EP3243585A1 - Verfahren und vorrichtung zum kodieren bei der wärmebehandlung eines bauteils sowie ein kodierungsgas zum kodieren von bauteilen bei der wärmebehandlung eines bauteils - Google Patents
Verfahren und vorrichtung zum kodieren bei der wärmebehandlung eines bauteils sowie ein kodierungsgas zum kodieren von bauteilen bei der wärmebehandlung eines bauteils Download PDFInfo
- Publication number
- EP3243585A1 EP3243585A1 EP16001091.4A EP16001091A EP3243585A1 EP 3243585 A1 EP3243585 A1 EP 3243585A1 EP 16001091 A EP16001091 A EP 16001091A EP 3243585 A1 EP3243585 A1 EP 3243585A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- component
- coding
- gas
- isotopes
- isotope
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/14—Both compacting and sintering simultaneously
- B22F3/15—Hot isostatic pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D11/00—Process control or regulation for heat treatments
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B5/00—Muffle furnaces; Retort furnaces; Other furnaces in which the charge is held completely isolated
- F27B5/06—Details, accessories or equipment specially adapted for furnaces of these types
- F27B5/16—Arrangements of air or gas supply devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D7/00—Forming, maintaining or circulating atmospheres in heating chambers
- F27D7/02—Supplying steam, vapour, gases or liquids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/14—Both compacting and sintering simultaneously
- B22F3/15—Hot isostatic pressing
- B22F2003/153—Hot isostatic pressing apparatus specific to HIP
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
- B22F2003/241—Chemical after-treatment on the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/68—Temporary coatings or embedding materials applied before or during heat treatment
Definitions
- the present invention relates to a method and apparatus for encoding in the heat treatment of a component and a coding gas for coding components in the heat treatment of a component.
- the heat treatment is a method or a combination of several methods for the treatment of a component, wherein the component is subjected to changes in the temperature or the temperature sequence in order to achieve certain material properties.
- surrounding means may include changes, e.g. of the carbon or nitrogen content.
- Heat treatment is understood to mean processes for the treatment of materials by thermal, chemical-thermal or mechanical-thermal action in order to achieve optimum performance properties.
- the former include, for example, annealing and curing, i. H. the thermal process.
- the second-mentioned methods belong to the diffusion and coating processes or to the thermochemical processes (eg carburizing, case hardening, nitriding, boriding).
- Another possibility of classification can be made in production-oriented or stress-oriented methods.
- Fabrication-oriented processes include stress relieving, soft annealing, normalizing, coarse grain annealing, diffusion annealing, recrystallization annealing, and tempering.
- Annealing is the heating, soaking and cooling of semi-finished products and workpieces to achieve defined material properties.
- Annealing is a branch the heat treatment and is one of the manufacturing processes by changing the material property.
- the annealing process is usually subdivided into at least three phases:
- the workpiece is brought to the holding temperature.
- the workpiece In the holding phase, the workpiece is kept at a constant holding temperature. It serves for temperature compensation in the workpiece and the equilibration of chemical and physical processes in the material. The duration required for this is called the holding time and, apart from the result to be achieved, also depends on the workpiece geometry and the arrangement of the workpieces in the annealing furnace or the heat treatment plant.
- the workpiece In the cooling phase, the workpiece is brought back to ambient temperature.
- Stress-oriented processes are the thermal heat treatment and the thermochemical heat treatment.
- Methods for thermal heat treatment are e.g. hardening, tempering, bainitizing and surface hardening.
- the hardening of steel causes an increase in its mechanical resistance through targeted modification and transformation of its structure. It can be done by heat treatment with subsequent rapid cooling. Examples of curing are e.g. transformation hardening, precipitation hardening and strain hardening.
- Annealing describes the combined heat treatment of metals, consisting of hardening and subsequent tempering.
- the material steel is meant here, but even with non-ferrous metals such as titanium alloys, this type of thermal structure formation and modification is common.
- thermochemical heat treatment Processes for thermochemical heat treatment are z. Carburizing, carbonitriding, nitriding, alumining, siliciding, vanadying, boriding and nitrocarburizing.
- Sintering is a process for making or changing materials.
- fine-grained ceramic or metallic materials often under elevated pressure - heated, but the temperatures remain below the melting temperature of the main components, so that the shape of the workpiece is maintained. It usually comes to a shrinkage, because the particles of the starting material compact and pore spaces are filled.
- solid phase sintering and liquid phase sintering, which also results in a melt.
- Hot isostatic pressing is a development in manufacturing technology in which powders and solids, especially ceramics and metals, are simultaneously hot pressed and sintered.
- the component is used in a deformable, sealed container. This container comes in a heatable pressure vessel and the component is compressed at temperatures up to 2000 ° C and pressures of 100 to 200 MPa under inert gas.
- the gas pressure acts on all sides of the workpiece so that the component obtains isotropic properties. Open pores can not be recompressed because the gas will penetrate into these pores. The recompression can only be done with closed porosity.
- the object of the present invention is therefore to provide a simple, safe and reliable method for coding in the heat treatment of components, if possible without additional work steps.
- the method is characterized in that at least a predetermined time interval during heating, a coding component or coding gas containing a coding component is added such that the use of the coding component in the finished object is detectable, and logging coding information including the coding information and describe their location in the component.
- the gaseous coding component may comprise one or more isotopes of at least one gas, wherein the proportion of the at least one isotope compared to the naturally occurring proportion of this isotope in the gas is changed.
- the coding component may also comprise gaseous alloying elements, wherein the proportion of the gaseous alloying element is preferably selected such that the gaseous alloying element only insignificantly alters the material properties of the component.
- Logging can be understood to be the component-related storage of the data in electronic form or the printing of the information on a certificate, eg also in machine-readable form.
- the component is at least partially acted upon by a coding component.
- this gaseous coding component is chemically active, it will react with the metal and the reaction product (eg, an oxide, nitride, carbide) will be embedded in the metallic structure.
- the reaction product eg, an oxide, nitride, carbide
- coding molecules that do not react can be trapped in the small interstices of the granular structure. This mechanism also works with inert gases, which can remain trapped in their original state in the component.
- the coding component can be detected in the finished component, for example by means of chemical analysis methods or by means of a mass spectrometer. This can be done in a laboratory or with mobile devices.
- Another advantage is that the production parameters do not have to be changed or adjusted due to coding.
- Logging of coding information may include, for example, storing coding information in a database, on a chip, etc.
- the coding can be introduced via a complete component or only selectively at predetermined locations or areas of the component.
- the coding information is logged and / or stored in a database, it is precisely recorded or recorded at what time which coding component was placed at which point of the component.
- the coding information may contain information about the type and / or proportion of the coding component and / or about the position of the coding component in the object and / or about the serial number of the object.
- the coding information Because of the coding information, it is easy to determine at a later time, namely by examining the area of the component in which the coding component has been inserted, whether it is an original component or not.
- Such encoding is almost forgery-proof, since a potential forger the coding information is not available and they are not visible from the outside.
- the finished object can be detected with regard to its coding component, for example by means of a chemical analysis method or by means of a mass spectrometer.
- a production-oriented process such as. Stress relieving, soft annealing, normalizing, coarse grain annealing, diffusion annealing, recrystallization annealing and tempering, or a stress-oriented thermal anneal process, such as heat treatment. hardening, tempering, bainitizing and surface hardening, or a stress-oriented for thermochemical heat treatment, e.g. carburizing, carbonitriding, nitriding, alumining, siliciding, vanadying, boriding and nitrocarburizing or sintering or hot isostatic pressing (HIP).
- HIP hot isostatic pressing
- the components subjected to the heat treatment may in the context of the present invention consist of materials such as e.g. Polymer, ceramic, synthetic resin, plastic and preferably metal may be formed.
- Generative manufacturing in which a component is built up in layers, is not regarded as a heat treatment in the context of the present invention.
- a process gas can be supplied to the component at least during the heat treatment.
- the process gas may comprise an inert gas such as argon, helium, neon, krypton, xenon or radon or an active gas such as O 2 , CO 2 , H 2 , and N 2 , or mixtures thereof.
- an inert gas such as argon, helium, neon, krypton, xenon or radon
- an active gas such as O 2 , CO 2 , H 2 , and N 2 , or mixtures thereof.
- a mixture of process gas and coding component is referred to below as the coding gas.
- oxygen is preferably 18 carbon dioxide (C 18 O 2 ), Carbon 13 carbon dioxide ( 13 CO 2 ), carbon 13 carbon monoxide ( 13 CO 2 ), deuterium (D 2 ), nitrogen 15 ( 15 N 2 ), and oxygen 18 ( 18 O 2 ).
- the coding component thus comprises, for example, one or more isotopes of a gas, preferably the process gas, wherein the proportion of an isotope is changed compared to the natural proportion of the isotopes in the gas. That means the ratio of isotopes is changed from the naturally occurring ratio.
- the frequency of isotopes versus naturally occurring frequencies may be about or greater than 0.5% or 1.0% or 1.5% or 2.5% or 5.0% or 10, 0% or 25% or 50.0% or 75% or 100% or 150% or 200% or 500% or 1000% is increased or decreased.
- Nitrogen 15 and nitrogen 14 and / or carbon 12, carbon 13 and / or carbon 14 and / or also, for example, oxygen-16 and / or oxygen 18 are preferably provided as isotopes. Furthermore, argon -36, -38, -39, -40 can also be provided. Although argon is inert and does not react with the material, it is possible to provide gaseous inclusions for coding, since no 100% component density is achieved, in particular in powder bed processes.
- the coding component may include one or more other than the naturally occurring isotopes of the process gas.
- the coding component may include one or more other than the naturally occurring isotopes of the process gas.
- oxygen isotopes with nitrogen isotopes or C isotopes in CO 2 can be combined with H isotopes in H 2
- a heating device for example, radiant heater, a convection heater or a contact heater may be provided.
- an apparatus for coding components during the heat treatment comprises a receiving device on which a component can be arranged, and a heat source for heating the component to heat-treat the component.
- the device is characterized in that a CodéesskomponentezuTHERINT is provided which is connected to a control device such that at least a predetermined time interval during melting the component a coding component or a coding component containing coding gas is supplied such that the use of the coding component in the finished object is detectable, wherein the gaseous coding component preferably one or more isotopes of at least one gas and the proportion of the at least one isotope compared to the naturally occurring proportion of this isotope in the gas is changed and / or wherein the gaseous coding component contains gaseous alloying elements.
- a database for storing coding information can be provided.
- the coding component supply device may comprise a mixing chamber for admixing the coding component to the process gas, wherein a coding component or a process gas or a mixture of process gas and coding component may be supplied from the mixing chamber to the component at least regionally.
- the mixing chamber has a first inlet for supplying a process gas and a second inlet for supplying a coding component or a second inlet for supplying a process gas containing a coding component and an outlet connected to a nozzle.
- Such an external mixing chamber is advantageous because existing systems or devices can be expanded so that a coding of a component is possible.
- the coding component supply means may also include a nozzle for locally imparting a component to a component during the heat treatment.
- This nozzle can, for example, be moved automatically by means of a robot device.
- a process chamber can be provided.
- the process chamber may also itself have two inlets, one inlet for supplying process gas and the other inlet for supplying a coding component or process component containing a coding component (premix) from corresponding storage containers
- the process gas is designed or assembled in such a way that it can ensure the chemically metallurgically desired properties of the component and, in addition, permits unambiguous component identification or coding.
- component related process gases with appropriate coding component must be provided.
- the coding component can thus also be provided as a premix from a gas storage container which contains both process gas and a corresponding proportion of the coding component. This gas storage container containing the premix then forms the coding component supply device.
- the coding component supply means may thus be the mixing chamber, the premix reservoir or the reservoir containing the coding component.
- the addition of the coding component can be controlled by a control device.
- This controller may include a closed-loop encoding component controller that controls the addition.
- the coding component control device detects an actual value of one or more volume flows in the process chamber and / or the mixing chamber, compares this with a predetermined desired value of one or more volume flows, and then sets the predetermined desired value via an actuator.
- Volume flow or flows are understood to be the values of the corresponding gas flows which are supplied by the coding component supply device to the process chamber.
- a coding gas for coding during the heat treatment of a component.
- This coding gas comprises a process gas and is characterized in that the process gas contains a coding component, wherein the gaseous coding component comprises one or more isotopes of at least one gas and the proportion of the at least one isotope is changed compared to the naturally occurring proportion of this isotope in the gas.
- the coding component of the coding gas is introduced into the component during the manufacturing process and forms part of the component.
- the process gas may comprise an inert gas such as argon, helium, neon, krypton, xenon or radon and / or an active gas such as O 2, CO 2 , H 2 and N 2 or mixtures thereof.
- an inert gas such as argon, helium, neon, krypton, xenon or radon and / or an active gas such as O 2, CO 2 , H 2 and N 2 or mixtures thereof.
- the coding component may preferably comprise oxygen 18 carbon dioxide (C18O2), carbon 13 carbon dioxide (13CO2), carbon 13 carbon monoxide (13CO2), deuterium (D2), nitrogen 15 (15N2) and oxygen 18 (18O2) or mixtures thereof.
- the abundance of the isotope may be about 0.5% or 1.0% or 1.5% or 2.5% or 5.0%, or 10.0%, or around 25, as compared to the naturally occurring frequency % or 50%, or 75%, or 100%, or 150%, or 200%, or 500%, or 1000%.
- Type of coding element Type of isotope used to enrich a base gas to provide coding Naturally occurring concentration of isotopes Possible molecules Range of isotopes dosing to a base gas Inert isotopes, for storage in microporosities of a component Ar 36 Ar 36 Ar: 0.337% N / A Between 1.1 times and 10 times the naturally occurring fraction of the isotope or less than 0.9 times the natural fraction 38 Ar: 0.063% 40 Ar: 99.6% He 3 Hey 3 He: 0.000137% N / A Between 1.1 times and 10 times the naturally occurring fraction of the isotope or less than 0.9 times the natural fraction Rest: 4 he H 2 H 2 H: 0.012% 2 H 2 2 H 2 : Between 1 ppm and 10 ppm Remainder 1 H 2 H 1 H 2 H 1 H: Between 1.1 times and 10 times the naturally occurring fraction of the isotope or less than 0.9 times the natural content N
- the coding component may contain at least one isotope of an active gas which reacts with the material of the component to be produced such that it remains in the component.
- the coding component may comprise at least one inert gas isotope, the isotope being incorporated in the component.
- the coding component may contain a plurality of different isotopes (isotopes of different gases) in predetermined proportions, the different isotopes in the component forming the coding.
- the isotopes may be isotopes of the gas that forms the main component of the process gas.
- the isotopes can also be isotopes that do not occur in the process gas.
- Nitrogen 15 N isotopes may sometimes be inert and sometimes reactive depending on the alloying element, temperature, concentration and / or reaction time.
- Hydrogen isotopes can also be incorporated in the gaseous state in microporosities, react with atomic oxygen O 2 and dissolve or they can form metallic hydrides by adsorption on metallic surfaces and remain in the component.
- Carbon isotopes 12 C and 13 C are provided in the form of carbon dioxide, which is then separated in the process.
- Some isotopes of H, N, CO may be added to the process as part of a chemical compound such as e.g. B: C 18 , O 2 , 13 CO 2 , N 2 H 3 and 15 NH 3
- the coding gas may be provided for encoding components according to the method described above.
- the invention is explained in general form by way of example with reference to a device 1 for heat treatment ( FIG. 1 ).
- the device 1 comprises a receiving device 2 on which a 3 component for heat treatment can be arranged.
- a heat source or a heating device 4 for heating the component 3 is arranged.
- the gas supply device 5 comprises a gas reservoir 6.
- the gas reservoir 6 is connected via a line section 7 with a nozzle 8.
- the nozzle 8 is movable by means of a robot (not shown).
- a coding gas or a gaseous coding component is stored in the gas reservoir 6.
- the controller includes a closed-loop encoding component controller that controls the addition.
- the encoding component controller may include a P-controller, an I-controller, a D-controller, and combinations thereof, such as a PID controller.
- the coding component controller detects by means of a sensor an actual value of the one or more volume flows in the process chamber 2 and / or the mixing chamber, comparing this compares with a predetermined setpoint of one or more flow rates and via an actuator then the predetermined setpoint is set.
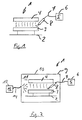
- FIG. 2 The device according to the invention will be described in more detail below with reference to a second exemplary embodiment ( FIG. 2 ). Unless otherwise described, this embodiment has the same technical features as the first embodiment.
- the device comprises a process chamber 9, which is closed by a chamber wall 10 to the outside and limits a process space 11.
- a process chamber 9 which is closed by a chamber wall 10 to the outside and limits a process space 11.
- the heat treatment of a component is performed.
- the receiving device and the heating device are arranged in the process chamber 9.
- a process gas supply device 12 is provided, by means of which the process chamber 9 can be acted upon by a process gas.
- the process gas supply device 12 has a process gas reservoir 13 for the process gas, wherein the process gas reservoir 13 is connected via a line section 14 with the process chamber 9.
- a mixing chamber (not shown) may be provided.
- the mixing chamber has an inlet for supplying process gas from the process gas storage tank 13 for process gas, and an inlet for supplying coding component from the gas storage tank 6 for the coding component.
- the process gas and the coding component may also be provided as a premix from a gas reservoir (not shown) containing both process gas and a corresponding proportion of the coding component.
- This gas storage container containing the premix then forms the coding component supply device and is directly connected to the process chamber 2 in addition to the reservoir 7 for the process gas connected or connected to the mixing chamber.
- a component is arranged on the receiving device in the first step.
- the component is heated by means of the heating device, in order to subject the component to a heat treatment.
- the process chamber 9 is then supplied with the coding component by means of the gas supply device.
- process gas is permanently located in the process chamber 9.
- the process gas is nitrogen or a nitrogen-containing mixture (same for argon)
- a coding gas may also be provided.
- the coding gas may either be provided as a premix or provided in a mixing chamber as needed.
- the coding component receives a single area of the component, if it is applied directly to the coding component or the entire component a unique isotope signature.
- the coding information is stored in a database.
- the coding component supply means may be connected to an interface of the apparatus such that it is precisely stored at which time or at which predetermined time interval during the melting of the starting material a coding component is associated with the protective gas. In this way, it can be precisely detected or detected where the coding is arranged in the component.
- This coding information can advantageously be linked to the serial numbers of the component.
- a method according to the first embodiment differs from the method described above only in that it is not performed in a process chamber and preferably only a gas supply means is provided for applying the component with a gaseous coding component or a coding gas.
- the isotopes used can be isotopes of the process gas, i. for example, when nitrogen is used as the shielding gas, the ratio of nitrogen-15 to nitrogen-14 isotopes is changed.
- nitrogen used as the shielding gas
- carbon dioxide containing carbon-12, carbon-13 and carbon-14 isotopes may also be provided.
- argon oxygen isotopes, and nitrogen isotopes can be combined.
- Inert isotopes can in principle be used independently of materials, since embedding in the microporosities is a purely mechanical process.
- the finished component can be analyzed using a detection device, such as a mass spectrometer (gas chromatograph), and thus check the coding or the originality of the component.
- a detection device such as a mass spectrometer (gas chromatograph)
- An analysis by means of magnetic resonance or chemical analysis methods are possible.
- a gaseous alloying element is additionally or alternatively provided as the coding component.
- it may be provided, for example, to use an inert gas such as argon as the process gas, which contains a small proportion of between 1 ppm and 10 000 ppm of nitrogen-15 as the coding component.
- the metallic starting material contains titanium. Accordingly, in the production of the three-dimensional component, a small proportion of the titanium reacts with the nitrogen-15 and forms titanium nitride-15. This is indistinguishable from titanium nitride-14 in its chemical and physical properties, and therefore this can not be detected by chemical analysis methods. However, it is possible to analyze the component with a mass spectrometer. It is then found that the component has been produced under a nitrogen atmosphere with an increased proportion of nitrogen 15.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Sampling And Sample Adjustment (AREA)
Abstract
Erfindungsgemäß ist ein Verfahren zum Kodieren bei der Wärmebehandlung eines Bauteils vorgesehen. Dieses Verfahren umfasst die folgenden Schritte:
Bereitstellen eines Bauteils,
Erwärmen des Bauteils mit einer Wärmequelle, um das Bauteil einer Wärmebehandlung zu unterziehen.
Das Verfahren zeichnet sich dadurch aus, dass zu zumindest einem vorbestimmten Zeitintervall während des Erwärmens dem Bauteil eine Kodierungskomponente oder ein eine Kodierungskomponente enthaltendes Kodierungsgas derart zugesetzt ist, dass die Verwendung der Kodierungskomponente im fertigen Objekt detektierbar ist, wobei die gasförmige Kodierungskomponente ein oder mehrere lsotope zumindest eines Gases umfasst und der Anteil des zumindest einen lsotops gegenüber dem natürlich vorkommenden Anteil dieses Isotops im Gas verändert ist und Protokollieren von Kodierungsinformationen, welche die Kodierungsinformationen und deren Ort im Bauteil beschreiben.
Description
- Die vorliegende Erfindung betrifft ein Verfahren und eine Vorrichtung zum Kodieren bei der Wärmebehandlung eines Bauteils sowie ein Kodierungsgas zum Kodieren von Bauteilen bei der Wärmebehandlung eines Bauteils.
- Die Wärmebehandlung ist ein Verfahren oder eine Verbindung mehrerer Verfahren zur Behandlung eines Bauteiles, wobei das Bauteil Änderungen der Temperatur oder des Temperaturablaufes unterworfen wird, um bestimmte Werkstoffeigenschaften zu erzielen. Dabei können umgebende Mittel Änderungen, z.B. des Kohlenstoff- oder Stickstoffgehaltes, herbeiführen.
- Unter Wärmebehandlung werden Verfahren zur Behandlung von Werkstoffen durch thermische, chemisch-thermische oder mechanisch-thermische Einwirkung verstanden um, optimale Gebrauchseigenschaften zu erreichen.
- In der Wärmebehandlung unterscheidet man grundsätzlich zwischen Verfahren, die eine durchgreifende Gefügeumwandlung bewirken und Verfahren, die lediglich eine Umwandlung an der Oberfläche eines Bauteiles verursachen. Zu den erstgenannten Verfahren gehören beispielsweise das Glühen und das Härten, d. h. die thermischen Verfahren. Die zweitgenannten Verfahren zählen zu den Diffusions- und Beschichtungsverfahren bzw. zu den thermochemischen Verfahren (z. B. Aufkohlen, Einsatzhärten, Nitrieren, Borieren).
- Eine weitere Möglichkeit der Einteilung kann in fertigungsorientierte oder beanspruchungsorientierte Verfahren erfolgen.
- Fertigungsorientierte Verfahren sind das Spannungsarmglühen, das Weichglühen, das Normalglühen, das Grobkornglühen, das Diffusionsglühen, das Rekristallisationsglühen und das Vergüten.
- Unter Glühen versteht man das Anwärmen, Durchwärmen und Abkühlen von Halbzeugen und Werkstücken zur Erzielung definierter Werkstoffeigenschaften. Glühen ist ein Teilgebiet der Wärmebehandlung und zählt zu den Fertigungsverfahren durch Änderung der Stoffeigenschaft.
- Man unterteilt den Glühvorgang zumeist in mindestens drei Phasen:
- In der Anwärmphase wird das Werkstück auf die Haltetemperatur gebracht.
- In der Haltephase wird das Werkstück bei einer konstanten Haltetemperatur gehalten. Sie dient dem Temperaturausgleich im Werkstück und der Gleichgewichtseinstellung chemischer und physikalischer Vorgänge im Werkstoff. Die dazu notwendige Dauer wird Haltezeit genannt und ist außer von dem zu erzielenden Ergebnis auch von der Werkstückgeometrie und der Anordnung der Werkstücke im Glühofen bzw. der Wärmebehandlungsanlage abhängig.
- In der Abkühlphase wird das Werkstück wieder auf Umgebungstemperatur gebracht.
- Beanspruchungsorientierte Verfahren sind die thermische Wärmebehandlung und die thermochemische Wärmebehandlung.
- Verfahren zur thermischen Wärmebehandlung sind z.B. das Härten, das Vergüten, das Bainitisieren und das Randschichthärten.
- Das Härten von Stahl bewirkt eine Erhöhung seiner mechanischen Widerstandsfähigkeit durch gezielte Änderung und Umwandlung seines Gefüges. Es kann durch Wärmebehandlung mit anschließendem schnellen Abkühlen erfolgen. Beispiele für das Härten sind z.B. die Umwandlungshärtung, die Ausscheidungshärtung und die Kaltverfestigung.
- Das Vergüten beschreibt die kombinierte Wärmebehandlung von Metallen, bestehend aus Härten und anschließendem Anlassen. Im Allgemeinen ist hierbei der Werkstoff Stahl gemeint, jedoch auch bei Nichteisenmetallen wie Titanlegierungen ist diese Art von thermischer Gefügebildung und -änderung üblich.
- Verfahren zur thermochemische Wärmebehandlung sind z. B. das Aufkohlen, das Carbonitrieren, das Nitrieren, das Alumieren, das Silicieren, das Vanadieren, das Borieren und das Nitrocarburieren.
- Vor allem Werkstoffe wie Metalle und deren Legierungen sowie Kunststoffe werden zur gezielten Einstellung ihrer Eigenschaften wärmebehandelt. Wärmebehandlungen an Keramiken werden üblicherweise nur im Rahmen des Herstellungsprozesses (beim Sintern) durchgeführt.
- Sintern ist ein Verfahren zur Herstellung oder Veränderung von Werkstoffen. Dabei werden feinkörnige keramische oder metallische Stoffe - oft unter erhöhtem Druck - erhitzt, wobei die Temperaturen jedoch unterhalb der Schmelztemperatur der Hauptkomponenten bleiben, so dass die Gestalt (Form) des Werkstückes erhalten bleibt. Dabei kommt es in der Regel zu einer Schwindung, weil sich die Partikel des Ausgangsmaterials verdichten und Porenräume aufgefüllt werden. Man unterscheidet grundsätzlich das Festphasensintern und das Flüssigphasensintern, bei dem es auch zu einer Schmelze kommt.
- Beim Sintern werden zumeist körnige oder pulvrige Stoffe vermischt und dann durch Erwärmung miteinander verbunden oder verdichtet. Im Gegensatz zur reinen Schmelze werden hierbei jedoch keine oder zumindest nicht alle Ausgangsstoffe aufgeschmolzen. Die Ausgangsstoffe werden also, umgangssprachlich formuliert, "zusammengebacken". Es handelt sich deshalb um ein Urformverfahren.
- Beim Sintern vergrößern sich die einzelnen Körner, so dass die Oberflächenenergie sinkt. Zugleich steigt der Anteil abgesättigter chemischer Bindungen, so dass sich der Körper insgesamt verfestigt.
- Heißisostatisches Pressen (HIP) ist eine Entwicklung in der Fertigungstechnik, bei der Pulver und Feststoffe, besonders Keramiken und Metalle, gleichzeitig heiß gepresst und gesintert werden. Das Bauteil wird dabei in einen deformierbaren, dichten Behälter eingesetzt. Dieser Behälter kommt in einen beheizbaren Druck-Kessel und das Bauteil wird bei Temperaturen bis zu 2000 °C und Drücken von 100 bis 200 MPa unter Schutzgas verdichtet. Der Gasdruck wirkt so von allen Seiten auf das Werkstück, so dass das Bauteil isotrope Eigenschaften erhält. Offene Poren können dabei nicht nachverdichtet werden, da das Gas in diese Poren eindringen wird. Das Nachverdichten kann nur bei geschlossener Porosität erfolgen.
- Ein übergreifendes Problem bei der Wärmebehandlung von Bauteilen besteht darin, dass es momentan nicht möglich ist, Bauteile auf einfache und sichere Weise von Fälschungen bzw. billigen Kopien zu unterscheiden. Es ist meist schwierig festzustellen, ob ein Bauteil vom Originalhersteller (Original Equipment Manufacture (OEM)) hergestellt ist oder ob ein Bauteil eine von einem Dritten hergestellte Kopie ist, da diese sich auf Grund ihres Erscheinungsbildes kam voneinander unterscheiden lassen. Jedoch können erhebliche qualitative Unterschiede (Festigkeit, Elastizität, Härte, Porosität, Duktilität, etc.) bestehen.
- Insbesondere ist problematisch, dass es das generative Fertigen ermöglicht Bauteile ohne aufwändige Entwicklungs- oder Produktionskosten bzw. Herstellungsverfahren in geringer Stückzahl einfach nachzubauen bzw. zu fälschen
- In der Industrie besteht der Bedarf an eindeutigen Kennzeichnungen der Bauteile, um besonders bei Schadensfällen die Haftungsfrage klären zu können.
- Bestehende Möglichkeiten zum Kodieren eines Bauteils mittels Prägen oder Gravieren sind hinsichtlich der Geometrie oder der Funktionalität des Bauteils beschränkt. Beispielsweise ist das Oberflächengravieren mittels Laser wirtschaftlich nur sinnvoll, wenn dieses in den Herstellungsprozess integriert ist. Zudem erfordert es eine spezielle Positionierung des Laserstrahls hinsichtlich seines Winkels bezüglich des Bauteils. Sogenannte DNA-paintings sind leicht entfernbar. Zudem ist es bekannt, Bauteile mittels Radiofrequenzverfahren zu identifizieren. Diese Technologie ist jedoch sehr teuer und insbesondere ist es schwierig uns kostspielig, diese auf einzelne Bauteile aufzubringen. Daher markieren Hersteller zumeist eine komplette Vorrichtung bzw. eine Maschine an einer einzelnen Stelle und nicht jedes einzelne Bauteil dieser Maschine. Daher schützt eine derartige Markierung einer kompletten Maschine nicht vor Fälschungen, wenn beispielsweise Ersatzteile in diese Maschine eingebaut werden.
- Aufgabe der vorliegenden Erfindung ist es daher, ein einfaches, sicheres und zuverlässiges Verfahren zum Kodieren bei der Wärmebehandlung von Bauteilen bereitzustellen, möglichst ohne zusätzliche Arbeitsschritte.
- Diese Aufgabe wird durch die unabhängigen Ansprüche gelöst. Vorteilhafte Ausgestaltungen sind in den Unteransprüchen angegeben.
- Erfindungsgemäß ist ein Verfahren zum Kodieren bei der Wärmebehandlung eines Bauteils vorgesehen. Dieses Verfahren umfasst die folgenden Schritte:
- Bereitstellen eines Bauteils,
- Erwärmen des Bauteils mit einer Wärmequelle, um das Bauteil einer Wärmebehandlung zu unterziehen.
- Das Verfahren zeichnet sich dadurch aus, dass zu zumindest einem vorbestimmten Zeitintervall während des Erwärmens dem Bauteil eine Kodierungskomponente oder ein eine Kodierungskomponente enthaltendes Kodierungsgas derart zugesetzt ist, dass die Verwendung der Kodierungskomponente im fertigen Objekt detektierbar ist, und Protokollieren von Kodierungsinformationen, welche die Kodierungsinformationen und deren Ort im Bauteil beschreiben.
- Die gasförmige Kodierungskomponente kann ein oder mehrere Isotope zumindest eines Gases umfassen, wobei der Anteil des zumindest einen Isotops gegenüber dem natürlich vorkommenden Anteil dieses Isotops im Gas verändert ist.
- Die Kodierungskomponente kann auch gasförmige Legierungselemente umfassen, wobei der Anteil des gasförmigen Legierungselements vorzugsweise derart gewählt ist, dass das gasförmige Legierungselement die Materialeigenschaften des Bauteils nur unwesentlich verändert.
- Die Einlagerung der gasförmigen Legierungselemente ist derart groß, dass die Legierungselemente im fertigen Bauteil z.B. mittels metallurgischer und/oder chemischer und/oder Magnet Resonanz Analyseverfahren detektierbar sind.
Unter Protokollieren kann das bauteilbezogene Speichern der Daten in elektronischer Form oder das Ausdrucken der Informationen auf einem Zertifikat, z.B. auch in maschinenlesbarer Form verstanden werden. - Mittels des erfindungsgemäßen Verfahrens ist es möglich, ein Bauteil auf einfache und kostengünstige Weise sicher und zuverlässig zu kodieren.
- Insbesondere ist es vorteilhaft, dass zum Kodieren des Bauteils kein zusätzlicher Fertigungsschritt notwendig ist. Das Kodieren erfolgt dadurch, dass zumindest zu einem vorbestimmten Zeitintervall während des Erwärmens des Bauteils das Bauteil zumindest bereichsweise mit einer Kodierungskomponente beaufschlagt wird. Ist diese gasförmige Kodierungskomponente chemisch aktiv, geht sie mit dem Metall eine Reaktion ein und das Reaktionsprodukt (z.B. ein Oxid, Nitrid, Carbid) wird in die metallische Struktur eingebettet. Aber auch Kodierungsmoleküle die nicht reagieren (weil z.B. die lokale Temperatur zu niedrig ist) können in die kleinen Zwischenräume der körnigen Struktur eingefangen werden. Dieser Mechanismus funktioniert auch bei inerten Gasen, die können in ihrem Ursprungszustand im Bauteil gefangen bleiben.
- Die Kodierungskomponente kann im fertigen Bauteil beispielsweise mittels chemischer Analyseverfahren oder mittels eines Massenspektrometers detektiert werden. Das kann in einem Labor oder mit mobilen Geräten erfolgen.
- Ein weiterer Vorteil besteht darin, dass die Produktionsparameter aufgrund des Kodierens nicht verändert oder angepasst werden müssen.
- Zudem ist vorteilhaft, dass die Kodierung keinen zusätzlichen Produktionsschritt erfordert.
- Das Protokollieren von Kodierungsinformationen kann bspw. das Abspeichern von Kodierungsinformationen in einer Datenbank, auf einem Chip, etc. umfassen.
- Die Kodierung kann über ein komplettes Bauteil oder nur gezielt an vorbestimmten Stellen oder Bereichen des Bauteiles eingebracht werden.
- Dadurch, dass die Kodierungsinformationen protokolliert und/oder in einer Datenbank abgespeichert werden, wird genau festgehalten bzw. protokolliert, zu welchem Zeitpunkt welche Kodierungskomponente, an welcher Stelle des Bauteiles angebracht wurde..
- Die Kodierungsinformationen können Angaben über die Art und/oder den Anteil der Kodierungskomponente und/oder über die Lage der Kodierungskomponente im Objekt und/oder über die Seriennummer des Objekts enthalten.
- Aufgrund der Kodierungsinformationen lässt sich zu einem späteren Zeitpunkt auf einfach Art und Weise feststellen, nämlich indem der Bereich des Bauteils, in dem die Kodierungskomponente eingebracht wurde, untersucht wird, ob es sich um ein Originalbauteil handelt oder nicht.
- Eine solche Kodierung ist nahezu fälschungssicher, da einem potenziellen Fälscher die Kodierungsinformationen nicht zur Verfügung stehen und diese von außen nicht sichtbar sind.
- Somit kann anhand der Kodierungsinformationen das fertige Objekt hinsichtlich seiner Kodierungskomponente beispielsweise mittels eines chemischen Analyseverfahrens oder mittels eines Massenspektrometers detektiert werden.
- Unter einer Wärmebehandlung wird im Rahmen der vorliegenden Erfindung ein fertigungsorientiertes Verfahren wie z.B. das Spannungsarmglühen, das Weichglühen, das Normalglühen, das Grobkornglühen, das Diffusionsglühen, das Rekristallisationsglühen und das Vergüten oder ein beanspruchungsorientiertes Verfahren zur thermischen Wärmebehandlung wie z.B. das Härten, das Vergüten, das Bainitisieren und das Randschichthärten oder ein beanspruchungsorientiertes zur thermochemischen Wärmebehandlung, wie z.B. das Aufkohlen, das Carbonitrieren, das Nitrieren, das Alumieren, das Silicieren, das Vanadieren, das Borieren und das Nitrocarburieren oder das Sintern oder das Heißisostatische Pressen (HIP) verstanden.
- Diesbezüglich wird auf die in der Beschreibungseinleitung genannten Verfahren zur Wärmebehandlung Bezug genommen.
- Die der Wärmebehandlung unterworfenen Bauteile können im Rahmen der vorliegenden Erfindung aus Materialien wie z.B. Polymer, Keramik, Kunstharz, Kunststoff und vorzugsweise Metall ausgebildet sein.
- Ein generatives Fertigen, bei dem ein Bauteil schichtweise aufgebaut wird, wird im Rahmen der vorliegenden Erfindung nicht als Wärmebehandlung angesehen.
- Weiterhin kann dem Bauteil zumindest während der Wärmebehandlung ein Prozessgas zugeführt werden.
- Das Prozessgas kann ein inertes Gas, wie z.B. Argon, Helium, Neon, Krypton, Xenon oder Radon oder ein Aktivgas, wie z.B. O2, CO2, H2, und N2, oder auch Mischungen daraus umfassen.
- Eine Mischung aus Prozessgas und Kodierungskomponente wird im Folgenden als Kodierungsgas bezeichnet.
- Als Kodierungskomponente, die mit einem entsprechenden Prozessgas vermischt oder auch in reiner Form verwendet werden kann, ist vorzugsweise Sauerstoff 18 Kohlendioxid (C18O2), Kohlenstoff 13 Kohlendioxid (13CO2), Kohlenstoff 13 Kohlenmonoxid (13CO2), Deuterium (D2), Stickstoff 15 (15N2) und Sauerstoff 18 (18O2) vorgesehen.
- Die Kodierungskomponente umfasst somit beispielsweise ein oder mehrere Isotope eines Gases, vorzugsweise des Prozessgases, wobei der Anteil eines Isotops gegenüber dem natürlichen Anteil der Isotope im Gas verändert ist. Das bedeutet das Verhältnis der Isotope ist gegenüber dem natürlich vorkommenden Verhältnis verändert. Beispielsweise bei Stickstoff das Verhältnis von 14N (Häufigkeit = 99,634) zu 15N (Häufigkeit = 0,366) derart verändert, dass der Anteil an 15N erhöht und der Anteil an 14N verringert ist oder umgekehrt. Beispielsweise bei Kohlenstoff das Verhältnis von 12C (Häufigkeit = 98,9) zu 13C (Häufigkeit = 1,1) derart verändert, dass der Anteil an 13C erhöht und der Anteil an 12C verringert ist oder umgekehrt. Beispielsweise kann bei Wasserstoff das Verhältnis von 1H (Häufigkeit = 98,9885) zu 2H (Häufigkeit = 0,0115) derart verändert werden, dass der Anteil an 2H erhöht und der Anteil an 1H verringert ist oder umgekehrt.
- Es kann bspw. vorgesehen sein, dass die Häufigkeit der Isotope gegenüber der natürlich vorkommenden Häufigkeit in etwa um oder mehr als 0,5% oder 1,0% oder 1,5% oder 2,5% oder 5,0% oder 10,0% oder 25% oder 50,0% oder 75% oder 100% oder 150% oder 200% oder 500% oder 1000% erhöht oder verringert ist.
- Als Isotope sind vorzugsweise Stickstoff 15 und Stickstoff 14 und/oder Kohlenstoff 12, Kohlenstoff 13 und/oder Kohlenstoff 14 und/oder auch beispielsweise Sauerstoff-16 und/oder Sauerstoff 18 vorgesehen. Weiterhin kann auch Argon -36, -38,-39, -40 vorgesehen sein. Argon ist zwar inert und reagiert nicht mit dem Werkstoff, da aber insbesondere bei den Pulverbettverfahren keine 100% Bauteildichte erreicht wird, ist es möglich gasförmige Einschlüsse zur Kodierung vorzusehen.
- Grundsätzlich denkbar ist auch die Verwendung von Wasserstoff 2 oder Wasserstoff 3 sowie Helium 3 und Helium 4 Isotopen.
- Um komplexere Kodierungen vorzusehen, können auch zwei oder mehr verschiedene Isotope in der Kodierungskomponente enthalten sein. Demgemäß kann die Kodierungskomponente ein oder mehrere andere als die natürlich vorkommenden Isotope des Prozessgases umfassen. Bspw. können Sauerstoff-Isotope mit Stickstoff-Isotopen oder auch C-Isotope im CO2 mit H-Isotopen in H2 kombiniert werden
Als Wärmequelle kann eine Heizeinrichtung, die z.B. Strahlungsheizeinrichtung, eine Konvektionsheizeinrichtung oder eine Kontaktheizeinrichtung vorgesehen sein. - Weiterhin ist erfindungsgemäß eine Vorrichtung zum Kodieren von Bauteilen bei der Wärmebehandlung vorgesehen. Diese umfasst eine Aufnahmeeinrichtung auf der ein Bauteil anordbar ist, und
eine Wärmequelle zum Erwärmen des Bauteils, um das Bauteil einer Wärmebehandlung zu unterziehen. - Die Vorrichtung zeichnet sich dadurch aus, dass eine
Kodierungskomponentezuführeinrichtung vorgesehen ist, die mit einer Steuereinrichtung derart verbunden ist, dass zu zumindest einem vorbestimmten Zeitintervall während des Schmelzens dem Bauteil eine Kodierungskomponente oder ein eine Kodierungskomponente enthaltendes Kodierungsgas derart zugeführt wird, dass die Verwendung der Kodierungskomponente im fertigen Objekt detektierbar ist, wobei die gasförmige Kodierungskomponente vorzugsweise ein oder mehrere Isotope zumindest eines Gases umfasst und der Anteil des zumindest einen Isotops gegenüber dem natürlich vorkommenden Anteil dieses Isotops im Gas verändert ist und/oder wobei die gasförmige Kodierungskomponente gasförmige Legierungselemente enthält. - Zudem kann eine Datenbank zum Abspeichern von Kodierungsinformationen vorgesehen sein.
- Die Vorteile der erfindungsgemäßen Vorrichtung entsprechen im Wesentlichen den Vorteilen des erfindungsgemäßen Verfahrens.
- Weiterhin kann die Kodierungskomponentezuführeinrichtung eine Mischkammer zum Beimischen der Kodierungskomponente zum Prozessgas umfassen, wobei aus der Mischkammer dem Bauteil zumindest bereichsweise eine Kodierungskomponente oder ein Prozessgas oder eine Mischung aus Prozessgas und Kodierungskomponente zuführbar ist. Demgemäß weist die Mischkammer einen ersten Einlass zum Zuführen eines Prozessgases und einen zweiten Einlass zum Zuführen einer Kodierungskomponente oder einen zweiten Einlass zum Zuführen eines eine Kodierungskomponente enthaltenden Prozessgases und einen Auslass der mit einer Düse verbunden ist auf. Eine solche externe Mischkammer ist vorteilhaft, da sich bestehend Anlagen bzw. Vorrichtungen damit derart erweitern lassen, dass eine Kodierung eines Bauteils möglich ist.
- Die Kodierungskomponentezuführeinrichtung kann auch eine Düse umfassen, um ein Bauteil lokal während der Wärmebehandlung mit einer Kodierungskomponente zu beaufschlagen. Diese Düse kann bspw. mittels einer Robotereinrichtung automatisch verfahrbar sein.
- Weiterhin kann eine Prozesskammer vorgesehen sein.
- Die Prozesskammer kann auch selbst zwei Einlässe aufweisen, wobei ein Einlass zum Zuführen von Prozessgas und der andere Einlass zum Zuführen einer Kodierungskomponente oder eines eine Kodierungskomponente enthaltenden Prozessgases (Premix) aus entsprechenden Vorratsbehältern vorgesehen ist
- Das Prozessgas ist derart ausgebildet bzw. zusammengesetzt, dass es die chemisch metallurgisch erwünschten Eigenschaften des Bauteiles gewährleisten kann und zusätzlich eine eindeutige Bauteilkennzeichnung bzw. Kodierung ermöglicht. Somit müssen bauteilbezogene Prozessgase mit entsprechender Kodierungskomponente bereitgestellt werden. Die Kodierungskomponente kann somit auch als Premix aus einem Gasvorratsbehälter bereitgestellt werden, der sowohl Prozessgas als auch einen entsprechenden Anteil an Kodierungskomponente enthält. Dieser den Premix enthaltende Gasvorratsbehälter bildet dann die Kodierungskomponentezuführeinrichtung aus.
- Die Kodierungskomponentezuführeinrichtung kann somit die Mischkammer, der Premix-Vorratsbehälter oder der Vorratsbehälter enthaltend die Kodierungskomponente sein.
- Die Zugabe der Kodierungskomponente kann von einer Steuereinrichtung gesteuert werden. Diese Steuereinrichtung kann eine Kodierungskomponentereglereinrichtung mit einem geschlossenen Regelkreis umfassen, die die Zugabe regelt. Die Kodierungskomponentereglereinrichtung erfasst mittels eines Sensors ein Ist-Wert eines oder mehrerer Volumenströme in der Prozesskammer und/oder der Mischkammer, vergleicht diesen mit einem vorgegebenen Sollwert eines oder mehrerer Volumenströme und über ein Stellglied wird dann der vorgegebenen Sollwert eingestellt.
- Unter Volumenstrom bzw. Ströme werden die Werte der entsprechenden Gasströme verstanden, die von der Kodierungskomponentezuführeinrichtung der Prozesskammer zugeführt werden.
- Weiterhin ist erfindungsgemäß ein Kodierungsgas zum Kodieren bei der Wärmebehandlung eines Bauteils vorgesehen. Dieses Kodierungsgas umfasst ein Prozessgas und zeichnet sich dadurch aus, dass das Prozessgas eine Kodierungskomponente enthält, wobei die gasförmige Kodierungskomponente ein oder mehrere Isotope zumindest eines Gases umfasst und der Anteil des zumindest einen Isotops gegenüber dem natürlich vorkommenden Anteil dieses Isotops im Gas verändert ist.
- Durch Verwendung eines derartigen Kodierungsgases ist eine nachträgliche eindeutige Kennzeichnung bzw. Identifikation eines Bauteiles möglich. Die Kodierungskomponente des Kodierungsgases wird und während des Fertigungsprozesses in das Bauteil eingebracht und Bestandteil des Bauteiles.
- Das Prozessgas kann ein inertes Gas, wie z.B. Argon, Helium, Neon, Krypton, Xenon oder Radon und/oder ein Aktivgas, wie z.B. 02, CO2, H2, und N2 oder auch Mischungen daraus umfassen.
- Die Kodierungskomponente kann vorzugsweise Sauerstoff 18 Kohlendioxid (C18O2), Kohlenstoff 13 Kohlendioxid (13CO2), Kohlenstoff 13 Kohlenmonoxid (13CO2), Deuterium (D2), Stickstoff 15 (15N2) und Sauerstoff 18 (18O2) oder auch Mischungen daraus umfassen.
- Die Häufigkeit des Isotops kann gegenüber der natürlich vorkommenden Häufigkeit in etwa um 0,5% oder um 1,0% oder um 1,5% oder um 2,5% oder um 5,0% oder um 10,0% oder um 25% oder um 50,0% oder um 75% oder um 100% oder um 150% oder um 200% oder um 500% oder um 1000% erhöht oder verringert sein.
- Beispiele für konkrete Vorgaben zur Erhöhung oder Verringerung der Isotopenverhältnisse sind in der nachfolgenden Tabelle angegeben.
Art der Kodierung Element Art des Isotops das zum Anreichern eines Basisgases verwendet wird um eine Codierung vorzusehen Natürlich vorkommende Konzentration der Isotope Mögliche Moleküle Bereich der Isotopen Zudosierung zu einem Basisgas Inerte Isotope, zum Einlagern in Mikroporositäten eines Bauteiles Ar 36Ar 36Ar: 0.337% N/A Zwischen dem 1.1-fachen und dem 10-fachen des natürlich vorkommenden Anteil des Isotops oder kleiner gleich dem 0.9-fachen des natürlichen Anteils 38Ar: 0.063% 40Ar: 99.6% He 3He 3He: 0.000137% N/A Zwischen dem 1.1-fachen und dem 10-fachen des natürlich vorkommenden Anteil des Isotops oder kleiner gleich dem 0.9-fachen des natürlichen Anteils Rest: 4He H 2H 2H: 0.012% 2H2 2H2: Zwischen 1 ppm und 10 ppm Rest 1H 2H1H 2H1H: Zwischen dem 1.1-fachen und dem 10-fachen des natürlich vorkommenden Anteil des Isotops oder kleiner gleich dem 0.9-fachen des natürlichen Anteils N2H3 N2H3 : Zwischen 1 ppm und 10 ppm Kr 78Kr 78Kr: 0.35% N/A 78Kr und 82Kr: Zwischen dem 1,1-fachen und dem 10-fachen des natürlich vorkommenden Anteil des Isotops oder kleiner gleich dem 0.9-fachen des natürlichen Anteils. 82Kr 80Kr: 2.25% 84Kr 82Kr: 11.6% 86Kr 83Kr: 11.5% 84Kr: 17.3% Andere: Zwischen dem 1,001-fachen und dem 1,1-fachen des natürlich vorkommenden Anteil des Isotops oder kleiner gleich dem 0.99-fachen des natürlichen Anteils 86Kr: 17.3% Ne 20Ne21Ne22Ne 20Ne: 90.48% N/A 21Ne und 22Ne: Zwischen dem 1,001-fachen und dem 1,1-fachen des natürlich vorkommenden Anteil des Isotops oder kleiner gleich dem 0.99-fachen des natürlichen Anteils 21Ne: 0.27% 22Ne: 9.25% Xe 124Xe 124Xe: 0.095% N/A 124Xe, 129Xe: Zwischen dem 1,1-fachen und dem 10-fachen des natürlich vorkommenden Anteil des Isotops oder kleiner gleich dem 0.9-fachen des natürlichen Anteils. 129Xe 126Xe: 0.089% 131Xe 128Xe: 1.91% 132Xe 129Xe: 26.4% 134Xe 130Xe: 4.07% Andere: Zwischen dem 1,001-fachen und dem 1,1-fachen des natürlich vorkommenden Anteil des Isotops oder kleiner gleich dem 0.99-fachen des natürlichen Anteils 136Xe 131Xe: 21.2% 132Xe: 26.9% 134Xe: 10.4% 136Xe: 8.86% Reaktive Isotope, die zum Kodieren geeignete Verbindungen mit dem Material des Bauteils eingehen C 12C 12C: 98.8% 12CO 13CO, 13CO2: Zwischen dem 1,1-fachen und dem 10-fachen des natürlich vorkommenden Anteil des Isotops oder kleiner gleich dem 0.9-fachen des natürlichen Anteils 13C 13C: 1.1% 13CO 13CO2 O 17O 16O: 99.76% 18O2 17O2, 18O2, C18O2: Zwischen dem 1,1-fachen und dem 10-fachen des natürlich vorkommenden Anteil des Isotops oder kleiner gleich dem 0.9-fachen des natürlichen Anteils der beiden Sauerstoff Isotope 18O 17O: 0.039% 17O2 18O: 0.201% C18O2 N 15N 14N: 99.634% 15N2 15N2, 15NH3: Zwischen dem 1,01-fachen und dem 1,1-fachen des natürlich vorkommenden Anteil des Isotops oder kleiner gleich dem 0.99-fachen des natürlichen Anteils des 15N Isotops 15N: 0.366% 15NH3 - Die Kodierungskomponente kann mindestens ein Isotop eines Aktivgases enthalten das mit dem Werkstoff des herzustellenden Bauteils derart reagiert, dass es im Bau-teil verbleibt.
- Die Kodierungskomponente kann zumindest ein Isotop eines inerten Gases umfassen, wobei sich das Isotop in das Bauteil einlagert.
- Die Kodierungskomponente kann mehrere unterschiedliche Isotope (Isotope verschiedener Gase) in vorbestimmten Verhältnissen enthalten, wobei die verschiedenen Isotope im Bauteil die Kodierung ausbilden.
- Die Isotope können Isotope des Gases sein, das die Hauptkomponente des Prozessgases ausbildet.
- Die Isotope können auch Isotope sein, die im Prozessgas nicht vorkommen.
- Stickstoff 15N-Isotope können sich abhängig vom Legierungselement, der Temperatur, der Konzentration und/ oder der Reaktionszeit manchmal inert und manchmal reaktiv verhalten.
- Wasserstoff-Isotope können auch im gasförmigen Zustand in Mikroporositäten eingelagert sein, mit atomaren Sauerstoff O2 reagieren und sich auflösen oder sie können metallische Hydride mittels Adsorption auf metallischen Oberflächen ausbilden und im Bauteil verbleiben.
- Kohlenstoff-Isotope 12C und 13C werden in Form von Kohlendioxid bereitgestellt, welches dann im Verfahren abgetrennt wird.
- Einige Isotope von H, N, CO können dem Verfahren als Teil einer chemischen Verbindung wie z. B: C18, O2, 13CO2, N2H3 und 15NH3
- Das Kodierungsgas kann zum Kodieren von Bauteilen gemäß dem vorstehend beschriebenen Verfahren vorgesehen sein.
- Die Erfindung wird im Folgenden an Hand der Figuren näher erläutert. Diese zeigen in
-
Figur 1 eine schematische Darstellung einer erfindungsgemäßen Vorrichtung, und -
Figur 2 eine schematische Darstellung einer weiteren Ausführungsform einer erfindungsgemäßen Vorrichtung. - Im Folgenden wird eine Vorrichtung 1 zum Kodieren von Bauteilen bei der Wärmebehandlung beschrieben. Grundsätzlich ist, wie bereits vorstehend erwähnt, nahezu jede Vorrichtung 1 zur Wärmebehandlung von Bauteilen zum Ausführen des erfindungsgemäßen Verfahrens geeignet.
- Die Erfindung wird in allgemeiner Form beispielhaft an Hand einer Vorrichtung 1 zur Wärmebehandlung erläutert (
Figur 1 ). - Die Vorrichtung 1 umfasst eine Aufnahmeeinrichtung 2 auf der ein 3 Bauteil zur Wärmebehandlung anordbar ist.
- Im Bereich der Aufnahmeeinrichtung 2 ist eine Wärmequelle bzw. eine Heizeinrichtung 4 zum Erwärmen des Bauteils 3 angeordnet.
- Weiterhin ist eine Gaszuführeinrichtung 5 vorgesehen. Die Gaszuführeinrichtung 5 umfasst einen Gasvorratsbehälter 6. Der Gasvorratsbehälter 6 ist über einen Leitungsabschnitt 7 mit einer Düse 8 verbunden. Die Düse 8 ist mittels eines Roboters (nicht dargestellt) verfahrbar.
- Im Gasvorratsbehälter 6 ist ein Kodierungsgas oder eine gasförmige Kodierungskomponente bevorratet.
- Weiterhin ist eine Steuereinrichtung (nicht dargestellt) zum Steuern der Zugabe der Kodierungskomponente vorgesehen. Die Steuereinrichtung umfasst eine Kodierungskomponentereglereinrichtung mit einem geschlossenen Regelkreis, die die Zugabe regelt. Die Kodierungskomponentereglereinrichtung kann einen P-Regler, einen I-Regler, einen D-Regler und Kombinationen daraus, wie z.B. einen PID-Regler umfassen. Die Kodierungskomponentereglereinrichtung erfasst mittels eines Sensors ein Ist-Wert der einen oder mehrere Volumenströme in der Prozesskammer 2 und/oder der Mischkammer, vergleicht diesen mit einem vorgegebenen Sollwert eines oder mehrerer Volumenströme vergleicht und über ein Stellglied wird dann der vorgegebenen Sollwert eingestellt.
- Im Folgenden wird die erfindungsgemäße Vorrichtung an Hand eines zweiten Ausführungsbeispiels näher beschrieben (
Figur 2 ). Sofern nichts anderes Beschrieben ist weist dieses Ausführungsbeispiel dieselben technischen Merkmale wie das erste Ausführungsbeispiel auf. - Die Vorrichtung umfasst eine Prozesskammer 9, die durch eine Kammerwandung 10 nach außen hin abgeschlossen ist und einen Prozessraum 11 begrenzt. In der Prozesskammer 9 wird die Wärmebehandlung eines Bauteils durchgeführt.
- Die Aufnahmeeinrichtung und die Heizeinrichtung sind in der Prozesskammer 9 angeordnet.
- Zudem ist eine Prozessgaszuführeinrichtung 12 vorgesehen, mittels der die Prozesskammer 9 mit einem Prozessgas beaufschlagbar ist.
- Die Prozessgaszuführeinrichtung 12 weist einen Prozessgasvorratsbehälter 13 für das Prozessgas auf, wobei der Prozessgasvorratsbehälter 13 über einen Leitungsabschnitt 14 mit der Prozesskammer 9 verbunden ist.
- Alternativ kann eine Mischkammer (nicht dargestellt) vorgesehen sein. Die Mischkammer weist einen Einlass zum Zuführen von Prozessgas aus dem Prozessgasvorratsbehälter 13 für Prozessgas und einen Einlass zum Zuführen von Kodierungskomponente aus dem Gasvorratsbehälter 6 für die Kodierungskomponente auf.
- Das Prozessgas und die Codierungskomponente können auch als Premix aus einem Gasvorratsbehälter (nicht dargestellt) bereitgestellt werden, der sowohl Prozessgas als auch einen entsprechenden Anteil an Kodierungskomponente enthält. Dieser den Premix enthaltende Gasvorratsbehälter bildet dann die Kodierungskomponentezuführeinrichtung aus und ist mit der Prozesskammer 2 direkt zusätzlich zum dem Vorratsbehälter 7 für das Prozessgas verbunden oder mit der Mischkammer verbunden.
- Im Folgenden wird ein erfindungsgemäßes Verfahren anhand des zweiten Ausführungsbeispiels beschrieben.
- Dabei wird im ersten Schritt ein Bauteil auf der Aufnahmeeinrichtung angeordnet.
- Anschließend wird in einem zweiten Schritt der Prozesskammer 9 mittels der Prozessgaszuführeinrichtung 12 als Prozessgas ein inertes Schutzgas, wie z. B. Stickstoff, zugeführt.
- In einem nächsten Schritt wird das Bauteil mittels der Heizeinrichtung erwärmt, um das Bauteil einer Wärmebehandlung zu unterziehen.
- Entweder kontinuierlich oder zu einem vorbestimmten Zeitpunkt wird der Prozesskammer 9 dann die Kodierungskomponente mittels der Gaszuführeinrichtung zugeführt.
- In der Regel befindet sich in der Prozesskammer 9 permanent Prozessgas. Ist das Prozessgas Stickstoff oder ein Stickstoffhaltiges Gemisch (gleiches für Argon), dann kann auch ein Kodierungsgas vorgesehen sein. Das kodierungsgas kann entweder als Premix bereitgestellt werden oder in einer Mischkammer nach Bedarf bereitgestellt werden. Das Kodierungsgas umfasst das Prozessgas und die Kodierungskomponente derart, dass der Anteil an Stickstoff-15 und Stickstoff-14 Isotopen gegenüber dem natürlichen Anteil an Stickstoff-15 und Stickstoff-14 Isotopen bzw. deren Verhältnis verändert ist. Beispielsweise bei Stickstoff ist das Verhältnis von 15N (Häufigkeit = 99,634) zu 15N (Häufigkeit = 0,366) derart verändert, dass der Anteil an 15N erhöht und der Anteil an 14N verringert ist (oder umgekehrt).
- Durch die Kodierungskomponente erhält ein einzelner Bereich des Bauteils, sofern dieser direkt mit der Kodierungskomponente beaufschlagt wird oder auch das gesamte Bauteil eine einzigartige Isotopen-Signatur.
- Die Kodierungsinformationen werden in einer Datenbank abgespeichert.
- Alle zur Wärmebehandlung des Bauteils notwendigen Parameter sind ebenfalls elektronisch gespeichert.
- Die Kodierungskomponentenzuführeinrichtung kann mit einer Schnittstelle der Vorrichtung derart verbunden sein, dass genau gespeichert wird, zu welchem Zeitpunkt bzw. zu welchem vorbestimmten Zeitintervall während des Schmelzens des Ausgangsmaterials dem Schutzgas eine Kodierungskomponente zugeordnet ist. Auf diese Weise lässt sich präzise feststellen bzw. detektieren, wo die Kodierung im Bauteil angeordnet ist.
- Diese Kodierungsinformationen können in vorteilhafter Weise noch mit den Seriennummern des Bauteils verknüpft werden.
- Ein Verfahren gemäß dem ersten Ausführungsbeispiel unterscheidet sich vom vorstehend beschriebenen Verfahren lediglich dadurch, dass es nicht in einer Prozesskammer ausgeführt wird und vorzugsweise nur eine Gaszuführeinrichtung zum Beaufschlagen des Bauteils mit einer gasförmigen Kodierungskomponente oder einem Kodierungsgas vorgesehen ist.
- Erfindungsgemäß können die verwendeten Isotope Isotope des Prozessgases sein, d.h. das beispielsweise bei Verwendung von Stickstoff als Schutzgas das Verhältnis von Stickstoff-15 zu Stickstoff-14 Isotopen verändert ist. Beispielsweise kann auch Kohlendioxid, welches Kohlenstoff-12, Kohlenstoff-13 und Kohlenstoff-14 Isotope enthält, vorgesehen sein.
- Bei der Wärmebehandlung von Aluminium beispielsweise können Argon, Sauerstoff-Isotope und Stickstoff-Isotope kombiniert werden.
- Bei der Wärmebehandlung von Edelstahl oder Nickel-basierten Legierungen kann eine Kombination von Kohlenstoff Isotopen in CO2 und Wasserstoff Isotopen in H2 verwendet werden.
- Inerte Isotope sind prinzipiell Werkstoff unabhängig einsetzbar, da die Einbettung in die Mikroporositäten ein rein mechanischer Vorgang ist.
- Es ist aber auch möglich, dem Prozessgas als Kodierungskomponente andere Isotope eines anderen Gases zusammen mit einem Anteil dieses anderen Gases zuzusetzen.
- In einem nächsten Schritt lässt sich das fertige Bauteil mit Hilfe einer Detektionseinrichtung, wie beispielsweise einem Massenspektrometer (Gaschromatograph), analysieren und somit die Kodierung bzw. die Originalität des Bauteils überprüfen. Eine Analyse mittels Magnetresonanz oder auch chemische Analyseverfahren sind möglich.
- Gemäß einem weiteren Ausführungsbeispiel des erfindungsgemäßen Verfahrens ist als Kodierungskomponente zusätzlich oder alternativ ein gasförmiges Legierungselement vorgesehen. Hierbei kann beispielsweise vorgesehen sein, ein Inertgas wie Argon als Prozessgas zu verwenden, welches einen geringen Anteil zwischen 1ppm und 10.000ppm Stickstoff-15 als Kodierungskomponente enthält. In dem metallischen Ausgangsmaterial ist Titanium enthalten. Demgemäß reagiert bei der Herstellung des dreidimensionalen Bauteils ein kleiner Anteil des Titanium mit dem Stickstoff-15 und bildet Titaniumnitrid-15. Dieses ist in seinen chemischen und physikalischen Eigenschaften nicht von Titaniumnitrid-14 zu unterscheiden und daher kann dies nicht mittels chemischer Analyseverfahren detektiert werden. Jedoch ist es möglich, das Bauteil mit einem Massenspektrometer zu analysieren. Dabei wird dann festgestellt, dass das Bauteil unter einer Stickstoff Atmosphäre mit erhöhtem Stickstoff-15-Anteil hergestellt wurde.
- Somit es mittels des erfindungsgemäßen Verfahrens möglich ein Bauteil oder bestimmte Bereiche eines Bauteils zu kodieren und diese Kodierung anschließend zu detektieren.
-
- 1
- Vorrichtung
- 2
- Aufnahmeeinrichtung
- 3
- Bauteil
- 4
- Heizeinrichtung
- 5
- Gaszuführeinrichtung
- 6
- Gasvorratsbehälter
- 7
- Leitungsabschnitt
- 8
- Düse
- 9
- Prozesskammer
- 10
- Kammerwandung
- 11
- Prozessraum
- 12
- Prozessgaszuführeinrichtung
- 13
- Prozessgasvorratsbehälter
- 14
- Leitungsabschnitt
Claims (15)
- Kodierungsgas zum Kodieren bei der Wärmebehandlung von Bauteilen umfassend ein Prozessgas
dadurch gekennzeichnet,
dass das Prozessgas eine Kodierungskomponente enthält, wobei die gasförmige Kodierungskomponente ein oder mehrere Isotope zumindest eines Gases umfasst und der Anteil des zumindest einen Isotops gegenüber dem natürlich vorkommenden Anteil dieses Isotops im Gas verändert ist, und/oder wobei die gasförmige Kodierungskomponente gasförmige Legierungselemente enthält. - Kodierungsgas nach Anspruch 1,
dadurch gekennzeichnet,
dass das Prozessgas ein inertes Gas, wie z.B. Argon, Helium, Neon, Krypton, Xenon oder Radon oder ein Aktivgas, wie z.B. O2, CO2, H2, und N2 oder auch Mischungen daraus umfasst und die Kodierungskomponente Sauerstoff 18 Kohlendioxid (C18O2), Kohlenstoff 13 Kohlendioxid (13CO2), Kohlenstoff 13 Kohlenmonoxid (13CO2), Deuterium (D2), Stickstoff 15 (15N2) und Sauerstoff 18 (18O2) oder auch Mischungen daraus umfasst. - Kodierungsgas nach Anspruch 1 oder 2,
dadurch gekennzeichnet,
die gasförmige Kodierungskomponente vorzugsweise ein oder mehrere Isotope zumindest eines Gases umfasst und der Anteil des zumindest einen Isotops gegenüber dem natürlich vorkommenden Anteil dieses Isotops im Gas verändert ist, wobei die Häufigkeit der Isotope gegenüber der natürlich vorkommenden Häufigkeit um mehr als 0,5% oder um mehr als 1,0% oder um mehr als 1,5% oder um mehr als 2,5% oder um mehr als 5,0% oder um mehr als 10,0% oder um mehr als 25% oder um mehr als 50,0% oder um mehr als 75% oder um mehr als 100% oder um mehr als 150% oder um mehr als 200% oder um mehr als 500% oder um mehr als 1000% erhöht oder verringert ist. - Kodierungsgas nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet,
dass die Kodierungskomponente mindestens ein Isotop eines Aktivgases enthält das mit dem Werkstoff des herzustellenden Bauteils derart reagiert, dass es im Bauteiles verbleibt und/oder dass die Kodierungskomponente zumindest ein Isotop eines inerten Gases umfasst, wobei sich das Isotop in das Bauteil einlagert. - Kodierungsgas nach einem der Ansprüche 1 bis 4,
dadurch gekennzeichnet,
dass die Kodierungskomponente ein oder mehrere Isotope des Prozessgases und/oder eines anderen Gases umfasst, wobei der Anteil eines Isotops gegenüber dem natürlichen Anteil der Isotope im Prozessgas, d.h. deren Verhältnis, verändert ist, so dass die Kodierungskomponente mehrere unterschiedliche Isotope in vorbestimmten Verhältnissen enthält, wobei die verschiedenen Isotope im Bauteil die Kodierung ausbilden. - Kodierungsgas nach einem der Ansprüche 1 bis 5,
dadurch gekennzeichnet,
dass die Isotope Isotope des Gases sind, das die Hauptkomponente des Prozessgases ausbildet und/oder dass die Isotope verschieden zu den Isotopen des Prozessgases sind. - Kodierungsgas nach einem der Ansprüche 1 bis 6,
dadurch gekennzeichnet,
dass die Kodierungskomponente ein gasförmiges Legierungselement umfasst, wobei der Anteil des gasförmigen Legierungselements derart gewählt ist, dass das gasförmige Legierungselement die Materialeigenschaften des Bauteils nur unwesentlich verändert. - Verfahren zum Kodieren bei der Wärmebehandlung von Bauteilen umfassend die folgenden Schritte
Bereitstellen eines Bauteils,
Erwärmen des Bauteils mit einer Wärmequelle, um das Bauteil einer Wärmebehandlung zu unterziehen,
dadurch gekennzeichnet,
dass zu zumindest einem vorbestimmten Zeitintervall während des Erwärmens dem Bauteil eine gasförmige Kodierungskomponente oder ein eine Kodierungskomponente enthaltendes Kodierungsgas derart zugesetzt ist, dass die Verwendung der Kodierungskomponente im fertigen Objekt detektierbar ist, und
Protokollieren von Kodierungsinformationen, welche die Kodierungsinformationen und deren Ort im Bauteil beschreiben. - Verfahren nach Anspruch 8,
dadurch gekennzeichnet,
dass die gasförmige Kodierungskomponente oder das Kodierungsgas gemäß einem der Ansprüche 1 bis 7 ausgebildet sind. - Verfahren nach Anspruch 8 oder 9,
dadurch gekennzeichnet,
dass das Protokollieren von Kodierungsinformationen das Abspeichern von Kodierungsinformationen in einer Datenbank umfasst. - Verfahren nach einem der Ansprüche 8 bis 10,
dadurch gekennzeichnet,
dass an Hand der Kodierungsinformationen das fertige Objekt hinsichtlich seiner Kodierungskomponente, bspw. mittels chemischer Analyseverfahren oder mittels eines Massenspektrometers, detektiert wird und/oder
dass dem Bauteil zumindest während der Wärmebehandlung ein Prozessgas zugeführt wird und/oder
dass die Kodierungsinformationen Angaben über die Art und/oder den Anteil der Kodierungskomponente und/oder über die Lage (Ort, Bereich) der Kodierungskomponente im Objekt und oder über die Seriennummer des Objekts enthalten. - Verfahren nach einem der Ansprüche 8 bis 11,
dadurch gekennzeichnet,
dass die Wärmebehandlung ein fertigungsorientiertes Verfahren wie z.B. das Spannungsarmglühen, das Weichglühen, das Normalglühen, das Grobkornglühen, das Diffusionsglühen, das Rekristallisationsglühen und das Vergüten oder ein beanspruchungsorientiertes Verfahren zur thermischen Wärmebehandlung wie z.B. das Härten, das Vergüten, das Bainitisieren und das Randschichthärten, oder ein beanspruchungsorientiertes zur thermochemischen Wärmebehandlung, wie z.B. das Aufkohlen, das Carbonitrieren, das Nitrieren, das Alumieren, das Silicieren, das Vanadieren, das Borieren und das Nitrocarburieren oder das Sintern oder das Heißisostatisches Pressen (HIP) umfasst. - Vorrichtung zum Kodieren von Bauteilen bei der Wärmebehandlung umfassend eine Aufnahmeeinrichtung auf der ein Bauteil anordbar ist,
eine Wärmequelle zum Erwärmen des Bauteils, um das Bauteil einer Wärmebehandlung zu unterziehen,
dadurch gekennzeichnet,
dass eine Kodierungskomponentezuführeinrichtung vorgesehen ist, die mit einer Steuereinrichtung derart verbunden ist, dass zu zumindest einem vorbestimmten Zeitintervall während des Schmelzens dem Bauteil eine Kodierungskomponente oder ein eine Kodierungskomponente enthaltendes Kodierungsgas derart zugesetzt ist, dass die Verwendung der Kodierungskomponente im fertigen Objekt detektierbar ist. - Vorrichtung nach Anspruch 13,
dadurch gekennzeichnet
eine Datenbank zum Abspeichern von Kodierungsinformationen vorgesehen ist. - Vorrichtung nach Anspruch 13 oder 14,
dadurch gekennzeichnet,
dass die Kodierungskomponentenzuführeinrichtung eine Mischkammer umfasst, die zum Beimischen der Kodierungskomponente zu einem Prozessgas vorgesehen ist, um ein Kodierungsgas auszubilden, wobei aus der Mischkammer dem Bauteil eine Kodierungskomponente oder Prozessgas oder eine Mischung aus Prozessgas und Kodierungskomponente zuführbar ist oder
dass die Kodierungskomponentezuführeinrichtung ein Gasvorratsbehälter ist der sowohl Prozessgas als auch einen entsprechenden Anteil an Kodierungskomponente enthält oder
dass die Kodierungskomponentezuführeinrichtung eine Düse zum bereichsweisen Beaufschlagen des Bauteils mit der Kodierungskomponente umfasst.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16001091.4A EP3243585A1 (de) | 2016-05-13 | 2016-05-13 | Verfahren und vorrichtung zum kodieren bei der wärmebehandlung eines bauteils sowie ein kodierungsgas zum kodieren von bauteilen bei der wärmebehandlung eines bauteils |
| PCT/EP2017/025123 WO2017194205A1 (de) | 2016-05-13 | 2017-05-12 | Verfahren zum kodieren bei der wärmebehandlung eines werkstücks |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16001091.4A EP3243585A1 (de) | 2016-05-13 | 2016-05-13 | Verfahren und vorrichtung zum kodieren bei der wärmebehandlung eines bauteils sowie ein kodierungsgas zum kodieren von bauteilen bei der wärmebehandlung eines bauteils |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3243585A1 true EP3243585A1 (de) | 2017-11-15 |
Family
ID=56148044
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16001091.4A Withdrawn EP3243585A1 (de) | 2016-05-13 | 2016-05-13 | Verfahren und vorrichtung zum kodieren bei der wärmebehandlung eines bauteils sowie ein kodierungsgas zum kodieren von bauteilen bei der wärmebehandlung eines bauteils |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3243585A1 (de) |
| WO (1) | WO2017194205A1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114322587B (zh) * | 2021-12-28 | 2024-03-26 | 湖南湘投轻材科技股份有限公司 | 一种连续烧结控制方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5586157A (en) * | 1993-12-28 | 1996-12-17 | The University Of Chicago | Method and apparatus for manufacturing gas tags |
| JP2013040074A (ja) * | 2011-08-17 | 2013-02-28 | Taiyo Nippon Sanso Corp | 金属酸化物同位体の製造方法および金属酸化物同位体の製造装置 |
| US20150102538A1 (en) * | 2012-07-04 | 2015-04-16 | Kanto Yakin Kogyo Co., Ltd. | Method for heat treatment, heat treatment apparatus, and heat treatment system |
| US20160039163A1 (en) * | 2013-05-28 | 2016-02-11 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Hot isostatic pressing device |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2939448B1 (fr) * | 2008-12-09 | 2011-05-06 | Air Liquide | Procede de production d'une atmosphere gazeuse pour le traitement des metaux. |
-
2016
- 2016-05-13 EP EP16001091.4A patent/EP3243585A1/de not_active Withdrawn
-
2017
- 2017-05-12 WO PCT/EP2017/025123 patent/WO2017194205A1/de not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5586157A (en) * | 1993-12-28 | 1996-12-17 | The University Of Chicago | Method and apparatus for manufacturing gas tags |
| JP2013040074A (ja) * | 2011-08-17 | 2013-02-28 | Taiyo Nippon Sanso Corp | 金属酸化物同位体の製造方法および金属酸化物同位体の製造装置 |
| US20150102538A1 (en) * | 2012-07-04 | 2015-04-16 | Kanto Yakin Kogyo Co., Ltd. | Method for heat treatment, heat treatment apparatus, and heat treatment system |
| US20160039163A1 (en) * | 2013-05-28 | 2016-02-11 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Hot isostatic pressing device |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2017194205A1 (de) | 2017-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3277452B2 (de) | Verfahren zum schichtweisen herstellen eines metallischen werkstücks durch laserunterstützte additive fertigung | |
| EP3455015B1 (de) | Verfahren zum generativen fertigen und kodieren eines dreidimensionalen bauteils | |
| DE69512901T2 (de) | Verfahren zur herstellung von metallkompositmaterial | |
| DE68927094T2 (de) | Gesinterter legierungsstahl mit ausgezeichnetem korrosionswiderstand und verfahren zur herstellung | |
| EP3455017B1 (de) | Verfahren zum herstellen und kodieren von metallpulver | |
| EP3318353B1 (de) | Verfahren zur generativen fertigung eines 3-dimensionalen bauteils | |
| DE102019207111A1 (de) | Verfahren zum Herstellen eines Bauteils mittels eines additiven Fertigungsverfahrens unter Verwendung eines Lasers | |
| DE2831293A1 (de) | Verfahren zur herstellung gesinterter hartmetalle und vorrichtung zur durchfuehrung dieses verfahrens | |
| WO2021245134A1 (de) | Verfahren und vorrichtung zur additiven fertigung unter schutzgas | |
| DE3705710C2 (de) | ||
| DE69119361T2 (de) | Verfahren zum Verdichten durch hochdruckisostatisches Pressen | |
| EP3243585A1 (de) | Verfahren und vorrichtung zum kodieren bei der wärmebehandlung eines bauteils sowie ein kodierungsgas zum kodieren von bauteilen bei der wärmebehandlung eines bauteils | |
| DE69902169T2 (de) | Verfahren zum niederdrück-nitrocarburieren metallischer werkstücke | |
| DE102018004337A1 (de) | Verfahren zur Entwicklung von Schmiedewerkstoffen | |
| DE102004042775B4 (de) | Verfahren zur Herstellung komplexer hochfester Bauteile oder Werkzeuge und dessen Verwendung | |
| DE2734772B2 (de) | Verfahren zur Herstellung eines Siliciumnitridgegenstandes durch Reaktionssintern | |
| DE3830111C2 (de) | ||
| AT524143B1 (de) | Verfahren zur Härtung eines Sinterbauteils | |
| DE4113928A1 (de) | Verfahren zur herstellung eines sinterkoerpers aus stahlpulver | |
| Pellegrini | Material extrusion additive manufacturing of metal parts: analysis of the performance and behaviour of parts according to process parameters | |
| EP3344793B1 (de) | Verfahren zur herstellung eines kalibrierkörpers | |
| Roj et al. | Comparison of LPBF-manufactured and rolled tensile test samples made of 17-4PH | |
| EP1081241A2 (de) | Verfahren und Vorrichtung zum Aufschäumen eines metallischen Werkstoffs | |
| EP0255005B1 (de) | Verfahren und Vorrichtung zur Herstellung metallischer Werkstoffe durch isostatisches Heisspressen von Metallpulver | |
| AT513422A1 (de) | Hexogonales WC-Pulver, Verfahren zu dessen Herstellung sowie Verwendung des Pulvers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20180516 |