EP3580405B1 - Entkopplungsbahn - Google Patents
Entkopplungsbahn Download PDFInfo
- Publication number
- EP3580405B1 EP3580405B1 EP18722413.4A EP18722413A EP3580405B1 EP 3580405 B1 EP3580405 B1 EP 3580405B1 EP 18722413 A EP18722413 A EP 18722413A EP 3580405 B1 EP3580405 B1 EP 3580405B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- carrier plate
- nub
- longitudinal direction
- decoupling
- leg
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/18—Separately-laid insulating layers; Other additional insulating measures; Floating floors
- E04F15/182—Underlayers coated with adhesive or mortar to receive the flooring
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/02194—Flooring consisting of a number of elements carried by a non-rollable common support plate or grid
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/0215—Flooring or floor layers composed of a number of similar elements specially adapted for being adhesively fixed to an underlayer; Fastening means therefor; Fixing by means of plastics materials hardening after application
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/18—Separately-laid insulating layers; Other additional insulating measures; Floating floors
- E04F15/185—Underlayers in the form of studded or ribbed plates
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/18—Separately-laid insulating layers; Other additional insulating measures; Floating floors
- E04F15/186—Underlayers covered with a mesh or the like
Definitions
- the invention relates to a decoupling sheet with a carrier plate and a plurality of knobs protruding from the plane of the carrier plate, adjacent knobs being arranged transversely to the longitudinal direction of the carrier plate and in the longitudinal direction of the carrier plate.
- decoupling is understood to mean the reduction of shear stresses or stress peaks between two layers arranged in a solid bond. Effective decoupling prevents shear stresses or stress peaks in one of the layers from being transferred to the other layer of the composite structure and causing damage there.
- Decoupling sheets of the aforementioned type are used, for example, in construction when laying floors, in particular for decoupling, sealing and / or for vapor pressure equalization.
- the decoupling membranes are laid, in particular glued, on a substrate and form the support surface for floor covering elements such as ceramic tiles.
- Tiles are laid in particular on young screed using the thin-bed method. If no decoupling membrane is laid between the tiled floor and the new screed, if the screed shrinks, the tiles, in particular due to their low expansion coefficient, cannot follow the movement of the screed, so that shear stresses arise, which ultimately lead to the tiles becoming detached or even tearing being able to lead.
- Decoupling membranes are also required when laying coverings on particularly critical substrates, such as old wooden floors.
- decoupling sheet of the aforementioned type compensates for these shear stresses through deformation, which is why there is no need to fear damage to the composite structure.
- decoupling sheets are made from film-like plastic, i.e. from a flexible plastic layer that deforms under the action of external forces.
- the material is usually selected so that it is low in emissions, especially with regard to pollutants.
- tile adhesive also called adhesive mortar or bonding layer
- adhesive mortar or bonding layer is usually applied to the support plane of the decoupling membrane.
- tile adhesives are usually combed with a notched trowel or a toothed smoothing trowel and a different tile adhesive is used depending on the area of application and / or the substrate.
- a reaction resin adhesive, a cementitious thin-bed mortar, a casein tile adhesive or a dispersion adhesive is used as the tile adhesive.
- the individual flooring elements or the tiles are laid on the tile adhesive.
- the tile adhesive penetrates into the recesses of the decoupling membrane and hardens.
- the connected floor covering elements are separated from the subsurface and mechanically decoupled. Due to the arrangement of the knobs transversely to the longitudinal direction and in the longitudinal direction of the carrier plate, there are channels that extend over the entire carrier plate. These channels work together with the knobs in such a way that they absorb and compensate for mechanical loads and, in particular, shear stresses. This stress on the floor covering elements can be generated due to the effects of temperature and moisture and / or due to a load with weight.
- Decoupling tracks of the aforementioned type are, for example, from EP 2 372 041 B1 and from the EP 2 246 467 B1 known.
- the EP 2 372 041 B1 relates to a method for the production of a carrier plate as well as a carrier plate for a floor, wall or ceiling structure lined with panels to achieve decoupling between the substrate and the surface lining to be applied to the sheet-like plate, which has a sheet-like plate with a plurality of chambers, which are formed by depressions are formed from a plane of the film-like plate, the end faces of which form a first plate side and opposite a second plate side.
- an adhesion-enhancing layer made of a web-like material is applied at least on one side of the plate, which layer lines at least the depressions of the chambers.
- the adhesion-strengthening layer should serve for better decoupling and, moreover, for better connection of the tile adhesive.
- the depressions serve to hold the tile adhesive, which is applied to the top of the adhesion-enhancing layer of the decoupling membrane.
- round, cylindrical and / or cup-shaped formations are provided as depressions.
- the EP 2 246 467 B1 known that by applying a large number of fibers to the upper side of the decoupling membrane facing the tile adhesive, improved adhesion of the tile adhesive should be made possible.
- the knobs or depressions of this known decoupling sheet have a round, cylindrical and / or cup-shaped shape and are accordingly rounded.
- the fibers applied to the upper surface of the decoupling sheet are permanently connected to this surface.
- the tile adhesive is introduced into the recesses of the carrier plate.
- the ones from the EP 2 372 041 B1 and EP 2 246 467 B1 known decoupling tracks have regularly arranged round, cylindrical formations which are arranged in rows and columns. Due to the arrangement, channels are formed between the rows of knobs that extend over the entire decoupling track. These channels are open to the subsurface and intersect with other channels.
- the channels are only covered with a thin layer of the tile adhesive so that they form a line of weakness that favors a deformation of the decoupling sheet along this line of weakness.
- the course of the joint between adjacent covering elements would coincide with a line of weakness or predetermined breaking point, so that hairline cracks and / or major damage would occur in the adhesive mortar layer and / or in the joint itself.
- decoupling membranes lack decoupling properties between the covering elements and the substrate without the use of the additional adhesion-strengthening layer or without additional fibers.
- the production of such decoupling sheets is expensive, since an additional process step is provided by applying the adhesion-promoting layer or additional fibers to increase the adhesion between the tile adhesive and the surface of the decoupling sheet facing the tile adhesive layer.
- the DE 20 2012 105 080 U1 relates to a decoupling mat for a floor covering structure with a web-shaped or plate-shaped compensation element which, starting from a support plane, has formations that protrude in a first direction and are arranged regularly and spaced apart from one another.
- the DE 299 24 180 U1 relates to a carrier plate made of film-like plastic for a panel-lined floor structure and a wall for achieving decoupling between the substrate and the surface covering to be applied to the film-like plate.
- the US 9,328,520 B1 relates to a flat girder web with a plurality of knobs protruding from the plane of the girder plane, channels running between the knobs.
- the object of the present invention is now to provide a decoupling sheet which achieves improved decoupling properties between the paving elements and the subsurface.
- an improved tensile strength and / or clawing of the tile adhesive with the decoupling membrane should also be achieved.
- knobs transversely to the longitudinal direction and in the longitudinal direction of the carrier plate, immediately adjacent knobs have a triaxial knobbed base, in particular with at least three leg sides.
- At least one knob having a three-axis knobbed base is provided with three long sides and that the central area of the three-axis knobbed base is defined by a circle which all long sides touch tangentially.
- a three-axis design of the knobbed base is to be understood as a three-legged design in a two-dimensional extension.
- the knobbed base or knob accordingly has three legs.
- at least one side wall adjoins the knob bottom to form the knob interior.
- the three-axis nub shape results from the top view of the decoupling sheet.
- the present invention is characterized in that simple production of the decoupling sheet according to the invention is ensured.
- This production in particular enables high processing speeds to be achieved, preferably by what is known as an inline process, the decoupling web being produced continuously at a comparatively high production speed.
- the increased production speed is made possible in particular by the fact that quick and easy demolding of the decoupling sheet according to the invention is provided.
- a increased processing speed leads in particular to a reduction in the production time and thus to a saving in production costs.
- the nubs according to the invention and the nub arrangement according to the invention also offer the possibility of a simple filling of the decoupling membrane with tile adhesive.
- This filling is particularly simplified by the fact that a three-axis shape of the knobs or the knobbed bases is selected so that the tile adhesive is well distributed within this knob shape when applied and introduced into the knobs and the air can easily escape from the depressions.
- the channels that arise between adjacent knobs are connected to one another indirectly and / or directly over the entire dimpled sheet.
- the channels Due to the triaxial knobbed shape of the knobbed floors, the channels are preferably rounded or wave-shaped, so that a full-area vapor pressure equalization without interruptions results in both good dehumidification and good ventilation at the same time.
- the decoupling membrane Due to the inventive design of the decoupling membrane, in particular due to the very good vapor pressure equalization, the decoupling membrane can be applied in particular to a moist and possibly not completely hardened substrate without the moisture still in the substrate being trapped and / or the desired drying of the substrate being prevented and / or being excessively delayed. As a result, the decoupling membrane can be laid shortly after the subsurface has been created. This results in the particular advantage that the laying time of the entire floor covering can be drastically reduced, a quick work sequence is guaranteed and, accordingly, the production costs of the covering are reduced.
- the dimpled sheet according to the invention has improved decoupling properties, since with a triaxial dimple shape of the dimpled bottom, preferably in connection with the alignment of the dimples in rows in the longitudinal direction and transversely to the longitudinal direction of the carrier plate, with a central area which is defined by a circle, results in an improved load distribution.
- voltage peaks are reduced or in some cases completely avoided.
- the shear stresses are transferred to the decoupling track and are distributed in particular on the surface of the carrier plate facing away from the knobs.
- the significantly improved load distribution is also advantageously achieved by the channel structure.
- the decoupling effect is advantageously designed in such a way that, on the one hand, no cracks occur in the surface of the covering facing away from the decoupling membrane and, on the other hand, that possible cracks in the subsurface, which occur in particular only after the decoupling membrane has been laid, do not appear in the tile adhesive layer and / or on the Draw the covering elements.
- the knobbed shape according to the invention also offers greater strength of the tile bond, since the tile adhesive is distributed very well in the depression created by the knob and an interaction between the carrier plate and the knobs leads to that the strength is increased. This also increases the tensile strength of the entire decoupling membrane. No additional adhesion-strengthening layer or additional fibers are required, so that the production costs can be reduced.
- the adhesive tensile strength serves as a characteristic value for the adhesion and / or adhesion of layers on substrates, in particular concrete surfaces. It is determined by means of a special test, which is also known as a pull-off test and / or tear-off test. DIN EN 1348 has a specification for determining the adhesive tensile strength under defined conditions.
- a lower total layer height of the decoupling sheets according to the invention can be selected compared to the decoupling sheet known from the prior art.
- This smaller overall layer structure means, among other things, that less tile adhesive is required to connect the covering elements to the decoupling membrane when laying, so that there is a reduction in the production costs of the covering to be laid.
- the decoupling sheet according to the invention also has a high torsional stiffness, preferably while maintaining a high winding ability.
- the high torsional stiffness or torsional stiffness means that the decoupling track cannot kink and / or twist, in particular by 90 °.
- the ability to be wound nonetheless implies that the decoupling sheet can be rolled up, preferably for transport.
- the decoupling sheet according to the invention in addition to its excellent decoupling properties, also has very good impact sound insulation. This effect is also the result of the special pimple shape and arrangement.
- the knob or the triaxial knob bottom is concave on at least one long side.
- This concave design of the long side means that an improved demolding can take place, since in particular there are no corners between the long sides. Improved demolding requires a simpler and / or improved manufacturing process.
- At least one recess is provided in the region of the long side and / or leg side of the knob or the knob bottom to form an undercut on the inside of the knob. It goes without saying that ultimately two leg sides can also form a long side, or the leg side represents the long side itself.
- the tile adhesive penetrates the undercut during the filling process, so that improved clawing is achieved. This in turn leads to a fixation and / or to the form-fitting fixing of the tile web or the covering elements to be applied to the decoupling mat.
- the formation for forming the undercut on the inside of the knob is sickle-like or arcuate and / or arcuate section-shaped and / or crescent-shaped.
- This arcuate section-shaped design leads in particular to the fact that an improved demolding is made possible during the production of the decoupling sheet.
- a rounded or sickle-like shape of the undercut advantageously ensures easier separation between the molding tool and the decoupling path. In this way, the decoupling sheet cannot be damaged in particular during demolding.
- the rounded undercuts preferably serve to reduce the stress peaks of the shear stress of the covering elements and / or to distribute them evenly on the decoupling sheet.
- the formation is formed by a projection protruding from the interior of the nubs.
- the projection is provided in the area of the knobbed base, the projection in particular merging directly into the knobbed base. This direct transition of the protrusion recess into the knobbed bottom results in improved demolding, so that the molding tool can be easily removed from the decoupling sheet even when the decoupling sheet material is not yet fully hardened, without fear of damaging the decoupling sheet during demolding .
- the formation extends over at least 40%, preferably between 50% and 100% and in particular between 60% and 90% of the length of the long side and / or leg side.
- These dimensions require that the end area of the knob or of the three-axis knob bottom, which results from two tapering long sides, is free of undercuts or has no formation in this area.
- the molding tool can each have sharp-edged corners in the end region without causing damage to the decoupling sheet during demolding.
- the end area of the knob or of the three-axis knob bottom which results from two tapering long sides, is rounded and has no corners.
- the radius of a concave long side is several times larger than the radius of an end area, preferably the radius of a concave long side is twice as large as the radius of the end area.
- the concave long sides and the rounded and / or convex end areas of the long sides result in a curved nub shape which significantly reduces or in some cases completely avoids stress peaks. These end areas, which in particular are free of undercuts, counteract air inclusions and thus simplify filling.
- knob and / or the three-axis knob bottom is mirror-symmetrical to a central axis running essentially parallel to the longitudinal direction.
- This mirror-symmetrical knob axis is extremely advantageous not only in terms of production technology, but also in relation to the product properties of the decoupling sheet, which will be discussed below.
- the angle of the legs starting from the central area between the mutually adjacent, spaced leg axes is at least 90 °.
- the invention provides that the leg length of one leg, in particular the leg running parallel to the longitudinal direction of the decoupling track, is shorter than the other two leg lengths. It is particularly advantageous if the angle which is arranged between the leg axis of the shorter leg and the leg axis of the adjacent leg is greater than 120 ° and in particular is less than 130 °. Due to a preferably mirror-symmetrical arrangement, two larger angles are provided for the knob or the three-axis knob bottom and the angle that is included between the axis of the legs of the longer legs is correspondingly smaller than 120 °. In comparison to the right-angled and / or rotationally symmetrical geometries customary in the prior art, this geometry has the advantage that improved decoupling properties of the entire decoupling membrane can be caused when using the knob with the aforementioned properties.
- knobs running transversely to the longitudinal direction of the carrier plate are arranged in such a way that there is no continuous straight line running transversely to the longitudinal direction of the carrier plate on the carrier plate and that knobs running in the longitudinal direction of the carrier plate are arranged in such a way that there are no continuous Line, straight line running in the longitudinal direction of the carrier plate results.
- knobs running longitudinally and transversely to the longitudinal direction of the carrier plate are arranged in such a way that there is no continuous straight line running obliquely to the longitudinal direction of the carrier plate on the carrier plate.
- Continuous means a connection from one edge of the decoupling sheet to the opposite edge of the decoupling sheet on the other longitudinal or transverse side of the decoupling sheet.
- the aforementioned configuration avoids weakening lines and / or predetermined breaking edges of the dimpled sheet which exceed the entire dimple diameter, in particular by a multiple.
- the arrangement of the knobs in the aforementioned manner results in channel sections between the knobs which have a course, in particular meander-shaped, in right and left curves, so that the channel sections extend over the carrier plate, preferably in an undulating manner.
- the carrier plate according to the invention exclusively has such channels which extend from one side edge to another side edge of the carrier plate and run in right and left curves, based on the transverse direction of the decoupling path or the carrier plate.
- Each space between two adjacent knobs represents a channel section and is part of a channel, so that lines of weakness or predetermined breaking edges running in a straight line over the carrier plate between knobs arranged at a distance are excluded.
- the knobs are arranged both in the longitudinal direction and in the transverse direction, the center points of the longitudinal knobs being provided on a line at least substantially parallel to the longitudinal direction of the decoupling sheet and the center points of the lines running transversely to the longitudinal direction Knobs are arranged on an at least substantially perpendicular to the longitudinal direction line.
- This arrangement of the knobs leads to advantages in terms of manufacturing technology, since this, preferably symmetrical, arrangement of the knobs can be introduced into a film-like material by means of an embossing device, preferably a knob roller, by means of molding tools, which is fed to the embossing device as the base material of the decoupling mat.
- the molding tools are arranged on the knob roller so that the embossing of the knobs can take place in a continuous manufacturing process.
- Row located knobs are arranged one behind the other in such a way that the shorter leg of the knobs or the knob bottom is aligned in the longitudinal direction.
- the shorter legs of the knobs are oriented opposite to the longitudinal direction.
- the shorter legs according to the invention ensure that the knobs are arranged in longitudinal and transverse rows to the carrier plate, but without having or forming a line of weakness.
- the arrangement of the knobs on the carrier plate is designed so that the shortest distance between two adjacent knobs is always approximately the same size, in particular with a deviation of +/- 20%, preferably + / - 10%.
- This produces, in particular, the same or approximately the same channel width, with the channels extending in a meandering manner over the carrier plate due to the knobbed shape.
- one leg of the knobs is to be made shorter.
- knobs are arranged and / or designed in such a way that approximately the same flow cross section results in the channels, in particular with a deviation of +/- 20%, preferably +/- 10%.
- a flat connecting means can be provided for the connection between the decoupling sheet and the substrate on the outside of the knobbed bases.
- This connecting means is preferably attached to the knobbed floors, the connecting means preferably being designed as a fleece or woven fabric or scrim or lattice or paper, in particular in a full-area or lattice-shaped configuration.
- the connecting means specifies that the studded bottom over the Connection means is firmly connected to the substrate, so that in particular its adhesive tensile strength is increased.
- the connecting means is introduced directly into the outside of the knobbed floors during the manufacturing process of the decoupling membrane. Due to the firm connection of the decoupling sheet to the subsurface by means of the connecting means, a shift between the covering layer and the decoupling sheet is preferably avoided.
- the arrangement of the connecting means on the knobbed bases is preferably designed in such a way that the channels or channel sections through which dehumidification and / or ventilation are possible result between the outer sides of the knobs and the connecting means.
- the connecting means is usually facing the substrate on which the decoupling membrane is placed. The openings in the individual knobs are aligned towards the laying side, so that the tile adhesive can be introduced into the knobs or into the interiors of the knobs.
- the height of the knobs is between 1 and 5 mm, preferably 2 to 4 mm, more preferably 2.5 to 3.5 mm.
- This comparatively low nub height enables a small overall layer structure and implies the reduced amount of tile adhesive required for the connection between the decoupling membrane and the covering elements. Nevertheless, due to the special nub shape and design, a firm connection between the tile adhesive and the decoupling membrane is achieved while at the same time achieving an excellent decoupling effect.
- the clear distance between adjacent knobs has a width greater than 2 mm, in particular between 3 mm to 9 mm, preferably 4 mm to 8 mm, more preferably 5 mm to 6 mm.
- This clear distance also determines the width of the channel section and thus defines the free space between adjacent knobs. Due to the existing width, the duct section not only ensures good dehumidification and ventilation of the subfloor, but also a uniform distribution of heat, especially in system structures with underfloor heating.
- the ratio of the area of the knobbed bases of all knobs to the carrier plate is preferably between 40% to 70%, more preferably between 45% to 55% and in particular at least substantially 50%.
- the ratio of the area of the knobbed bases of all knobs to the carrier plate is preferably between 40% to 70%, more preferably between 45% to 55% and in particular at least substantially 50%.
- At least one projection and / or recess is provided on the side of the knob bottom facing the knob interior and / or that the side of the carrier plate facing the knob interior has at least one projection and / or recess .
- protruding projections and / or depressions are provided on the knobbed base and / or the carrier plate, which are intended for clawing / connection with the tile adhesive to be applied to the decoupling membrane on the tile side.
- the projections and / or depressions are ultimately material overhangs, but not openings in the studded bottom or the carrier plate, which allow air or moisture to be exchanged from the bottom side to the tile side.
- the aforementioned embodiment of the invention increases the exposed surface of the knobbed bases and the surface of the support plate facing away from the knobbed bases, ie the surface of the webs provided on the support plate between the individual knob openings protruding into the knob interiors.
- the projections and / or depressions and the enlarged surface therewith result in improved clawing of the tile adhesive, and in order to achieve this Effect no additional adhesion-strengthening layer is required on the surface of the carrier plate, so that in particular the production is made simpler.
- the projections and / or depressions according to the invention also improve the demoldability of the entire decoupling sheet.
- the projections and / or depressions lead, in particular, to the decoupling sheet having increased flexural rigidity and / or torsional rigidity.
- the projection and / or depression on the knobbed base is formed in a spiral and / or arcuate section. It has been found that, in particular, the spiral and / or rounded projection shape and / or recess shape results in improved clawing of the tile adhesive. Ultimately, tests have shown that it is particularly advantageous if the spiral projection and / or depression is provided in the central area of the knobbed base.
- the structuring and / or the depressions and / or projections of the knobbed base and / or the carrier plate preferably have a height and / or depth of greater than 1 ⁇ m, preferably greater than 100 ⁇ m, more preferably between 100 to 1000 ⁇ m and in particular at least substantially between 300 to 500 ⁇ m.
- the distance between the deepest point of the recess and the highest Location of the projection preferably greater than 50 ⁇ m, more preferably greater than 100 ⁇ m, further preferably further between 100 to 300 ⁇ m and in particular at least substantially between 300 to 800 ⁇ m.
- the projections and / or depressions on the knobbed base and / or on the carrier plate form a structured surface of the knobbed base and / or the carrier plate.
- the projections and / or depressions are advantageously arranged in an irregular and / or disordered manner, preferably both on the knobbed base and on the carrier plate.
- various shapes and / or structures of the depressions and / or projections are advantageously provided, in particular the shapes and / or structures of the projections and / or depressions resulting from the way in which the projections and / or depressions are manufactured.
- a structured surface is formed for better interlocking of the tile adhesive, with the surface being structured on the basis of projections and / or depressions.
- the projections and / or depressions can have a fixed geometric shape, in particular if they are embossed during the production of the decoupling sheet, and / or they have a wide variety of structures or shapes, it being essential to the invention that the projections and / or depressions have a maximum height and / or depth of greater than 1 ⁇ m.
- a molding is used to form an undercut on the projections and / or depressions.
- This formation forms the undercut, in particular the undercut serving to better grip the tile adhesive on the surface of the carrier plate and / or the knobbed base, the tile adhesive preferably engaging in the area of the undercut and clawing there.
- knobbed base and / or the carrier plate When structuring the knobbed base and / or the carrier plate, it is advantageously provided that at least 30% of the free surface of the knobbed base and / or the carrier plate is structured and / or has depressions and / or projections. Preferably over 50% of the carrier plate and / or over 50% of the total area of all knobbed bases are structured and / or have projections and / or depressions. This structured surface ensures better clawing of the tile adhesive and an increase in the adhesive strength of the entire decoupling membrane.
- the leg base of one leg of the knob has a plurality of projections and / or depressions.
- the projections and / or depressions are arranged concentrically to the central area and / or to the center point of the knob on the leg base.
- the projections and / or depressions of the knobbed base are designed in a web-like and / or rectangular and / or elliptical shape in another configuration.
- the web-like and / or rectangular and / or elliptical projections and / or depressions on the knobbed base are aligned transversely and / or longitudinally to the longitudinal direction of the carrier plate. This arrangement of the projections and / or depressions on the knobbed base requires, with good demouldability of the knobbed membrane, in particular a simple filling of the decoupling membrane with the tile adhesive.
- protrusions and / or depressions can be applied to the knobbed base, but in a further preferred embodiment, as an alternative to the protrusions and / or depressions on the knobbed base or in addition, protrusions and / or depressions on the carrier plate or
- the support plate webs are provided between the knob openings protruding into the knob interiors, both in the longitudinal direction of the support plate and in the transverse direction of the support plate.
- This arrangement of the projections and / or depressions on the carrier plate in particular in combination with a preferred embodiment of the projections and / or depressions in a web-like and / or rectangular and / or elliptical shape, results in particularly good interlocking of the tile adhesive.
- the projections and / or depressions of the carrier plate are elongated and their longitudinal extent is aligned exclusively transversely and / or longitudinally to the longitudinal direction of the carrier plate. This alignment in combination with the elongated shape, in particular, causes the tile adhesive to grip better with the carrier plate.
- a special arrangement of the projections and / or depressions is provided in which they run in rows transversely and / or longitudinally to the longitudinal direction of the carrier plate and are arranged alternately in terms of their orientation. It is precisely with such a design and arrangement that the tile adhesive engages well with the carrier plate.
- a method for producing the decoupling sheet is provided with a carrier plate and a plurality of knobs protruding from the plane of the carrier plate, adjacent knobs being arranged transversely to the longitudinal direction of the carrier plate and in the longitudinal direction of the carrier plate.
- the knobbed bases of immediately adjacent knobs are designed with three axes transversely to the longitudinal direction and in the longitudinal direction of the carrier plate.
- the side of the knob bottom facing the knob interior preferably has at least one protrusion and / or recess and / or the side of the carrier plate facing the knob interior has a protrusion and / or recess.
- the projection and / or the depression is produced by laser methods, plasma methods, mechanical methods and / or by embossing during and / or after the production of the decoupling path.
- the projections and / or depressions can be made in the decoupling sheet or in the carrier plate and / or in the knobbed base after the production of the decoupling sheet, in particular in a separate process step.
- the embossing is carried out after the production of the decoupling web by an additional or further embossing roller, which is in particular heated.
- This additional embossing roller adjoins the actual nub roller, via which the decoupling sheet is generated as such, in the direction of manufacture.
- the surface modification can alternatively be carried out by mechanical methods, such as blasting, for example using sand and / or nutshells.
- a roughening or roughening of the surface is given in mechanical processes through the use of, for example, brushes and / or sandpaper. It is also possible to process (roughen) the surface with a needle roller.
- the aforementioned methods lead to a structured surface or to a profiling of the surface, so that in particular an increased roughness is caused.
- the laser method preferably comprises the treatment of the surface of the decoupling track with a pulsed laser beam source, which can preferably be directed onto the surface of the decoupling track with a high radiation intensity.
- an adhesion-enhancing layer between the decoupling membrane and the covering elements can be applied to the decoupling membrane, preferably by brushing and / or spraying and / or brushing on.
- an adhesion-enhancing layer to the decoupling sheet by brushing on and / or spraying on and / or brushing on while the decoupling sheet is being produced.
- the invention relates to a decoupling sheet with a carrier plate and a large number of knobs protruding from the carrier plate, adjacent knobs being arranged transversely to the longitudinal direction of the carrier plate and in the longitudinal direction of the carrier plate, wherein immediately adjacent knobs one triaxially transversely to the longitudinal direction and in the longitudinal direction of the carrier plate have formed studded bottom.
- at least one knob with a three-axis knob bottom with three long sides is present and that the central area of the knob or the three-axis knob bottom is defined by a circle that all long sides touch tangentially.
- the invention also relates to a method for producing a decoupling sheet, in particular with the projections and / or depressions according to the invention.
- intervals and range limits contain any intermediate intervals and individual values and are to be regarded as disclosed as being essential to the invention, even if these intermediate intervals and individual values are not specifically specified.
- Fig. 1 shows part of a decoupling sheet 1 according to the invention with a carrier plate 2 and a plurality of protruding from the carrier plate plane 3 Knobs 4.
- Adjacent knobs 4 are arranged transversely to the longitudinal direction 5 (in the transverse direction 15) of the carrier plate 2 and in the longitudinal direction 5 of the carrier plate 2. It also clarifies Fig. 1 that transversely to the longitudinal direction 5 (in the transverse direction 15) and in the longitudinal direction 5 of the carrier plate 2 directly adjacent knobs 4 have a triaxial knobbed base 10.
- the three-axis design of the knob 4 or the knob bottom 10 requires that three legs 12, 13 are provided.
- the three-axis design of the knobbed base 10 can be seen in a plan view of the decoupling sheet 1 and, consequently, in a plan view of the knob 4.
- the immediate vicinity of the knobs 4 in the longitudinal direction 5 and in the transverse direction 15 occurs in the case of a group of at least three knobs 4.
- the knobs 4 are arranged on the carrier plate 2, it is provided that the knobs 4 and the knobbed bottoms 10 neither intersect nor overlap.
- different knob shapes or shapes of the knob bottom 10 - both three-axis and any shapes - can be used on the decoupling sheet 1.
- a group of at least three immediately adjacent knobs 4 with a three-axis knob bottom 10 is formed.
- At least one knob 4 with a three-axis knob bottom 10 with three long sides 6a is present on the decoupling sheet 1.
- the central area 7 of the knob 4 or of the knob bottom 10 is defined by a circle which all long sides 6 touch tangentially.
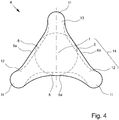
- Fig. 3 and 4th Different embodiments of the three-axis knob shape with different three-axis knob bases 10 with three long sides 6a are shown.
- Fig. 1 the arrangement of the knobs 4 according to Fig. 4 on a decoupling sheet 1, all knobs 4 having a three-axis knobbed base 10.
- knob shape with a three-axis knob bottom 10 with three long sides 6a according to FIG Fig. 3 or 4th provided, which is introduced into a carrier plate 2, the remaining knobs 4 having known knob structures, for example cylindrical and / or cup-shaped.
- the long side 6 of the knob 4 or of the knob bottom 10 is concave.
- only one long side 6a of the knob 4 or two long sides 6a of the knob 4 is concave.
- a knobbed interior 20 is formed by the knobbed bottom 10 and at least one side wall adjoining the knobbed bottom 10, the three-dimensional shape of the knob 4 resulting from the at least one side wall.
- the Fig. 2 shows that in the illustrated embodiment, an undercut 8 on the inside of the knob is present.
- This undercut 8 on the inside of the knob is formed by the formation 8, the formation 8 in the illustrated embodiment being crescent-shaped and / or in the shape of an arcuate section and / or crescent-shaped.
- the recess 8 is also formed by a projection 9 protruding from the knob interior 20.
- the formation 8 is in accordance with Fig. 3 and 4th provided in the area of the long side 6a of the knob 4. Based on Fig. 2 it becomes clear that in the illustrated embodiment the projection 9 is arranged in the region of the knobbed base 10, this merging into the knobbed base 10. Incidentally, the clarify Fig.
- the formation 8 extends approximately over 90% of the long side 6a. In an embodiment not shown, it is provided that the formation 8 extends over at least 40%, preferably in further embodiments between 50 and 100% and in particular between 60 and 90%, the long side 6a extends.
- the resulting end area 11 is rounded and has no corners Rounding is described using a circular arc section.
- the radius that characterizes the concavity of the long side 6 a is a multiple or multiple greater than the radius that defines the circular arc section of the end region 11.
- FIGS Fig. 3 and 4th clarify Fig. 3 and 4th that the knob 4 or the three-axis knob bottom 10 is mirror-symmetrical to a central axis running at least substantially parallel to the longitudinal direction 5. This mirror symmetry is also based on the Fig. 1 clear.
- FIGS Fig. 3 and 4th In the three-axis knobbed shape of the knobbed base 10, FIGS Fig. 3 and 4th three legs 12, 13 which are spaced apart from one another and which extend from the central region 7.
- a leg length 14 of a leg 13, which runs parallel to the central axis, is shorter than the respective other two leg lengths 14 of the leg 12.
- different angles of the leg axes are provided in the illustrated embodiment.
- the knob 4 provides angles of greater than 90 ° between two spaced-apart leg axes.
- the knob 4 according to Fig. 3 and 4th it is provided that the angle of the leg axis of the shorter leg 13 to the leg axis of the adjacent leg 12 is greater than 120 °, in the illustrated embodiment, about 123 °. Accordingly, the angle between the leg axes of the legs 12 is less than 120 °, approximately 114 °.
- knobs 4 are arranged transversely to the longitudinal direction 5 of the carrier plate 2 in such a way that on the carrier plate 2 or on the carrier plate plane 3 no continuous straight line running transversely to the longitudinal direction 5 and thus in the transverse direction 15 of the carrier plate 2 results.
- the knobs 4 running in the longitudinal direction 5 of the carrier plate 2 are arranged such that there is no continuous straight line running in the longitudinal direction 5 of the carrier plate 2 on the carrier plate 2.
- knobs 4 are also arranged longitudinally and transversely to the longitudinal direction 5 of the carrier plate 2 in such a way that there is no continuous oblique to the longitudinal direction 5 of the carrier plate 2 on the carrier plate 2 running straight line results.
- the channel section occurring between two knobs 4 with the clear spacing 19 is arranged in such a way that it meanders according to FIG Fig. 1 extends over the decoupling sheet 1.
- the resulting lines that are possible in the channel section cannot be continued in a straight line across the carrier plate 2. In each case one leg 12, 13 of an adjacent knob 4 protrudes into the channel section between two knobs 4.
- FIG Fig. 5 Other three-axis knob shapes of the knob bottom 10 of the knob 4 are shown in FIG Fig. 5 shown and designated with the design variants 1 to 13.
- the arrangement of these possible knob shapes on the carrier plate 2 can be designed in such a way that the aforementioned continuous straight lines do not result on the carrier plate 2.
- the three-axis embodiments 1 to 13 according to FIG Fig. 5 each show at least three leg sides 6b, it being understood that the long side 6a is formed by at least one leg side.
- the embodiment variants 1 to 13 can have an undercut 8 in the region of the long side and / or that the formation 8 can extend over at least 40% of the long side 6a or over the leg side 6b.
- Fig. 6 shows that when using a triangular knobbed shape of the knobbed bottom 10 of the knob 4, an arrangement is provided on the carrier plate 2 in such a way that there is no continuous straight line of the channel section of adjacent knobs 4 on the carrier plate 2.
- the centers of the knobs 4 or the knobbed floors 10 according to Fig. 3 are arranged on straight lines running parallel to the longitudinal direction 5 and on lines running parallel to the transverse direction 15.
- knobs 4 are arranged on the carrier plate 2 in such a way that according to FIG Fig. 1 an arrangement results, wherein the knobs 4 are arranged in the longitudinal direction 5 and in the transverse direction 15 and running in rows.
- the center points of the knobs 4 running in the longitudinal direction 5 are arranged at least on a line running essentially parallel to the longitudinal direction 5.
- the center points of the knobs 4 running transversely to the longitudinal direction 5 are arranged on a line running at least substantially perpendicular to the longitudinal direction 5 and thus in the transverse direction 15.
- This arrangement of the knobs 4 results in a symmetrical knob sequence within the respective row, this arrangement in particular making it possible that the aforementioned continuous straight lines or lines of weakness do not arise on the carrier plate 2.
- knobs 4 arranged one behind the other extend in a row running at least substantially parallel to the longitudinal direction 5 such that the shorter leg 13 of the knobs 4 is aligned in the longitudinal direction 5.
- the knobs 4 arranged one behind the other are aligned such that the shorter leg 13 of the knobs 4 is oriented opposite to the longitudinal direction 5. This results in an alternating knob alignment in a row running at least substantially parallel to the transverse direction 15.
- FIG Fig. 2 For the arrangement of the decoupling sheet 1 on a substrate 18, a connecting means 17 is shown in FIG Fig. 2 intended.
- This connecting means 17 is arranged on the outside 16 of the knobbed bases 10.
- the connecting means 17 is fastened to the outside 16 of the knobbed bases 10.
- a connecting means 17 in the illustrated embodiment a fleece used.
- the connecting means 17 is provided in the illustrated embodiment with a lattice-shaped design. In an embodiment that is not shown, in addition to the grid-like configuration, a full-surface configuration is also possible.
- the knob 4 according to FIG Fig. 2 a height of 3 mm.
- a height between 1 to 4 mm, more preferably between 2.5 to 3.5 mm is provided.
- the clear distance 19 between adjacent knobs 4 in the illustrated embodiment is greater than 2 mm.
- the clear distance 19 of the knobs 4 varies on the decoupling sheet 1 according to Fig. 1 so that a clear distance 19 between 3 mm to 9 mm can be provided, preferably between 4 to 8 mm, more preferably between 5 to 6 mm.
- the ratio of the area of the knobbed bases 10 of all knobs 4 to the area of the carrier plate 2 is at least substantially about 50%.
- the ratio can be between 40% and 70%, preferably between 45% and 55%.
- Fig. 2 clarified Fig. 2 that tiles 23 are provided above the carrier plate 2. Joints 24 result between adjacent tiles 23.
- a tile adhesive is provided that is applied both to the knob interior 20 and to the carrier plate 2. It gets caught within the undercut 8 or penetrates into the projection 9. Regardless of the orientation of the decoupling sheet 1 on a substrate 18, the result is that the joints 24 between the tiles 23 do not coincide with a weakening line or a continuous line on the carrier plate 2. The possible continuous line resulting between two knobs 4 cannot be continued beyond adjacent knobs 4.
- projections 21a, 21c and / or depressions 21b, 21d can be present both on the knobbed base 10 and on the carrier plate 2. It goes without saying that between adjacent projections 21a, 21c in each case depressions 21b, 21d are provided. Ultimately, a projection 21a, 21c and / or recess 21b, 21d is basically followed by a recess.
- the Figures 7 to 12 show a carrier plate 2 and nubs 4, the nub interior 20 being open towards the carrier plate 2.
- the projections 21a and / or depressions 21b can be shown on the side of the knobbed base 10 facing the knobbed interior 20 Figures 9 to 11 be provided.
- the projections 21a are in accordance with FIG Figures 9 to 11 provided on all of the dimpled bottoms 10 of the decoupling sheet 1 shown. It goes without saying, however, that in an exemplary embodiment not shown, only at least one knob 4 has at least one projection 21a and / or recess 21b.
- a perforation of the carrier plate 2 with the projections 21c and / or depressions 21d is shown in the exemplary embodiment Figures 7 to 8 and according to Figures 11 to 12 shown.
- the projections 21c are provided on the side facing the knob interior 20. Accordingly, on the side of the carrier plate 2 facing away from the knob interior 20 or the knob bottom 10, depressions are provided which correspond to the projections 21c.
- a recess 21d is provided on the side of the carrier plate 2 facing the knob interior 20 next to each projection 21c.
- a multiplicity of projections 21c is provided on the carrier plate 2. It goes without saying that in further, not shown embodiments, at least one projection 21c can be provided on the carrier plate 2.
- the projections 21a, 21c and / or depressions 21b, 21d can assume different geometric shapes and structures. By way of example, some will be explained below with reference to the illustrated embodiments. It is ultimately understood here that, according to the invention, different projections 21a, 21c with different structures can ultimately be provided in embodiments that are not shown. In the case of the projections 21c or depressions 21b, it is ultimately crucial that the tile adhesive for connecting the tiles 23 to the decoupling membrane 1 penetrates into the projections 21c or depressions 21b and fills them almost completely. This is based on Fig. 13 made clear.
- a plurality or plurality of projections 21a, 21c and / or depressions 21b, 21d are either on the carrier plate 2 or provided on the knobbed base 10 or on both.
- the projection 21a on the knobbed base 10 is according to FIG Fig. 9 and 11 formed in a spiral and / or arcuate section. This spiral course of the projection 21 a starts from the central region 7 of the knobbed base 10. Not only on the knobbed bottom 10 itself, but also on the leg bottom 22 of a leg 12, 13, a plurality of projections 21a according to FIG Fig. 10 be provided.
- the projections 21a and / or on 21c and / or the depressions 21b, 21d are arranged irregularly and / or in a disordered manner on the carrier plate 2 and / or the knobbed base 10, in particular they have different shapes and / or have structures.
- the projections 21a, 21c and / or depressions 21b, 21d serve to produce a structured surface of the knobbed base 10 and / or the carrier plate 2.
- the projections 21c of the carrier plate 2 have a shape designed to form an undercut.
- the projections 21a and / or the depressions 21b of the knobbed base 10 also have a shape for forming an undercut.
- the projections 21a, 21c and / or the depressions 21b, 21d have a height and / or a depth of greater than 1 ⁇ m, preferably greater than 100 ⁇ m, more preferably between 100 to 1000 ⁇ m and in particular between 300 and 500 ⁇ m.
- the projections 21a and / or depressions 21b of the knobbed base 10 can also merge directly into the projections 21c and / or into the depressions 21d of the carrier plate 2, the structure and / or shape of the projections 21a, 21c and / or the depressions 21b, 21d can be interrupted when the carrier plate 2 has a depression due to the knob 4 or when the carrier plate 2 merges into the knob 4. It is also understood that the projections 21a and / or the depressions 21b on the knobbed base 10 interrupt their geometric structure, in particular when the knob wall of knob 4 merges into projection 21a and / or recess 21b of knob bottom 10.
- Fig. 9 illustrates that arcuate section-shaped projections 21a are provided concentrically to the central region 7 around the center point of the knob 4 on the leg base 22.
- the Fig. 10 shows a further geometric shape of the projections 21a, the projections 21a on the knobbed bottom 10 being web-like and / or at least substantially rectangular and / or elliptical.
- the web-like and / or at least substantially rectangular and / or elliptical projections 21a on the knobbed base 10 are shown in FIG Fig. 10 provided transversely and / or longitudinally to the longitudinal direction 5 of the carrier plate 2.
- FIG. 7 that in the illustrated embodiment a plurality of projections 21c or depressions 21d is present on the carrier plate 2, the projections 21c being arranged in rows running transversely to the longitudinal direction 5 of the carrier plate 2.
- the Fig. 7 represents web-like and / or rectangular projections 21c on the carrier plate 2 Fig. 7
- the elongated projections 21c illustrated extend with their longitudinal extent exclusively transversely and / or longitudinally to the longitudinal direction 5 of the carrier plate 2.
- the projections 21c are shown in the exemplary embodiment according to FIG Fig. 7 arranged alternately in terms of their orientation in a row which runs longitudinally and / or transversely to the longitudinal direction 5 of the carrier plate 2.
- the Fig. 8 shows that the projections 21c are rectangular. In an embodiment not shown, the projections 21c of the carrier plate 2 are elliptical. It goes without saying that ultimately depressions 21d can also have the geometric shapes of projections 21c.
- the Fig. 13 shows a cross-sectional view along the section II-II according to FIG Fig. 11 , which makes it clear that the recesses 21b are arranged on the knobbed base 10 on a connecting means 17, the tile adhesive for connecting the tiles 23 to the decoupling sheet 1 or the carrier plate 2 in the projections 21c of the carrier plate 2 and / or in the recesses 21b the knob 4 penetrates.
- a method for producing a decoupling sheet 1 is provided in the illustrated embodiment, the decoupling sheet 1 having a carrier plate 2 and a plurality of knobs 4 protruding from the carrier plate 2, adjacent knobs 4 transversely to the longitudinal direction 5 of the carrier plate 2 and in Longitudinal direction 5 of the carrier plate 2 according to Fig. 1 and according to Figures 6 to 12 are provided.
- the knobbed bottoms 10 of immediately adjacent knobs 4 are designed to be triaxial.
- the projections 21a, 21c and / or depressions 21b, 21d are produced by a laser process, a plasma process, a mechanical process and / or by embossing during and / or after the production of the decoupling sheet 1, wherein the projection 21a, 21c and / or the recess 21b, 21d is introduced into the carrier plate 2 or into the knob 4 on the knob bottom 10.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Floor Finish (AREA)
Description
- Die Erfindung betrifft eine Entkopplungsbahn mit einer Trägerplatte und einer Vielzahl von aus der Trägerplattenebene herausragenden Noppen, wobei benachbarte Noppen quer zur Längsrichtung der Trägerplatte und in Längsrichtung der Trägerplatte angeordnet sind.
- Unter dem Begriff "Entkopplung" wird in der vorliegenden Anmeldung der Abbau von Schubspannungen bzw. Spannungsspitzen zwischen zwei im festen Verbund angeordneten Schichten verstanden. Eine effektive Entkopplung verhindert also, dass sich in einer der Schichten vorhandene Schubspannungen bzw. Spannungsspitzen auf die andere Schicht der Verbundkonstruktion übertragen und dort Schäden verursachen könnten.
- Entkopplungsbahnen der vorgenannten Art werden beispielsweise im Bauwesen beim Verlegen von Fußböden verwendet, insbesondere zur Entkopplung, Abdichtung und/oder zum Dampfdruckausgleich. Dabei werden die Entkopplungsbahnen auf einen Untergrund verlegt, insbesondere verklebt, und bilden die Auflagefläche für Bodenbelagselemente, wie beispielsweise keramische Fliesen. Das Verlegen von Fliesen erfolgt insbesondere auf jungem Estrich im Dünnbettverfahren. Wird zwischen dem Fliesenboden und dem jungen Estrich keine Entkopplungsbahn verlegt, so könnten bei einer Schwindung des Estrichs die Fliesen, insbesondere aufgrund ihres geringen Ausdehnungskoeffizienten, der Bewegung des Estrichs nicht folgen, so dass Schubspannungen entstehen, die letztlich zum Ablösen oder gar zum Reißen der Fliesen führen können. Auch bei der Verlegung von Belägen auf insbesondere kritischen Untergründen, wie beispielsweise alten Holzböden, sind Entkopplungsbahnen erforderlich. Eine Entkopplungsbahn der vorgenannten Art kompensiert diese Schubspannungen durch Verformung, weshalb Beschädigungen der Verbundkonstruktion nicht zu befürchten sind. Meist sind Entkopplungsbahnen aus folienartigem Kunststoff hergestellt, also aus einer flexiblen Kunststoffschicht, die sich unter Einwirkung von äußeren Kräften verformt. Das Material wird dabei in der Regel so ausgewählt, dass es emissionsarm, insbesondere in Bezug auf Schadstoffe, ist.
- Zur Fixierung der Bodenbelagselemente auf der Entkopplungsbahn wird in der Regel eine dünne Schicht eines Fliesenklebers, auch Klebemörtel oder Verbindungsschicht genannt, auf der Auflageebene der Entkopplungsbahn aufgetragen. Dabei versteht es sich, dass anstelle eines Fliesenklebers auch letztlich eine gleichermaßen geeignete Klebe- oder Befestigungsschicht, bzw. ein entsprechendes Material, vorgesehen sein kann. Fliesenkleber werden dabei meist mit einem Zahnspachtel oder einer gezahnten Glättkelle gekämmt und es wird je nach Anwendungsbereich und/oder Untergrund ein unterschiedlicher Fliesenkleber verwendet. Beispielsweise wird als Fliesenkleber ein Reaktionsharzkleber, ein zementärer Dünnbettmörtel, ein Kaseinfliesenkleber oder ein Dispersionskleber verwendet.
- Nach dem Auftrag des Fliesenklebers auf eine Entkopplungsbahn erfolgt eine Verlegung der einzelnen Bodenbelagselemente bzw. der Fliesen auf dem Fliesenkleber. Der Fliesenkleber dringt bei der Applikation in die Vertiefungen der Entkopplungsbahn ein und härtet aus.
- Bei derartigen Entkopplungsbahnen werden die verbundenen Bodenbelagselemente von dem Untergrund getrennt und mechanisch entkoppelt. Aufgrund der Anordnung der Noppen quer zur Längsrichtung und in Längsrichtung der Trägerplatte ergeben sich Kanäle, die sich über die gesamte Trägerplatte erstrecken. Diese Kanäle wirken dabei gemeinsam mit den Noppen so zusammen, dass sie mechanische Beanspruchungen und insbesondere Scherspannungen auffangen und kompensieren. Diese Beanspruchung der Bodenbelagselemente kann aufgrund von Temperatur- und Feuchtigkeitseinflüssen und/oder durch eine Belastung mit Gewicht erzeugt werden.
- Bei der Herstellung von derartigen Entkopplungsbahnen wird ein Formwerkzeug verwendet, das den Vertiefungen bzw. Noppen entsprechende Vorsprünge aufweist. Das Entformen von Formwerkzeug und Entkopplungsbahn ist meist allerdings problematisch. Darüber hinaus kann die Entkopplungsbahn während der Entformung leicht beschädigt werden, insbesondere wenn die Vorsprünge des Werkzeugs scharfe Ecken aufweisen, die in das meist noch weiche Entkopplungsbahnmaterial einschneiden und/oder dieses aufreißen. Letzteres Problem wird in der Praxis dadurch zu lösen versucht, dass die Ecken der Werkzeugvorsprünge mit einem Radius versehen werden.
- Entkopplungsbahnen der vorgenannten Art sind beispielsweise aus der
EP 2 372 041 B1 und aus derEP 2 246 467 B1 bekannt. - Die
EP 2 372 041 B1 betrifft ein Verfahren zur Herstellung einer Trägerplatte sowie eine Trägerplatte für einen plattenbekleideten Boden-, Wand- oder Deckenaufbau zum Erzielen einer Entkopplung zwischen dem Untergrund und der auf der folienartigen Platte aufzubringenden Flächenbekleidung, welche eine folienartige Platte mit einer Vielzahl von Kammern aufweist, die durch Vertiefungen aus einer Ebene der folienartigen Platte ausgebildet sind, deren Stirnseiten eine erste Plattenseite und gegenüberliegend eine zweite Plattenseite bilden. Dabei ist zumindest auf einer Plattenseite eine haftverstärkende Schicht aus einem bahnförmigem Material aufgebracht, welche zumindest die Vertiefungen der Kammern auskleidet. Die haftverstärkende Schicht soll zur besseren Entkopplung und im Übrigen zur besseren Anbindung des Fliesenklebers dienen. Die Vertiefungen dienen zur Aufnahme des Fliesenklebers, der oberseitig auf die haftverstärkende Schicht der Entkopplungsbahn aufgebracht wird. Bei der bekannten Entkopplungsbahn sind als Vertiefungen runde, zylinderförmige und/oder topfförmige Ausformungen vorgesehen. - Anstelle einer haftverstärkenden Schicht bzw. zusätzlich zu dieser ist aus der
EP 2 246 467 B1 bekannt, dass durch ein Aufbringen von einer Vielzahl von Fasern auf die Oberseite der Entkopplungsbahn, die dem Fliesenkleber zugewandt ist, eine verbesserte Anhaftung des Fliesenklebers ermöglicht sein soll. Die Noppen bzw. Vertiefungen dieser bekannten Entkopplungsbahn weisen eine runde, zylinderförmige und/oder topfförmige Form auf und sind demgemäß gerundet. Die auf der oberen Fläche der Entkopplungsbahn aufgebrachten Fasern sind permanent mit dieser Fläche verbunden. Der Fliesenkleber wird hierbei in die Vertiefungen der Trägerplatte eingebracht. - Die aus der
EP 2 372 041 B1 undEP 2 246 467 B1 bekannten Entkopplungsbahnen weisen regelmäßig angeordnete runde, zylinderförmige Ausformungen auf, die reihen- und spaltenförmig angeordnet sind. Aufgrund der Anordnung bilden sich zwischen den Reihen der Noppen Kanäle, die sich über die gesamte Entkopplungsbahn erstrecken. Diese Kanäle sind dabei zum Untergrund hin offen und kreuzen sich dabei mit anderen Kanälen. Beim Auftrag des Fliesenklebers werden die Kanäle nur mit einer dünnen Schicht des Fliesenklebers bedeckt, so dass sie eine Schwächungslinie bilden, die eine Verformung der Entkopplungsbahn entlang dieser Schwächungslinie begünstigt. Bei einer ungünstigen Anordnung würde der Fugenverlauf von benachbarten Belagselementen mit einer Schwächungslinie bzw. Sollbruchstelle zusammenfallen, so dass Haarrisse und/oder größere Beschädigungen in der Klebemörtelschicht und/oder in der Fuge selber entstehen. - Nachteilig bei den bekannten Entkopplungsbahnen ist es, dass diese ohne die Verwendung der zusätzlichen haftverstärkenden Schicht bzw. ohne zusätzliche Fasern mangelnde Entkopplungseigenschaften zwischen den Belagselementen zu dem Untergrund aufweisen. Die Herstellung ist bei derartigen Entkopplungsbahnen aufwendig, da zur Steigerung der Anhaftung zwischen dem Fliesenkleber und der Oberfläche der Entkopplungsbahn, die der Fliesenkleberschicht zugewandt ist, ein zusätzlicher Verfahrensschritt durch die Aufbringung der haftverstärkenden Schicht bzw. zusätzlicher Fasern vorgesehen ist.
- Die
DE 20 2012 105 080 U1 betrifft eine Entkopplungsmatte für einen Bodenbelagsaufbau mit einem bahn- oder plattenförmigen Kompensationselement, das ausgehend von einer Auflageebene in eine erste Richtung vorspringende, regelmäßig und beabstandet zueinander angeordnete Ausformungen aufweist. - Die
DE 299 24 180 U1 betrifft eine Trägerplatte aus folienartigem Kunststoff für einen plattenbekleideten Bodenaufbau und eine Wand zum Erzielen einer Entkopplung zwischen dem Untergrund und der auf die folienartige Platte aufzubringenden Flächenbekleidung. - Die
US 9,328,520 B1 - Aufgabe der vorliegenden Erfindung ist es nun, eine Entkopplungsbahn bereitzustellen, die verbesserte Entkopplungseigenschaften zwischen den Belagselementen und dem Untergrund erzielt. Insbesondere soll auch eine verbesserte Haftzugsfestigkeit und/oder Verkrallung des Fliesenklebers mit der Entkopplungsbahn erreicht werden.
- Darüber hinaus ist es insbesondere die Aufgabe der vorliegenden Erfindung, ein einfaches und effizientes Verfahren zur Herstellung einer Entkopplungsbahn bereitzustellen.
- Die vorgenannte Aufgabe ist durch eine Entkopplungsbahn mit den Merkmalen des Anspruchs 1 erfindungsgemäß gelöst.
- Erfindungsgemäß ist vorgesehen, dass quer zur Längsrichtung und in Längsrichtung der Trägerplatte unmittelbar benachbarte Noppen einen dreiachsigen Noppenboden, insbesondere mit wenigstens drei Schenkelseiten, aufweisen.
- Bevorzugt ist vorgesehen, dass wenigstens eine einen dreiachsigen Noppenboden aufweisende Noppe mit drei Langseiten vorgesehen ist und dass der mittige Bereich des dreiachsigen Noppenbodens durch einen Kreis definiert ist, den alle Langseiten tangential berühren.
- Unter einer dreiachsigen Ausbildung des Noppenbodens ist eine dreischenklige Ausbildung in einer zweidimensionalen Erstreckung zu verstehen. Der Noppenboden bzw. die Noppe weist demgemäß drei Schenkel auf. Zur dreidimensionalen Ausbildung der Noppe ist vorgesehen, dass sich an den Noppenboden wenigstens eine Seitenwandung zur Bildung des Noppeninnenraums anschließt.
- Die dreiachsige Noppenform ergibt sich in der Draufsicht auf die Entkopplungsbahn.
- Zunächst einmal zeichnet sich die vorliegende Erfindung dadurch aus, dass eine einfache Herstellung der erfindungsgemäßen Entkopplungsbahn gewährleistet wird. Diese Herstellung ermöglicht dabei insbesondere, dass hohe Verarbeitungsgeschwindigkeiten erzielt werden, vorzugsweise durch ein sogenanntes Inline-Verfahren, wobei die Entkopplungsbahn mit einer vergleichsweise hohen Produktionsgeschwindigkeit kontinuierlich hergestellt wird. Die erhöhte Produktionsgeschwindigkeit wird insbesondere dadurch ermöglicht, dass eine schnelle und einfache Entformung der erfindungsgemäßen Entkopplungsbahn vorgesehen ist. Eine erhöhte Verarbeitungsgeschwindigkeit führt insbesondere zu einer Senkung der Produktionsdauer und damit zu einer Einsparung der Produktionskosten.
- Die erfindungsgemäßen Noppen und die erfindungsgemäße Noppenanordnung bieten darüber hinaus die Möglichkeit eines einfachen Ausspachtelns der Entkopplungsbahn mit Fliesenkleber. Dieses Ausspachteln wird insbesondere dadurch vereinfacht, dass eine dreiachsige Form der Noppen bzw. der Noppenböden gewählt wird, so dass sich der Fliesenkleber innerhalb dieser Noppenform beim Auftrag und Einbringen in die Noppen gut verteilt und die Luft aus den Vertiefungen gut entweichen kann.
- Zusätzlich ist eine gute Trocknung und ein überaus guter Dampfdruckausgleich gewährleistet, da bei der erfindungsgemäßen Entkopplungsbahn die Kanäle, die sich zwischen benachbarten Noppen ergeben, über die gesamte Noppenbahn miteinander mittelbar und/oder unmittelbar verbunden sind. Aufgrund der dreiachsigen Noppenform der Noppenböden sind die Kanäle bevorzugt gerundet bzw. wellenförmig, so dass ein vollflächiger Dampfdruckausgleich ohne Unterbrechungen gleichzeitig sowohl eine gute Entfeuchtung als auch eine gute Belüftung ergibt. Durch die erfindungsgemäße Ausgestaltung der Entkopplungsbahn kann, insbesondere durch den sehr guten Dampfdruckausgleich, die Entkopplungsbahn insbesondere auf einen feuchten und gegebenenfalls nicht vollständig ausgehärteten Untergrund aufgebracht werden, ohne dass die noch in dem Untergrund befindliche Feuchtigkeit eingeschlossen und/oder die angestrebte Trocknung des Untergrundes verhindert und/oder übermäßig verzögert wird. Demzufolge kann die Entkopplungsbahn zeitnah nach Herstellung des Untergrundes verlegt werden. Hierdurch ergibt sich insbesondere der Vorteil, dass die Verlegezeit des gesamten Bodenbelages drastisch reduziert werden kann, eine schnelle Arbeitsfolge gewährleistet wird und demgemäß die Herstellungskosten des Belages gesenkt werden.
- Des Weiteren weist die erfindungsgemäße Noppenbahn verbesserte Entkopplungseigenschaften auf, da sich bei einer dreiachsigen Noppenform der Noppenböden, bevorzugt in Verbindung mit der Ausrichtung der Noppen in Reihen in Längsrichtung und quer zur Längsrichtung der Trägerplatte, mit einem mittigen Bereich, der durch einen Kreis definiert ist, eine verbesserte Lastverteilung ergibt. Darüber hinaus werden Spannungsspitzen reduziert oder zum Teil gänzlich vermieden. Die Schubspannungen werden auf die Entkopplungsbahn übertragen und verteilen sich insbesondere auf der den Noppen abgewandten Oberfläche der Trägerplatte. Die deutlich verbesserte Lastverteilung wird zusätzlich vorteilhafterweise durch die Kanalstruktur mit erzielt. Die Entkopplungswirkung ist vorteilhafterweise so ausgestaltet, dass zum einen keine Risse in der der Entkopplungsbahn abgewandten Oberfläche des Belages entstehen und zum anderen, dass mögliche Risse im Untergrund, die insbesondere erst nach Verlegen der Entkopplungsbahn auftreten, sich nicht in der Fliesenkleberschicht und/oder auf den Belagselementen abzeichnen.
- In durchgeführten Versuchen wurde festgestellt, dass im Vergleich zur aus dem Stand der Technik bekannten Entkopplungsbahn die Entkopplungseigenschaften um bis zu 30% verbessert werden konnten.
- Die erfindungsgemäße Noppenform bietet neben einer deutlich verbesserten Entformbarkeit und erhöhten Entkopplungseigenschaften darüber hinaus eine höhere Festigkeit der Fliesenverklebung, da der Fliesenkleber sich sehr gut in der Vertiefung, die durch die Noppe hervorgerufen wird, verteilt und ein Zusammenwirken zwischen der Trägerplatte und den Noppen dazu führt, dass die Festigkeit erhöht wird. Damit einhergehend erhöht sich auch die Haftzugfestigkeit der gesamten Entkopplungsbahn. Es wird keine zusätzliche haftverstärkende Schicht oder ergänzende Fasern benötigt, so dass sich die Herstellungskosten reduzieren lassen.
- Die Haftzugfestigkeit dient als Kennwert für die Adhäsion und/oder Haftung von Schichten auf Untergründen, insbesondere Betonoberflächen. Sie wird mittels einer speziellen Prüfung ermittelt, die auch Haftzugprüfung und/oder Abreißversuch genannt wird. Die DIN EN 1348 weist eine Vorgabe für die Ermittlung der Haftzugfestigkeit unter definierten Bedingungen auf.
- Aufgrund der erhöhten Festigkeit der Fliesenverklebung und den verbesserten Entkopplungseigenschaften kann eine geringere Gesamtschichtaufbauhöhe der erfindungsgemäßen Entkopplungsbahnen im Vergleich zu der aus dem Stand der Technik bekannten Entkopplungsbahn gewählt werden. Dieser geringere Gesamtschichtaufbau führt unter anderem dazu, dass beim Verlegen weniger Fliesenkleber zur Verbindung der Belagselemente mit der Entkopplungsbahn benötigt wird, so dass sich eine Senkung der Herstellungskosten des zu verlegenden Belages ergibt.
- Die erfindungsgemäße Entkopplungsbahn weist außerdem eine hohe Verwindungssteifigkeit auf, vorzugsweise bei Erhalt einer hohen Wickelfähigkeit. Die hohe Verwindungssteifigkeit bzw. Torsionssteifigkeit bedingt, dass sich die Entkopplungsbahn nicht knicken und/oder verdrehen kann, insbesondere um 90°. Die trotzdem erhaltene Wickelfähigkeit impliziert, dass die Entkopplungsbahn, bevorzugt zum Transport, aufgerollt werden kann.
- Darüber hinaus wurde in durchgeführten Versuchen festgestellt, dass die erfindungsgemäße Entkopplungsbahn neben ihren ausgezeichneten Entkopplungseigenschaften darüber hinaus eine sehr gute Trittschalldämmung aufweist. Auch dieser Effekt ist das Ergebnis der besonderen Noppenform und -anordnung.
- Bei einer vorteilhaften Ausgestaltung des Erfindungsgedankens ist die Noppe bzw. der dreiachsige Noppenboden wenigstens an einer Langseite konkav ausgebildet. Diese konkave Ausbildung der Langseite führt dazu, dass eine verbesserte Entformung stattfinden kann, da insbesondere keine Ecken zwischen den Langseiten vorhanden sind. Eine verbesserte Entformung bedingt ein einfacheres und/oder verbessertes Herstellungsverfahren.
- Darüber hinaus ist bei einer bevorzugten Ausführungsform der erfindungsgemäßen Entkopplungsbahn im Bereich der Langseite und/oder Schenkelseite der Noppe bzw. des Noppenbodens wenigstens eine Ausformung zur Bildung eines noppeninnenseitigen Hinterschnitts vorgesehen. Dabei versteht es sich, dass letztlich auch zwei Schenkelseiten eine Langseite bilden können, bzw. die Schenkelseite die Langseite selbst darstellt. Der Fliesenkleber dringt während des Ausspachtelns in die Hinterschneidung ein, so dass eine verbesserte Verkrallung hervorgerufen wird. Dies wiederum führt zu einer Fixierung und/oder zur formschlüssigen Festlegung der auf der Entkopplungsmatte aufzubringenden Fliesenbahn bzw. der Belagselemente.
- Bei einer besonders vorteilhaften Ausgestaltung des Erfindungsgedankens ist die Ausformung zur Bildung des noppeninnenseitigen Hinterschnitts sichelartig oder bogenförmig und/oder bogenabschnittsförmig und/oder halbmondförmig ausgebildet. Diese bogenabschnittsförmige Ausbildung führt insbesondere dazu, dass eine verbesserte Entformung bei der Herstellung der Entkopplungsbahn ermöglicht wird. Im Gegensatz zu eckigen Hinterschnitten wird bei einer gerundeten bzw. sichelartigen Form des Hinterschnitts vorteilhafterweise eine leichtere Trennung zwischen dem Formwerkzeug und der Entkopplungsbahn gewährleistet. Somit kann die Entkopplungsbahn insbesondere nicht während der Entformung beschädigt werden. Im Übrigen dienen die gerundeten Hinterschnitte bevorzugt dazu, dass die Spannungsspitzen der Schubspannung der Belagselemente reduziert und/oder gleichmäßig auf der Entkopplungsbahn verteilt werden.
- Bei einer weiteren erfindungsgemäßen Ausführungsform ist die Ausformung durch einen aus dem Noppeninnenraum herausragenden Vorsprung gebildet. Bei einer besonders vorteilhaften Ausgestaltung ist dabei der Vorsprung im Bereich des Noppenbodens vorgesehen, wobei der Vorsprung insbesondere unmittelbar in den Noppenboden übergeht. Dieser unmittelbare Übergang des Vorsprungs Vertiefung in den Noppenboden hat eine verbesserte Entformung zur Folge, so dass insbesondere selbst im noch nicht vollständig erhärteten Zustand des Entkopplungsbahnmaterials das Formwerkzeug problemlos von der Entkopplungsbahn entfernt werden kann, ohne dass eine Beschädigung der Entkopplungsbahn während des Entformens zu befürchten ist.
- Dieser Vorteil ergibt sich insbesondere auch dann, wenn sich die Ausformung über wenigstens 40%, vorzugsweise zwischen 50% und 100% und insbesondere zwischen 60% und 90% der Länge der Langseite und/oder Schenkelseite erstreckt. Diese Abmaße bedingen, dass der Endbereich der Noppe bzw. des dreiachsigen Noppenbodens, der sich durch zwei zulaufende Langseiten ergibt, hinterschnittfrei ist bzw. keine Ausformung in diesem Bereich aufweist. Bei dieser Ausführungsform kann das Formwerkzeug im Endbereich jeweils scharfkantige Ecken aufweisen, ohne dass eine Beschädigung der Entkopplungsbahn während des Entformens hervorgerufen wird.
- Bei einer weiteren Ausgestaltung des Erfindungsgedankens ist vorgesehen, dass jeweils der Endbereich der Noppe bzw. des dreiachsigen Noppenbodens, der sich durch zwei zulaufende Langseiten ergibt, gerundet und ohne Ecken ausgebildet ist.
- Dabei ist bei einer bevorzugten Ausgestaltung der Ausführungsform der Entkopplungsbahn der Radius einer konkaven Langseite um ein Mehrfaches größer als der Radius eines Endbereiches, bevorzugt ist der Radius einer konkaven Langseite um ein zweifaches größer als der Radius des Endbereiches. Durch die konkav ausgebildeten Langseiten und die gerundeten und/oder konvex ausgebildeten Endbereiche der Langseiten ergibt sich eine geschwungene Noppenform, die auftretende Spannungsspitzen deutlich reduziert oder zum Teil gänzlich vermeidet. Dabei wirken diese Endbereiche, die insbesondere hinterschnittfrei sind, Lufteinschlüssen entgegen und vereinfachen somit das Ausspachteln.
- Im Übrigen ist in durchgeführten Versuchen festgestellt worden, dass es besonders vorteilhaft ist, wenn die Noppe und/oder der dreiachsige Noppenboden zu einer im Wesentlichen parallel zur Längsrichtung verlaufenden Mittelachse spiegelsymmetrisch ist. Diese spiegelsymmetrische Noppenachse ist nicht nur herstellungstechnisch, sondern auch bezogen auf die Produkteigenschaften der Entkopplungsbahn ausgesprochen vorteilhaft, worauf nachfolgend noch eingegangen wird.
- Erfindungsgemäß ist vorgesehen, dass der Winkel der vom mittigen Bereich ausgehenden Schenkel zwischen den jeweils zueinander benachbarten, beabstandeten Schenkelachsen wenigstens 90° beträgt.
- Um eine optimierte Anordnung der Noppen auf der Entkopplungsbahn zu gewährleisten, ist erfindungsgemäß vorgesehen, dass die Schenkellänge eines Schenkels, insbesondere des zur Längsrichtung der Entkopplungsbahn parallel verlaufenden Schenkels, geringer ist als die jeweils beiden anderen Schenkellängen. Dabei ist es besonders vorteilhaft, wenn der Winkel, der zwischen der Schenkelachse des kürzeren Schenkels und der Schenkelachse des benachbarten Schenkels angeordnet ist, größer als 120° ist und insbesondere kleiner 130° ist. Aufgrund einer vorzugsweisen spiegelsymmetrischen Anordnung sind bei der Noppe bzw. bei dem dreiachsigen Noppenboden zwei größere Winkel vorgesehen und der Winkel, der zwischen den Schenkelachsen der längeren Schenkel eingeschlossen wird, ist dementsprechend kleiner als 120°. Diese Geometrie birgt im Vergleich zu dem bei dem Stand der Technik üblichen rechtwinkligen und/oder rotationssymmetrischen Geometrien vor allem den Vorteil, dass verbesserte Entkopplungseigenschaften der gesamten Entkoppelungsbahn bei Verwendung der Noppe mit den vorgenannten Eigenschaften hervorgerufen werden.
- Hinzuweisen ist in diesem Zusammenhang darauf, dass sich besonders verbesserte Entkopplungseigenschaft ergeben, wenn eine Vielzahl von den erfindungsgemäßen Noppen auf der Entkopplungsbahn vorgesehen ist.
- Erfindungsgemäß ist vorgesehen, dass die quer zur Längsrichtung der Trägerplatte verlaufenden Noppen derart angeordnet sind, dass sich auf der Trägerplatte keine durchgehende quer zur Längsrichtung der Trägerplatte verlaufende gerade Linie ergibt und dass in der Längsrichtung der Trägerplatte verlaufende Noppen derart angeordnet sind, dass sich keine durchgehende Linie, in Längsrichtung der Trägerplatte verlaufende gerade Linie ergibt.
- Bevorzugt ist vorgesehen, dass längs und quer zur Längsrichtung der Trägerplatte verlaufende Noppen derart angeordnet sind, dass sich auf der Trägerplatte keine durchgehende, schräg zur Längsrichtung der Trägerplatte verlaufende gerade Linie ergibt. Dabei bedeutet "durchgehend" eine Verbindung von einem Rand der Entkopplungsbahn zum gegenüberliegenden Rand der Entkopplungsbahn auf der anderen Längs- oder Querseite der Entkopplungsbahn. Erfindungsgemäß wird dies insbesondere dadurch erzielt, dass eine einen dreiachsigen Noppenboden aufweisende Noppe mit den vorgenannten Eigenschaften verwendet wird, die erst durch die Anordnung und somit durch das Zusammenwirken der Noppen diese Ausführungsform ermöglicht.
- Durch die vorgenannte Ausgestaltung werden Schwächungslinien und/oder Sollbruchkanten der Noppenbahn vermieden, die den gesamten Noppendurchmesser, insbesondere um ein Vielfaches, überschreiten. Durch die Anordnung der Noppen in der vorgenannten Art und Weise ergeben sich zwischen den Noppen Kanalabschnitte, die einen Verlauf, insbesondere mäanderförmig, in Rechts- und Linkskurven haben, so dass sich die Kanalabschnitte, vorzugsweise wellenförmig, über die Trägerplatte erstrecken. Durch die Vermeidung eines geradlinigen Verlaufes der einzelnen Kanäle kann vorteilhafterweise ausgeschlossen werden, dass über die Entkopplungsbahn hinweg geradlinig verlaufende Schwächungslinien gebildet werden. Letztlich ist es dabei nicht relevant, wie die Entkopplungsbahn in einem Raum verlegt wird, so dass in jeder beliebigen Richtung ein in dieser Richtung verlaufender Kanalabschnitt bei einer geradlinigen Fortführung auf eine Noppe treffen würde, so dass die durch den betreffenden Kanalabschnitt gebildete Schwächungsabschnittslinie unterbrochen wird und somit werden insbesondere die Entstehung von längeren Schwächungslinien verhindert. Demgemäß kann unabhängig von der Ausrichtung der Entkopplungsbahn während des Verlegens sichergestellt werden, dass gebildete Fugen bei dem verlegten Bodenbelag abschnittsweise immer wieder über Noppen hinweg verlaufen, so dass Fugen nicht deckungsgleich über einen längeren Kanalabschnitt der Entkopplungsbahn verlaufen.
- Die erfindungsgemäße Trägerplatte weist ausschließlich derartige Kanäle auf, die sich von einem Seitenrand bis zu einem anderen Seitenrand der Trägerplatte erstrecken und in Rechts- und Linkskurven, bezogen auf die Querrichtung der Entkopplungsbahn bzw. der Trägerplatte, verlaufen. Jeder Zwischenraum zwischen zwei benachbarten Noppen stellt einen Kanalabschnitt dar und ist Bestandteil eines Kanals, so dass geradlinig über die Trägerplatte verlaufende Schwächungslinien bzw. Sollbruchkanten zwischen beabstandet angeordneten Noppen ausgeschlossen sind.
- Bei einer anderen bevorzugten Ausführungsform sind die Noppen sowohl in Längsrichtung als auch in Querrichtung verlaufenden Reihen angeordnet, wobei die Mittelpunkte der in Längsrichtung verlaufenden Noppen auf einer zumindest im Wesentlichen parallel zur Längsrichtung der Entkopplungsbahn angeordneten Linie vorgesehen sind und wobei die Mittelpunkte der quer zur Längsrichtung verlaufenden Noppen auf eine zumindest im Wesentlichen senkrecht zur Längsrichtung verlaufenden Linie angeordnet sind. Diese Anordnung der Noppen führt zu herstellungstechnischen Vorteilen, da diese, vorzugsweise symmetrische, Anordnung der Noppen durch eine Einprägungseinrichtung, bevorzugt eine Noppenwalze, mittels Formwerkzeuge in ein folienartiges Material, dass der Einprägungseinrichtung als Basismaterial der Entkopplungsmatte zugeführt wird, eingebracht werden kann. Die Formwerkzeuge sind dabei auf der Noppenwalze angeordnet, so dass das Einprägen der Noppen in einem kontinuierlichen Herstellungsprozess erfolgen kann.
- Ein anderer möglicher und ergänzender Aspekt der vorliegenden Erfindung liegt darin, dass die in einer im Wesentlichen parallel zur Längsrichtung verlaufenden Reihe befindlichen Noppen derart hintereinander angeordnet sind, dass der kürzere Schenkel der Noppen bzw. des Noppenbodens in Längsrichtung ausgerichtet ist. Bei einer unmittelbar benachbarten zumindest im Wesentlichen parallel zur Längsrichtung der Entkopplungsbahn verlaufenden Reihe der Noppen sind die kürzeren Schenkel der Noppen entgegengesetzt zur Längsrichtung ausgerichtet. Hierbei ist es insbesondere möglich, die zuvor genannten Schwächungslinien über der Entkopplungsbahn zu vermeiden, dadurch dass die entstehenden Kanalabschnitte zwischen den benachbarten Noppen nicht geradlinig ausgeführt werden. Die erfindungsgemäßen kürzeren Schenkel gewährleisten hierbei, dass die Noppen in Längs- und Querreihen zur Trägerplatte angeordnet sind, ohne jedoch eine Schwächungslinie aufzuweisen bzw. zu bilden.
- Vorzugsweise ist bei einer weiteren Ausführungsform des Erfindungsgedankens vorgesehen, dass die Anordnung der Noppen auf der Trägerplatte so ausgebildet ist, dass der kürzeste Abstand zwischen zwei benachbarten Noppen stets in etwa dieselbe Größe aufweist, insbesondere mit einer Abweichung von +/- 20%, vorzugsweise +/- 10%. Dies erzeugt insbesondere eine gleiche oder annähernd gleiche Kanalbreite, wobei aufgrund der Noppenform sich die Kanäle mäanderförmig über die Trägerplatte erstrecken. Vorteilhafterweise ist zur Ausbildung gleicher Kanalbreiten und/oder zur Gewährleistung eines zumindest im Wesentlichen kürzesten konstanten Abschnittes zwischen zwei benachbarten Noppen ein Schenkel der Noppen kürzer auszuführen.
- Bei einer weiteren bevorzugten Ausgestaltung des Erfindungsgedankens ist vorgesehen, dass die Noppen so angeordnet und/oder ausgebildet sind, dass sich in etwa derselbe Strömungsquerschnitt in den Kanälen ergibt, insbesondere mit einer Abweichung von +/- 20%, vorzugsweise +/- 10%.
- Grundsätzlich versteht es sich, dass zur Verbindung zwischen der Entkopplungsbahn und dem Untergrund an der Außenseite der Noppenböden ein flächiges Verbindungsmittel vorgesehen sein kann. Vorzugsweise ist dieses Verbindungsmittel an den Noppenböden befestigt, wobei vorzugsweise das Verbindungsmittel als Vlies oder Gewebe oder Gelege oder Gitter oder Papier, insbesondere in vollflächiger oder gitterförmiger Ausbildung, ausgebildet ist. Dabei gibt das Verbindungsmittel erfindungsgemäß vor, dass der Noppenboden über das Verbindungsmittel fest mit dem Untergrund verbunden ist, so dass insbesondere seine Haftzugfestigkeit erhöht wird. Vorzugsweise wird das Verbindungsmittel direkt beim Herstellungsprozess der Entkopplungsbahn in die Außenseite der Noppenböden eingebracht. Aufgrund der festen Verbindung der Entkopplungsbahn mit dem Untergrund mittels des Verbindungsmittels wird bevorzugt eine Verschiebung zwischen der Belagsschicht und der Entkopplungsbahn vermieden.
- Die Anordnung des Verbindungsmittels auf den Noppenböden ist dabei vorzugsweise derart gestaltet, dass sich zwischen den Außenseiten der Noppen und dem Verbindungsmittel die Kanäle bzw. Kanalabschnitte ergeben, über die eine Entfeuchtung und/oder eine Entlüftung möglich ist. Das Verbindungsmittel ist üblicherweise dem Untergrund, auf den die Entkopplungsbahn aufgelegt wird, zugewandt. Die Öffnungen in die einzelnen Noppen hinein sind zur Verlegeseite hin ausgerichtet, so dass der Fliesenkleber in die Noppen bzw. in die Noppeninnenräume eingebracht werden kann.
- Bei einer weiteren bevorzugten Ausgestaltung der vorliegenden Erfindung ist die Höhe der Noppen zwischen 1 und 5 mm, bevorzugt 2 bis 4 mm, weiter bevorzugt 2,5 bis 3,5 mm. Diese vergleichsweise geringe Noppenhöhe ermöglicht einen geringen Gesamtschichtaufbau und impliziert die verringerte Menge des benötigten Fliesenklebers zur Verbindung zwischen der Entkopplungsbahn und den Belagselementen. Dennoch wird aufgrund der besonderen Noppenform und -ausbildung eine feste Verbindung zwischen dem Fliesenkleber und der Entkopplungsbahn bei gleichzeitiger Erzielung einer hervorragenden Entkopplungswirkung erreicht.
- Bei einer anderen bevorzugten Ausführungsform weist der lichte Abstand benachbarter Noppen eine Breite größer 2 mm, insbesondere zwischen 3 mm bis 9 mm, bevorzugt 4 mm bis 8 mm, weiter bevorzugt 5 mm bis 6 mm, auf. Dieser lichte Abstand bestimmt auch die Breite des Kanalabschnittes und definiert somit den Freiraum zwischen benachbarten Noppen. Hierbei bewirkt der Kanalabschnitt aufgrund der vorhandenen Breite nicht nur eine gute Entfeuchtung und Belüftung des Unterbodens, sondern auch eine gleichmäßige Wärmeverteilung, insbesondere bei Systemaufbauten mit Fußbodenheizung.
- Darüber hinaus ist bei einer weiteren bevorzugten Ausgestaltung vorgesehen, dass das Verhältnis der Fläche der Noppenböden aller Noppen zur Trägerplatte bevorzugt zwischen 40% bis 70%, weiter bevorzugt zwischen 45% bis 55% und insbesondere zumindest im Wesentlichen 50% beträgt. Bei durchgeführten Versuchen ist festgestellt worden, dass bei Einhaltung des vorgenannten Verhältnisses besonders gute Entkopplungswerte bei einer gleichzeitig besonders festen Fixierung des Fliesenklebers an der Entkopplungsbahn erzielt werden. Das vorgenannte Verhältnis definiert auch gemeinsam mit der Noppenhöhe unter anderem maßgeblich die benötigte Menge des Fliesenklebers, die zum Verbund der Entkopplungsbahn und dem Belagselement verwendet wird. Auf der Trägerplatte wird insbesondere eine Lastverteilung der auftretenden Schubspannung durch die Kanäle ermöglicht, wobei vorzugsweise eine Kompensation der auftretenden Spannungen vollzogen wird. In Versuchen wurde letztlich festgestellt, dass das Verhältnis von 40% bis 60%, vorzugsweise 45% bis 55%, besonders vorteilhaft ist und gute Entkopplungseigenschaften sowie eine gute Haftzugsfestigkeit aufweist.
- Bei einer besonders bevorzugten Ausgestaltung der Erfindung ist vorgesehen, dass auf der dem Noppeninnenraum zugewandten Seite des Noppenbodens wenigstens einer Noppe wenigstens ein Vorsprung und/oder Vertiefung vorgesehen ist und/oder dass die den Noppeninnenraum zugewandten Seite der Trägerplatte wenigstens einen Vorsprung und/oder Vertiefung aufweist. Im Ergebnis ist vorgesehen, dass auf den Noppenboden und/oder der Trägerplatte überstehende Vorsprünge und/oder Vertiefungen vorgesehen sind, die zur Verkrallung/Verbindung mit dem fliesenseitig auf die Entkopplungsbahn aufzubringenden Fliesenkleber vorgesehen sind. Hierbei handelt es sich bei den Vorsprüngen und/oder Vertiefungen letztlich um Materialüberstände, nicht jedoch um Durchbrechungen im Noppenboden bzw. der Trägerplatte, die einen Luft- bzw. Feuchtigkeitsaustausch von der Bodenseite zur Fliesenseite ermöglichen.
- Die vorgenannte Ausgestaltung der Erfindung vergrößert die freiliegende Oberfläche der Noppenböden und die den Noppenböden abgewandte Oberfläche der Trägerplatte, d. h. die Oberfläche der auf der Trägerplatte vorgesehenen Stege zwischen den einzelnen in die Noppeninnenräume ragenden Noppenöffnungen. Durch die Vorsprünge und/oder Vertiefungen und die damit vergrößerte Oberfläche ergibt sich eine verbesserte Verkrallung des Fliesenklebers, wobei zur Erzielung dieses Effekts keine zusätzliche haftverstärkende Schicht auf der Oberfläche der Trägerplatte benötigt wird, so dass insbesondere die Produktion einfacher gestaltet wird. Die erfindungsgemäßen Vorsprünge und/oder Vertiefungen verbessern auch die Entformbarkeit der gesamten Entkopplungsbahn. Die Vorsprünge und/oder Vertiefungen führen insbesondere dazu, dass die Entkopplungsbahn eine erhöhte Biegesteifigkeit und/oder Torsionssteifigkeit aufweist.
- Bei einer besonders vorteilhaften Ausgestaltung ist vorgesehen, dass der Vorsprung und/oder Vertiefung am Noppenboden spiralförmig und/oder bogenabschnittsförmig ausgebildet ist. Es ist festgestellt worden, dass insbesondere die spiralförmige und/oder gerundete Vorsprungsform und/oder Vertiefungsform eine verbesserte Verkrallung des Fliesenklebers zur Folge hat. Letztlich hat es sich bei Versuchen gezeigt, dass es besonders vorteilhaft ist, wenn der spiralförmige Vorsprung und/oder Vertiefung im mittigen Bereich des Noppenbodens vorgesehen ist.
- Im Übrigen versteht es sich, dass eine Vielzahl von Vorsprüngen und/oder Vertiefungen auf dem Noppenboden vorgesehen sein kann, so dass die Haftzugsfestigkeit zwischen der Entkopplungsbahn und den Belagselementen erhöht wird.
- Bevorzugt weist die Strukturierung und/oder die Vertiefungen und/oder Vorsprünge des Noppenbodens und/oder der Trägerplatte eine Höhe und/oder eine Tiefe von größer 1 µm, bevorzugt größer 100 µm, weiter bevorzugt zwischen 100 bis 1000 µm und insbesondere zumindest im Wesentlichen zwischen 300 bis 500 µm auf. Schließt sich direkt ein Vorsprung an eine Vertiefung an, wobei der Vorsprung aus der Ebene des Noppenbodens und/oder der Trägerplatte herausragt und die Vertiefung in den Noppenboden und/oder in die Trägerplatte hineinragt, ist der Abstand zwischen der tiefsten Stelle der Vertiefung und der höchsten Stelle des Vorsprunges bevorzugt größer 50 µm, weiter bevorzugt größer 100 µm, weiter bevorzugt weiter zwischen 100 bis 300 µm und insbesondere zumindest im Wesentlichen zwischen 300 bis 800 µm.
- Bei einer weiteren vorteilhaften Ausgestaltung des Erfindungsgedankens ist vorgesehen, dass die Vorsprünge und/oder Vertiefungen auf den Noppenboden und/oder auf der Trägerplatte eine strukturierte Oberfläche des Noppenbodens und/oder der Trägerplatte bilden.
- Vorteilhafterweise sind die Vorsprünge und/oder Vertiefungen, vorzugsweise sowohl auf dem Noppenboden als auch auf der Trägerplatte, unregelmäßig und/oder ungeordnet angeordnet.
- In diesem Zusammenhang sind vorteilhafterweise verschiedenste Formen und/oder Strukturen der Vertiefungen und/oder Vorsprünge vorgesehen, insbesondere wobei sich die Formen und/oder Strukturen der Vorsprünge und/oder Vertiefungen aufgrund der Herstellungsart der Vorsprünge und/oder Vertiefungen ergeben.
- Letztlich ist bevorzugt erfindungsgemäß vorgesehen, dass eine strukturierte Oberfläche zur besseren Verkrallung des Fliesenklebers gebildet wird, wobei sich eine Strukturierung der Oberfläche aufgrund von Vorsprüngen und/oder Vertiefungen ergibt. Dabei können, wie nachfolgend erläutert, die Vorsprünge und/oder Vertiefungen eine festgelegte geometrische Form aufweisen, insbesondere wenn sie bei der Herstellung der Entkopplungsbahn eingeprägt werden, und/oder sie weisen verschiedenste Strukturen bzw. Formen auf, wobei es erfindungswesentlich ist, dass die Vorsprünge und/oder Vertiefungen eine maximale Höhe und/oder Tiefe von größer 1 µm aufweisen.
- Bei einer weiteren bevorzugten Ausführungsvariante ist zur Ausbildung eines Hinterschnittes an den Vorsprüngen und/oder Vertiefungen eine Ausformung vorgehen. Diese Ausformung bildet dabei den Hinterschnitt, insbesondere wobei der Hinterschnitt zur besseren Verkrallung des Fliesenklebers auf der Oberfläche der Trägerplatte und/oder des Noppenbodens dient, wobei der Fliesenkleber vorzugsweise in den Bereich des Hinterschnittes eingreift und sich dort verkrallt.
- Vorteilhafterweise ist bei einer Strukturierung des Noppenbodens und/oder der Trägerplatte vorgesehen, dass mindestens 30 % der freien Oberfläche des Noppenbodens und/oder der Trägerplatte strukturiert sind und/oder Vertiefungen und/oder Vorsprünge aufweisen. Bevorzugt sind über 50 % der Trägerplatte und/oder über 50 % der gesamten Fläche aller Noppenböden strukturiert und/oder weisen Vorsprünge und/oder Vertiefungen auf. Diese strukturierte Fläche sorgt für eine bessere Verkrallung des Fliesenklebers und einer Erhöhung der Haftfestigkeit der gesamten Entkopplungsbahn.
- Demgemäß ist es bei einer weiteren bevorzugten Ausführungsform in Verbindung mit der dreischenkligen Noppe vorgesehen, dass der Schenkelboden eines Schenkels der Noppe eine Mehrzahl von Vorsprüngen und/oder Vertiefungen aufweist. Bei einer anderen bevorzugten Ausgestaltung der Erfindung sind die Vorsprünge und/oder Vertiefungen konzentrisch zu dem mittigen Bereich und/oder zu dem Mittelpunkt der Noppe auf dem Schenkelboden angeordnet.
- Des Weiteren ist festgestellt worden, dass es besonders vorteilhaft ist, wenn die Vorsprünge und/oder Vertiefungen des Noppenbodens bei einer anderen Ausgestaltung stegartig und/oder rechteckförmig und/oder ellipsenförmig ausgebildet sind. In diesem Zusammenhang ist es besonders bevorzugt, wenn die stegartig und/oder rechteckförmig und/oder ellipsenförmig ausgebildeten Vorsprünge und/oder Vertiefungen auf dem Noppenboden quer und/oder längs zur Längsrichtung der Trägerplatte ausgerichtet sind. Diese Anordnung der Vorsprünge und/oder Vertiefungen auf dem Noppenboden bedingt bei einer guten Entformbarkeit der Noppenbahn insbesondere ein einfaches Ausspachteln der Entkopplungsbahn mit dem Fliesenkleber.
- Dabei versteht es sich, dass nicht nur Vorsprünge und/oder Vertiefungen auf dem Noppenboden aufgebracht sein können, sondern bei einer weiteren bevorzugten Ausgestaltung sind alternativ zu den Vorsprüngen und/oder Vertiefungen am Noppenboden oder ergänzend dazu ebenfalls Vorsprünge und/oder Vertiefungen auf der Trägerplatte bzw. den Trägerplattenstegen zwischen den in die Noppeninnenräume hineinragenden Noppenöffnungen vorgesehen, und zwar sowohl in Längsrichtung der Trägerplatte und in Querrichtung der Trägerplatte. Diese Anordnung der Vorsprünge und/oder Vertiefungen auf der Trägerplatte insbesondere in Kombination mit einer bevorzugten Ausführung der Vorsprünge und/oder Vertiefungen in stegartiger und/oder rechteckförmiger und/oder ellipsenförmiger Form bedingt eine besonders gute Verkrallung des Fliesenklebers.
- Darüber hinaus ist bei einer anderen bevorzugten Ausgestaltung der Erfindung vorgesehen, dass die Vorsprünge und/oder Vertiefungen der Trägerplatte langgestreckt sind und mit ihrer in Längserstreckung ausschließlich quer und/oder längs zur Längsrichtung der Trägerplatte ausgerichtet sind. Diese Ausrichtung in Kombination mit der langgestreckten Form bewirkt insbesondere eine bessere Verkrallung des Fliesenklebers mit der Trägerplatte.
- Bei einer besonders bevorzugten Ausgestaltung der Erfindung ist eine besondere Anordnung der Vorsprünge und/oder Vertiefungen vorgesehen, bei der diese in Reihen quer und/oder längs zur Längsrichtung der Trägerplatte verlaufen und von ihrer Ausrichtung her alternierend angeordnet sind. Gerade mit einer derartigen Ausbildung und Anordnung ergibt sich eine gute Verkrallung des Fliesenklebers mit der Trägerplatte.
- Darüber hinaus ist ein Verfahren zur Herstellung der Entkopplungsbahn mit einer Trägerplatte und einer Vielzahl von aus der Trägerplattenebene herausragenden Noppen vorgesehen, wobei benachbarte Noppen quer zur Längsrichtung der Trägerplatte und in Längsrichtung der Trägerplatte angeordnet sind. Bei dem Verfahren ist vorgesehen, dass quer zur Längsrichtung und in Längsrichtung der Trägerplatte die Noppenböden unmittelbar benachbarter Noppen dreiachsig ausgebildet werden.
- Vorzugsweise weist die dem Noppeninnenraum zugewandte Seite des Noppenbodens wenigstens einer Noppe wenigstens einen Vorsprung und/oder Vertiefung und/oder die dem Noppeninnenraum zugewandte Seite der Trägerplatte einen Vorsprung und/oder Vertiefung auf.
- Bei einer weiteren bevorzugten Verfahrensausgestaltung ist vorgesehen, dass der Vorsprung und/oder die Vertiefung durch Laserverfahren, Plasmaverfahren, mechanische Verfahren und/oder durch Einprägen bei und/oder nach der Herstellung der Entkopplungsbahn hergestellt wird.
- Dabei versteht es sich letztlich, dass die Vorsprünge und/oder Vertiefungen im Anschluss an die Herstellung der Entkopplungsbahn, insbesondere in einem separaten Verfahrensschritt, in die Entkopplungsbahn bzw. in die Trägerplatte und/oder in den Noppenboden eingebracht werden können.
- Herstellungstechnisch bietet es sich an, das Einprägen der Vorsprünge und/oder Vertiefungen in die Entkopplungsbahn direkt bei der Herstellung der Entkopplungsbahn vorzunehmen, so dass die Vorsprünge und/oder Vertiefungen direkt mittels Vertiefungen und/oder Erhöhungen auf den Formwerkzeugen und/oder der Einprägungseinrichtung bzw. der Noppenwalze angeordnet sind.
- Bei einer anderen Ausgestaltung ist vorgesehen, dass das Einprägen nach der Herstellung der Entkopplungsbahn durch eine zusätzliche bzw. weitere Prägewalze vollzogen wird, die insbesondere beheizt ist. Diese zusätzliche Prägewalze schließt sich an die eigentliche Noppenwalze, über die die Entkopplungsbahn als solche erzeugt wird, in Herstellungsrichtung an.
- Die Oberflächenmodifikation kann alternativ durch mechanische Verfahren, wie Strahlen, beispielsweise unter der Verwendung von Sand und/oder Nussschalen, erfolgen. Eine Aufrauhung bzw. Anrauhung der Oberfläche ist bei mechanischen Verfahren durch die Verwendung von beispielsweise Bürsten und/oder Schleifpapier gegeben. Auch die Bearbeitung (Aufrauhung) der Oberfläche mit einer Nadelwalze ist möglich. Die vorgenannten Verfahren führen zu einer strukturierten Oberfläche bzw. zu einer Profilierung der Oberfläche, so dass insbesondere eine erhöhte Rauhigkeit hervorgerufen wird.
- Bei dem Plasmaverfahren werden energiereiche Elektronen und Ionen insbesondere direkt aus der umgebenden Atmosphäre mittels starker elektrischer Felder erzeugt und zur Erzeugung eines Plasmas verwendet. Hierdurch wird die Oberflächenstruktur der Entkopplungsbahn entsprechend angegriffen. Das Laserverfahren weist bevorzugt die Behandlung der Oberfläche der Entkopplungsbahn mit einer gepulsten Laserstrahlquelle auf, die bevorzugt mit einer hohen Strahlungsintensität auf die Oberfläche der Entkopplungsbahn gerichtet werden kann.
- Beim Verlegen der Entkopplungsmatte auf einer Untergrundfläche kann eine haftverstärkende Schicht zwischen der Entkopplungsbahn und den Belagselementen bevorzugt durch Aufstreichen und/oder Aufsprühen und/oder Aufpinseln auf die Entkopplungsbahn aufgebracht werden. Grundsätzlich ist es auch denkbar, bereits während der Herstellung der Entkopplungsbahn eine haftverstärkende Schicht auf die Entkopplungsbahn durch Aufstreichen und/oder Aufsprühen und/oder Aufpinseln aufzubringen.
- Im Ergebnis betrifft die Erfindung eine Entkopplungsbahn mit einer Trägerplatte und einer Vielzahl von aus der Trägerplatte herausragenden Noppen, wobei benachbarte Noppen quer zur Längsrichtung der Trägerplatte und in Längsrichtung der Trägerplatte angeordnet sind, wobei quer zur Längsrichtung und in Längsrichtung der Trägerplatte unmittelbar benachbarte Noppen einen dreiachsig ausgebildeten Noppenboden aufweisen. Alternativ dazu oder ergänzend kann vorgesehen sein, dass wenigstens eine Noppe mit einem dreiachsigen Noppenboden mit drei Langseiten vorhanden ist und dass der mittige Bereich der Noppe bzw. des dreiachsigen Noppenbodens durch einen Kreis definiert ist, den alle Langseiten tangential berühren. Darüber hinaus wurde festgestellt, dass zur Verbesserung der Entkopplungseigenschaften und zur Erhöhung der Haftzugsfestigkeit wenigstens ein Vorsprung und/oder Vertiefung auf den Noppenböden und/oder der Oberfläche der Trägerplatte, die den Noppenböden abgewandt ist, vorgesehen ist. Letztlich betrifft die Erfindung auch ein Verfahren zur Herstellung einer Entkopplungsbahn, insbesondere mit den erfindungsgemäßen Vorsprüngen und/oder Vertiefungen.
- Im Übrigen versteht es sich, dass in den vorgenannten Intervallen und Bereichsgrenzen jegliche Zwischenintervalle und Einzelwerte enthalten und als erfindungswesentlich offenbart anzusehen sind, auch wenn diese Zwischenintervalle und Einzelwerte nicht konkret angegeben sind.
- Weitere Merkmale, Vorteile und Anwendungsmöglichkeiten der vorliegenden Erfindung ergeben sich aus der nachfolgenden Beschreibung von Ausführungsbeispielen anhand der Zeichnung und der Zeichnung selbst.
- Es zeigt
- Fig. 1
- eine schematische Draufsicht auf einen Teil einer erfindungsgemäßen Entkopplungsbahn,
- Fig. 2
- eine schematische Querschnittsansicht längs der Linie I-I gemäß
Fig. 1 , - Fig. 3
- eine schematische Draufsicht auf eine erfindungsgemäße Noppe,
- Fig. 4
- eine schematische Draufsicht auf eine weitere Ausführungsform einer erfindungsgemäßen Noppe,
- Fig. 5
- schematische Draufsichten auf weitere erfindungsgemäße Noppen,
- Fig. 6
- eine schematische Draufsicht auf eine weitere Ausführungsvariante einer erfindungsgemäßen Entkopplungsbahn,
- Fig. 7
- eine perspektivisch schematische Ansicht einer weiteren Ausführungsform einer erfindungsgemäßen Entkopplungsbahn,
- Fig. 8
- eine perspektivisch schematische Ansicht einer weiteren Ausführungsform einer erfindungsgemäßen Entkopplungsbahn,
- Fig. 9
- eine perspektivisch schematische Ansicht einer weiteren Ausführungsform einer erfindungsgemäßen Entkopplungsbahn,
- Fig. 10
- eine perspektivisch schematische Ansicht einer weiteren Ausführungsform einer erfindungsgemäßen Entkopplungsbahn,
- Fig. 11
- eine perspektivisch schematische Ansicht einer weiteren Ausführungsform einer erfindungsgemäßen Entkopplungsbahn,
- Fig. 12
- eine perspektivisch schematische Ansicht einer weiteren Ausführungsform einer erfindungsgemäßen Entkopplungsbahn und
- Fig. 13
- eine schematische Querschnittsansicht einer erfindungsgemäßen Entkopplungsbahn längs der Linie II-II gemäß
Fig. 11 . -
Fig. 1 zeigt einen Teil einer erfindungsgemäßen Entkopplungsbahn 1 mit einer Trägerplatte 2 und einer Vielzahl von aus der Trägerplattenebene 3 herausragenden Noppen 4. Benachbarte Noppen 4 sind quer zur Längsrichtung 5 (in Querrichtung 15) der Trägerplatte 2 und in Längsrichtung 5 der Trägerplatte 2 angeordnet. Darüber hinaus verdeutlichtFig. 1 , dass quer zur Längsrichtung 5 (in Querrichtung 15) und in Längsrichtung 5 der Trägerplatte 2 unmittelbar benachbarte Noppen 4 einen dreiachsigen Noppenboden 10 aufweisen. - Die dreiachsige Ausbildung der Noppe 4 bzw. des Noppenbodens 10 bedingt, dass drei Schenkel 12, 13 vorgesehen sind. Die dreiachsige Ausbildung des Noppenbodens 10 ist bei Draufsicht auf die Entkopplungsbahn 1 und damit einhergehend bei Draufsicht auf die Noppe 4 ersichtlich.
- Die unmittelbare Nachbarschaft der Noppen 4 in Längsrichtung 5 und in Querrichtung 15 tritt bei einer Gruppe von wenigstens drei Noppen 4 auf. Dies bedeutet, dass wenigstens drei unmittelbar benachbarte Noppen 4 in Längsrichtung 5 und in Querrichtung 15 einen dreiachsig ausgebildeten Noppenboden 10 aufweisen. Bei der Anordnung der Noppen 4 auf der Trägerplatte 2 ist vorgesehen, dass die Noppen 4 und die Noppenböden 10 sich weder überschneiden noch überlappen. Dabei versteht es sich letztlich, dass in einer nicht dargestellten Ausführungsform der erfindungsgemäßen Entkopplungsbahn 1 vorgesehen sein kann, dass verschiedene Noppenformen bzw. Formen des Noppenbodens 10 - sowohl dreiachsig als auch beliebige Formen - auf der Entkopplungsbahn 1 verwendet werden können. In dieser nicht dargestellten Ausführungsvariante ist jedoch eine Gruppe von wenigstens drei unmittelbar benachbarter Noppen 4 mit einem dreiachsigen Noppenboden 10 ausgebildet.
- Alternativ und/oder ergänzend zur dreiachsigen Ausbildung von unmittelbar benachbarten Noppen 4 in Längsrichtung 5 und in Querrichtung 15 ist vorgesehen, dass auf der Entkopplungsbahn 1 wenigstens eine Noppe 4 mit einem dreiachsigen Noppenboden 10 mit drei Langseiten 6a vorhanden ist. Gemäß
Fig. 3 und4 wird verdeutlicht, dass der mittige Bereich 7 der Noppe 4 bzw. des Noppenbodens 10 durch einen Kreis definiert ist, den alle Langseiten 6 tangential berühren. - In
Fig. 3 und4 sind verschiedene Ausführungsformen der dreiachsigen Noppenform mit unterschiedlichen dreiachsigen Noppenböden 10 mit drei Langseiten 6a gezeigt. - Ferner zeigt die
Fig. 1 die Anordnung der Noppen 4 gemäßFig. 4 auf einer Entkopplungsbahn 1, wobei alle Noppen 4 einen dreiachsigen Noppenboden 10 aufweisen. - In einer nicht dargestellten Ausführungsvariante ist lediglich eine Noppenform mit einem dreiachsigen Noppenboden 10 mit drei Langseiten 6a gemäß
Fig. 3 oder4 vorgesehen, die in eine Trägerplatte 2 eingebracht ist, wobei die übrigen Noppen 4 bekannte Noppenstrukturen, beispielsweise zylindrisch und/oder topfförmig, aufweisen. - Im Übrigen verdeutlichen die
Fig. 3 und4 , dass die Langseite 6 der Noppe 4 bzw. des Noppenbodens 10 konkav ausgebildet ist. In einer nicht dargestellten Ausführungsvariante ist lediglich eine Langseite 6a der Noppe 4 oder zwei Langseiten 6a der Noppe 4 konkav ausgebildet. - Ein Noppeninnenraum 20 wird durch den Noppenboden 10 und wenigstens einer sich an den Noppenboden 10 anschließenden Seitenwandung gebildet, wobei durch die wenigstens eine Seitenwandung sich die dreidimensionale Form der Noppe 4 ergibt.
- Die
Fig. 2 verdeutlicht, dass im dargestellten Ausführungsbeispiel ein noppeninnenseitiger Hinterschnitt 8 vorhanden ist. Dieser noppeninnenseitige Hinterschnitt 8 wird dabei durch die Ausformung 8 gebildet, wobei die Ausformung 8 in dem dargestellten Ausführungsbeispiel sichelartig und/oder bogenabschnittsförmig und/oder halbmondförmig gestaltet ist. Die Ausformung 8 wird darüber hinaus durch einen aus dem Noppeninnenraum 20 herausragenden Vorsprung 9 gebildet. Die Ausformung 8 ist dabei gemäßFig. 3 und4 im Bereich der Langseite 6a der Noppe 4 vorgesehen. Anhand vonFig. 2 wird deutlich, dass in dem dargestellten Ausführungsbeispiel der Vorsprung 9 im Bereich des Noppenbodens 10 angeordnet ist, wobei dieser in den Noppenboden 10 übergeht. Im Übrigen verdeutlichen dieFig. 3 und4 , dass die Ausformung 8 sich etwa über 90 % der Langseite 6a erstreckt. Bei einer nicht dargestellten Ausführungsform ist vorgesehen, dass sich die Ausformung 8 über wenigstens 40 %, vorzugsweise bei weiteren Ausführungsformen zwischen 50 und 100 % und insbesondere zwischen 60 und 90 %, der Langseite 6a erstreckt. - Des Weiteren zeigen die
Fig. 3 und4 , dass sich der durch zwei zulaufende Langseiten 6a ergebende Endbereich 11 hinterschnittfrei ist und somit weder eine Hinterschneidung 8 aufweist noch einen Vorsprung 9 zur Bildung des Hinterschnitts 8. Zusätzlich ist in dem dargestellten Ausführungsbeispiel der sich ergebende Endbereich 11 gerundet und ohne Ecken ausgebildet, wobei die Rundung anhand eines Kreisbogenabschnittes beschrieben wird. Der Radius, der die Konkavität der Langseite 6a charakterisiert, ist dabei um ein Mehrfaches bzw. Vielfaches größer als der Radius, der den Kreisbogenabschnitt des Endbereiches 11 bestimmt. - Zusätzlich verdeutlichen die
Fig. 3 und4 , dass die Noppe 4 bzw. der dreiachsige Noppenboden 10 zu einer zumindest im Wesentlichen parallel zur Längsrichtung 5 verlaufenden Mittelachse spiegelsymmetrisch ist. Diese Spiegelsymmetrie wird auch anhand derFig. 1 deutlich. Bei der dreiachsigen Noppenform des Noppenbodens 10 sind gemäßFig. 3 und4 drei voneinander beabstandete Schenkel 12, 13, vorgesehen, die von dem mittigen Bereich 7 ausgehen. - Anhand der
Fig. 3 und4 wird ersichtlich, dass eine Schenkellänge 14 eines Schenkels 13, welcher zur Mittelachse parallel verläuft, kürzer als die jeweils anderen beiden Schenkellängen 14 des Schenkels 12 ausgeführt ist. Darüber hinaus sind in dem dargestellten Ausführungsbeispiel auch verschiedene Winkel der Schenkelachsen vorgesehen. Grundsätzlich sind bei allen dargestellten Noppenformen der Noppe 4 Winkel zwischen zwei beabstandeten Schenkelachsen mit größer 90° vorgesehen. Bei der erfindungsgemäßen Ausgestaltung der Noppe 4 gemäßFig. 3 und4 ist vorgesehen, dass der Winkel der Schenkelachse des kürzeren Schenkels 13 zur Schenkelachse des benachbarten Schenkels 12 größer 120°, in dem dargestellten Ausführungsbeispiel etwa 123°, ist. Demzufolge ist der Winkel zwischen den Schenkelachsen der Schenkel 12 kleiner als 120°, etwa 114°. - Die Ausgestaltung der Noppe 4 mit einem dreiachsigen Noppenboden 10 ermöglicht die Noppenanordnung gemäß
Fig. 1 . In diesem Ausführungsbeispiel ist vorgesehen, dass quer zur Längsrichtung 5 der Trägerplatte 2 die Noppen 4 derart angeordnet sind, dass sich auf der Trägerplatte 2 bzw. auf der Trägerplattenebene 3 keine durchgehende, quer zur Längsrichtung 5 und damit in Querrichtung 15 der Trägerplatte 2 verlaufende gerade Linie ergibt. Darüber hinaus ist ebenfalls vorgesehen, dass die in Längsrichtung 5 der Trägerplatte 2 verlaufenden Noppen 4 derart angeordnet sind, dass sich auf der Trägerplatte 2 keine durchgehende, in Längsrichtung 5 der Trägerplatte 2 verlaufende gerade Linie ergibt. Jedoch sind nicht nur gerade Linien in Längsrichtung 5 und in Querrichtung 15 vermieden worden, sondern auch längs und quer zur Längsrichtung 5 der Trägerplatte 2 sind die Noppen 4 derart angeordnet, dass sich auf der Trägerplatte 2 keine durchgehende, schräg zur Längsrichtung 5 der Trägerplatte 2 verlaufende gerade Linie ergibt. Demzufolge ergibt sich auf der Entkopplungsbahn 1 keine gerade verlaufende Linie, da jeweils einzelne Linienabschnitte durch die Noppen 4 unterbrochen sind. Der zwischen zwei Noppen 4 auftretende Kanalabschnitt mit dem lichten Abstand 19 ist derart angeordnet, dass er sich mäanderförmig gemäßFig. 1 über die Entkopplungsbahn 1 erstreckt. Die sich in dem Kanalabschnitt möglichen ergebenden Linien lassen sich nicht über die Trägerplatte 2 hinweg geradlinig fortführen. Es ragt jeweils ein Schenkel 12, 13 einer benachbarten Noppe 4 in den Kanalabschnitt zwischen zwei Noppen 4 hinein. - Darüber hinaus versteht sich, dass dies auch bei der Verwendung einer anderen Noppenform realisiert werden kann. Andere dreiachsige Noppenformen des Noppenbodens 10 der Noppe 4 sind anhand der
Fig. 5 dargestellt und mit den Ausführungsvarianten 1 bis 13 bezeichnet. Die Anordnung dieser möglichen Noppenformen auf der Trägerplatte 2 kann derart ausgestaltet sein, dass sich die vorgenannten durchgehenden geraden Linien auf der Trägerplatte 2 nicht ergeben. Die dreiachsigen Ausführungsformen 1 bis 13 gemäß derFig. 5 zeigen jeweils wenigstens drei Schenkelseiten 6b, dabei versteht es sich, dass die Langseite 6a durch wenigstens eine Schenkelseite gebildet wird. Nicht dargestellt ist, dass die Ausführungsvarianten 1 bis 13 im Bereich der Langseite einen Hinterschnitt 8 aufweisen können und/oder dass die Ausformung 8 sich über wenigstens 40 % der Langseite 6a bzw. über die Schenkelseite 6b erstrecken kann. -
Fig. 6 zeigt, dass bei der Verwendung einer dreieckförmigen Noppenform des Noppenbodens 10 der Noppe 4 eine Anordnung auf der Trägerplatte 2 derart vorgesehen ist, dass sich keine durchgehende gerade Linie des Kanalabschnitts von benachbarten Noppen 4 auf der Trägerplatte 2 ergibt. Die Mittelpunkte der Noppen 4 bzw. der Noppenböden 10 gemäßFig. 3 sind dabei auf parallel zur Längsrichtung 5 verlaufenden geraden Linien und auf parallel zur Querrichtung 15 verlaufenden Linien angeordnet. - Auch bei der erfindungsgemäßen dreiachsigen Ausgestaltung des Noppenbodens 10 gemäß
Fig. 3 und4 sind diese Noppen 4 auf der Trägerplatte 2 derart angeordnet, dass sich gemäßFig. 1 eine Anordnung ergibt, wobei die Noppen 4 in Längsrichtung 5 und in Querrichtung 15 und in Reihen verlaufend angeordnet sind. Die Mittelpunkte der in Längsrichtung 5 verlaufenden Noppen 4 sind zumindest auf einer im Wesentlichen parallel zur Längsrichtung 5 verlaufenden Linie angeordnet. Zusätzlich sind die Mittelpunkte der quer zur Längsrichtung 5 verlaufenden Noppen 4 auf einer zumindest im Wesentlichen senkrecht zur Längsrichtung 5 und somit in Querrichtung 15 verlaufenden Linie angeordnet. Diese Anordnung der Noppen 4 ergibt eine symmetrische Noppenfolge innerhalb der jeweiligen Reihe, wobei insbesondere durch diese Anordnung ermöglicht wird, dass sich die vorgenannten durchgehenden geraden Linien bzw. Schwächungslinien nicht auf der Trägerplatte 2 ergeben. - Jedoch sind nicht nur die Mittelpunkte der Noppen 4 bzw. der Noppenböden 10 auf der Entkopplungsbahn 1 gemäß
Fig. 1 in Reihen angeordnet, sondern die Anordnung ist derart durchgeführt, dass sich in einer zumindest im Wesentlichen parallel zur Längsrichtung 5 verlaufenden Reihe hintereinander angeordnete Noppen 4 so erstrecken, dass der kürzere Schenkel 13 der Noppen 4 in Längsrichtung 5 ausgerichtet ist. Bei einer unmittelbar benachbarten zumindest im Wesentlichen parallel zur Längsrichtung 5 verlaufenden Reihe sind die hintereinander angeordneten Noppen 4 so ausgerichtet, dass der kürzere Schenkel 13 der Noppen 4 entgegengesetzt zur Längsrichtung 5 ausgerichtet ist. Dies ergibt eine alternierende Noppenausrichtung in einer zumindest im Wesentlichen parallel zur Querrichtung 15 verlaufenden Reihe. - Zur Anordnung der Entkopplungsbahn 1 auf einem Untergrund 18 ist ein Verbindungsmittel 17 gemäß
Fig. 2 vorgesehen. Dieses Verbindungsmittel 17 wird auf der Außenseite 16 der Noppenböden 10 angeordnet. In dem dargestellten Ausführungsbeispiel ist das Verbindungsmittel 17 mit der Außenseite 16 der Noppenböden 10 befestigt. Als Verbindungsmittel 17 wurde in dem dargestellten Ausführungsbeispiel ein Vlies genutzt. Es versteht sich, dass in den weiteren, nicht dargestellten Ausführungsvarianten auch ein Gewebe oder Papier oder Gelege oder Gitter vorgesehen sein können. Das Verbindungsmittel 17 ist in dem dargestellten Ausführungsbeispiel mit einer gitterförmigen Ausbildung versehen. In einer nicht dargestellten Ausführungsform ist neben der gitterförmigen Ausgestaltung auch eine vollflächige Ausgestaltung möglich. - Darüber hinaus weist die Noppe 4 gemäß
Fig. 2 eine Höhe von 3 mm auf. In weiteren Ausführungsformen, die nicht graphisch dargestellt sind, ist eine Höhe zwischen 1 bis 4 mm, weiter bevorzugt zwischen 2,5 bis 3,5 mm, vorgesehen. Des Weiteren ist der lichte Abstand 19 benachbarter Noppen 4 in dem dargestellten Ausführungsbeispiel größer als 2 mm. Der lichte Abstand 19 der Noppen 4 variiert auf der Entkopplungsbahn 1 gemäßFig. 1 , so dass etwa ein lichter Abstand 19 zwischen 3 mm bis 9 mm vorgesehen sein kann, bevorzugt zwischen 4 bis 8 mm, weiter bevorzugt zwischen 5 bis 6 mm. Im Übrigen verdeutlicht dieFig. 1 , dass das Verhältnis der Fläche der Noppenböden 10 aller Noppen 4 zur Fläche der Trägerplatte 2 zumindest im Wesentlichen etwa 50% beträgt. In weiteren Ausführungsformen kann das Verhältnis zwischen 40% bis 70%, bevorzugt zwischen 45% bis 55% betragen. - Im Übrigen verdeutlicht
Fig. 2 , dass Fliesen 23 oberhalb der Trägerplatte 2 vorgesehen sind. Zwischen benachbarten Fliesen 23 ergeben sich Fugen 24. Zur Verbindung der Fliesen 23 mit der Entkopplungsbahn 1 ist ein Fliesenkleber vorgesehen, der sowohl in den Noppeninnenraum 20 als auch auf die Trägerplatte 2 aufgebracht wird. Er verhakt sich dabei innerhalb des Hinterschnitts 8 bzw. dringt in den Vorsprung 9 ein. Unabhängig von der Ausrichtung der Entkopplungsbahn 1 auf einem Untergrund 18 ergibt sich, dass die Fugen 24 zwischen den Fliesen 23 nicht mit einer Schwächungslinie bzw. einer durchgehenden Linie auf der Trägerplatte 2 zusammenfallen. Die sich zwischen zwei Noppen 4 ergebende mögliche durchgehende Linie lässt sich nicht über benachbarte Noppen 4 hinaus fortsetzen. - In weiteren Ausführungsbeispielen ist gemäß den
Fig. 7 bis 13 vorgesehen, dass Vorsprünge 21a, 21c und/oder Vertiefungen 21b, 21d sowohl auf den Noppenboden 10 als auch auf der Trägerplatte 2 vorhanden sein können. Dabei versteht es sich, dass zwischen benachbarten Vorsprüngen 21a, 21c jeweils Vertiefungen 21b, 21d vorgesehen sind. Letztlich schließt sich an einen Vorsprung 21a, 21c und/oder Vertiefung 21b, 21d grundsätzlich eine Vertiefung an. - Die
Fig. 7 bis 12 zeigen eine Trägerplatte 2 und Noppen 4, wobei der Noppeninnenraum 20 zur Trägerplatte 2 hin geöffnet ist. Die Vorsprünge 21a und/oder Vertiefungen 21b können auf der dem Noppeninnenraum 20 zugewandten Seite des Noppenbodens 10 gemäßFig. 9 bis 11 vorgesehen sein. In den dargestellten Ausführungsbeispielen sind die Vorsprünge 21a gemäßFig. 9 bis 11 auf allen dargestellten Noppenböden 10 der Entkopplungsbahn 1 vorgesehen. Es versteht sich jedoch, dass in einem nicht dargestellten Ausführungsbeispiel lediglich wenigstens eine Noppe 4 wenigstens einen Vorsprung 21a und/ oder Vertiefung 21b aufweist. Eine Perforation der Trägerplatte 2 mit den Vorsprüngen 21c und/oder Vertiefungen 21d ist in dem Ausführungsbeispiel gemäßFig. 7 bis 8 und gemäßFig. 11 bis 12 gezeigt. Dabei sind die Vorsprünge 21c auf der dem Noppeninnenraum 20 zugewandten Seite vorgesehen. Demgemäß sind auf der dem Noppeninnenraum 20 bzw. dem Noppenboden 10 abgewandten Seite der Trägerplatte 2 Vertiefungen vorgesehen, die zu den Vorsprüngen 21c korrespondieren. Es versteht sich letztlich, dass auf der dem Noppeninnenraum 20 zugewandten Seite der Trägerplatte 2 neben jedem Vorsprung 21c eine Vertiefung 21d vorgesehen ist. In den Ausführungsbeispielen ist eine Vielzahl von Vorsprüngen 21c auf der Trägerplatte 2 vorgesehen. Es versteht sich, dass in weiteren, nicht dargestellten Ausführungsformen wenigstens ein Vorsprung 21c auf der Trägerplatte 2 vorgesehen sein kann. - Die Vorsprünge 21a, 21c und/oder Vertiefungen 21b, 21d können dabei verschiedene geometrische Formen und Strukturen annehmen. Beispielhaft seien im Folgenden einige anhand der dargestellten Ausführungsformen erläutert. Es versteht sich letztlich hierbei, dass letztlich erfindungsgemäß in nicht dargestellten Ausführungsformen verschiedene Vorsprünge 21a, 21c mit verschiedenen Strukturen vorgesehen sein können. Bei den Vorsprüngen 21c bzw. Vertiefungen 21b ist es letztlich entscheidend, dass der Fliesenkleber zur Verbindung der Fliesen 23 mit der Entkopplungsbahn 1 in die Vorsprünge 21c bzw. Vertiefungen 21b eindringt und diese nahezu vollständig ausfüllt. Dies ist anhand von
Fig. 13 verdeutlicht. - In den dargestellten Ausführungsformen sind eine Mehrzahl bzw. Vielzahl von Vorsprüngen 21a, 21c und/oder Vertiefungen 21b, 21d entweder auf der Trägerplatte 2 oder auf dem Noppenboden 10 oder auf beiden vorgesehen. Der Vorsprung 21a am Noppenboden 10 ist gemäß der
Fig. 9 und11 spiralförmig und/oder bogenabschnittsförmig ausgebildet. Dieser spiralförmige Verlauf des Vorsprunges 21a geht vom mittigen Bereich 7 des Noppenbodens 10 aus. Nicht nur auf dem Noppenboden 10 selbst, sondern auch auf dem Schenkelboden 22 eines Schenkels 12, 13 können eine Mehrzahl von Vorsprüngen 21a gemäßFig. 10 vorgesehen sein. - Nicht dargestellt ist, dass in einer weiteren Ausführungsform die Vorsprünge 21a, und/oder auf 21c und/oder die Vertiefungen 21b, 21d unregelmäßig und/oder ungeordnet auf der Trägerplatte 2 und/oder dem Noppenboden 10 angeordnet sind, wobei sie insbesondere unterschiedliche Formen und/oder Strukturen aufweisen. Letztlich dienen die Vorsprünge 21a, 21c und/oder Vertiefungen 21b, 21d zur Erzeugung einer strukturierten Oberfläche des Noppenbodens 10 und/oder der Trägerplatte 2.
- Gemäß
Fig. 8 weisen die Vorsprünge 21c der Trägerplatte 2 eine zur Bildung eines Hinterschnittes ausgebildete Ausformung auf. Bei einer weiteren, nicht dargestellten Ausführungsform ist vorgesehen, dass auch die Vorsprünge 21a und/oder die Vertiefungen 21b des Noppenbodens 10 eine Ausformung zur Bildung eines Hinterschnittes aufweisen. - Im Übrigen ist bei einer weiteren, nicht dargestellten Ausführungsform vorgesehen, dass die Vorsprünge 21a, 21c und/oder die Vertiefungen 21b, 21d eine Höhe und/oder eine Tiefe von größer 1 µm, bevorzugt größer 100 µm, weiter bevorzugt zwischen 100 bis 1000 µm und insbesondere zwischen 300 und 500 µm, aufweisen.
- Letztlich versteht es sich, dass auch die Vorsprünge 21a und/oder Vertiefungen 21b des Noppenbodens 10 direkt in die Vorsprünge 21c und/oder in die Vertiefungen 21d der Trägerplatte 2 übergehen können, wobei insbesondere die Struktur und/oder Form der Vorsprünge 21a, 21c und/oder der Vertiefungen 21b, 21d unterbrochen werden können, wenn die Trägerplatte 2 eine Vertiefung aufgrund der Noppe 4 aufweist bzw. wenn die Trägerplatte 2 in die Noppe 4 übergeht. Dabei versteht es sich auch, dass die Vorsprünge 21a und/oder die Vertiefungen 21b auf dem Noppenboden 10 ihre geometrische Struktur unterbrechen, insbesondere wenn die Noppenwand der Noppe 4 in den Vorsprung 21a und/oder die Vertiefung 21b des Noppenbodens 10 übergeht.
- Die
Fig. 9 verdeutlicht, dass bogenabschnittsförmige Vorsprünge 21a konzentrisch zu dem mittigen Bereich 7 um den Mittelpunkt der Noppe 4 auf dem Schenkelboden 22 vorgesehen sind. - Die
Fig. 10 zeigt eine weitere geometrische Form der Vorsprünge 21a, wobei die Vorsprünge 21a auf dem Noppenboden 10 stegartig und/oder zumindest im Wesentlichen rechteckförmig und/oder ellipsenförmig ausgebildet sind. Dabei sind die stegartigen und/oder zumindest im Wesentlichen rechteckförmigen und/oder die ellipsenförmigen Vorsprünge 21a auf dem Noppenboden 10 gemäßFig. 10 quer und/oder längs zur Längsrichtung 5 der Trägerplatte 2 vorgesehen. - Zusätzlich verdeutlicht
Fig. 7 , dass in dem dargestellten Ausführungsbeispiel eine Vielzahl von Vorsprüngen 21c bzw. Vertiefungen 21d auf der Trägerplatte 2 vorhanden ist, wobei die Vorsprünge 21c in quer zur Längsrichtung 5 der Trägerplatte 2 verlaufenden Reihen angeordnet sind. DieFig. 7 stellt stegartige und/oder rechteckförmige Vorsprünge 21c auf der Trägerplatte 2 dar. Die gemäßFig. 7 dargestellten langgestreckten Vorsprünge 21c erstrecken sich mit ihrer Längserstreckung ausschließlich quer und/oder längs zur Längsrichtung 5 der Trägerplatte 2. Die Vorsprünge 21c sind in dem Ausführungsbeispiel gemäßFig. 7 von ihrer Ausrichtung her alternierend in einer Reihe, die längs und/oder quer zur Längsrichtung 5 der Trägerplatte 2 verläuft, angeordnet. - Die
Fig. 8 verdeutlicht, dass die Vorsprünge 21c rechteckförmig ausgebildet sind. In einer nicht dargestellten Ausführungsform sind die Vorsprünge 21c der Trägerplatte 2 ellipsenförmig ausgebildet. Dabei versteht es sich, dass letztlich auch Vertiefungen 21d die geometrischen Formen der Vorsprünge 21c aufweisen können. - Die
Fig. 13 zeigt eine Querschnittsansicht längs des Schnittes II-II gemäßFig. 11 , wobei sie verdeutlicht, dass die Vertiefungen 21b auf dem Noppenboden 10 an ein Verbindungsmittel 17 angeordnet sind, wobei der Fliesenkleber zur Verbindung der Fliesen 23 mit der Entkopplungsbahn 1 bzw. der Trägerplatte 2 in die Vorsprünge 21c der Trägerplatte 2 und/oder in die Vertiefungen 21b der Noppe 4 eindringt. - Im Übrigen ist auch ein Verfahren zur Herstellung einer Entkopplungsbahn 1 in dem dargestellten Ausführungsbeispiel vorgesehen, wobei die Entkopplungsbahn 1 eine Trägerplatte 2 und eine Vielzahl von aus der Trägerplatte 2 herausragenden Noppen 4 aufweist, wobei benachbarte Noppen 4 quer zur Längsrichtung 5 der Trägerplatte 2 und in Längsrichtung 5 der Trägerplatte 2 gemäß
Fig. 1 und gemäßFig. 6 bis 12 vorgesehen sind. Dabei ist gemäß den dargestellten Ausführungsformen vorgesehen, dass die Noppenböden 10 unmittelbar benachbarter Noppen 4 dreiachsig ausgebildet werden. Gemäß denFig. 7 bis 13 ist bei einer weiteren Ausführungsform des Verfahrens vorgesehen, dass in der dem Noppeninnenraum 20 zugewandten Seite des Noppenbodens 10 wenigstens einer Noppe 4 in wenigstens ein Vorsprung 21a und/oder Vertiefungen 21b eingebracht wird und/oder dass in die dem Noppeninnenraum 20 zugewandten Seite der Trägerplatte 2 wenigstens ein Vorsprung 21c und/oder Vertiefung 21d eingebracht wird. Die eingebrachten Vorsprünge 21a, 21 c in den Noppenboden 10 bzw. in die Trägerplatte 2 ist gemäß denFig. 7 bis 12 verdeutlicht. - In einer nicht dargestellten Ausführungsform ist vorgesehen, dass die Vorsprünge 21a, 21c und/oder Vertiefungen 21b, 21d durch ein Laserverfahren, ein Plasmaverfahren, ein mechanisches Verfahren und/oder durch Einprägen bei und/oder nach der Herstellung der Entkopplungsbahn 1 hergestellt werden, wobei der Vorsprung 21a, 21c und/oder die Vertiefung 21b, 21d in die Trägerplatte 2 bzw. in die Noppe 4 auf dem Noppenboden 10 eingebracht wird.
-
- 1
- Entkopplungsbahn
- 2
- Trägerplatte
- 3
- Trägerplattenebene
- 4
- Noppen
- 5
- Längsrichtung
- 6a
- Langseite Noppe
- 6b
- Schenkelseite Noppe
- 7
- mittiger Bereich
- 8
- Hinterschnitt/Ausformung
- 9
- Vorsprung zur Bildung des Hinterschnitts
- 10
- Noppenboden
- 11
- Endbereich
- 12
- Schenkel
- 13
- kurzer Schenkel
- 14
- Schenkellänge
- 15
- Querrichtung
- 16
- Außenseite Noppenboden
- 17
- Verbindungsmittel
- 18
- Untergrund
- 19
- lichter Abstand
- 20
- Noppeninnenraum
- 21a
- Vorsprung Noppe
- 21b
- Vertiefung Noppe
- 21c
- Vorsprung Trägerplatte
- 21d
- Vertiefung Trägerplatte
- 22
- Schenkelboden
- 23
- Fliese
- 24
- Fuge
Claims (16)
- Entkopplungsbahn (1) mit einer Trägerplatte (2) und einer Vielzahl von aus der Trägerplattenebene (3) herausragenden Noppen (4), wobei benachbarte Noppen (4) quer zur Längsrichtung (5) der Trägerplatte (2) und in Längsrichtung (5) der Trägerplatte (2) angeordnet sind,
wobei zur dreidimensionalen Ausbildung der Noppe (4) vorgesehen ist, dass sich an den Noppenboden (10) wenigstens eine Seitenwandung zur Bildung des Noppeninnenraums (20) anschließt,
wobei quer zur Längsrichtung (5) der Trägerplatte (2) verlaufende Noppen (4) derart angeordnet sind, dass sich auf der Trägerplatte (2) keine durchgehende quer zur Längsrichtung (5) der Trägerplatte (2) verlaufende gerade Linie ergibt und
wobei in Längsrichtung (5) der Trägerplatte (2) verlaufende Noppen (4) derart angeordnet sind, dass sich auf der Trägerplatte (2) keine durchgehende, in Längsrichtung (5) der Trägerplatte (2) verlaufende gerade Linie ergibt,
dadurch gekennzeichnet,
dass quer zur Längsrichtung (5) und in Längsrichtung (5) der Trägerplatte (2) unmittelbar benachbarte Noppen (4) einen dreiachsigen Noppenboden (10), insbesondere mit wenigstens drei Schenkelseiten (6b), aufweisen,
dass vom mittigen Bereich (7) ausgehend drei voneinander beabstandete Schenkel (12, 13) vorgesehen sind, wobei der Winkel beabstandeter Schenkelachsen wenigstens 90° beträgt,
dass die Schenkellänge (14) eines Schenkels (13) geringer ist als jeweils die beiden anderen Schenkellängen (14). - Entkopplungsbahn nach Anspruch 1, dadurch gekennzeichnet, dass wenigstens eine einen dreiachsigen Noppenboden (10) aufweisende Noppe (4) mit drei Langseiten (6) vorgesehen ist und dass der mittige Bereich (7) des dreiachsigen Noppenbodens (10) durch einen Kreis definiert ist, den alle Langseiten (6a) tangential berühren.
- Entkopplungsbahn nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, dass die Noppe (4) an wenigstens einer Langseite (6a) konkav ausgebildet ist.
- Entkopplungsbahn nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass im Bereich der Langseite (6a) und/oder der Schenkelseite (6b) der Noppe (4) wenigstens eine, insbesondere sichelartig und/oder bogenabschnittsförmig und/oder halbmondförmig, ausgebildete Ausformung (8) zur Bildung eines noppeninnenseitigen Hinterschnitts (8) vorgesehen ist, wobei, insbesondere, die Ausformung (8) durch einen aus dem Noppeninnenraum (20) herausragenden Vorsprung (9) gebildet wird.
- Entkopplungsbahn nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Vorsprung (9) im Bereich des Noppenbodens (10) vorgesehen ist, insbesondere unmittelbar in den Noppenboden (10) übergeht und/oder dass sich die Ausformung (8) über wenigstens 40%, vorzugsweise zwischen 50% und 100% und insbesondere zwischen 60% und 90%, der Langseite (6a) und/oder der Schenkelseite (6b) erstreckt.
- Entkopplungsbahn nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der sich durch zwei zulaufende Langseiten (6) ergebende Endbereich (11) hinterschnittfrei ist und/oder dass die Noppe (4) an wenigstens einem sich durch zwei zulaufende Langseiten (6a) ergebenden Endbereich (11) gerundet und ohne Ecken ausgebildet ist und/oder dass der Radius einer Langseite (6a) um ein Mehrfaches größer ist als der Radius eines Endbereichs (11), bevorzugt ist der Radius einer Langseite (6a) um ein zweifaches größer als der Radius eines Endbereichs (11).
- Entkopplungsbahn nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Noppe (4) und/oder der dreiachsige Noppenboden (10) zu einer zumindest im Wesentlichen parallel zur Längsrichtung (5) verlaufenden Mittelachse spiegelsymmetrisch ist und/oder dass der Winkel der Schenkelachse des kürzeren Schenkels (13) zur Schenkelachse des benachbarten Schenkels (12) größer 120° und insbesondere kleiner 130° ist.
- Entkopplungsbahn nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass längs und quer zur Längsrichtung (5) der Trägerplatte (2) verlaufende Noppen (4) derart angeordnet sind, dass sich auf der Trägerplatte (2) keine durchgehende, schräg zur Längsrichtung (5) der Trägerplatte (2) verlaufende gerade Linie ergibt.
- Entkopplungsbahn nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Noppen (4) in Längsrichtung (5) und Querrichtung (15) verlaufenden Reihen angeordnet sind, wobei die Mittelpunkte der in Längsrichtung (5) verlaufenden Noppen (4) auf einer zumindest im Wesentlichen parallel zur Längsrichtung (5) verlaufenden Linie angeordnet sind und/oder dass die Mittelpunkte der quer zur Längsrichtung (5) verlaufenden Noppen (4) auf einer zumindest im Wesentlichen senkrecht zur Längsrichtung (5) verlaufenden Linie angeordnet sind.
- Entkopplungsbahn nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass sich in einer zumindest im Wesentlichen parallel zur Längsrichtung (5) verlaufenden Reihe hintereinander angeordneter Noppen (4) der kürzere Schenkel (13) der Noppen (4) in Längsrichtung (5) ausgerichtet ist und dass bei der unmittelbar benachbarten zumindest im Wesentlichen parallel zur Längsrichtung (5) verlaufenden Reihe hintereinander angeordneter Noppen (4) der kürzere Schenkel (13) der Noppen (4) entgegengesetzt zur Längsrichtung (5) ausgerichtet ist.
- Entkopplungsbahn nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass auf der Außenseite (16) der Noppenböden (10) ein flächiges Verbindungsmittel (17) zur Verbindung mit dem Untergrund (18) vorgesehen ist, insbesondere befestigt ist, und dass vorzugsweise das Verbindungsmittel (17) als Vlies oder Gewebe oder Papier oder Gelege oder Gitter, insbesondere in vollflächiger oder gitterförmiger Ausbildung, ausgebildet ist.
- Entkopplungsbahn nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Noppe (4) eine Höhe zwischen 1 und 5 mm, bevorzugt zwischen 1 bis 4 mm, weiter bevorzugt zwischen 2,5 bis 3,5 mm, aufweist und/oder dass der lichte Abstand (19) benachbarter Noppen (4) größer 2 mm ist, insbesondere einen lichten Abstand (19) zwischen 3 mm bis 9 mm aufweist, bevorzugt zwischen 4 bis 8 mm, weiter bevorzugt zwischen 5 bis 6 mm, und/oder dass die Fläche der Noppenböden (10) aller Noppen (4) zur Fläche der Trägerplatte (2) ein Verhältnis zwischen 40% bis 70%, bevorzugt zwischen 45% bis 55% und insbesondere zumindest im Wesentlichen 50%, aufweist.
- Entkopplungsbahn nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass auf der dem Noppeninnenraum (20) zugewandten Seite des Noppenbodens (10) wenigstens einer Noppe (4) wenigstens ein Vorsprung (21a) und/oder eine Vertiefung (21b) vorgesehen ist und/oder dass auf der dem Noppeninnenraum (20) zugewandten Seite der Trägerplatte (2) wenigstens ein Vorsprung (21c) und/oder Vertiefung (21d) vorgesehen ist, insbesondere wobei der Vorsprung (21a) und/oder die Vertiefung (21b) auf der Noppe (4) und/oder der Vorsprung (21c) und/oder die Vertiefung (21d) auf der Trägerplatte (2) eine Höhe und/oder Tiefe größer 1 µm, bevorzugt größer 100 µm, weiter bevorzugt zwischen 100 bis 1000 µm und insbesondere zumindest im Wesentlichen zwischen 300 bis 500 µm, aufweisen.
- Entkopplungsbahn nach Anspruch 13, dadurch gekennzeichnet, dass die Vorsprünge (21a, 21c) und/oder Vertiefungen (21 b, 21d) eine strukturierte Oberfläche des Noppenbodens (10) und/oder der Trägerplatte (2) bilden und/oder dass die Vorsprünge (21a, 21c) und/oder Vertiefungen (21b, 21d) unterschiedliche Formen und/oder Strukturen aufweisen und/oder dass die Vorsprünge (21a, 21c) und/oder Vertiefungen (21b, 21d) unregelmäßig auf der Trägerplatte (2) und/oder auf dem Noppenboden (10) angeordnet sind und/oder dass wenigstens ein Vorsprung (21a, 21c) und/oder wenigstens eine Vertiefung (21b, 21d) wenigstens eine, insbesondere sichelförmig und/oder bogenabschnittsförmig und/oder halbmondförmig, ausgebildete Ausformung zur Bildung eines Hinterschnittes aufweist.
- Entkopplungsbahn nach Anspruch 13 oder 14, dadurch gekennzeichnet, dass der Vorsprung (21a) und/oder Vertiefung (21b) am Noppenboden (10) spiralförmig und/oder bogenabschnittsförmig ausgebildet ist und/oder dass ein spiralförmiger Vorsprung (21a) und/oder Vertiefung (21b) im mittigen Bereich (7) des Noppenbodens (10) vorgesehen ist und/oder dass eine Vielzahl von Vorsprüngen (21a) und/oder Vertiefungen (21b) auf dem Noppenboden (10) vorgesehen sind und/oder dass auf dem Schenkelboden (22) eines Schenkels (12, 13) eine Mehrzahl von Vorsprüngen (21a) und/oder Vertiefungen (21b) vorgesehen sind und/oder dass bogenabschnittsförmige Vorsprünge (21a) und/oder Vertiefungen (21b) konzentrisch zu dem mittigen Bereich (7) und/oder um den Mittelpunkt der Noppe (4) auf dem Schenkelboden (22) vorgesehen sind und/oder dass die Vorsprünge (21a) und/oder Vertiefungen (21b) des Noppenbodens (10) stegartig und/oder rechteckförmig und/oder ellipsenförmig ausgebildet sind.
- Entkopplungsbahn nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass stegartige und/oder rechteckförmige und/oder ellipsenförmige ausgebildete Vorsprünge (21a) und/oder Vertiefungen (21b) auf dem Noppenboden (10) quer und/oder längs zur Längsrichtung (5) der Trägerplatte (2) ausgerichtet sind und/oder dass eine Vielzahl von Vorsprüngen (21c) und/oder Vertiefungen (21d) auf der Trägerplatte (2) vorgesehen sind und dass die Vorsprünge (21a, 21c) und/oder Vertiefungen (21b, 21d) in längs und quer zur Längsrichtung (5) der Trägerplatte (2) verlaufenden Reihen angeordnet sind und/oder dass die Vorsprünge (21c) und/oder Vertiefungen (21d) der Trägerplatte (2) stegartig und/ oder rechteckförmig und/oder ellipsenförmig ausgebildet sind und/oder dass die Vorsprünge (21c) und/oder Vertiefungen (21d) der Trägerplatte (2) langgestreckt sind und mit ihrer Längserstreckung ausschließlich quer und/oder längs zur Längsrichtung (5) der Trägerplatte (2) ausgerichtet sind und/oder dass quer und/oder längs zur Längsrichtung (5) der Trägerplatte (2) in einer Reihe verlaufende Vorsprünge (21a, 21c) und/oder Vertiefungen (21b, 21d) von ihrer Ausrichtung her alternierend angeordnet sind.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL18722413T PL3580405T3 (pl) | 2017-04-26 | 2018-04-17 | Struktura rozdzielająca |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017004000.1A DE102017004000A1 (de) | 2017-04-26 | 2017-04-26 | Entkopplungsbahn |
| PCT/EP2018/059724 WO2018197256A1 (de) | 2017-04-26 | 2018-04-17 | Entkopplungsbahn |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3580405A1 EP3580405A1 (de) | 2019-12-18 |
| EP3580405B1 true EP3580405B1 (de) | 2021-05-26 |
Family
ID=62116386
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18722413.4A Active EP3580405B1 (de) | 2017-04-26 | 2018-04-17 | Entkopplungsbahn |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10975582B2 (de) |
| EP (1) | EP3580405B1 (de) |
| CA (1) | CA3060139C (de) |
| DE (1) | DE102017004000A1 (de) |
| PL (1) | PL3580405T3 (de) |
| WO (1) | WO2018197256A1 (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202017101349U1 (de) | 2017-03-09 | 2018-06-12 | Werner Schlüter | Entkopplungsmatte |
| US11879255B2 (en) * | 2020-07-01 | 2024-01-23 | Gebrüder Jaeger GmbH | Decoupling mat and floor structure, in particular in a building with a decoupling mat |
| CN116972434A (zh) * | 2023-07-26 | 2023-10-31 | 山东艺兴明远新材料有限公司 | 一种新型解耦地暖垫 |
Family Cites Families (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH639186A5 (de) * | 1979-01-08 | 1983-10-31 | Beat E Werner | Traegerplatte zum fuehren der heizungsrohre einer fussboden- oder wandheizung. |
| US4338994A (en) * | 1980-01-28 | 1982-07-13 | Bernd Hewing | Modular panel heater having improved holder devices |
| DE3127265C2 (de) * | 1981-07-10 | 1985-07-18 | Ewald Dörken GmbH & Co KG, 5804 Herdecke | Bauelement mit Schutz-, Belüftungs-, Trenn-, Wärmedämm- und Drainagefunktion |
| US4576221A (en) * | 1983-11-21 | 1986-03-18 | Manfred Fennesz | System for tempering a room |
| NO930392D0 (no) * | 1992-09-23 | 1993-02-04 | Isola As | Anordning ved beskyttelsesplate, spesielt for gulv |
| US5965235A (en) * | 1996-11-08 | 1999-10-12 | The Procter & Gamble Co. | Three-dimensional, amorphous-patterned, nesting-resistant sheet materials and method and apparatus for making same |
| DK0893553T3 (da) * | 1997-07-24 | 2002-06-24 | Walter Gutjahr | Profilbane til udluftning og afvanding af gulvfliser, især keramiske fliser, som er lagt i tyndt leje |
| DE29807258U1 (de) * | 1998-04-22 | 1998-08-06 | Schlüter-Systems GmbH, 58640 Iserlohn | Folienartige Drainageplatte |
| DE29924180U1 (de) | 1998-04-22 | 2002-05-02 | Schlüter Systems KG, 58640 Iserlohn | Trägerplatte aus folienartigem Kunststoff für einen plattenbekleideten Bodenaufbau oder eine Wand |
| DE29916642U1 (de) * | 1999-09-21 | 2000-01-05 | Siegmund, Helmut, 53604 Bad Honnef | Distanzplatte für einen Hohlraumboden und Hohlraumboden |
| US6420015B1 (en) * | 2000-09-27 | 2002-07-16 | Milliken & Company | Cushioned rubber floor mat and process |
| US7748177B2 (en) * | 2004-02-25 | 2010-07-06 | Connor Sport Court International, Inc. | Modular tile with controlled deflection |
| NO320438B1 (no) * | 2004-04-15 | 2005-12-05 | Isola As | Knasteplate |
| DE202005004127U1 (de) * | 2005-03-11 | 2006-05-24 | Interplast Kunststoffe Gmbh | Trägerplatte aus folienartigem Kunststoff |
| CA2619575A1 (en) * | 2005-08-17 | 2007-02-22 | Kingspan Research And Developments Limited | A flooring system of sandwich-like floor elements having a core of insulating material |
| US8020783B2 (en) * | 2006-07-19 | 2011-09-20 | Backman Jr James Joseph | Radiant mat grid |
| DE202006015397U1 (de) * | 2006-10-04 | 2006-12-07 | Blanke Gmbh & Co. Kg | Mehrschichtiges Aufbausystem für Bodenbeläge bei Fußbodenheizungen |
| DE102006052257A1 (de) * | 2006-10-17 | 2008-04-24 | Ewald Dörken Ag | Noppenbahn |
| US7719816B2 (en) * | 2007-05-22 | 2010-05-18 | Centipede Systems, Inc. | Compliant thermal contactor |
| US7834447B2 (en) * | 2007-05-22 | 2010-11-16 | Centipede Systems, Inc. | Compliant thermal contactor |
| US20090026192A1 (en) * | 2007-07-27 | 2009-01-29 | Fuhrman Michael D | Electric radiant heating element positioning mats and related methods |
| US8919061B2 (en) * | 2008-02-06 | 2014-12-30 | Brentwood Industries, Inc. | Moisture drainage spacer panel for building walls |
| US8176694B2 (en) * | 2008-02-29 | 2012-05-15 | Batori Imre | Heated floor support structure |
| US20090230113A1 (en) * | 2008-02-29 | 2009-09-17 | Batori Imre | Heated floor support structure and method of installing |
| FI20095158L (fi) * | 2009-02-19 | 2010-08-20 | Uponor Innovation Ab | Lattian eristysrakenne |
| PL2246467T5 (pl) | 2009-04-28 | 2018-01-31 | Kerakoll S P A | Podkład do instalowania podłogi |
| US9188348B2 (en) * | 2009-08-28 | 2015-11-17 | Progress Profiles Spa | Method and apparatus for positioning heating elements |
| US20130095295A1 (en) * | 2009-10-30 | 2013-04-18 | Macneil Ip Llc | Floor tile with overmold crush pads |
| EP2372041B1 (de) | 2010-03-29 | 2016-08-17 | Infinex Holding GmbH | Trägerplatte sowie Verfahren zu deren Herstellung |
| TWM396306U (en) * | 2010-08-05 | 2011-01-11 | Yao-Zong Chen | Improved structure of raised floor |
| US9057193B2 (en) * | 2012-03-05 | 2015-06-16 | Victor Amend | Subfloor component and method of manufacturing same |
| US8950141B2 (en) * | 2012-09-12 | 2015-02-10 | Schluter Systems L.P. | Veneer underlayment |
| US9194119B2 (en) * | 2012-10-04 | 2015-11-24 | ST Global Partners, LLC | Peel and stick decoupling membrane |
| DE102012112698A1 (de) * | 2012-12-20 | 2014-06-26 | Sandro Thronicke | Entkopplungsmatte |
| DE202012105080U1 (de) * | 2012-12-28 | 2014-04-28 | Walter Gutjahr | Entkopplungsmatte |
| DE102013105920A1 (de) * | 2013-03-07 | 2014-09-11 | Walter Gutjahr | Entkopplungsmatte für einen mit Belagselementen bedeckbaren Flächenbelagsaufbau |
| CA2948276C (en) * | 2014-05-08 | 2019-03-12 | Dmx Plastics Limited | Underlayment for a floor |
| US8955278B1 (en) * | 2014-05-16 | 2015-02-17 | Hilton R. Mills | Subfloor drainage panel |
| CA2958571C (en) * | 2014-08-18 | 2019-12-10 | Progress Profiles Spa | Method and apparatus for positioning heating elements |
| DE202014104795U1 (de) * | 2014-10-07 | 2016-01-11 | Grass Gmbh | Vorrichtung zur Bewegungsführung eines Schubelements, Schubelement und Möbel |
| DK3006835T3 (en) * | 2014-10-07 | 2017-02-13 | Schlüter-Systems Kg | Carrier for electric heating cables of a surface heater |
| US20160130803A1 (en) * | 2014-11-06 | 2016-05-12 | Joe Comitale | Membrane |
| USD806911S1 (en) * | 2015-03-17 | 2018-01-02 | Silcart S.P.A. | Floor underlayment |
| US9328520B1 (en) * | 2015-07-17 | 2016-05-03 | Matthew Kriser | High strength in-floor decoupling membrane |
| CA3009164A1 (en) * | 2015-12-17 | 2017-06-22 | Nvent Services Gmbh | Floor underlayment for retaining heater cable |
| US9890959B2 (en) * | 2016-07-13 | 2018-02-13 | 10148849 Canada Inc. | Universal tile installation mat for uncoupling floor or wall tiles set in mortar from a support surface |
| DE102017004002A1 (de) * | 2017-04-26 | 2018-10-31 | Ewald Dörken Ag | Entkopplungsbahn |
-
2017
- 2017-04-26 DE DE102017004000.1A patent/DE102017004000A1/de not_active Withdrawn
-
2018
- 2018-04-17 PL PL18722413T patent/PL3580405T3/pl unknown
- 2018-04-17 WO PCT/EP2018/059724 patent/WO2018197256A1/de not_active Ceased
- 2018-04-17 EP EP18722413.4A patent/EP3580405B1/de active Active
- 2018-04-17 US US16/605,089 patent/US10975582B2/en active Active
- 2018-04-17 CA CA3060139A patent/CA3060139C/en active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| CA3060139A1 (en) | 2018-11-01 |
| CA3060139C (en) | 2023-01-03 |
| US20200370307A1 (en) | 2020-11-26 |
| WO2018197256A1 (de) | 2018-11-01 |
| US10975582B2 (en) | 2021-04-13 |
| EP3580405A1 (de) | 2019-12-18 |
| DE102017004000A1 (de) | 2018-10-31 |
| PL3580405T3 (pl) | 2021-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2372041B1 (de) | Trägerplatte sowie Verfahren zu deren Herstellung | |
| EP1700970A2 (de) | Trägerfolie aus folienartigem Kunststoff | |
| EP3580405B1 (de) | Entkopplungsbahn | |
| WO2015161888A1 (de) | Entkopplungsmatte für einen mit belagselementen bedeckbaren flächenbelagsaufbau | |
| EP2213811A2 (de) | Schichtverbund als Träger für keramische, Stein- oder ähnliche Beläge | |
| AT511765B1 (de) | Verfahren zum verbinden von mauersteinen | |
| EP2827069A2 (de) | Kombiniertes Entkopplungs- und Heizungssystem | |
| DE102013101653A1 (de) | Abdichtungsbahn | |
| EP3580406B1 (de) | Entkopplungsbahn | |
| WO2004018798A2 (de) | Fussboden aus einzelnen elementen | |
| EP1918486B1 (de) | Fliesenendabschluss-Profilschiene | |
| EP2105675A2 (de) | Flächentemperierungsaufbau | |
| DE102004026652A1 (de) | Mehrschichtiges Entkopplungs- und Abdichtungssystem | |
| DE20003804U1 (de) | Wärmedämmelement aus einem geschäumten Kunststoffmaterial | |
| DE19704715C2 (de) | Wärmedämmplatte aus Kunstschaumstoff sowie Verfahren zum Verlegen und Befestigen von Wärmedämmplatten | |
| EP0915215A2 (de) | Kantenschutz-Richtwinkel | |
| EP2775037B1 (de) | Entkopplungsmatte für einen mit Belagselementen bedeckbaren Flächenbelagsaufbau | |
| DE29922317U1 (de) | Glättkelle | |
| DE3114732A1 (de) | "putzfassade mit waerme-kaelte-daemmplatten" | |
| DE102009007912A1 (de) | Armierungsgewebe und Beschichtungssystem | |
| AT525787B1 (de) | Abschalung hbv decke | |
| AT412794B (de) | Dämmvorrichtung, verfahren zum bestücken von profilblechsicken mit füllkörpern, vorrichtung zum ausführen des verfahrens und verfahren zum herstellen einer dämmvorrichtung | |
| DE10261477B4 (de) | Einrichtung und Verfahren zum Anbringen von Verblendsteinen | |
| DE20316204U1 (de) | Bewehrungsanordnung für steife, hoch belastbare Oberflächenbeläge auf flächigen Untergründen, insbesondere für Platten- oder Fliesenbeläge | |
| DE20018439U1 (de) | Fußbodenplatte |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190910 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20200922 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: STRIEDER, BIRGIT Inventor name: RAIDT, HEINZ PETER Inventor name: KAISER, UWE Inventor name: BACHON, THOMAS Inventor name: GOERKE, ULRICH |
|
| INTG | Intention to grant announced |
Effective date: 20201123 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502018005450 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1396360 Country of ref document: AT Kind code of ref document: T Effective date: 20210615 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210826 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210926 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210827 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210826 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502018005450 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20220301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210926 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220417 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220417 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230613 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20230414 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20180417 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210526 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20250418 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20250403 Year of fee payment: 8 Ref country code: DE Payment date: 20250424 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20250423 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20250418 Year of fee payment: 8 Ref country code: IT Payment date: 20250424 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250425 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20250501 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20250423 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20250407 Year of fee payment: 8 |