EP3510200B1 - Gleisverfahrbare maschine zum abtragen von unregelmässigkeiten an einer schienenkopfoberfläche - Google Patents
Gleisverfahrbare maschine zum abtragen von unregelmässigkeiten an einer schienenkopfoberfläche Download PDFInfo
- Publication number
- EP3510200B1 EP3510200B1 EP17752288.5A EP17752288A EP3510200B1 EP 3510200 B1 EP3510200 B1 EP 3510200B1 EP 17752288 A EP17752288 A EP 17752288A EP 3510200 B1 EP3510200 B1 EP 3510200B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tool
- rail
- machine
- frame
- treatment machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B31/00—Working rails, sleepers, baseplates, or the like, in or on the line; Machines, tools, or auxiliary devices specially designed therefor
- E01B31/02—Working rail or other metal track components on the spot
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B31/00—Working rails, sleepers, baseplates, or the like, in or on the line; Machines, tools, or auxiliary devices specially designed therefor
- E01B31/02—Working rail or other metal track components on the spot
- E01B31/12—Removing metal from rails, rail joints, or baseplates, e.g. for deburring welds, reconditioning worn rails
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B31/00—Working rails, sleepers, baseplates, or the like, in or on the line; Machines, tools, or auxiliary devices specially designed therefor
- E01B31/02—Working rail or other metal track components on the spot
- E01B31/12—Removing metal from rails, rail joints, or baseplates, e.g. for deburring welds, reconditioning worn rails
- E01B31/13—Removing metal from rails, rail joints, or baseplates, e.g. for deburring welds, reconditioning worn rails by milling
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B31/00—Working rails, sleepers, baseplates, or the like, in or on the line; Machines, tools, or auxiliary devices specially designed therefor
- E01B31/02—Working rail or other metal track components on the spot
- E01B31/12—Removing metal from rails, rail joints, or baseplates, e.g. for deburring welds, reconditioning worn rails
- E01B31/17—Removing metal from rails, rail joints, or baseplates, e.g. for deburring welds, reconditioning worn rails by grinding
Definitions
- the invention relates to a track-working rail processing machine for removing irregularities on a rail head surface of at least one rail of a laid track, with a machine frame supported on a front rail running gear viewed in a working direction and on a rear rail running gear and a tool frame for receiving at least one tool carrier.
- Rail processing machines for processing a rail head surface are already known from various applications.
- the defects present in the rail mirror are removed by a machining tool.
- AT 513 035 B1 a device for grinding rails of a track, in which grindstones arranged one behind the other in the longitudinal direction of the rail and each associated with a rail are provided, each grindstone being deliverable by means of a drive in the vertical direction or to a rail running surface.
- a processing machine is known in which a tool carrier is articulated to a machine frame via a hydraulic piston-cylinder unit.
- the object of the present invention is to provide a device of the type mentioned at the outset, with which an exact adaptation of the machining tools to the track geometry and an inexpensive and economical rail machining is possible.
- this object is achieved in that the machine frame is supported on a front rail undercarriage viewed in the working direction and on a rear rail undercarriage and in that the tool frame is articulated with a rear end on the rear rail undercarriage on a vertical axis of rotation in a pivot point and with a front end a separate rail undercarriage located between the front and rear rail undercarriages is supported.
- This training ensures that the tool frame and thus the machining tool are adapted to the track geometry independently of the machine frame. This results in a high surface quality of the rails with a resulting noise reduction when driving on them.
- a sensible development provides that the rear rail carriage is designed as a bogie and that the machine frame is supported on the bogie so that it can rotate about the vertical axis of rotation.
- the own rail chassis of the tool frame is designed as a supported bogie. It is advantageous if support elements can be activated for a work trip by means of a control in the respective supported bogie. It is then possible to switch off the respective support during a transfer run in order to improve the driving properties of the rail processing machine.
- a swiveling chip collector located above the tool frame is arranged on the machine frame. It is possible to collect the chips removed from the rail surface in a closed manner so that they can then be unloaded in a targeted and environmentally friendly manner onto a designated unloading area or a loading area of a truck or transport wagon next to the track.
- Another embodiment of the invention provides that a machining tool located on the tool carrier has a floating bearing. In combination with the support of the rear and the own rail chassis, this results in an independent adaptation of the tool holder to both rails.
- a sensible embodiment is realized in that a machining tool located on the tool carrier is designed as a milling tool. As a result, high material removal can be achieved, for example, in the event of grooves.
- a further design ensures that a machining tool located on the tool carrier is designed as a grinding tool.
- a particularly high surface quality of the rail head can be achieved in this way.
- a further advantage is given when the machining tool is designed to be pivotable from a transport position into a working position. This considerably facilitates the mobility during transfer rides.
- the respective processing tool is equipped with its own drive. This means that no central drive of the machine is required and the machining tool can be operated independently.
- the machine is designed as a traction vehicle with its own engine. As a result, no additional traction vehicle would be necessary for the mobility on the track.
- the machine 1 shown on a track 2 for removing irregularities on a rail head surface 3 comprises a machine frame 7 supported on a front rail carriage 5 viewed in the working direction 4 and a rear rail carriage 6.
- a tool frame 8 is at a rear end 9 above the rear rail carriage 6 on a vertical axis of rotation 10 in a pivot point 11 is articulated and supported with a front end 12 on a separate rail undercarriage 13 located between the front 5 and the rear rail undercarriage 6.
- the rear rail carriage 6 and the own rail carriage 13 are designed as a supported bogie.
- Arranged on the tool frame 8 are two tool carriers 14 which can be pivoted from a transport position into a working position, together with machining tools 15 with a floating bearing 16.
- a chip collector 19 which can be pivoted about an axis, is arranged between the machine frame 7 and the tool frame 8. For emptying, the chip collector 19 is raised by means of a lifting arm and pivoted laterally about the axis.
- Fig. 1 shows a working position shown in full line and a transport position of the tool carrier 14 and machining tools 15 shown in dashed line. Each machining tool can advantageously be acted upon by its own drive 38.
- a supply device 39 for supplying the drives 38 of the machining tools 15 is provided below the machine frame 7. This is, for example, an internal combustion engine that drives hydraulic pumps of a hydraulic system or a generator via a transmission.
- the respective supported bogie comprises a bogie frame 20 and rail wheels 22 arranged on two wheel axles 21.
- Two springs 24 are positioned between the bogie frame 20 and a spring plate 23 arranged on each side below the respective wheel axle 21.
- a hydraulic cylinder 25 per wheel suspension and a second cylinder 26 without hydraulics are arranged on the associated spring plate 23 or axle bearing as supporting elements on the bogie frame 20.
- a second piston 31 is arranged in the second cylinder 26 and is connected to the first piston 28 by a piston rod 32.
- Fig. 2 the bogie is in the relaxed state and is therefore not pressurized via the hydraulic line 30.
- the first piston 28 is in the lowered state and the springs 24 are therefore not preloaded. The support of the respective bogie is thus deactivated.
- Fig. 3 an activated support is shown.
- the hydraulic cylinder 25 is pressurized via the hydraulic line 30 so that the first piston 28 is pressed upward.
- the second piston 31 connected to the first piston 28 via the piston rod 32 is forcibly moved in the direction of the hydraulic cylinder 25 and prestresses the springs 24.
- the bias of the springs 24 results in a more stable support and thus a more precise machining of the rail head surface 3.
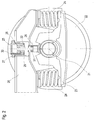
- Fig. 4 and Fig. 5 the storage in the articulation point 11 is shown.
- the rear end 9 of the tool frame 8 is articulated on a guide pin 34 located on a vertical axis of rotation 10.
- the guide pin 34 is locked in the machine frame 7 and has a conical recess 36 at its upper end 35, which serves as a stop for the tool frame 8.
- Bearing shells 37 with spherical outer surfaces with the articulation point 11 as a common center point are arranged around the guide pin 34.
- Bearing shells 40 with corresponding spherical inner surfaces are arranged in the tool frame 8, so that free tilting and rotating movements of the tool frame 8 around the articulation point 11 are possible.
- Fig. 5 the freedom of movement of the tool frame 8 relative to the machine frame 7 is shown in a horizontal plane. So that can the machining tools 15 follow the rails 18 even in tight curve radii.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Machines For Laying And Maintaining Railways (AREA)
- Machine Tool Units (AREA)
Description
- Die Erfindung betrifft eine gleisverfahrbare Schienenbearbeitungsmaschine zum Abtragen von Unregelmäßigkeiten an einer Schienenkopfoberfläche wenigstens einer Schiene eines verlegten Gleises, mit einem auf einem in einer Arbeitsrichtung gesehen vorderen Schienenfahrwerk und auf einem hinteren Schienenfahrwerk abgestützten Maschinenrahmen und einem Werkzeugrahmen zur Aufnahme von mindestens einem Werkzeugträger.
- Schienenbearbeitungsmaschinen zum Bearbeiten einer Schienenkopfoberfläche sind bereits durch verschiedenste Anmeldungen bekannt. Dabei werden durch ein spanabhebendes Bearbeitungswerkzeug die im Schienenspiegel vorhandenen Fehlerstellen abgetragen.
- So beschreibt
AT 513 035 B1 - Aus
AT 369 456 B - Durch die Anordnung der Bearbeitungswerkzeuge im Bezug zum Schienenfahrzeug, insbesondere zu den Drehgestellen bzw. starren Achsen kommt es gerade bei Kurvenfahrten und Gleisüberhöhungen in den Kurven zu Fehlstellungen gegenüber dem verlegten Gleis.
- Die Aufgabe der vorliegenden Erfindung liegt in der Schaffung einer Vorrichtung der eingangs genannten Art, mit der eine genaue Anpassung der Bearbeitungswerkzeuge an die Gleisgeometrie und eine kostengünstige und wirtschaftliche Schienenbearbeitung möglich ist.
- Erfindungsgemäß wird diese Aufgabe dadurch gelöst, dass der Maschinenrahmen auf einem in Arbeitsrichtung gesehenen vorderen Schienenfahrwerk und auf einem hinteren Schienenfahrwerk abgestützt ist und dass der Werkzeugrahmen mit einem hinteren Ende am hinteren Schienenfahrwerk auf einer vertikalen Drehachse in einem Anlenkpunkt gelenkig gelagert und mit einem vorderen Ende auf einem zwischen dem vorderen und dem hinteren Schienenfahrwerk befindlichen eigenen Schienenfahrwerk abgestützt ist.
- Diese Ausbildung gewährleistet, eine vom Maschinenrahmen unabhängige Anpassung des Werkzeugrahmens und somit des Bearbeitungswerkzeuges an die Gleisgeometrie. Damit wird eine hohe Oberflächengüte der Schienen erreicht mit einer daraus resultierenden Lärmreduktion beim Befahren.
- Eine sinnvolle Weiterbildung sieht vor, dass das hintere Schienenfahrwerk als Drehgestell ausgebildet ist und dass der Maschinenrahmen um die vertikale Drehachse drehbar auf dem Drehgestell abgestützt ist.
- Aufgrund dieser Anordnung des gelenkig gelagerten Anlenkpunktes auf der vertikalen Drehachse des hinteren Drehgestells ist mit einfachen konstruktiven Mitteln eine effektive Anpassung an Kurvenradien und Gleisüberhöhungen möglich.
- Ein weiterer Vorteil ist gegeben, wenn das hintere Schienenfahrwerk als abgestütztes Drehgestell ausgebildet ist. Dabei werden Schwingungen des Drehgestellrahmens gegenüber den Radachsen mittels Abstützelemente unterdrückt. Dadurch ist es möglich, in einer Arbeitsstellung des Bearbeitungswerkzeuges eine höhere Präzision einer Materialabtragung zu gewährleisten.
- Zudem ist es von Vorteil, wenn das eigene Schienenfahrwerk des Werkzeugrahmens als abgestütztes Drehgestell ausgebildet ist. Dabei ist es günstig, wenn beim jeweiligen abgestützten Drehgestell Abstützelemente mittels einer Steuerung eigens für eine Arbeitsfahrt aktivierbar sind. Dann besteht die Möglichkeit, die jeweilige Abstützung während einer Überstellfahrt abzuschalten, um die Fahreigenschaften der Schienenbearbeitungsmaschine zu verbessern.
- In einer vorteilhaften Weiterbildung ist vorgesehen, dass an dem Maschinenrahmen ein sich über dem Werkzeugrahmen befindlicher verschwenkbarer Spansammler angeordnet ist. Hiermit besteht die Möglichkeit, die von der Schienenoberfläche abgetragenen Späne geschlossen zu sammeln, um sie danach bei Bedarf auf einen sich neben dem Gleis befindlichen dafür vorgesehenen Abladeplatz bzw. einer Ladefläche eines LKW's oder Transportwagon gezielt und umweltfreundlich abzuladen.
- Eine weitere Ausbildung der Erfindung sieht vor, dass ein auf dem Werkzeugträger befindliches Bearbeitungswerkzeug eine schwimmende Lagerung aufweist. Dies bewirkt in einer Kombination mit der Abstützung des hinteren und des eigenen Schienenfahrwerks eine unabhängige Anpassung des Werkzeugträgers an beide Schienen.
- Eine sinnvolle Ausführung ist dadurch verwirklicht, dass ein auf dem Werkzeugträger befindliches Bearbeitungswerkzeug als Fräswerkzeug ausgebildet ist. Dadurch kann ein hoher Materialabtrag beispielsweise bei Rillenbildung realisiert werden.
- Eine weitere Ausbildung gewährleistet, dass ein auf dem Werkzeugträger befindliches Bearbeitungswerkzeug als Schleifwerkzeug ausgebildet ist. Hierdurch lässt sich eine besonders hohe Oberflächengüte des Schienenkopfes erreichen.
- Ein weiterer Vorteil gegeben, wenn das Bearbeitungswerkzeug von einer Transportstellung in eine Arbeitsstellung verschwenkbar ausgeführt ist. Dies erleichtert die Verfahrbarkeit bei Überstellungsfahrten erheblich.
- Weiteres ist es auch von Vorteil, wenn das jeweilige Bearbeitungswerkzeug mit einem eigenen Antrieb ausgestattet ist. Somit wird kein zentraler Antrieb der Maschine vorausgesetzt und das Bearbeitungswerkzeug kann unabhängig betrieben werden.
- Sinnvoll ist es, wenn der Antrieb hydraulisch ausgeführt ist. Daraus ergeben sich einfache Regelungskonzepte zur optimalen Ausnutzung des Antriebsmotors bei stark variierenden Leistungsanforderungen der Arbeitsmaschine.
- Eine andere Ausbildung sieht vor, dass der Antrieb elektrisch ausgeführt ist. Hier liegen die Vorteile klar im einfachen Aufbau und dem Wegfall eines eigenen Hydrauliksystems.
- Zudem ist es günstig, wenn die Maschine mit einem eigenen Motor als Triebfahrzeug ausgebildet ist. Dadurch wäre kein zusätzliches Triebfahrzeug für die Verfahrbarkeit auf dem Gleis notwendig.
- Die Erfindung wird nachfolgend in beispielhafter Weise unter Bezugnahme auf die beigefügten Figuren erläutert. Es zeigen in schematischer Darstellung:
- Fig. 1
- Seitenansicht der gleisverfahrbaren Maschine
- Fig. 2
- Detailansicht abgestütztes Drehgestell ohne Abstützung
- Fig. 3
- Detailansicht abgestütztes Drehgestell mit Abstützung
- Fig. 4
- Seitenansicht einer Lagerung des Anlenkpunktes
- Fig. 5
- Draufsicht der Lagerung des Anlenkpunktes
- Eine in
Fig. 1 dargestellte auf einem Gleis 2 verfahrbare Maschine 1 zum Abtragen von Unregelmäßigkeiten an einer Schienenkopfoberfläche 3 umfasst einen auf einem in Arbeitsrichtung 4 gesehen vorderen Schienenfahrwerk 5 und einem hinteren Schienenfahrwerk 6 abgestützten Maschinenrahmen 7. Ein Werkzeugrahmen 8 ist an einem hinteren Ende 9 über dem hinteren Schienenfahrwerk 6 auf einer vertikalen Drehachse 10 in einem Anlenkpunkt 11 gelenkig gelagert und mit einem vorderen Ende 12 auf einem zwischen dem vorderen 5 und dem hinteren Schienenfahrwerk 6 befindlichen eigenen Schienenfahrwerk 13 abgestützt. - Das hintere Schienenfahrwerk 6 und das eigene Schienenfahrwerk 13 sind als abgestütztes Drehgestell ausgebildet. Auf dem Werkzeugrahmen 8 sind zwei von einer Transportstellung in eine Arbeitsstellung verschwenkbare Werkzeugträger 14 samt Bearbeitungswerkzeugen 15 mit schwimmender Lagerung 16 angeordnet. Unterhalb des Werkzeugrahmens 8 sind Führungsrollen 17 für einen optimalen Verlauf der Bearbeitungswerkzeuge 15 entlang der Schienen 18 vorgesehen.
- Zwischen Maschinenrahmen 7 und Werkzeugrahmen 8 ist ein um eine Achse verschwenkbarer Spansammler 19 angeordnet. Zum Entleeren wird der Spansammler 19 mittels eines Hebearms angehoben und um die Achse seitlich verschwenkt.
-
Fig. 1 zeigt eine in voller Linie dargestellte Arbeitsstellung und eine in gestrichelter Linie dargestellte Transportstellung der Werkzeugträger 14 und Bearbeitungswerkzeuge 15. Günstigerweise ist jedes Bearbeitungswerkzeug mit einem eigenen Antrieb 38 beaufschlagbar. - Unterhalb des Maschinenrahmens 7 ist eine Versorgungseinrichtung 39 zur Versorgung der Antriebe 38 der Bearbeitungswerkzeuge 15 vorgesehen. Dabei handelt es sich beispielsweise um einen Verbrennungsmotor, der über ein Getriebe Hydraulikpumpen eines Hydrauliksystems oder einen Generator antreibt.
- In
Fig. 2 undFig. 3 ist jeweils eine Detailansicht der abgestützten Drehgestelle dargestellt. Das jeweilige abgestützte Drehgestell umfasst einen Drehgestellrahmen 20 und auf zwei Radachsen 21 angeordnete Schienenräder 22. Zwischen dem Drehgestellrahmen 20 und einem auf jeder Seite unterhalb der jeweiligen Radachse 21 angeordneten Federteller 23 sind zwei Federn 24 positioniert. - Als Abstützelemente sind auf dem Drehgestellrahmen 20 pro Radaufhängung ein Hydraulikzylinder 25 und am zugeordneten Federteller 23 bzw. Achslager ein zweiter Zylinder 26 ohne Hydraulik angeordnet. In einer Zylinderwand 27 des Hydraulikzylinders 25 befindet sich eine zwischen einem ersten Kolben 28 und einem Zylinderboden 29 führende Hydraulikleitung 30. Im zweiten Zylinder 26 ist ein zweiter Kolben 31 angeordnet und dieser ist mit dem ersten Kolben 28 durch eine Kolbenstange 32 verbunden.
- In
Fig. 2 befindet sich das Drehgestell im entspannten Zustand und wird somit nicht mit Druck über die Hydraulikleitung 30 beaufschlagt. Der erste Kolben 28 befindet sich im abgesenkten Zustand und die Federn 24 werden somit nicht vorgespannt. Die Abstützung des jeweiligen Drehgestells ist somit deaktiviert. - In
Fig.3 ist eine aktivierte Abstützung dargestellt. Dabei wird der Hydraulikzylinder 25 über die Hydraulikleitung 30 mit Druck beaufschlagt, sodass der erste Kolben 28 nach oben gedrückt wird. Der über die Kolbenstange 32 mit dem ersten Kolben 28 verbundene zweite Kolben 31 wird zwangsweise in Richtung des Hydraulikzylinders 25 bewegt und spannt die Federn 24 vor. Die Vorspannung der Federn 24 bewirkt eine stabilere Abstützung und somit eine präzisere Bearbeitung der Schienenkopfoberfläche 3. - In
Fig.4 und Fig.5 ist die Lagerung im Anlenkpunkt 11 dargestellt. Das hintere Ende 9 des Werkzeugrahmens 8 ist auf einem auf einer vertikalen Drehachse 10 befindlichen Führungsbolzen 34 gelenkig gelagert. Der Führungsbolzen 34 ist im Maschinenrahmen 7 arretiert und weist an seinem oberen Ende 35 eine konusförmige Eindrehung 36 auf, die dem Werkzeugrahmen 8 als Anschlag dient. - Um den Führungsbolzen 34 sind Lagerschalen 37 mit kugelförmigen Außenflächen mit dem Anlenkpunkt 11 als gemeinsamen Mittelpunkt angeordnet. Im Werkzeugrahmen 8 sind als Lagerschalen 40 mit entsprechenden kugelförmigen Innenflächen angeordnet, sodass freie Kipp- und Drehbewegungen des Werkzeugrahmens 8 um den Anlenkpunkt 11 möglich sind.
- In
Fig. 5 ist die Bewegungsfreiheit des Werkzeugrahmens 8 relativ zum Maschinenrahmen 7 in einer horizontalen Ebene dargestellt. Damit können die Bearbeitungswerkzeuge 15 den Schienen 18 auch in engen Kurvenradien folgen.
Claims (14)
- Gleisverfahrbare Schienenbearbeitungsmaschine (1) zum Abtragen von Unregelmäßigkeiten an einer Schienenkopfoberfläche (3) wenigstens einer Schiene (18) eines verlegten Gleises (2), mit einem auf einem in einer Arbeitsrichtung (4) gesehen vorderen Schienenfahrwerk (5) und auf einem hinteren Schienenfahrwerk (6) abgestützten Maschinenrahmen (7) und einem Werkzeugrahmen (8) zur Aufnahme von mindestens einem Werkzeugträger (14) dadurch gekennzeichnet, dass der Werkzeugrahmen (8) mit einem hinteren Ende (9) am hinteren Schienenfahrwerk (6) des Maschinenrahmens (7) auf einer vertikalen Drehachse (10) in einem Anlenkpunkt (11) gelenkig gelagert und mit einem vorderen Ende (12) auf einem zwischen dem vorderen und dem hinteren Schienenfahrwerk (5,6) befindlichen eigenen Schienenfahrwerk (13) abgestützt ist.
- Schienenbearbeitungsmaschine (1) nach Anspruch 1, dadurch gekennzeichnet, dass das hintere Schienenfahrwerk (6) als Drehgestell ausgebildet ist und dass der Maschinenrahmen (7) um die vertikale Drehachse (10) drehbar auf dem Drehgestell abgestützt ist.
- Schienenbearbeitungsmaschine (1) nach Anspruch 2, dadurch gekennzeichnet, dass das hintere Schienenfahrwerk (6) als abgestütztes Drehgestell ausgebildet ist.
- Schienenbearbeitungsmaschine (1) nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass das eigene Schienenfahrwerk (13) des Werkzeugrahmens (8) als abgestütztes Drehgestell ausgebildet ist.
- Schienenbearbeitungsmaschine (1) nach Anspruch 3 oder 4, dadurch gekennzeichnet, dass beim abgestützten Drehgestell Abstützelemente mittels einer Steuerung für eine Arbeitsfahrt aktivierbar sind.
- Schienenbearbeitungsmaschine (1) nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass der Werkzeugrahmen (7) zusätzlich mit Führungsrollen (17) entlang der jeweiligen Schiene (18) geführt ist.
- Schienenbearbeitungsmaschine (1) nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass an dem Maschinenrahmen (7) ein sich über dem Werkzeugrahmen (8) befindlicher verschwenkbarer Spansammler (19) angeordnet ist.
- Schienenbearbeitungsmaschine (1) nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass ein auf dem Werkzeugträger (14) befindliches Bearbeitungswerkzeug (15) eine schwimmende Lagerung (16) aufweist.
- Schienenbearbeitungsmaschine (1) nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass ein auf dem Werkzeugträger (14) befindliches Bearbeitungswerkzeug (15) als Fräswerkzeug ausgebildet ist.
- Schienenbearbeitungsmaschine (1) nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass ein auf dem Werkzeugträger (14) befindliches Bearbeitungswerkzeug (15) als Schleifwerkzeug ausgebildet ist.
- Schienenbearbeitungsmaschine (1) nach einem der Ansprüche 8 bis 10, dadurch gekennzeichnet, dass das Bearbeitungswerkzeug (15) von einer Transportstellung in eine Arbeitsstellung verschwenkbar ausgeführt ist.
- Schienenbearbeitungsmaschine (1) nach einem der Ansprüche 8 bis 11, dadurch gekennzeichnet, dass das jeweilige Bearbeitungswerkzeug (15) mit einem eigenen Antrieb (38) ausgestattet ist.
- Schienenbearbeitungsmaschine (1) nach Anspruch 12, dadurch gekennzeichnet, dass der Antrieb (38) hydraulisch ausgeführt ist.
- Schienenbearbeitungsmaschine (1) nach Anspruch 12, dadurch gekennzeichnet, dass der Antrieb (38) elektrisch ausgeführt ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ATA413/2016A AT519049B1 (de) | 2016-09-07 | 2016-09-07 | Gleisverfahrbare Maschine zum Abtragen von Unregelmäßigkeiten an einer Schienenkopfoberfläche |
| PCT/EP2017/000967 WO2018046115A1 (de) | 2016-09-07 | 2017-08-09 | Gleisverfahrbare maschine zum abtragen von unregelmässigkeiten an einer schienenkopfoberfläche |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3510200A1 EP3510200A1 (de) | 2019-07-17 |
| EP3510200B1 true EP3510200B1 (de) | 2020-08-05 |
Family
ID=59631716
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17752288.5A Active EP3510200B1 (de) | 2016-09-07 | 2017-08-09 | Gleisverfahrbare maschine zum abtragen von unregelmässigkeiten an einer schienenkopfoberfläche |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US11203839B2 (de) |
| EP (1) | EP3510200B1 (de) |
| JP (1) | JP7053586B2 (de) |
| CN (1) | CN109642400B (de) |
| AT (1) | AT519049B1 (de) |
| BR (1) | BR112019003388B1 (de) |
| CA (1) | CA3033047A1 (de) |
| EA (1) | EA036946B1 (de) |
| ES (1) | ES2820241T3 (de) |
| WO (1) | WO2018046115A1 (de) |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH581232A5 (de) * | 1975-01-13 | 1976-10-29 | Speno International | |
| AT369456B (de) * | 1977-12-30 | 1983-01-10 | Plasser Bahnbaumasch Franz | Gleisverfahrbare maschine zum abtragen von schienenkopfoberflaechen-unregelmaessigkeiten, insbesondere riffeln |
| AT366437B (de) | 1978-02-10 | 1982-04-13 | Plasser Bahnbaumasch Franz | Gleisverfahrbare maschine zum bearbeiten der schienenkopfoberflaechen |
| AT369071B (de) * | 1980-01-17 | 1982-12-10 | Plasser Bahnbaumasch Franz | Gleisverfahrbare maschine zum entfernen von unregelmaessigkeiten an der schienenkopfoberflaeche verlegter gleise |
| AT368219B (de) | 1980-01-17 | 1982-09-27 | Plasser Bahnbaumasch Franz | Verfahren zum entfernen von unregelmaessigkeiten an der schienenkopfoberflaeche verlegter gleise |
| CH636392A5 (fr) * | 1980-06-09 | 1983-05-31 | Sig Schweiz Industrieges | Machine de traitement des voies ferrees equipee d'un dispositif de blocage des suspensions de ses essieux. |
| CH689643A5 (fr) * | 1994-02-18 | 1999-07-30 | Speno International | Installation pour le reprofilage des rails d'une voie ferrée. |
| WO2000058559A1 (de) * | 1999-03-25 | 2000-10-05 | Wilfried Scherf | Anordnung von schleifmodulen mit schleifwerkzeugen in schienenschleifmaschinen |
| AT410951B (de) | 2000-07-17 | 2003-09-25 | Linsinger Maschinenbau Gmbh | Verfahren zum reprofilieren mindestens des fahrspiegels einer schiene sowie einrichtung hierzu |
| AT410952B (de) * | 2000-12-06 | 2003-09-25 | Linsinger Maschinenbau Gmbh | Fahrbare vorrichtung zum spanabhebenden bearbeiten von schienen |
| EP2412871B1 (de) * | 2010-07-29 | 2014-01-01 | Vossloh High Speed Grinding GmbH | Vorrichtung zum Material abtragenden Bearbeiten von verlegten Schienen im Gleis |
| AT513035B1 (de) | 2012-10-24 | 2014-01-15 | Plasser Bahnbaumasch Franz | Verfahren sowie Vorrichtung zum Schleifen von Schienen |
-
2016
- 2016-09-07 AT ATA413/2016A patent/AT519049B1/de active
-
2017
- 2017-08-09 CN CN201780053182.0A patent/CN109642400B/zh active Active
- 2017-08-09 ES ES17752288T patent/ES2820241T3/es active Active
- 2017-08-09 EP EP17752288.5A patent/EP3510200B1/de active Active
- 2017-08-09 EA EA201900026A patent/EA036946B1/ru not_active IP Right Cessation
- 2017-08-09 WO PCT/EP2017/000967 patent/WO2018046115A1/de not_active Ceased
- 2017-08-09 US US16/330,460 patent/US11203839B2/en active Active
- 2017-08-09 JP JP2019511984A patent/JP7053586B2/ja active Active
- 2017-08-09 CA CA3033047A patent/CA3033047A1/en active Pending
- 2017-08-09 BR BR112019003388-2A patent/BR112019003388B1/pt active IP Right Grant
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| CA3033047A1 (en) | 2018-03-15 |
| EA201900026A1 (ru) | 2019-07-31 |
| AT519049A1 (de) | 2018-03-15 |
| ES2820241T3 (es) | 2021-04-20 |
| AT519049B1 (de) | 2019-02-15 |
| BR112019003388A2 (pt) | 2019-05-21 |
| US11203839B2 (en) | 2021-12-21 |
| CN109642400B (zh) | 2021-04-20 |
| US20190218726A1 (en) | 2019-07-18 |
| BR112019003388B1 (pt) | 2023-01-03 |
| EA036946B1 (ru) | 2021-01-19 |
| JP2019529740A (ja) | 2019-10-17 |
| JP7053586B2 (ja) | 2022-04-12 |
| CN109642400A (zh) | 2019-04-16 |
| EP3510200A1 (de) | 2019-07-17 |
| WO2018046115A1 (de) | 2018-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69410233T2 (de) | Vorrichtung zur Wiederprofilierung von Eisenbahnschienen | |
| EP2925930B1 (de) | Verfahren sowie vorrichtung zum schleifen von schienen eines gleises | |
| EP2412871B1 (de) | Vorrichtung zum Material abtragenden Bearbeiten von verlegten Schienen im Gleis | |
| DE2612173A1 (de) | Fahrbare schienenschleifmaschine | |
| DE69410430T2 (de) | Vorrichtung zur Wiederprofilierung von Eisenbahnschienen | |
| DE102011018237A9 (de) | Fördereinrichtung für Automatisierungsstraßen | |
| DE3243602A1 (de) | Auf einer oder beiden schiene(n) eines gleises verfahrbare schienenschleifmaschine | |
| EP3331809B1 (de) | Fahrerlose transportvorrichtung zur montage eines kraftfahrzeugs und verfahren zum abladen eines kraftfahrzeugs von einem solchen transportfahrzeug | |
| DE102009024209A1 (de) | Schleifstützvorrichtung | |
| EP1283756B1 (de) | Verfahren und maschine zum bearbeiten von eisenbahnrädern | |
| EP1163393B1 (de) | Anordnung von schleifmodulen mit schleifwerkzeugen in schienenschleifmaschinen | |
| DE2718339C3 (de) | Schleifscheibenabrichtvorrichtung | |
| CH635151A5 (de) | Gleisverfahrbare maschine zum bearbeiten der schienenkopfoberflaechen. | |
| DE19643240C1 (de) | Straßen- und schienenverfahrbares Arbeitsfahrzeug | |
| EP3510200B1 (de) | Gleisverfahrbare maschine zum abtragen von unregelmässigkeiten an einer schienenkopfoberfläche | |
| CH634365A5 (de) | Gleisstopfmaschine. | |
| EP1400629B1 (de) | Schleifmaschine für Schienen, insbesondere für Containerkranschienen | |
| WO2022161853A1 (de) | Verfahren und schleifaggregat zum trockenen schleifen mindestens einer schiene eines gleises | |
| DE2204328A1 (de) | Unterflur-radsatz-profildrehmaschine | |
| DE696273C (de) | Dreiachsiges Deichsellaufgestell fuer Schienenfahrzeuge | |
| DE69310703T2 (de) | Vorrichtung zur Bearbeitung der Laufflächen von Schienen, insbesondere zur Entzunderung und Riffelrektifikation | |
| CH669925A5 (de) | ||
| EP1343644B1 (de) | Zweiwegefahrzeug zur durchführung von gleisoberbauarbeiten | |
| DE102017010322A1 (de) | Vorrichtung zur Bearbeitung von optischen Werkstücken, insbesondere Brillengläsern | |
| DE3808908C2 (de) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190408 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200324 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1298861 Country of ref document: AT Kind code of ref document: T Effective date: 20200815 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502017006626 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201105 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201106 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200805 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201207 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200805 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201105 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200805 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200805 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200805 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200805 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201205 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2820241 Country of ref document: ES Kind code of ref document: T3 Effective date: 20210420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200809 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200805 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200805 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200805 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502017006626 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200805 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200805 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200805 |
|
| 26N | No opposition filed |
Effective date: 20210507 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200805 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200805 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200805 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200805 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200805 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230528 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20250620 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20250716 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20250905 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20250728 Year of fee payment: 9 Ref country code: IT Payment date: 20250829 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20250716 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20250710 Year of fee payment: 9 Ref country code: FR Payment date: 20250827 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20250901 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20250729 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: RO Payment date: 20250805 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20251021 Year of fee payment: 9 |