EP3548202B1 - Raupengiessmaschine zum herstellen eines giessguts aus flüssigem metall - Google Patents
Raupengiessmaschine zum herstellen eines giessguts aus flüssigem metall Download PDFInfo
- Publication number
- EP3548202B1 EP3548202B1 EP17811504.4A EP17811504A EP3548202B1 EP 3548202 B1 EP3548202 B1 EP 3548202B1 EP 17811504 A EP17811504 A EP 17811504A EP 3548202 B1 EP3548202 B1 EP 3548202B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- caterpillar
- drive wheels
- drive
- adjacent
- caterpillar track
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0608—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars formed by caterpillars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0637—Accessories therefor
- B22D11/0648—Casting surfaces
- B22D11/0657—Caterpillars
Definitions
- the invention relates to a caterpillar casting machine for producing a cast material from liquid metal according to the preamble of claim 1.
- the cooling elements of the casting machine form the wall of a moving casting mold on the straight sections or strands of casting beads arranged opposite one another.
- the casting beads each consist of a large number of endlessly interconnected cooling blocks that are transported along the orbits of the beads.
- the cooling blocks are mounted on support elements which are placed on chains and are thus articulated like links in a chain.
- U.S. 1,865,443 A a drive for a caterpillar casting machine is known, an electric motor being arranged outside a caterpillar.
- the power transmission from the electric motor to the caterpillar takes place via a drive shaft and a worm wheel attached to it, which meshes with a drive pinion that is attached to a main shaft around which the caterpillar rotates.
- the invention is based on the object of improving a caterpillar casting machine for producing a cast material from liquid metal with regard to the surface quality of the cast material produced and the smoothness of the caterpillar drives.
- a caterpillar casting machine serves the purpose of producing a cast material from a liquid metal.
- the caterpillar casting machine comprises a first guide rail and a second guide rail, with the guide rails forming two oppositely arranged endless horizontal circulating tracks, and a plurality of loose support elements with cooling blocks attached to them, the supporting elements being movably guided along the circulating paths in a transport direction, such that a continuous chain of support elements and thereby an upper caterpillar and a lower caterpillar are formed per orbit.
- a moving mold for the cast material is formed between the cooling blocks, which come into opposition in straight sections of the upper and lower bead.
- the caterpillar casting machine further comprises drive wheels with which the respective associated support elements with the cooling blocks attached to the upper caterpillar and the lower caterpillar are moved around the orbits.
- drive wheels with which the respective associated support elements with the cooling blocks attached to the upper caterpillar and the lower caterpillar are moved around the orbits.
- For the upper caterpillar and for the lower caterpillar at least two separate drives are provided with associated drive wheels, which can be brought into operative engagement with the support elements. These drives provided per caterpillar can be freely synchronized with one another.
- the device also includes Means with which the cooling blocks in the straight runs of the caterpillars can be pressed against each other on the block.
- both on the upper caterpillar and on the lower caterpillar - seen in the transport direction of the support elements - drive wheels are provided on both sides thereof, each drive wheel being assigned a separate drive motor, each drive wheel being attached to a stub shaft and in this way with the drive motor is connected, wherein the drive motors for the drive wheels are each arranged outside of the caterpillars, in such a way that the stub shafts on which the drive wheels are mounted do not extend through the caterpillars, ie along their width.
- the means with which the cooling blocks are pressed against one another against one another can be a control device with which the drives assigned to the drive wheels can be controlled, preferably also regulated. Thus, different speeds can be set for the drives by means of this control device.
- the said means can also comprise brake wheels which are arranged in the strands of the caterpillars adjoining the casting mold and can each be brought into operative engagement with the support elements, with a lower drive wheel for the brake wheels compared to the drive wheels arranged in the outlet area of the casting mold Speed is set.
- brake wheels are provided when the drive wheels are arranged in the deflection areas of the guide rails.
- said means can also comprise a displacement device with which at least one of the drive wheels can be shifted or moved translationally in the direction of the other drive wheel or away from it.
- a displacement device with which at least one of the drive wheels can be shifted or moved translationally in the direction of the other drive wheel or away from it.
- liquid metal is poured into a moving casting mold which is formed between cooling blocks which are attached to loose support elements moving in one transport direction along two oppositely arranged endless circulating tracks.
- an upper caterpillar and a lower caterpillar are formed.
- These two caterpillars are brought into circulation along their orbits by at least two separate drives, these drives being able to have different speeds, so that the cooling blocks in the straight runs of the caterpillars are pressed against each other to block.
- the transport direction in which the support elements with the cooling blocks attached to them are moved along the respective guide rails and the thereby formed orbits is synonymous with the casting direction in which the liquid metal enters the moving mold between the cooling blocks is formed in the straight sections of the opposite horizontal orbits, is potted.
- the invention is based on the essential knowledge that it is possible through the different speeds that are selected or set for the at least two drives that are each provided for the upper and lower caterpillars, the loose support elements with the attached To move cooling blocks around the orbits in such a way that the cooling blocks in the straight runs of the respective caterpillars are pressed against each other on the block. As a result, a closed surface is achieved between the cooling blocks. Such a closed surface is necessary adjacent to the casting mold, ie on the lower run of the upper bead and on the upper run of the lower bead, so that no molten metal can flow through between the cooling blocks.
- the closed surface between the cooling blocks is necessary so that when water cooling is used, the cooling water does not reach the outside between the cooling blocks the environment can flow.
- the above-mentioned closed surface which is formed between adjacent cooling blocks, is to be understood as "tight" because liquid metal or cooling water cannot pass through between the cooling blocks, which are pressed against one another on the block.
- the drives provided for each caterpillar can be freely synchronized with one another and driven at different speeds, it is possible to set any lead or lag on an associated orbit for the support elements and the cooling blocks attached to them.
- a set advance i.e. by a difference in the speed of the drives provided per caterpillar, it is achieved that the cooling blocks are pressed against one another on the block, as explained, in order to achieve the desired closed surface between the cooling blocks.
- each drive wheel is assigned a separate drive motor ensures that each drive wheel of the caterpillar caster is driven by a separate drive motor, the drive wheel being attached to a "stub shaft", ie on a comparatively short shaft and connected to the drive motor in this way is.
- the drive motors are arranged outside the two caterpillars. This means that the shafts on which the drive wheels are mounted do not extend through the tracks, ie along their width. On the one hand, this leads to an improved use of space and less space required, and on the other hand to the advantage that these waves are not directly exposed to the heat of the casting process.
- a control device is provided by means of which the individual drives or drive motors can be controlled. It is expediently also possible to drive the individual drives or drive motors in a controlled manner. Accordingly, it is possible during the casting process to increase or decrease the speed of selected drives or drive motors, e.g. to set a defined advance of the support elements with the cooling blocks attached to them for the purpose of generating a defined contact force between adjacent cooling blocks.
- a control device is provided by means of which the drives with which the caterpillars are moved along their orbits are controlled, preferably regulated.
- the drives preferably function as an electric motor, and a speed of these electric motors can be set or changed continuously.
- the speed of the individual electric motors can be freely adjusted to one another by means of the control device, it being possible for the respective speeds of these electric motors to be freely synchronized with one another by the control device.
- a caterpillar casting machine 10 according to the invention and their components explained, which are used to produce a cast material 11 (cf. Fig. 2 ) made of liquid metal, especially aluminum.
- a cast material 11 cf. Fig. 2
- the same features in the drawing are each provided with the same reference symbols. At this point, it is pointed out separately that the figures shown in the drawing are only shown in a simplified manner and, in particular, without a scale.
- the caterpillar casting machine 10 comprises an upper first guide rail 12.1 and a lower second guide rail 12.2. With these guide rails 12.1, 12.2 two oppositely arranged endless horizontal circulating tracks U for the caterpillar casting machine 10 are formed. Each guide rail 12.1, 12.2 has deflection areas 13 with which the straight sections of the orbits U are connected. A plurality of loose support elements 14 with cooling blocks 16 attached to them are guided along each guide rail 12.1, 12.2, in such a way that a continuous chain of support elements 14 is formed, which in a transport direction T along the Guide rails 16 are moved or transported. To illustrate the operation of the present invention are in Fig. 1 on the two guide rails 12.1, 12.2 only two support elements 14 with cooling blocks 16 attached to them are shown.
- Fig. 1 shows that a casting mold 18 is formed between the cooling blocks 16, which come into opposition in the straight sections of the circulating tracks U formed by the guide rails 12.1, 12.2.
- this casting mold 15 is a casting mold moving in the transport direction T.
- Fig. 2 shows a simplified side view of the caterpillar casting machine 10 according to the invention, in which the guide rails 12.1, 12.2 of Fig. 1 can be used.
- the caterpillar casting machine 10 comprises an upper caterpillar 14.1 and a lower caterpillar 14.2, which - as explained above - are each formed from a plurality of loose support elements 14 and cooling blocks 16 attached to them, which run along the orbits U formed by the guide rails 14 in the transport direction T. be moved.
- the upper run 14.1 has an upper run 15.1 and a lower run 15.2.
- the lower strand 14.2 has an upper strand 15.3 and a lower strand 15.4.
- the caterpillars 14.1, 14.2 are each driven by drive wheels 22 which ensure that the loose support elements 14 and the cooling blocks 16 attached to them move around the orbits U. Details regarding these drive wheels 22 are explained separately below.
- Liquid metal for example aluminum or an aluminum alloy
- a pouring nozzle 19 which is elongated and protrudes with its front end into the casting mold 18.
- a cast material 11 is produced in the form of a strip material, which - in the right image area of Fig. 2 indicated - downstream of the caterpillars 14.1, 14.2 emerges from the casting gap 18 and can then be fed to further processing (not shown).
- Cooling of the cooling blocks 16 during the casting process is ensured by cooling devices (not shown). By means of these cooling devices, a cooling medium can be applied or sprayed onto the respective cooling blocks.
- the caterpillar casting machine 10 comprises at least one actuator (not shown) with an e.g. electric, pneumatic or hydraulic actuator.
- the actuator can be controlled by a control device 21 (cf. Fig. 2 ) suitably controlled, preferably regulated, to adjust the inclination of at least one caterpillar 14.1, 14.2 relative to the other caterpillar, or to adjust the inclination of a unit formed by the two caterpillars 14.1, 14.2 relative to the horizontal.
- a drive wheel 22.1 is provided for the upper caterpillar 14.1 and for the lower caterpillar 14.2 in the deflection areas 13 of the circulating tracks U adjacent to the outlet area A, with one drive wheel 22.2 being provided in the deflection areas 13 of the circulating tracks U adjacent to the inlet area E. is.
- These drive wheels 22.1, 22.2 come into operative engagement with the support elements 14 and thus cause a circumferential movement of the support elements 14 around the orbits U.
- Both caterpillars 14.1, 14.2 are each provided with brake wheels 24, namely in the lower strand 15.2 of the upper caterpillar 14.1 adjacent to the outlet area A, and in the upper strand 15.3 of the lower caterpillar 14.2 adjacent to the outlet area A.
- the brake wheels 24 also come into operative engagement with the support elements 14, the function of these brake wheels 24 being explained below.
- a drive of the drive wheels 22.1, 22.2 in the embodiment of Fig. 3 takes place in such a way that in both caterpillars 14.1, 14.2 the speed for the drive wheels 22.1 (each adjacent to the outlet area A) is selected to be greater than that for the drive wheels 22.2 (each adjacent to the inlet area E).
- the speeds of the two brake wheels 24 are each selected to be lower than for the drive wheels 22.2.
- the mentioned speed difference between the drive wheels 22.1 and 22.2 causes both the upper run 15.1 of the upper caterpillar 14.1 and the lower run 15.4 of the lower caterpillar 14.2 to "lead" the support elements 14 with the cooling blocks 14 attached between the drive wheel 22.2 and the brake wheel 24 both in the lower run 15.2 of the upper caterpillar 14.1 and in the upper run 15.3 of the lower caterpillar 14.2 there is a “lead” of the support elements 14 with the cooling blocks 16 attached.
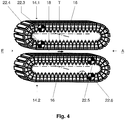
- Fig. 4 shows a further embodiment of the caterpillar casting machine 10 according to the invention in relation to an arrangement of the drive wheels 22.
- drive wheels 22.3, 22.4 are arranged for the upper caterpillar 14.1 in its straight strands 15.1, 15.2 adjacent to the inlet area E of the casting mold 18.
- For the lower caterpillar 14.2, 15.3, 15.4 are in its straight strands adjacent to the run-out area A of the mold 18 drive wheels 22.5, 22.6 are arranged.
- These drive wheels 22.3-22.6 come into operative engagement with the support elements 14, and thus cause a circumferential movement of the support elements 14 with the cooling blocks 16 attached to them around the orbits U.
- a drive of the drive wheels 22.3 -22.6 in the embodiment of Fig. 4 takes place in such a way that a higher speed is selected for the drive wheels 22.4, 22.6, which are respectively arranged in the lower strand 15.2 and 15.4 of the upper caterpillar 14.1 and the lower caterpillar 14.2, than for the drive wheels 22.3, 22.5, which are each in the upper strand 15.1 and 15.3 of the upper caterpillar 14.1 and the lower caterpillar 14.2 are arranged.
- This speed difference results in a "leading" of the support elements 14 with the cooling blocks 16 attached to them in the straight strands of the two caterpillars 14.1, 14.2 2, so that the cooling blocks 16, in the same way as with reference to the Fig. 3 already explained, are pressed against each other on the block.
- the weight causes the support elements 14 to "fall down” and thus guide them appropriately to the drive wheel 22.4 or 22.6, at which the support elements 14 begin to accelerate again.
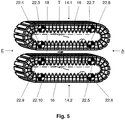
- FIG. 11 illustrates another embodiment of the track caster 10 of the present invention that is a modification of the embodiment of FIG Fig. 4 is.
- further drive wheels 22.7, 22.8 are provided for the upper caterpillar 14.1, which are arranged in the straight strands 15.1, 15.2 of the upper caterpillar 14.1 adjacent to the outlet area A of the casting mold 18.
- further drive wheels 22.9, 22.10 are provided, which are arranged in the straight runs 15.3, 15.4 of the lower caterpillar 14.2 adjacent to the inlet area E of the casting mold 18.
- Fig. 5 cause the mentioned further drive wheels 22.7-22.10 an additional movement drive for the support elements 14 with the cooling blocks 16 attached to them, and thus improve a circumferential movement of the caterpillars 14.1, 14.2 around the orbits U.
- the speeds of these drive wheels 22.7-22.10 are selected as follows: The drive wheels 22.7 and 22.9, which are arranged in the upper run 15.1 and 15.3 of the upper caterpillar 14.1 and the lower caterpillar 14.2, rotate faster than the drive wheels 22.3 and 22.5 arranged in this run.
- a "lead" is generated for the support elements 14 in the strands 15.1, 15.3, so that the cooling blocks 16 fastened to the support elements 14 are pressed against one another into a block.
- the drive wheels 22.8 and 22.10 which are arranged in the lower run 15.2 and 15.4 of the upper caterpillar 14.1 and the lower caterpillar 14.2, rotate more slowly than the drive wheels 22.4 and 22.6, which are located in these runs - in the transport direction T. seen - are arranged upstream thereof.
- the cooling blocks 16 are also pressed against one another onto a block in these lower runs 15.2, 15.4.
- the drives or drive motors assigned to the drive wheels 22.1-22.10 can be individually controlled or regulated.
- the control device 21 thus enables the speed of these individual drives or drive motors to be synchronized relative to one another.
- Fig. 6 shows, in simplified form, gears 26 with helical teeth that can be used for a drive.
- Such a helical toothing leads to an improvement in the smoothness of the drive and avoids disadvantageous vibrations during operation of the motor.
- drive wheels 22.1-22.10 which are each arranged on a front side of the caterpillars 14.1, 14.2, and additional drive wheels (each with their own drives or drive motors) each on the back of the caterpillars 14.1, 14.2 can be provided.
- additional drive wheels are located in the drawing plane in the background and therefore cannot be seen.
- pairs of drive wheels are formed which are guided coaxially from both sides into the respective caterpillars 14.1, 14.2.
- brake wheels 24 in the Fig. 3 This leads to both the embodiment of Fig. 3 as well as for those of Fig.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Description
- Die Erfindung betrifft eine Raupengießmaschine zum Herstellen eines Gießguts aus flüssigem Metall nach dem Oberbegriff von Anspruch 1.
- Nach dem Stand der Technik sind insbesondere zur Herstellung von Aluminiumlegierungen Horizontal-Blockgießmaschinen bekannt, die nach Art einer umlaufenden Raupengießmaschine funktionieren. Eine solche Gießmaschine ist z.B. aus
EP 1 704 005 B1 oderWO 95/27145 - Bei einer herkömmlichen Horizontal-Blockgießmaschine erfolgt der Antrieb der umlaufenden Gießraupen in den Umlenkbereichen der endlosen Umlaufbahnen jeweils durch zwei Zahnräder, die mit einer durchgehenden Welle verbunden sind. Hierbei ist es erforderlich, diese durchgehende Welle gegen Hitze abzuschirmen. Das Spiel, welches zwischen den einzelnen Kühlblöcken bestehen kann, wird durch Verschwenken des unteren Zahnrads verstellt. Jedoch besteht ein Nachteil bei diesem Antrieb darin, dass eine gezielte Ansteuerung eines Zahnrads zum Spielausgleich zwischen den Kühlblöcken und zur Aufbringung einer definierten Kontaktkraft nicht möglich ist. Ein weiterer Nachteil bei einer solchen herkömmlichen Horizontal-Blockgießmaschine besteht darin, dass die Antriebe jeweils eine gerade Verzahnung aufweisen - hieraus resultieren Schwingungsanregungen, die zu Abdrücken auf den Oberflächen des Gießguts führen können und somit auf dem gegossenen Band sichtbar sind.
- Aus
US 1 865 443 A ist ein Antrieb für eine Raupengießmaschine bekannt, wobei ein Elektromotor außerhalb einer Raupe angeordnet ist. Die Kraftübertragung von dem Elektromotor auf die Raupe erfolgt über eine Antriebswelle und ein daran befestigtes Schneckenrad, das mit einem Antriebsritzel kämmt, das auf einer Hauptwelle, um welche die Raupe umläuft, befestigt ist. - Aus
US 5 133 401 A undUS 2007/0102135 A1 ist jeweils eine gattungsgemäße Raupengießmaschine nach dem Oberbegriff von Anspruch 1 bekannt. - Entsprechend liegt der Erfindung die Aufgabe zugrunde, eine Raupengießmaschine zum Herstellen eines Gießguts aus flüssigem Metall hinsichtlich der Oberflächenqualität des erzeugten Gießguts und der Laufruhe der Raupenantriebe zu verbessern.
- Diese Aufgabe wird durch eine Raupengießmaschine mit den in Anspruch 1 angegebenen Merkmalengelöst. Vorteilhafte Weiterbildungen der Erfindung sind in den abhängigen Ansprüchen definiert.
- Eine Raupengießmaschine nach der vorliegenden Erfindung dient dem Zweck, aus einem flüssigen Metall ein Gießgut herzustellen. Hierzu umfasst die Raupengießmaschine eine erste Führungsschiene und eine zweite Führungsschiene, wobei mit den Führungsschienen zwei gegenüberliegend angeordnete endlose horizontale Umlaufbahnen gebildet werden, und eine Mehrzahl von losen Tragelementen mit daran angebrachten Kühlblöcken, wobei die Tragelemente entlang der Umlaufbahnen in einer Transportrichtung beweglich geführt sind, derart, dass pro Umlaufbahn jeweils eine durchgehende Kette von Tragelementen und dadurch eine obere Raupe und eine untere Raupe gebildet werden. Zwischen den Kühlblöcken, die in geraden Abschnitten der oberen bzw. unteren Raupe in Gegenüberstellung gelangen, wird eine sich bewegende Gießform für das Gießgut ausgebildet. Die Raupengießmaschine umfasst des Weiteren Antriebsräder, mit denen an der oberen Raupe und an der unteren Raupe die jeweils zugeordneten Tragelemente mit den daran angebrachten Kühlblöcken um die Umlaufbahnen bewegt werden. Für die obere Raupe und für die untere Raupe sind jeweils zumindest zwei separate Antriebe mit zugeordneten Antriebsrädern vorgesehen, die in Wirkeingriff mit den Tragelementen gebracht werden können. Diese pro Raupe vorgesehenen Antriebe sind frei zueinander synchronisierbar. Des Weiteren umfasst die Vorrichtung Mittel, mit denen die Kühlblöcke in den geraden Trums der Raupen jeweils gegeneinander auf Block gedrückt werden können. Sowohl an der oberen Raupe als auch an der unteren Raupe sind - in der Transportrichtung der Tragelemente gesehen - jeweils Antriebsräder an beiden Seiten davon vorgesehen, wobei jedem Antriebsrad ein separater Antriebsmotor zugeordnet ist, wobei ein jeweiliges Antriebsrad auf einer Stummelwelle befestigt und in dieser Weise mit dem Antriebsmotor verbunden ist, wobei die Antriebsmotoren für die Antriebsräder jeweils außerhalb der Raupen angeordnet sind, derart, dass sich die Stummelwellen, auf denen die Antriebsräder angebracht sind, nicht durch die Raupen hindurch, d.h. entlang von deren Breite erstrecken.
- Bei den Mitteln, mit denen für die Kühlblöcke ein Gegeneinander-auf-Block-Drücken erzielt wird, kann es sich um eine Steuerungseinrichtung handeln, mit der die den Antriebsrädern zugewiesenen Antriebe angesteuert, vorzugsweise auch geregelt werden können. Somit können mittels dieser Steuerungseinrichtung für die Antriebe unterschiedliche Drehzahlen eingestellt werden.
- Ergänzend und/oder alternativ können die besagten Mittel auch Bremsräder umfassen, die in den an die Gießform angrenzenden Trums der Raupen angeordnet und jeweils in Wirkeingriff mit den Tragelementen bringbar sind, wobei für die Bremsräder im Vergleich zu den im Auslaufbereich der Gießform angeordneten Antriebsrädern eine geringere Drehzahl eingestellt ist. Diese Bremsräder sind dann vorgesehen, wenn die Antriebsräder in den Umlenkbereichen der Führungsschienen angeordnet sind. In Folge der geringeren Drehzahl der Bremsräder als im Vergleich zu den Antriebsrädern wird dann für die Kühlblöcke ein Gegeneinander-auf-Block-Drücken erreicht.
- Ergänzend und/oder alternativ können die besagten Mittel auch eine Verschiebeeinrichtung umfassen, mit der zumindest eines der Antriebsräder translatorisch in Richtung des jeweils anderen Antriebsrads oder weg davon verschoben bzw. bewegt werden kann. Durch Einstellung eines geeigneten Abstands eines Antriebsrads relativ zum jeweils anderen Antriebsrads wird ein Druck auf die losen Tragelemente ausgeübt und dadurch erreicht, dass die an den Tragelementen angebrachten Kühlblöcke jeweils gegeneinander auf Block gedrückt werden. Diese Variante der erfindungsgemäßen Vorrichtung ist ebenfalls für den Fall vorgesehen, wenn die Antriebsräder in den Umlenkbereichen der Führungsschienen angeordnet sind, wobei dann ggf. keine Bremsräder erforderlich sind.
- Im Betrieb der erfindungsgemäßen Raupengießmaschine wird flüssiges Metall in eine sich bewegende Gießform vergossen, die zwischen Kühlblöcken, die an entlang von jeweils zwei gegenüberliegend angeordneten endlosen Umlaufbahnen in einer Transportrichtung bewegten losen Tragelementen angebracht sind, gebildet ist. Mit den entlang der Umlaufbahnen bewegten Tragelementen werden eine obere Raupe und eine untere Raupe gebildet. Diese beiden Raupen werden entlang ihrer Umlaufbahnen jeweils durch zumindest zwei separate Antriebe in Umlauf gebracht, wobei diese Antriebe unterschiedliche Drehzahlen aufweisen können, so dass die Kühlblöcke in den geraden Trums der Raupen jeweils gegeneinander auf Block gedrückt werden.
- Im Sinne der vorliegenden Erfindung ist die Transportrichtung, in der die Tragelemente mit den daran angebrachten Kühlblöcken entlang der jeweiligen Führungsschienen und der hierdurch ausgebildeten Umlaufbahnen bewegt werden, gleichbedeutend mit der Gießrichtung, in der das flüssige Metall in die sich bewegende Gießform, die zwischen den Kühlblöcken in den geraden Abschnitten der gegenüberliegenden horizontalen Umlaufbahnen gebildet wird, vergossen wird.
- Der Erfindung liegt die wesentliche Erkenntnis zugrunde, dass es durch die unterschiedlichen Drehzahlen, die für die zumindest zwei Antriebe, die jeweils für die obere bzw. untere Raupe vorgesehen sind, gewählt bzw. eingestellt sind, möglich ist, die losen Tragelemente mit den daran angebrachten Kühlblöcken derart um die Umlaufbahnen zu bewegen, dass die Kühlblöcke in den geraden Trums der jeweiligen Raupen jeweils gegeneinander auf Block gedrückt werden. In Folge dessen wird eine geschlossene Oberfläche zwischen den Kühlblöcken erzielt. Eine solche geschlossene Oberfläche ist angrenzend an die Gießform, d.h. an dem unteren Trum der oberen Raupe und an dem oberen Trum der unteren Raupe, notwendig, damit kein geschmolzenes Metall zwischen den Kühlblöcken hindurchströmen kann. Auf der der Gießform abgewandten Seite der Raupen, d.h. an dem oberen Trum der oberen Raupe und insbesondere an dem unteren Trum der unteren Raupe, ist die geschlossene Oberfläche zwischen den Kühlblöcken erforderlich, damit bei Nutzung einer Wasserkühlung das Kühlwasser nicht zwischen den Kühlblöcken nach außen an die Umgebung strömen kann.
- Im Sinne der vorliegenden Erfindung ist die vorstehend genannte geschlossene Oberfläche, die sich zwischen aneinander angrenzenden Kühlblöcken bildet, als "dicht" zu verstehen, weil ein Hindurchtreten von flüssigem Metall oder Kühlwasser zwischen den Kühlblöcken, die gegeneinander auf Block gedrückt werden, nicht möglich ist.
- Auf Grundlage dessen, dass die pro Raupe vorgesehenen Antriebe frei zueinander synchronisiert und mit jeweils unterschiedlichen Drehzahlen angetrieben werden können, ist es möglich, für die Tragelemente und die daran befestigten Kühlblöcke eine beliebige Voreilung oder Nacheilung an einer zugehörigen Umlaufbahn einzustellen. Insbesondere durch eine eingestellte Voreilung, d.h. durch einen Unterschied in der Drehzahl der pro Raupe vorgesehenen Antriebe, wird erreicht, dass die Kühlblöcke wie erläutert gegeneinander auf Block gedrückt werden, um die gewünschte geschlossene Oberfläche zwischen den Kühlblöcken zu erzielen. Dies gilt in gleicher Weise sowohl für die Trums der Raupen, die unmittelbar an die Gießform angrenzen bzw. mit denen die Gießform gebildet wird, als auch für die Trums der Raupen an der der Gießform abgewandten Seite.
- Dadurch, dass jedem Antriebsrad ein separater Antriebsmotor zugeordnet ist, wird erreicht,dass jedes Antriebsrad der Raupengießmaschine von einem separaten Antriebsmotor angetrieben wird, wobei das Antriebsrad auf einer "Stummelwelle", d.h. auf einer vergleichsweise kurzen Welle befestigt und in dieser Weise mit dem Antriebsmotor verbunden ist. Hierbei sind die Antriebsmotoren außerhalb der beiden Raupen angeordnet. Dies bedeutet, dass sich die Wellen, auf denen die Antriebsräder angebracht sind, nicht durch die Raupen hindurch, d.h. entlang von deren Breite erstrecken. Dies führt einerseits zu einer verbesserten Platzausnutzung und zu einem geringeren beanspruchten Bauraum, und andererseits zu dem Vorteil, dass diese Wellen nicht unmittelbar der Hitze des Gießprozesses ausgesetzt sind.
- Dadurch, dass den Antriebsrädern, die in Eingriff mit den Tragelementen gelangen und eine umlaufende Bewegung dieser Tragelemente mit den daran befestigten Kühlblöcken entlang der Umlaufbahnen gewährleisten, jeweils separate Antriebsmotoren mit der genannten "Stummelwelle" zugeordnet sind, wird der weitere Vorteil erreicht, dass damit die Antriebe in etwa auf Höhe der Kokille bzw. den Kühlblöcken liegen, so dass eine Kippneigung der Kokillenträger in Form der jeweiligen Tragelemente vermindert wird.
- In vorteilhafter Weiterbildung der Erfindung ist eine Steuerungseinrichtung vorgesehen, mittels welcher die einzelnen Antriebe bzw. Antriebsmotor angesteuert werden können. Zweckmäßigerweise ist es auch möglich, die einzelnen Antriebe bzw. Antriebsmotoren auch geregelt anzutreiben. Entsprechend ist es während des Gießprozesses möglich, die Drehzahl von ausgewählten Antrieben bzw. Antriebsmotoren zu erhöhen oder zu vermindern, um z.B. eine definierte Voreilung der Tragelemente mit den daran angebrachten Kühlblöcken einzustellen, zwecks Erzeugung einer definierten Kontaktkraft zwischen benachbarten Kühlblöcken.
- Zur Verbesserung der Laufruhe der Antriebe und zur Vermeidung von Schwingungsanregungen kann vorgesehen sein, dass die Antriebe Zahnräder mit Schrägverzahnungen aufweisen. Hierdurch wird erreicht, dass eine Schwingungsanregung im Betrieb der Antriebe verringert wird.
- In vorteilhafter Weiterbildung der Erfindung ist eine Steuerungseinrichtung vorgesehen, mittels welcher die Antriebe, mit denen die Raupen entlang ihrer Umlaufbahnen bewegt werden, angesteuert, vorzugsweise geregelt werden. Die Antriebe funktionieren vorzugsweise elektromotorisch, wobei eine Drehzahl dieser Elektromotoren stufenlos eingestellt bzw. geändert werden kann. Die Drehzahl der einzelnen Elektromotoren kann mittels der Steuerungseinrichtung frei zueinander eingestellt werden, wobei es möglich ist, dass die jeweiligen Drehzahlen dieser Elektromotoren durch die Steuerungseinrichtung frei zueinander synchronisiert werden.
- Nachstehend sind bevorzugte Ausführungsformen der Erfindung anhand schematisch vereinfachter Zeichnungen im Detail beschrieben. Es zeigen:
- Fig. 1
- eine Seitenansicht von zwei Führungsschienen, mit denen zwei gegenüberliegend angeordnete endlose Umlaufbahnen für eine erfindungsgemäße Raupengießmaschine gebildet werden,
- Fig. 2
- eine Seitenansicht einer erfindungsgemäßen Raupengießmaschine, deren endlose Umlaufbahnen durch die Führungsschienen von
Fig. 1 gebildet sind, - Fig. 3-5
- jeweils Seitenansicht einer oberen und unteren Raupe der Raupengießmaschine von
Fig. 2 , nach verschiedenen Ausführungsformen der Erfindung, und - Fig. 6
- ein Beispiel für Zahnräder mit Schrägverzahnung, die für einen Antrieb der Raupengießmaschine von
Fig. 2 verwendet werden. - Nachstehend sind unter Bezugnahme auf die
Fig. 1 bis 6 bevorzugte Ausführungsformen einer erfindungsgemäßen Raupengießmaschine 10 und deren Komponenten erläutert, die zum Herstellen eines Gießguts 11 (vgl.Fig. 2 ) aus flüssigem Metall, insbesondere aus Aluminium, dient. Gleiche Merkmale in der Zeichnung sind jeweils mit gleichen Bezugszeichen versehen. An dieser Stelle wird gesondert darauf hingewiesen, dass die in der Zeichnung dargestellten Figuren lediglich vereinfacht und insbesondere ohne Maßstab gezeigt sind. - Ausweislich der Seitenansicht von
Fig. 1 umfasst die Raupengießmaschine 10 eine obere erste Führungsschiene 12.1 und eine untere zweite Führungsschiene 12.2. Mit diesen Führungsschienen 12.1, 12.2 werden zwei gegenüberliegend angeordnete endlose horizontale Umlaufbahnen U für die Raupengießmaschine 10 gebildet. Jede Führungsschiene 12.1, 12.2 weist jeweils Umlenkbereiche 13 auf, mit denen die geraden Abschnitte der Umlaufbahnen U verbunden sind. Entlang jeder Führungsschiene 12.1, 12.2 sind jeweils eine Mehrzahl von losen Tragelementen 14 mit daran angebrachten Kühlblöcken 16 geführt, derart, dass sich eine durchgehende Kette von Tragelementen 14 bildet, die in einer Transportrichtung T entlang der Führungsschienen 16 bewegt bzw. transportiert werden. Zur Veranschaulichung der Funktionsweise der vorliegenden Erfindung sind in derFig. 1 an den beiden Führungsschienen 12.1, 12.2 jeweils nur zwei Tragelemente 14 mit daran angebrachten Kühlblöcken 16 gezeigt. -
Fig. 1 verdeutlicht, dass zwischen den Kühlblöcken 16, die in den geraden Abschnitten der durch die Führungsschienen 12.1, 12.2 gebildeten Umlaufbahnen U in Gegenüberstellung gelangen, eine Gießform 18 ausgebildet wird. In Anbetracht der Transportrichtung T der Tragelemente 14 entlang der Führungsschienen 12.1, 12.2 handelt es sich bei dieser Gießform 15 um eine sich in der Transportrichtung T bewegende Gießform. -
Fig. 2 zeigt eine vereinfachte Seitenansicht der erfindungsgemäßen Raupengießmaschine 10, bei der die Führungsschienen 12.1, 12.2 vonFig. 1 eingesetzt werden. Die Raupengießmaschine 10 umfasst eine obere Raupe 14.1 und eine untere Raupe 14.2, die - wie vorstehend erläutert - jeweils aus einer Mehrzahl von losen Tragelementen 14 und daran befestigten Kühlblöcken 16 gebildet sind, die entlang der durch die Führungsschienen 14 gebildeten Umlaufbahnen U in der Transportrichtung T bewegt werden. Im Einzelnen weist die obere Raupe 14.1 einen oberen Trum 15.1 und einen unteren Trum 15.2 auf. In gleicher Weise weist die untere Raupe 14.2 einen oberen Trum 15.3 und einen unteren Trum 15.4 auf. - Der Antrieb der Raupen 14.1, 14.2 erfolgt jeweils über Antriebsräder 22, die eine Bewegung der losen Tragelemente 14 und der daran befestigten Kühlblöcke 16 um die Umlaufbahnen U sicherstellen. Details bezüglich dieser Antriebsräder 22 sind nachfolgend noch gesondert erläutert. Mittels einer Gießdüse 19, die länglich ausgebildet ist und mit ihrem vorderen Ende in die Gießform 18 hineinragt, wird flüssiges Metall (z.B. Aluminium, oder eine Aluminium-Legierung) aus einem Behälter 20 in die bewegte Gießform 18 hinein vergossen. Durch Erstarren des Metalls innerhalb der Gießform 18 wird ein Gießgut 11 in Form eines Bandmaterials erzeugt, das - im rechten Bildbereich von
Fig. 2 angedeutet - stromabwärts der Raupen 14.1, 14.2 aus dem Gießspalt 18 austritt und dann einer (nicht gezeigten) weiteren Bearbeitung zugeführt werden kann. - Eine Kühlung der Kühlblöcke 16 während des Gießprozesses ist durch (nicht gezeigte) Kühleinrichtungen gewährleistet. Mittels dieser Kühleinrichtungen kann ein Kühlmedium auf die jeweiligen Kühlblöcke ausgebracht bzw. gespritzt werden.
- Zur Verstellung der Neigung entweder einer Raupe 14.1, 14.2 relativ zur jeweils anderen Raupe, oder der Neigung einer durch die beiden Raupen 14.1, 14.2 gebildeten Einheit relativ zur Horizontalen, umfasst die Raupengießmaschine 10 zumindest einen (nicht dargestellten) Aktuator mit einem z.B. elektrischen, pneumatischen oder hydraulischen Stellantrieb. Der Aktuator kann durch eine Steuerungseinrichtung 21 (vgl.
Fig. 2 ) geeignet angesteuert, vorzugsweise geregelt werden, um die Neigung zumindest einer Raupe 14.1, 14.2 relativ zur jeweils anderen Raupe einzustellen, oder um die Neigung einer durch die beiden Raupen 14.1, 14.2 gebildeten Einheit relativ zur Horizontalen zu verstellen. - Nachstehend sind unter Bezugnahme auf die
Figuren 3 bis 5 mögliche Ausführungsformen für eine Anordnung der Antriebsräder 22 erläutert, mit denen die Raupen 14.1, 14.2. jeweils in Bewegung um die Umlaufbahnen U versetzt werden. In denFig. 3-5 ist die Transportrichtung T - in der Zeichnungsebene gesehen - angrenzend an die Gießform 18 ebenfalls von links nach rechts angedeutet. Ein Einlaufbereich der sich bewegenden Gießform 18 ist mit "E", und ein Auslaufbereich der Gießform 18 ist mit "A" symbolisiert. - Bei der in
Fig. 3 gezeigten Ausführungsform sind für die obere Raupe 14.1 und für die untere Raupe 14.2 in den Umlenkbereichen 13 der Umlaufbahnen U angrenzend an den Auslaufbereich A jeweils ein Antriebsrad 22.1 vorgesehen, wobei in den Umlenkbereichen 13 der Umlaufbahnen U angrenzend an den Einlaufbereich E jeweils ein Antriebsrad 22.2 vorgesehen ist. Diese Antriebsräder 22.1, 22.2 gelangen in Wirkeingriff mit den Tragelementen 14 und bewirken somit eine umlaufende Bewegung der Tragelemente 14 um die Umlaufbahnen U. Des Weiteren sind für beide Raupen 14.1, 14.2 jeweils Bremsräder 24 vorgesehen, nämlich bei der oberen Raupe 14.1 in deren unteren Trum 15.2 angrenzend an den Auslaufbereich A, und bei der unteren Raupe 14.2 in deren oberen Trum 15.3 angrenzend zum Auslaufbereich A. In gleicher Weise wie die Antriebsräder 22.1, 22.2 gelangen auch die Bremsräder 24 in Wirkeingriff mit den Tragelementen 14, wobei die Funktion dieser Bremsräder 24 nachstehend noch erläutert ist. - Ein Antrieb der Antriebsräder 22.1, 22.2 bei der Ausführungsform von
Fig. 3 erfolgt derart, dass bei beiden Raupen 14.1, 14.2 die Drehzahl für die Antriebsräder 22.1 (jeweils angrenzend zum Auslaufbereich A) größer gewählt ist als für die Antriebsräder 22.2 (jeweils angrenzend zum Einlaufbereich E). Hierbei sind die Drehzahlen der beiden Bremsräder 24 jeweils kleiner gewählt als für die Antriebsräder 22.2. Der genannte Drehzahlunterschied zwischen den Antriebsrädern 22.1 und 22.2 bewirkt sowohl im oberen Trum 15.1 der oberen Raupe 14.1 als auch im unteren Trum 15.4 der unteren Raupe 14.2 ein "Voreilen" der Tragelemente 14 mit den daran befestigten Kühlblöcken 14. In gleicher Weise bewirkt der genannte Drehzahlunterschied zwischen dem Antriebsrad 22.2 und dem Bremsrad 24 sowohl im unteren Trum 15.2 der oberen Raupe 14.1 als auch im oberen Trum 15.3 der unteren Raupe 14.2 dort jeweils ein "Voreilen" der Tragelemente 14 mit den daran befestigten Kühlblöcken 16. In Folge dieses "Voreilens" werden im Betrieb der Raupengießmaschine 10 die jeweiligen Tragelemente 14 mit den daran befestigten Kühlblöcken 16 in den geraden Trums 15.1-15.4 gegeneinander auf Block gedrückt, so dass sich zwischen benachbarten bzw. aneinander angrenzenden Kühlblöcken 16 eine perfekt geschlossene Oberfläche einstellt, was zu einer verbesserten Gießqualität führt und nachteilige Abdrücke in der Oberfläche des erzeugten Bandmaterials verhindert. -
Fig. 4 zeigt eine weitere Ausführungsform der erfindungsgemäßen Raupengießmaschine 10 in Bezug auf eine Anordnung der Antriebräder 22. Im Einzelnen sind für die obere Raupe 14.1 in deren geraden Trums 15.1, 15.2 angrenzend zum Einlaufbereich E der Gießform 18 Antriebsräder 22.3, 22.4 angeordnet. Für die untere Raupe 14.2 sind in deren geraden Trums 15.3, 15.4 angrenzend zum Auslaufbereich A der Gießform 18 Antriebsräder 22.5, 22.6 angeordnet. In gleicher Weise wie bei der Ausführungsform vonFig. 3 gelangen diese Antriebsräder 22.3 - 22.6 jeweils in Wirkeingriff mit den Tragelementen 14, und bewirken somit eine umlaufende Bewegung der Tragelemente 14 mit den daran befestigten Kühlblöcken 16 um die Umlaufbahnen U. - Ein Antrieb der Antriebsräder 22.3 -22.6 bei der Ausführungsform von
Fig. 4 erfolgt derart, dass für die Antriebsräder 22.4, 22.6, die jeweils in dem unteren Trum 15.2 bzw. 15.4 der oberen Raupe 14.1 bzw. der unteren Raupe 14.2 angeordnet sind, eine größere Drehzahl gewählt ist als für die Antriebsräder 22.3, 22.5, die jeweils in dem oberen Trum 15.1 bzw. 15.3 der oberen Raupe 14.1 bzw. der unteren Raupe 14.2 angeordnet sind. Dieser Drehzahlunterschied resultiert in einem "Voreilen" der Tragelemente 14 mit den daran befestigten Kühlblöcken 16 in den geraden Trums der beiden Raupen 14.1, 14.2 2, so dass die Kühlblöcke 16, in gleicher Weise wie unter Bezugnahme auf dieFig. 3 bereits erläutert, gegeneinander auf Block gedrückt werden. In dem Umlenkbereich 13 der beiden Raupen 14.1, 14.2, der sich bei der Ausführungsform vonFig. 4 zwischen den Antriebsrädern 22.3 und 22.4, bzw. zwischen den Antriebsrädern 22.5 und 22.6 befindet, bewirkt die Gewichtskraft ein "Herunterfallen" der Tragelemente 14 und somit deren geeignete Nachführung zum Antriebsrad 22.4 bzw. 22.6, an dem eine erneute Beschleunigung der Tragelemente 14 einsetzt. - Die
Fig. 5 veranschaulicht eine weitere Ausführungsform der erfindungsgemäßen Raupengießmaschine 10, die eine Modifikation der Ausführungsform vonFig. 4 ist. Auf Basis der Anordnung von Antriebsrädern gemäßFig. 4 sind hierbei für die obere Raupe 14.1 weitere Antriebsräder 22.7, 22.8 vorgesehen, die in den geraden Trums 15.1, 15.2 der oberen Raupe 14.1 angrenzend zum Auslaufbereich A der Gießform 18 angeordnet sind. Für die untere Raupe 14.2 sind weitere Antriebsräder 22.9, 22.10 vorgesehen, die in den geraden Trums 15.3, 15.4 der unteren Raupe 14.2 angrenzend zum Einlaufbereich E der Gießform 18 angeordnet sind. - Bei der Ausführungsform von
Fig. 5 bewirken die genannten weiteren Antriebsräder 22.7-22.10 einen zusätzlichen Bewegungsantrieb für die Tragelemente 14 mit den daran befestigten Kühlblöcken 16, und verbessern somit eine umlaufende Bewegung der Raupen 14.1, 14.2 um die Umlaufbahnen U. Die Drehzahlen dieser Antriebsräder 22.7-22.10 sind wie folgt gewählt: Die Antriebsräder 22.7 bzw. 22.9, die in den oberen Trums 15.1 bzw. 15.3 der oberen Raupe 14.1 bzw. der unteren Raupe 14.2 angeordnet sind, drehen schneller als die in diesem Trums angeordneten Antriebsräder 22.3 bzw. 22.5. Entsprechend wird in den Trums 15.1, 15.3 für die Tragelemente 14 eine "Voreilung" erzeugt, so dass die an den Tragelementen 14 befestigten Kühlblöcke 16 gegeneinander auf Block gedrückt werden. Des Weiteren drehen die Antriebsräder 22.8 bzw. 22.10, die in den unteren Trums 15.2 bzw. 15.4 der oberen Raupe 14.1 bzw. der unteren Raupe 14.2 angeordnet sind, langsamer als die Antriebsräder 22.4 bzw. 22.6, die in diesen Trums - in der Transportrichtung T gesehen - stromaufwärts hiervon angeordnet sind. Entsprechend werden die Kühlblöcke 16 auch in diesen unteren Trums 15.2, 15.4 gegeneinander auf Block gedrückt. - Mittels der Steuerungseinrichtung 21 (vgl.
Fig. 2 ) können die den Antriebsrädern 22.1-22.10 jeweils zugeordneten Antriebe bzw. Antriebsmotoren einzeln angesteuert bzw. geregelt werden. Somit ist durch die Steuerungseinrichtung 21 eine Synchronisierung der Drehzahl dieser einzelnen Antriebe bzw. Antriebsmotoren relativ zueinander möglich. -
Fig. 6 zeigt vereinfacht Zahnräder 26 mit einer Schrägverzahnung, die für einen Antrieb verwendet werden können. Eine solche Schrägverzahnung führt zu einer Verbesserung der Laufruhe des Antriebs und vermeidet nachteilige Schwingungsanregungen im Betrieb des Motors. - Schließlich darf darauf hingewiesen werden, dass ergänzend zu den in den
Fig. 2-5 gezeigten Antriebsrädern 22.1-22.10, die jeweils an einer Vorderseite der Raupen 14.1, 14.2 angeordnet sind, auch zusätzliche Antriebsräder (mit jeweils eigenen Antrieben bzw. Antriebsmotoren) jeweils an der Rückseite der Raupen 14.1, 14.2 vorgesehen sein können. Diese zusätzlichen Antriebsräder befinden sich in der Zeichnungsebene im Hintergrund und sind deshalb nicht zu erkennen. Mit diesen zusätzlichen Antriebsrädern werden in Verbindung mit den vorstehend genannten Antriebsrädern 22.1-22.10 jeweils Paare von Antriebsrädern gebildet, die koaxial von beiden Seiten her in die jeweiligen Raupen 14.1, 14.2 hinein geführt sind. Gleiches gilt für die Bremsräder 24 bei derFig. 3 . Dies führt sowohl für die Ausführungsform vonFig. 3 als auch für jene vonFig. 4 jeweils zu einer Gesamtzahl von insgesamt acht Antrieben (vier Antriebe für die obere Raupe 14.1; vier Antriebe für die untere Raupe 14.2), und für die Ausführungsform vonFig. 5 zu einer Gesamtzahl von insgesamt 16 Antrieben (acht Antriebe für die obere Raupe 14.1; acht Antriebe für die untere Raupe 14.2). -
- 10
- Raupengießmaschine
- 11
- Gießgut
- 12.1
- erste Führungsschiene
- 12.2
- zweite Führungsschiene
- 13
- Umlenkbereich (einer Führungsschiene 12.1, 12.2)
- 14
- Tragelement
- 14.1
- erste (obere) Raupe
- 14.2
- zweite (untere) Raupe
- 15.1
- oberer Trum (der oberen Raupe 14.1)
- 15.2
- unterer Trum (der oberen Raupe 14.1)
- 15.3
- oberer Trum (der unteren Raupe 14.2)
- 15.4
- unterer Trum (der unteren Raupe 14.2)
- 16
- Kühlblock
- 18
- Gießform
- 19
- Gießdüse
- 20
- Behälter
- 21
- Steuerungseinrichtung
- 22
- Antriebsrad (für eine Raupe 14.1, 14.2)
- 22.1
- Antriebsrad (im Auslaufbereich A der Gießform 18 angeordnet)
- 22.2
- Antriebsrad (im Einlaufbereich E der Gießform 18 angeordnet)
- 22.3, 22.4
- Antriebsräder für die obere Raupe 14.1
- 22.5, 22.6
- Antriebsräder für die untere Raupe 14.2
- 22.7, 22.8
- weitere Antriebsräder für die obere Raupe 14.1
- 22.9, 22.10
- weitere Antriebsräder für die untere Raupe 14.2
- 24
- Bremsrad
- 26
- Zahnrad, mit Schrägverzahnung
- A
- Auslaufbereich (der Gießform 18)
- E
- Einlaufbereich (der Gießform 18)
- T
- Transportrichtung/Gießrichtung
- U
- (endlose) Umlaufbahn
Claims (9)
- Raupengießmaschine (10) zum Herstellen eines Gießguts (11) aus flüssigem Metall, umfassendzwei Führungsschienen (12.1, 12.2), mit denen zwei gegenüberliegend angeordnete endlose horizontale Umlaufbahnen (U) gebildet werden,eine Mehrzahl von losen Tragelementen (14) mit daran angebrachten Kühlblöcken (16), wobei die Tragelemente (14) entlang der Umlaufbahnen (U) in einer Transportrichtung (T) beweglich geführt sind, derart, dass pro Umlaufbahn (U) jeweils eine durchgehende Kette von Kühlblöcken (16) und dadurch eine erste obere Raupe (14.1) und eine zweite untere Raupe (14.2) gebildet werden, wobei zwischen den Kühlblöcken (16), die in geraden Abschnitten der oberen bzw. unteren Raupe (14.1, 14.2) in Gegenüberstellung gelangen, eine sich bewegende Gießform (18) für das Gießgut (11) ausgebildet wird,Antriebsräder, mit denen an der oberen Raupe (14.1) und an der unteren Raupe (14.2) die jeweils zugeordneten Tragelemente (14) mit den daran angebrachten Kühlblöcken (16) um die Umlaufbahnen (U) bewegt werden, wobei für die obere Raupe (14.1) und für die untere Raupe (14.2) jeweils zumindest zwei separate Antriebe mit zugeordneten Antriebsrädern (22.1-22.10), die in Wirkeingriff mit den Tragelementen (14) bringbar sind, vorgesehen sind, undMittel, mit denen die Kühlblöcke (16) in den geraden Trums (15.1-15.4) der Raupen (14.1, 14.2) jeweils gegeneinander auf Block gedrückt werden,
dadurch gekennzeichnet,
dass die Antriebe für die Antriebsräder frei zueinander synchronisierbar sind, und
dass sowohl an der oberen Raupe (14.1) als auch an der unteren Raupe (14.2) - in der Transportrichtung (T) der Tragelemente (14) gesehen - jeweils Antriebsräder (22.1-22.10) an beiden Seiten davon vorgesehen sind, wobei jedem Antriebsrad (22.1-22.10) ein separater Antriebsmotor zugeordnet ist, wobei ein jeweiliges Antriebsrad auf einer Stummelwelle befestigt und in dieser Weise mit dem Antriebsmotor verbunden ist, wobei die Antriebsmotoren für die Antriebsräder (22.1-22.10) jeweils außerhalb der Raupen (14.1, 14.2) angeordnet sind, derart, dass sich die Stummelwellen, auf denen die Antriebsräder angebracht sind, nicht durch die Raupen (14.1, 14.2) hindurch, d.h. entlang von deren Breite erstrecken. - Raupengießmaschine (10) nach Anspruch 1, dadurch gekennzeichnet, dass die Mittel eine Steuerungseinrichtung (21) umfassen, mit der die Antriebe ansteuerbar oder regelbar sind, derart, dass mittels der Steuerungseinrichtung (21) für die Antriebe unterschiedliche Drehzahlen einstellbar sind.
- Raupengießmaschine (10) nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Antriebsräder (22.1, 22.2) in den Umlenkbereichen (13) der Führungsschienen (12.1, 12.2) angeordnet sind, wobei die Mittel Bremsräder (24) umfassen, die in den an die Gießform (18) angrenzenden Trums der Raupen (14.1, 14.2) angeordnet und jeweils in Wirkeingriff mit den Tragelementen (14) bringbar sind.
- Raupengießmaschine (10) nach Anspruch 2 oder 3, dadurch gekennzeichnet, dass die Antriebsräder (22.1, 22.2) in den Umlenkbereichen (13) der Führungsschienen (12.1, 12.2) angeordnet sind, wobei die Mittel eine Verschiebeeinrichtung umfassen, mit der zumindest eines der Antriebsräder (22.1, 22.2) translatorisch in Richtung des jeweils anderen Antriebsrads oder weg davon verschieblich ist.
- Raupengießmaschine (10) nach einem der Ansprüche 2 bis 4, dadurch gekennzeichnet, dass die Antriebsräder (22.3, 22.4) für die obere Raupe (14.1) in den geraden Trums (15.1, 15.2) angrenzend zu einem Einlaufbereich (E) der Gießform (18) angeordnet sind, wobei die Antriebsräder (22.5, 22.6) für die untere Raupe (14.2) in den geraden Trums (15.3, 15.4) angrenzend zu einem Auslaufbereich (A) der Gießform (18) angeordnet sind, wobei die Antriebsräder (22.4, 22.6) in den jeweils unteren Trums (15.2, 15.4) der Raupen (14.1, 14.2) mit einer größeren Drehzahl angetrieben sind als die Antriebsräder (22.3, 22.5) in den jeweils oberen Trums (15.1, 15.3) der Raupen (14.1, 14.2).
- Raupengießmaschine (10) nach Anspruch 5, dadurch gekennzeichnet, dass für die obere Raupe (14.1) weitere Antriebsräder (22.7, 22.8) vorgesehen sind, die in den geraden Trums (15.1, 15.2) der oberen Raupe (14.1) angrenzend zum Auslaufbereich (A) der Gießform (18) angeordnet sind, wobei für die untere Raupe (14.2) weitere Antriebsräder (22.9, 22.10) vorgesehen sind, die in den geraden Trums (15.3, 15.4) der unteren Raupe (14.2) angrenzend zum Einlaufbereich (E) der Gießform (18) angeordnet sind.
- Raupengießmaschine (10) nach Anspruch 6, dadurch gekennzeichnet, dass das Antriebsrad (22.7), welches in dem oberen Trum (15.1) der oberen Raupe (14.1) angrenzend zum Auslaufbereich (A) angeordnet ist, mittels der Steuerungseinrichtung (21) mit größerer Drehzahl antreibbar ist als das Antriebsrad (22.3), welches in dem oberen Trum (15.1) der oberen Raupe (14.1) angrenzend zum Einlaufbereich (E) angeordnet ist, und dass das Antriebsrad (22.4), welches in dem unteren Trum (15.2) der oberen Raupe (14.1) angrenzend zum Einlaufbereich (E) angeordnet ist, mittels der Steuerungseinrichtung (21) mit größerer Drehzahl antreibbar ist als das Antriebsrad (22.8), welches in dem unteren Trum (15.2) der oberen Raupe (14.1) angrenzend zum Auslaufbereich (A) angeordnet ist.
- Raupengießmaschine (10) nach Anspruch 6 oder 7, dadurch gekennzeichnet, dass das Antriebsrad (22.9), welches in dem oberen Trum (15.3) der unteren Raupe (14.2) angrenzend zum Einlaufbereich (E) angeordnet ist, mittels der Steuerungseinrichtung (21) mit größerer Drehzahl antreibbar ist als das Antriebsrad (22.5), welches in dem oberen Trum (15.3) der unteren Raupe (14.2) angrenzend zum Auslaufbereich (A) angeordnet ist, und dass das Antriebsrad (22.6), welches in dem unteren Trum (15.4) der unteren Raupe (14.2) angrenzend zum Auslaufbereich (A) angeordnet ist, mittels der Steuerungseinrichtung (21) mit größerer Drehzahl antreibbar ist als das Antriebsrad (22.10), welches in dem unteren Trum (15.4) der unteren Raupe (14.2) angrenzend zum Einlaufbereich (E) angeordnet ist.
- Raupengießmaschine (10) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Antriebe jeweils Zahnräder (26) mit Schrägverzahnung aufweisen.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016223718 | 2016-11-29 | ||
| PCT/EP2017/080386 WO2018099825A1 (de) | 2016-11-29 | 2017-11-24 | RAUPENGIEßMASCHINE UND VERFAHREN ZUM HERSTELLEN EINES GIEßGUTS AUS FLÜSSIGEM METALL |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3548202A1 EP3548202A1 (de) | 2019-10-09 |
| EP3548202B1 true EP3548202B1 (de) | 2020-10-14 |
Family
ID=60629669
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17811504.4A Active EP3548202B1 (de) | 2016-11-29 | 2017-11-24 | Raupengiessmaschine zum herstellen eines giessguts aus flüssigem metall |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3548202B1 (de) |
| DE (1) | DE102017221092A1 (de) |
| WO (1) | WO2018099825A1 (de) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3835917A (en) * | 1972-11-27 | 1974-09-17 | Prolizenz Ag | Continuous casting of non-ferrous metals |
| GB2033271B (en) * | 1979-07-31 | 1982-05-06 | Webber C E | Continuous casting machine |
| US5133401A (en) * | 1991-03-25 | 1992-07-28 | Aluminum Company Of America | Continuous casting machine with mold block assemblies interlinked by elastic hinges |
| US5645122A (en) | 1994-03-30 | 1997-07-08 | Lauener Engineering, Ltd. | Block fixation and adjustment in a continuous caster |
| DE502004004685D1 (en) * | 2004-01-14 | 2007-09-27 | Lamec Ag | Giessmaschine |
-
2017
- 2017-11-24 WO PCT/EP2017/080386 patent/WO2018099825A1/de not_active Ceased
- 2017-11-24 EP EP17811504.4A patent/EP3548202B1/de active Active
- 2017-11-24 DE DE102017221092.3A patent/DE102017221092A1/de not_active Withdrawn
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3548202A1 (de) | 2019-10-09 |
| WO2018099825A1 (de) | 2018-06-07 |
| DE102017221092A1 (de) | 2018-05-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE873604C (de) | Vorrichtung zum Ausziehen und Kraeuseln von Faeden oder Fasern aus geschmolzener Glas- oder aehnlicher Masse | |
| EP0053274B1 (de) | Verfahren und Vorrichtung zum kontinuierlichen mechanischen Abtragen von Material von Strangguss-Oberflächen | |
| DE2245983C3 (de) | Vorrichtung zur Kühlung von Walzdraht | |
| DE68903494T2 (de) | Maschine zum schneiden von granitblock- oder steinmaterialien in platten. | |
| EP0829322B1 (de) | Hochgeschwindigkeitsschere zum Querteilen von Walzband | |
| DE3313542C1 (de) | Antriebsvorrichtung fuer Giesswalzen | |
| DE69227186T2 (de) | Verfahren zum kontinuierlichen giessen von metallbändern | |
| EP0119283A1 (de) | Verfahren und Vorrichtung zum Schneiden eines noch plastischen Porenbetonblockes mit einem gespannten Schneiddraht | |
| EP3548202B1 (de) | Raupengiessmaschine zum herstellen eines giessguts aus flüssigem metall | |
| DE2531591A1 (de) | Verfahren und einrichtung zum aendern des querschnittes von brammen | |
| EP0030013A1 (de) | Verfahren und Vorrichtung zum Schneiden von Kunststoffblöcken | |
| EP1099502B1 (de) | Hochgeschwindigkeitsschere zum Querteilen von insbesondere dünnem Walzband | |
| DE2359464A1 (de) | Verfahren zum walzen eines kontinuierlich gegossenen, periodisch aus der kuehlkokille herausgezogenen strangs und walzwerk zur verwirklichung dieses verfahrens | |
| DE2638629A1 (de) | Schlittenziehmaschine zum gleichfoermigen ziehen und auf-laenge-schneiden von langgestrecktem ziehmaterial | |
| DE2407917A1 (de) | Verfahren und vorrichtung zum kontinuierlichen giessen von geschmolzenem material | |
| DE1758982B2 (de) | Laengsgeteilte stranggiesskokille fuer metalle, insbesondere fuer stahl | |
| DE3447183A1 (de) | Trennmaschine fuer kreisbogenfoermige profilstuecke oder profilringe | |
| EP3548203B1 (de) | Raupengiessverfahren zum herstellen eines giessguts aus flüssigem metall | |
| DE2657248A1 (de) | Verfahren und vorrichtung zum mehrstranggiessen | |
| DE3029990A1 (de) | Stranggiess-walzengeruest fuer mehrstranggiessanlagen zum giessen von metall, insbesondere von stahl | |
| DE3415237C1 (de) | Einrichtung zur Beeinflussung der Kühlwirkung einer Doppelbandstranggießkokille zum Vergießen von Aluminium | |
| AT397480B (de) | Walzgutschere | |
| DE102019113084A1 (de) | Verfahren zur Oberflächenbearbeitung einer Gesteins- und/oder Betonoberfläche | |
| DE72736C (de) | Verfahren und Vorrichtung zur Herstellung von Blei- oder Zinkstreifen | |
| DE2138834C3 (de) | Schnittführung, insbesondere für Zigarettenmaschinen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190701 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200515 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1323083 Country of ref document: AT Kind code of ref document: T Effective date: 20201015 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502017007787 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: SCHMAUDER AND PARTNER AG PATENT- UND MARKENANW, CH |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20201014 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210215 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210115 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210114 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210114 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210214 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502017007787 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201124 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20201130 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 |
|
| 26N | No opposition filed |
Effective date: 20210715 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210214 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230707 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: U11 Free format text: ST27 STATUS EVENT CODE: U-0-0-U10-U11 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20251201 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20251119 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20251121 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20251120 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20251125 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20251126 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20251201 Year of fee payment: 9 |