EP3389059A1 - Wickeldraht und verwendung dazu - Google Patents
Wickeldraht und verwendung dazu Download PDFInfo
- Publication number
- EP3389059A1 EP3389059A1 EP17165745.5A EP17165745A EP3389059A1 EP 3389059 A1 EP3389059 A1 EP 3389059A1 EP 17165745 A EP17165745 A EP 17165745A EP 3389059 A1 EP3389059 A1 EP 3389059A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- winding wire
- additive
- wire according
- layer
- paint
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004804 winding Methods 0.000 title claims abstract description 42
- 239000000654 additive Substances 0.000 claims abstract description 35
- 230000000996 additive effect Effects 0.000 claims abstract description 31
- 238000000576 coating method Methods 0.000 claims abstract description 18
- 239000011248 coating agent Substances 0.000 claims abstract description 17
- 239000000203 mixture Substances 0.000 claims abstract description 15
- 238000009472 formulation Methods 0.000 claims abstract description 13
- 239000003973 paint Substances 0.000 claims description 32
- 239000003879 lubricant additive Substances 0.000 claims description 11
- 239000000463 material Substances 0.000 claims description 11
- 239000002904 solvent Substances 0.000 claims description 8
- 238000001035 drying Methods 0.000 claims description 6
- 239000004962 Polyamide-imide Substances 0.000 claims description 3
- 230000001050 lubricating effect Effects 0.000 claims description 3
- 229920002312 polyamide-imide Polymers 0.000 claims description 3
- 239000004020 conductor Substances 0.000 claims description 2
- KPUWHANPEXNPJT-UHFFFAOYSA-N disiloxane Chemical class [SiH3]O[SiH3] KPUWHANPEXNPJT-UHFFFAOYSA-N 0.000 claims description 2
- 229920003055 poly(ester-imide) Polymers 0.000 claims description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 claims 1
- 239000002966 varnish Substances 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 abstract description 5
- 238000000034 method Methods 0.000 abstract description 5
- 239000010410 layer Substances 0.000 description 16
- -1 polysiloxane Polymers 0.000 description 9
- 210000003298 dental enamel Anatomy 0.000 description 7
- 239000004922 lacquer Substances 0.000 description 7
- 239000000314 lubricant Substances 0.000 description 7
- 239000011347 resin Substances 0.000 description 6
- 229920005989 resin Polymers 0.000 description 6
- 229920001296 polysiloxane Polymers 0.000 description 5
- 239000001993 wax Substances 0.000 description 5
- 238000009826 distribution Methods 0.000 description 4
- 239000012188 paraffin wax Substances 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 238000001704 evaporation Methods 0.000 description 3
- 238000012876 topography Methods 0.000 description 3
- 238000004132 cross linking Methods 0.000 description 2
- 235000013870 dimethyl polysiloxane Nutrition 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 2
- 239000000523 sample Substances 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- 238000009736 wetting Methods 0.000 description 2
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 230000004308 accommodation Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000007596 consolidation process Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000004205 dimethyl polysiloxane Substances 0.000 description 1
- 238000010292 electrical insulation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000011086 high cleaning Methods 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 239000003595 mist Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 239000013074 reference sample Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B3/00—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties
- H01B3/002—Inhomogeneous material in general
Definitions
- the invention relates to a winding wire, in particular one as they are used for the coils of electric motors.
- Coils for electric motors are made of copper wires by winding method.
- the electrical insulation of the individual wires with each other is ensured by an insulating wire enamel, for example based on polyamide-imide.
- the coils are usually still applied with a impregnating resin to fix the position of the individual wires.
- the impregnation behavior is influenced such that out of the cavities which result between the individual wires, the impregnating resin runs out before curing and as a result the mechanical adhesion of the individual wires is also insufficient. This can cause vibration-related problems during later operation of the engine.
- a disadvantage of the previously known winding wire with wire insulation is a poor lubricity, so that without the application of an additional wax layer - for example, paraffin - the tensile force for introducing the wires or copper mass would have to be increased in the groove.
- the object of the present invention is therefore to provide an insulated winding wire with improved sliding properties, which overcomes the disadvantages of the prior art.
- the subject of the present invention is therefore a winding wire made of an electrically conductive material, comprising at least one layer of an insulating coating, characterized in that a formulation for producing the insulating coating is added at least one lubricant additive, the sliding and / or leveling properties of insulating coating on the surface improved.
- the invention relates to the use of an insulating coated according to the invention winding wire for producing a winding wire coil for an electric motor.
- the insulating coating comprises at least one, but preferably several layers of an insulating paint material.
- the concentration of the slip additive increases radially outwards, that is, for example, lower, that is to say metal-wire-closer layers, no lubricant additive is added at all, whereas in outer, surface-closer layers Additive is added. It is particularly preferred that the uppermost and outermost layer of insulating paint material is mixed with slip additive.
- the distribution of the slip additive in the position is inhomogeneous, in particular so that it follows a concentration gradient that reaches its maximum on the surface of the layer.
- the insulating coating comprises a plurality of layers of one or more different lacquers.
- At least the uppermost layer of the coating is added a lubricant additive which improves the sliding and / or leveling properties.
- the distribution of the slip additive in the paint coating is inhomogeneous, such that the slip additive is enriched on the surface of the layer of insulating paint material.
- the distribution of the slip additive in the position follows a concentration gradient which reaches a maximum at the surface.
- a suitable slip additive usually accumulates on the paint surface and / or also improves the flow properties of the paint, the surface roughness and / or surface waviness is reduced and thus also produces an improved surface topography of the insulating paint.
- the improved surface topography in turn leads to improved windability of the wires regardless of whether the surface is additionally lubricious or not.
- the surface is lubricated, for example, by the "lubricating film” described below. It is particularly advantageous in the present invention that lubricity and surface topography are improved in one go.
- course refers to the property of paints, unevenness, which have arisen during the application, for example by spray mist, to compensate automatically after the application.
- the course of a lacquer and / or a coating material is highly dependent on its flow behavior, its surface tension, the application parameters and the drying conditions. If the course is insufficient, surface defects occur, such as a pronounced structure, dents and / or craters on the paint surface. Good coatings, on the other hand, create even, smooth surfaces with low coefficients of sliding friction.
- At least one polysiloxane in particular an organically modified siloxane, is added as slip additive.
- a compound from the class of polyacrylates may be added as a slip additive in the insulating paint.
- polysiloxanes in particular the following have proven useful: Polyethersiloxane and / or organically modified siloxanes having a high content of polydimethylsiloxane segments, which show particularly low interactions both with each other and with other substances.
- Organically modified siloxanes or polysiloxanes are derived, for example, from low molecular weight polydimethylsiloxanes by replacing individual methyl groups with various organic side chains.
- polyethers are used as organic side chains.
- Organically modified polysiloxanes minimize surface irregularities and give the paint a particularly smooth surface. During the venting / evaporating and / or drying process, the organically modified polysiloxanes accumulate continuously on the surface. It forms a film that allows the pasting of a solid. This creates a kind of hydrodynamic lubrication and the sliding resistance is significantly reduced.
- a slip additive can produce a hydrodynamic lubricant film by accumulating on the paint surface.
- this lubricating film is comparable to a very thin liquid film.
- slip additives prove to be particularly effective, because they are transported to the surface during evaporation of the solvent, ie during drying of the paint with the solvent.
- slip additive for example, a commercial lubricant and / or flow control agent is added, for example one with a molecular weight in the range of 500 to 25,000 g / mol, in particular one with a molecular weight in the range of 1000 to 15,000 g / mol, in particular one with a Molar mass in the range of 5,000 to 10,000 g / mol.
- the preferred polymeric slip additives are relatively immobile in the interface and form a bulky resistor on the surface, contrary to the flow of material that usually arises, for example, not only from the substrate to the surface of the paint when evaporating the solvent, but also transversely to it, in particular by gaps, which leave behind for example a evaporated solvent molecule.
- the flow of material along the surface is but one of the causes of drying the paint, which is why the original smoothness, the freshly applied, even wet and still uncrosslinked, that is not cured lacquer, disappears during drying and a surface roughness, which is visually recognizable by a matting of the lacquer, is formed.
- paint base for the formulation in which the at least one slip additive is introduced for example, a crosslinking curing, in particular a radiation and / or temperature-curing paint, in particular a conventionally already customary for this application paint used.
- crosslinking of the slip additive (s) may well take place with the paint base formulation.
- a lacquer base conventionally used as a wire enamel polymer, in particular, for example, polyamide-imide and / or polyester-imide, as well as any mixtures and / or blends thereof.
- the lubricity additive may, for example, in an amount in the range of 0.01 wt% to 2.5 wt%, in particular from 0.1 wt% to 1.0 wt%, particularly preferably from 0.15 wt% to 0.5% by weight of the dry matter of the individual paint layer may be present.
- dry mass refers to the mass of the lacquer layer after removal of the solvent.
- the sliding friction is reduced to less than 20% of the value of the standard wire compared to the coated winding wire without lubricant additive and without lubricant.
- the wire enamel is applied to the winding wire in up to 12 layers, for example in the form of two different lacquers, which are applied alternately.
- the table 4 on which the mass 1 is on the contact interface 5 is pulled to the left, while the sliding friction 6 wants to keep the mass 1 against this direction.
- the resistance to be overcome is determined via the fine balance 2.
- the fine scale indicates the force that must be expended to bring the mass 1 on the surface of the contact interface 5 to slide.
- FIG. 2 are the reduced sliding friction coefficients of wire enamel samples with sliding additive addition shown.
- the value 1 on the far left in the graph was a sample coated with wax, in particular polyethylene glycol.
- the slip additive 2 proved to be particularly advantageous because it not only provides the lowest coefficients of friction, but also has no appreciable concentration dependence with respect to the reduction in sliding friction. Thus, added to this lubricant additive added in very small amounts, the same effect as other lubricious additives in larger amounts added.
- the sample was the slip additive available under the trade name Glide 415®.
- FIG. 4 Finally, the results of shear tests of 2x2 mm quartz glass cubes on with sliding additive staggered wire enamel surfaces.
- the reference value herein refers to a paraffin-free surface, so the reference values should be slightly lower.
- the graphs shown show that the values are slightly reduced by the sliding-additive staggered coating in both investigated standard impregnating resins.
- the sliding friction can be reduced to less than 20%, which equals the construction of higher-torque motors in the same space or of the same torque motors in a smaller space, in any case, an increase in power density in electric motors.
- the efficiency is increased by the invention, since higher wire fillings in the groove are possible, finally, a reduction of the asymmetry of windings and / or a reduction of the failure rate by wire damage during retraction due to high pull-in forces are possible.
- the here presented for the first time isolated winding wire with lubricant additive can be used without changing the manufacturing processes, the lubricant or paraffin in the production can be omitted, reducing the pull-in forces increases the life of the corresponding devices and finally, the process times for producing the coils for the electric motors be shortened because the application and removal of the lubricant is eliminated and also higher winding speeds can be realized.
- the invention is characterized in that the conventional system for the production of winding wire coils for electric motors can be practically adopted, but two or more process steps can be omitted, because a small amount of commercially available lubricant additive of the formulation at least for the uppermost layer of the insulating coating of the wires is added.
- the invention also relates to the use of a winding wire for producing a coil for an electric motor.
Landscapes
- Insulated Conductors (AREA)
- Paints Or Removers (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
Abstract
Die Erfindung betrifft einen Wickeldraht, insbesondere einen wie sie für die Spulen von Elektromotoren eingesetzt werden. Die Erfindung zeichnet sich dadurch aus, dass das herkömmliche System zur Herstellung von Wickeldraht-Spulen für Elektromotoren praktisch übernommen werden kann, aber zwei oder mehr Prozessschritte entfallen können, weil eine geringe Menge an handelsüblich erhältlichem Gleit-Additiv der Formulierung zumindest für die oberste Lage der isolierenden Beschichtung des Wickeldrahtes zugesetzt wird. Die Erfindung betrifft auch die Verwendung eines Wickeldrahtes zur Herstellung einer Spule für einen Elektromotor.
Description
- Die Erfindung betrifft einen Wickeldraht, insbesondere einen wie sie für die Spulen von Elektromotoren eingesetzt werden.
- Spulen für Elektromotoren werden aus Kupferdrähten durch Wickelverfahren hergestellt. Für die elektrische Isolation der einzelnen Drähte untereinander sorgt ein isolierender Drahtlack, beispielsweise auf Polyamid-Imid-Basis. Nach erfolgter Wicklung werden die Spulen in der Regel noch mit einem Tränkharz beaufschlagt, um die Position der Einzeldrähte zu fixieren.
- Beim Wickeln der Spulen ist es ein wesentliches Ziel, diese möglichst dicht und kompakt zu wickeln. Grund hierfür ist einerseits eine möglichst gleichmäßige Gewichtsverteilung, aber auch die Unterbringung von möglichst vielen Windungen auf kleinem Raum. Aus diesem Grund werden die Drähte auf eine Wickelform gewickelt und unter hoher Zugkraft in ein genutetes Blechpaket eingezogen.
- Hinzu kommt, dass bei einer mangelhaften Packung der Wickeldrähte das Imprägnier-Verhalten beeinflusst wird, derart, dass aus den Hohlräumen, die sich zwischen den Einzeldrähten ergeben, das Tränkharz vor der Härtung herausläuft und infolge dessen auch die mechanische Haftung der Einzeldrähte unzureichend ist. Dies kann im späteren Betrieb des Motors vibrationsbedingte Probleme hervorrufen.
- Nachteilig an dem bisher bekannten Wickeldraht mit Drahtlackisolierung ist jedoch eine schlechte Gleitfähigkeit, so dass ohne die Applikation einer zusätzlichen Wachsschicht - beispielsweise aus Paraffin - die Zugkraft zur Einbringung der Drähte oder Kupfermasse in die Nut erhöht werden müsste.
- Andererseits ist an dem Wachs und/oder Paraffin jedoch nachteilig, dass ein störender Abrieb bei der Wicklung entsteht, der seinerseits einen hohen Reinigungsaufwand erfordert.
- Aufgabe der vorliegenden Erfindung ist es daher, einen isolierten Wickeldraht mit verbesserten Gleiteigenschaften zur Verfügung zu stellen, der die Nachteile des Standes der Technik überwindet.
- Diese Aufgabe wird durch den Gegenstand der vorliegenden Erfindung, wie er in der Beschreibung und den Ansprüchen offenbart ist, gelöst.
- Gegenstand der vorliegenden Erfindung ist daher ein Wickeldraht aus einem elektrisch leitfähigen Material, zumindest eine Lage einer isolierenden Beschichtung aufweisend, dadurch gekennzeichnet, dass einer Formulierung zur Herstellung der isolierenden Beschichtung zumindest ein Gleit-Additiv zugesetzt ist, das die Gleit- und/oder Verlaufseigenschaften der isolierenden Beschichtung an deren Oberfläche verbessert. Zudem ist Gegenstand der Erfindung die Verwendung eines gemäß der Erfindung isolierend beschichteten Wickeldrahtes zur Herstellung einer Wickeldrahtspule für einen Elektromotor.
- Allgemeine Erkenntnis der Erfindung ist, dass eine geringe Zugabe eines handelsüblichen Gleit-Additivs in die Formulierung zur Herstellung der zumindest einen Lage eines isolierenden Lackmaterials zur Verbesserung der Gleit- und/oder Verlaufseigenschaften des isolierenden Lackmaterials dessen Gleitreibungskoeffizienten so stark reduziert, dass auf eine Zugabe von Gleitmittel wie Wachs beim Wickeln der Wickeldrähte zu einer Spule für einen Elektromotor verzichtet werden kann.
- Nach einer vorteilhaften Ausführungsform der Erfindung umfasst die isolierende Beschichtung zumindest eine, bevorzugt aber mehrere Lagen eines isolierenden Lackmaterials.
- Dabei ist es insgesamt besonders bevorzugt, dass die Konzentration des Gleit-Additivs radial nach außen hin ansteigt, also dass beispielsweise unteren, also Metall-Draht-näheren Lagen gar kein Gleit-Additiv zugesetzt ist, wohingegen in äußeren, Oberflächen- näheren Lagen Gleit-Additiv zugesetzt ist. Insbesondere bevorzugt ist, dass die oberste und äußerste Lage an isolierendem Lackmaterial mit Gleit-Additiv versetzt ist.
- Dabei ist vorgesehen, dass die Verteilung des Gleit-Additivs in der Lage inhomogen ist, insbesondere so, dass sie einem Konzentrationsgradienten folgt, der an der Oberfläche der Lage sein Maximum erreicht.
- Nach einer vorteilhaften Ausführungsform der Erfindung umfasst die isolierende Beschichtung mehrere Lagen eines oder verschiedener Lacke.
- Nach einer vorteilhaften Ausführungsform ist zumindest der oberste Lage der Lackierung ein Gleit-Additiv zugesetzt, das die Gleit- und/oder Verlaufseigenschaften verbessert.
- Nach einer vorteilhaften Ausführungsform der Erfindung ist die Verteilung des Gleit-Additivs in der Lackbeschichtung inhomogen, derart, dass das Gleit-Additiv an der Oberfläche der Lage an isolierendem Lackmaterial angereichert ist. Insbesondere ist vorteilhaft, wenn die Verteilung des Gleit-Additivs in der Lage einem Konzentrations-Gradienten folgt, der an der Oberfläche ein Maximum erreicht.
- Da ein geeignetes Gleit-Additiv sich in der Regel an der Lackoberfläche anreichert und/oder auch die Verlaufseigenschaften des Lackes verbessert, wird die Oberflächenrauigkeit und/oder Oberflächenwelligkeit verringert und damit auch eine verbesserte Oberflächentopographie des Isolierlacks erzeugt.
- Die verbesserte Oberflächentopographie führt wiederum zu einer verbesserten Wickelbarkeit der Drähte unabhängig davon, ob die Oberfläche zusätzlich gleitfähig ausgestattet ist oder nicht.
- Gleitfähig ausgestattet ist die Oberfläche beispielsweise durch den unten beschriebene "Schmierfilm". Besonders vorteilhaft an der vorliegenden Erfindung ist eben, dass Gleitfähigkeit und Oberflächentopographie in einem Zug verbessert werden.
- Der Begriff "Verlauf" bezeichnet die Eigenschaft von Lacken, Unebenheiten, die bei der Aufbringung, beispielsweise durch Spritznebel, entstanden sind, nach der Applikation selbsttätig auszugleichen. Der Verlauf eines Lackes und/oder eines Beschichtungsstoffes ist stark von seinem Fließverhalten, seiner Oberflächenspannung, den Applikationsparametern und den Trocknungsbedingungen abhängig. Ist der Verlauf unzureichend, entstehen Oberflächendefekte, wie eine ausgeprägte Struktur, Dellen und/oder Krater an der Lackoberfläche. Gut verlaufende Lacke hingegen lassen ebene, glatte Oberflächen mit geringem Gleitreibungskoeffizienten entstehen.
- Nach einer vorteilhaften Ausführungsform wird als Gleit-Additiv zumindest ein Polysiloxan, insbesondere ein organisch modifiziertes Siloxan, zugegeben. Alternativ oder ergänzend kann auch eine Verbindung aus der Klasse der Polyacrylate als Gleit-Additiv im isolierenden Lack zugegeben sein.
- Als Polysiloxane haben sich insbesondere die Folgenden bewährt: Polyethersiloxan und/oder organisch modifizierte Siloxane mit einem hohen Gehalt an Polydimethylsiloxan-Segmenten, die besonders geringe Wechselwirkungen sowohl untereinander als auch zu anderen Stoffen zeigen.
- Organisch modifizierte Siloxane oder Polysiloxane leiten sich beispielsweise von niedermolekularen Polydimethylsiloxanen dadurch ab, dass einzelne Methylgruppen durch verschiedenste organische Seitenketten ersetzt sind. Beispielsweise werden Polyether als organische Seitenketten dabei eingesetzt.
- Organisch modifizierte Polysiloxane minimieren Oberflächenunebenheiten und verhelfen dem Lack zu einer besonders glatten Oberfläche. Während des Ablüft-/Abdampf- und/oder Trocknungsvorgangs reichern sich die organisch modifizierten Polysiloxane an der Oberfläche kontinuierlich an. Es bildet sich ein Film, der das Vorbeigleiten eines Festkörpers ermöglicht. Damit entsteht quasi eine hydrodynamische Schmierung und der Gleitwiderstand ist deutlich reduziert.
- So kann ein Gleit-Additiv beispielsweise einen hydrodynamischen Schmierfilm dadurch erzeugen, dass es sich an der Lackoberfläche anreichert. Dieser Schmierfilm ist beispielsweise vergleichbar mit einem sehr dünnen Flüssigkeitsfilm.
- In lösungsmittelhaltigen Formulierungen erweisen sich Gleit-Additive als besonders effektiv, weil sie beim Abdampfen des Lösungsmittels, also bei der Trocknung des Lacks mit dem Lösungsmittel an die Oberfläche transportiert werden.
- Als Gleit-Additiv wird beispielsweise ein handelsübliches Gleit- und/oder Verlaufshilfsmittel zugegeben, beispielsweise eines mit einer Molmasse im Bereich von 500 bis 25.000 g/mol, insbesondere eines mit einer Molmasse im Bereich von 1000 bis 15.000 g/mol, insbesondere eines mit einer Molmasse im Bereich von 5.000 bis 10.000 g/mol.
- Aufgrund ihres hohen Molekulargewichtes sind die bevorzugt polymer vorliegenden Gleit-Additive in der Grenzfläche relativ unbeweglich und bilden einen sperrigen Widerstand auf der Oberfläche, entgegen dem Materialfluss, der üblicherweise beispielsweise beim Abdampfen des Lösungsmittels nicht nur vom Substrat weg an die Oberfläche des Lacks entsteht, sondern auch quer dazu, insbesondere durch Lücken, die beispielsweise ein abgedampftes Lösungsmittelmolekül hinterlässt. Der Materialfluss entlang der Oberfläche ist aber beim Trocknen des Lacks eine der Ursachen, weshalb die ursprüngliche Glattheit, die ein frisch aufgetragener, noch nasser und noch unvernetzter, also nicht gehärteter Lack hat, beim Trocknen verschwindet und eine Oberflächenrauigkeit, die auch durch eine Mattierung des Lacks optisch erkennbar ist, entsteht. Durch die großen sperrigen Gleit-Additiv-Moleküle, die bevorzugt auch noch mit den Molekülen des Lacks vernetzen, wird also Unebenheit auf der Oberfläche vermieden und eine glatte, gleitfähige Oberfläche begünstigt. Trotzdem bleibt die Oberflächenenergie des getrockneten Lackes erhalten und wird nicht reduziert, weshalb die Benetzung einer Nachfolgeschicht unkritisch ist.
- Als Lack-Basis für die Formulierung in die das zumindest eine Gleit-Additiv eingebracht wird, wird beispielsweise ein vernetzend härtender, insbesondere auch ein Strahlen- und/oder Temperaturhärtender Lack, insbesondere ein herkömmlich bereits für diese Anwendung gebräuchlicher Lack, eingesetzt. Dabei kann durchaus eine Vernetzung des oder der Gleit-Additive mit der Lack-Basis-Formulierung erfolgen.
- Bevorzugt wird als Lack-Basis herkömmlich als Drahtlack eingesetztes Polymer verwendet, insbesondere beispielsweise Polyamid-Imid und/oder Polyester-Imid, sowie beliebige Mischungen und/oder Blends davon.
- In der Formulierung kann das Gleit-Additiv beispielsweise in einer Menge im Bereich von 0,01 Gew% bis 2,5 Gew%, insbesondere von 0,1 Gew% bis 1,0 Gew%, besonders bevorzugt von 0,15 Gew% bis 0,5 Gew% der Trockenmasse der einzelnen Lack-Lage vorhanden sein.
- Als "Trockenmasse" wird vorliegend die Masse der Lacklage nach dem Entfernen des Lösungsmittels bezeichnet.
- Gegenüber dem lackierten Wickeldraht ohne Gleit-Additiv und ohne Gleitmittel wird die Gleitreibung auf weniger als 20% des Wertes des Standarddrahtes reduziert.
- Der Drahtlack wird in bis zu 12 Lagen, beispielsweise in Form von zwei unterschiedlichen Lacken, die abwechselnd aufgetragen werden, auf den Wickeldraht aufgebracht.
- Dies erfolgt nach dem Stand der Technik beispielsweise durch das Ziehen des Drahts durch Lackbäder in denen die - beispielsweise Lösungsmittelhaltige - Formulierung vorliegt und anschließende thermische Verfestigung. Für den Effekt der verbesserten Gleiteigenschaften ist es lediglich erforderlich, die letzte Lackschicht, also die oberste, mit dem entsprechenden Gleit-Additiv zu versehen.
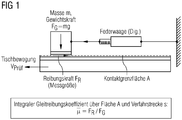
- Für die Ermittlung der Gleiteigenschaften von Lackoberflächen wurde ein Laboraufbau aus einer motorgetriebenen Traverse und einer Feinwaage erstellt. Der Gleitreibungskoeffizient zwischen einer mit entsprechendem Drahtlack versehenen Kupferplatte und einem als Substrat dienenden Drahtlack beschichtetem Si-Wafer wurde gemäß dem in
Figur 1 gezeigten Aufbau und nach der Formel: - Integraler Gleitreibungskoeffizient über Fläche A und Fahrstrecke s:

- In der
Figur 1 ist ersichtlich, wie eine Masse 1 mit einer Gewichtskraft F G = mg über eine Federwaage 2 an einem Fixpunkt 3 horizontal rechts gehalten wird. Der Tisch 4 auf dem die Masse 1 auf der Kontaktgrenzfläche 5 steht, wird nach links gezogen, während die Gleitreibung 6 die Masse 1 entgegen dieser Richtung halten will. Der zu überwindende Widerstand wird über die Feinwaage 2 ermittelt. - Die Feinwaage zeigt die Kraft an, die aufgewendet werden muss, um die Masse 1 auf der Oberfläche der Kontaktgrenzfläche 5 ins Gleiten zu bringen.
- In
Figur 2 sind die reduzierten Gleitreibkoeffizienten von Drahtlackproben mit Gleit-Additivzusatz dargestellt. Als Wert 1 ganz links in der Graphik, diente eine mit Wachs, insbesondere Polyethylenglykol, beschichtete Probe. Besonders vorteilhaft erwies sich das Gleit-Additiv 2, weil es nicht nur die geringsten Reibwerte liefert, sondern auch keine merkliche Konzentrationsabhängigkeit bzgl. der Verringerung der Gleitreibung aufweist. So kann dieses Gleit-Additiv in sehr geringen Mengen zugesetzt den gleichen Effekt erfüllen wie andere Gleit-Additive in größeren zugesetzten Mengen. Bei der Probe handelte es sich um das unter dem Markennamen Glide 415® erhältliche Gleit-Additiv. - Zur Untersuchung der Benetzbarkeit der mit Gleit-Additiv gemäß einer bevorzugten Ausführungsform der Erfindung versetzten Lackoberfläche wurden Benetzungsergebnisse von zwei herkömmlichen Standardtränkharzen auf einer gemäß der Erfindung mit Gleit-Additiv versetztem Lack lackierten Wickeldrahtoberflächen dargestellt. Bei beiden Standardtränkharzen wird durch das Gleit-Additiv der Kontaktwinkel leicht erhöht. Es ist in keinem Fall davon auszugehen, dass hierdurch eine Beeinflussung der Tränkharzfüllung von Kavitäten, also der Räume zwischen den Drähten, der Wickeldraht-Spulen erfolgt.
- In
Figur 3 sind die entsprechenden Ergebnisse gezeigt, als Referenzprobe wurde wieder ein Drahtlack ohne Gleit-Additiv genommen, der als "Wert 1" ganz links in der Graphik zu sehen ist. Hier ergibt sich ganz klar, dass die Paraffinbeschichtete Oberfläche wesentlich schwerer zu benetzen ist als die gemäß der Erfindung mit Gleit-Additiv-versetztem Drahtlack. - In
Figur 4 schließlich sind die Ergebnisse von Abscherversuchen von 2x2 mm großen Quarzglasquadern auf mit Gleit-Additiv-versetzten Drahtlackoberflächen. Der Referenzwert bezieht sich hierin auf eine Paraffin-freie Oberfläche, daher sollten die Referenzwerte etwas niedriger sein. Bei den inFigur 4 dargestellten Graphiken zeigt sich, dass die Werte durch die Gleit-Additiv-versetzte Lackierung bei beiden untersuchten Standardtränkharzen leicht reduziert werden. - Durch die hier erstmals vorgestellte Möglichkeit der Gleitreibungskoeffizienten-Reduzierung durch Zugabe von so geringen Mengen wie 1 Gew% Gleit-Additiv zur Lackformulierung bei der Herstellung von Elektromotoren mit Wickeldraht-Spulen ist es möglich, auf die Zugabe von oberflächlichen Gleitmitteln wie Wachse und/oder Paraffine bei der Wicklung der Drähte zu verzichten.
- Insbesondere kann so die Gleitreibung auf weniger als 20% reduziert werden, was den Bau von drehmomentstärkeren Motoren auf gleichem Raum oder von drehmomentgleichen Motoren auf kleinerem Raum, in jedem Fall einer Erhöhung der Leistungsdichte bei Elektromotoren gleich kommt. Zudem wird durch die Erfindung der Wirkungsgrad gesteigert, da höhere Draht-Füllungen in der Nut möglich sind, schließlich sind eine Reduktion der Asymmetrie von Wicklungen und/oder eine Reduktion der Ausfallrate durch Drahtbeschädigung beim Einziehen aufgrund hoher Einzugskräfte möglich.
- Der hier erstmals vorgestellte isolierte Wickeldraht mit Gleit-Additiv kann ohne Veränderung der Fertigungsprozesse eingesetzt werden, das Gleitmittel oder Paraffin in der Fertigung kann entfallen, die Verringerung der Einzugskräfte steigert die Lebensdauer der entsprechenden Vorrichtungen und schließlich können die Prozesszeiten zur Herstellung der Spulen für die Elektromotoren verkürzt werden, weil die Aufbringung und Entfernung der Gleitmittel entfällt und außerdem höhere Wickelgeschwindigkeiten realisierbar sind.
- Die Erfindung zeichnet sich dadurch aus, dass das herkömmliche System zur Herstellung von Wickeldraht-Spulen für Elektromotoren praktisch übernommen werden kann, aber zwei oder mehr Prozessschritte entfallen können, weil eine geringe Menge an handelsüblich erhältlichem Gleit-Additiv der Formulierung zumindest für die oberste Lage der isolierenden Beschichtung der Drähte zugesetzt wird. Die Erfindung betrifft auch die Verwendung eines Wickeldrahtes zur Herstellung einer Spule für einen Elektromotor.
Claims (10)
- Wickeldraht aus einem elektrisch leitfähigen Material, zumindest eine Lage einer isolierenden Beschichtung aufweisend, dadurch gekennzeichnet, dass einer Formulierung zur Herstellung dieser Lage der isolierenden Beschichtung zumindest ein Gleit-Additiv zur Verminderung des Reibungskoeffizienten zugesetzt ist.
- Wickeldraht nach Anspruch 1, bei dem die isolierende Beschichtung zumindest eine Lage eines isolierenden Lacks mit oder ohne Gleit-Additiv-Zusatz umfasst.
- Wickeldraht nach einem der vorstehenden Ansprüche 1 oder 2, bei dem das Gleit-Additiv innerhalb der zumindest einen Lage der isolierenden Beschichtung inhomogen, insbesondere einem Konzentrations-Gradienten folgend, der an der Oberfläche der Lage sein Maximum erreicht, verteilt ist.
- Wickeldraht nach einem der vorstehenden Ansprüche, wobei zumindest zwei Lagen unterschiedlichen Lackmaterials vorgesehen sind.
- Wickeldraht nach einem der vorstehenden Ansprüche, wobei als Gleit-Additiv ein organisch modifiziertes Siloxan und/oder ein Acrylat der Formulierung zugesetzt sind.
- Wickeldraht nach einem der vorstehenden Ansprüche, wobei das Gleit-Additiv in einer Menge von bis zu 2,5 Gew%, bezogen auf die Trockenmasse des isolierenden Lackmaterials der jeweiligen Lage, zugesetzt ist.
- Wickeldraht nach einem der vorstehenden Ansprüche, wobei die Basis des isolierenden Lackmaterials ein Polyester-Imid und/oder ein Polyamid-Imid umfasst.
- Wickeldraht nach einem der vorstehenden Ansprüche, wobei die Formulierung zur Herstellung der isolierenden Beschichtung ein Lösungsmittel enthält, das nach der Trocknung und/oder Härtung des Lacks entfernt ist.
- Wickeldraht nach einem der vorstehenden Ansprüche, wobei die Molmasse des Gleit-Additivs im Bereich zwischen 500 g/mol bis 25.000 g/mol liegt.
- Verwendung eines Wickeldrahts nach einem der Ansprüchen 1 bis 9 zur Herstellung einer Wickeldrahtspule für einen Elektromotor.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17165745.5A EP3389059A1 (de) | 2017-04-10 | 2017-04-10 | Wickeldraht und verwendung dazu |
| PCT/EP2018/051826 WO2018188825A1 (de) | 2017-04-10 | 2018-01-25 | Wickeldraht und verwendung dazu |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17165745.5A EP3389059A1 (de) | 2017-04-10 | 2017-04-10 | Wickeldraht und verwendung dazu |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3389059A1 true EP3389059A1 (de) | 2018-10-17 |
Family
ID=58530451
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17165745.5A Withdrawn EP3389059A1 (de) | 2017-04-10 | 2017-04-10 | Wickeldraht und verwendung dazu |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3389059A1 (de) |
| WO (1) | WO2018188825A1 (de) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB627660A (en) * | 1947-07-01 | 1949-08-12 | Norman Dixon | Improvements in electric cables |
| US3528852A (en) * | 1965-10-27 | 1970-09-15 | Anaconda Wire & Cable Co | Dual-coated electrical conductor |
| US3583885A (en) * | 1969-08-29 | 1971-06-08 | Essex International Inc | Sil-alkyd coatings for wire |
| EP0033224A1 (de) * | 1980-01-24 | 1981-08-05 | Sumitomo Electric Industries Limited | Magnetischer Wicklungsdraht |
| CH640972A5 (en) * | 1978-12-26 | 1984-01-31 | Sumitomo Electric Industries | Method for producing a lubricated, insulated wire |
| US4693936A (en) * | 1984-05-02 | 1987-09-15 | Essex Group, Inc. | Low coefficient of friction magnet wire enamels |
| US20110127067A1 (en) * | 2009-11-30 | 2011-06-02 | Hitachi Cable, Ltd. | Insulated wire |
-
2017
- 2017-04-10 EP EP17165745.5A patent/EP3389059A1/de not_active Withdrawn
-
2018
- 2018-01-25 WO PCT/EP2018/051826 patent/WO2018188825A1/de not_active Ceased
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB627660A (en) * | 1947-07-01 | 1949-08-12 | Norman Dixon | Improvements in electric cables |
| US3528852A (en) * | 1965-10-27 | 1970-09-15 | Anaconda Wire & Cable Co | Dual-coated electrical conductor |
| US3583885A (en) * | 1969-08-29 | 1971-06-08 | Essex International Inc | Sil-alkyd coatings for wire |
| CH640972A5 (en) * | 1978-12-26 | 1984-01-31 | Sumitomo Electric Industries | Method for producing a lubricated, insulated wire |
| EP0033224A1 (de) * | 1980-01-24 | 1981-08-05 | Sumitomo Electric Industries Limited | Magnetischer Wicklungsdraht |
| US4693936A (en) * | 1984-05-02 | 1987-09-15 | Essex Group, Inc. | Low coefficient of friction magnet wire enamels |
| US20110127067A1 (en) * | 2009-11-30 | 2011-06-02 | Hitachi Cable, Ltd. | Insulated wire |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2018188825A1 (de) | 2018-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3237022C2 (de) | ||
| DE69126461T2 (de) | Emaillacke, Verfahren zu deren Herstellung und deren Verwendung in lackisolierten Leitern | |
| DE69923105T2 (de) | Vorgeschmiertes Kabel und Herstellungsverfahren | |
| EP2721616B1 (de) | Isoliersysteme mit verbesserter teilentladungsbeständigkeit, verfahren zur herstellung dazu | |
| DE3125762C2 (de) | ||
| DE2558538A1 (de) | Homogene urethandispersionen | |
| DE69634941T2 (de) | Film mit hoher koronabeständigkeit, sowie isolierter elektrischer draht, spule und motor, die diesem film als insulationsmaterial benutzen | |
| DE2558544A1 (de) | Waessrige ueberzugs-zusammensetzung fuer magnetdraht | |
| DE2915874A1 (de) | Verfahren und verbesserung der elektrischen isolierwirkung einer aussenflaeche eines festen elektrischen isolators | |
| DE3229662C2 (de) | Reibwerkstoff zur Verwendung in einem Leistungsregler | |
| DE102016222984B4 (de) | Verfahren zum Herstellen einer Zusammensetzung für eine poröse, isolierende Beschichtung aus einem organisch-anorganischen Hybridmaterial | |
| DE3232967C2 (de) | Mit einem Gleitmittel versehener, maschinell verarbeitbarer Magnetwicklungsdraht | |
| DE102021201666A1 (de) | Nutisolationssystem für eine elektrische rotierende Maschine, Verfahren zur Herstellung eines Nutisolationssystems | |
| EP3389059A1 (de) | Wickeldraht und verwendung dazu | |
| DE102005017112A1 (de) | Feuchtigkeitsabweisende Schutzschicht für einen Wickelkopf einer elektrischen Maschine | |
| WO2024012906A1 (de) | Lackisolierter runddraht, verfahren zur herstellung und verwendung dazu | |
| EP2705095B1 (de) | Isolationslack und isolationslaminat | |
| DE102019209346A1 (de) | Imprägnierformulierung, Isolationsmaterial, Verfahren zum Herstellen eines Isolationsmaterials und elektrische Maschine mit einem Isolationsmaterial | |
| DE10311142B4 (de) | Lacksystem als Oberflächenschicht für Substrate und Verfahren zum Herstellen des Lacksystems | |
| DE102018105521B4 (de) | Verfahren und Vorrichtung zur Herstellung eines linearen elektroaktiven koaxialen Polymeraktors | |
| DE2041897A1 (de) | Lackisolierter und mit gleitmittel versehener Leiter | |
| DE2500517A1 (de) | Impraegniermittel fuer die festen schichten eines dielektrikums in einem wickelkondensator | |
| AT391379B (de) | Lackdraht mit niedrigem reibungskoeffizienten sowie verfahren zur herstellung eines solchen lackdrahtes | |
| EP2923362A1 (de) | Lackdraht | |
| DE2602765B2 (de) | Transformator mit einem oelumlaufkuehlsystem und verfahren zur verhinderung des aufbaus statischer elektrischer ladungen aufgrund der oelstroemung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20190418 |