EP3408589B1 - Installation de redressage automatisé d'une mèche de bougie et procédé de redressage automatisé associé - Google Patents
Installation de redressage automatisé d'une mèche de bougie et procédé de redressage automatisé associé Download PDFInfo
- Publication number
- EP3408589B1 EP3408589B1 EP17706579.4A EP17706579A EP3408589B1 EP 3408589 B1 EP3408589 B1 EP 3408589B1 EP 17706579 A EP17706579 A EP 17706579A EP 3408589 B1 EP3408589 B1 EP 3408589B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- straightening
- wick
- receptacle
- gripping
- candle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23D—BURNERS
- F23D3/00—Burners using capillary action
- F23D3/02—Wick burners
- F23D3/18—Details of wick burners
- F23D3/28—Wick-adjusting devices
-
- C—CHEMISTRY; METALLURGY
- C11—ANIMAL OR VEGETABLE OILS, FATS, FATTY SUBSTANCES OR WAXES; FATTY ACIDS THEREFROM; DETERGENTS; CANDLES
- C11C—FATTY ACIDS FROM FATS, OILS OR WAXES; CANDLES; FATS, OILS OR FATTY ACIDS BY CHEMICAL MODIFICATION OF FATS, OILS, OR FATTY ACIDS OBTAINED THEREFROM
- C11C5/00—Candles
- C11C5/006—Candles wicks, related accessories
Definitions
- the present invention relates to an installation for the automated straightening of a spark plug wick inside a receptacle containing a fusible combustible material in the solidification phase, as well as to the associated automated straightening process.
- the invention lies in the field of candle manufacturing lines configured to fill receptacles with fusible combustible material and place wicks inside the receptacles, each candle thus comprising a receptacle containing a fusible combustible material and a wick.
- the fusible combustible material generally of the natural wax or paraffin wax type, is introduced liquid into the receptacle, with the presence of the wick generally supported at its lower end by a support placed in the bottom of the receptacle, then the wick. fusible combustible material hardens until it is completely set or solid, thus immobilizing the wick caught in the solid fusible combustible material.
- FIG. 1 which illustrates a candle 1 comprising a receptacle 10 containing a fusible combustible material 11 and a wick 12 carried by a support 13 placed in the bottom 14 of the receptacle 10, it is conventionally observed a sagging of the wick 12, under the effect in particular of gravity, as the fusible combustible material solidifies 11.
- Such a sagging consists of a deflection of the wick 12 which no longer extends along a vertical central axis 15 of the receptacle 10, leading to an off-centering of its upper part, so that this upper part of the wick 12 (which protrudes in part of the level of the fusible combustible material 11) approaches the walls of the receptacle 10. If the wick 12 is found immobilized in such a collapsed position, it is customary for the manufacturer to remove the spark plug 1 which becomes unsaleable for aesthetic reasons but above all for the reduction in the combustion time of the wick 12.
- the wick 12 is erected vertically inside the receptacle 10, and more specifically in the center of the receptacle 10, so that the wick 12 extends along the vertical central axis 15 of the receptacle 10.
- a first solution known from the document US 7,736,145 , consists in using a dip tube inside which the wick is positioned, this dip tube being supported by a bearing resting on the edges of the receptacle.
- a solution is particularly complex because it is necessary to manually place each wick in the tube, not to mention that it involves a first payment of combustible material fusible with the dip tube present until complete solidification, then a second payment. of fusible combustible material without the dip tube.
- a second solution known in particular from documents US 2009/0092938 , US 3,799,492 , FROM 36 20 607 and US 6,090,331 , consists in using an upper stopper coming to rest on the edges of the receptacle and crossed in its center by the upper end of the wick, such an upper stopper being provided to limit or block the movement of the wick at its upper end.
- an upper stopper coming to rest on the edges of the receptacle and crossed in its center by the upper end of the wick, such an upper stopper being provided to limit or block the movement of the wick at its upper end.
- it is complex to position, manually and one by one, each upper stopper on the receptacle while passing the wick through the center of the upper stopper, with a very limited benefit in terms of costs and efficiency.
- a third solution known from the document FROM 23 28 267 , consists of pneumatic means suitable for emitting directed air flows to straighten the wick.
- pneumatic solution is imprecise for replacing a wick in the center of its receptacle, and is unsuitable for vertically straightening a sagging wick.
- the object of the present invention is to resolve these various drawbacks, by providing an automated and efficient solution for obtaining wicks standing vertically in the center of the receptacles, and which is suitable for a high speed candle manufacturing line.
- the invention proposes, instead of known solutions of upper stopper or dip tube or air flow, to let the wick collapse naturally and to straighten it vertically by means of a gripping system controlled by a control system, after having located or detected the initial sagging position of the bit thanks to the detection system; it being understood that if, in the initial position, the bit is not sagged and is drawn up vertically, then the control system does not control any straightening operation by the gripping system.
- the installation comprises a system for maintaining the spark plug receptacle in a fixed position during detection by the detection system and during the gripping and movement of the gripping system.
- the receptacle may be fixed during detection by the detection system, then the receptacle is moved before being kept fixed during the gripping and the displacement of the gripping system.
- the receptacle moves continuously during detection by the detection system and during the gripping and displacement of the gripping system, so that the control system integrates this continuous displacement to precisely control the system. detection and gripping system.
- the gripping system comprises a clamp suitable for gripping the bit and attached to a manipulator mobile in a vertical direction and in at least one horizontal direction.
- the manipulator can be mobile in a single horizontal direction or else be mobile in two orthogonal horizontal directions.
- the gripping system is equipped with a device for regulating a force exerted vertically on the wick, in order to allow vertical pulling of the wick with a controlled force.
- the detection system comprises at least one detector chosen from the following group: a laser range finder, an ultrasonic range finder, a radar range finder, one or more infrared or visible cameras.
- the detection system is a non-contact system, so that this detection system does not come into contact with the wick which, by definition, is light and bathed in a fluid combustible material (not yet fixed or solid) , so that the detection system does not move the wick so as not to interfere with the control of the gripping system to straighten the wick.
- the detection system comprises a range finder movable relative to the receptacle of the spark plug in order to scan the entire spark plug to detect the initial position of the wick.
- the range finder is movable horizontally.
- the present invention also relates to an automated straightening station for candle wicks arranged in successive rows in a horizontal transverse direction and conveyed in translation in a horizontal longitudinal direction, where the station comprises several automated straightening installations in accordance with the invention.
- an installation can be employed for straightening several neighboring spark plugs in the row (by moving the detection system and the gripping system from one spark plug to another), and the control system can be common. to the different installations.
- the invention also relates to a candle manufacturing line comprising at least one automated straightening station according to the invention.
- the production line comprises at least two automated straightening stations in accordance with the invention, these automated straightening stations being separated by a system for conveying the candles.
- the straightening of the wicks can be done at several distinct times during the solidification phase of the material.
- fusible fuel for example at the start of solidification and in the middle of solidification; the conveying speed, the spacing between the stations and the solidification speed of the fusible combustible material being parameters to be taken into account in order to straighten the wicks at the right times so that, once the fusible combustible material has solidified, the wicks are erect vertically in the receptacles of the candles.
- a candle manufacturing line 2 1 comprises at least one straightening station 3 framed by one or two conveyors 4, for example of the roller conveyor or conveyor belt type, which convey the candles 1 arranged in successive rows in a transverse direction Y horizontal, these rows of candles 1 being conveyed in translation in a longitudinal direction X horizontal and orthogonal to the transverse direction Y.
- An inlet conveyor 4 conveys the rows of candles 1 at the inlet of the straightening station 3, and an outlet conveyor 4 conveys the rows of candles 1 at the outlet of the straightening station 3, or else a single conveyor performs this conveying task entering and leaving the straightening station 3.
- the candles 1 are as described previously with reference to figures 1 and 2 , in the sense that they each comprise a receptacle 10 containing a fusible combustible material 11 and a wick 12 carried by a support 13 placed in the bottom 14 of the receptacle 10.
- the fusible combustible material 11 is in the solidification phase, in other words the fusible combustible material 11 is still fluid, with the risk of sagging the wick 12 as described above with reference to figure 1 .
- the straightening station 3 is provided for automatically straightening the sagging wicks of the incoming candles 1, row by row, in order to deliver the output of the candles 1 having their wicks straightened vertically. It is obvious that this sagging of the wick can occur on all or part of the candles 1 of the row treated in the straightening station 3, or even on any of the candles 1 of the row treated.
- the straightening station 3 may be preceded by a spacing unit 8 suitable for isolating the rows at the entrance to the straightening station 3, such as for example a blade separator, in order to supply the straightening station 3 with rows. spark plugs sufficiently spaced from each other with regard to the duration of the operations relating to the straightening of the wicks.
- the straightening station 3 comprises an alignment system for the row of treated candles 1, otherwise called row aligner, which forms a system for maintaining each candle receptacle 1 in a fixed position in alignment along the transverse direction Y, during all operations relating to the straightening of the wicks.
- the straightening station 3 For straightening the wicks, the straightening station 3 comprises several automatic straightening installations 5, and in particular a straightening installation 5 every two spark plugs 1 in the row, i.e. N straightening installations 5 for rows of 2N spark plugs 1.
- the straightening station 3 comprises as many straightening installations 5 as there are candles 1 in a row. In a less expensive variant and offering a longer processing time, the straightening station 3 comprises a straightening installation 5 every three candles 1 in the row, or even every four candles or more.
- a straightening installation 5 comprises at least one detection system 6 capable of detecting an initial position of the wick 12 inside the receptacle 10 of a spark plug 1; this initial position corresponding to the position of the wick 12 before the operations relating to straightening, and this initial position may correspond to an unwanted collapsed position or to a desired vertically upright position. It should be noted that the number of detection systems 6 may be different from the number of straightening installations 5 within a straightening station 3.
- the detection system 6 comprises an obstacle detector of the laser rangefinder type 60 movable in the transverse direction Y (in other words parallel to the row of candles 1) and placed in an elevated manner with respect to the receptacles 10 of the candles 1, in order to sweep the entire spark plug to detect the initial position of the wick 12.
- the laser rangefinder 60 is fixed and the candle 1 is movable in the transverse direction Y.
- the detection system 6 comprises one or more infrared or visible cameras, the images of which will be the subject of a video processing to determine the initial position of the bit 12 relative to the receptacle 10.
- the laser range finder 60 is mobile in the transverse direction Y over a distance provided to allow the laser range finder 60 to scan all of two neighboring candles 1 in the row (or even more depending on the number of laser range finders 60 provided in the straightening station 3).
- the laser range finder 60 moves in the transverse direction Y by emitting a laser beam 61 directed in the longitudinal direction X.
- the laser beam 61 cuts the wick 12 (which forms an obstacle for the laser beam 61)
- the transverse coordinate along the Y direction of the wick 12 is directly deduced, and the wick in turn returns the light ray and the laser range finder 60 calculates the phase shift between the emission and the reception in order to deduce therefrom the longitudinal coordinate in the direction X of the wick 12.
- the initial position of the wick 12 thus corresponds to the combination of these transverse and longitudinal coordinates.
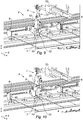
- the laser range finder 60 starts the operation of detecting the initial position of the wick 12 of a spark plug 1, starting from a starting situation (as illustrated in figure 4 ) in which the laser beam 61 passes over one side (for example on the left) of the spark plug 1, then is moved in translation in the transverse direction Y, until the laser beam 61 scans the spark plug 1 and cuts the wick 12 (as shown on figure 5 ), and ends the detection operation in an end situation (as shown in the figure 6 ), in which the laser beam 61 passes to the other side (for example to the right) of the spark plug 1.
- a straightening installation 5 further comprises a mobile gripping system 7 capable of gripping and moving the bit 12 relative to the receptacle 10, in order to straighten it vertically in the center of the receptacle 10, starting from the initial position detected by the detection 6 during the detection operation described above.
- a mobile gripping system 7 capable of gripping and moving the bit 12 relative to the receptacle 10, in order to straighten it vertically in the center of the receptacle 10, starting from the initial position detected by the detection 6 during the detection operation described above.
- each spark plug 1 (or row of spark plugs 1) remains fixed.
- each candle 1 (or row of candles 1) is moved in the longitudinal direction X or by a given pitch in order to place the candle 1 (or row of candles 1) below the system of gripping, or continuously without interrupting the movement of the spark plugs 1.
- the gripping system 7 comprises a clamp 70 suitable for gripping the wick 12 and attached to a manipulator 71 mobile in a vertical direction Z and in the transverse direction Y and / or the longitudinal direction X.
- the clamp 70 is positioned directly above the receptacle 10 in a rest configuration (as illustrated in figure 7 ) and has a width equivalent or even greater than the thickness of the wick 12, and the manipulator is movable in the vertical direction Z and also in both the longitudinal direction X and in the transverse direction Y in order to be able to bring the gripper precisely gripping the bit 2, then moving the clamp at the level of the center of the receptacle and finally raising the clamp in the vertical direction Z to vertically straighten the drill bit 12 in the center of the receptacle 10.
- the clamp is positioned directly above the receptacle 10 and has a width equivalent to or even greater than the dimension of the receptacle in the longitudinal direction X (in other words its diameter if the receptacle is cylindrical), and when the clamp is closed, it defines a pinch line parallel to the longitudinal direction X and located in a median plane (or central plane) of the receptacle 10 along this longitudinal X.
- the clamp is closed and has gripped the drill bit 12
- the manipulator is mobile in the vertical direction Z and in the longitudinal direction X.
- this clamp is to be used for another neighboring spark plug 1 in the row, it is necessary that the manipulator is also mobile in the transverse direction Y in order to to be able to bring it above this other candle 1.
- the clamp is positioned directly above the receptacle 10 and has a width equivalent to or even greater than the dimension of the receptacle in the transverse direction Y (in other words its diameter if the receptacle is cylindrical), and when the clamp is closed on the bit in the initial position, it defines a pinch line parallel to the transverse direction Y and located in a median plane (or central plane) of the receptacle in this transverse direction.
- the manipulator is movable in the vertical direction Z and in the transverse direction Y. This mobility in the transverse direction Y thus makes it possible to then bring the clamp 70 above another neighboring candle 1 in the row .
- the manipulator 71 can comprise a pneumatic cylinder 72 advantageously equipped with a pressure regulator making it possible to regulate the force exerted vertically on the wick 12 when the gripper 70 is closed. on wick 12 and pull it vertically.
- the manipulator 71 can comprise a motorized electric system 73 single-axis or two-axis, or even three-axis or multi-axis.
- the manipulator 71 is a three-axis or multi-axis robotic manipulator, so that the gripping system 7 forms a three-dimensional robotic gripper.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- General Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Wood Science & Technology (AREA)
- Organic Chemistry (AREA)
- Manipulator (AREA)
- Casting Devices For Molds (AREA)
Description
- La présente invention se rapporte à une installation de redressage automatisé d'une mèche de bougie à l'intérieur d'un réceptacle contenant une matière combustible fusible en phase de solidification, ainsi qu'au procédé de redressage automatisé associé.
- L'invention se situe dans le domaine des lignes de fabrication de bougies conformées pour remplir en matière combustible fusible des réceptacles et placer des mèches à l'intérieur des réceptacles, chaque bougie comprenant ainsi un réceptacle contenant une matière combustible fusible et une mèche.
- De manière classique, la matière combustible fusible, généralement du type cire naturelle ou cire de paraffine, est introduite liquide dans le réceptacle, avec la présence de la mèche généralement supportée à son extrémité basse par un support placé dans le fond du réceptacle, puis la matière combustible fusible durcit jusqu'à être complètement figée ou solide, immobilisant ainsi la mèche prise dans la matière combustible fusible solide.
- En référence à la
figure 1 qui illustre une bougie 1 comprenant un réceptacle 10 contenant une matière combustible fusible 11 et une mèche 12 porté par un support 13 placé dans le fond 14 du réceptacle 10, il est classiquement observé un affaissement de la mèche 12, sous l'effet notamment de la gravité, au fur et à mesure de la solidification de la matière combustible fusible 11. - Un tel affaissement consiste en un fléchissement de la mèche 12 qui ne s'étend plus selon un axe central vertical 15 du réceptacle 10, conduisant à un décentrage de sa partie haute, de sorte que cette partie haute de la mèche 12 (qui dépasse en partie du niveau de la matière combustible fusible 11) se rapproche des parois du réceptacle 10. Si la mèche 12 se retrouve immobilisée dans une telle position affaissée, il est d'usage pour le fabricant d'écarter la bougie 1 qui devient invendable pour des raisons esthétiques mais surtout de baisse de la durée de combustion de la mèche 12.
- En référence à la
figure 2 , qui illustre la même bougie 1 que lafigure 1 , il est préférable que la mèche 12 soit dressée verticalement à l'intérieur du réceptacle 10, et plus spécifiquement au centre du réceptacle 10, afin que la mèche 12 s'étende selon l'axe central vertical 15 du réceptacle 10. - Pour que la mèche soit immobilisée dans une telle position centrale verticale, à la fin de la solidification de la matière combustible fusible, plusieurs solutions sont connues.
- Une première solution, connue du document
US 7 736 145 , consiste à employer un tube plongeur à l'intérieur duquel est positionné la mèche, ce tube plongeur étant supporté par un portant en appui sur les bords du réceptacle. Cependant, une telle solution est particulièrement complexe car il faut placer manuellement chaque mèche dans le tube, sans compter qu'elle fait appel à un premier versement de matière combustible fusible avec le tube plongeur présent jusqu'à solidification complète, puis à un second versement de matière combustible fusible sans le tube plongeur. - Une seconde solution, connue notamment des documents
US 2009/0092938 ,US 3 799 492 ,DE 36 20 607 etUS 6 090 331 , consiste à employer un butoir supérieur venant en appui sur les bords du réceptacle et traversé en son centre par l'extrémité haute de la mèche, un tel butoir supérieur étant prévu pour limiter ou bloquer le mouvement de la mèche à son extrémité haute. Cependant, sur une ligne de fabrication de bougies, à cadence plus ou moins élevée, il est complexe de positionner, manuellement et un par un, chaque butoir supérieur sur le réceptacle tout en faisant passer la mèche à travers le centre du butoir supérieur, avec un bénéfice très limitée en termes de coûts et d'efficacité. - Une troisième solution, connue du document
DE 23 28 267 , consiste moyens pneumatiques propres à émettre des flux d'air dirigés pour redresser la mèche. Cependant, une telle solution pneumatique est peu précise pour replacer une mèche au centre de son réceptacle, et est inadaptée pour redresser verticalement une mèche affaissée. - La présente invention a pour but de résoudre ces différents inconvénients, en apportant une solution automatisée et efficace pour obtenir des mèches dressées verticalement au centre des réceptacles, et qui soit adaptée à une ligne de fabrication de bougies à haute cadence.
- A cet effet, elle propose une installation de redressage automatisé d'une mèche de bougie à l'intérieur d'un réceptacle contenant une matière combustible fusible en phase de solidification, ladite installation comprenant :
- un système de détection apte à détecter une position initiale de la mèche à l'intérieur du réceptacle ;
- un système de préhension mobile apte à saisir et déplacer la mèche relativement au réceptacle ;
- un système de contrôle raccordé, d'une part, audit système de détection pour le piloter en détection et recevoir ladite position initiale de la mèche relativement au réceptacle et, d'autre part, audit système de préhension pour le piloter en préhension et en déplacement, à partir d'une configuration de repos jusqu'à une configuration initiale dans laquelle ledit système de préhension saisit la mèche dans sa position initiale et ensuite jusqu'à une configuration finale dans laquelle ledit système de préhension a redressé verticalement la mèche à l'intérieur du réceptacle.
- Ainsi, l'invention propose, en lieu et place des solutions connues de butoir supérieur ou tube plongeur ou flux d'air, de laisser la mèche s'affaisser naturellement et de la redresser verticalement au moyen d'un système de préhension piloté par un système de contrôle, après avoir repéré ou détecté la position initiale affaissée de la mèche grâce au système de détection ; étant entendu que si, dans la position initiale, la mèche n'est pas affaissée et est dressée verticalement, alors le système de contrôle ne pilote aucune opération de redressement par le système de préhension.
- Selon une caractéristique, l'installation comprend un système de maintien du réceptacle de bougie dans une position fixe durant la détection par le système de détection et durant la préhension et le déplacement du système de préhension.
- Dans une première variante, le réceptacle peut être fixe durant la détection par le système de détection, puis le réceptacle est déplacé avant d'être maintenu fixe durant la préhension et le déplacement du système de préhension.
- Dans une seconde variante, le réceptacle se déplace de manière continue durant la détection par le système de détection et durant la préhension et le déplacement du système de préhension, de sorte que le système de contrôle intègre ce déplacement continue pour piloter de manière précise le système de détection et le système de préhension.
- Selon une autre caractéristique, le système de préhension comprend une pince adaptée pour la saisie de la mèche et attachée à un manipulateur mobile selon une direction verticale et selon au moins une direction horizontale.
- Suivant la taille de la pince, relativement aux dimensions de la bougie, le manipulateur peut être mobile selon une unique direction horizontale ou bien être mobile selon deux directions horizontales orthogonales.
- Dans une réalisation particulière, le système de préhension est équipé d'un dispositif de régulation d'un effort exercé verticalement sur la mèche, afin de permettre un tirage vertical de la mèche avec un effort contrôlé.
- Dans un mode de réalisation particulier, le système de détection comprend au moins un détecteur choisi parmi le groupe suivant : un télémètre laser, un télémètre à ultrasons, un télémètre radar, une ou plusieurs caméras infrarouge ou visible.
- De manière générale, le système de détection est un système sans contact, de sorte que ce système de détection ne vient pas au contact de la mèche qui, par définition, est légère et baigne dans une matière combustible fluide (non encore figée ou solide), de manière à ce que le système de détection ne vienne pas déplacer la mèche pour ne pas nuire au pilotage du système de préhension pour redresser la mèche.
- Selon une possibilité de l'invention, le système de détection comprend un télémètre mobile relativement au réceptacle de la bougie afin de balayer l'intégralité de la bougie pour détecter la position initiale de la mèche.
- Selon une autre possibilité de l'invention, le télémètre est mobile horizontalement.
- La présente invention concerne également un poste de redressage automatisé des mèches de bougies disposées en rangées successives selon une direction transversale horizontale et convoyées en translation selon une direction longitudinale horizontale, où le poste comprend plusieurs installations de redressage automatisé conformes à l'invention.
- Dans un tel poste, une installation peut être employée pour le redressage de plusieurs bougies voisines dans la rangée (en déplaçant le système de détection et le système de préhension d'une bougie à l'autre), et le système de contrôle peut être commun aux différentes installations.
- L'invention se rapporte aussi à une ligne de fabrication de bougies comprenant au moins un poste de redressage automatisé conforme à l'invention.
- Avantageusement, la ligne de fabrication comprend au moins deux poste de redressage automatisé conformes à l'invention, ces postes de redressage automatisé étant séparés par un système de convoyage des bougies.
- De cette manière, le redressage des mèches peut se faire à plusieurs moments distincts durant la phase de solidification de la matière combustible fusible, par exemple au début de la solidification et au milieu de la solidification ; la vitesse de convoyage, l'écartement entre les postes et la vitesse de solidification de la matière combustible fusible étant des paramètres à prendre en compte pour redresser les mèches aux bons moments afin que, une fois la matière combustible fusible solidifiée, les mèches soient dressées verticalement dans les réceptacles des bougies.
- L'invention concerne en outre un procédé de redressage automatisé d'une mèche de bougie à l'intérieur d'un réceptacle contenant une matière combustible fusible en phase de solidification, ledit procédé mettant en œuvre une installation selon la revendication 1 et comprenant les étapes suivantes :
- au moyen d'un système de détection, détecter une position initiale de la mèche à l'intérieur du réceptacle ;
- au moyen d'un système de préhension mobile, saisir la mèche dans sa position initiale et déplacer ladite mèche jusqu'à son redressement vertical à l'intérieur du réceptacle.
- D'autres caractéristiques et avantages de la présente invention apparaîtront à la lecture de la description détaillée ci-après, d'un exemple de mise en œuvre non limitatif, faite en référence aux figures annexées dans lesquelles :
- la
figure 1 , déjà décrite, est une vue schématique en perspective d'une bougie dont la mèche est affaissée ; - la
figure 2 , déjà décrite, est une vue schématique en perspective d'une bougie dont la mèche est redressée verticalement ; - la
figure 3 est une vue schématique en perspective d'une partie d'une ligne de fabrication de bougies conforme à l'invention, avec un poste de redressage automatisé encadré par deux convoyeurs ; - la
figure 4 est une vue schématique en perspective d'une partie du poste de redressage automatisé de lafigure 3 , zoomée sur des systèmes de détection pour des installations de redressage automatisé conformes à l'invention, où les systèmes de détection sont dans une configuration initiale au début du balayage pour détecter les positions initiales des mèches de bougies ; - la
figure 5 est une vue similaire à celle de lafigure 4 , où les systèmes de détection sont dans une configuration intermédiaire durant le balayage ; - la
figure 6 est une vue similaire à celle de lafigure 4 , où les systèmes de détection sont dans une configuration finale à la fin du balayage ; - la
figure 7 est une vue schématique en perspective d'une partie du poste de redressage automatisé de lafigure 3 , zoomée sur des systèmes de détection et sur un système de préhension, où le système de préhension a quitté une configuration initiale relevée et occupe une configuration abaissée avec sa pince ouverte ; - la
figure 8 est une vue similaire à celle de lafigure 7 , où le système de préhension est, avec sa pince fermée, dans une configuration initiale de saisie d'une mèche de bougie dans sa position initiale affaissée ; - la
figure 9 est une vue similaire à celle de lafigure 7 , où le système de préhension est, avec sa pince toujours fermée, dans une configuration finale de redressage verticale de la mèche ; et - la
figure 10 est une vue similaire à celle de lafigure 7 , où le système de préhension est, avec sa pince ouverte, retournée dans une configuration initiale relevée. - En référence à la
figure 3 , une ligne 2 de fabrication de bougies 1 comprend au moins un poste de redressage 3 encadré par un ou deux convoyeurs 4, par exemple du type convoyeur à rouleaux ou tapis de convoyage, qui convoient les bougies 1 disposées en rangées successives selon une direction transversale Y horizontale, ces rangées de bougies 1 étant convoyées en translation selon une direction longitudinale X horizontale et orthogonale à la direction transversale Y. - Un convoyeur 4 d'entrée convoie les rangées de bougies 1 en entrée du poste de redressage 3, et un convoyeur 4 de sortie convoie les rangées de bougies 1 en sortie du poste de redressage 3, ou bien un convoyeur unique effectue cette tâche de convoyage en entrée et en sortie du poste de redressage 3.
- Les bougies 1 sont telles que décrites précédemment en référence aux
figures 1 et 2 , dans le sens où elles comprennent chacune un réceptacle 10 contenant une matière combustible fusible 11 et une mèche 12 porté par un support 13 placé dans le fond 14 du réceptacle 10. Pour chaque bougie 1 en entrée et en sortie du poste de redressage 3, la matière combustible fusible 11 est en phase de solidification, autrement dit la matière combustible fusible 11 est encore fluide, avec le risque d'affaissement de la mèche 12 comme décrit ci-dessus en référence à lafigure 1 . - Le poste de redressage 3 est prévu pour redresser de manière automatisée les mèches affaissées des bougies 1 entrantes, rangée par rangée, afin de délivrer en sortie des bougies 1 ayant leurs mèches redressées verticalement. Il bien évident que cet affaissement de la mèche peut intervenir sur tout ou partie des bougies 1 de la rangée traitée dans le poste de redressage 3, voire sur une aucune des bougies 1 de la rangée traitée.
- Le poste de redressage 3 peut être précédé par une unité d'espacement 8 propre à isoler les rangées à l'entrée du poste de redressage 3, comme par exemple un séparateur à lames, afin d'alimenter le poste de redressage 3 avec des rangées de bougies suffisamment espacées les unes des autres au regard de la durée des opérations relatives au redressage des mèches.
- Le poste de redressage 3 comporte un système d'alignement de la rangée de bougies 1 traitée, autrement appelé aligneur de rangée, qui forme un système de maintien de chaque réceptacle de bougie 1 dans une position fixe en alignement selon la direction transversale Y, durant toute les opérations relatives au redressage des mèches.
- Pour le redressage des mèches, le poste de redressage 3 comprend plusieurs installations de redressage 5 automatisé, et en particulier une installation de redressage 5 toutes les deux bougies 1 dans la rangée, soit N installations de redressage 5 pour des rangées de 2N bougies 1.
- Dans une variante plus coûteuse et offrant un délai de traitement plus court, le poste de redressage 3 comprend autant d'installations de redressage 5 que de bougies 1 dans une rangée. Dans une variante moins coûteuse et offrant un délai de traitement plus élevé, le poste de redressage 3 comprend une installation de redressage 5 toutes les trois bougies 1 dans la rangée, voire toutes les quatre bougies ou plus.
- En référence aux
figures 4 à 10 , une installation de redressage 5 comprend au moins un système de détection 6 apte à détecter une position initiale de la mèche 12 à l'intérieur du réceptacle 10 d'une bougie 1 ; cette position initiale correspondant à la position de la mèche 12 avant les opérations relatives au redressage, et cette position initiale peut correspondre à une position affaissée non désirée ou à une position dressée verticalement désirée. Il est à noter que le nombre de systèmes de détection 6 peut être différent du nombre d'installations de redressage 5 au sein d'un poste de redressage 3. - Dans l'exemple des
figures 4 à 10 , le système de détection 6 comprend un détecteur d'obstacle du type télémètre laser 60 mobile selon la direction transversale Y (autrement dit parallèlement à la rangée de bougies 1) et placé de manière surélevée par rapport aux réceptacles 10 des bougies 1, afin de balayer l'intégralité de la bougie pour détecter la position initiale de la mèche 12. - En variante, le télémètre laser 60 est fixe et la bougie 1 est mobile selon la direction transversale Y. Dans une autre variante, le système de détection 6 comprend une ou plusieurs caméras infrarouge ou visible, dont les images feront l'objet d'un traitement vidéo pour déterminer la position initiale de la mèche 12 relativement au réceptacle 10.
- Dans l'exemple illustré, le télémètre laser 60 est mobile selon la direction transversale Y sur une distance prévue pour permettre au télémètre laser 60 de balayer l'intégralité de deux bougies 1 voisines dans la rangée (voire plus selon le nombre de télémètres laser 60 prévus dans le poste de redressage 3).
- Lors de l'opération de détection de la position initiale de la mèche 12, le télémètre laser 60 se déplace selon la direction transversale Y en émettant un faisceau laser 61 dirigé selon la direction longitudinale X. Lorsque le faisceau laser 61 coupe la mèche 12 (qui forme un obstacle pour le faisceau laser 61), la coordonnée transversale selon la direction Y de la mèche 12 est directement déduite, et la mèche renvoie à son tour le rayon lumineux et le télémètre laser 60 calcule le déphasage entre l'émission et la réception afin d'en déduire la coordonnée longitudinale selon la direction X de la mèche 12. La position initiale de la mèche 12 correspond ainsi à la combinaison de ces coordonnées transversale et longitudinale.
- En référence aux
figures 4 à 6 , le télémètre laser 60 démarre l'opération de détection de la position initiale de la mèche 12 d'une bougie 1, en partant d'une situation de départ (comme illustré sur lafigure 4 ) dans laquelle le faisceau laser 61 passe sur un côté (par exemple à gauche) de la bougie 1, puis est déplacé en translation selon la direction transversale Y, jusqu'à ce que le faisceau laser 61 balaye la bougie 1 et coupe la mèche 12 (comme illustré sur lafigure 5 ), et termine l'opération de détection dans une situation de fin (comme illustré sur lafigure 6 ), dans laquelle le faisceau laser 61 passe de l'autre côté (par exemple à droite) de la bougie 1. - En référence aux
figures 7 à 10 , une installation de redressage 5 comprend en outre un système de préhension 7 mobile apte à saisir et déplacer la mèche 12 relativement au réceptacle 10, afin de la redresser verticalement au centre du réceptacle 10, en partant de la position initiale détectée par le système de détection 6 lors de l'opération de détection précédemment décrite. Pour des raisons de clarté, sur lesfigures 7 à 10 , seul un système de préhension 7 d'une installation de redressage 5 est illustré, les systèmes de préhension 7 des installations de redressage 5 voisines n'étant pas dessinés. - Entre l'opération de détection et l'opération de redressage mise en œuvre par le système de préhension 7, chaque bougie 1 (ou rangée de bougies 1) reste fixe. Dans une variante, il est envisageable que chaque bougie 1 (ou rangée de bougies 1) soit déplacée selon la direction longitudinale X soit d'un pas donné afin de placer la bougie 1 (ou rangée de bougies 1) en-dessous du système de préhension, soit de manière continue sans interruption du déplacement des bougies 1.
- Le système de préhension 7 comprend une pince 70 adaptée pour la saisie de la mèche 12 et attachée à un manipulateur 71 mobile selon une direction verticale Z et selon la direction transversale Y et/ou la direction longitudinale X.
- Dans l'exemple illustré, la pince 70 est positionnée directement au-dessus du réceptacle 10 dans une configuration de repos (comme illustré sur la
figure 7 ) et présente une largeur équivalente voire supérieure à l'épaisseur de la mèche 12, et le manipulateur est mobile selon la direction verticale Z et selon également à la fois la direction longitudinale X et selon la direction transversale Y afin de pouvoir amener précisément la pince à saisir la mèche 2, puis à déplacer la pince au niveau du centre du réceptacle et enfin de relever la pince selon la direction verticale Z pour redresser verticalement la mèche 12 au centre du réceptacle 10. - Dans une première variante non illustrée, la pince est positionnée directement au-dessus du réceptacle 10 et présente une largeur équivalente voire supérieure à la dimension du réceptacle selon la direction longitudinale X (autrement dit son diamètre si le réceptacle est cylindrique), et lorsque la pince est fermée, elle définit une ligne de pincement parallèle à la direction longitudinale X et située dans un plan médian (ou plan central) du réceptacle 10 selon cette longitudinale X. Ainsi, lorsque la pince est fermée et a saisi la mèche 12, il suffit alors de déplacer la pince 70 selon la direction longitudinale X pour replacer la mèche 12 au centre, puis de relever la pince selon la direction verticale Z pour redresser verticalement la mèche 12 au centre du réceptacle 10. Dans cette première variante, le manipulateur est mobile selon la direction verticale Z et selon la direction longitudinale X. Cependant, si cette pince doit être employée pour une autre bougie 1 voisine dans la rangée, il est nécessaire que le manipulateur soit également mobile selon la direction transversale Y afin de pouvoir l'amener au-dessus de cette autre bougie 1.
- Dans une seconde variante non illustrée, la pince est positionnée directement au-dessus du réceptacle 10 et présente une largeur équivalente voire supérieure à la dimension du réceptacle selon la direction transversale Y (autrement dit son diamètre si le réceptacle est cylindrique), et lorsque la pince est fermée sur la mèche en position initiale, elle définit une ligne de pincement parallèle à la direction transversale Y et située dans un plan médian (ou plan central) du réceptacle selon cette direction transversale. Ainsi, lorsque la pince est fermée et a saisi la mèche, il suffit alors de déplacer la pince selon la direction transversale Y pour replacer la mèche 12 au centre, puis de relever la pince selon la direction verticale Z pour redresser verticalement la mèche au centre du réceptacle avant d'ouvrir la pince. Dans cette seconde variante, le manipulateur est mobile selon la direction verticale Z et selon la direction transversale Y. Cette mobilité selon la direction transversale Y permet ainsi d'amener ensuite la pince 70 au-dessus d'une autre bougie 1 voisine dans la rangée.
- Pour le déplacement vertical du manipulateur 71, et donc de la pince 70, le manipulateur 71 peut comprendre un vérin pneumatique 72 avantageusement équipé d'un régulateur de pression permettant de réguler l'effort exercé verticalement sur la mèche 12 lorsque la pince 70 est fermée sur la mèche 12 et la tire verticalement.
- Pour le déplacement transversal et/ou longitudinal du manipulateur 71, le manipulateur 71 peut comprendre un système électrique motorisé 73 mono-axe ou bi-axes, voire tri-axes ou mutli-axes.
- Dans une variante non illustrée, le manipulateur 71 est un manipulateur robotisé tri-axes ou multi-axes, de sorte que le système de préhension 7 forme une pince robotisée tridimensionnelle.
- Pour assurer le pilotage des installations de redressage 5, le poste de redressement 3 comprend un système de contrôle (non illustré), notamment du type microcontrôleur, processeur ou terminal informatique, qui est raccordé à chaque système de détection 6 et à chaque système de préhension 7, de sorte que le système de contrôle assure les séquences suivantes :
- pilotage de chaque système de détection 6 (pilotage en déclenchement du faisceau laser 61 et pilotage en déplacement) ;
- réception de la mesure de la position initiale de la mèche relativement au réceptacle faite par chaque système de détection 6 ;
- en fonction de chaque mesure, bougie par bougie, pilotage en préhension (ouverture/fermeture de la pince 70) et en déplacement (déplacement du manipulateur 71), à partir d'une configuration de repos jusqu'à une configuration initiale dans laquelle la pince 70 saisit la mèche dans sa position initiale et ensuite jusqu'à une configuration finale dans laquelle la pince 70 a redressé verticalement la mèche au centre du réceptacle 10.
- Bien entendu l'exemple de mise en œuvre évoqué ci-dessus ne présente aucun caractère limitatif et d'autres améliorations et détails peuvent être apportés à l'installation de redressage, au poste de redressage et à la ligne de fabrication, sans pour autant sortir du cadre de l'invention où d'autres types de moyens de préhension peuvent par exemple être réalisées à la place d'une pince et/ou d'autres types de moyens de détection sans contact peuvent par exemple être réalisées à la place d'un télémètre laser.
Claims (11)
- Installation de redressage (5) automatisé d'une mèche (12) de bougie (1) à l'intérieur d'un réceptacle (10) contenant une matière combustible fusible (11) en phase de solidification, ladite installation de redressage (5) comprenant :- un système de détection (6) apte à détecter une position initiale de la mèche (12) à l'intérieur du réceptacle (10) ;- un système de préhension (7) mobile apte à saisir et déplacer la mèche (12) relativement au réceptacle (10) ;- un système de contrôle raccordé, d'une part, audit système de détection (6) pour le piloter en détection et recevoir ladite position initiale de la mèche (12) relativement au réceptacle (10) et, d'autre part, audit système de préhension (7) pour le piloter en préhension et en déplacement, à partir d'une configuration de repos jusqu'à une configuration initiale dans laquelle ledit système de préhension (7) saisit la mèche (12) dans sa position initiale et ensuite jusqu'à une configuration finale dans laquelle ledit système de préhension (7) a redressé verticalement la mèche (12) à l'intérieur du réceptacle.
- Installation de redressage (5) selon la revendication 1, comprenant un système de maintien du réceptacle (10) de bougie (1) dans une position fixe durant la détection par le système de détection (6) et durant la préhension et le déplacement du système de préhension (7).
- Installation de redressage (5) selon les revendications 1 ou 2, dans laquelle le système de préhension (7) comprend une pince (70) adaptée pour la saisie de la mèche (12) et attachée à un manipulateur (71) mobile selon une direction verticale (Z) et selon au moins une direction horizontale (X ; Y).
- Installation de redressage (5) selon l'une quelconque des revendications précédentes, dans laquelle le système de préhension (7) est équipé d'un dispositif de régulation d'un effort exercé verticalement sur la mèche (12).
- Installation de redressage (5) selon l'une quelconque des revendications précédentes, dans laquelle le système de détection (6) comprend au moins un détecteur choisi parmi le groupe suivant : un télémètre laser (60), un télémètre à ultrasons, un télémètre radar, une ou plusieurs caméras infrarouge ou visible.
- Installation de redressage (5) selon la revendication 5, dans laquelle le système de détection (6) comprend un télémètre (60) mobile relativement au réceptacle (10) de la bougie (1) afin de balayer l'intégralité de la bougie (1) pour détecter la position initiale de la mèche (12).
- Installation de redressage (5) selon la revendication 6, dans laquelle le télémètre (60) est mobile horizontalement relativement au réceptacle (10) de la bougie.
- Poste de redressage (3) automatisé des mèches (12) de bougies (1) disposées en rangées successives selon une direction transversale (Y) horizontale et convoyées en translation selon une direction longitudinale (X) horizontale, où ledit poste de redressage (3) comprend plusieurs installations de redressage (5) automatisé conformes à l'une quelconque des revendications précédentes.
- Ligne de fabrication (2) de bougies (1) comprenant au moins un poste de redressage (3) automatisé conforme à la revendication 8.
- Ligne de fabrication (2) de bougies (1) selon la revendication 9, comprenant au moins deux postes de redressage (3) automatisé, ces postes de redressage (3) automatisé étant séparés par au moins un système de convoyage (4) des bougies (1).
- Procédé de redressage automatisé d'une mèche (12) de bougie (1) à l'intérieur d'un réceptacle (10) contenant une matière combustible fusible (11) en phase de solidification, ledit procédé mettant en œuvre l'installation selon la revendication 1 et comprenant les étapes suivantes :- au moyen d'un système de détection (6), détecter une position initiale de la mèche (12) à l'intérieur du réceptacle (10) ;- au moyen d'un système de préhension (7) mobile, saisir la mèche (12) dans sa position initiale et déplacer ladite mèche (12) jusqu'à son redressement vertical à l'intérieur du réceptacle.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1650683A FR3047250B1 (fr) | 2016-01-28 | 2016-01-28 | Installation de redressage automatise d’une meche de bougie et procede de redressage automatise associe |
| PCT/FR2017/050189 WO2017129915A1 (fr) | 2016-01-28 | 2017-01-27 | Installation de redressage automatisé d'une mèche de bougie et procédé de redressage automatisé associé |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3408589A1 EP3408589A1 (fr) | 2018-12-05 |
| EP3408589B1 true EP3408589B1 (fr) | 2020-10-07 |
Family
ID=55752514
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17706579.4A Active EP3408589B1 (fr) | 2016-01-28 | 2017-01-27 | Installation de redressage automatisé d'une mèche de bougie et procédé de redressage automatisé associé |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11156357B2 (fr) |
| EP (1) | EP3408589B1 (fr) |
| CA (1) | CA3011895C (fr) |
| ES (1) | ES2841301T3 (fr) |
| FR (1) | FR3047250B1 (fr) |
| WO (1) | WO2017129915A1 (fr) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111397509B (zh) * | 2020-03-20 | 2021-12-28 | 广州市方圆机械设备有限公司 | 一种蜡烛芯校正方法和系统 |
| WO2021185200A1 (fr) * | 2020-03-20 | 2021-09-23 | 广州市方圆机械设备有限公司 | Procédé et système de rectification de mèche de bougie et ligne de production de bougies |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3799492A (en) | 1971-06-21 | 1974-03-26 | Laughlin J O | Candle mold |
| DE2328267C2 (de) * | 1973-05-29 | 1974-08-29 | Scheidemandel Ag, 1000 Berlin | Verfahren und Vorrichtung zum Aufrichten der Dochte von Kerzen, insbesondere an Kerzentauchmaschinen |
| US3958909A (en) * | 1975-04-07 | 1976-05-25 | Estrugo Nereo A | Candle making machine |
| EP0076135A3 (fr) * | 1981-09-28 | 1984-05-09 | Hitachi, Ltd. | Appareil manipulateur d'objets |
| DE3620607A1 (de) * | 1985-10-16 | 1987-04-16 | Rolf Maurer | Verfahren und vorrichtung zur kontinuierlichen herstellung von in behaelter gegossenen kerzen |
| US4830565A (en) * | 1986-12-01 | 1989-05-16 | Westinghouse Electric Corp. | Robot gripper mechanism and method for sampling nuclear fuel pellets |
| US6090331A (en) | 1998-08-28 | 2000-07-18 | S. C. Johnson & Son, Inc. | Method of manufacturing gel candles having non-metal core wicks |
| DE10113843C1 (de) * | 2001-03-21 | 2002-11-14 | Herrhammer Gmbh | Verfahren und Vorrichtung zum Überwachen der fehlerfreien Anordnung des Dochtes in den Kerzen bei der Kerzenherstellung |
| US7736145B1 (en) | 2002-05-03 | 2010-06-15 | Horvath Daivid G | Candle wick straightening method and apparatus |
| US20090092938A1 (en) | 2007-10-05 | 2009-04-09 | Husted Royce H | Candle maker and redresser |
| US8416555B2 (en) * | 2008-07-14 | 2013-04-09 | Taiwan Semiconductor Manufacturing Co., Ltd. | System for securely dechucking wafers |
| DE102010000283A1 (de) * | 2010-01-20 | 2011-07-21 | Herrhammer GmbH Spezialmaschinen, 97199 | Vorrichtung und Verfahren zum Herstellen einer Kerze |
| US9441186B2 (en) * | 2010-12-03 | 2016-09-13 | The Yankee Candle Company, Inc. | System and method for manufacturing a candle with wax beads and solid wax topping |
| JP2013022705A (ja) * | 2011-07-25 | 2013-02-04 | Sony Corp | ロボット装置及びロボット装置の制御方法、コンピューター・プログラム、並びにロボット・システム |
-
2016
- 2016-01-28 FR FR1650683A patent/FR3047250B1/fr not_active Expired - Fee Related
-
2017
- 2017-01-27 EP EP17706579.4A patent/EP3408589B1/fr active Active
- 2017-01-27 CA CA3011895A patent/CA3011895C/fr active Active
- 2017-01-27 WO PCT/FR2017/050189 patent/WO2017129915A1/fr not_active Ceased
- 2017-01-27 ES ES17706579T patent/ES2841301T3/es active Active
-
2018
- 2018-07-30 US US16/048,699 patent/US11156357B2/en active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2017129915A1 (fr) | 2017-08-03 |
| CA3011895C (fr) | 2024-03-19 |
| CA3011895A1 (fr) | 2017-08-03 |
| ES2841301T3 (es) | 2021-07-08 |
| FR3047250A1 (fr) | 2017-08-04 |
| FR3047250B1 (fr) | 2018-02-16 |
| US11156357B2 (en) | 2021-10-26 |
| EP3408589A1 (fr) | 2018-12-05 |
| US20180335207A1 (en) | 2018-11-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2731731B1 (fr) | Installation et procede pour le depot d'un film de particules ordonnees, de largeur reglable, sur un substrat en defilement | |
| FR2514100A1 (fr) | Procede de montage automatique d'un rouleau d'une feuille continue sur un support | |
| FR3014916A1 (fr) | Accessoire pour la pose et la recuperation de cones de signalisation. | |
| CA3025685A1 (fr) | Tete de saisie et de pliage d'encarts, dispositif d'encartage, station de remplissage et procede de saisie, pliage et chargement d'encart | |
| EP3408589B1 (fr) | Installation de redressage automatisé d'une mèche de bougie et procédé de redressage automatisé associé | |
| WO2011121208A1 (fr) | Dispositif de prehension pour preforme de soufflage de recipient | |
| CA2893430C (fr) | Procede et dispositif de groupage en lots d'objets flottants avec superposition hydraulique des objets | |
| EP2468621B1 (fr) | Dispositif de mise à l'eau et de récupération d'un engin submersible ou de surface | |
| EP2577158B1 (fr) | Dispositif de guidage pour lance flexible | |
| EP2998963B1 (fr) | Dispositif de guidage pour lance flexible | |
| EP2678865B1 (fr) | Dispositif d'inspection d'un générateur de vapeur | |
| FR2516431A1 (fr) | Appareil d'assemblage automatique de joints homocinetiques | |
| EP3856675B1 (fr) | Dispositif et procédé de fourniture d'elements de bouchage triés | |
| EP3562765B1 (fr) | Dispositif de transfert de produits | |
| FR2515471A1 (fr) | Appareil pour l'assemblage de faisceaux de conducteurs | |
| CA2637143A1 (fr) | Convoyeur muni d'un dispositif de separation de bouchons mal orientes | |
| FR2997928A1 (fr) | Machine de distribution d'objets avec alimentation en vrac | |
| FR2516614A1 (fr) | Procede d'assemblage de joints homocinetiques | |
| EP2097210A1 (fr) | Procede et systeme de positionnement d'une piece sur une chaine d'assemblage et de fabrication | |
| EP1910158A2 (fr) | Procede de fabrication d'une caisse de vehicule et dispositif de mise en uvre dudit procede | |
| FR3040987A1 (fr) | Dispositif de manutention d'enveloppes de pneumatiques | |
| BE1022595A9 (fr) | Dispositif de manipulation du bord d'un ruban de verre flotte, comprenant une molette a axe incline, et installation comportant un tel dispositif | |
| FR3049977A1 (fr) | Installation de montage/demontage d'une conduite souple de pompage d'eau | |
| WO2014016313A1 (fr) | Unité flottante et ensemble pour la réalisation d'une structure flottante modulaire comportant de telles unitées flottantes | |
| FR3020858A1 (fr) | Methode de raccordement d'une conduite de fond et d'une conduite montante |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180713 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200507 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1321531 Country of ref document: AT Kind code of ref document: T Effective date: 20201015 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602017024981 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20201007 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1321531 Country of ref document: AT Kind code of ref document: T Effective date: 20201007 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210108 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201007 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210208 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201007 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210107 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201007 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210207 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210107 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201007 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201007 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201007 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201007 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2841301 Country of ref document: ES Kind code of ref document: T3 Effective date: 20210708 Ref country code: DE Ref legal event code: R097 Ref document number: 602017024981 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201007 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201007 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201007 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201007 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201007 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201007 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201007 |
|
| 26N | No opposition filed |
Effective date: 20210708 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201007 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201007 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201007 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20170127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201007 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201007 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201007 |
|
| PLAA | Information modified related to event that no opposition was filed |
Free format text: ORIGINAL CODE: 0009299DELT |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| D26N | No opposition filed (deleted) | ||
| RAP4 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: MANUFACTURE FRANCAISE DE BOUGIES |
|
| 26N | No opposition filed |
Effective date: 20210708 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20250414 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20251216 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20251216 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: U11 Free format text: ST27 STATUS EVENT CODE: U-0-0-U10-U11 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20260201 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20260122 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: MC Payment date: 20260127 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20251217 Year of fee payment: 10 Ref country code: IE Payment date: 20260123 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20260114 Year of fee payment: 10 Ref country code: BE Payment date: 20260122 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20260201 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20260105 Year of fee payment: 10 |