EP3385444A1 - Production de papier hautement étirable dans la direction transversale - Google Patents
Production de papier hautement étirable dans la direction transversale Download PDFInfo
- Publication number
- EP3385444A1 EP3385444A1 EP17165149.0A EP17165149A EP3385444A1 EP 3385444 A1 EP3385444 A1 EP 3385444A1 EP 17165149 A EP17165149 A EP 17165149A EP 3385444 A1 EP3385444 A1 EP 3385444A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- paper
- pulp
- refining
- iso
- paper web
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F9/00—Complete machines for making continuous webs of paper
- D21F9/02—Complete machines for making continuous webs of paper of the Fourdrinier type
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/10—Packing paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21C—PRODUCTION OF CELLULOSE BY REMOVING NON-CELLULOSE SUBSTANCES FROM CELLULOSE-CONTAINING MATERIALS; REGENERATION OF PULPING LIQUORS; APPARATUS THEREFOR
- D21C9/00—After-treatment of cellulose pulp, e.g. of wood pulp, or cotton linters ; Treatment of dilute or dewatered pulp or process improvement taking place after obtaining the raw cellulosic material and not provided for elsewhere
- D21C9/001—Modification of pulp properties
- D21C9/007—Modification of pulp properties by mechanical or physical means
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21D—TREATMENT OF THE MATERIALS BEFORE PASSING TO THE PAPER-MAKING MACHINE
- D21D1/00—Methods of beating or refining; Beaters of the Hollander type
- D21D1/20—Methods of refining
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F5/00—Dryer section of machines for making continuous webs of paper
- D21F5/02—Drying on cylinders
- D21F5/022—Heating the cylinders
- D21F5/028—Heating the cylinders using steam
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H11/00—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only
- D21H11/02—Chemical or chemomechanical or chemothermomechanical pulp
- D21H11/04—Kraft or sulfate pulp
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H25/00—After-treatment of paper not provided for in groups D21H17/00 - D21H23/00
- D21H25/005—Mechanical treatment
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
Definitions
- the invention relates to the production paper that is highly stretchable in the cross direction.
- FibreForm® has marketed a highly stretchable paper under the name FibreForm® since 2009.
- the stretchability of FibreForm® in both the machine direction (MD) and the cross direction (CD) allows it to replace plastics in many applications.
- FibreForm® has been produced on paper machine comprising an Expanda unit that compacts/creps the paper in the machine direction to improve the stretchability.
- the object of the present disclosure is to provide a method of producing a paper that is highly stretchable in the cross direction without being a typical porous sack paper on a paper machine comprising a Clupak unit for compacting the paper in the machine direction.
- the present disclosure relates to a method of producing a paper, which is preferably uncoated. Subsequent to the method of the present disclosure, the paper may be coated, e.g. to improve printing properties and/or to obtain barrier properties.
- the paper obtained by the method is characterized by its stretchability, which is at least 8 % in the cross direction (CD).
- the stretchability in CD is higher than 8 %, such as at least 9 % or at least 9.5 %.
- the stretchability enables formation of three-dimensional (double curvature) shapes in the paper, e.g. by press forming, vacuum forming or deep drawing.
- the formability of the paper in such processes is further improved if the stretchability is relatively high also in the machine direction (MD).
- the stretchability in MD is at least 9 %, such as at least 10 %, such as at least 11 %.
- the stretchability (in both MD and CD) is determined according to the standard ISO 1924-3.
- the paper of the present disclosure is not particularly porous. Instead, relatively low porosity may be preferred in the applications intended for the paper of the present disclosure. For example, glue and some coatings have a lower tendency to bleed through a paper of low porosity. Further, some printing properties are improved when the porosity is reduced.
- the air resistance according to Gurley i.e. the Gurley porosity
- Gurley porosity is a measurement of the time (s) taken for 100 ml of air to pass through a specified area of a paper sheet. Short time means highly porous paper.
- the Gurley porosity of the paper of the present disclosure is above 15 s.
- the Gurley porosity is preferably at least 20 s and more preferably 25 s, such as at least 35 s.
- the Gurley porosity (herein also referred to as the "Gurley value”) is determined according to ISO 5636-5.
- the grammage of the paper of the present disclosure is 50-250 g/m 2 . If a stretchable material having a grammage above 250 g/m 2 is desired, a laminate can be produced from a plurality of paper layers each having a grammage in the range of 50-250 g/m 2 . Below 50 g/m 2 the strength and rigidity is typically insufficient.
- the grammage is preferably 60-220 g/m 2 and more preferably 80-200 g/m 2 , such as 80-160 g/m 2 , such as 80-130 g/m 2 .
- the standard ISO 536 is used to determine the grammage. The Bendtsen roughness is typically lower when the grammage is lower.
- the density of the paper is typically between 700 and 1000 kg/m 3 .
- Preferred density ranges are 700-800 kg/m 3 and 710-780 kg/m 3 .
- Higher density typically means reduced bending stiffness, which is often undesired.
- the paper of the present disclosure is preferably white.
- its brightness according to ISO 2470 may be at least 80%, such as at least 82%.
- the paper may also be unbleached ("brown").
- the Bendtsen roughness according to ISO 8791-2 of at least one side of the paper may be 1900 ml/min or lower, such as 1700 ml/min or lower, such as 1500 ml/min or lower.
- the method of the present disclosure comprises the step of:
- the pulp is preferably a sulphate pulp (sometimes referred to as a "Kraft pulp"), which provides high tensile strength.
- the starting material used for preparing the pulp preferably comprises softwood (which has long fibers and forms a strong paper). Accordingly, the pulp may comprise at least 50 % softwood pulp, preferably at least 75% softwood pulp and more preferably at least 90 % softwood pulp. The percentages are based of the dry weight of the pulp.
- the tensile strength is the maximum force that a paper will withstand before breaking. In the standard test ISO 1924-3, a stripe having a width of 15 mm and a length of 100 mm is used with a constant rate of elongation.
- Tensile energy absorption (TEA) is sometimes considered to be the paper property that best represents the relevant strength of a paper.
- the tensile strength is one parameter in the measurement of the TEA and another parameter is stretchability.
- the tensile strength, the stretchability and the TEA value are obtained in the same test.
- the TEA index is the TEA value divided by the grammage. In the same manner, the tensile index is obtained by dividing the tensile strength by the grammage.
- a dry strength agent such as starch
- the amount of starch may for example be 1-15 kg per ton paper, preferably 1-10 or 2-8 kg per ton paper.
- the starch is preferably cationic starch.
- per ton paper refers to per ton of dried paper from the paper making process. Such dried paper normally has a dry matter content (w/w) of 90-95 %.
- the TEA index of the paper obtained by the method of the present disclosure may for example be at least 3.5 J/g in the MD and/or at least 2.9 J/g in the CD. In one embodiment, the TEA index is above 4.5 J/g in MD and/or above 3.0 J/g in CD.
- One or more sizing agents may also be added to the pulp.
- sizing agents are AKD, ASA and rosin size.
- rosin size is added, it is preferred to also add alum. Rosin size and alum is preferably added in a weight ratio between 1:1 and 1:2. Rosin size can for example be added in an amount of 0.5-4 kg per ton paper, preferably 0.7-2.5 kg per ton paper.
- the method further comprises the step of:
- the CD stretchability is increased by HC refining.
- HC refining By comparing the stretchability values obtained after HC refining at 150 and 220 kWh/ton paper, respectively, it has further been shown that a higher degree of HC refining results in higher CD stretchability.
- CD stretchability is increased by LC refining.
- stretchability values obtained at 100, 50 and 200 kWh/ton paper, respectively By comparing the stretchability values obtained at 100, 50 and 200 kWh/ton paper, respectively, it has further been shown that a higher degree of LC refining results in higher CD stretchability.
- step b) comprises subjecting the pulp to high consistency (HC) refining in one embodiment of the invention.
- step b) comprises subjecting the pulp to low consistency (LC) refining.
- step b) comprises the substeps of:
- the consistency of the pulp subjected to HC refining is preferably at least 33 % and more preferably above 36%. In particularly preferred embodiments, the consistency of the pulp subjected to HC refining is at least 37%, such as at least 38 % (see figure 2 ). A typical upper limit for the consistency may be 42%.
- the HC refining is typically carried out to the extent that the pulp obtains a Schopper-Riegler (SR) number of 13-19, such as 13-18.
- the SR number is measured according to ISO 5267-1.
- the energy supply in the HC refining may be at least 100 kWh per ton paper, such as above 150 kWh per ton paper.
- a typical upper limit may be 220 kWh per ton paper.
- the consistency of the pulp subjected to LC refining is typically 2-6 %, preferably 3-5%.
- the LC refining is typically carried out to the extent that the pulp obtains a Schopper-Riegler (SR) number of 18-40, preferably 19-35, such as 23-35.
- SR Schopper-Riegler
- the energy supply in the LC refining may be 20-200 kWh per ton paper, such as 30-200 kWh per ton paper, such as 40-200 kWh per ton paper.
- the method further comprises the step of adding broke pulp to the pulp in step b) or between step b) and step c) (step c) is discussed below).
- the broke pulp is preferably obtained from the same method.
- the method further comprises the step of:
- the diluted pulp is typically discharged as a jet stream through a slice in the headbox.
- the diluted pulp is then dewatered on the forming wire such that the paper web is formed.
- the diluted pulp typically has a pH of 5-6 and a consistency of 0.2-0.5 %.
- the discharge rate is preferably (but not necessarily) at least 7 m/min higher or at least 7 m/min lower than the speed of the forming wire.
- the discharge rate is the same as the speed of the forming wire, which results in that the orientations of the fibres tend to be evenly distributed in all directions.
- An increased proportion of fibres oriented in the machine direction increases shrinkage in the cross direction during drying, which means that the CD stretchability is increased.
- the discharge rate is 8-25 m/min higher or 8-25 m/min lower than the speed of the forming wire. In a more preferred embodiment, the discharge rate is 9-23 m/min higher or 9-23 m/min lower than the speed of the forming wire.
- the discharge rate is higher than the speed of the forming wire. Accordingly, in a preferred embodiment, the discharge rate is at least 7 m/min higher than the speed of the forming wire, such as 8-25 m/min higher than the speed of the forming wire, such as 9-23 m/min higher than the speed of the forming wire.
- the ratio between the discharge rate and the speed of the forming wire is sometimes referred to as the jet/wire ratio.
- the diluted pulp is discharged through a discharge gap of at least 40 mm, such as at least 50 mm, such as 50-70 mm.
- the "discharge gap” can also be referred to the as a “discharge opening” or “slice opening”.
- a slice typically has a stationary lip and a regulating lip. In such case, the discharge opening is the gap between the stationary lip and the regulating lip.
- the paper web formed in step c) typically has a dry content of 15-25 %, such as 17-23 %.
- the method further comprises the step of:
- the pressing section used for step d) typically has one, two or three press nips.
- a shoe press is used.
- the nip of the shoe press can be the only nip of the pressing section.
- a benefit of using a shoe press is improved stiffness in the final product.
- the method further comprises the step of:
- step e) comprises drying of the paper web both before and after the compacting in the Clupak unit.
- the compacting in the Clupak unit increases the stretchability of the paper, in particular in the MD, but also in the CD.
- the moisture content of the paper is preferably at least 30 %, such as at least 35 %, when entering the Clupak unit. Higher moisture contents have also been shown to correlate with higher stretchabilities in the MD.
- the inventors have found that the increase in stretchability is facilitated by a relatively high nip bar line load, i.e. at least 22 kN/m, in the Clupak unit.
- the nip bar line load is at least 25 kN/m or at least 28 kN/m. More preferably, the nip bar line load is at least 31 kN/m. A typical upper limit may be 38 kN/m.
- the nip bar line load is controlled by the adjustable hydraulic cylinder pressure exerted on the nip bar.
- the nip bar is sometimes referred to as the "nip roll". The relationship between nip bar line load and CD stretchability is shown under Examples below.
- the rubber belt tension in the Clupak unit is at least 5 kN/m (such as 5-9 kN/m), preferably at least 6 kN/m (such as 6-9 kN/m), such as about 7 kN/m.
- the rubber belt tension is controlled by the adjustable hydraulic cylinder pressure exerted on the tension roll stretching the rubber belt.
- the Clupak unit typically comprises a steel cylinder.
- the release liquid may be water or water-based.
- the water-based release liquid may comprise a friction-reducing agent, such as polyethylene glycol or a silicone-based agent.
- the release liquid is water comprising at least 0.5 %, preferably at least 1 %, such as 1-4 %, polyethylene glycol.
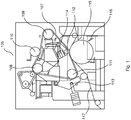
- a Clupak unit is also described below with reference to figure 1 .
- the paper web After being compacted in the Clupak unit, the paper web is normally subjected to further drying.
- step e) comprises drying the paper web from the Clupak unit in a drying group and the speed of the paper web in the dryer group is 8-14 % lower than the speed of the paper web entering the Clupak unit. A reason for lowering the speed in this manner is to maintain the MD stretchability obtained by the paper web in the Clupak unit.
- the paper web is preferably allowed to dry freely during part of step e), in particular after the Clupak unit. During such "free drying", which improves the stretchability, the paper web is not in contact with a dryer screen (often referred to as a dryer fabric).
- a forced, optionally heated, air flow may be used in the free drying, which means that the free drying may comprise fan drying.
- the side of the paper that contacted the steel cylinder in the Clupak unit normally has a finer surface than the side of the paper that contacted the rubber belt in the Clupak unit.
- a chromed cylinder may be used instead of a steel cylinder. Accordingly, it is normally preferred to print side of the paper that contacted the steel/chromed cylinder.
- the method may further comprise the step of:
- Fig 1 illustrates a Clupak unit 105, comprising an endless rubber belt 107 (sometimes referred to as a "rubber blanket") contacted by two blanket rolls 108, 109, a guide roll 110, a tension roll 111 and a nip bar 112.
- a first hydraulic arrangement 113 exerts pressure on the tension roll 111 to stretch the rubber belt 107.
- a second hydraulic arrangement 114 exerts pressure on the nip bar 112 to press the rubber belt 107, which in turns presses the paper web 117 against a steel cylinder 115.
- a release liquid spray nozzle 116 is arranged to apply a release liquid to the steel cylinder 115.
- a bleached softwood sulphate pulp was provided.
- the pulp was subjected to high consistency (HC) refining (180 kWh per ton paper) at a consistency of about 39% and low consistency (LC) refining (65 kWh per ton paper) at a consistency of about 4.3%.
- Cationic starch (7kg per ton paper), rosin size (2.4kg per ton paper) and alum (3.5 kg per ton paper) were added to the pulp.
- the pH of the pulp/furnish was about 5.8 and the consistency of the pulp/furnish was about 0.3%.
- the pulp was discharged through a discharge opening in the headbox to a forming wire to form a paper web.
- the slice lip was set to form a discharge gap of 60mm.
- the speed of the forming wire was 10 m/min lower than the discharge rate of the pulp.
- the dry content of the paper web leaving the wire section was about 19%.
- the paper web was dewatered in a press section having two nips to obtain a dry content of about 38%.
- the dewatered paper web was then dried in a subsequent drying section having nine dryer groups, including one Clupak unit, arranged in series.
- the Clupak unit was thus considered to be a "dryer group”.
- the Clupak unit was arranged as dryer group seven, which means that the paper web was dried in the drying section both before and after being compacted in the Clupak unit. When entering the Clupak unit, the moisture content of the paper web was 40%.
- the hydraulic cylinder pressure exerted on the nip bar was set to 30 bar, resulting in a line load of 33 kN/m.
- the hydraulic cylinder pressure stretching the rubber belt was set to 31 bar, resulting in a belt tension of 7 kN/m.
- a release liquid 1.5 % polyetylene glycol was added in an amount of 250 litre/hour.
- the speed of the paper web in the dryer group directly downstream the Clupak was 11% lower than the speed of the paper web entering the Clupak unit.
- Table 1 Properties of the paper produced in the trial are presented in table 1 below. Table 1. Properties measured on samples obtained from the top of the jumbo roll. Grammage (g/m 2 ) 150 Thickness ( ⁇ m) 195 Density (kg/m 3 ) 764 Tensile strength, MD (kN/m) 12.4 Tensile strength, CD (kN/m) 6.9 Tensile index, MD (kNm/kg) 83 Tensile index, CD (kNm/kg) 46 Stretchability, MD (%) 14.4 Stretchability, CD (%) 9.9 TEA, MD (J/m 2 ) 1010 TEA, CD T (J/m 2 ) 479 TEA index, MD (J/g) 6.8 TEA index, CD (J/g) 3.2 Burst strength (kPa) 775 Burst index (mN/kg) 5.2 Bending resistance, MD (mN) 170 Bending resistance, CD (mN) 194 Bending resistance index, MD (Nm 6 /kg 3
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Paper (AREA)
Priority Applications (12)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17165149.0A EP3385444B1 (fr) | 2017-04-06 | 2017-04-06 | Production de papier hautement étirable dans la direction transversale |
| PL17165149T PL3385444T3 (pl) | 2017-04-06 | 2017-04-06 | Wytwarzanie papieru, który jest wysoce rozciągliwy w kierunku poprzecznym |
| US16/500,318 US20200181842A1 (en) | 2017-04-06 | 2018-04-05 | Production of paper that is highly stretchable in the cross direction |
| FIEP18717000.6T FI3607142T3 (fi) | 2017-04-06 | 2018-04-05 | Poikkisuunnassa erittäin venyvän paperin valmistus |
| CA3048098A CA3048098A1 (fr) | 2017-04-06 | 2018-04-05 | Production de papier hautement etirable dans le sens travers |
| CN201880009917.4A CN110291250A (zh) | 2017-04-06 | 2018-04-05 | 生产在纸机横向上高度可拉伸的纸 |
| RU2019122383A RU2019122383A (ru) | 2017-04-06 | 2018-04-05 | Изготовление бумаги, высокорастяжимой в поперечном направлении |
| EP18717000.6A EP3607142B1 (fr) | 2017-04-06 | 2018-04-05 | Production de papier hautement étirable dans la direction transversale |
| PCT/EP2018/058713 WO2018185213A1 (fr) | 2017-04-06 | 2018-04-05 | Production de papier hautement étirable dans le sens travers |
| BR112019016606-8A BR112019016606B1 (pt) | 2017-04-06 | 2018-04-05 | Método de produzir um papel que é altamente estirável na direção transversal |
| AU2018247907A AU2018247907B2 (en) | 2017-04-06 | 2018-04-05 | Production of paper that is highly stretchable in the cross direction |
| PL18717000.6T PL3607142T3 (pl) | 2017-04-06 | 2018-04-05 | Wytwarzanie papieru, który jest silnie rozciągliwy w kierunku poprzecznym |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17165149.0A EP3385444B1 (fr) | 2017-04-06 | 2017-04-06 | Production de papier hautement étirable dans la direction transversale |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3385444A1 true EP3385444A1 (fr) | 2018-10-10 |
| EP3385444B1 EP3385444B1 (fr) | 2019-04-24 |
Family
ID=58536760
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17165149.0A Active EP3385444B1 (fr) | 2017-04-06 | 2017-04-06 | Production de papier hautement étirable dans la direction transversale |
| EP18717000.6A Active EP3607142B1 (fr) | 2017-04-06 | 2018-04-05 | Production de papier hautement étirable dans la direction transversale |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18717000.6A Active EP3607142B1 (fr) | 2017-04-06 | 2018-04-05 | Production de papier hautement étirable dans la direction transversale |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20200181842A1 (fr) |
| EP (2) | EP3385444B1 (fr) |
| CN (1) | CN110291250A (fr) |
| AU (1) | AU2018247907B2 (fr) |
| BR (1) | BR112019016606B1 (fr) |
| CA (1) | CA3048098A1 (fr) |
| FI (1) | FI3607142T3 (fr) |
| PL (2) | PL3385444T3 (fr) |
| RU (1) | RU2019122383A (fr) |
| WO (1) | WO2018185213A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022056567A1 (fr) * | 2020-09-16 | 2022-03-24 | Mondi Ag | Papier d'emballage de palette |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3739114B1 (fr) * | 2019-05-14 | 2021-03-10 | BillerudKorsnäs AB | Production efficace d'un carton-caisse destiné à être utilisé en tant que cannelure |
| EP3763251B1 (fr) | 2019-07-11 | 2022-05-11 | BillerudKorsnäs AB | Une paille en papier comprenant une portion flexible |
| WO2021046395A1 (fr) * | 2019-09-04 | 2021-03-11 | tForm, Inc. | Matériau de conditionnement |
| FI3805453T3 (fi) * | 2019-10-10 | 2025-04-09 | Billerud Ab Publ | Paperintuotanto |
| US12415331B2 (en) | 2020-07-30 | 2025-09-16 | Pratt Corrugated Holdings, Inc. | Sheet with cushioning inserts |
| US12473134B2 (en) | 2020-07-30 | 2025-11-18 | Pratt Corrugated Holdings, Inc. | Cushioned mailer |
| EP4382666A1 (fr) | 2022-12-07 | 2024-06-12 | Billerud Aktiebolag (publ) | Produit en papier couché thermoscellable |
| EP4549650A1 (fr) * | 2023-11-03 | 2025-05-07 | Billerud Aktiebolag (publ) | Papier extensible |
| AT527986A1 (de) * | 2024-01-30 | 2025-08-15 | Mondi Ag | Staucheinrichtung, Anlage und Verfahren zur Herstellung von Kraftpapier |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1999002772A1 (fr) * | 1997-07-09 | 1999-01-21 | Assidomän AB | Papier kraft et son procede de fabrication |
| US6092003A (en) * | 1998-01-26 | 2000-07-18 | Honeywell-Measurex Corporation | Paper stock shear and formation control |
| JP2007262603A (ja) * | 2006-03-28 | 2007-10-11 | Daio Paper Corp | クラフト紙袋の化粧紙または補強紙に用いられるクラフト紙 |
| EP3023543A1 (fr) * | 2013-07-18 | 2016-05-25 | Nippon Paper Industries Co., Ltd. | Papier clupak |
| JP2017044623A (ja) * | 2015-08-28 | 2017-03-02 | 日本製紙株式会社 | 重包装用クラフト紙の破袋評価方法および重包装用クラフト紙 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1177034A (zh) * | 1997-08-15 | 1998-03-25 | 凤城市蓝旗造纸厂 | 一种彩色包装伸性纸的制造方法 |
| US6146499A (en) * | 1997-12-22 | 2000-11-14 | Kimberly-Clark Worldwide, Inc. | Method for increasing cross machine direction stretchability |
| RU2568218C2 (ru) * | 2010-12-21 | 2015-11-10 | Као Корпорейшн | Салфеточная бумага и способ получения салфеточной бумаги |
| US8574399B2 (en) * | 2011-09-21 | 2013-11-05 | Kimberly-Clark Worldwide, Inc. | Tissue products having a high degree of cross machine direction stretch |
| CN104015450A (zh) * | 2014-06-09 | 2014-09-03 | 比勒鲁迪克斯那斯公司 | 伸性纸产品 |
-
2017
- 2017-04-06 EP EP17165149.0A patent/EP3385444B1/fr active Active
- 2017-04-06 PL PL17165149T patent/PL3385444T3/pl unknown
-
2018
- 2018-04-05 EP EP18717000.6A patent/EP3607142B1/fr active Active
- 2018-04-05 FI FIEP18717000.6T patent/FI3607142T3/fi active
- 2018-04-05 WO PCT/EP2018/058713 patent/WO2018185213A1/fr not_active Ceased
- 2018-04-05 BR BR112019016606-8A patent/BR112019016606B1/pt active IP Right Grant
- 2018-04-05 CA CA3048098A patent/CA3048098A1/fr active Pending
- 2018-04-05 PL PL18717000.6T patent/PL3607142T3/pl unknown
- 2018-04-05 US US16/500,318 patent/US20200181842A1/en not_active Abandoned
- 2018-04-05 AU AU2018247907A patent/AU2018247907B2/en active Active
- 2018-04-05 CN CN201880009917.4A patent/CN110291250A/zh active Pending
- 2018-04-05 RU RU2019122383A patent/RU2019122383A/ru not_active Application Discontinuation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1999002772A1 (fr) * | 1997-07-09 | 1999-01-21 | Assidomän AB | Papier kraft et son procede de fabrication |
| US6092003A (en) * | 1998-01-26 | 2000-07-18 | Honeywell-Measurex Corporation | Paper stock shear and formation control |
| JP2007262603A (ja) * | 2006-03-28 | 2007-10-11 | Daio Paper Corp | クラフト紙袋の化粧紙または補強紙に用いられるクラフト紙 |
| EP3023543A1 (fr) * | 2013-07-18 | 2016-05-25 | Nippon Paper Industries Co., Ltd. | Papier clupak |
| JP2017044623A (ja) * | 2015-08-28 | 2017-03-02 | 日本製紙株式会社 | 重包装用クラフト紙の破袋評価方法および重包装用クラフト紙 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022056567A1 (fr) * | 2020-09-16 | 2022-03-24 | Mondi Ag | Papier d'emballage de palette |
| GB2613511A (en) * | 2020-09-16 | 2023-06-07 | Mondi Ag | Pallet outer packaging paper |
| SE545997C2 (en) * | 2020-09-16 | 2024-04-09 | Mondi Ag | Pallet outer packaging paper |
| GB2613511B (en) * | 2020-09-16 | 2024-09-25 | Mondi Ag | Pallet outer packaging paper |
| US12565738B2 (en) | 2020-09-16 | 2026-03-03 | Mondi Ag | Pallet outer packaging paper |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2018247907B2 (en) | 2022-09-08 |
| BR112019016606B1 (pt) | 2023-11-21 |
| US20200181842A1 (en) | 2020-06-11 |
| CA3048098A1 (fr) | 2018-10-11 |
| EP3607142B1 (fr) | 2023-10-04 |
| RU2019122383A3 (fr) | 2021-06-18 |
| AU2018247907A1 (en) | 2019-03-14 |
| EP3607142A1 (fr) | 2020-02-12 |
| RU2019122383A (ru) | 2021-05-06 |
| CN110291250A (zh) | 2019-09-27 |
| FI3607142T3 (fi) | 2023-12-28 |
| BR112019016606A2 (pt) | 2020-03-31 |
| PL3607142T3 (pl) | 2024-04-02 |
| EP3385444B1 (fr) | 2019-04-24 |
| PL3385444T3 (pl) | 2020-01-31 |
| WO2018185213A1 (fr) | 2018-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3607142B1 (fr) | Production de papier hautement étirable dans la direction transversale | |
| EP3607143B1 (fr) | Production de papier hautement étirable présentant des propriétés de surface satisfaisantes | |
| US11339535B2 (en) | Method of producing a highly stretchable paper | |
| EP3633104B1 (fr) | Méthode de production de papier kraft ou de papier pour sac | |
| EP3423631B1 (fr) | Procédé de production de papier à sacs très extensible | |
| EP4261346B1 (fr) | Production de papier ou de carton doublure | |
| US20250314017A1 (en) | Liquid packaging board | |
| EP4036305B1 (fr) | Procédé de fabrication de papier | |
| EP4549650A1 (fr) | Papier extensible |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20171129 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20181031 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1124307 Country of ref document: AT Kind code of ref document: T Effective date: 20190515 Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602017003434 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20190424 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190724 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190824 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190724 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190824 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602017003434 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| 26N | No opposition filed |
Effective date: 20200127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200406 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200430 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200430 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200406 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230529 |
|
| P02 | Opt-out of the competence of the unified patent court (upc) changed |
Effective date: 20230530 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20250307 Year of fee payment: 9 Ref country code: PL Payment date: 20250317 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20250422 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250423 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250417 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20250424 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20250417 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20260325 Year of fee payment: 10 |