtung und system zum abdecken eines mit einem werkzeuggerät erzeugbaren schnittspalts, sowie verfahren zum absaugen von staub aus einem arbeitsbereich eines werkzeuggeräts |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5241946A (en) * | 1992-04-16 | 1993-09-07 | Target Products, Inc. | Saw for green and cured concrete |
| DE102005000013A1 (de) * | 2005-02-22 | 2006-08-31 | Hilti Ag | Steuerbare Wandsäge und Steuerverfahren |
| US20080276773A1 (en) * | 2006-03-30 | 2008-11-13 | Radhakrishna Shesha Iyengar Togare | Multipurpose cutting method for cutting various materials |
| CA2716871C (en) * | 2008-02-29 | 2018-02-20 | Husqvarna Ab | Electric saw communication |
| DE102009026638A1 (de) * | 2009-06-02 | 2010-12-16 | Hilti Aktiengesellschaft | Vorrichtung zum Verstellen eines Blattschutzhalters einer Wandsäge |
| US8789521B2 (en) * | 2009-09-02 | 2014-07-29 | Husqvarna Ab | Saw for construction cutting work |
| DE102011089878A1 (de) * | 2011-12-23 | 2013-06-27 | Hilti Aktiengesellschaft | Vorrichtung zur Trennung eines Untergrundes und Verfahren zur Steuerung einer derartigen Trennvorrichtung |
| DE102013202445A1 (de) * | 2013-02-14 | 2014-08-14 | Hilti Aktiengesellschaft | Verfahren zur Steuerung eines Gerätesystems beim Trennen eines Werkstückes entlang einer Trennlinie |
| DE102013202442B4 (de) * | 2013-02-14 | 2014-09-25 | Hilti Aktiengesellschaft | Verfahren zur Steuerung eines Gerätesystems mit einem Werkzeuggerät und einer motorischen Vorschubeinrichtung |
| DE102013202754A1 (de) * | 2013-02-20 | 2014-08-21 | Hilti Aktiengesellschaft | Vorrichtung zum Trennen eines Werkstückes entlang einer Trennlinie |
-
2014
- 2014-09-08 EP EP14003103.0A patent/EP2993014A1/de not_active Withdrawn
-
2015
- 2015-09-01 US US15/509,414 patent/US10513050B2/en active Active
- 2015-09-01 JP JP2017513088A patent/JP6487536B2/ja active Active
- 2015-09-01 WO PCT/EP2015/069926 patent/WO2016037896A1/de not_active Ceased
- 2015-09-01 EP EP15757255.3A patent/EP3191276B1/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016037896A1 (de) | 2016-03-17 |
| JP6487536B2 (ja) | 2019-03-20 |
| US10513050B2 (en) | 2019-12-24 |
| JP2017527467A (ja) | 2017-09-21 |
| US20170297225A1 (en) | 2017-10-19 |
| EP2993014A1 (de) | 2016-03-09 |
| EP3191276A1 (de) | 2017-07-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3027345B2 (de) | Verfahren zum bearbeiten von zahnkanten und dazu ausgelegte bearbeitungsstation | |
| EP1693173B1 (de) | Steuerverfahren einer steuerbaren Wandsäge | |
| DE4101749C2 (de) | ||
| EP2958697B1 (de) | Vorrichtung zum trennen eines werkstückes entlang einer trennlinie | |
| EP2956267B1 (de) | Verfahren zur steuerung eines gerätesystems beim trennen eines werkstückes entlang einer trennlinie | |
| EP3191282B1 (de) | Verfahren zur steuerung eines wandsägesystems beim erstellen eines trennschnittes | |
| EP2956268B1 (de) | Verfahren zur steuerung eines gerätesystems mit einem werkzeuggerät und einer motorischen vorschubeinrichtung | |
| EP3191275B1 (de) | Verfahren zur steuerung eines wandsägesystems beim erstellen eines trennschnittes | |
| EP3191276B1 (de) | Verfahren zur steuerung eines wandsägesystems beim erstellen eines trennschnittes | |
| EP3191278B1 (de) | Verfahren zur steuerung eines wandsägesystems beim erstellen eines trennschnittes | |
| EP3191280B1 (de) | Verfahren zur steuerung eines wandsägesystems beim erstellen eines trennschnittes | |
| EP3191281B1 (de) | Verfahren zur steuerung eines wandsägesystems beim erstellen eines trennschnittes | |
| EP0585715A1 (de) | Elektroerosions-Schneidvorrichtung, Elektroerosions-Schneidverfahren und Erodierdraht | |
| EP3191279B1 (de) | Verfahren zur steuerung eines wandsägesystems beim erstellen eines trennschnittes | |
| EP1136163A2 (de) | Kreissägemaschine mit eine Vorritzeinrichtung | |
| EP3039495A1 (de) | Verfahren zur einstellung des energieverbrauchs von zwei werkzeugen bei der bearbeitung von rohrabschnittsenden | |
| DE1884535U (de) | Schrottschneidvorrichtung an blechbesaeummaschinen. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170410 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20200127 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20241205 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502015017044 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20250312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250613 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: U11 Free format text: ST27 STATUS EVENT CODE: U-0-0-U10-U11 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20251001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250714 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250919 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250923 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250922 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20250918 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250712 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502015017044 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20251001 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: L10 Free format text: ST27 STATUS EVENT CODE: U-0-0-L10-L00 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20260121 |
|
| 26N | No opposition filed |
Effective date: 20251215 |