EP3692178B1 - Verfahren zur herstellung eines stahlbandes aus höchstfestem mehrphasenstahl - Google Patents
Verfahren zur herstellung eines stahlbandes aus höchstfestem mehrphasenstahl Download PDFInfo
- Publication number
- EP3692178B1 EP3692178B1 EP18779642.0A EP18779642A EP3692178B1 EP 3692178 B1 EP3692178 B1 EP 3692178B1 EP 18779642 A EP18779642 A EP 18779642A EP 3692178 B1 EP3692178 B1 EP 3692178B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- strip
- steel
- hot
- cold
- approximately
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
















Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0242—Flattening; Dressing; Flexing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/561—Continuous furnaces for strip or wire with a controlled atmosphere or vacuum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
- C23C2/0222—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating in a reactive atmosphere, e.g. oxidising or reducing atmosphere
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
- C23C2/0224—Two or more thermal pretreatments
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/024—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by cleaning or etching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
- B21B2001/221—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length by cold-rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
- B21B2001/225—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length by hot-rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
- C21D1/32—Soft annealing, e.g. spheroidising
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the invention relates to a method for producing a steel strip from a multi-phase steel with a minimum tensile strength of 980 MPa in the untempered state according to the preamble of patent claim 1.
- the invention relates to steels with a tensile strength in the range of at least 980 MPa in the non-quenched and tempered state, for the production of components that have improved formability, such as with regard to hole expansion, and improved suitability for joining, such as welding properties.
- the steel suppliers take the above-mentioned task into account by providing high-strength steels.
- the weight of the vehicle components can be reduced with the same and possibly even improved component behavior by providing high-strength steels with a lower sheet thickness.
- these newly developed steels have to meet the high material requirements in terms of yield point, tensile strength and elongation at break as well as the bake-hardening index, as well as the high component requirements for toughness, resistance to edge cracking, improved bending angle and bending radius, energy absorption and defined hardening via work-hardening -Effect and have the bake-hardening effect.
- Improved suitability for joining for example in the form of better general weldability, such as a larger usable welding area in resistance spot welding and improved failure behavior of the weld seam (fracture pattern) under mechanical stress, as well as sufficient resistance to delayed hydrogen embrittlement (i.e. delayed fracture free) is also increasingly required.
- HFI high-frequency induction welding process
- the hole expansion capacity is a material property that describes the resistance of the material to crack initiation and crack propagation during forming operations in areas close to edges, such as collaring.
- the hole expansion test is normatively regulated in ISO 16630, for example. After that, prefabricated holes punched into sheet metal, for example, are widened using a mandrel.
- the measurand is the change in the hole diameter related to the initial diameter at which the first crack through the sheet occurs at the edge of the hole.
- Improved resistance to edge cracks means increased formability of the sheet metal edges and can be described by increased hole expansion capacity. This fact is known under the synonyms “Low Edge Crack” (LEC) or under “High Hole Expansion” ( HHE ) as well as under xpand® .
- the bending angle describes a material property that gives conclusions about the material behavior during forming operations with dominant bending components (e.g. when folding) or also in the case of crash loads. Increased bending angles thus increase passenger cell safety.
- the determination of the bending angle ( ⁇ ) is normatively regulated, for example, via the platelet bending test in VDA 238-100.
- Improved weldability is known to be achieved, among other things, by lowering the carbon equivalent.
- the failure behavior or the fracture pattern of the weld seam can be improved by significantly adding micro-alloying elements in the case of low-carbon steels with a reduced carbon equivalent.
- High-strength components must have sufficient resistance to material embrittlement when exposed to hydrogen.
- AHSS Advanced High Strength Steels
- Dual-phase steels consisting of a ferritic matrix in which a martensitic second phase is embedded are increasingly being used in vehicle construction. It has been found that in the case of low-carbon, micro-alloyed steels, proportions of other phases such as bainite and residual austenite have a beneficial effect on, for example, the hole expansion behavior, the bending behavior and the hydrogen-induced brittle fracture behavior.
- the bainite can be present in different forms, such as upper and lower bainite.
- Multi-phase steels such as complex-phase steels, ferritic-bainitic steels, bainitic steels and martensitic steels, which have different microstructure compositions, are also increasingly being used in automobile construction.
- complex-phase steels are steels that contain small proportions of martensite, retained austenite and/or pearlite in a ferritic/bainitic matrix, with severe grain refinement being brought about by delayed recrystallization or by precipitation of micro-alloying elements.
- these complex phase steels Compared to dual phase steels, these complex phase steels have higher yield strengths, a higher yield strength ratio, less work hardening and a higher hole expansion capacity.
- ferritic-bainitic steels are steels that contain bainite or strengthened bainite in a matrix of ferrite and/or strengthened ferrite.
- the strength of the matrix is caused by a high dislocation density, grain refinement and the precipitation of micro-alloying elements.
- dual-phase steels are steels with a ferritic matrix in which a martensitic second phase is embedded in islands, sometimes with portions of bainite as the second phase. With high tensile strength, dual phase steels show a low yield point ratio and high work hardening.
- TRIP steels are steels with a predominantly ferritic matrix in which bainite and residual austenite are embedded, which can transform into martensite during forming (TRIP effect). Due to its strong strain hardening, the steel achieves high values for uniform elongation and tensile strength. In conjunction with the bake-hardening effect, high component strengths can be achieved. These steels are suitable for both stretch drawing and deep drawing. However, higher blank holder forces and press forces are required for material forming. A comparatively strong one Springback must be taken into account.
- high-strength steels with a single-phase structure examples include bainitic and martensitic steels.
- bainitic steels are characterized by a very high yield point and tensile strength with a sufficiently high elongation for cold forming processes. Good weldability is given due to the chemical composition.
- the structure typically consists of bainite.
- the microstructure may occasionally contain small amounts of other phases, such as martensite and ferrite.
- martensitic steels are steels that contain small amounts of ferrite and/or bainite in a matrix of martensite as a result of thermomechanical rolling. This steel grade is characterized by a very high yield point and tensile strength with a sufficiently high elongation for cold forming processes. Within the group of multi-phase steels, martensitic steels have the highest tensile strength values. The suitability for deep drawing is limited. Martensitic steels are mainly suitable for bending forming processes such as roll forming.
- heat-treatable steels are steels that are given high tensile strength and fatigue strength through tempering (hardening and tempering). If cooling during hardening in air leads to bainite or martensite, the process is called "air hardening”. Tempering after hardening can be used to specifically influence the strength/toughness ratio.
- This Tailor Rolled Blank lightweight construction technology (TRB ® ) enables a significant weight reduction through the load-adapted selection of the sheet thickness over the component length.
- TRB ® s With today's known alloys and available continuous annealing systems for widely varying sheet thicknesses, however, the production of TRB ® s is with Multiphase microstructure not possible without restrictions, such as for heat treatment before cold rolling. In areas of different sheet thickness, no homogeneous multi-phase structure can be set in cold- and hot-rolled steel strips due to a temperature gradient that occurs in the usual process windows.
- the cold-rolled steel strips are usually recrystallized in a continuous annealing process to form thin sheet that is easy to form for economic reasons.
- the process parameters such as throughput speed, annealing temperatures and cooling speed are set according to the required mechanical-technological properties with the necessary structure.
- the properties mentioned above are significantly influenced, for example, by the steel compositions, the process parameters during hot rolling, the process parameters during pickling (e.g. stretch bend straightening) and the process parameters during cold rolling even before continuous annealing.
- the steel composition is determined by analysis specifications that define MIN and MAX ranges.
- the process parameters for hot rolling such as standard slab thickness, slab dwell time, slab exit temperature, pass schedule for pre-strip rolling, standard pre-strip thickness, entry temperature into the hot strip mill, pass schedule for hot rolling, final rolling temperature, hot strip cooling pattern, coiler temperature, are specified.
- an optional stretch-bend straightening influences the subsequent process step.
- hot strip gauges are used to represent a cold rolled gauge by a standard degree of cold rolling already specified in the technical specifications (process parameters) during the implementation of the order.
- the thickness of the pre-strip in the hot-rolling process describes the initial thickness before it enters the multi-stand hot strip mill, with the pre-strip being produced reversingly in several passes (passes) from a slab with a defined standard thickness.
- Typical slab thicknesses are between 250 mm and 300 mm (standard 250 mm, further considered here), the pre-strip thicknesses usually range between 40 mm and 60 mm for multi-phase steels.
- the pre-strip thicknesses for the subsequent hot rolling are usually relatively constant, depending on the material composition, for example at 45 mm (called standard here).
- the rolling degree during cold rolling (cold rolling degree) describes the percentage ratio of the difference between the initial hot strip thickness and the final cold strip thickness based on the initial hot strip thickness.
- the degrees of cold rolling are relatively constant, they are up to approx. 40% for thicker cold strips of more than 2 mm and up to approx. 60% for cold strips up to 1 mm thickness.
- a minimum degree of cold rolling is set as a function of the recrystallization temperature in order to set a corresponding dislocation density for the recrystallization annealing.
- the critical threshold for recrystallization cannot be overcome, so that a fine-grained and relatively uniform structure cannot be achieved. Due to different grain sizes in the cold strip, different grain sizes appear in the final structure even after recrystallization, which leads to fluctuations in characteristic values. Different sized grains can convert to different phase components upon cooling from the furnace temperature and provide further inhomogeneity.
- the cold strip is heated in the continuous annealing furnace to a temperature at which the required microstructure (e.g. dual or complex phase structure) is achieved during cooling.
- the required microstructure e.g. dual or complex phase structure
- the annealing treatment usually takes place in a continuous hot-dip galvanizing line, in which the heat treatment or annealing and the downstream galvanizing take place in a continuous process.
- a homogeneous temperature distribution is difficult to achieve, especially with different thicknesses in the transition area from one strip to the other.
- this can mean, for example, that the thinner strip is fed through the furnace too slowly, thereby reducing productivity, or that the thicker strip is fed through the furnace too quickly and the required annealing temperature for the desired structure is not achieved. The consequences are more rejects.
- the decisive process parameter for material with a relatively constant degree of cold rolling is therefore the setting of the speed during continuous annealing, since the phase transformation is temperature- and time-dependent.
- a method for producing a steel strip with different thicknesses over the strip length is, for example, in DE 100 37 867 A1 described.
- the areas with a smaller sheet thickness due to the transformation processes during cooling either have excessive strength due to excessive martensite content or the areas with greater sheet thickness achieve insufficient strength due to insufficient martensite content because the process window is too small.
- Homogeneous mechanical-technological properties across the strip length or width cannot be achieved with the known alloy concepts in continuous annealing.
- the known alloying concepts for multi-phase steels are characterized by a process window that is too narrow and are therefore unsuitable, in particular, for cold strip production with variable pre-strip thicknesses and variable degrees of cold rolling, as well as for flexibly rolled strips.
- the goal of achieving the resulting mechanical-technological properties in a narrow range across the strip width and strip length through controlled adjustment of the volume fractions of the structural components has top priority and is only possible with an enlarged process window.
- the known alloy concepts are characterized by a process window that is too narrow and are therefore unsuitable for solving the present problem, particularly in the case of flexibly rolled strips. With the known alloy concepts, only steels of one strength class with defined cross-sectional areas (strip thickness and strip width) can currently be represented, so that for different strength classes and/or
- CEV IIW C + Mn / 6 + Cu + no / 15 + Cr + Mon + V / 5
- CET C + Mn + Mon / 10 + Cr + Cu / 20 + no / 40
- PCM C + Mn + Cu + Cr / 20 + no / 60 + Mon / 15 + V / 10 + 5 B the characteristic standard elements, such as carbon and manganese, as well as chromium or molybdenum and vanadium are taken into account (contents in % by weight).
- the material processing properties are increasingly deteriorating, for example during welding, forming and hot-dip coating.
- a low yield point ratio (Re/Rm) is typical for a dual-phase steel and is primarily used for formability in stretching and deep-drawing processes.
- a higher yield strength ratio (Re/Rm) typical of complex phase steels is also characterized by resistance to edge cracking. This can be attributed to the smaller differences in the strength of the individual structural components, which has a favorable effect on homogeneous deformation in the area of the cut edge.
- the analytical landscape for achieving multi-phase steels with minimum tensile strengths of 980 MPa is very diverse and shows very large alloy ranges for the strength-enhancing elements carbon, manganese, phosphorus, aluminum and chromium and/or molybdenum, as well as the addition of micro-alloys individually or in combinations, as well as in the special properties that characterize the material, such as hole expansion and reduced carbon equivalent, etc.
- the range of dimensions is wide and lies in the thickness range from 0.50 to 3.00 mm, with the range between 0.80 and 2.10 mm being relevant in terms of quantity.
- Thickness ranges below 0.50 and above 3.00 mm are conceivable.
- the invention is therefore based on the object of specifying a method for producing a steel strip from a multi-phase steel with which the process window for the continuous annealing of cold strips can be expanded in such a way that different pre-strip thicknesses, a predetermined hot strip thickness (master hot strip thickness) different cold strip thicknesses or different hot strip thicknesses one cold-rolled strip thickness (master cold-rolled strip thickness) can be produced.
- a predetermined hot strip thickness master hot strip thickness
- different hot strip thicknesses or different hot strip thicknesses one cold-rolled strip thickness master cold-rolled strip thickness
- variable pre-strip thicknesses should be able to be used before hot rolling.
- cold strip material properties that are as uniform as possible are to be achieved independently of the set pre-strip thickness and the set degree of cold rolling.
- the process window for the annealing, in particular continuous annealing, of steel strips cold-rolled to the final thickness is to be expanded in such a way that, in addition to strips with different cross-sections (cross-sectional jump), steel strips with a thickness that varies over the strip length and possibly the strip width (TRB ® ) with mechanical-technological properties that are as homogeneous as possible properties can be generated.
- a pre-strip is produced from the multi-phase steel in the state of a slab, then the steel strip with the final hot strip thickness to be achieved is hot-rolled from the pre-strip at final rolling temperatures in the austenitic range above Ar3, is coiled at coiling temperatures above the bainite start temperature and that starting from a previously specified slab thickness and a previously selected pre-strip with a defined but variable thickness, hot strips of the same thickness with rolling percentages of 72% to 87% are hot-rolled with the final thickness to be achieved, so that to produce the required multi-phase structure, the steel strip cold-rolled to the final thickness during the D Continuous annealing is heated to a temperature in the range of approx.
- the annealed steel strip is then cooled from the annealing temperature at a cooling rate of between approx. 15 and 100°C/s to a first intermediate temperature of approx. 300 to 500°C 15 and 100°C/s down to a second intermediate temperature of approx. 160 to 250°C, then the steel strip is cooled at a cooling rate of approx. 2 to 30°C/s until it is reached the room temperature in air or is cooled at a cooling rate of between approx. 15 and 100°C/s from the first intermediate temperature to room temperature or that, to produce the required multi-phase structure, the steel strip, cold-rolled to the final thickness, is heated to a temperature in the range of approx.
- the mechanical-technological properties are reliably achieved in a narrow range for cold strips with variable pre-strip thickness before hot rolling, as well as variable degrees of cold rolling during cold rolling.
- the cold rolling process can be positively influenced by variable pre-strip thicknesses in that the steps of soft annealing of hot strip before cold rolling, double cold rolling, soft annealing of the cold-rolled strip before the next cold rolling step take place without negative consequences for the production of the master hot strip thickness or master cold strip thickness described above.
- a selected narrow alloy composition is decisive for this with a focus on a limited chromium content that depends on the cold strip thickness, which has proven to be very positive for achieving uniform material properties with different pre-strip thicknesses and different degrees of cold rolling.
- the mechanical-technological properties that can be represented are achieved in a narrow range across the strip width and strip length through the controlled adjustment of the volume fractions of the microstructure phases.
- the previous production philosophy that the final cold-rolled strip thickness (final thickness) determines the necessary hot-rolled strip thickness and a standard pre-strip thickness is necessary, can be abandoned in such a way that a selected pre-strip thickness and only one selected master hot-rolled strip thickness is required for different cold strip thicknesses.
- a pre-strip can be produced from the multi-phase steel in the state of a slab, which is then hot-rolled to the final hot-strip thickness to be achieved.
- the steel also offers the advantage of a significantly larger process window compared to the known steels. This results in increased process reliability in the continuous annealing of cold strip with a multi-phase structure. Thus, for continuously annealed cold strips, more homogeneous mechanical-technological Properties of strips with variable degrees of cold rolling as well as in the strip or in the transition area between two strips are guaranteed even with different cross sections and otherwise the same process parameters.
- a steel strip is produced from the multiphase steel, in which a hot strip is produced from the multiphase steel, the steel strip is cold-rolled from the hot strip with the final thickness to be achieved and then the steel strip is annealed, in particular continuous annealed.
- the properties of the multi-phase steel make it possible, starting from a variable pre-strip thickness, a selected master hot strip with a specific thickness or selected hot strips with different thicknesses, in a wide range of cold rolling grades from 10% to 70%, to cold-roll steel strips with the final thickness to be achieved.
- the chemical composition of the multi-phase steel is selected as a function of the final thickness to be achieved for the cold strip. It is thus possible, within selectable thickness gradations of the cold strip to be achieved, to produce corresponding cold strips with one or more final thicknesses from a master hot strip with one thickness, or a master cold strip with a uniform thickness from different hot strip thicknesses.
- the steel strip In order to achieve uniform mechanical properties, it has proven to be advantageous for the steel strip to be cold-rolled to a final thickness of 0.50 to 3.00 mm and for the chemical composition of the multi-phase steel to be selected as follows depending on the final thickness to be achieved, even if variable pre-strip thicknesses are used.
- the final thickness to be achieved for the steel strip is therefore related to the alloy composition of the pre-strip or hot strip produced from the multi-phase steel.
- high-strength cold strips are produced from multi-phase steel with varying sheet thicknesses using the continuous annealing process, components with optimized loading can advantageously be produced from this material by forming.
- the material produced can be produced as a cold strip on a hot-dip galvanizing line or a pure continuous annealing line in the tempered and untempered and also in the heat-treated condition (overaging) as well as in the stretched and non-stretched condition (stretch bending leveling).
- steel strips can be produced by intercritical annealing between Ac1 and Ac3 or by austenitizing annealing above Ac3 with subsequent controlled cooling, which leads to a dual or multi-phase structure.
- Annealing temperatures of about 700 to 950° C. have proven to be advantageous.
- the steel strip which has been cold-rolled to its final thickness, is cooled from the annealing temperature at a cooling rate of approx. 15 to 100°C/s to an intermediate temperature of approx. 160 to 250°C.
- it can be cooled down to a previous intermediate temperature of 300 to 500°C at a cooling rate of approx. 15 to 100°C/s.
- cooling down to room temperature takes place at a cooling rate of approx. 2 to 30°C/s (see method 1, Figure 8a ).
- the intermediate temperature of 300 to 500°C can be cooled down to room temperature at a cooling rate of between approx. 15 and 100°C/s.
- the second variant of temperature control in hot-dip processing involves holding the temperature for approx. 1 to 20 s at the intermediate temperature of approx. 200 to 350°C and then reheating to the Hot-dip finishing requires a temperature of approx. 400 to 470°C. After processing, the strip is cooled down again to approx. 200 to 250°C. Cooling down to room temperature takes place again at a cooling rate of approx. 2 to 30°C/s (see method 3, Figure 8c ).
- manganese, chromium and silicon are responsible for the conversion of austenite to martensite in addition to carbon.
- the alloyed elements carbon, silicon, manganese, nitrogen, molybdenum and chromium as well as niobium, titanium and boron in narrow ranges within the specified limits ensures on the one hand the required mechanical properties such as minimum tensile strength of 980 MPa with at the same time a significantly broadened process window for continuous annealing .
- the carbon equivalent can be reduced, which improves weldability and avoids excessive hardening during welding. With resistance spot welding, the service life of the electrodes can also be significantly increased.
- Tramp elements are elements that are already present in the iron ore or that get into the steel as a result of the production process. Due to their predominantly negative influences, they are generally undesirable. Attempts are being made to remove them to a tolerable level or to convert them into less harmful forms.
- Hydrogen (H) is the only element that can diffuse through the iron lattice without creating lattice strains. As a result, the hydrogen in the iron lattice is relatively mobile and can be taken up relatively easily during the processing of the steel. Hydrogen can only be absorbed into the iron lattice in atomic (ionic) form.
- Hydrogen has a strong embrittling effect and preferentially diffuses to energetically favorable points (vacancies, grain boundaries, etc.). Defects act as hydrogen traps and can significantly increase the residence time of the hydrogen in the material.
- the hydrogen content in the steel according to the invention is limited to ⁇ 0.0010% by weight (10 ppm) or advantageously to ⁇ 0.0008% by weight, optimally to ⁇ 0.0005% by weight.
- a more uniform structure which is achieved with the steel according to the invention, among other things, due to its widened process window, also reduces the susceptibility to hydrogen embrittlement.
- Oxygen (O) In the molten state, the steel has a relatively high absorption capacity for gases. At room temperature, however, oxygen is only soluble in very small amounts. Analogous to hydrogen, oxygen can only diffuse into the material in atomic form. Due to the strong embrittling effect and the negative effects on the aging resistance, attempts are made during production to reduce the oxygen content as much as possible.
- the oxygen content in the steel should be as low as possible.
- Phosphorus (P) is a trace element from iron ore and is dissolved in the iron lattice as a substitution atom. Phosphorus increases hardness through solid solution strengthening and improves hardenability. However, attempts are generally made to reduce the phosphorus content as much as possible, since this has a strong tendency to segregate due to its low solubility in the solidifying medium, among other things, and greatly reduces toughness. Grain boundary fractures occur as a result of the accumulation of phosphorus at the grain boundaries. In addition, phosphorus increases the transition temperature from tough to brittle behavior by up to 300°C. During hot rolling, near-surface phosphorus oxides can lead to fracture cracking at the grain boundaries.
- phosphorus is used in small amounts ( ⁇ 0.1% by weight) as a micro-alloying element due to the low costs and the high increase in strength, for example in higher-strength IF steels (interstitial free), bake-hardening steels or in some alloy concepts for dual-phase steels.
- the steel according to the invention differs from known analytical concepts that use phosphorus as a mixed crystal former, among other things, in that phosphorus is not alloyed in, but is set as low as possible.
- the phosphorus content of the steel according to the invention is limited to the amounts that are unavoidable in steel production. Therefore, P should be ⁇ 0.020% by weight.
- sulfur is bound as a trace element in iron ore.
- Sulfur is undesirable in steel (with the exception of free-cutting steels) because it tends to segregate and is very brittle. An attempt is therefore made to keep it as low as possible To achieve sulfur content in the melt, for example by vacuum treatment.
- the sulfur present is converted into the relatively harmless compound manganese sulfide (MnS) by adding manganese.
- MnS manganese sulfide
- the manganese sulphides are often rolled out in rows during the rolling process and act as nuclei for the transformation.
- the sulfur content of the steel according to the invention is limited to ⁇ 0.0020% by weight or advantageously to ⁇ 0.0015% by weight, optimally to ⁇ 0.0010% by weight.
- Alloying elements are usually added to the steel in order to specifically influence certain properties.
- An alloying element can influence different properties in different steels. The effect generally depends heavily on the amount and the state of the solution in the material. The connections can therefore be quite varied and complex.
- Carbon (C) is considered the most important alloying element in steel.
- the targeted addition of up to 2.06% by weight turns iron into steel.
- the carbon content is often drastically reduced during steel production.
- EN 10346 or VDA 239-100 its content in dual-phase steels for continuous hot-dip coating is a maximum of 0.230% by weight; a minimum value is not specified.
- the steel according to the invention contains carbon contents of ⁇ 0.115% by weight.
- Silicon (Si) binds oxygen during casting and is therefore used to calm the steel during deoxidation. It is important for the later steel properties that the segregation coefficient is significantly lower than, for example, that of manganese (0.16 compared to 0.87). Segregation generally leads to a linear arrangement of the structural components, which impairs the forming properties, such as hole expansion and flexibility.
- the addition of silicon causes strong solid solution strengthening.
- An addition of 0.1% silicon increases the tensile strength by approx. 10 MPa, with an addition of up to 2.2% silicon only slightly worsening the elongation.
- the elongation at break decreases by about 2%.
- the latter is due, among other things, to the fact that silicon reduces the solubility of carbon in ferrite and increases the activity of carbon in ferrite, thus preventing the formation of carbides, which, as brittle phases, reduce ductility, which in turn improves formability.
- the basis for a broad process window is created by the low strength-increasing effect of silicon within the range of the steel according to the invention.
- silicon in the range according to the invention has led to further surprising effects described below.
- the delay in carbide formation described above could also be brought about by aluminum, for example.
- aluminum forms stable nitrides, so that insufficient nitrogen is available for the formation of carbonitrides with micro-alloying elements.
- This problem does not exist due to the alloy with silicon, since silicon forms neither carbides nor nitrides.
- silicon indirectly has a positive effect on the formation of precipitates by micro-alloys, which in turn have a positive effect on the strength of the material. Since the increase in the transformation temperatures caused by silicon tends to promote grain coarsening, a microalloy with niobium, titanium and boron is particularly useful, as is the targeted adjustment of the nitrogen content in the steel according to the invention.
- the atmospheric conditions during the annealing treatment in a continuous hot-dip coating plant reduce iron oxide, which can form on the surface during cold rolling or as a result of storage at room temperature.
- the gas atmosphere is oxidizing for oxygen-affine alloy components such as silicon, manganese, chromium and boron, with the result that segregation and selective oxidation of these elements can occur. the selective oxidation can take place both externally, ie on the substrate surface, and internally within the metallic matrix.
- silicon in particular diffuses to the surface during annealing and forms oxides on the steel surface alone or together with manganese. These oxides can prevent contact between the substrate and the melt and prevent or significantly worsen the wetting reaction. This can result in areas that are not galvanized, so-called "bare spots", or even large areas without a coating. Furthermore, the adhesion of the zinc or zinc alloy layer on the steel substrate can be reduced due to a worsened wetting reaction with the result of insufficient formation of a inhibitor layer.
- the internal oxidation of the alloying elements can be specifically influenced by adjusting the oxygen partial pressure of the furnace atmosphere (N 2 -H 2 protective gas atmosphere).
- the set oxygen partial pressure must satisfy the following equation, with the furnace temperature being between 700 and 950°C. ⁇ 12 > log PO 2 ⁇ ⁇ 5 * si ⁇ 0.25 ⁇ 3 * Mn ⁇ 0.5 ⁇ 0.1 * Cr ⁇ 0.5 ⁇ 7 * ⁇ ln B 0.5
- Si, Mn, Cr, B designate the corresponding alloy components in the steel in % by weight and pO2 the oxygen partial pressure in mbar.
- the selective oxidation of the alloying elements can also be influenced via the gas atmospheres in the furnace areas.
- the oxygen partial pressure and thus the oxidation potential for iron and the alloying elements can be adjusted via the combustion reaction in the NOF. This must be set in such a way that the oxidation of the alloying elements takes place internally below the steel surface and, if necessary, a thin iron oxide layer forms on the steel surface after passing through the NOF area. This is achieved, for example, by reducing the CO value to below 4% by volume.
- the iron oxide layer that may have formed is reduced under an N 2 -H 2 protective gas atmosphere and the alloying elements are oxidized further internally.
- the oxygen partial pressure set in this furnace area must satisfy the following equation, with the furnace temperature being between 700 and 950°C. ⁇ 18 > log PO 2 ⁇ ⁇ 5 * si ⁇ 0.3 ⁇ 2.2 * Mn ⁇ 0.45 ⁇ 0.1 * Cr ⁇ 0.4 ⁇ 12.5 * ⁇ ln B 0.25
- Si, Mn, Cr, B designate the corresponding alloy components in the steel in % by weight and pO 2 the oxygen partial pressure in mbar.
- the dew point of the gas atmosphere N 2 -H 2 protective gas atmosphere
- the oxygen partial pressure must be set in such a way that oxidation of the strip before it is immersed in the molten bath is avoided. Dew points in the range from -30 to -40°C have proven advantageous.
- the minimum silicon content is set at 0.400% by weight and the maximum silicon content at 0.500% by weight.
- Manganese (Mn) is added to almost all steels for desulfurization in order to convert the harmful sulfur into manganese sulfides.
- manganese increases the strength of the ferrite through solid solution strengthening and shifts the ⁇ / ⁇ transformation to lower temperatures.
- the hardness ratio between martensite and ferrite is increased by the addition of manganese.
- the cellularity of the structure is reinforced.
- a high hardness difference between the phases and the formation of martensite lines result in a lower hole expansion capacity, which is equivalent to an increased sensitivity to edge cracking.
- manganese tends to form oxides on the steel surface during annealing.
- manganese oxides e.g. MnO
- Mn mixed oxides e.g. Mn 2 SiO 4
- manganese is to be considered less critical with a low Si/Mn or Al/Mn ratio, since globular oxides rather than oxide films are formed. Nevertheless, high levels of manganese can negatively affect the appearance of the zinc layer and zinc adhesion.
- the above-mentioned measures for adjusting the furnace areas during continuous hot-dip coating reduce the formation of Mn oxides or Mn mixed oxides on the steel surface after annealing.
- the manganese content is set at 1.900% by weight to 2.350% by weight.
- the manganese content is preferably in a range between ⁇ 1.900% by weight to ⁇ 2.200% by weight, with final thicknesses of 1.00 to 2.00 mm inclusive ⁇ 2.050% by weight to ⁇ 2.250% by weight and for final thicknesses of 2.00 to 3.00 mm inclusive between ⁇ 2.100% by weight to ⁇ 2.350% by weight.
- YS MPa 53.9 + 32.34 weight . -%Mn + 83.16 weight . -%Si + 354.2 weight . -%N + 17,402 i.e ⁇ 1 / 2
- the coefficients of manganese and silicon are approximately the same for both yield strength and tensile strength, which gives the possibility of substituting manganese for silicon.
- chromium (Cr) in dissolved form can significantly increase the hardenability of steel.
- chromium causes particle hardening in the form of chromium carbides if the temperature is controlled appropriately. The associated increase in the number of nucleation sites with a simultaneously reduced carbon content leads to a reduction in hardenability.
- chromium In dual-phase steels, the addition of chromium mainly improves the hardenability. In the dissolved state, chromium shifts the pearlite and bainitic transformation to longer times and at the same time lowers the martensite start temperature.
- chromium significantly increases tempering resistance, so that there is almost no loss of strength in the hot-dip bath.
- Chromium is also a carbide former. If chromium-iron mixed carbides are present, the austenitizing temperature selected before hardening must be high enough to dissolve the chromium carbides. Otherwise the hardenability can deteriorate due to the increased number of germs.
- Chromium also tends to form oxides on the steel surface during annealing, which can degrade hot-dip quality.
- the above-mentioned measures for adjusting the furnace areas during continuous hot-dip coating reduce the formation of Cr oxides or Cr mixed oxides on the steel surface after annealing.
- the chromium content is therefore set at levels of 0.250% by weight to 0.400% by weight.
- the chromium content is preferably in a range between ⁇ 0.260% by weight to ⁇ 0.330% by weight, with final thicknesses of 1.00 to 2.00 mm inclusive ⁇ 0.290% by weight to ⁇ 0.360% by weight and for final thicknesses of 2.00 to 3.00 mm inclusive between ⁇ 0.320% by weight to ⁇ 0.370% by weight.
- the chromium content is preferably in a range between ⁇ 0.260% by weight to ⁇ 0.330% by weight with a carbon equivalent CEV(IIW) of ⁇ 0.62%, at final thicknesses of 1.00 up to and including 2.00 mm between ⁇ 0.290% by weight and ⁇ 0.360% by weight with a carbon equivalent CEV(IIW) of ⁇ 0.66% and at final thicknesses of 2.00 up to and including 3, 00 mm between ⁇ 0.320% by weight to ⁇ 0.370% by weight with a carbon equivalent CEV(IIW) of ⁇ 0.66%.
- Chromium contents between ⁇ 0.250% by weight and ⁇ 0.370% by weight can be used for final thicknesses of less than 0.50 mm and between > 0.370% by weight and ⁇ 0.400% by weight greater than 3.00 mm.
- Molybdenum (Mo) Like chromium and manganese, the addition of molybdenum improves hardenability. The pearlite and bainitic transformation is shifted to longer times and the martensite start temperature is lowered. At the same time, molybdenum is a strong carbide former, which creates finely distributed mixed carbides, including those with titanium. Molybdenum also increases the tempering resistance considerably, so that no loss of strength is to be expected in the hot-dip bath. Molybdenum also acts through solid solution hardening, but is less effective than manganese and silicon.
- the molybdenum content is therefore set between more than 0.200% by weight and up to 0.300% by weight.
- the Mo content is advantageously adjusted to a range between more than 0.200% by weight and up to 0.250% by weight.
- Copper (Cu) The addition of copper can improve tensile strength and hardenability increase. In combination with nickel, chromium and phosphorus, copper can form a protective oxide layer on the surface, which can significantly reduce the rate of corrosion.
- copper In combination with oxygen, copper can form harmful oxides at the grain boundaries, which can have negative effects, especially for hot forming processes.
- the copper content is therefore set at ⁇ 0.050% by weight and is therefore limited to the amounts that are unavoidable in steel production.
- the nickel content is therefore set at ⁇ 0.050% by weight and is therefore limited to the amounts that are unavoidable in steel production.
- Vanadium (V) In the present alloy concept, the vanadium content is set at ⁇ 0.005% by weight to ⁇ 0.020% by weight, optimally limited to ⁇ 0.005% by weight to ⁇ 0.015% by weight.
- Tin (Sn) Since the addition of tin is not necessary with the present alloy concept, the tin content is limited to ⁇ 0.040% by weight and thus unavoidable amounts accompanying steel are limited.
- Aluminum (Al) is usually alloyed with steel in order to bind the oxygen and nitrogen dissolved in the iron. Oxygen and nitrogen are thus converted into aluminum oxides and aluminum nitrides. These precipitations can cause grain refinement by increasing the nucleation sites and thus increase the toughness and strength values.
- Titanium nitrides have a lower enthalpy of formation and are formed at higher temperatures.
- the aluminum content is therefore limited to 0.010% by weight up to a maximum of 0.060% by weight and is added to calm the steel.
- Niobium acts in different ways in steel. During hot rolling in the finishing train, it retards recrystallization due to the formation of very finely distributed precipitations, which increases the nucleation site density and produces a finer grain after transformation. The proportion of dissolved niobium also has a recrystallization-inhibiting effect. The precipitations increase the strength of the final product. These can be carbides or carbonitrides. Mixed carbides, in which titanium is also incorporated, are often involved. This effect begins at 0.005% by weight and becomes most pronounced at 0.010% by weight of niobium. The precipitates also prevent grain growth during (partial) austenitization in hot-dip galvanizing. No additional effect is to be expected above 0.060% by weight of niobium. Contents of 0.025% by weight to 0.045% by weight have proven to be advantageous.
- Boron is an extremely effective alloying agent for realizing variable cold rolling grades.
- the very narrow range according to the invention for the addition of boron has a pronounced effect with regard to the uniformity of the mechanical properties of the cold strips produced with a variable degree of cold rolling in the subsequent processing.
- This pronounced effect first leads to the possibility of setting defined characteristic value ranges after the process steps ( Figure 8a, 8b or 8c) with variable cold rolling degrees based on a master hot strip thickness or based on a master cold strip thickness instead of with a relatively constant degree of cold rolling.
- boron is an effective element for increasing hardenability, which is effective even in very small amounts.
- the martensite start temperature remains unaffected.
- boron must be in solid solution. Since it has a high affinity for nitrogen, the nitrogen must first be bound, preferably with the stoichiometrically required amount of titanium. Due to its low solubility in iron, the dissolved boron tends to accumulate at the austenite grain boundaries. There it partially forms Fe- ⁇ -carbides, which are coherent and reduce the grain boundary energy. Both effects delay the formation of ferrite and pearlite and thus increase the hardenability of the steel.
- the boron content for the alloy concept according to the invention is set at values of more than 0.0005% by weight to 0.0010% by weight, advantageously at values ⁇ 0.0009% by weight or optimally at > 0.0006 wt% to ⁇ 0.0009 wt%
- Nitrogen (N) can be both an alloying element and a by-product from steel production. Excessive nitrogen content causes an increase in strength combined with a rapid loss of toughness and aging effects.
- fine-grain hardening via titanium nitrides and niobium (carbo)nitrides can be achieved through a targeted addition of nitrogen in connection with the micro-alloying elements titanium and niobium. In addition, coarse grain formation is suppressed during reheating before hot rolling.
- the N content is therefore set at values of ⁇ 0.0020% by weight to ⁇ 0.0120% by weight.
- the nitrogen content should be maintained at values of ⁇ 0.0020% by weight to ⁇ 0.0090% by weight.
- nitrogen contents of ⁇ 0.0040% by weight to ⁇ 0.0120% by weight have proven to be advantageous.
- Calcium (Ca) An addition of calcium in the form of mixed calcium-silicon compounds causes deoxidation and desulfurization of the molten phase during steel production. In this way, reaction products are transferred to the slag and the steel is cleaned. According to the invention, the increased purity leads to better properties in the end product.
- a Ca content of ⁇ 0.0010% by weight to ⁇ 0.0060% by weight is set. Contents of ⁇ 0.0030% by weight have proven to be advantageous.
- the annealing temperatures for the dual-phase structure to be achieved are between about 700 and 950° C. for the steel according to the invention, so that a partially austenitic (two-phase area) or a fully austenitic structure (austenitic area) is achieved depending on the temperature range.
- the tests also showed that the set microstructure after the intercritical annealing between Ac1 and Ac3 or the austenitizing annealing over Ac3 with subsequent controlled cooling even after a further process step of hot-dip refinement at temperatures between 400 and 470°C, for example with zinc or zinc-magnesium remain.
- the continuously annealed and, in some cases, hot-dip refined material can be in the skin-tempered (skin-pass rolled) or undressed condition and/or in the stretch-bent or non-stretch-bent condition and also in the heat-treated condition (overaging).
- the steel strips made from the alloy composition according to the invention are also distinguished during further processing by a high insensitivity to edge cracking and a high bending angle.
- Steel strips can thus advantageously be produced which have a minimum product value Rm x a (tensile strength x [bending angle according to VDA 238-100]) of 100,000 MPa x °, in particular 120,000 MPa x °.
- Rm x a tensile strength x [bending angle according to VDA 238-100]
- the steel strips according to the invention are in a delayed, fracture-free state for at least 6 months, while meeting the requirements of SEP 1970 for hole tensile and stirrup tests after being made available by the steel manufacturer.
- Blanks can be cut from a strip regardless of the rolling direction (e.g. across, lengthwise and diagonally or at an angle to the rolling direction), thus minimizing waste.
- the hot strip is produced according to the invention with final rolling temperatures in the austenitic range above Ar3 and at coiling temperatures above the bainite start temperature.
- a blank is cut from a steel strip according to the invention, which is then heated to a temperature above Ac3.
- the heated blank is formed into a component and then hardened in a forming tool or in air, with optional subsequent tempering.
- the steel according to the invention has the property that hardening already takes place during cooling in still air, so that a separate cooling of the forming tool can be omitted.
- the structure of the steel is converted to the austenitic range by heating, preferably to temperatures above 950°C in a protective gas atmosphere.
- a martensitic microstructure is formed for a high-strength component.
- figure 1 shows schematically the process chain for the production of a strip from the steel according to the invention.
- the process routes possible in the invention are shown.
- the process route is the same for all steels according to the invention up to pickling, after which different process routes follow depending on the desired results.
- the pickled hot strip can be cold-rolled with different degrees of rolling and hot-dip refined.
- Soft-annealed hot strip or soft-annealed cold strip can also be cold-rolled and hot-dip refined.
- Material can also optionally be processed without hot-dip finishing, i.e. only in the context of continuous annealing with and without subsequent electrolytic galvanizing.
- a complex component can now be manufactured from the optionally coated material.
- an optional Tempering process take place, such as air hardening, where the heat treated component is cooled in air.
- a tempering stage can complete the thermal treatment of the component.
- figure 2 shows schematically the time-temperature profile of the process steps of hot rolling and continuous annealing of strips made from the alloy composition according to the invention. Shown is the time- and temperature-dependent conversion for the hot rolling process as well as for a heat treatment after cold rolling, the component production, as well as the optional tempering with optional tempering.
- figure 3 1 shows in Examples 1 to 4, which originate from a melt, in order to exclude the analytical influence here, the alloy compositions of the steel according to the invention, depending on the pre-strip thickness produced.
- Cold strips with a target cold strip thickness of 1.50 mm were produced from a target hot strip thickness of 2.30 mm.
- example 1 shows the alloy composition for a pre-strip thickness of 40 mm, example 2 for a pre-strip thickness of 45 mm, example 3 for a pre-strip thickness of 50, example 4 for a pre-strip with a thickness of 55 mm.
- figure 4 shows the mechanical characteristics (transverse to the rolling direction) of the steel according to the invention in the hot-rolled state (HR, Hot Rolled) in Figure 4a and in the cold-rolled condition (CR, Cold Rolled) in Figure 4b .
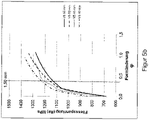
- figure 5 shows the hardening behavior, via the mechanical characteristics transverse to the rolling direction, during cold rolling of the steel according to the invention, in tabular form Figure 5a and graphically as a cold flow curve in Figure 5b .
- figure 6 shows the mechanical characteristics (transverse to the rolling direction) of the steel according to the invention in the thin sheet state (HDG, Hot Dipped Galvanized) in Figure 6a and the results of the hole expansion tests according to ISO 16630 and the platelet bending test according to VDA 238-100 in the thin sheet state (HDG) longitudinally and transversely to the rolling direction, as well as the corresponding products with the tensile strength, in Figure 6b .
- figure 7 shows the mechanical characteristics (transverse to the rolling direction) of the steel according to the invention in the HR, CR and HDG states using a pre-strip thickness of 40 mm Figure 7a , 45mm in Figure 7b , 50mm in Figure 7c , 55mm in Figure 7d as in Figure 7e as a summary graphic overview.
- the figure 8 shows schematically three variants of the temperature-time curves according to the invention during the annealing treatment and cooling and in each case different austenitizing conditions.
- the procedure 1 shows the annealing and cooling of the steel strip produced and cold-rolled to the final thickness in a continuous annealing plant.
- the strip is heated to a temperature ranging from about 700 to 950°C (Ac1 to Ac3).
- the annealed steel strip is then cooled from the annealing temperature at a cooling rate of between approx. 15 and 100°C/s down to an intermediate temperature (ZT) of approx. 200 to 250°C.
- ZT intermediate temperature
- a second intermediate temperature (approx. 300 to 500° C.) is not shown in this schematic representation.
- the steel strip is then air-cooled at a cooling rate of between approx. 2 and 30°C/s until room temperature (RT) is reached, or the cooling at a cooling rate of between approx. 15 and 100°C/s is maintained until room temperature is reached .
- the procedure 2 ( Figure 8b ) shows the process according to method 1, but the cooling of the steel strip for the purpose of hot-dip refinement is briefly interrupted as it passes through the hot-dip vessel, in order to then cool at a cooling rate between approx. 15 and 100°C/s down to an intermediate temperature of approx. 200 up to 250°C. Then it will Steel strip is cooled in air at a cooling rate of between approx. 2 and 30°C/s until room temperature is reached.
- Method 2 corresponds to annealing, for example hot-dip galvanizing with a combined direct-fired furnace and radiant tube furnace, as described in Figure 8b is described.
- the procedure 3 ( Figure 8c ) also shows the process according to method 1 for a hot-dip coating, but the cooling of the steel strip is interrupted by a short pause (approx. 1 to 20 s) at an intermediate temperature in the range of approx. 200 to 400°C and the temperature ( ST), which is necessary for hot-dip refining (approx. 400 to 470°C), is reheated.
- the steel strip is then cooled again down to an intermediate temperature of approx. 200 to 250°C.
- the steel strip is finally cooled in air at a cooling rate of approx. 2 and 30°C/s until it reaches room temperature.
- Method 3 corresponds, for example, to a process control in a continuous annealing plant, as described in Figure 8c is described.
- the steel can optionally be reheated directly before the zinc bath by means of an induction furnace.
- the decreases from the slab to the pre-strip vary in the following examples from 78% to 84% for subsequent hot rolling to a hot strip thickness of 2.30 mm with corresponding decreases of 94% to 96%.
- the target cold strip thickness of 1.50 mm is achieved in a single cold rolling step with a degree of cold rolling of 35%. It is impressive that for both very low pre-strip thicknesses and higher pre-strip thicknesses, as well as the area in between, relatively uniform values for the tensile strength and yield point are achieved, with the usual range of fluctuation, transverse to the rolling direction.
- the steel according to the invention allows the use of master hot strip gauges with varying degrees of cold rolling, as well as the use of master cold strip gauges, without influencing the previous fact.
- the transverse yield strength ratio Re/Rm was 66%.
- the material properties across the rolling direction would correspond to an HC660XD, for example.
- the transverse yield strength ratio Re/Rm was 77%. - Yield point (Re) 826MPa - Tensile strength (Rm) 1070MPa - Elongation at break (A80) 10.0%
- Figure 8c hot-dip refined the slab material of 250 mm was reversibly rolled before hot rolling in the roughing mill to form a pre-strip of 45 mm with a percentage reduction of 82% and then hot-rolled in the hot wide strip mill at a target final rolling temperature of 910°C with a reduction of 95% and at at a set coiling temperature of 650°C with a master hot strip thickness of 2.30 mm and, after pickling, cold-rolled to 1.50 mm in one pass without additional heat treatment (e.g. batch annealing) (degree of cold rolling 35%)
- the transverse yield strength ratio Re/Rm was 67%.
- Yield strength (Rp0.2) 720MPa - Tensile strength (Rm) 1077MPa - Elongation at break (A80) 10.4% - Bake Hardening Index (BH2) 51MPa - ISO hole expansion ratio 1663035% - Bending angle according to VDA 238-100 (longitudinal, transverse) 128°/114°
- the material properties across the rolling direction would correspond to an HC660XD, for example.
- the transverse yield strength ratio Re/Rm was 70%. - Yield point (Re) 725MPa - Tensile strength (Rm) 1030MPa - Elongation at break (A80) 10.2%
- the transverse yield strength ratio Re/Rm was 65%.
- Yield strength (Rp0.2) 704 MPa -
- Tensile strength (Rm) 1084MPa - Elongation at break (A80) 10.4% - Bake Hardening Index (BH2) 55MPa - ISO hole expansion ratio 1663038% - Bending angle according to VDA 238-100 (longitudinal, transverse) 127°/115°
- the material properties across the rolling direction would correspond to an HC660XD, for example.
- the transverse yield strength ratio Re/Rm was 69%. - Yield point (Re) 695MPa - Tensile strength (Rm) 1010MPa - Elongation at break (A80) 8.8%
- Figure 8c hot-dip refined the slab material of 250 mm was reversibly rolled before hot rolling in the roughing mill to form a pre-strip of 55 mm with a percentage reduction of 78% and then hot-rolled in the hot wide strip mill at a target final rolling temperature of 910°C with a reduction of 96% and at at a set coiling temperature of 650°C with a master hot strip thickness of 2.30 mm and, after pickling, cold-rolled to 1.50 mm in one pass without additional heat treatment (e.g. batch annealing) (degree of cold rolling 35%).
- the transverse yield strength ratio Re/Rm was 66%.
- Yield strength (Rp0.2) 708MPa -
- Tensile strength (Rm) 1077MPa - Elongation at break (A80) 10.4% - Bake Hardening Index (BH2) 58MPa - ISO hole expansion ratio 1663040% - Bending angle according to VDA 238-100 (longitudinal, transverse) 123°/111°
- the material properties across the rolling direction would correspond to an HC660XD, for example.
- the transverse yield strength ratio Re/Rm was 70%. - Yield point (Re) 679 MPa - Tensile strength (Rm) 967MPa - Elongation at break (A80) 9.6%
- the invention has been described above using thin steel sheets with a final thickness to be achieved of 1.50 mm in the thickness range from 0.50 to 3.00 mm. It is also possible to produce final thicknesses in the range from 0.10 to 4.00 mm if required.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Description
- Die Erfindung betrifft ein Verfahren zur Herstellung eines Stahlbandes aus einem Mehrphasenstahl mit einer Mindestzugfestigkeit von 980 MPa im nicht vergüteten Zustand gemäß dem Oberbegriff des Patentanspruches 1.
- Insbesondere betrifft die Erfindung Stähle mit einer Zugfestigkeit im Bereich von mindestens 980 MPa im nicht vergüteten Zustand, zur Herstellung von Bauteilen, die eine verbesserte Umformbarkeit, wie zum Beispiel im Hinblick auf eine Lochaufweitung sowie verbesserte Fügeeignung, wie beispielsweise von Schweißeigenschaften aufweisen.
- Der heiß umkämpfte Automobilmarkt zwingt die Hersteller stetig, Lösungen zur Senkung des Flottenkraftstoffverbrauches und CO2-Abgasausstoßes unter Beibehaltung eines größtmöglichen Komforts und Insassenschutzes zu finden. Dabei spielt einerseits die Gewichtsersparnis aller Fahrzeugkomponenten eine entscheidende Rolle, andererseits aber auch ein möglichst günstiges Verhalten der einzelnen Bauteile bei hoher statischer und dynamischer Beanspruchung im Betrieb wie auch im Crashfall.
- Die Stahllieferanten tragen durch die Bereitstellung von höchstfesten Stählen o.g. Aufgabenstellung Rechnung. Darüber hinaus kann durch die Bereitstellung höchstfester Stähle mit geringerer Blechdicke das Gewicht der Fahrzeugkomponenten bei gleichem und eventuell sogar verbessertem Bauteilverhalten reduziert werden.
- Diese neu entwickelten Stähle müssen neben der geforderten Gewichtsreduzierung den hohen Materialanforderungen bezüglich Dehngrenze, Zugfestigkeit und Bruchdehnung sowie Bake-Hardening-Index genügen, wie auch den hohen Bauteilanforderungen nach Zähigkeit, Kantenrissunempfindlichkeit, verbesserten Biegewinkel und Biegeradius, Energieabsorption sowie definierten Verfestigungen über den Work-Hardening-Effekt und den Bake-Hardening-Effekt aufweisen.
- Darüber hinaus muss eine gute Verarbeitbarkeit gewährleistet werden. Dies betrifft sowohl die Prozesse beim Automobilhersteller, zum Beispiel Stanzen und Umformen, optionale thermische Vergütung mit nachgeschaltetem optionalen Anlassen, Schweißen und/oder einer Oberflächennachbehandlung, wie Phosphatieren und KTL-Lackieren und auch die Fertigungsprozesse beim Vormateriallieferanten, wie beispielsweise Oberflächenveredelung durch metallische oder organische Beschichtung.
- Auch wird zunehmend eine verbesserte Fügeeignung beispielsweise in Form von besserer allgemeiner Schweißbarkeit, wie einem größeren nutzbaren Schweißbereich beim Widerstandspunktschweißen und ein verbessertes Versagensverhalten der Schweißnaht (Bruchbild) unter mechanischer Beanspruchung, sowie eine ausreichende Resistenz gegenüber verzögerter Wasserstoffversprödung (d.h. delayed fracture free) gefordert. Gleiches gilt für die Schweißeignung höchstfester Stähle bei der Herstellung von Rohren, die zum Beispiel mittels des Hochfrequenz-Induktionsschweißverfahrens (HFI) hergestellt werden.
- Das Lochaufweitvermögen ist eine Materialeigenschaft, welche die Beständigkeit des Materials gegen Risseinleitung und Rissausbreitung bei Umformoperationen in kantennahen Bereichen, wie zum Beispiel beim Kragenziehen, beschreibt.
- Der Lochaufweiteversuch ist beispielsweise in der ISO 16630 normativ geregelt. Danach werden vorgefertigte zum Beispiel in ein Blech gestanzte Löcher mittels eines Dorns aufgeweitet. Die Messgröße ist die auf den Ausgangsdurchmesser bezogene Änderung des Lochdurchmessers, bei der am Rand des Lochs der erste Riss durch das Blech auftritt.
- Eine verbesserte Kantenrissunempfindlichkeit bedeutet ein erhöhtes Umformvermögen der Blechkanten und kann durch ein erhöhtes Lochaufweitvermögen beschrieben werden. Dieser Sachverhalt ist unter den Synonymen "Low Edge Crack" (LEC) bzw. unter "High Hole Expansion" (HHE) sowie unter xpand® bekannt.
- Der Biegewinkel beschreibt eine Materialeigenschaft, die Rückschlüsse auf das Materialverhalten bei Umformoperationen mit dominanten Biegeanteilen (zum Beispiel beim Falzen) oder auch bei Crashbelastungen gibt. Vergrößerte Biegewinkel erhöhen somit die Fahrgastzellensicherheit.
- Die Bestimmung des Biegewinkels (α) wird zum Beispiel über den Plättchen-Biegeversuch in der VDA 238-100 normativ geregelt.
- Die oben genannten Eigenschaften sind wichtig für Bauteile, die eine sehr komplexe Ausformung haben.
- Verbesserte Schweißbarkeit wird bekanntermaßen u.a. durch ein abgesenktes Kohlenstoffäquivalent erreicht.
- Dafür stehen Synonyme wie "unterperitektisch" (UP) bzw. das bereits bekannte "Low Carbon Equivalent" (LCE). Dabei ist der Kohlenstoffgehalt üblicherweise kleiner 0,120 Gew.-%.
- Weiterhin kann das Versagensverhalten bzw. das Bruchbild der Schweißnaht über eine deutliche Zulegierung mit Mikrolegierungselementen, bei kohlenstoffarmen Stählen mit abgesenktem Kohlenstoffäquivalent, verbessert werden.
- Bauteile hoher Festigkeit müssen gegenüber Wasserstoff eine ausreichende Resistenz gegenüber einer Materialversprödung aufweisen.
- Die Prüfung der Beständigkeit von Advanced High Strength Steels (AHSS) für den Automobilbau gegenüber fertigungsbedingten wasserstoffinduzierten Sprödbrüchen ist in der SEP1970 geregelt und über die Bügelprobe und die Lochzugprobe getestet.
- Im Fahrzeugbau finden zunehmend Dualphasenstähle Anwendung, die aus einem ferritischen Grundgefüge bestehen, in das eine martensitische Zweitphase eingelagert ist. Es hat sich herausgestellt, dass sich bei kohlenstoffarmen, mikrolegierten Stählen Anteile weiterer Phasen wie Bainit und Restaustenit sich vorteilhaft zum Beispiel auf das Lochaufweitverhalten, das Biegeverhalten und das wasserstoffinduzierte Sprödbruchverhalten auswirken. Der Bainit kann hierbei in unterschiedlichen Erscheinungsformen, wie zum Beispiel oberer und unterer Bainit, vorliegen.
- Die charakteristischen Verarbeitungseigenschaften der Dualphasenstähle, wie ein sehr niedriges Streckgrenzenverhältnis bei gleichzeitig sehr hoher Zugfestigkeit, eine starke Kaltverfestigung und eine gute Kaltumformbarkeit, sind hinreichend bekannt.
- Die an den Stahlwerkstoff geforderte Eigenschaftskombination stellt letztendlich einen bauteilspezifischen Kompromiss aus Einzeleigenschaften dar. Diese Eigenschaften reichen aber bei immer komplexeren Bauteilgeometrien oft nicht mehr aus.
- Zunehmend finden auch Mehrphasenstähle im Automobilbau Anwendung, wie Komplexphasenstähle, ferritisch-bainitische Stähle, bainitische Stähle sowie martensitische Stähle, die unterschiedliche Gefügezusammensetzungen aufweisen. Komplexphasenstähle sind nach EN 10346 Stähle, die geringe Anteile von Martensit, Restaustenit und/oder Perlit in einem ferritisch/bainitischen Grundgefüge enthalten, wobei durch eine verzögerte Rekristallisation oder durch Ausscheidungen von Mikrolegierungselementen eine starke Kornfeinung bewirkt wird.
- Diese Komplexphasenstähle besitzen im Vergleich zu Dualphasenstählen höhere Streckgrenzen, ein größeres Streckgrenzenverhältnis, eine geringere Kaltverfestigung und ein höheres Lochaufweitvermögen.
- Ferritisch-bainitische Stähle sind nach EN 10346 Stähle, die Bainit oder verfestigten Bainit in einer Matrix aus Ferrit und/oder verfestigtem Ferrit enthalten. Die Festigkeit der Matrix wird durch eine hohe Versetzungsdichte, durch Kornfeinung und die Ausscheidung von Mikrolegierungselementen bewirkt.
- Dualphasenstähle sind nach EN 10346 Stähle mit einem ferritischen Grundgefüge, in dem eine martensitische Zweitphase inselförmig eingelagert ist, fallweise auch mit Anteilen von Bainit als Zweitphase. Bei hoher Zugfestigkeit zeigen Dualphasenstähle ein niedriges Streckgrenzenverhältnis und eine starke Kaltverfestigung.
- TRIP-Stähle sind nach EN 10346 Stähle mit einem überwiegend ferritischen Grundgefüge, in dem Bainit und Restaustenit eingelagert ist, der während der Umformung zu Martensit umwandeln kann (TRIP-Effekt). Wegen seiner starken Kaltverfestigung erreicht der Stahl hohe Werte der Gleichmaßdehnung und Zugfestigkeit. In Verbindung mit dem Bake-Hardening-Effekt sind hohe Bauteilfestigkeiten erreichbar. Diese Stähle eignen sich sowohl zum Streckziehen als auch zum Tiefziehen. Bei der Materialumformung sind jedoch höhere Blechhalterkräfte und Pressenkräfte erforderlich. Eine vergleichsweise starke Rückfederung ist zu berücksichtigen.
- Zu den hochfesten Stählen mit einphasigem Gefüge zählen zum Beispiel bainitische und martensitische Stähle.
- Bainitische Stähle sind nach EN 10346 Stähle, die sich durch eine sehr hohe Streckgrenze und Zugfestigkeit bei einer ausreichend hohen Dehnung für Kaltumformprozesse auszeichnen. Aufgrund der chemischen Zusammensetzung ist eine gute Schweißbarkeit gegeben. Das Gefüge besteht typischerweise aus Bainit. Es können im Gefüge vereinzelt geringe Anteile anderer Phasen, wie zum Beispiel Martensit und Ferrit, enthalten sein.
- Martensitische Stähle sind nach EN 10346 Stähle, die durch thermomechanisches Walzen kleine Anteile von Ferrit und/oder Bainit in einem Grundgefüge aus Martensit enthalten. Diese Stahlsorte zeichnet sich durch eine sehr hohe Streckgrenze und Zugfestigkeit bei einer ausreichend hohen Dehnung für Kaltumformprozesse aus. Innerhalb der Gruppe der Mehrphasenstähle weisen die martensitischen Stähle die höchsten Zugfestigkeitswerte auf. Die Eignung zum Tiefziehen ist beschränkt. Die martensitischen Stähle eignen sich vorwiegend für biegende Umformverfahren, wie Rollformen.
- Vergütungsstähle sind nach EN 10083 Stähle, die durch Vergüten (=Härten und Anlassen) eine hohe Zug- und Dauerfestigkeit erhalten. Führt die Abkühlung beim Härten an Luft zu Bainit oder Martensit, wird das Verfahren "Lufthärten" genannt. Über ein nach dem Härten erfolgendes Anlassen kann gezielt Einfluss auf das Festigkeits-/Zähigkeitsverhältnis genommen werden.
- Zum Einsatz kommen diese Stähle aktuell in Struktur-, Fahrwerks- und crashrelevanten Bauteilen, sowie als flexibel kaltgewalzte Bänder.
- Eine signifikante Gewichtsreduktion durch die belastungsangepasste Wahl der Blechdicke über die Bauteillänge ermöglicht diese Tailor Rolled Blank Leichtbau-Technologie (TRB®).
- Mit heute bekannten Legierungen und verfügbaren kontinuierlichen Glühanlagen für stark variierende Blechdicken ist allerdings die Herstellung von TRB®s mit Mehrphasengefüge nicht ohne Einschränkungen möglich, wie beispielsweise für die Wärmebehandlung vor dem Kaltwalzen. In Bereichen unterschiedlicher Blechdicke kann aufgrund eines bei den gängigen Prozessfenstern auftretenden Temperaturgefälles kein homogenes mehrphasiges Gefüge in kalt- wie auch warmgewalzten Stahlbändern eingestellt werden.
- Sollen Feinbleche erzeugt werden, werden die kaltgewalzten Stahlbänder aus wirtschaftlichen Gründen üblicherweise im Durchlaufglühverfahren rekristallisierend zu gut umformbarem Feinblech geglüht.
- Abhängig von der Legierungszusammensetzung und dem Bandquerschnitt werden die Prozessparameter, wie Durchlaufgeschwindigkeit, Glühtemperaturen und Abkühlgeschwindigkeit, entsprechend den geforderten mechanisch-technologischen Eigenschaften mit dem dafür notwendigen Gefüge eingestellt.
- Oben genannte Eigenschaften werden beispielsweise durch die Stahlzusammensetzungen, die Prozessparameter beim Warmwalzen, die Prozessparameter beim Beizen (beispielsweise das Streckbiegerichten) und die Prozessparameter beim Kaltwalzen bereits vor dem Durchlaufglühen signifikant beeinflusst.
- Die Stahlzusammensetzung wird durch Analysenvorschriften, die MIN- und MAX-Bereiche definieren, festgelegt.
- Je nach dem herzustellenden Mehrphasenstahl werden die Prozessparameter beim Warmwalzen, wie zum Beispiel Standard-Brammendicke, Brammenliegezeit, Brammenausstoßtemperatur, Stichplan bei der Vorbandwalzung, Standard-Vorbanddicke, Einlauftemperatur in die Warmbandstraße, Stichplan beim Warmwalzen, Endwalztemperatur, Warmbandkühlmuster, Haspeltemperatur, festgelegt.
- Beim Beizen beeinflusst ein optionales Streckbiegerichten (Recken) den nachfolgenden Prozessschritt.
- Beim Kaltwalzen werden die Warmbanddicke zur Darstellung einer Kaltwalzdicke durch einen Standard-Kaltabwalzgrad bereits bei der Auftragsumsetzung in die technischen Vorgaben (Prozessparameter) festgelegt.
- Die Dicke des Vorbandes beim Warmwalzprozess, beschreibt die Ausgangsdicke vor dem Einlaufen in die mehrgerüstige Warmbandstraße, wobei das Vorband reversierend, in mehreren Stichen (Durchläufe) aus einer Bramme mit einer definierten Standarddicke gefertigt wurde.
- Typische Brammendicken liegen zwischen 250 mm und 300 mm (Standard 250 mm, hier weiter betrachtet), die Vorbanddicken bewegen sich üblicherweise bei den Mehrphasenstählen zwischen 40 mm bis 60 mm.
- Üblicherweise sind die Vorbanddicken für das anschließende Warmwalzen relativ konstant, je nach Werkstoffzusammensetzung, beispielsweise bei 45 mm (hier Standard genannt).
- Werte darunter oder darüber bewirken veränderte technologische Warmbandkennwerte, wie Zugfestigkeit und Streckgrenze, die wiederum die anschließende Umformung beim Kaltwalzen dadurch beeinflussen, wie das Kaltverfestigungsverhalten.
- Zur Erreichung der von den Normen geforderten finalen technologischen Feinblechkennwerte wird bei der Durchlaufglühbehandlung zur Sicherstellung einer ordnungsgemäßen Rekristallisation, entsprechend dem Stand der Technik, eine materialabhängige Vorbanddicke festgelegt. Unterschreitungen bzw. Überschreitungen beeinflussen bei den klassischen Stählen die finalen technologischen Kennwerte so weit, dass es zu erheblichen Chargenschwankungen (Streubereich) kommen kann.
- Der Abwalzgrad beim Kaltwalzen (Kaltabwalzgrad) beschreibt das prozentuale Verhältnis von der Differenz der Warmbandausgangsdicke zur Kaltbandenddicke bezogen auf die Warmbandausgangsdicke.
- Üblicherweise sind die Kaltabwalzgrade relativ konstant, sie betragen bei dickeren Kaltbändern von über 2 mm bis zu ca. 40 % und bis zu ca. 60 % bei Kaltbändern bis 1 mm Dicke.
- Zur Erreichung der von den Normen geforderten technologischen Kennwerte wird bei der Durchlaufglühbehandlung zur Sicherstellung einer ordnungsgemäßen Rekristallisation, entsprechend dem Stand der Technik, im Durchschnitt ein Kaltabwalzgrad von ca. 50% benötigt. Unterschreitungen bzw. Überschreitungen führen bei den klassischen Stählen zu schwankenden technologischen Kennwerten, wie bei den TRB®'s beschrieben.
- Zur Erzielung eines feinkörnigen Gefüges nach dem Durchlaufglühvorgang wird bekanntermaßen in Abhängigkeit von der Rekristallisationstemperatur ein Mindestkaltwalzgrad eingestellt, um eine entsprechende Versetzungsdichte für die Rekristallisationsglühung einzustellen.
- Ist der Kaltabwalzgrad zu gering (auch in lokalen Bereichen), kann die kritische Schwelle zur Rekristallisation nicht überwunden werden, so dass ein feinkörniges und relativ gleichmäßiges Gefüge nicht erreicht werden kann. Durch unterschiedliche Korngrößen im Kaltband stellen sich auch nach der Rekristallisation unterschiedliche Korngrößen im finalen Gefüge ein, was zu Kennwertschwankungen führt. Verschieden große Körner können beim Abkühlen von der Ofentemperatur zu unterschiedlichen Phasenbestandteilen umwandeln und für eine weitere Inhomogenität sorgen.
- Zur Erreichung des jeweils geforderten Gefüges wird das Kaltband im Durchlaufglühofen auf eine Temperatur aufgeheizt, bei der sich während der Abkühlung die geforderte Gefügeausbildung (zum Beispiel Dual- oder Komplexphasengefüge) einstellt.
- Wenn aufgrund hoher Korrosionsschutzanforderungen die Oberfläche des Kaltbandes schmelztauchverzinkt werden soll, erfolgt die Glühbehandlung üblicherweise in einer kontinuierlichen Feuerverzinkungsanlage, bei der die Wärmebehandlung oder Glühung und die nachgeschaltete Verzinkung in einem kontinuierlichen Prozess stattfinden.
- Beim Durchlaufglühen von warm- oder kaltgewalzten Stahlbändern mit zum Beispiel aus den Schriften
EP 2 028 282 A1 undEP 2 031 081 A1 bekannten Legierungskonzepten für höchstfeste Dualphasenstähle mit Mindestzugfestigkeiten von ca. 980 MPa, besteht das Problem, dass nur ein kleines Prozessfenster für die Glühparameter vorhanden ist. Damit sind bereits bei minimalen Querschnittsänderungen (Dicke, Breite) Anpassungen der Prozessparameter für das Erreichen gleichmäßiger mechanischer Eigenschaften erforderlich. - Bei aufgeweiteten Prozessfenstern sind bei gleichen Prozessparametern die geforderten Bandeigenschaften auch bei größeren Querschnittsänderungen der zu glühenden Bänder möglich.
- Dies betrifft neben flexibel gewalzten Bändern mit unterschiedlichen Blechdicken über die Bandlänge vor allen Dingen auch Bänder mit unterschiedlicher Dicke und/oder unterschiedlicher Breite, die nacheinander geglüht werden müssen.
- Eine homogene Temperaturverteilung ist gerade bei unterschiedlichen Dicken im Übergangsbereich von einem Band zum anderen nur schwierig zu erreichen. Dies kann bei Legierungszusammensetzungen mit zu kleinen Prozessfenstern bei der Durchlaufglühung dazu führen, dass beispielsweise das dünnere Band zu langsam durch den Ofen gefahren wird und dadurch die Produktivität gesenkt wird, oder dass das dickere Band zu schnell durch den Ofen gefahren wird und die erforderliche Glühtemperatur für das gewünschte Gefüge nicht erreicht wird. Die Folgen sind vermehrter Ausschuss.
- Der entscheidende Prozessparameter bei Material mit einem relativ konstanten Kaltabwalzgrad ist daher die Einstellung der Geschwindigkeit bei der Durchlaufglühung, da die Phasenumwandlung temperatur- und zeitabhängig abläuft. Je unempfindlicher der Stahl in Bezug auf die Gleichmäßigkeit der mechanischen Eigenschaften bei Änderungen im Temperatur- und Zeitverlauf bei der Durchlaufglühung ist, desto größer ist somit das Prozessfenster.
- Besonders gravierend wird das Problem eines zu engen Prozessfensters bei der Glühbehandlung von Kaltbändern, die zu geringe oder zu hohe Vorbanddicken bzw. zu niedrige oder zu hohe Kaltabwalzgrade aufweisen, wie auch bei der Glühbehandlung von Bändern mit über die Bandlänge variierenden Blechdicken für die Herstellung belastungsoptimierter Bauteile aus Kaltband, aber auch aus Warmband.
- Ein Verfahren zur Herstellung eines Stahlbandes mit unterschiedlicher Dicke über die Bandlänge wird beispielsweise in der
DE 100 37 867 A1 beschrieben. - Bei Anwendung der bekannten Legierungskonzepte für die Gruppe der Mehrphasenstähle ist es aufgrund des engen Prozessfensters schon beim Durchlaufglühen unterschiedlich dicker Bänder nur schwer möglich, über die gesamte Bandlänge des Bandes gleichmäßige mechanische Eigenschaften zu erreichen. Komplexphasenstähle weisen zudem ein noch engeres Prozessfenster auf als Dualphasenstähle.
- Relativ homogene mechanisch-technologische Eigenschaften von verschiedenen Kaltbändern mit variablen Vorbanddicken bzw. variablen Kaltabwalzgraden einzustellen, ist mit den bekannten Legierungskonzepten beim Durchlaufglühen praktisch nicht zu erreichen. Der für die Rekristallisationsglühung notwendige Kaltabwalzgrad führt zu einer sehr deutlichen Einschränkung in der Flexibilität der Materialerzeugung innerhalb der gesamten Prozesskette. Bereits die finale Kaltbanddicke legt die Dicke des Warmbandes und somit die Warmbandfertigungsparameter fest.
- Bei flexibel gewalzten Kaltbändern aus Mehrphasenstählen bekannter Zusammensetzungen, weisen wegen des zu kleinen Prozessfensters die Bereiche mit geringerer Blechdicke aufgrund der Umwandlungsvorgänge bei der Abkühlung entweder zu hohe Festigkeiten durch zu große Martensitanteile auf oder die Bereiche mit größerer Blechdicke erreichen zu geringe Festigkeiten durch zu geringe Martensitanteile. Homogene mechanisch-technologische Eigenschaften über die Bandlänge oder -breite sind mit den bekannten Legierungskonzepten beim Durchlaufglühen praktisch nicht zu erreichen.
- Die bekannten Legierungskonzepte für Mehrphasenstähle sind durch ein zu enges Prozessfenster charakterisiert und deshalb insbesondere für die Kaltbandfertigung mit variablen Vorbanddicken und variablen Kaltabwalzgraden, sowie für flexibel gewalzte Bänder, ungeeignet.
- Aus der Offenlegungsschrift
DE 10 2012 002 079 A1 ist ein höchstfester Mehrphasenstahl mit Mindestzugfestigkeiten von 950 MPa bekannt, der zwar schon ein sehr breites Prozessfenster für die Durchlaufglühung von Warm- oder Kaltbändern aufweist, es hat sich jedoch gezeigt, dass auch mit diesem Stahl weder variable Vorbanddicken, noch variable Kaltabwalzgrade, mit einer einzigen Warmbanddicke (Masterwarmbanddicke) unter Realisierung gleichmäßiger Werkstoffeigenschaften zu erreichen sind. - Aus der Offenlegungsschrift
DE 10 2015 111 177 A1 ist ein höchstfester Mehrphasenstahl mit Mindestzugfestigkeiten von 980 MPa bekannt, der schon ein sehr breites Prozessfenster für die Durchlaufglühung von Warm- oder Kaltbändern aufweist, wie auch beispielsweise mit einer einzigen Warmbanddicke (Masterwarmbanddicke) unter Realisierung variabler Kaltabwalzgrade, durchlaufgeglühte Kaltbänder mit unterschiedlichen Dicken und mit gleichmäßigen Werkstoffeigenschaften erreichen kann. - Aus der Offenlegungsschrift
DE 10 2014 017 274 A1 ist ein höchstfester lufthärtbarer Mehrphasenstahl mit Mindestzugfestigkeiten im nicht luftgehärteten Zustand von 950 MPa bekannt, der zwar schon ein sehr breites Prozessfenster für die Durchlaufglühung von Warm- oder Kaltbändern aufweist, wie auch beispielsweise mit einer einzigen Warmbanddicke (Masterwarmbanddicke) unter Realisierung variabler Kaltabwalzgrade, durchlaufgeglühte Kaltbänder, mit unterschiedlichen Dicken und mit gleichmäßigen Werkstoffeigenschaften erreichen kann und für den anschließenden Lufthärtungsprozess geeignet ist. - Das Ziel, die resultierenden mechanisch-technologischen Eigenschaften in einem engen Bereich über Bandbreite und Bandlänge durch die gesteuerte Einstellung der Volumenanteile der Gefügebestandteile zu erreichen, hat oberste Priorität und ist nur durch ein vergrößertes Prozessfenster möglich. Die bekannten Legierungskonzepte sind durch ein zu enges Prozessfenster charakterisiert und deshalb zur Lösung der vorliegenden Problematik, insbesondere bei flexibel gewalzten Bändern, ungeeignet. Mit den bekannten Legierungskonzepten sind derzeit nur Stähle einer Festigkeitsklasse mit definierten Querschnittsbereichen (Banddicke und Bandbreite) darstellbar, so dass für unterschiedliche Festigkeitsklassen und/oder
- Querschnittsbereiche veränderte Legierungskonzepte notwendig sind.
- Bei der Stahlherstellung zeigt sich ein Trend zur Reduzierung des Kohlenstoffäquivalents, um eine verbesserte Kaltverarbeitung (Kaltwalzen, Kaltumformen) sowie bessere Gebrauchseigenschaften zu erreichen.
- Aber auch die Schweißeignung - charakterisiert unter anderem durch das Kohlenstoffäquivalent - ist eine wichtige Beurteilungsgröße.
- Beispielsweise werden in den nachfolgenden Kohlenstoffäquivalenten



- Stand der Technik ist auch, dass eine Zunahme der Festigkeit durch das mengenmäßige Steigern von Kohlenstoff und/oder Silizium und/oder Mangan sowie eine Zunahme der Festigkeit über die Gefügeeinstellungen und die Mischkristallverfestigung (Mischkristallhärtung) erreicht wird.
- Durch die Mengensteigerung der vorgenannten Elemente verschlechtern sich jedoch zunehmend die Materialverarbeitungseigenschaften, beispielsweise beim Schweißen, Umformen und Schmelztauchveredeln.
- Bei der Stahlherstellung zeigt sich allerdings ein Trend zur Reduzierung des Kohlenstoff- und/oder Mangangehaltes, um eine verbesserte Kaltverarbeitung sowie bessere Gebrauchseigenschaften zu erreichen.
- Ein Beispiel ist der Lochaufweittest zur Beschreibung und Quantifizierung des Kantenrissverhaltens. Bei entsprechend optimierten Stahlsortenanpassungen erwartet der Stahlanwender höhere Werte als beim Standardmaterial. Aber auch die Schweißeignung, charakterisiert durch das Kohlenstoffäquivalent, rückt weiter in den Fokus.
- Von der Automobilindustrie werden zunehmend Stahlsorten nachgefragt mit je nach Anwendungsfall deutlich unterschiedlichen Anforderungen hinsichtlich des Verhältnisses der Streckgrenze (Re) bzw. Dehngrenze (Rp0,2) zur Zugfestigkeit. Das führt zu Stahlentwicklungen mit vergleichsweise großem Streckgrenzenintervall bei einem normativen Zugfestigkeitsintervall.
- Ein niedriges Streckgrenzenverhältnis (Re/Rm) ist typisch für einen Dualphasenstahl und dient vor allem der Umformbarkeit bei Streck- und Tiefziehvorgängen.
- Ein höheres Streckgrenzenverhältnis (Re/Rm) wie es für Komplexphasenstähle typisch ist, zeichnet sich auch durch den Widerstand gegen Kantenrisse aus. Dies lässt sich auf die geringeren Unterschiede in den Festigkeiten der einzelnen Gefügebestandteile zurückführen, was sich günstig auf eine homogene Verformung im Bereich der Schnittkante auswirkt.
- Die analytische Landschaft zur Erreichung von Mehrphasenstählen mit Mindestzugfestigkeiten von 980 MPa ist sehr vielfältig und zeigt sehr große Legierungsbereiche bei den festigkeitssteigernden Elementen Kohlenstoff, Mangan, Phosphor, Aluminium sowie Chrom und/oder Molybdän, wie auch in der Zugabe von Mikrolegierungen einzeln oder in Kombinationen, sowie in den materialcharakterisierenden Sondereigenschaften, wie Lochaufweitung und abgesenkte Kohlenstoffäquivalent, etc.
- Das Abmessungsspektrum ist breit und liegt im Dickenbereich von 0,50 bis 3,00 mm, wobei mengenmäßig der Bereich zwischen 0,80 bis 2,10 mm relevant ist.
- Dickenbereiche unter 0,50 und über 3,00 mm sind denkbar.
- Insgesamt besteht bei den bekannten Stahlgüten das Problem, dass im Hinblick auf die erforderlichen Mindestabwalzgrade beim Kaltwalzen für eine vollständige Rekristallisation nach der Durchlaufglühung, bei einer gegebenen Vorbanddicke zur Herstellung einer Masterwarmbanddicke nach dem Warmwalzen keine Fertigungsflexibilität (s.
Figur 1 , Prozessschritte 6,8 und 9 sind dann notwendig) mehr besteht im Hinblick auf zu erreichende unterschiedliche Kaltbanddicken. Insbesondere ist die Herstellung unterschiedlicher Kaltbanddicken bei einer konstanten Masterwarmbanddicke mit vergleichbaren Werkstoffeigenschaften am erzeugten Kaltband auf Grund eines zu geringen Prozessfensters nicht möglich. Zudem schränkt die Vorgabe einer konstanten Vorbanddicke zur Herstellung einer vorgegebenen konstanten Masterwarmbanddicke die Fertigungsflexibilität zusätzlich ein. - Der Erfindung liegt daher die Aufgabe zugrunde, ein Verfahren zur Herstellung eines Stahlbandes aus einem Mehrphasenstahl anzugeben, mit dem das Prozessfenster für die Durchlaufglühung von Kaltbändern so erweitert werden kann, dass aus unterschiedlichen Vorbanddicken, einer vorgegebenen Warmbanddicke (Masterwarmbanddicke) unterschiedliche Kaltbanddicken beziehungsweise aus verschiedenen Warmbanddicken eine Kaltbanddicke (Masterkaltbanddicke) gefertigt werden können. Zudem sollen anstelle von konstanten Vorbanddicken variable Vorbanddicken vor dem Warmwalzen Anwendung finden können.
- Hierbei sollen möglichst gleichmäßige Kaltband-Werkstoffeigenschaften unabhängig von der eingestellten Vorbanddicke und dem eingestellten Kaltwalzgrad erreicht werden.
- Zudem soll das Prozessfenster für die Glühung, insbesondere Durchlaufglühung, von auf Enddicke kaltgewalzten Stahlbändern so erweitert werden, dass neben Bändern mit unterschiedlichen Querschnitten (Querschnittssprung) auch Stahlbänder mit über Bandlänge und ggf. Bandbreite variierender Dicke (TRB®) mit möglichst homogenen mechanisch-technologischen Eigenschaften erzeugt werden können.
- Nach der Lehre der Erfindung wird diese Aufgabe gelöst durch ein Verfahren zur Herstellung eines Stahlbandes aus einem höchstfesten Mehrphasenstahl mit Dualphasengefüge oder Komplexphasengefüge sowie geringen Anteilen von Restaustenit mit einer Mindestzugfestigkeit von 980 MPa im nicht vergüteten Zustand mit folgenden Gehalten in Gew.-%:
- C ≥ 0,075 bis ≤ 0,115
- Si ≥ 0,400 bis ≤ 0,500
- Mn ≥ 1,900 bis ≤ 2,350
- Cr ≥ 0,250 bis ≤ 0,400
- Al ≥ 0,010 bis ≤ 0,060
- N ≥ 0,0020 bis ≤ 0,0120
- P ≤ 0,020
- S ≤ 0,0020
- Ti ≥ 0,005 bis ≤ 0,060
- Nb ≥ 0,005 bis ≤ 0,060
- V ≥ 0,005 bis ≤ 0,020
- B ≥ 0,0005 bis ≤ 0,0010
- Mo ≥ 0,200 bis ≤ 0,300
- Ca ≥ 0,0010 bis ≤ 0,0060
- Cu ≤ 0,050
- Ni ≤ 0,050
- Sn ≤ 0,040
- H ≤ 0,0010
- Rest Eisen, einschließlich üblicher stahlbegleitender erschmelzungsbedingter Verunreinigungen, bei dem im Hinblick auf ein möglichst breites Prozessfenster bei der Durchlaufglühung, von Kaltbändern aus diesem Stahl der Summengehalt von Mn-Si+Cr ≥ 1,750 Gew.-% bis ≤ 2,250 Gew.-% beträgt, dadurch gekennzeichnet, dass aus dem Mehrphasenstahl im Zustand einer Bramme ein Vorband erzeugt wird, anschließend aus dem Vorband das Stahlband mit der zu erzielenden Warmbandenddicke bei Endwalztemperaturen im austenitischen Bereich oberhalb Ar3 warmgewalzt wird, bei Haspeltemperaturen oberhalb der Bainitstarttemperatur aufgehaspelt wird und dass ausgehend von einer zuvor festgelegten Brammendicke und einem zuvor ausgewählten Vorband mit einer definierten, aber variablen Dicke, Warmbänder mit gleicher Dicke mit Abwalzgraden von 72 % bis 87 % mit der zu erzielenden Enddicke warmgewalzt werden, dass zur Erzeugung des geforderten mehrphasigen Gefüges das auf Enddicke kaltgewalzte Stahlband während der Durchlaufglühung auf eine Temperatur im Bereich von ca. 700 bis 950°C aufgeheizt und dass das geglühte Stahlband anschließend von der Glühtemperatur mit einer Abkühlgeschwindigkeit zwischen ca. 15 und 100°C/s bis zu einer ersten Zwischentemperatur von ca. 300 bis 500°C, folgend mit einer Abkühlgeschwindigkeit zwischen ca. 15 und 100°C/s bis zu einer zweiten Zwischentemperatur von ca. 160 bis 250°C abgekühlt wird, anschließend das Stahlband mit einer Abkühlgeschwindigkeit von ca. 2 bis 30°C/s bis zum Erreichen der Raumtemperatur an Luft abkühlt oder mit einer Abkühlgeschwindigkeit zwischen ca. 15 und 100°C/s von der ersten Zwischentemperatur bis auf Raumtemperatur abgekühlt wird oder dass zur Erzeugung des geforderten mehrphasigen Gefüges das auf Enddicke kaltgewalzte Stahlband während der Durchlaufglühung auf eine Temperatur im Bereich von ca. 700 bis 950°C aufgeheizt, anschließend auf eine Temperatur von ca. 400 bis 470°C gekühlt, wobei die Kühlung vor dem Eintreten in das Schmelzbad angehalten, dann schmelztauchveredelt und nach der Schmelztauchveredelung die Kühlung mit einer Abkühlgeschwindigkeit zwischen ca. 15 und 100°C/s bis zu einer Zwischentemperatur von ca. 200 bis 250°C fortgesetzt und anschließend das Stahlband mit einer Abkühlgeschwindigkeit von ca. 2 und 30°C/s bis zum Erreichen der Raumtemperatur an Luft abgekühlt wird oder dass zur Erzeugung des geforderten Gefüges das auf Enddicke kaltgewalzte Stahlband während der Durchlaufglühung auf eine Temperatur im Bereich von ca. 700 bis 950°C aufgeheizt, anschließend auf eine Zwischentemperatur von ca. 200 bis 250°C gekühlt und vor dem Eintreten in das Schmelzbad die Temperatur für ca. 1 bis 20 s gehalten und anschließend das Stahlband auf eine Temperatur von ca. 400 bis 470°C wieder erwärmt, dann schmelztauchveredelt und nach erfolgter Schmelztauchveredlung eine erneute Kühlung mit einer Abkühlgeschwindigkeit zwischen ca. 15 und 100°C/s bis zu einer Zwischentemperatur von ca. 200 bis 250°C erfolgt und anschließend mit einer Abkühlgeschwindigkeit von ca. 2 und 30°C/s an Luft bis zur Raumtemperatur abgekühlt wird.
- Mathematisch soll dies heißen, dass die Gehaltsangaben von Mn und Cr addiert und der von Si subtrahiert wird und die so erhaltene Summe (Ergebnis) größer gleich 1,750 und kleiner gleich 2,250 Gew.-% sein soll. Analoges gilt für die weiteren entsprechenden Summengehalte.
- Mit dem erfindungsgemäßen Verfahren werden die mechanisch-technologischen Eigenschaften in einem engen Bereich für Kaltbänder mit variabler Vorbanddicke vor dem Warmwalzen, wie auch variablen Kaltabwalzgraden beim Kaltwalzen sicher erreicht. Durch variable Vorbanddicken kann der Kaltwalzprozess dadurch positiv beeinflusst werden, dass die Schritte Weichglühen von Warmband vor dem Kaltwalzen, Doppelkaltwalzen, Weichglühen des kaltgewalzten Bandes vor dem nächsten Kaltwalzschritt, ohne negative Folgen auf die Herstellung der oben beschriebenen Masterwarmbanddicke bzw. Masterkaltbanddicke erfolgen.
- Maßgebend hierfür ist eine ausgewählte eng gehaltene Legierungszusammensetzung mit Schwerpunkt auf einen eingeschränkten und kaltbanddickenabhängigen Chrom-Gehalt, der sich als sehr positiv zur Erreichung gleichmäßiger Werkstoffeigenschaften bei unterschiedlichen Vorbanddicken, wie auch unterschiedlichen Kaltabwalzgraden herausgestellt hat. Darüber hinaus werden die darstellbaren mechanisch-technologischen Eigenschaften in einem engen Bereich über Bandbreite und Bandlänge durch die gesteuerte Einstellung der Volumenanteile der Gefügephasen erreicht.
- Des Weiteren kann die bisherige Herstellungsphilosophie, dass die finale Kaltbanddicke (Enddicke) die notwendige Warmbanddicke bestimmt und eine Standard-Vorbanddicke notwendig ist, dahingehend verlassen werden, dass für verschiedene Kaltbanddicken eine ausgewählte Vorbanddicke und nur noch eine ausgewählte Masterwarmbanddicke benötigt wird. Es ist aber auch vorteilhaft möglich, eine zu erzielende Kaltbanddicke aus unterschiedlichen Warmbanddicken analog herzustellen. Dies steigert in erheblichem Maße die Flexibilität in der Fertigung und verringert zudem die Produktionskosten.
- Somit kann aus dem Mehrphasenstahl im Zustand einer Bramme ein Vorband erzeugt werden, welches anschließend mit der zu erzielenden Warmbandenddicke warmgewalzt wird.
- Auch ist es möglich, ausgehend von einer zuvor festgelegten Brammendicke von zum Beispiel 250 mm und einem zuvor ausgewählten Vorbandband mit einer definierten, aber variablen Dicke, Warmbänder mit gleicher Dicke mit Abwalzgraden von 72 % bis 87 % mit der zu erzielenden Enddicke warmzuwalzen.
- Vorteilhaft lassen sich damit bei unterschiedlich dicken Stahlbändern beim Durchlaufglühen vergleichbare Gefügezustände und mechanische Kennwerte der Bänder durch Anpassung der Anlagendurchlaufgeschwindigkeit im Zuge der Wärmebehandlung eingestellt werden.
- Der Stahl bietet zudem den Vorteil eines deutlich vergrößerten Prozessfensters im Vergleich zu den bekannten Stählen. Daraus resultiert eine erhöhte Prozesssicherheit beim Durchlaufglühen von Kaltband mit Mehrphasengefüge. Somit können für durchlaufgeglühte Kaltbänder homogenere mechanisch-technologische Eigenschaften bei Bändern mit variablen Kaltabwalzgraden sowie im Band oder im Übergangsbereich zweier Bänder auch bei unterschiedlichen Querschnitten und sonst gleichen Prozessparametern gewährleistet werden.
- Erfindungsgemäß wird aus dem Mehrphasenstahl ein Stahlband hergestellt, in dem aus dem Mehrphasenstahl ein Warmband erzeugt wird, aus dem Warmband das Stahlband mit der zu erzielenden Enddicke kaltgewalzt wird und anschließend das Stahlband geglüht, insbesondere durchlaufgeglüht, wird.
- Die Eigenschaften des Mehrphasenstahls machen es möglich, dass ausgehend von einer variierbaren Vorbanddicke, einem ausgewählten Masterwarmband mit einer bestimmten Dicke beziehungsweise ausgewählten Warmbändern mit verschiedenen Dicken in einen weiten Bereich von Kaltabwalzgraden von 10 % bis 70 % Stahlbänder mit der zu erzielenden Enddicke kaltgewalzt werden.
- Hierbei wird erfindungsgemäß in Abhängigkeit von der zu erzielenden Enddicke des Kaltbandes die chemische Zusammensetzung des Mehrphasenstahls gewählt. Somit ist es möglich, innerhalb von wählbaren Dickenabstufungen des zu erzielenden Kaltbandes aus einem Masterwarmband mit einer Dicke entsprechende Kaltbänder mit einer oder mehreren Enddicken oder aber aus unterschiedlichen Warmbanddicken ein Masterkaltband mit einer einheitlichen Dicke zu erzeugen.
- Zur Erreichung von gleichmäßigen mechanischen Eigenschaften hat es sich als vorteilhaft herausgestellt, dass das Stahlband auf eine Enddicke von 0,50 bis 3,00 mm kaltgewalzt wird und in Abhängigkeit der zu erzielenden Enddicke zuvor die chemische Zusammensetzung des Mehrphasenstahls wie folgt gewählt wird, auch wenn variable Vorbanddicken Anwendung finden.
- Bezüglich der Einsatzmöglichkeit von variablen Vorbanddicken stellte es sich als besonders vorteilhaft heraus, dass der Summengehalt von Mn-Si+Cr in Abhängigkeit von der zu erzielenden Enddicke des Kaltbandes wie folgt gewählt wird:
- Enddicke 0,50 bis einschließlich 1,00 mm:
Summe aus Mn-Si+Cr ≥ 1,750 Gew.-% bis ≤ 2,030 Gew.-%, - Enddicke über 1,00 bis einschließlich 2,00 mm:
Summe aus Mn-Si+Cr ≥ 1,940 Gew.-% bis ≤ 2,110 Gew.-% - Enddicke über 2,00 bis einschließlich 3,00 mm:
Summe aus Mn-Si+Cr ≥ 2,020 Gew.-% bis ≤ 2,220 Gew.-%. - Des Weiteren stellte es sich als vorteilhaft heraus, dass der Summengehalt von Mn-Si+Cr+Mo in Abhängigkeit von der zu erzielenden Enddicke des Kaltbandes wie folgt gewählt wird:
- Enddicke 0,50 bis einschließlich 1,00 mm:
Summe aus Mn-Si+Cr+Mo ≥ 1,950 Gew.-% bis ≤ 2,280 Gew.-%, - Enddicke über 1,00 bis einschließlich 2,00 mm:
Summe aus Mn-Si+Cr+Mo ≥ 2,140 Gew.-% bis ≤ 2,360 Gew.-% - Enddicke über 2,00 mm bis einschließlich 3,00 mm:
Summe aus Mn-Si+Cr+Mo ≥ 2,220 Gew.-% bis ≤ 2,470 Gew.-%. - Die zu erzielende Enddicke des Stahlbandes steht somit im Zusammenhang mit der Legierungszusammensetzung des aus dem Mehrphasenstahl hergestellten Vorbandes bzw. Warmbandes.
- Außerdem als vorteilhaft hat sich herausgestellt, dass das Kohlenstoffäquivalent CEV (IIW) in Abhängigkeit von der zu erzielenden Enddicke des Kaltbandes wie folgt gewählt wird:
- Enddicke 0,50 mm bis einschließlich bis 1,00 mm:
C-Gehalt ≤ 0,100 Gew.-% und Kohlenstoffäquivalent CEV (IIW) ≤ 0,62%, - Enddicke über 1,00 mm bis einschließlich 2,00 mm:
C-Gehalt ≤ 0,105 Gew.-% und das Kohlenstoffäquivalent CEV (IIW) ≤ 0,64%, - Enddicke über 2,00 mm bis einschließlich 3,00 mm:
C-Gehalt ≤ 0,115 Gew.-% und das Kohlenstoffäquivalent CEV (IIW) ≤ 0,66%. - Auch hat es sich als vorteilhaft ergeben, dass der Mn-Gehalt in Abhängigkeit der zu erzielenden Enddicke des Kaltbandes wie folgt gewählt wird:
- Enddicke 0,50 bis einschließlich bis 1,00 mm:
Mn-Gehalt ≥ 1,900 Gew.-% bis ≤ 2,200 Gew.-%, - Enddicke über 1,00 bis einschließlich 2,00 mm:
Mn-Gehalt ≥ 2,050 Gew.-% bis ≤ 2,250 Gew.-%, - Enddicke über 2,00 mm bis einschließlich 3,00 mm:
Mn-Gehalt ≥ 2,100 Gew.-% bis ≤ 2,350 Gew.-%. - Bezüglich des Einsatzes von variablen Vorbanddicken stellte es sich als besonders vorteilhaft heraus, dass der Cr-Gehalt und das Kohlenstoffäquivalent CEV (IIW) in Abhängigkeit der zu erzielenden Enddicke des Kaltbandes wie folgt gewählt wird:
- Enddicke 0,50 bis einschließlich bis 1,00 mm:
- Cr-Gehalt ≥ 0,260 Gew.-% bis ≤ 0,330 Gew.-%
- und Kohlenstoffäquivalent CEV (IIW) ≤ 0,62%,
- Enddicke über 1,00 bis einschließlich 2,00 mm:
- Cr-Gehalt ≥ 0,290 Gew.-% bis ≤ 0,360 Gew.-%
- und das Kohlenstoffäquivalent CEV (IIW) ≤ 0,64%,
- Enddicke über 2,00 bis einschließlich 3,00 mm:
- Cr-Gehalt ≥ 0,320 Gew.-% bis ≤ 0,370 Gew.-%
- und das Kohlenstoffäquivalent CEV (IIW) ≤ 0,66%.
- Dies gilt für das Durchlaufglühen aufeinander folgender Bänder mit unterschiedlichen Bandquerschnitten, wie auch für Bänder mit variierender Blechdicke über Bandlänge bzw. Bandbreite. Zum Beispiel ist damit eine Prozessierung von Kaltbändern mit variablen Kaltabwalzgraden möglich.
- Werden erfindungsgemäß im Durchlaufglühverfahren erzeugte höchstfeste Kaltbänder aus Mehrphasenstahl mit variierenden Blechdicken erzeugt, können aus diesem Material vorteilhaft belastungsoptimierte Bauteile umformtechnisch hergestellt werden.
- Das erzeugte Material kann als Kaltband über eine Feuerverzinkungslinie oder eine reine Durchlaufglühanlage erzeugt werden im dressierten und undressierten und auch im wärmebehandelten Zustand (Überalterung) sowie im gereckten und nicht gereckten Zustand (Streckbiegerichten).
- Gleichzeitig besteht die Möglichkeit, durch gezielte Variierung der Prozessparameter die Gefügeanteile so einzustellen, dass Stähle in unterschiedlichen Festigkeitsklassen, beispielsweise mit Streckgrenzen zwischen 550 MPa und 950 MPa, sowie Zugfestigkeiten zwischen 980 MPa und 1140 MPa darstellbar sind.
- Mit der Legierungszusammensetzung können Stahlbänder durch eine interkritische Glühung zwischen Ac1 und Ac3 bzw. bei einer austenitisierenden Glühung über Ac3 mit abschließender gesteuerter Abkühlung erzeugt werden, die zu einem Dual- bzw. Mehrphasengefüge führt.
- Als vorteilhaft haben sich Glühtemperaturen von etwa 700 bis 950°C herausgestellt. Abhängig vom Gesamtprozess (nur Durchlaufglühen oder mit zusätzlicher Schmelztauchveredelung) gibt es erfindungsgemäß unterschiedliche Ansätze für eine Wärmebehandlung.
- Bei einer Durchlaufglühanlage ohne anschließende Schmelztauchveredelung wird das auf Enddicke kaltgewalzte Stahlband ausgehend von der Glühtemperatur mit einer Abkühlgeschwindigkeit von ca. 15 bis 100°C/s auf eine Zwischentemperatur von ca. 160 bis 250°C abgekühlt. Optional kann vorab mit einer Abkühlgeschwindigkeit von ca. 15 bis 100°C/s auf eine vorherige Zwischentemperatur von 300 bis 500°C abgekühlt werden. Die Abkühlung bis zur Raumtemperatur erfolgt abschließend mit einer Abkühlgeschwindigkeit von ca. 2 bis 30°C/s (siehe Verfahren 1,
Figur 8a ). Alternativ kann mit einer Abkühlgeschwindigkeit zwischen ca. 15 und 100°C/s von der Zwischentemperatur von 300 bis 500°C bis auf Raumtemperatur abgekühlt werden. - Bei einer Wärmebehandlung im Rahmen einer Schmelztauchveredelung gibt es zwei Möglichkeiten der Temperaturführung. Die Kühlung wird wie oben beschrieben vor dem Eintritt in das Schmelzbad angehalten und erst nach dem Austritt aus dem Bad bis zum Erreichen der Zwischentemperatur von ca. 200 bis 250°C fortgesetzt. Abhängig von der Schmelzbadtemperatur ergibt sich dabei eine Haltetemperatur im Schmelzbad von ca. 400 bis 470°C. Die Abkühlung bis zur Raumtemperatur erfolgt wieder mit einer Abkühlgeschwindigkeit von ca. 2 bis 30°C/s (siehe Verfahren 2,
Figur 8b ). - Die zweite Variante der Temperaturführung bei der Schmelztauchveredelung beinhaltet das Halten der Temperatur für ca. 1 bis 20 s bei der Zwischentemperatur von ca. 200 bis 350°C und ein anschließendes Wiedererwärmen auf die zur Schmelztauchveredelung benötigte Temperatur von ca. 400 bis 470°C. Das Band wird nach der Veredelung wieder auf ca. 200 bis 250°C abgekühlt. Die Abkühlung auf Raumtemperatur erfolgt wieder mit einer Abkühlgeschwindigkeit von ca. 2 bis 30°C/s (siehe Verfahren 3,
Figur 8c ). - Bei den bekannten Dualphasenstählen sind neben Kohlenstoff auch Mangan, Chrom und Silizium für die Umwandlung von Austenit zu Martensit verantwortlich. Erst die erfindungsgemäße Kombination der in den angegebenen Grenzen zulegierten Elemente Kohlenstoff, Silizium, Mangan, Stickstoff, Molybdän und Chrom sowie Niob, Titan und Bor in engen Bereichen sichert einerseits die geforderten mechanischen Eigenschaften wie Mindestzugfestigkeiten von 980 MPa bei gleichzeitig deutlich verbreitertem Prozessfenster bei der Durchlaufglühung.
- Werkstoffcharakteristisch ist auch, dass durch die Zugabe von Mangan mit ansteigenden Gewichtsprozenten das Ferritgebiet zu längeren Zeiten und tieferen Temperaturen während der Abkühlung verschoben wird, ähnlich wirken auch die Elemente Kohlenstoff, Chrom, Molybdän sowie Bor. Die Anteile von Ferrit werden dabei durch erhöhte Anteile von Bainit je nach Prozessparameter mehr oder weniger stark reduziert.
- Durch die Einstellung eines niedrigen Kohlenstoffgehaltes von ≤ 0,115 Gew.-% kann das Kohlenstoffäquivalent reduziert werden, wodurch die Schweißeignung verbessert und zu große Aufhärtungen beim Schweißen vermieden werden. Beim Widerstandspunkt-schweißen kann darüber hinaus die Elektrodenstandzeit deutlich erhöht werden.
- Nachfolgend wird die Wirkung der Elemente in der Legierung näher beschrieben. Begleitelemente sind unvermeidlich und werden im Analysenkonzept hinsichtlich ihrer Wirkung, wenn notwendig, berücksichtigt.
- Begleitelemente sind Elemente, die bereits im Eisenerz vorhanden sind, bzw. herstellungsbedingt in den Stahl gelangen. Aufgrund ihrer überwiegend negativen Einflüsse sind sie in der Regel unerwünscht. Es wird versucht, sie bis zu einem tolerierbaren Gehalt zu entfernen bzw. in unschädlichere Formen zu überführen.
- Wasserstoff (H) kann als einziges Element, ohne Gitterverspannungen zu erzeugen, durch das Eisengitter diffundieren. Dies führt dazu, dass der Wasserstoff im Eisengitter relativ beweglich ist und während der Verarbeitung des Stahls verhältnismäßig leicht aufgenommen werden kann. Wasserstoff kann dabei nur in atomarer (ionischer) Form ins Eisengitter aufgenommen werden.
- Wasserstoff wirkt stark versprödend und diffundiert bevorzugt zu energetisch günstigen Stellen (Fehlstellen, Korngrenzen etc.). Dabei fungieren Fehlstellen als Wasserstofffallen und können die Verweildauer des Wasserstoffes im Werkstoff erheblich erhöhen.
- Durch eine Rekombination zu molekularem Wasserstoff können Kaltrisse entstehen. Dieses Verhalten tritt bei der Wasserstoffversprödung oder bei wasserstoffinduzierter Spannungsrisskorrosion auf. Auch beim verzögerten Riss, dem sogenannten Delayed-Fracture, der ohne äußere Spannungen auftritt, wird Wasserstoff oft als auslösender Grund genannt. Daher sollte der Wasserstoffgehalt im Stahl so gering wie möglich sein.
- Aus vorgenannten Gründen ist der Wasserstoffgehalt beim erfindungsgemäßen Stahl auf ≤ 0,0010 Gew.-% (10 ppm) bzw. vorteilhafterweise auf ≤ 0,0008 Gew.-%, optimal auf ≤ 0,0005 Gew.-% begrenzt.
- Ein gleichmäßigeres Gefüge, das bei dem erfindungsgemäßen Stahl u.a. durch sein aufgeweitetes Prozessfenster erzielt wird, vermindert zudem die Anfälligkeit gegenüber einer Wasserstoffversprödung.
- Sauerstoff (O): Im schmelzflüssigen Zustand hat der Stahl eine verhältnismäßig große Aufnahmefähigkeit für Gase. Bei Raumtemperatur ist Sauerstoff jedoch nur in sehr geringen Mengen löslich. Analog zum Wasserstoff kann Sauerstoff nur in atomarer Form in den Werkstoff diffundieren. Wegen der stark versprödenden Wirkung sowie der negativen Auswirkungen auf die Alterungsbeständigkeit wird während der Herstellung so weit wie möglich versucht, den Sauerstoffgehalt zu reduzieren.
- Zur Verringerung des Sauerstoffs existieren zum einen verfahrenstechnische Ansätze wie eine Vakuumbehandlung und zum anderen analytische Ansätze. Durch Zugabe von bestimmten Legierungselementen kann der Sauerstoff in ungefährlichere Zustände überführt werden. So ist ein Abbinden des Sauerstoffes im Zuge einer Desoxidation des Stahls mit Mangan, Silizium und/oder Aluminium in der Regel üblich. Die dadurch entstehenden Oxide können jedoch als Fehlstellen im Werkstoff negative Eigenschaften hervorrufen.
- Aus vorgenannten Gründen sollte deshalb der Sauerstoffgehalt im Stahl so gering wie möglich sein.
- Phosphor (P) ist ein Spurenelement aus dem Eisenerz und wird im Eisengitter als Substitutionsatom gelöst. Phosphor steigert durch Mischkristallverfestigung die Härte und verbessert die Härtbarkeit. Es wird allerdings im Allgemeinen versucht, den Phosphorgehalt soweit wie möglich abzusenken, da dieser unter anderem durch seine geringe Löslichkeit im erstarrenden Medium stark zur Seigerung neigt und im hohen Maße die Zähigkeit vermindert. Durch die Anlagerung von Phosphor an den Korngrenzen treten Korngrenzenbrüche auf. Zudem setzt Phosphor die Übergangstemperatur von zähem zu sprödem Verhalten bis zu 300°C herauf. Während des Warmwalzens können oberflächennahe Phosphoroxide an den Korngrenzen zu Bruchaufreißungen führen.
- In einigen Stählen wird Phosphor allerdings aufgrund der niedrigen Kosten und der hohen Festigkeitssteigerung in geringen Mengen (< 0,1 Gew.%) als Mikrolegierungselement verwendet beispielsweise in höherfesten IF-Stählen (interstitial free), Bake-Hardening-Stählen oder auch in einigen Legierungskonzepten für Dualphasenstähle. Der erfindungsgemäße Stahl unterscheidet sich von bekannten Analysenkonzepten, die Phosphor als Mischkristallbildner verwenden unter anderem dadurch, dass Phosphor nicht zulegiert, sondern möglichst niedrig eingestellt wird. Aus vorgenannten Gründen ist der Phosphorgehalt beim erfindungsgemäßen Stahl auf bei der Stahlherstellung unvermeidbare Mengen begrenzt. Daher sollte P ≤ 0,020 Gew.-% sein.
- Schwefel (S) ist wie Phosphor als Spurenelement im Eisenerz gebunden. Schwefel ist im Stahl unerwünscht (Ausnahme Automatenstähle), da er zu starker Seigerung neigt und stark versprödend wirkt. Es wird deshalb versucht, einen möglichst sehr geringen Gehalt an Schwefel in der Schmelze, beispielsweise durch eine Vakuumbehandlung, zu erreichen. Des Weiteren wird der vorhandene Schwefel durch Zugabe von Mangan in die relativ ungefährliche Verbindung Mangansulfid (MnS) überführt. Die Mangansulfide werden während des Walzprozesses oft zeilenartig ausgewalzt und fungieren als Keimstellen für die Umwandlung. Dies führt vor allem bei diffusionsgesteuerter Umwandlung zu einem zeilig ausgeprägten Gefüge und kann bei stark ausgeprägter Zeiligkeit zu verschlechterten mechanischen Eigenschaften führen, wie zum Beispiel zu ausgeprägten Martensitzeilen statt verteilter Martensitinseln, anisotropem Werkstoffverhalten, verminderter Bruchdehnung.
- Aus vorgenannten Gründen ist der Schwefelgehalt beim erfindungsgemäßen Stahl auf ≤ 0,0020 Gew.-% bzw. vorteilhafterweise auf ≤ 0,0015 Gew.-%, optimal auf ≤ 0,0010 Gew.-% begrenzt.
- Legierungselemente werden dem Stahl in der Regel zugegeben, um gezielt bestimmte Eigenschaften zu beeinflussen. Dabei kann ein Legierungselement in verschiedenen Stählen unterschiedliche Eigenschaften beeinflussen. Die Wirkung hängt im Allgemeinen stark von der Menge und dem Lösungszustand im Werkstoff ab. Die Zusammenhänge können demnach durchaus vielseitig und komplex sein.
- Im Folgenden soll auf die Wirkung der Legierungselemente näher eingegangen werden.
- Kohlenstoff (C) gilt als das wichtigste Legierungselement im Stahl. Durch seine gezielte Einbringung von bis zu 2,06 Gew.-% wird Eisen erst zum Stahl. Oft wird während der Stahlherstellung der Kohlenstoffanteil drastisch abgesenkt. Bei Dualphasenstählen für eine kontinuierliche Schmelztauchveredelung beträgt sein Anteil gemäß EN 10346 bzw. VDA 239-100 maximal 0,230 Gew.-%, ein Mindestwert ist nicht vorgegeben.
- Kohlenstoff wird aufgrund seines vergleichsweise kleinen Atomradius interstitiell im Eisengitter gelöst. Die Löslichkeit beträgt dabei im a-Eisen maximal 0,02% und im a-Eisen maximal 2,06%. Kohlenstoff steigert in gelöster Form die Härtbarkeit von Stahl erheblich und ist damit unerlässlich für die Bildung einer ausreichenden Menge an Martensit. Zu hohe Kohlenstoffgehalte erhöhen jedoch den Härteunterschied zwischen Ferrit und Martensit und schränken die Schweißbarkeit ein.
- Um die Anforderungen an zum Beispiel hohe Lochaufweitung und Biegewinkel sowie verbesserte Schweißbarkeit zu erfüllen, enthält der erfindungsgemäße Stahl Kohlenstoffgehalte von ≤ 0,115 Gew.-%.
- Durch die unterschiedliche Löslichkeit des Kohlenstoffs in den Phasen werden ausgeprägte Diffusionsvorgänge bei der Phasenumwandlung notwendig, die zu sehr verschiedenen kinetischen Bedingungen führen können. Zudem erhöht Kohlenstoff die thermodynamische Stabilität des Austenits, was sich im Phasendiagramm in einer Erweiterung des Austenitgebietes zu niedrigeren Temperaturen zeigt. Mit steigendem zwangsgelöstem Kohlenstoffgehalt im Martensit steigen die Gitterverzerrungen und damit verbunden die Festigkeit der diffusionslos entstandenen Phase.
- Kohlenstoff bildet zudem Karbide. Eine nahezu in jedem Stahl vorkommende Gefügephase ist der Zementit (Fe3C). Es können sich jedoch auch wesentlich härtere Sonderkarbide mit anderen Metallen wie zum Beispiel Chrom, Titan, Niob aber auch Vanadium bilden. Dabei ist nicht nur die Art sondern auch die Verteilung und Größe der Ausscheidungen von entscheidender Bedeutung für die resultierende Festigkeitssteigerung. Um einerseits eine ausreichende Festigkeit und andererseits eine gute Schweißbarkeit, eine verbesserte Lochaufweitung, einen verbesserten Biegewinkel und einen ausreichenden Widerstand gegen wasserstoffinduzierte Rissbildung (Delayed fracture free) sicherzustellen, werden deshalb der minimale C-Gehalt auf 0,075 Gew.-% und der maximale C-Gehalt auf 0,115 Gew.-% festgelegt, vorteilhaft sind Gehalte mit einer querschnittsabhängigen Differenzierung, wie:
- Enddicke 0,50 mm bis einschließlich 1,00 mm (C ≤ 0,100 Gew.-%)
- Enddicke über 1,00 bis einschließlich 2,00 mm (C ≤ 0,105 Gew.-%)
- Enddicke über 2,00 bis einschließlich 3,00 mm (C ≤ 0,115 Gew.-%).
- Des Weiteren ist es vorteilhaft, eine banddickenabhängige Differenzierung des Kohlenstoffgehaltes in Kombination mit dem Kohlenstoffäquivalent CEV(IIW) einzuhalten.
- Enddicke 0,50 bis einschließlich 1,00 mm (C ≤ 0,100 Gew.-%) bei einem Kohlenstoffäquivalent CEV(IIW) von ≤ 0,62,
- Enddicke über 1,00 bis einschließlich 2,00 mm (C ≤ 0,105 Gew.-%) bei einem Kohlenstoffäquivalent CEV(IIW) von ≤ 0,64%,
- Enddicke über 2,00 bis einschließlich 3,00 mm (C ≤ 0,115 Gew.-%) bei einem Kohlenstoffäquivalent CEV(IIW) von ≤ 0,66%.
- Silizium (Si) bindet beim Vergießen Sauerstoff und wird daher zur Beruhigung im Zuge der Desoxidation des Stahls verwendet. Wichtig für die späteren Stahleigenschaften ist, dass der Seigerungskoeffizient deutlich geringer ist als beispielsweise der von Mangan (0,16 im Vergleich zu 0,87). Seigerungen führen allgemein zu einer zeiligen Anordnung der Gefügebestandteile, welche die Umformeigenschaften, wie zum Beispiel die Lochaufweitung und Biegefähigkeit, verschlechtern.
- Werkstoffcharakteristisch bewirkt die Zugabe von Silizium eine starke Mischkristallverfestigung. Überschlägig bewirkt eine Zugabe von 0,1% Silizium eine Erhöhung der Zugfestigkeit um ca. 10 MPa, wobei sich bei einer Zugabe bis zu 2,2% Silizium die Dehnung nur geringfügig verschlechtert. Dies wurde für unterschiedliche Blechdicken und Glühtemperaturen untersucht. Die Steigerung von 0,2 auf 0,5% Silizium bewirkte eine Festigkeitszunahme von ca. 20 MPa in der Streckgrenze und ca. 70 MPa in der Zugfestigkeit. Die Bruchdehnung nimmt dabei um etwa 2% ab. Letzteres liegt unter anderem daran, dass Silizium die Löslichkeit von Kohlenstoff im Ferrit herabsetzt und die Aktivität von Kohlenstoff im Ferrit erhöht, somit die Bildung von Karbiden verhindert, welche als spröde Phasen die Duktilität mindern, was wiederum die Umformbarkeit verbessert. Durch die geringe festigkeitssteigernde Wirkung von Silizium innerhalb der Spanne des erfindungsgemäßen Stahles wird die Grundlage für ein breites Prozessfenster geschaffen.
- Ein weiterer wichtiger Effekt ist, dass Silizium die Bildung von Ferrit zu kürzeren Zeiten und Temperaturen verschiebt und somit die Entstehung von ausreichend Ferrit vor der Abschreckung ermöglicht. Beim Warmwalzen wird dadurch eine Grundlage für eine verbesserte Kaltwalzbarkeit geschaffen. Beim Schmelztauchveredeln wird durch die beschleunigte Ferritbildung der Austenit mit Kohlenstoff angereichert und so stabilisiert. Da Silizium die Karbidbildung behindert, wird der Austenit zusätzlich stabilisiert. Somit lässt sich bei der beschleunigten Abkühlung die Bildung von Bainit zugunsten von Martensit unterdrücken.
- Die Zugabe von Silizium in der erfindungsgemäßen Spanne hat zu weiteren im Folgenden beschriebenen überraschenden Effekten geführt. Die oben beschriebene Verzögerung der Karbidbildung könnte zum Beispiel auch durch Aluminium herbeigeführt werden. Aluminium bildet jedoch stabile Nitride, so dass nicht ausreichend Stickstoff für die Bildung von Karbonitriden mit Mikrolegierungselementen zur Verfügung steht. Durch die Legierung mit Silizium besteht dieses Problem nicht, da Silizium weder Karbide noch Nitride bildet. Somit wirkt sich Silizium indirekt positiv auf die Ausscheidungsbildung durch Mikrolegierungen aus, die sich wiederum positiv auf die Festigkeit des Werkstoffs auswirken. Da die Erhöhung der Umwandlungstemperaturen durch Silizium tendenziell Kornvergröberung begünstigt, ist eine Mikrolegierung mit Niob, Titan und Bor besonders zweckmäßig, wie auch die gezielte Einstellung des Stickstoffgehaltes im erfindungsgemäßen Stahl.
- Beim Warmwalzen soll es bekanntermaßen bei höher siliziumlegierten Stählen zur Bildung von stark haftendem roten Zunder und zu erhöhter Gefahr von Zundereinwalzungen kommen, was Einfluss auf das anschließende Beizergebnis und die Beizproduktivität haben kann. Dieser Effekt konnte beim erfindungsgemäßen Stahl mit 0,400 bis 0,500% Silizium nicht festgestellt werden, wenn die Beizung vorteilhaft mit Salzsäure statt mit Schwefelsäure durchgeführt wird.
- Bezüglich der Verzinkbarkeit siliziumhaltiger Stähle wird u.a. in der
DE 196 10 675 C1 ausgeführt, dass Stähle mit bis zu 0,800 Gew.-% Silizium bzw. bis zu 2,000 Gew.-% Silizium nicht feuerverzinkbar seien aufgrund der sehr schlechten Benetzbarkeit der Stahloberfläche mit dem flüssigen Zink. - Neben der Rekristallisation des walzharten Kaltbandes bewirken die atmosphärischen Bedingungen während der Glühbehandlung in einer kontinuierlichen Schmelztauchbeschichtungsanlage eine Reduktion von Eisenoxid, das sich beispielsweise beim Kaltwalzen oder infolge der Lagerung bei Raumtemperatur auf der Oberfläche ausbilden kann. Für sauerstoffaffine Legierungsbestandteile, wie zum Beispiel Silizium, Mangan, Chrom, Bor ist die Gasatmosphäre jedoch oxidierend mit der Folge, dass eine Segregation und selektive Oxidation dieser Elemente auftreten kann. Die selektive Oxidation kann sowohl extern, das heißt auf der Substratoberfläche, als auch intern innerhalb der metallischen Matrix stattfinden.
- Es ist bekannt, dass insbesondere Silizium während des Glühens an die Oberfläche diffundiert und allein oder zusammen mit Mangan Oxide an der Stahloberfläche bildet. Diese Oxide können den Kontakt zwischen Substrat und Schmelze unterbinden und die Benetzungsreaktion verhindern bzw. deutlich verschlechtern. Hierdurch können unverzinkte Stellen, so genannte "Bare Spots", oder sogar großflächige Bereiche ohne Beschichtung auftreten. Des Weiteren kann durch eine verschlechterte Benetzungsreaktion mit der Folge einer unzureichenden Hemmschichtausbildung die Adhäsion der Zink- bzw. Zinklegierungsschicht auf dem Stahlsubstrat vermindert werden.
- Entgegen dieses allgemeinen Fachwissens wurde im Rahmen von Versuchen überraschend festgestellt, dass allein durch eine geeignete Ofenfahrweise beim Rekristallisationsglühen und beim Durchlaufen des Schmelztauchbades eine gute Schmelztauchveredelung des Stahlbandes und eine gute Haftung des Überzuges erreicht werden kann.
- Hierzu ist zunächst sicherzustellen, dass die Bandoberfläche durch eine chemischmechanische bzw. thermisch-hydromechanische Vorreinigung frei von Zunderresten, Beiz- bzw. Walzöl oder anderen Schmutzpartikeln ist. Um zu verhindern, dass Siliziumoxide an die Bandoberfläche gelangen, sind ferner Methoden zu ergreifen, die die innere Oxidation der Legierungselemente unterhalb der Werkstoffoberfläche fördern. Abhängig von der Anlagenkonfiguration kommen hier unterschiedliche Maßnahmen zur Anwendung.
- Bei einer Anlagenkonfiguration, bei der der Glühprozessschritt ausschließlich in einem Strahlrohrofen (radiant tube furnace: RTF) durchgeführt wird (siehe Verfahren 3 in
Figur 8c ), kann die innere Oxidation der Legierungselemente durch Einstellung des Sauerstoffpartialdrucks der Ofenatmosphäre (N2-H2-Schutzgasatmosphäre) gezielt beeinflusst werden. Der eingestellte Sauerstoffpartialdruck muss dabei nachfolgender Gleichung genügen, wobei die Ofentemperatur zwischen 700 und 950°C liegt.
- Bei einer Anlagenkonfiguration, in der der Ofenbereich aus einer Kombination von einem direkt befeuerten Ofen (direct fired furnace: DFF bzw. non-oxidizing furnace: NOF) und einem nachfolgenden Strahlrohrofen besteht (siehe Verfahren 2 in
Figur 8b ), lässt sich die selektive Oxidation der Legierungselemente ebenfalls über die Gasatmosphären der Ofenbereiche beeinflussen. - Über die Verbrennungsreaktion im NOF lassen sich der Sauerstoffpartialdruck und damit das Oxidationspotential für Eisen und die Legierungselemente einstellen. Diese ist so einzustellen, dass die Oxidation der Legierungselemente intern unterhalb der Stahloberfläche stattfindet und sich ggfs. eine dünne Eisenoxidschicht auf der Stahloberfläche nach dem Durchlauf des NOF-Bereichs ausbildet. Erreicht wird dies zum Beispiel durch Reduzierung des CO-Werts unter 4 Vol.-%.
- Im nachfolgenden Strahlrohrofen werden unter N2-H2-Schutzgasatmosphäre die ggfs. gebildete Eisenoxidschicht reduziert und gleichermaßen die Legierungselemente weiter intern oxidiert. Der eingestellte Sauerstoffpartialdruck in diesem Ofenbereich muss dabei nachfolgender Gleichung genügen, wobei die Ofentemperatur zwischen 700 und 950°C liegt.

- Hierbei bezeichnen Si, Mn, Cr, B die entsprechenden Legierungsanteile im Stahl in Gew.-% und pO2 den Sauerstoffpartialdruck in mbar.
- Im Übergangsbereich zwischen Ofen → Zinkpott (Rüssel) ist der Taupunkt der Gasatmosphäre (N2-H2-Schutzgasatmosphäre) und damit der Sauerstoffpartialdruck so einzustellen, dass eine Oxidation des Bandes vor dem Eintauchen in das Schmelzbad vermieden wird. Als vorteilhaft haben sich Taupunkte im Bereich von -30 bis -40°C herausgestellt.
- Durch die oben beschriebenen Maßnahmen im Ofenbereich der kontinuierlichen Schmelztauchbeschichtungsanlage wird die oberflächliche Ausbildung von Oxiden verhindert und eine gleichmäßige, gute Benetzbarkeit der Bandoberfläche mit der flüssigen Schmelze erzielt.
- Wird anstelle der Schmelztauchveredelung (hier z.B. das Feuerverzinken) die Verfahrensroute über ein kontinuierliches Glühen mit nachfolgender elektrolytischer Verzinkung gewählt (siehe Verfahren 1 in
Figur 8a ), sind keine besonderen Vorkehrungen notwendig, um die Verzinkbarkeit zu gewährleisten. Es ist bekannt, dass die Verzinkung höherlegierter Stähle wesentlich einfacher durch elektrolytische Abscheidung als durch kontinuierliche Schmelztauchverfahren realisierbar ist. Beim elektrolytischen Verzinken wird reines Zink direkt an der Bandoberfläche abgeschieden. Um den Elektronenstrom zwischen Stahlband und den Zink-Ionen und damit die Verzinkung nicht zu behindern, muss gewährleistet sein, dass keine flächendeckende Oxidschicht auf der Bandoberfläche vorhanden ist. Diese Bedingung wird in der Regel durch eine standardmäßige reduzierende Atmosphäre während der Glühung und eine Vorreinigung vor der Elektrolyse gewährleistet. - Um ein möglichst breites Prozessfenster bei der Glühung und eine ausreichende Verzinkbarkeit sicherzustellen, werden der minimale Silizium-Gehalt auf 0,400 Gew.-% und der maximale Silizium-Gehalt auf 0,500 Gew.-% festgelegt.
- Mangan (Mn) wird fast allen Stählen zur Entschwefelung zugegeben, um den schädlichen Schwefel in Mangansulfide zu überführen. Zudem erhöht Mangan durch Mischkristallverfestigung die Festigkeit des Ferrits und verschiebt die α-/γ-Umwandlung zu niedrigeren Temperaturen.
- Ein Hauptgrund für das Zulegieren von Mangan in Mehrphasenstählen, wie beispielsweise bei Dualphasenstählen, ist die deutliche Verbesserung der Einhärtbarkeit. Aufgrund der Diffusionsbehinderung wird die Perlit- und Bainitumwandlung zu längeren Zeiten verschoben und die Martensitstarttemperatur gesenkt.
- Gleichzeitig wird jedoch durch die Zugabe von Mangan das Härteverhältnis zwischen Martensit und Ferrit erhöht. Außerdem wird die Zeiligkeit des Gefüges verstärkt. Ein hoher Härteunterschied zwischen den Phasen und die Ausbildung von Martensitzeilen haben ein niedrigeres Lochaufweitvermögen zur Folge, was gleichbedeutend mit einer erhöhten Kantenrissempfindlichkeit ist.
- Mangan neigt wie Silizium zur Bildung von Oxiden auf der Stahloberfläche während der Glühbehandlung. In Abhängigkeit von den Glühparametern und den Gehalten an anderen Legierungselementen (insbesondere Silizium und Aluminium) können Manganoxide (zum Beispiel MnO) und/oder Mn-Mischoxide (zum Beispiel Mn2SiO4) auftreten. Allerdings ist Mangan bei einem geringen Si/Mn bzw. Al/Mn Verhältnis als weniger kritisch zu betrachten, da sich eher globulare Oxide statt Oxidfilme ausbilden. Dennoch können hohe Mangangehalte das Erscheinungsbild der Zinkschicht und die Zinkhaftung negativ beeinflussen. Durch die oben genannten Maßnahmen zur Einstellung der Ofenbereiche beim kontinuierlichen Schmelztauchbeschichten wird die Ausbildung von Mn-Oxiden bzw. Mn-Mischoxiden an der Stahloberfläche nach dem Glühen reduziert.
- Der Mangan-Gehalt wird aus den genannten Gründen auf 1,900 Gew.-% bis 2,350 Gew.-% festgelegt.
- Zur Erreichung der geforderten Mindestfestigkeiten ist es vorteilhaft, eine banddickenabhängige Differenzierung des Mangangehaltes einzuhalten.
- Bei einer Enddicke von 0,50 bis einschließlich 1,00 mm liegt der Mangan-Gehalt bevorzugt in einem Bereich zwischen ≥ 1,900 Gew.-% bis ≤ 2,200 Gew.-%, bei Enddicken von 1,00 bis einschließlich 2,00 mm zwischen ≥ 2,050 Gew.-% bis ≤ 2,250 Gew.-% und bei Enddicken von 2,00 bis einschließlich 3,00 mm zwischen ≥ 2,100 Gew.-% bis ≤ 2,350 Gew.-%.
- Eine weitere Besonderheit der Erfindung ist, dass die Variation des Mangan-Gehalts durch gleichzeitige Veränderung des Silizium-Gehalts kompensiert werden kann. Die Festigkeitssteigerung (hier die Streckgrenze, engl. yield strength, YS) durch Mangan und Silizium wird im Allgemeinen gut durch die Pickering-Gleichung beschrieben:

- Diese beruht jedoch vorrangig auf dem Effekt der Mischkristallhärtung, der nach dieser Gleichung für Mangan schwächer ist als für Silizium. Gleichzeitig erhöht Mangan jedoch, wie oben erwähnt, die Härtbarkeit deutlich, wodurch sich bei Mehrphasenstählen der Anteil an festigkeitssteigernder Zweitphase signifikant erhöht. Daher ist die Zugabe von 0,1% Silizium in erster Näherung mit der Zugabe von 0,1% Mangan im Sinne der Festigkeitserhöhung gleichzusetzen. Für einen Stahl der erfindungsgemäßen Zusammensetzung und einer Glühung, die die erfindungsgemäßen Zeit-Temperatur-Parameter einschließt, hat sich auf empirischer Grundlage folgender Zusammenhang für die Streckgrenze und die Zugfestigkeit (engl. tensile strength, TS) ergeben:


- Im Vergleich zur Pickering-Gleichung sind die Koeffizienten von Mangan und Silizium sowohl für die Streckgrenze als auch für die Zugfestigkeit annähernd gleich, wodurch die Möglichkeit der Substitution von Mangan durch Silizium gegeben ist.
- Chrom (Cr) kann einerseits in gelöster Form schon in geringen Mengen die Härtbarkeit von Stahl erheblich steigern. Andererseits bewirkt Chrom bei entsprechender Temperaturführung in Form von Chromkarbiden eine Teilchenverfestigung. Die damit verbundene Erhöhung der Anzahl von Keimstellen bei gleichzeitig gesenktem Gehalt an Kohlenstoff führt zu einer Herabsetzung der Härtbarkeit.
- In Dualphasenstählen wird durch die Zugabe von Chrom hauptsächlich die Einhärtbarkeit verbessert. Chrom verschiebt im gelösten Zustand die Perlit- und Bainitumwandlung zu längeren Zeiten und senkt dabei gleichzeitig die Martensitstarttemperatur.
- Ein weiterer wichtiger Effekt ist, dass Chrom die Anlassbeständigkeit erheblich steigert, so dass es im Schmelztauchbad zu fast keinen Festigkeitsverlusten kommt.
- Chrom ist zudem ein Karbidbildner. Sollten Chrom-Eisen-Mischkarbide vorliegen, muss die Austenitisierungstemperatur vor dem Härten hoch genug gewählt werden, um die Chromkarbide zu lösen. Ansonsten kann es durch die erhöhte Keimzahl zu einer Verschlechterung der Einhärtbarkeit kommen.
- Chrom neigt ebenfalls dazu, während der Glühbehandlung Oxide auf der Stahloberfläche zu bilden, wodurch sich die Schmelztauchqualität verschlechtern kann. Durch die oben genannten Maßnahmen zur Einstellung der Ofenbereiche beim kontinuierlichen Schmelztauchbeschichten wird die Ausbildung von Cr-Oxiden bzw. Cr-Mischoxiden an der Stahloberfläche nach dem Glühen reduziert.
- Der Chrom-Gehalt wird deshalb auf Gehalte von 0,250 Gew.-% bis 0,400 Gew.-% festgelegt.
- Zur Erreichung der geforderten Mindestfestigkeiten ist es vorteilhaft, eine banddickenabhängige Differenzierung des Chromgehaltes einzuhalten, besonders für die Prozessierung mit variablen Vorbanddicken.
- Bei einer Enddicke von 0,50 bis einschließlich 1,00 mm liegt der Chrom-Gehalt bevorzugt in einem Bereich zwischen ≥ 0,260 Gew.-% bis ≤ 0,330 Gew.-%, bei Enddicken von 1,00 bis einschließlich 2,00 mm zwischen ≥ 0,290 Gew.-% bis ≤ 0,360 Gew.-% und bei Enddicken von 2,00 bis einschließlich 3,00 mm zwischen ≥ 0,320 Gew.-% bis ≤ 0,370 Gew.-%.
- Zur Erreichung der geforderten Mindestfestigkeiten ist es vorteilhaft, eine banddickenabhängige Differenzierung des Chromgehaltes in Kombination mit dem Kohlenstoffäquivalent CEV(IIW) einzuhalten, auch hier besonders für die Prozessierung mit variablen Vorbanddicken.
- Bei einer Enddicke von 0,50 bis einschließlich 1,00 mm liegt der Chrom-Gehalt bevorzugt in einem Bereich zwischen ≥ 0,260 Gew.-% bis ≤ 0,330 Gew.-% bei einem Kohlenstoffäquivalent CEV(IIW) von ≤ 0,62%, bei Enddicken von 1,00 bis einschließlich 2,00 mm zwischen ≥ 0,290 Gew.-% bis ≤ 0,360 Gew.-% bei einem Kohlenstoffäquivalent CEV(IIW) von ≤ 0,66% und bei Enddicken von 2,00 bis einschließlich 3,00 mm zwischen ≥ 0,320 Gew.-% bis ≤ 0,370 Gew.-% bei einem Kohlenstoffäquivalent CEV(IIW) von ≤ 0,66%.
- Chromgehalte zwischen ≥ 0,250 Gew.-% bis < 0,370 Gew.-% können bei Enddicken kleine 0,50 mm und zwischen > 0,370 Gew.-% bis ≤ 0,400 Gew.-% größer 3,00 mm zur Anwendung kommen.
- Molybdän (Mo): Die Zugabe von Molybdän führt ähnlich wie die von Chrom und Mangan zur Verbesserung der Härtbarkeit. Die Perlit- und Bainitumwandlung wird zu längeren Zeiten verschoben und die Martensitstarttemperatur gesenkt. Gleichzeitig ist Molybdän ein starker Karbidbildner, der fein verteilte Mischkarbide, u.a. auch mit Titan, entstehen lässt. Molybdän erhöht zudem die Anlassbeständigkeit erheblich, so dass im Schmelztauchbad keine Festigkeitsverluste zu erwarten sind. Molybdän wirkt außerdem über Mischkristallhärtung, ist dabei allerdings weniger effektiv als Mangan und Silizium.
- Der Gehalt an Molybdän wird daher zwischen mehr als 0,200 Gew.-% bis 0,300 Gew.-% eingestellt. Aus Kostengründen wird der Mo-Gehalt vorteilhaft auf einen Bereich zwischen mehr als 0,200 Gew.-% bis zu 0,250 Gew.-% eingestellt.
- Als Kompromiss zwischen den geforderten mechanischen Eigenschaften und Schmelztauchbarkeit hat sich als vorteilhaft für das erfindungsgemäße Legierungskonzept ein Summengehalt von Mo+Cr von ≤ 0,650 Gew.-% herausgestellt.
- Zur Erreichung der geforderten mechanischen Kennwerte, vor allem der Mindestzugfestigkeit, ist es vorteilhaft, den Gesamtgehalt von Mangan, Silizium und Chrom, über eine Summenformel Mn-Si+Cr einzuhalten, wobei diese zwischen ≥ 1,750 Gew.-% bis ≤ 2,250 Gew.-% zu begrenzen ist, besonders für die Prozessierung mit variablen Vorbanddicken.
- Als vorteilhaft zur Erreichung der geforderten mechanischen Kennwerte, vor allem der Mindestzugfestigkeit, hat sich die Festlegung des Gesamtgehaltes von Mangan, Silizium, Chrom und Molybdän über eine Summenformel Mn-Si+Cr+Mo erwiesen, wobei diese zwischen ≥ 1,950 Gew.-% bis ≤ 2,500 Gew.-% zu begrenzen ist, besonders für die Prozessierung von Bändern mit variablen Vorbanddicken.
- Kupfer (Cu): Der Zusatz von Kupfer kann die Zugfestigkeit sowie die Einhärtbarkeit steigern. In Verbindung mit Nickel, Chrom und Phosphor kann Kupfer eine schützende Oxidschicht an der Oberfläche bilden, die die Korrosionsrate deutlich reduzieren kann.
- In Verbindung mit Sauerstoff kann Kupfer an den Korngrenzen schädliche Oxide bilden, die besonders für Warmumformprozesse negative Auswirkungen hervorrufen können. Der Gehalt an Kupfer ist deshalb auf ≤ 0,050 Gew.-% festgelegt und somit bis auf bei der Stahlherstellung unvermeidbare Mengen begrenzt.
- Nickel (Ni): In Verbindung mit Sauerstoff kann Nickel an den Korngrenzen schädliche Oxide bilden, die besonders für Warmumformprozesse negative Auswirkungen hervorrufen können. Der Gehalt an Nickel ist deshalb auf ≤ 0,050 Gew.-% festgelegt und somit bis auf bei der Stahlherstellung unvermeidbare Mengen begrenzt.
- Vanadium (V): Bei dem vorliegenden Legierungskonzept wird der Gehalt an Vanadium von ≥ 0,005 Gew.-% bis ≤ 0,020 Gew.-% festgelegt, optimal auf ≥ 0,005 Gew.-% bis ≤ 0,015 Gew.-% begrenzt.
- Zinn (Sn): Da bei dem vorliegenden Legierungskonzept eine Zugabe von Zinn nicht notwendig ist, wird der Gehalt an Zinn bis auf ≤ 0,040 Gew.-% festgelegt und somit unvermeidbare stahlbegleitende Mengen begrenzt.
- Aluminium (Al) wird in der Regel dem Stahl zulegiert, um den im Eisen gelösten Sauerstoff und Stickstoff zu binden. Sauerstoff und Stickstoff werden so in Aluminiumoxide und Aluminiumnitride überführt. Diese Ausscheidungen können über eine Erhöhung der Keimstellen eine Kornfeinung bewirken und so die Zähigkeitseigenschaften sowie Festigkeitswerte steigern.
- Aluminiumnitrid wird nicht ausgeschieden, wenn Titan in ausreichenden Mengen vorhanden ist. Titannitride haben eine geringere Bildungsenthalpie und werden bei höheren Temperaturen gebildet.
- In gelöstem Zustand verschiebt Aluminium wie Silizium die Ferritbildung zu kürzeren Zeiten und ermöglicht so die Bildung von ausreichend Ferrit im Dualphasenstahl. Es unterdrückt zudem die Karbidbildung und führt so zu einer verzögerten Umwandlung des Austenits. Aus diesem Grund wird Aluminium auch als Legierungselement in Restaustenitstählen (TRIP-Stählen) verwendet, um einen Teil des Siliziums zu substituieren. Der Grund für diese Vorgehensweise liegt darin, dass Aluminium etwas weniger kritisch für die Verzinkungsreaktion ist als Silizium.
- Der Aluminium-Gehalt wird deshalb auf 0,010 Gew.-% bis maximal 0,060 Gew.-% begrenzt und wird zur Beruhigung des Stahles zugegeben.
- Niob (Nb): Niob wirkt im Stahl auf unterschiedliche Weise. Beim Warmwalzen in der Fertigstraße verzögert es durch die Bildung von feinstverteilten Ausscheidungen die Rekristallisation, wodurch die Keimstellendichte erhöht wird und nach der Umwandlung ein feineres Korn entsteht. Auch der Anteil an gelöstem Niob wirkt rekristallisationshemmend. Die Ausscheidungen wirken im finalen Produkt festigkeitssteigernd. Diese können Karbide oder Karbonitride sein. Häufig handelt es sich um Mischkarbide, in die auch Titan eingebaut wird. Dieser Effekt beginnt ab 0,005 Gew.-% und wird ab 0,010 Gew.-% Niob am deutlichsten. Die Ausscheidungen verhindern außerdem das Kornwachstum während der (Teil) Austenitisierung in der Feuerverzinkung. Oberhalb von 0,060 Gew.-% Niob ist kein zusätzlicher Effekt zu erwarten. Als vorteilhaft haben sich Gehalte von 0,025 Gew.-% bis 0,045 Gew.-% herausgestellt.
- Titan (Ti): Aufgrund seiner hohen Affinität zu Stickstoff wird Titan bei der Erstarrung vorrangig als TiN ausgeschieden. Außerdem tritt es zusammen mit Niob als Mischkarbid auf. TiN kommt eine hohe Bedeutung für die Korngrößenstabilität im Stoßofen zu. Die Ausscheidungen besitzen eine hohe Temperaturstabilität, so dass sie im Gegensatz zu den Mischkarbiden bei 1200°C größtenteils als Partikel vorliegen, die das Kornwachstum behindern. Auch Titan wirkt verzögernd auf die Rekristallisation während des Warmwalzens, ist dabei jedoch weniger effektiv als Niob. Titan wirkt durch Ausscheidungshärtung. Die größeren TiN-Partikel sind dabei weniger effektiv als die feiner verteilten Mischkarbide. Die beste Wirksamkeit wird im Bereich von 0,005 Gew.-% bis 0,060 Gew.-% Titan erzielt, daher stellt dies die erfindungsgemäße Legierungsspanne dar. Hierfür haben sich Gehalte von 0,025 Gew.-% bis 0,045 Gew.-% als vorteilhaft herausgestellt.
- Bor (B): Bor ist ein extrem effektives Legierungsmittel zur Realisierung variabler Kaltabwalzgrade. In Versuchen hat sich überraschend gezeigt, dass der erfindungsgemäß sehr enge Bereich für die Zugabe von Bor eine ausgeprägte Wirkung hinsichtlich der Gleichmäßigkeit der mechanischen Eigenschaften der erzeugten Kaltbänder mit variablem Kaltabwalzgrad in der nachfolgenden Prozessierung aufweist. Diese ausgeprägte Wirkung führt erst zu der Möglichkeit, anstelle mit einem relativ konstanten Kaltabwalzgrad definierte Kennwertbereiche nach den Prozessschritten (Bild 8a, 8b bzw. 8c) auch beim Material mit variablen Kaltabwalzgraden auf Basis einer Masterwarmbanddicke bzw. auf Basis einer Masterkaltbanddicke einzustellen.
- Zudem ist Bor ein effektives Element zur Härtbarkeitssteigerung, das bereits in sehr geringen Mengen wirksam wird. Die Martensitstarttemperatur bleibt dabei unbeeinflusst. Um wirksam zu werden, muss Bor in fester Lösung vorliegen. Da es eine hohe Affinität zu Stickstoff hat, muss der Stickstoff zunächst abgebunden werden, vorzugsweise durch die stöchiometrisch notwendige Menge an Titan. Aufgrund seiner geringen Löslichkeit in Eisen lagert sich das gelöste Bor bevorzugt an den Austenitkorngrenzen an. Dort bildet es teilweise Fe-β-Karbide, die kohärent sind und die Korngrenzenenergie herabsetzen. Beide Effekte wirken verzögernd auf die Ferrit- und Perlitbildung und erhöhen somit die Härtbarkeit des Stahls. Zu hohe Gehalte an Bor sind allerdings schädlich, da sich Eisenborid bilden kann, das sich negativ auf die Härtbarkeit, die Umformbarkeit und die Zähigkeit des Materials auswirkt. Bor neigt außerdem dazu, beim Glühen während der kontinuierlichen Schmelztauchbeschichtung Oxide bzw. Mischoxide zu bilden, die die Verzinkungsqualität verschlechtern. Durch die oben genannten Maßnahmen zur Einstellung der Ofenbereiche beim kontinuierlichen Schmelztauchbeschichten wird die Ausbildung von Oxiden an der Stahloberfläche reduziert.
- Aus vorgenannten Gründen wird der Bor-Gehalt für das erfindungsgemäße Legierungskonzept auf Werte von mehr als 0,0005 Gew.-% bis 0,0010 Gew.-% festgelegt, vorteilhaft auf Werte ≤ 0,0009 Gew.-% bzw. optimal auf > 0,0006 Gew.-% bis ≤ 0,0009 Gew.-%
- Stickstoff (N) kann sowohl Legierungselement als auch Begleitelement aus der Stahlherstellung sein. Zu hohe Gehalte an Stickstoff bewirken einen Festigkeitsanstieg verbunden mit einem rapiden Zähigkeitsverlust sowie Alterungseffekte. Andererseits kann durch eine gezielte Zulegierung von Stickstoff in Verbindung mit den Mikrolegierungselementen Titan und Niob eine Feinkornhärtung über Titannitride und Niob(karbo)nitride erreicht werden. Außerdem wird die Grobkornbildung beim Wiedererwärmen vor dem Warmwalzen unterdrückt.
- Erfindungsgemäß wird der N-Gehalt deshalb auf Werte von ≥ 0,0020 Gew.-% bis ≤ 0,0120 Gew.-% festgelegt.
- Vorteilhaft hat sich die Festlegung einer Summe bei den Gehalten an Wasserstoff und Stickstoff gezeigt, wobei ein Optimum für H + N zwischen ≥ 0,0025 Gew.-% bis ≤ 0,0130 Gew.-% liegt.
- Als vorteilhaft hat sich für die Einhaltung der geforderten Eigenschaften des Stahls herausgestellt, wenn der Stickstoff in Abhängigkeit von der Summe aus Ti+Nb+B zugegeben wird.
- Bei einem Summengehalt von Ti+Nb+B von ≥ 0,010 Gew.- bis ≤ 0,080 Gew.-% sollte der Gehalt an Stickstoff auf Werte von ≥ 0,0020 Gew.-% bis ≤ 0,0090 Gew.-% eingehalten werden. Für einen Summengehalt aus Ti+Nb+B von ≥ 0,050 Gew.-% haben sich Stickstoffgehalte von ≥ 0,0040 Gew.-% bis ≤ 0,0120 Gew.-% als vorteilhaft erwiesen.
- Für die Summengehalte an Niob und Titan haben sich Gehalte von ≤ 0,100 Gew.-% als vorteilhaft und wegen der prinzipiellen Austauschbarkeit von Niob und Titan bis zu einem minimalen Niobgehalt von 0,005 Gew.-% sowie aus Kostengründen besonders vorteilhaft von ≤ 0,090 Gew.-% erwiesen.
- Beim Zusammenspiel der Mikrolegierungselemente Niob sowie Titan mit Bor haben sich Summengehalte von ≤ 0,102 Gew.-% als vorteilhaft und besonders vorteilhaft von ≤ 0,092 Gew.-% erwiesen. Höhere Gehalte wirken sich nicht mehr verbessernd im Sinne der Erfindung aus.
- Als Summengehalte von Ti+Nb+V+Mo+B haben sich des Weiteren maximale Gehalte von ≤ 0,365 Gew.-% aus vorgenannten Gründen erwiesen.
- Kalzium (Ca): Eine Zugabe von Kalzium in Form von Kalzium-Silizium-Mischverbindungen bewirkt bei der Stahlerzeugung eine Desoxidation und Entschwefelung der schmelzflüssigen Phase. So werden Reaktionsprodukte in die Schlacke überführt und der Stahl gereinigt. Die erhöhte Reinheit führt erfindungsgemäß zu besseren Eigenschaften im Endprodukt.
- Aus den genannten Gründen wird ein Ca-Gehalt von ≥ 0,0010 Gew.-% bis ≤ 0,0060 Gew.-% eingestellt. Als vorteilhaft haben sich Gehalte ≤ 0,0030 Gew.-% herausgestellt.
- Bei mit dem erfindungsgemäßen Stahl durchgeführten Versuchen mit variablen Vorbanddicken wurde herausgefunden, dass bei einer interkritischen Glühung zwischen Ac1 und Ac3 bzw. einer austenitisierenden Glühung über Ac3 mit abschließender gesteuerten Abkühlung ein Dualphasenstahl mit einer Mindestzugfestigkeit von 980 MPa in einer Dicke von 1,50 mm, ausgehend von einem Masterwarmband von 2,30 mm, erzeugt wurde, aber auch im Dickenbereich 0,50 bis 3,00 mm erzeugt werden kann, der sich durch eine ausreichende Toleranz gegenüber Prozessschwankungen auszeichnet.
- Damit liegt ein deutlich aufgeweitetes Prozessfenster für die erfindungsgemäße Legierungszusammensetzung im Vergleich zu bekannten Legierungskonzepten vor.
- Die Glühtemperaturen für das zu erzielende Dualphasengefüge liegen für den erfindungsgemäßen Stahl zwischen ca. 700 und 950°C, damit wird je nach Temperaturbereich ein teilaustenitisches (Zweiphasengebiet) bzw. ein vollaustenitisches Gefüge (Austenitgebiet) erreicht.
- Die Versuche zeigten außerdem, dass die eingestellten Gefügeanteile nach der interkritischen Glühung zwischen Ac1 und Ac3 bzw. der austenitisierenden Glühung über Ac3 mit anschließender gesteuerter Abkühlung auch nach einem weiteren Prozessschritt der Schmelztauchveredelung bei Temperaturen zwischen 400 bis 470°C beispielsweise mit Zink oder Zink-Magnesium erhalten bleiben.
- Das durchlaufgeglühte und fallweise schmelztauchveredelte Material kann im dressierten (kaltnachgewalzten) bzw. undressierten Zustand und/oder im streckbiegegerichteten bzw. nicht streckbiegerichteten Zustand und auch im wärmebehandelten Zustand (Überalterung) gefertigt werden.
- Die Stahlbänder aus der erfindungsgemäßen Legierungszusammensetzung, zeichnen sich außerdem bei der Weiterverarbeitung durch eine hohe Kantenrissunempfindlichkeit und einen hohen Biegewinkel aus.
- Vorteilhaft lassen sich somit Stahlbänder erzeugen, die einen Mindestproduktwert Rm x a (Zugfestigkeit x [Biegewinkel nach VDA 238-100]) von 100000 MPa x °, insbesondere von 120000 MPa x ° aufweisen.
- Zudem weisen die erfindungsgemäßen Stahlbänder einen Delayed fracture free-Zustand für mindestens 6 Monate unter Erfüllung der Anforderungen nach SEP 1970 für Lochzug- und Bügelprobe nach zur Verfügungstellung durch den Stahlhersteller.
- Die sehr geringen Kennwertunterschiede des Stahlbandes längs und quer zu seiner Walzrichtung sind vorteilhaft beim späteren Materialeinsatz. So kann das Schneiden von Platinen aus einem Band unabhängig von der Walzrichtung (beispielsweise quer, längs und diagonal bzw. in einem Winkel zur Walzrichtung) erfolgen und so der Verschnitt minimiert werden.
- Um die Kaltwalzbarkeit eines aus dem erfindungsgemäßen Stahl erzeugten Warmbandes zu gewährleisten, wird das Warmband erfindungsgemäß mit Endwalztemperaturen im austenitischen Bereich oberhalb Ar3 und bei Haspeltemperaturen oberhalb der Bainitstarttemperatur erzeugt.
- Im Zuge der Weiterverarbeitung des erfindungsgemäßen Stahlbandes ist es so möglich, ein gehärtetes Bauteil zum Beispiel für die Automobilindustrie herzustellen.
- Hierbei wird eine Platine aus einem erfindungsgemäßen Stahlband zugeschnitten, welche anschließend auf eine Temperatur oberhalb Ac3 erwärmt wird. Die erwärmte Platine wird zu einem Bauteil umgeformt und anschließend in einem Umformwerkzeug oder an Luft gehärtet, mit optionalem nachfolgenden Anlassen.
- Vorteilhaft weist der erfindungsgemäße Stahl die Eigenschaft auf, dass die Härtung schon bei Abkühlung an ruhender Luft erfolgt, so dass eine separate Kühlung des Umformwerkzeuges entfallen kann.
- Beim Härten wird das Gefüge des Stahles durch Aufheizen in den austenitischen Bereich überführt, vorzugsweise auf Temperaturen über 950°C unter Schutzgasatmosphäre. Beim anschließenden Abkühlen an Luft bzw. an Schutzgas erfolgt die Ausbildung einer martensitischen Gefügestruktur für ein hochfestes Bauteil.
- Ein anschließendes Anlassen ermöglicht den Abbau von Eigenspannungen im gehärteten Bauteil. Gleichzeitig wird die Härte des Bauteiles so verringert, dass die geforderten Zähigkeitswerte erreicht werden.
- Weitere Merkmale, Vorteile und Einzelheiten der Erfindung ergeben sich aus der nachfolgenden Beschreibung von in einer Zeichnung dargestellten Ausführungsbeispielen.
- Es zeigen:
-
Figur 1 Prozesskette (schematisch) für die Herstellung eines Bandes aus dem erfindungsgemäßen Stahl, -
Figur 2 Zeit-Temperatur-Verlauf (schematisch) der Prozessschritte Warmwalzen und Kaltwalzen sowie Durchlaufglühen (mit optionaler Schmelztauchveredelung), wie auch Bauteilfertigung, optionales Vergüten (Lufthärten) und optionales Anlassen beispielhaft für den erfindungsgemäßen Stahl, -
Figur 3 chemische Zusammensetzung (Beispiele 1 bis 4) des erfindungsgemäßen Stahls, -
Figur 4a mechanische Kennwerte (quer zur Walzrichtung) des erfindungsgemäßen Stahls im warmgewalzten Zustand (HR), -
Figur 4b mechanische Kennwerte (quer zur Walzrichtung) des erfindungsgemäßen Stahls im kaltgewalzten Zustand (CR), -
Figur 5a Verfestigungsverhalten beim Kaltwalzen des erfindungsgemäßen Stahls, Kennwerte quer zur Walzrichtung, -
Figur 5b Verfestigungsverhalten beim Kaltwalzen des erfindungsgemäßen Stahls, Kaltfließkurve, -
Figur 6a mechanische Kennwerte (quer zur Walzrichtung) des erfindungsgemäßen Stahls, im Feinblechzustand (HDG), -
Figur 6b Ergebnisse der Lochaufweitungsversuche nach ISO 16630 und des Plättchenbiegeversuches nach VDA 238-100 an dem erfindungsgemäßen Stahl, im Feinblech Zustand (HDG), -
Figur 7a mechanische Kennwerte (quer zur Walzrichtung) des erfindungsgemäßen Stahls
im Zustand HR, CR und HDG; Beispiel 1 (Vorbanddicke 40 mm), -
Figur 7b mechanische Kennwerte (quer zur Walzrichtung) des erfindungsgemäßen Stahls
im Zustand HR, CR und HDG; Beispiel 2 (Vorbanddicke 45 mm), -
Figur 7c mechanische Kennwerte (quer zur Walzrichtung) des erfindungsgemäßen Stahls
im Zustand HR, CR und HDG; Beispiel 3 (Vorbanddicke 50 mm), -
Figur 7d mechanische Kennwerte (quer zur Walzrichtung) des erfindungsgemäßen Stahls
im Zustand HR, CR und HDG; Beispiel 4 (Vorbanddicke 55 mm), -
Figur 7e mechanische Kennwerte (quer zur Walzrichtung) des erfindungsgemäßen Stahls
im Zustand HR, CR und HDG als Übersicht, -
Figur 8a Verfahren 1, Temperatur-Zeit-Kurven (Glühvarianten schematisch), -
Figur 8b Verfahren 2, Temperatur-Zeit-Kurven (Glühvarianten schematisch), -
Figur 8c Verfahren 3, Temperatur-Zeit-Kurven (Glühvarianten schematisch), -
Figur 1 zeigt schematisch die Prozesskette für die Herstellung eines Bandes aus dem erfindungsgemäßen Stahl. Dargestellt sind die in der Erfindung möglichen Prozessrouten. Bis zum Beizen ist die Prozessroute für alle erfindungsgemäßen Stähle gleich, danach erfolgen je nach den gewünschten Ergebnissen abweichende Prozessrouten. Beispielsweise kann das gebeizte Warmband, nach dem Beizen, mit unterschiedlichen Abwalzgraden kaltgewalzt und schmelztauchveredelt werden. Auch kann weichgeglühtes Warmband bzw. weichgeglühtes Kaltband kaltgewalzt und schmelztauchveredelt werden. - Es kann Material auch optional ohne Schmelztauchveredelung prozessiert werden, das heißt nur im Rahmen einer Durchlaufglühung mit und ohne anschließender elektrolytischer Verzinkung. Aus dem optional beschichteten Werkstoff kann nun ein komplexes Bauteil hergestellt werden. Im Anschluss daran kann optional ein Vergütungsprozess stattfinden, wie beispielsweis dem Lufthärten, wo das wärmebehandelte Bauteil an der Luft abgekühlt wird. Optional kann eine Anlassstufe die thermische Behandlung des Bauteils abschließen.
-
Figur 2 zeigt schematisch den Zeit-Temperaturverlauf der Prozessschritte Warmwalzen und Durchlaufglühen von Bändern aus der erfindungsgemäßen Legierungszusammensetzung. Dargestellt ist die zeit- und temperaturabhängige Umwandlung für den Warmwalzprozess als auch für eine Wärmebehandlung nach dem Kaltwalzen, die Bauteilfertigung, sowie die optionale Vergütung mit optionalem Anlassen. -
Figur 3 zeigt in den Beispielen 1 bis 4, die aus einer Schmelze stammen, um den analytischen Einfluss hierbei auszuschließen, die Legierungszusammensetzungen des erfindungsgemäßen Stahles, abhängig von der erzeugten Vorbanddicke. Aus einer Warmbandsolldicke von 2,30 mm wurden Kaltbänder mit einer Kaltbandsolldicke von 1,50 mm erzeugt. Abhängig von der zu erzeugenden Vorbanddicke vor dem Warmwalzen zeigt das Beispiel 1 die Legierungszusammensetzung für eine Vorbanddicke von 40 mm, das Beispiel 2 für eine Vorbanddicke von 45 mm, das Beispiel 3 für eine Vorbanddicke von 50, das Beispiel 4 für ein Vorband mit einer Dicke von 55 mm. -
Figur 4 zeigt die mechanischen Kennwerte (quer zur Walzrichtung) des erfindungsgemäßen Stahls im warmgewalzten Zustand (HR, Hot Rolled) inFigur 4a und im kaltgewalzten Zustand (CR, Cold Rolled) inFigur 4b . -
Figur 5 zeigt das Verfestigungsverhalten, über die mechanischen Kennwerte quer zur Walzrichtung, beim Kaltwalzen des erfindungsgemäßen Stahles, tabellarisch inFigur 5a und grafisch als Kaltfließkurve inFigur 5b . -
Figur 6 zeigt die mechanischen Kennwerte (quer zur Walzrichtung) des erfindungsgemäßen Stahls im Feinblechzustand (HDG, Hot Dipped Galvanized) inFigur 6a und die Ergebnisse der Lochaufweitungsversuche nach ISO 16630 und des Plättchenbiegeversuches nach VDA 238-100 im Feinblech Zustand (HDG) längs und quer zur Walzrichtung, sowie die entsprechenden Produkte mit der Zugfestigkeit, inFigur 6b . -
Figur 7 zeigt die mechanischen Kennwerte (quer zur Walzrichtung) des erfindungsgemäßen Stahls im Zustand HR, CR und HDG unter Einsatz eine Vorbanddicke von 40 mm inFigur 7a , 45 mm inFigur 7b , 50 mm inFigur 7c , 55 mm inFigur 7d sowie inFigur 7e als zusammenfassende grafische Übersicht. - Die
Figur 8 zeigt schematisch drei Varianten der erfindungsgemäßen Temperatur-Zeit-Verläufe bei der Glühbehandlung und Abkühlung und jeweils verschiedene Austenitisierungsbedingungen. - Durch die unterschiedlichen erfindungsgemäßen Temperaturführungen innerhalb der genannten Spannbreite ergeben sich voneinander unterschiedliche Kennwerte bzw. auch unterschiedliche Lochaufweitungsergebnisse sowie Biegewinkel. Prinzipielle Unterschiede sind also die Temperatur-Zeit-Parameter bei der Wärmebehandlung und der nachgeschalteten Abkühlung.
- Das Verfahren 1 (
Figur 8a ) zeigt die Glühung und Abkühlung vom erzeugten und auf Enddicke kaltgewalzten Stahlband in einer Durchlaufglühanlage. Zuerst wird das Band auf eine Temperatur im Bereich von etwa 700 bis 950°C (Ac1 bis Ac3) aufgeheizt. Das geglühte Stahlband wird anschließend von der Glühtemperatur mit einer Abkühlgeschwindigkeit zwischen ca. 15 und 100°C/s bis zu einer Zwischentemperatur (ZT) von ca. 200 bis 250°C abgekühlt. Auf die Darstellung einer zweiten Zwischentemperatur (ca. 300 bis 500°C) wird in dieser schematischen Darstellung verzichtet. - Anschließend wird das Stahlband mit einer Abkühlgeschwindigkeit zwischen ca. 2 und 30°C/s bis zum Erreichen der Raumtemperatur (RT) an Luft abgekühlt bzw. die Kühlung mit einer Abkühlgeschwindigkeit zwischen ca. 15 und 100°C/s wird bis auf Raumtemperatur beibehalten.
- Das Verfahren 2 (
Figur 8b ) zeigt den Prozess gemäß Verfahren 1, jedoch wird die Kühlung des Stahlbandes zum Zwecke einer Schmelztauchveredelung kurzzeitig beim Durchlaufen des Schmelztauchgefäßes unterbrochen, um anschließend die Kühlung mit einer Abkühlgeschwindigkeit zwischen ca. 15 und 100°C/s bis zu einer Zwischentemperatur von ca. 200 bis 250°C fortzusetzen. Anschließend wird das Stahlband mit einer Abkühlgeschwindigkeit zwischen ca. 2 und 30°C/s bis zum Erreichen der Raumtemperatur an Luft abgekühlt. Das Verfahren 2 entspricht einer Glühung, beispielsweise einer Feuerverzinkung mit kombiniertem direkt befeuertem Ofen und Strahlrohrofen, wie er inFigur 8b beschrieben ist. - Das Verfahren 3 (
Figur 8c ) zeigt ebenfalls den Prozess gemäß Verfahren 1 bei einer Schmelztauchveredelung, jedoch wird die Kühlung des Stahlbandes durch eine kurze Pause (ca. 1 bis 20 s) bei einer Zwischentemperatur im Bereich von ca. 200 bis 400°C unterbrochen und bis auf die Temperatur (ST), die zum Schmelztauchveredeln notwendig ist (ca. 400 bis 470°C), wieder erwärmt. Anschließend wird das Stahlband wieder bis zu einer Zwischentemperatur von ca. 200 bis 250°C gekühlt. Mit einer Abkühlgeschwindigkeit von ca. 2 und 30°C/s erfolgt bis zum Erreichen der Raumtemperatur an Luft die abschließende Kühlung des Stahlbandes. - Das Verfahren 3 entspricht beispielsweise einer Prozessführung in einer Durchlaufglühanlage, wie sie in
Figur 8c beschrieben ist. Zudem kann hier mittels Induktionsofen ein Wiederaufheizen des Stahls optional direkt vor dem Zinkbad erreicht werden. - Die Abnahmen von der Bramme zum Vorband variieren bei den nachfolgenden Beispielen von 78% bis 84% für eine anschließende Warmwalzung auf eine Warmbanddicke von 2,30 mm mit entsprechenden Abnahmen von 94% bis 96%. In einem einzigen Kaltwalzschritt wird mit einem Kaltabwalzgrad von 35% die Kaltbandsolldicke von 1,50 mm realisiert. Es zeigt sich eindrucksvoll, dass sowohl für sehr niedrige Vorbanddicken als auch höhere Vorbanddicken, sowie der Bereich dazwischen relativ gleichmäßige mit üblicher Schwankungsbreite versehene Werte für die Zugfestigkeit und Streckgrenze erreicht werden, quer zur Walzrichtung. Der erfindungsgemäße Stahl erlaubt gleichermaßen den Einsatz von Masterwarmbanddicke mit variierenden Kaltabwalzgraden, sowie den Einsatz von Masterkaltbanddicken, ohne die vorhergehende Tatsache zu beeinflussen.
- Für die industrielle Fertigung für das Feuerverzinken (HDG) nach Verfahren 3 nach
Figur 8c stehen beispielhaft die nachfolgenden Beispiele im Rahmen von sogenannten Machbarkeitsversuchen, die belegen sollen, dass die variablen Vorbanddicken die Kaltwalzbarkeit, wie die notwendigen Walzkräfte, signifikant beeinflussen können, ohne dass sich die höhere Warmbandfestigkeit (HR) und höheren Kaltbandfestigkeit (CR), bei abnehmender Vorbanddicke, zu deutlichen Schwankungen am Feinblech (HDG) führen würden: - (1,50 mm Kaltband aus 2,30 mm Masterwarmband und einer Vorbanddicke von 40 mm)
- Legierungszusammensetzung in Gew.-%. Ein erfindungsgemäßer Stahl mit 0,104% C; 0,443% Si; 2,178% Mn; 0,012% P; 0,0004% S; 0,0045% N; 0,038 AI; 0,330% Cr; 0,208% Mo; 0,0372% Ti; 0,0332% Nb; 0,007% V; 0,0006% B; 0,0020% Ca; 0,027% Cu; 0,047% Ni; 0,008% Sn; 0,00038% H nach Verfahren 3 entsprechend
Figur 8c schmelztauchveredelt, das Brammenmaterial von 250 mm wurde vor dem Warmwalzen in der Vorstraße zu einem Vorband von 40 mm reversierend mit einer prozentualen Abnahme von 84% gewalzt und anschließend in der Warmbreitbandstraße bei einer Endwalzsolltemperatur von 910°C mit einer Abnahme von 94% warmgewalzt und bei einer Haspelsolltemperatur von 650°C mit einer Masterwarmbanddicke von 2,30 mm gehaspelt und nach dem Beizen ohne zusätzliche Wärmebehandlung (wie zum Beispiel Haubenglühen) auf 1,50 mm in einem Durchgang kaltgewalzt (Kaltabwalzgrad 35%). - Das Streckgrenzenverhältnis Re/Rm in Querrichtung lag bei 66%.
- Dehngrenze (Rp0,2) 706 MPa - Zugfestigkeit (Rm) 1071 MPa - Bruchdehnung (A80) 10,9% - Bake-Hardening-Index (BH2) 492 MPa - Lochaufweitungsverhältnis nach ISO 1663039% - Biegewinkel nach VDA 238-100 (längs, quer) 121°/112° - Die Materialkennwerte quer zur Walzrichtung würden beispielsweise einem HC660XD entsprechen.
- Das Streckgrenzenverhältnis Re/Rm in Querrichtung lag bei 77%.
- Streckgrenze (Re) 826 MPa - Zugfestigkeit (Rm) 1070 MPa - Bruchdehnung (A80) 10,0% -
- Streckgrenze (Re) 1246 MPa - Zugfestigkeit (Rm) 1305 MPa - Bruchdehnung (A80) 2,0% -
- (1,50 mm Kaltband aus 2,30 mm Masterwarmband und einer Vorbanddicke von 45 mm)
- Legierungszusammensetzung in Gew.-%
- Ein erfindungsgemäßer Stahl mit 0,104% C; 0,443% Si; 2,178% Mn; 0,012% P; 0,0004% S; 0,0045% N; 0,038 AI; 0,330% Cr; 0,208% Mo; 0,0344% Ti; 0,0372% Nb; 0,007% V; 0,0006% B; 0,0020% Ca; 0,027% Cu; 0,047% Ni; 0,008% Sn; 0,00038% H nach Verfahren 3 entsprechend
Figur 8c schmelztauchveredelt, das Brammenmaterial von 250 mm wurde vor dem Warmwalzen in der Vorstraße zu einem Vorband von 45 mm reversierend mit einer prozentualen Abnahme von 82% gewalzt und anschließend in der Warmbreitbandstraße bei einer Endwalzsolltemperatur von 910°C mit einer Abnahme von 95% warmgewalzt und bei einer Haspelsolltemperatur von 650°C mit einer Masterwarmbanddicke von 2,30 mm gehaspelt und nach dem Beizen ohne zusätzliche Wärmebehandlung (wie zum Beispiel Haubenglühen) auf 1,50 mm in einem Durchgang kaltgewalzt (Kaltabwalzgrad 35%). - Das Streckgrenzenverhältnis Re/Rm in Querrichtung lag bei 67%.
- Dehngrenze (Rp0,2) 720 MPa - Zugfestigkeit (Rm) 1077 MPa - Bruchdehnung (A80) 10,4% - Bake-Hardening-Index (BH2) 51 MPa - Lochaufweitungsverhältnis nach ISO 1663035% - Biegewinkel nach VDA 238-100 (längs, quer) 128°/114° - Die Materialkennwerte quer zur Walzrichtung würden beispielsweise einem HC660XD entsprechen.
- Das Streckgrenzenverhältnis Re/Rm in Querrichtung lag bei 70%.
- Streckgrenze (Re) 725 MPa - Zugfestigkeit (Rm) 1030 MPa - Bruchdehnung (A80) 10,2% -
- Streckgrenze (Re) 1224 MPa - Zugfestigkeit (Rm) 1260 MPa - Bruchdehnung (A80) 1,5% -
- (1,50 mm Kaltband aus 2,30 mm Masterwarmband und einer Vorbanddicke von 50 mm)
- Legierungszusammensetzung in Gew.-%
- Ein erfindungsgemäßer Stahl mit 0,104% C; 0,443% Si; 2,178% Mn; 0,012% P; 0,0004% S; 0,0045% N; 0,038 AI; 0,330% Cr; 0,208% Mo; 0,0344% Ti; 0,0372% Nb; 0,007% V; 0,0006% B; 0,0020% Ca; 0,027% Cu; 0,047% Ni; 0,008% Sn; 0,00038% H nach Verfahren 3 entsprechend
Figur 8c schmelztauchveredelt, das Brammenmaterial von 250 mm wurde vor dem Warmwalzen in der Vorstraße zu einem Vorband von 50 mm reversierend mit einer prozentualen Abnahme von 80% gewalzt und anschließend in der Warmbreitbandstraße bei einer Endwalzsolltemperatur von 910°C mit einer Abnahme von 96% warmgewalzt und bei einer Haspelsolltemperatur von 650°C mit einer Masterwarmbanddicke von 2,30 mm gehaspelt und nach dem Beizen ohne zusätzliche Wärmebehandlung (wie zum Beispiel Haubenglühen) auf 1,50 mm in einem Durchgang kaltgewalzt (Kaltabwalzgrad 35%). - Das Streckgrenzenverhältnis Re/Rm in Querrichtung lag bei 65%.
- Dehngrenze (Rp0,2) 704 MPa - Zugfestigkeit (Rm) 1084 MPa - Bruchdehnung (A80) 10,4% - Bake-Hardening-Index (BH2) 55 MPa - Lochaufweitungsverhältnis nach ISO 1663038% - Biegewinkel nach VDA 238-100 (längs, quer) 127°/115° - Die Materialkennwerte quer zur Walzrichtung würden beispielsweise einem HC660XD entsprechen.
- Das Streckgrenzenverhältnis Re/Rm in Querrichtung lag bei 69%.
- Streckgrenze (Re) 695 MPa - Zugfestigkeit (Rm) 1010 MPa - Bruchdehnung (A80) 8,8% -
- Streckgrenze (Re) 1203 MPa - Zugfestigkeit (Rm) 1255 MPa - Bruchdehnung (A80) 1,9% -
- (1,50 mm Kaltband aus 2,30 mm Masterwarmband und einer Vorbanddicke von 55 mm)
- Legierungszusammensetzung in Gew.-%
- Ein erfindungsgemäßer Stahl mit 0,104% C; 0,443% Si; 2,178% Mn; 0,012% P; 0,0004% S; 0,0045% N; 0,038 AI; 0,330% Cr; 0,208% Mo; 0,0344% Ti; 0,0372% Nb; 0,007% V; 0,0006% B; 0,0020% Ca; 0,027% Cu; 0,047% Ni; 0,008% Sn; 0,00038% H nach Verfahren 3 entsprechend
Figur 8c schmelztauchveredelt, das Brammenmaterial von 250 mm wurde vor dem Warmwalzen in der Vorstraße zu einem Vorband von 55 mm reversierend mit einer prozentualen Abnahme von 78% gewalzt und anschließend in der Warmbreitbandstraße bei einer Endwalzsolltemperatur von 910°C mit einer Abnahme von 96% warmgewalzt und bei einer Haspelsolltemperatur von 650°C mit einer Masterwarmbanddicke von 2,30 mm gehaspelt und nach dem Beizen ohne zusätzliche Wärmebehandlung (wie zum Beispiel Haubenglühen) auf 1,50 mm in einem Durchgang kaltgewalzt (Kaltabwalzgrad 35%). - Das Streckgrenzenverhältnis Re/Rm in Querrichtung lag bei 66%.
- Dehngrenze (Rp0,2) 708 MPa - Zugfestigkeit (Rm) 1077 MPa - Bruchdehnung (A80) 10,4% - Bake-Hardening-Index (BH2) 58 MPa - Lochaufweitungsverhältnis nach ISO 1663040% - Biegewinkel nach VDA 238-100 (längs, quer) 123°/111° - Die Materialkennwerte quer zur Walzrichtung würden beispielsweise einem HC660XD entsprechen.
- Das Streckgrenzenverhältnis Re/Rm in Querrichtung lag bei 70%.
- Streckgrenze (Re) 679 MPa - Zugfestigkeit (Rm) 967 MPa - Bruchdehnung (A80) 9,6% -
- Streckgrenze (Re) 1158 MPa - Zugfestigkeit (Rm) 1230 MPa - Bruchdehnung (A80) 2,5%Fazit: - Ein signifikanter Einfluss der Vorbanddicke auf die mechanischen Kennwerte am Feinblech (HDG) ist nicht erkennbar.
- Diese Aussage gilt für den an den Beispielen verwendeten Kaltabwalzgrad von 35%, würde aber auch auf variable Kaltabwalzgrade uneingeschränkt übertragbar sein.
- Vorstehend ist die Erfindung an Hand von Feinblechstahlblechen mit einer zu erzielenden Enddicke von 1,50 mm im Dickenbereich 0,50 bis 3,00 mm beschrieben worden. Es ist auch möglich, bei Bedarf Enddicken im Bereich von 0,10 bis zu 4,00 mm herzustellen.
Claims (6)
- Verfahren zur Herstellung eines Stahlbandes aus einem Mehrphasenstahl mit Dualphasengefüge oder Komplexphasengefüge sowie geringen Anteilen von Restaustenit mit einer Mindestzugfestigkeit von 980 MPa im nicht vergüteten Zustand enthaltend (in Gew.-%):C ≥ 0,075 bis ≤ 0,115Si ≥ 0,400 bis ≤ 0,500Mn ≥ 1,900 bis ≤ 2,350Cr ≥ 0,250 bis ≤ 0,400Al ≥ 0,010 bis ≤ 0,060N ≥ 0,0020 bis ≤ 0,0120P ≤ 0,020S ≤ 0,0020Ti ≥ 0,005 bis ≤ 0,060Nb ≥ 0,005 bis ≤ 0,060V ≥ 0,005 bis ≤ 0,020B ≥ 0,0005 bis ≤ 0,0010Mo ≥ 0,200 bis ≤ 0,300Ca ≥ 0,0010 bis ≤ 0,0060Cu ≤ 0,050Ni ≤ 0,050Sn ≤ 0,040H ≤ 0,0010Rest Eisen, einschließlich üblicher stahlbegleitender erschmelzungsbedingter Verunreinigungen, bei dem im Hinblick auf ein möglichst breites Prozessfenster bei der Durchlaufglühung von Kaltbändern aus diesem Stahl der Summengehalt von Mn-Si+Cr ≥ 1,750 Gew.-% bis ≤ 2,250 Gew.-% beträgt, dadurch gekennzeichnet, dass aus dem Mehrphasenstahl im Zustand einer Bramme ein Vorband erzeugt wird, anschließend aus dem Vorband das Stahlband mit der zu erzielenden Warmbandenddicke bei Endwalztemperaturen im austenitischen Bereich oberhalb Ar3 warmgewalzt wird, bei Haspeltemperaturen oberhalb der Bainitstarttemperatur aufgehaspelt wird und dass ausgehend von einer zuvor festgelegten Brammendicke und einem zuvor ausgewählten Vorband mit einer definierten, aber variablen Dicke, Warmbänder mit gleicher Dicke mit Abwalzgraden von 72 % bis 87 % mit der zu erzielenden Enddicke warmgewalzt werden, dass aus dem Warmband ein Kaltband mit der zu erzielenden Enddicke kaltgewalzt wird, dass zur Erzeugung des geforderten mehrphasigen Gefüges das auf Enddicke kaltgewalzte Stahlband während der Durchlaufglühung auf eine Temperatur im Bereich von ca. 700 bis 950°C aufgeheizt und dass das geglühte Stahlband anschließend von der Glühtemperatur mit einer Abkühlgeschwindigkeit zwischen ca. 15 und 100°C/s bis zu einer ersten Zwischentemperatur von ca. 300 bis 500°C, folgend mit einer Abkühlgeschwindigkeit zwischen ca. 15 und 100°C/s bis zu einer zweiten Zwischentemperatur von ca. 160 bis 250°C abgekühlt wird, anschließend das Stahlband mit einer Abkühlgeschwindigkeit von ca. 2 bis 30°C/s bis zum Erreichen der Raumtemperatur an Luft abkühlt oder mit einer Abkühlgeschwindigkeit zwischen ca. 15 und 100°C/s von der ersten Zwischentemperatur bis auf Raumtemperatur abgekühlt wird oder dass zur Erzeugung des geforderten mehrphasigen Gefüges das auf Enddicke kaltgewalzte Stahlband während der Durchlaufglühung auf eine Temperatur im Bereich von ca. 700 bis 950°C aufgeheizt, anschließend auf eine Temperatur von ca. 400 bis 470°C gekühlt, wobei die Kühlung vor dem Eintreten in das Schmelzbad angehalten, dann schmelztauchveredelt und nach der Schmelztauchveredelung die Kühlung mit einer Abkühlgeschwindigkeit zwischen ca. 15 und 100°C/s bis zu einer Zwischentemperatur von ca. 200 bis 250°C fortgesetzt und anschließend das Stahlband mit einer Abkühlgeschwindigkeit von ca. 2 und 30°C/s bis zum Erreichen der Raumtemperatur an Luft abgekühlt wirdoder dass zur Erzeugung des geforderten Gefüges das auf Enddicke kaltgewalzte Stahlband während der Durchlaufglühung auf eine Temperatur im Bereich von ca. 700 bis 950°C aufgeheizt, anschließend auf eine Zwischentemperatur von ca. 200 bis 250°C gekühlt und vor dem Eintreten in das Schmelzbad die Temperatur für ca. 1 bis 20 s gehalten und anschließend das Stahlband auf eine Temperatur von ca. 400 bis 470°C wieder erwärmt, dann schmelztauchveredelt und nach erfolgter Schmelztauchveredlung eine erneute Kühlung mit einer Abkühlgeschwindigkeit zwischen ca. 15 und 100°C/s bis zu einer Zwischentemperatur von ca. 200 bis 250°C erfolgt und anschließend mit einer Abkühlgeschwindigkeit von ca. 2 und 30°C/s an Luft bis zur Raumtemperatur abgekühlt wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass ausgehend von einem ausgewählten Warmband mit einer bestimmten Dicke, beziehungsweise ausgewählten Warmbändern mit verschiedenen Dicken, Kaltbänder mit Kaltabwalzgraden von 10 % bis 70 % mit der zu erzielenden Enddicke erzeugt werden.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass bei der Durchlaufglühung das Oxidationspotential bei einer Glühung mit einer Anlagenkonfiguration, bestehend aus direkt befeuertem Ofenbereich (NOF) und einem Strahlrohrofen (RTF) durch einen CO-Gehalt im NOF von unter 4 Vol.-% gesteigert wird, wobei im RTF der Sauerstoffpartialdruck der für Eisen reduzierenden Ofenatmosphäre gemäß nachfolgender Gleichung eingestellt wird,

- Verfahren nach Anspruch 3, dadurch gekennzeichnet, dass bei einer Glühung nur mit einem Strahlrohrofen der Sauerstoffpartialdruck der Ofenatmosphäre nachfolgender Gleichung genügt,

- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass das Stahlband im Anschluss an die Glühung oder Schmelztauchveredelung dressiert wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass das Stahlband im Anschluss an die Glühung oder Schmelztauchveredelung streckbiegegerichtet wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017123236.2A DE102017123236A1 (de) | 2017-10-06 | 2017-10-06 | Höchstfester Mehrphasenstahl und Verfahren zur Herstellung eines Stahlbandes aus diesem Mehrphasenstahl |
| PCT/EP2018/076307 WO2019068560A1 (de) | 2017-10-06 | 2018-09-27 | Höchstfester mehrphasenstahl und verfahren zur herstellung eines stahlbandes aus diesem mehrphasenstahl |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3692178A1 EP3692178A1 (de) | 2020-08-12 |
| EP3692178B1 true EP3692178B1 (de) | 2022-06-08 |
Family
ID=63713874
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18779642.0A Active EP3692178B1 (de) | 2017-10-06 | 2018-09-27 | Verfahren zur herstellung eines stahlbandes aus höchstfestem mehrphasenstahl |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20200263283A1 (de) |
| EP (1) | EP3692178B1 (de) |
| KR (1) | KR20200063167A (de) |
| CN (1) | CN111247258B (de) |
| DE (1) | DE102017123236A1 (de) |
| RU (1) | RU2742998C1 (de) |
| WO (1) | WO2019068560A1 (de) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202019106738U1 (de) * | 2019-12-03 | 2021-03-04 | Bfc Fahrzeugteile Gmbh | Metallband |
| DE102020110319A1 (de) * | 2020-04-15 | 2021-10-21 | Salzgitter Flachstahl Gmbh | Verfahren zur Herstellung eines Stahlbandes mit einem Mehrphasengefüge und Stahlband hinzu |
| WO2022184811A1 (de) * | 2021-03-03 | 2022-09-09 | Thyssenkrupp Steel Europe Ag | Stahlflachprodukt, verfahren zu seiner herstellung und verwendung eines solchen stahlflachprodukts |
| KR20230055740A (ko) * | 2021-10-19 | 2023-04-26 | 주식회사 포스코 | 친환경 고강도 고성형성 강판 및 그 제조방법 |
| DE202022100637U1 (de) * | 2022-02-03 | 2023-05-05 | STG Stanztechnik GmbH & Co. KG | Verstärkungsband für einen Formkörper aus einer spritzfähigen Formmasse sowie Formkörper mit einem derartigen Verstärkungsband |
| WO2024105428A1 (en) * | 2022-11-14 | 2024-05-23 | Arcelormittal | High toughness press-hardened steel part and method of manufacturing the same |
| WO2024105429A1 (en) * | 2022-11-14 | 2024-05-23 | Arcelormittal | High toughness press-hardened steel part and method of manufacturing the same |
| CN116393803A (zh) * | 2023-05-11 | 2023-07-07 | 攀钢集团西昌钢钒有限公司 | 用于带钢连续生产线的焊接方法及带钢连续退火方法 |
| JP7511075B1 (ja) * | 2023-12-12 | 2024-07-04 | 中外炉工業株式会社 | 前処理装置 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19610675C1 (de) | 1996-03-19 | 1997-02-13 | Thyssen Stahl Ag | Mehrphasenstahl und Verfahren zu seiner Herstellung |
| DE10037867A1 (de) | 1999-08-06 | 2001-06-07 | Muhr & Bender Kg | Verfahren zum flexiblen Walzen eines Metallbandes |
| TWI248977B (en) * | 2003-06-26 | 2006-02-11 | Nippon Steel Corp | High-strength hot-rolled steel sheet excellent in shape fixability and method of producing the same |
| US7442268B2 (en) * | 2004-11-24 | 2008-10-28 | Nucor Corporation | Method of manufacturing cold rolled dual-phase steel sheet |
| US7608155B2 (en) * | 2006-09-27 | 2009-10-27 | Nucor Corporation | High strength, hot dip coated, dual phase, steel sheet and method of manufacturing same |
| DE102006054300A1 (de) * | 2006-11-14 | 2008-05-15 | Salzgitter Flachstahl Gmbh | Höherfester Dualphasenstahl mit ausgezeichneten Umformeigenschaften |
| UA90948C2 (ru) * | 2007-03-30 | 2010-06-10 | Сумитомо Мэтал Индастриз, Лтд. | Низколегированная сталь для нефтегазопромысловых труб (варианты) и бесшовная стальная труба |
| EP2031081B1 (de) | 2007-08-15 | 2011-07-13 | ThyssenKrupp Steel Europe AG | Dualphasenstahl, Flachprodukt aus einem solchen Dualphasenstahl und Verfahren zur Herstellung eines Flachprodukts |
| PL2028282T3 (pl) | 2007-08-15 | 2012-11-30 | Thyssenkrupp Steel Europe Ag | Stal dwufazowa, płaski wyrób wytworzony ze stali dwufazowej i sposób wytwarzania płaskiego wyrobu |
| JP5438302B2 (ja) * | 2008-10-30 | 2014-03-12 | 株式会社神戸製鋼所 | 加工性に優れた高降伏比高強度の溶融亜鉛めっき鋼板または合金化溶融亜鉛めっき鋼板とその製造方法 |
| JP4924730B2 (ja) * | 2009-04-28 | 2012-04-25 | Jfeスチール株式会社 | 加工性、溶接性および疲労特性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法 |
| EP2439291B1 (de) * | 2010-10-05 | 2013-11-27 | ThyssenKrupp Steel Europe AG | Mehrphasenstahl, aus einem solchen Mehrphasenstahl hergestelltes kaltgewalztes Flachprodukt und Verfahren zu dessen Herstellung |
| DE102012002079B4 (de) | 2012-01-30 | 2015-05-13 | Salzgitter Flachstahl Gmbh | Verfahren zur Herstellung eines kalt- oder warmgewalzten Stahlbandes aus einem höchstfesten Mehrphasenstahl |
| DE102012002642B4 (de) * | 2012-02-08 | 2013-08-14 | Salzgitter Flachstahl Gmbh | Warmband zur Herstellung eines Elektroblechs und Verfahren hierzu |
| EP2831296B2 (de) * | 2012-03-30 | 2020-04-15 | Voestalpine Stahl GmbH | Hochfestes kaltgewalztes stahlblech und verfahren zur herstellung eines solchen stahlblechs |
| DE102013013067A1 (de) * | 2013-07-30 | 2015-02-05 | Salzgitter Flachstahl Gmbh | Siliziumhaltiger, mikrolegierter hochfester Mehrphasenstahl mit einer Mindestzugfestigkeit von 750 MPa und verbesserten Eigenschaften und Verfahren zur Herstellung eines Bandes aus diesem Stahl |
| MX380760B (es) * | 2014-06-06 | 2025-03-04 | Arcelormittal | Hoja de acero galvanizada multifásica de alta resistencia, método de producción y uso. |
| DE102014017273A1 (de) * | 2014-11-18 | 2016-05-19 | Salzgitter Flachstahl Gmbh | Hochfester lufthärtender Mehrphasenstahl mit hervorragenden Verarbeitungseigenschaften und Verfahren zur Herstellung eines Bandes aus diesem Stahl |
| DE102014017275A1 (de) * | 2014-11-18 | 2016-05-19 | Salzgitter Flachstahl Gmbh | Hochfester lufthärtender Mehrphasenstahl mit hervorragenden Verarbeitungseigenschaften und Verfahren zur Herstellung eines Bandes aus diesem Stahl |
| DE102014017274A1 (de) | 2014-11-18 | 2016-05-19 | Salzgitter Flachstahl Gmbh | Höchstfester lufthärtender Mehrphasenstahl mit hervorragenden Verarbeitungseigenschaften und Verfahren zur Herstellung eines Bandes aus diesem Stahl |
| DE102015111177A1 (de) | 2015-07-10 | 2017-01-12 | Salzgitter Flachstahl Gmbh | Höchstfester Mehrphasenstahl und Verfahren zur Herstellung eines kaltgewalzten Stahlbandes hieraus |
-
2017
- 2017-10-06 DE DE102017123236.2A patent/DE102017123236A1/de not_active Withdrawn
-
2018
- 2018-09-27 KR KR1020207011118A patent/KR20200063167A/ko not_active Ceased
- 2018-09-27 CN CN201880065246.3A patent/CN111247258B/zh active Active
- 2018-09-27 US US16/652,933 patent/US20200263283A1/en not_active Abandoned
- 2018-09-27 RU RU2020113916A patent/RU2742998C1/ru active
- 2018-09-27 EP EP18779642.0A patent/EP3692178B1/de active Active
- 2018-09-27 WO PCT/EP2018/076307 patent/WO2019068560A1/de not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| RU2742998C1 (ru) | 2021-02-12 |
| CN111247258B (zh) | 2022-04-26 |
| US20200263283A1 (en) | 2020-08-20 |
| EP3692178A1 (de) | 2020-08-12 |
| CN111247258A (zh) | 2020-06-05 |
| DE102017123236A1 (de) | 2019-04-11 |
| WO2019068560A1 (de) | 2019-04-11 |
| KR20200063167A (ko) | 2020-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3027784B1 (de) | Siliziumhaltiger, mikrolegierter hochfester mehrphasenstahl mit einer mindestzugfestigkeit von 750 mpa und verbesserten eigenschaften und verfahren zur herstellung eines bandes aus diesem stahl | |
| EP3692178B1 (de) | Verfahren zur herstellung eines stahlbandes aus höchstfestem mehrphasenstahl | |
| EP2864517B1 (de) | Hochfester mehrphasenstahl und verfahren zur herstellung eines bandes aus diesem stahl mit einer mindestzugfestigkeit von 580mpa | |
| EP2809819B1 (de) | Höchstfester mehrphasenstahl mit verbesserten eigenschaften bei herstellung und verarbeitung | |
| EP3221483B1 (de) | Höchstfester lufthärtender mehrphasenstahl mit hervorragenden verarbeitungseigenschaften und verfahren zur herstellung eines bandes aus diesem stahl | |
| EP3221478B1 (de) | Warm- oder kaltband aus einem hochfesten lufthärtenden mehrphasenstahl mit hervorragenden verarbeitungseigenschaften und verfahren zur herstellung eines warm- oder kaltgewalzten stahlbandes aus dem hohfesten lufthärtenden mehrphasenstahl | |
| EP3555337B1 (de) | Warmgewalztes stahlflachprodukt und verfahren zu seiner herstellung | |
| EP3221484B1 (de) | Verfahren zur herstellung eines hochfesten lufthärtenden mehrphasenstahls mit hervorragenden verarbeitungseigenschaften | |
| EP2836614B1 (de) | Hochfester mehrphasenstahl und verfahren zur herstellung eines bandes aus diesem stahl | |
| WO2017009192A1 (de) | Höchstfester mehrphasenstahl und verfahren zur herstellung eines kaltgewalzten stahlbandes hieraus | |
| EP2668302B1 (de) | Verfahren zur herstellung eines stahlbandes aus einem höherfesten mehrphasenstahl mit ausgezeichneten umformeigenschaften | |
| EP3724359B1 (de) | Hochfestes, warmgewalztes stahlflachprodukt mit hohem kantenrisswiderstand und gleichzeitig hohem bake-hardening potential und verfahren zur herstellung eines solchen stahlflachprodukts | |
| DE102021108448A1 (de) | Stahlband aus einem hochfesten Mehrphasenstahl und Verfahren zur Herstellung eines derartigen Stahlbandes | |
| WO2024068957A1 (de) | Verfahren zur herstellung eines stahlbandes aus einem hochfesten mehrphasenstahl und entsprechendes stahlband | |
| WO2021209503A1 (de) | Verfahren zur herstellung eines stahlbandes mit einem mehrphasengefüge und stahlband hierzu |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20200428 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20210602 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C23C 2/02 20060101ALI20211222BHEP Ipc: C23C 2/06 20060101ALI20211222BHEP Ipc: C23C 2/40 20060101ALI20211222BHEP Ipc: C21D 9/46 20060101ALI20211222BHEP Ipc: C21D 9/56 20060101ALI20211222BHEP Ipc: C22C 38/00 20060101ALI20211222BHEP Ipc: C22C 38/02 20060101ALI20211222BHEP Ipc: C22C 38/06 20060101ALI20211222BHEP Ipc: C22C 38/40 20060101ALI20211222BHEP Ipc: C22C 38/42 20060101ALI20211222BHEP Ipc: C22C 38/44 20060101ALI20211222BHEP Ipc: C22C 38/46 20060101ALI20211222BHEP Ipc: C22C 38/48 20060101ALI20211222BHEP Ipc: C22C 38/50 20060101ALI20211222BHEP Ipc: C22C 38/54 20060101ALI20211222BHEP Ipc: C22C 38/58 20060101ALI20211222BHEP Ipc: C21D 1/32 20060101ALI20211222BHEP Ipc: C21D 8/02 20060101AFI20211222BHEP |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C21D 1/32 20060101ALN20220111BHEP Ipc: C22C 38/58 20060101ALI20220111BHEP Ipc: C22C 38/54 20060101ALI20220111BHEP Ipc: C22C 38/50 20060101ALI20220111BHEP Ipc: C22C 38/48 20060101ALI20220111BHEP Ipc: C22C 38/46 20060101ALI20220111BHEP Ipc: C22C 38/44 20060101ALI20220111BHEP Ipc: C22C 38/42 20060101ALI20220111BHEP Ipc: C22C 38/40 20060101ALI20220111BHEP Ipc: C22C 38/06 20060101ALI20220111BHEP Ipc: C22C 38/02 20060101ALI20220111BHEP Ipc: C22C 38/00 20060101ALI20220111BHEP Ipc: C21D 9/56 20060101ALI20220111BHEP Ipc: C21D 9/46 20060101ALI20220111BHEP Ipc: C23C 2/06 20060101ALI20220111BHEP Ipc: C23C 2/02 20060101ALI20220111BHEP Ipc: C21D 8/02 20060101AFI20220111BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20220126 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1496962 Country of ref document: AT Kind code of ref document: T Effective date: 20220615 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502018009887 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20220608 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220908 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220909 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220908 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221010 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221008 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502018009887 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20230310 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20220927 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20220930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220930 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220927 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20180927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1496962 Country of ref document: AT Kind code of ref document: T Effective date: 20230927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230927 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250919 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250922 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220608 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20260410 Year of fee payment: 5 |