EP3736643B1 - Boite de montre etanche - Google Patents
Boite de montre etanche Download PDFInfo
- Publication number
- EP3736643B1 EP3736643B1 EP19173326.0A EP19173326A EP3736643B1 EP 3736643 B1 EP3736643 B1 EP 3736643B1 EP 19173326 A EP19173326 A EP 19173326A EP 3736643 B1 EP3736643 B1 EP 3736643B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- crystal
- watch case
- caseband
- gasket
- annular
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B39/00—Watch crystals; Fastening or sealing of crystals; Clock glasses
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B39/00—Watch crystals; Fastening or sealing of crystals; Clock glasses
- G04B39/02—Sealing crystals or glasses
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B37/00—Cases
- G04B37/0008—Cases for pocket watches and wrist watches
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B37/00—Cases
- G04B37/08—Hermetic sealing of openings, joints, passages or slits
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B37/00—Cases
- G04B37/08—Hermetic sealing of openings, joints, passages or slits
- G04B37/084—Complete encasings for wrist or pocket watches without means for hermetic sealing of winding stem or crown
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B37/00—Cases
- G04B37/08—Hermetic sealing of openings, joints, passages or slits
- G04B37/088—Means affording hermetic sealing inside the case, e.g. protective case for the clockwork against dust, the escapement being in a hermetically sealed case
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B39/00—Watch crystals; Fastening or sealing of crystals; Clock glasses
- G04B39/02—Sealing crystals or glasses
- G04B39/025—Sealing crystals or glasses without special sealing parts
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B45/00—Time pieces of which the indicating means or cases provoke special effects, e.g. aesthetic effects
- G04B45/0084—Pictures or inscriptions on the case or parts thereof, attaching complete pictures
Definitions
- the present invention relates to a waterproof watch case, in particular for a diving watch.
- the watch case which includes a watch movement or a time-based watch module, must be closed in a well-sealed manner.
- the watch case includes a back fixed in a sealed manner to a first side of a caseband and a crystal fixed to a second opposite side of the caseband. Sealing gaskets are provided at the assembly of the back, the caseband and the watch crystal.
- a control or adjustment member for functions of the watch is also mounted in a sealed manner through the caseband of the case in the rest position.
- Watch cases are generally not configured or assembled to withstand high water pressures for example when diving since the pressure inside the watch case is close to atmospheric pressure. Simple traditional watch gaskets are not sufficient to ensure a good watertightness of the case when diving to very great depths underwater.
- the patent application can be cited CH 690 870 A5 which describes a watertight watch case.
- the watch case consists of a crystal fixed on an upper side to a caseband-bezel and a back fixed to the caseband by screwing it to an internal thread of the caseband.
- the crystal is fixed to the caseband by an annular sealing gasket of toric shape and resting on an edge of the caseband.
- a sealing gasket is also provided between an outer edge of the case back and a lower surface of the caseband. Since the thread can be damaged under high water pressure, a resistant metal cup is also provided, resting against an inner surface of the case back and against an inner edge of the caseband.
- this does not guarantee good sealing of the case when diving to very great depths underwater, which is a disadvantage.
- the patent CH 372 606 describes a watertight watch case, which has a central part or caseband surrounding a back and closed by a crystal. A threaded ring is supported against an inclined outer surface of the backband to retain it, and is screwed to a fixing part connected to the caseband. With such an arrangement presented, this does not allow to guarantee a good watertightness of the case during a dive to very great depths underwater, which constitutes a disadvantage.
- the patent CH 378 792 describes a waterproof watch case.
- the crystal is a disk of transparent mineral material (glass, crystal).
- a soft or malleable metal trim such as gold, platinum, silver, copper, tin, is driven into the periphery of the crystal against an upper edge.
- This crystal and trim assembly is driven into a cylindrical bore of a support, such as a caseband, but this does not guarantee very good watertightness of the watch case during a deep dive.
- the patent JP S53 124473 A describes a watch case with a crystal having an outer surface in a cylindrical shape on the top and a conical shape on the bottom to be fixed by means of a gasket in an opening in the cylindrical caseband. Since the surface of the caseband does not have a shape complementary to that of the crystal, the fixing by means of the gasket of the crystal in the caseband cannot ensure very good watertightness during a deep dive.
- the main aim of the invention is therefore to overcome the drawbacks of the prior art described above by proposing a waterproof watch case suitable for withstanding high water pressure for diving to great depths underwater.
- the present invention relates to a waterproof watch case, which comprises the features of independent claim 1.
- An advantage of the waterproof watch case is that the crystal is fixed to the caseband by means of a one-piece metal gasket and with inclined contact surfaces of the caseband and the crystal.
- the metal fixing gasket has a shape complementary to the fixing surfaces before the operation of fixing the crystal to the caseband.
- conical support surfaces are provided on the crystal and the caseband, or even on the back mounted on an opposite side of the caseband. In this way, pressure forces on the crystal and the backband are transmitted to the caseband via conical support surfaces and via the one-piece metal gasket.
- the fixing of the crystal to the caseband via the fixing gasket can be done in particular by hot forming. This makes it possible to avoid stress concentrations, to achieve good holding of the crystal and to achieve very good sealing of the watch case.
- the heated amorphous metal seal is in a softened state in order to apply well to the contact surface of the crystal and the contact surface of the caseband, filling any gap in the surface condition of each surface. contact.
- the amorphous metal gasket serves as a stress interface between the caseband and the crystal as the thermal expansion coefficient of the caseband, for example in titanium, is greater than that of the crystal, for example in sapphire.
- FIGS. 1a and 1b represent an embodiment of a watch case 1, which can be used for a diving watch.
- the watch case 1 essentially comprises a crystal 3, which can be made of sapphire or mineral glass, fixed on an upper side of a caseband 2, and possibly a back cover 4 mounted on a lower side of the caseband 2.
- a bezel 7 can also be mounted on the upper side of the caseband 2.
- a watch movement or module 10 is arranged in the watch case 1 in a casing ring 8, and at least one control member not shown can be mounted in a sealed manner in the rest position on or through the caseband 2 for setting the time, date or other functions of the diving watch.
- the solid back cover 4 may comprise an annular edge 14 with internal threading to be screwed onto a thread 26 on the lower side of the caseband 2.
- An annular bearing surface 24 of the back cover 4 comes into contact with an annular inner surface 32 of the caseband 2 of a shape complementary to the bearing surface 24 when the back cover 4 is mounted on the caseband 2.
- the bearing surfaces 24 and inner surfaces 32 are inclined at a determined angle relative to an axis perpendicular to a plane of the watch case 1.
- the surfaces 24, 32 are conical in shape and inclined towards the inside of the watch case 1 at a determined angle relative to a central axis of the watch case 1.
- each cone shape is in the direction of the inside of the caseband 1.
- watch case 1. The lower side of the caseband 2 further comprises an annular groove 16 housing a toric-shaped sealing gasket 6 in contact with the support surface 24 when the back cover 4 is mounted on the caseband 2.
- the angle can be of the order of 60° ⁇ 5° relative to the central axis. This allows for a good distribution of stresses between case back 4 and case 2 due to water pressure when diving to great depths underwater.
- the crystal 3 comprises an annular peripheral surface 13 to be fixed by means of a single-piece metal fixing gasket 5, 5' on an annular inner surface 12 on the upper side of the caseband 2.
- the annular inner surface 12 is preferably of a shape complementary to the annular peripheral surface 13.
- the gasket 5, 5', as an interface between the caseband 2 and the crystal 3, can also be produced before the fixing operation with a shape complementary to the contact surfaces of the crystal 3 on the caseband 2.
- the annular peripheral surface 13 of the crystal 3 is inclined by a defined angle smaller than 90° relative to an axis perpendicular to a plane of the watch case 1.
- the annular inner surface 12 is inclined generally towards the inside of the watch case 1 by the same angle as the annular peripheral surface 13 relative to a central axis.
- the peripheral inner surface 13 and the annular inner surface 12 are of conical shape and inclined at a defined angle towards the inside of the watch case. This means that the apex of each cone shape is in the direction of the inside of the watch case 1.
- the defined angle of inclination of the surfaces 12 and 13 can be of the order of 43° ⁇ 5° relative to the central axis. This makes it possible to have a good distribution of the stresses between the crystal 3 and the caseband 2 due to the pressure of the water during a dive to great depths underwater.
- the single-piece metal fixing gasket 5, 5' is made of amorphous metal or metallic glass or amorphous metal alloy. It may comprise a first part 5 and a second part 5'.
- the fixing gasket 5, 5' is of annular shape for the hermetic closure of the crystal 3 on the caseband 2.
- the first part 5 of the gasket is of conical shape, while the second part 5' is cylindrical.
- the length of the first part 5 in cross section may be of the order of 5 mm, while the height of the second part of the seal 5, 5' may be of the order of 2.5 mm.
- the thickness of the seal may be of the order of 0.65 mm.
- the single-piece metal gasket 5, 5' for fixing in an annular shape is made of an amorphous metal alloy so as to fix the crystal 3 to the caseband 2, for example by hot deformation.
- the aim is to completely fill the space between the crystal 3 and the caseband 2.
- the surface condition of the contact surface of the crystal 3 and the contact surface of the caseband 2 is replicated by the gasket softened by the heat. It may therefore be envisaged to have a certain roughness at the annular peripheral surface. 13 of the crystal 3 sufficient to have a better adhesion of the gasket 5, 5' to the crystal 3 and to the caseband 2.
- the amorphous metal gasket softened by the heat completely matches the surface condition of the crystal 3 and the caseband 2, which guarantees a good hermetic closure.
- the metal also compensates for any possible angle defect between the conical surface of crystal 3 and the conical surface of caseband 2, and thus ensures perfect support between crystal 3 and caseband 2, which greatly reduces stress concentrations during pressurization. This is very important because crystal 3 is generally made of a fragile material, such as sapphire or mineral glass. Thus, very localized contact of crystal 3 on caseband 2 risks causing breakage during pressurization underwater.
- the gasket 5, 5' made of amorphous metal serves as an interface between the caseband 2 and the crystal 3.
- this gasket also serves as a stress accumulation during the cooling operation. This is important because the thermal expansion coefficient of the titanium caseband 2 is greater than the contact surface of the sapphire crystal 3.
- the amorphous metal alloy can be mainly composed of zirconium, which allows the gasket to be formed at a temperature above 350°C, i.e. above the glass transition temperature of the alloy.
- the zirconium-based amorphous metal alloy can be composed of Zr(52.5%), Cu(17.6%), Ni(14.9%), Al(10%) and Ti(5%).
- the zirconium-based amorphous metal alloy can also comprise Zr(58.5%), Cu(15.6%), Ni(12.8%), Al(10.3%) and Nb(2.8%).
- the zirconium-based amorphous metal alloy can also include Zr(44%), Ti(11%), Cu(9.8%), Ni(10.2%) and Be(25%), or finally Zr(58%), Cu(22%), Fe(8%) and Al(12%).
- the amorphous metal alloy may be mainly composed of platinum (Pt), which makes it possible to form the joint at a temperature above 230°C.
- the platinum-based amorphous metal alloy may comprise Pt(57.5%), Cu(14.7%), Ni(5.3%) and P(22.5%). It may also be provided to produce the single-piece metal joint 5, 5' in an amorphous metal alloy mainly based on palladium (Pd, which makes it possible to form the joint at a temperature above 300°C.
- a titanium-based amorphous metal alloy may comprise Ti(41.5%), Zr(10%), Cu(35%), Pd(11%) and Sn(2.5%).
- a palladium-based amorphous metal alloy may comprise Pd(43%), Cu(27%), Ni(10%) and P(20%), or Pd(77%), Cu(6%) and Si(16.5%), or finally Pd(79%), Cu(6%), Si(10%) and P(5%).
- a nickel-based amorphous metal alloy may comprise Ni(53%), Nb(20%), Ti(10%), Zr(8%), Co(6%) and Cu(3%), or Ni(67%), Cr(6%), Fe(4%), Si(7%), C(0.25%) and B(15.75%), or finally Ni(60%), Pd(20%), P(17%) and B(3%).
- An iron-based amorphous metal alloy may include Fe(45%), Cr(20%), Mo(14%), C(15%) and B(6%), or Fe(56%), Co(7%), Ni(7%), Zr(8%), Nb(2%) and B(20%).
- An amorphous gold-based metal alloy may include Au(49%), Ag(5%), Pd(2.3%), Cu(26.9%) and Si(16.3%).
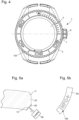
- annular fixing joint with the first part 5 of conical shape and the second part 5' of cylindrical shape is shown in a three-dimensional partial sectional view at Figure 2a .
- This two-part gasket form 5, 5' is used for fixing the glass 3 to the caseband 2 as shown in Figures 2b And 2c .
- the gasket 5, 5' is first placed on the upper side of the caseband 2.
- the first part 5 of the gasket is in contact with the annular inner surface 12, while the second part 5' is close to the annular inner wall 22 of the caseband 2.
- the crystal 3 is mounted on the gasket 5, 5'.
- the annular peripheral surface 13 of the crystal 3 is in contact with the first part 5 of the gasket, while the annular outer wall 23 of the crystal 3 above the annular peripheral surface 13 is close to the second part 5' of the gasket.
- the gasket 5, 5' is arranged between the caseband 2 and the crystal 3.
- an anti-overflow tool MC is placed on the upper side of the caseband 2 and in contact with the annular outer wall 23 of the crystal 3.
- This anti-overflow tool MC is used to prevent the amorphous metal alloy of the gasket from coming out of the upper side of the caseband 2.
- Another anti-overflow tool may also be provided below on the inner side of the watch case to prevent the amorphous metal alloy of the gasket from coming out of the lower side.
- a high tool MH presses the crystal 3 towards the caseband 2, while a low tool MB holds the lower side of the caseband 2 in support.
- the amorphous metal gasket will, during its creep, mold all the details of the surfaces 12, 13, 22 and 23.
- the dimensions of the caseband 2, the gasket 5, 5' and the crystal 3 will want to decrease proportionally to their respective expansion coefficients ⁇ .
- ⁇ 8.5 to 11 ppm for titanium, 12 to 18 ppm for stainless steel; 12 to 16 for gold
- amorphous metals in particular their very high elastic limit ⁇ e (e.g.: 1700 MPa for a Zr base; 1550 MPa for a Pd base; 1350 MPa for a Pt base) coupled with a very high elastic deformation ⁇ e (1.5 to 2% for all amorphous metals), make it possible to avoid plasticization of the gasket 5, 5' in its contact zone with the crystal 3 during stress at very high pressures.
- the caseband 2 whose mechanical properties (e.g.
- the fixing of the crystal 3 to the caseband 2 by means of the gasket 5, 5' is done at a temperature of the order of 380°C by applying a pressure of approximately 10,000 - 80,000 N for 30 - 250 seconds.
- the fixing of the crystal 3 to the caseband 2 by means of the gasket 5, 5' is done at a temperature of the order of 280°C by applying a pressure of approximately 10,000 - 80,000 N for 30 - 250 seconds.
- Another way to reduce the stresses in the crystal 3 after the assembly process, as described above, is to partially or completely crystallize the gasket 5, 5' in amorphous metal. Indeed, the crystallization generates a reduction in the volume of the amorphous metal and therefore of the gasket 5, 5', which slightly separates the caseband-gasket and gasket-crystal contact surfaces.
- the differential shrinkage of the caseband 2 must first compensate for the void left by the crystallization of the amorphous metal before starting to tighten on the crystal 3. Ultimately the stresses residuals in the sapphire are less compared to a 100% amorphous seal.
- the crystallization of the 5, 5' joint can be done by maintaining the assembly at a prolonged temperature after the forming phase. For example, in the case of a zirconium-based alloy, maintaining it at 480°C for 5 minutes can generate crystallization of the joint. It is also possible to increase the temperature from 20°C to 100°C after the creep phase in order to accelerate the crystallization or to modify its nature (different crystalline phases). It is also possible to reduce the temperature after the creep phase in order to obtain a slower and finer crystallization.
- FIG. 2c shows the result of fixing the crystal 3 to the caseband 2 after removing the tools used for this.
- a bezel 7 covers the upper side of the caseband 2.
- the first part 5 of the gasket fixedly connects the annular peripheral surface 13 of the crystal 3 to the annular inner surface 12 of the caseband 2.
- the second part 5' of the gasket fixedly connects the annular inner wall 22 of the caseband 2 and the annular outer wall 23 of the crystal 3. Normally the first part 5 of the gasket extends below the level of the connection between the bottom of the crystal 3 and the caseband 2, which therefore does not include the inner beak shown in Figures 2b And 2c .
- FIG. 3 represents a partial section of detail of a variant of the attachment of the crystal 3 to the caseband 2.
- the crystal 3 comprises an annular peripheral surface 13 to be attached by means of a single-piece metal seal 5, 5' for attachment to an annular inner surface 12 on the upper side of the caseband 2.
- the peripheral inner surface 13 of the crystal 3 is of conical shape, while the annular inner surface 12 of the caseband 2 is in the plane of the watch case 1 in the form of a portion of a disc.
- the first part 5 of the seal is between the peripheral inner surface 13 and the annular inner surface 12, while the second part 5' of the seal is between the annular inner wall 22 of the case 2 and the annular outer wall 23 of the crystal 3.
- FIG 4 schematically shows a top view of an embodiment of a watch case 1.
- the watch case 1 comprises the caseband 2, the crystal 3, a bezel 7 and a control member 9 in the form of a stem-crown passing through the caseband 2.
- the stem-crown comprises a conical surface not shown in contact with a conical inner surface of the caseband 2 in the rest position to ensure sealing and resistance to water pressure when diving.
- An inscription 103 of a word or a number or drawings is made at the connection of the annular peripheral surface 13 of the crystal 3 on the first part of the fixing joint.
- the inscription 103 may also be provided to have a contact surface of the crystal 3 structured and/or with a decorative layer deposited on its surface.
- This structuring and/or deposit 63 may be arranged on the annular peripheral surface 13 of the crystal 3. It may also be provided to write one or more words, or numbers or designs by engraving the deposit 63 using a laser beam L coming from a laser device 50.
- the deposit 63 may be of a different color from the first part of the fixing joint.
- the annular peripheral surface 13 of the crystal 3 may be placed or fixed on the first part of the fixing joint, which is of a different color than the deposit 63.
- the watch case by its middle can have a general shape different from a cylinder.
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Gasket Seals (AREA)
- Electric Clocks (AREA)
- Joining Of Glass To Other Materials (AREA)
Description
- La présente invention concerne une boîte de montre étanche notamment pour une montre de plongée.
- Pour prévoir l'utilisation d'une montre mécanique ou électronique sous l'eau, la boîte de montre, qui comprend un mouvement horloger ou un module horloger à base de temps, doit être fermée de manière bien étanche. Pour ce faire, la boîte de montre comprend un fond fixé de manière étanche à un premier côté d'une carrure et une glace fixée à un second côté opposé de la carrure. Des garnitures d'étanchéité sont prévues à l'assemblage du fond, de la carrure et de la glace de montre. Un organe de contrôle ou réglage de fonctions de la montre est monté également de manière étanche à travers la carrure de la boîte en position de repos.
- Généralement des boîtes de montre ne sont pas configurées ou assemblées pour supporter de fortes pressions d'eau par exemple lors d'une plongée étant donné que la pression à l'intérieur de la boîte de montre est proche de la pression atmosphérique. De simples garnitures d'étanchéité de montres traditionnelles ne suffisent pas pour garantir une bonne étanchéité à l'eau de la boîte lors d'une plongée à de très grandes profondeurs sous l'eau.
- On peut citer la demande de brevet
CH 690 870 A5 - Le brevet
CH 372 606 - Le brevet
CH 378 792 - Le brevet
JP S53 124473 A - L'invention a donc pour but principal de pallier les inconvénients de l'état de la technique décrit ci-dessus en proposant une boîte de montre étanche à l'eau adaptée pour supporter les fortes pression d'eau pour une plongée à de grandes profondeurs sous l'eau.
- A cet effet, la présente invention concerne une boîte de montre étanche à l'eau, qui comprend les caractéristiques de la revendication indépendante 1.
- Des formes particulières d'exécution d'une boîte de montre étanche à l'eau sont définies dans les revendications dépendantes 2 à 13.
- Un avantage de la boîte de montre étanche à l'eau réside dans le fait que la glace est fixée à la carrure par l'intermédiaire d'un joint métallique monobloc et avec des surfaces de contact inclinées de la carrure et de la glace. Le joint métallique de fixation a une forme complémentaire aux surfaces de fixation avant l'opération de fixation de la glace à la carrure. Dans le cas d'une carrure de forme générale cylindrique, des surfaces d'appui coniques sont prévues sur la glace et la carrure, voire aussi sur le fond monté d'un côté opposé de la carrure. De cette manière, des efforts de pression sur la glace et le fond sont transmis à la carrure via des surfaces d'appui coniques et par l'intermédiaire du joint métallique monobloc.
- Avantageusement dans le cas d'un joint monobloc en métal amorphe, la fixation de la glace sur la carrure par l'intermédiaire du joint de fixation peut être fait notamment par un formage à chaud. Cela permet d'éviter les concentrations de contraintes, de réaliser une bonne tenue de la glace et de réaliser une très bonne étanchéité de la boîte de montre.
- Avantageusement lors de l'opération de fixation de la glace sur la carrure, le joint en métal amorphe chauffé est dans un état ramolli pour bien s'appliquer sur la surface de contact de la glace et la surface de contact de la carrure en comblant tout interstice de l'état de surface de chaque surface de contact. De plus, lors du refroidissement de la glace fixée à la carrure, le joint en métal amorphe sert d'interface de contraintes entre la carrure et la glace comme le coefficient de dilation thermique de la carrure, par exemple en titane, est plus grand que celui de la glace par exemple en saphir.
- Les buts, avantages et caractéristiques d'une boîte de montre étanche à l'eau apparaîtront mieux dans la description suivante de manière non limitative en regard des dessins sur lesquels :
- les
figures 1a et 1b représentent de manière simplifiée une coupe transversale d'une forme d'exécution d'une montre avec une boîte étanche à l'eau selon l'invention, et une coupe partielle de détail de la fixation de la glace à la carrure selon l'invention, - les
figures 2a à 2c représentent un joint de fixation en vue partiellement en coupe tridimensionnelle et différentes étapes de la fixation de la glace à la carrure par l'intermédiaire du joint de fixation de la boîte de montre selon l'invention, - la
figure 3 représente une coupe partielle de détail d'une variante de la fixation de la glace à la carrure selon l'invention, - la
figure 4 représente schématiquement une vue de dessus d'une forme d'exécution d'une boîte de montre selon l'invention, et - les
figures 5a et 5b représentent une glace avec un revêtement métallique susceptible d'être gravé par un laser pour la réalisation d'une inscription sur la surface de fixation de la glace sur la carrure, et une portion du revêtement métallique sur la glace avec l'inscription selon l'invention. - Dans la description suivante, tous les composants d'une boîte de montre étanche à l'eau notamment d'une montre de plongée, qui sont bien connus d'un homme du métier dans ce domaine technique ne sont relatés que de manière simplifiée.
- Les
figures 1a et 1b représentent une forme d'exécution d'une boîte de montre 1, qui peut être utilisée pour une montre de plongée. La boîte de montre 1 comprend essentiellement une glace 3, qui peut être en saphir ou en verre minéral, fixée sur un côté supérieur d'une carrure 2, et éventuellement un fond 4 monté sur un côté inférieur de la carrure 2. Une lunette 7 peut encore être montée sur le côté supérieur de la carrure 2. Un mouvement ou module horloger 10 est disposé dans la boîte de montre 1 dans un cercle d'emboîtage 8, et au moins un organe de contrôle non représenté peut être monté de manière étanche en position de repos sur ou à travers la carrure 2 pour le réglage de l'heure, de la date ou d'autres fonctions de la montre de plongée. - Dans le cas où il est prévu un fond 4 de la boîte de montre 1, le fond 4 massif peut comprendre un bord annulaire 14 à taraudage intérieur pour être vissé sur un taraudage 26 sur le côté inférieur de la carrure 2. Une surface d'appui annulaire 24 du fond 4 vient en contact d'une surface intérieure annulaire 32 de la carrure 2 de forme complémentaire à la surface d'appui 24 lors du montage du fond 4 sur la carrure 2. Les surfaces d'appui 24 et intérieure 32 sont inclinées d'un angle déterminé par rapport à un axe perpendiculaire à un plan de boîte de montre 1. Dans le cas d'une carrure de forme générale cylindrique, les surfaces 24, 32 sont de forme conique et inclinées vers l'intérieur de la boîte de montre 1 d'un angle déterminé par rapport à un axe central de la boîte de montre 1. Cela signifie que le sommet de chaque forme de cône est en direction de l'intérieur de la boîte de montre 1. Le côté inférieur de la carrure 2 comprend encore une rainure annulaire 16 logeant une garniture d'étanchéité 6 de forme torique en contact de la surface d'appui 24 lors du montage du fond 4 sur la carrure 2. Pour une carrure 2 et un fond 4 réalisés dans un matériau, tel que le titane, l'angle peut être de l'ordre de 60° ± 5° par rapport à l'axe central. Ceci permet d'avoir une bonne répartition des contraintes entre le fond 4 et la carrure 2 dues à la pression de l'eau lors d'une plongée à de grandes profondeurs sous l'eau.
- La glace 3 comprend une surface périphérique annulaire 13 pour être fixée par l'intermédiaire d'un joint métallique monobloc 5, 5' de fixation sur une surface intérieure annulaire 12 du côté supérieur de la carrure 2. La surface intérieure annulaire 12 est de préférence de forme complémentaire à la surface périphérique annulaire 13. Le joint 5, 5', en tant qu'interface entre la carrure 2 et la glace 3, peut aussi être réalisé avant l'opération de fixation avec une forme complémentaire aux surfaces de contact de la glace 3 sur la carrure 2. La surface périphérique annulaire 13 de la glace 3 est inclinée d'un angle défini plus petit que 90° par rapport à un axe perpendiculaire à un plan de boîte de montre 1. De préférence, la surface intérieure annulaire 12 est inclinée généralement vers l'intérieur de la boîte de montre 1 d'un même angle que la surface périphérique annulaire 13 par rapport à un axe central.
- Si la carrure 2 est de forme générale cylindrique, la surface intérieure périphérique 13 et la surface intérieure annulaire 12 sont de forme conique et inclinées d'un angle défini vers l'intérieur de la boîte de montre. Cela signifie que le sommet de chaque forme de cône est en direction de l'intérieur de la boîte de montre 1. L'angle défini d'inclinaison des surfaces 12 et 13 peut être de l'ordre de 43° ± 5° par rapport à l'axe central. Ceci permet d'avoir une bonne répartition des contraintes entre la glace 3 et la carrure 2 dues à la pression de l'eau lors d'une plongée à de grandes profondeurs sous l'eau. La différence de pression de l'eau par rapport à la pression à l'intérieur de la boîte de montre 1 a tendance à fermer tout interstice subsistant entre les surfaces 12, 13 en contact et le joint 5, 5' de fixation grâce à l'inclinaison des surfaces de contact vers l'intérieur de la boîte de montre 1. Cela garantit une bonne étanchéité et une résistance à de fortes pressions.
- Dans cette forme d'exécution, le joint métallique monobloc 5, 5' de fixation est réalisé en métal amorphe ou verre métallique ou alliage métallique amorphe. Il peut comprendre une première partie 5 et une seconde partie 5'. Le joint 5, 5' de fixation est de forme annulaire pour la fermeture hermétique de la glace 3 sur la carrure 2. Pour une carrure 2 de forme générale cylindrique, la première partie 5 du joint est de forme conique, alors que la seconde partie 5' est cylindrique. Une fois la glace 3 fixée sur la carrure 2, la première partie 5 est fixée aux surfaces inclinées de la carrure 2 et de la glace 3, alors que la seconde partie 5' est fixée à une paroi intérieure annulaire 22 de la carrure 2 et une paroi extérieure annulaire 23 de la glace 3 au-dessus de la surface périphérique annulaire 13 de la glace 3. La seconde partie 5' peut s'arrêter à mi-hauteur de la glace 3 juste en dessous de la lunette 7, alors que la première partie 5 du joint peut se prolonger au-dessous du niveau de la liaison entre le bas de la glace 3 et la carrure 2.
- A titre non limitatif, la longueur de la première partie 5 en section transversale peut être de l'ordre de 5 mm, alors que la hauteur de la seconde partie du joint 5, 5' peut être de l'ordre de 2.5 mm. L'épaisseur du joint peut être de l'ordre de 0.65 mm.
- Normalement, le joint métallique monobloc 5, 5' de fixation de forme annulaire est réalisé en alliage métallique amorphe de manière à fixer la glace 3 à la carrure 2 par exemple par une déformation à chaud. Lors de la fixation de la glace 3 à la carrure 2, on cherche à remplir complètement l'espace entre la glace 3 et la carrure 2. Ainsi par cette déformation à chaud du joint avec pression de la glace 3 sur la carrure 2, on réplique l'état de surface de la surface de contact de la glace 3 et de la surface de contact de la carrure 2 par le joint ramolli par la chaleur. Il peut donc être envisagé d'avoir une certaine rugosité au niveau de la surface périphérique annulaire 13 de la glace 3 suffisante pour avoir une meilleure adhérence du joint 5, 5' à la glace 3 et à la carrure 2. De cette manière, le joint en métal amorphe ramolli par la chaleur épouse totalement l'état de surface de la glace 3 et de la carrure 2, ce qui garantit une bonne fermeture hermétique.
- Par ailleurs, le métal compense également un éventuel défaut d'angles entre la surface conique de la glace 3 et la surface conique de la carrure 2, et permet ainsi d'assurer un appui parfait entre la glace 3 et la carrure 2 ce qui réduit fortement les concentrations de contraintes lors de la mise sous pression. Ceci est très important car la glace 3 est généralement réalisée dans un matériau fragile, tel que le saphir ou le verre minéral. Ainsi, un contact très localisé de la glace 3 sur la carrure 2 risque d'engendrer une rupture lors de la mise sous pression sous l'eau.
- Comme expliqué ci-après, le joint 5, 5' en métal amorphe sert d'interface entre la carrure 2 et la glace 3. Lors de l'opération de fixation à chaud de la glace 3 sur la carrure 2 par l'intermédiaire du joint 5, 5' ramolli par la chaleur, ce joint sert aussi d'accumulation de contraintes lors de l'opération de refroidissement. Ceci est important car le coefficient de dilation thermique de la carrure 2 en titane est plus grand que surface de contact de la glace 3 en saphir.
- Plusieurs types d'alliages de métaux amorphes peuvent être utilisés pour réaliser entièrement le joint métallique monobloc 5, 5'. Dans les cas les plus fréquents, l'alliage de métaux amorphes peut être principalement composé de zirconium, ce qui permet de former le joint à une température supérieure à 350°C, c'est-à-dire supérieure à la température de transition vitreuse de l'alliage. L'alliage de métaux amorphes à base de zirconium peut être composé de Zr(52.5%), Cu(17.6%), Ni(14.9%), Al(10%) et Ti(5%). L'alliage de métaux amorphes à base de zirconium peut aussi comprendre Zr(58.5%), Cu(15.6%), Ni(12.8%), Al(10.3%) et Nb(2.8%). L'alliage de métaux amorphes à base de zirconium peut aussi comprendre Zr(44%), Ti(11%), Cu(9.8%), Ni(10.2%) et Be(25%), ou finalement Zr(58%), Cu(22%), Fe(8%) et Al(12%). De préférence, pour faciliter la réalisation d'un tel joint, l'alliage de métaux amorphes peut être principalement composé de platine (Pt), ce qui permet de former le joint à une température supérieure à 230°C. L'alliage de métaux amorphes à base de platine peut comprendre Pt(57.5%), Cu(14.7%), Ni(5.3%) et P(22.5%). Il peut aussi être prévu de réaliser le joint métallique monobloc 5, 5' en alliage de métaux amorphes à base principalement de palladium (Pd, ce qui permet de former le joint à une température supérieure à 300°C.
- On peut citer encore d'autres alliages de métaux amorphes. Un alliage de métaux amorphes à base de titane peut comprendre Ti(41.5%), Zr(10%), Cu(35%), Pd(11%) et Sn(2.5%). Un alliage de métaux amorphes à base de palladium peut comprendre Pd(43%), Cu(27%), Ni(10%) et P(20%), ou Pd(77%), Cu(6%) et Si(16.5%), ou finalement Pd(79%), Cu(6%), Si(10%) et P(5%). Un alliage de métaux amorphes à base de nickel peut comprendre Ni(53%), Nb(20%), Ti(10%), Zr(8%), Co(6%) et Cu(3%), ou Ni(67%), Cr(6%), Fe(4%), Si(7%), C(0.25%) et B(15,75%), ou finalement Ni(60%), Pd(20%), P(17%) et B(3%). Un alliage de métaux amorphes à base de fer peut comprendre Fe(45%), Cr(20%), Mo(14%), C(15%) et B(6%), ou Fe(56%), Co(7%), Ni(7%), Zr(8%), Nb(2%) et B(20%). Un alliage de métaux amorphes à base d'or peut comprendre Au(49%), Ag(5%), Pd(2.3%), Cu(26.9%) et Si(16.3%).
- La réalisation d'un tel joint 5, 5' en métal amorphe peut être faite par différents procédés de mise en forme soit :
- directement à partir du métal en fusion tels que par exemple, l'injection sous pression, la coulée gravitationnelle, la coulée centrifuge, la coulée antigravitationnelle, la coulée par succion, la fabrication additive de poudre
- à partir de préformes amorphes par déformation à chaud au-dessus de la température de transition vitreuse comme par exemple, le formage électromagnétique, le formage par décharge capacitive, le formage sous pression de gaz, le formage mécanique. L'objectif de cette étape est d'obtenir une préforme ayant les bonnes dimensions et ayant une proportion de phase amorphe suffisante pour permettre sa déformation lors de l'étape d'assemblage décrite ci-après.
- Le joint de fixation annulaire avec la première partie 5 de forme conique et la seconde partie 5' de forme cylindrique est montré selon une vue en coupe partielle tridimensionnelle à la
figure 2a . Cette forme de joint en deux parties 5, 5' est utilisée pour la fixation de la glace 3 à la carrure 2 comme représenté auxfigures 2b et2c . - A la
figure 2b , le joint 5, 5' est tout d'abord placé sur le côté supérieur de la carrure 2. La première partie 5 du joint est en contact de la surface intérieure annulaire 12, alors que la seconde partie 5' est proche de la paroi intérieure annulaire 22 de la carrure 2. Ensuite la glace 3 est montée sur le joint 5, 5'. La surface périphérique annulaire 13 de la glace 3 est en contact sur la première partie 5 du joint, alors que la paroi extérieure annulaire 23 de la glace 3 au-dessus de la surface périphérique annulaire 13 est proche de la seconde partie 5' du joint. De cette manière, le joint 5, 5' est disposé entre la carrure 2 et la glace 3. - Pour effectuer la fixation de la glace 3 à la carrure 2 au moyen d'un joint 5, 5' entièrement en alliage de métaux amorphes, un outil anti-débordement MC est placé sur le côté supérieur de la carrure 2 et en contact de la paroi extérieure annulaire 23 de la glace 3. Cet outil anti-débordement MC sert à éviter que l'alliage en métaux amorphes du joint sorte du côté supérieur de la carrure 2. Il peut aussi être prévu un autre outil anti-débordement non représenté en dessous côté intérieur de la boîte de montre pour éviter que l'alliage en métaux amorphes du joint sorte du côté inférieur. Un outil haut MH presse la glace 3 vers la carrure 2, alors qu'un outil bas MB maintien en appui le côté inférieur de la carrure 2.
- Avec un alliage de métaux amorphes à base de zirconium du joint, il est effectué une pression de l'ordre de 10'000 à 80'000 N de la glace 3 sur la carrure 2 à une température de l'ordre de 480 °C pendant une période de 30 - 250 secondes. Ainsi la pression exercée par le saphir 3 sur la partie 5 du joint engendre un fluage de la matière contenue dans la partie 5 du joint vers la partie 5' ainsi que vers le bas. Les conséquences sont un déplacement vers le bas de la glace 3 et un amincissement de la partie 5 du joint jusqu'à ce que le joint remplisse complètement l'espace se trouvant entre la carrure 2, l'outil anti-débordement MC, l'outil anti-débordement intérieur et la glace 3. Le joint en métal amorphe va, durant son fluage, mouler tous les détails des surfaces 12, 13, 22 et 23. Lors du refroidissement de l'assemblage à la fin de l'étape de déformation du joint, les dimensions de la carrure 2, du joint 5, 5' et de la glace 3 vont vouloir diminuer proportionnellement à leurs coefficients de dilatation α respectifs. Hors la glace 3 (p.ex en saphir avec α = 5 à 8 ppm) possède un coefficient de dilatation inférieur à ceux de la carrure 2 (p.ex : α = 8.5 à 11 ppm pour du titane, 12 à 18 ppm pour de l'acier inoxydable; 12 à 16 pour de l'or) et du joint 5, 5' en métal amorphe (a = 9 à 18 ppm). Cela génère une force de compression de la carrure 2 et du joint 5, 5' en métal amorphe sur la glace 3 au niveau de la deuxième partie 5' du joint qui est cylindrique. Cette compression permet d'assurer à la fois une très bonne tenue et une très bonne étanchéité de l'assemblage à température ambiante.
- Par ailleurs, les propriétés mécaniques particulières des métaux amorphes, notamment leur limite élastique σe très élevée (p.ex : 1700 MPa pour une base Zr; 1550 MPa pour une base Pd; 1350 MPa pour une base Pt) couplée à une déformation élastique εe très élevée (1.5 à 2% pour tous les métaux amorphes), permettent d'éviter la plastification du joint 5, 5' dans sa zone de contact avec la glace 3 lors d'une sollicitation à des pressions très élevées. La carrure 2, dont les propriétés mécaniques (p.ex. pour du titane grade 5 : σe 850 MPa; εe 0.5 à 0.8%) sont inférieures aux métaux amorphes choisis pour le joint, ne plastifie pas non plus car le joint 5, 5' en métal amorphe permet d'homogénéiser les contraintes, qui diminuent alors au niveau de l'interface joint - carrure.
- Pour un alliage de métaux amorphes principalement composé de palladium, la fixation de la glace 3 à la carrure 2 par l'intermédiaire du joint 5, 5' se fait à une température de l'ordre de 380 °C en appliquant une pression d'environ 10'000 - 80'000 N pendant 30 - 250 secondes.
- Pour un alliage de métaux amorphes principalement composé de platine, la fixation de la glace 3 à la carrure 2 par l'intermédiaire du joint 5, 5' se fait à une température de l'ordre de 280 °C en appliquant une pression d'environ 10'000 - 80'000 N pendant 30 - 250 secondes.
- Comme décrit précédemment, des contraintes sont générées dans la glace 3 lors du refroidissement en raison des différences de coefficients de dilatation entre la carrure 2 et la glace 3. Ces forces dépendent de la géométrie de l'assemblage, des matériaux choisis (carrure, métal amorphe, glace) et de la température utilisée lors de l'assemblage. Bien que ces contraintes soient utiles pour assurer la tenue et l'étanchéité de l'assemblage, elles peuvent engendrer la rupture de la glace si elles sont trop importantes ou trop locales. C'est pourquoi il est important de choisir un métal amorphe adapté afin d'éviter ce problème. En effet l'utilisation par exemple d'un métal amorphe base Pt permet de diminuer ces forces car la température du procédé d'assemblage sera basse (env. 280°C) et donc la rétraction différentielle de la carrure 2 par rapport à la glace 3 sera faible.
- Un autre moyen de diminuer les contraintes dans la glace 3 après le procédé d'assemblage, tel que décrit précédemment, est de cristalliser partiellement ou totalement le joint 5, 5' en métal amorphe. En effet, la cristallisation génère une diminution du volume du métal amorphe donc du joint 5, 5', ce qui décolle légèrement les surfaces de contact carrure-joint et joint-glace. Lors du refroidissement, la rétraction différentielle de la carrure 2 doit d'abord compenser le vide laissé par la cristallisation du métal amorphe avant de commencer à serrer sur la glace 3. Au final les contraintes résiduelles dans le saphir sont moindres par rapport à un joint 100% amorphe.
- La cristallisation du joint 5, 5' peut se faire par un maintien en température prolongée de l'assemblage après la phase de formage. Par exemple, pour le cas d'un alliage base zirconium, un maintien de 5 min à 480°C peut générer une cristallisation du joint. Il est également possible d'augmenter la température de 20°C à 100°C après la phase de fluage afin d'accélérer la cristallisation ou d'en modifier la nature (phases cristallines différentes). Il est également possible de diminuer la température après la phase de fluage afin d'obtenir une cristallisation plus lente et plus fine.
- La
figure 2c montre le résultat de la fixation de la glace 3 sur la carrure 2 en ayant retiré les outils utilisés pour cela. Une lunette 7 recouvre le côté supérieur de la carrure 2. La première partie 5 du joint relie fixement la surface périphérique annulaire 13 de la glace 3 à la surface intérieure annulaire 12 de la carrure 2. La seconde partie 5' du joint relie fixement la paroi intérieure annulaire 22 de la carrure 2 et la paroi extérieure annulaire 23 de la glace 3. Normalement la première partie 5 du joint se prolonge au-dessous du niveau de la liaison entre le bas de la glace 3 et la carrure 2, qui ne comprend donc pas le bec intérieur présenté auxfigures 2b et2c . - La
figure 3 représente une coupe partielle de détail d'une variante de la fixation de la glace 3 à la carrure 2. La glace 3 comprend une surface périphérique annulaire 13 pour être fixée par l'intermédiaire d'un joint métallique monobloc 5, 5' de fixation sur une surface intérieure annulaire 12 du côté supérieur de la carrure 2. Si la carrure 2 est de forme générale cylindrique, la surface intérieure périphérique 13 de la glace 3 est de forme conique, alors que la surface intérieure annulaire 12 de la carrure 2 est dans le plan de la boîte de montre 1 en forme de portion de disque. La première partie 5 du joint est entre la surface intérieure périphérique 13 et la surface intérieure annulaire 12, alors que la seconde partie 5' du joint est entre la paroi intérieure annulaire 22 de la carrure 2 et la paroi extérieure annulaire 23 de la glace 3. - La
figure 4 montre schématiquement une vue de dessus d'une forme d'exécution d'une boîte de montre 1. La boîte de montre 1 comprend la carrure 2, la glace 3, une lunette 7 et un organe de contrôle 9 sous la forme d'une tige-couronne traversant la carrure 2. La tige-couronne comprend une surface conique non représentée en contact d'une surface intérieure conique de la carrure 2 en position de repos pour assurer l'étanchéité et la résistance à la pression de l'eau en plongée. Une inscription 103 d'un mot ou d'un nombre ou de dessins est réalisée à la connexion de la surface périphérique annulaire 13 de la glace 3 sur la première partie du joint de fixation. - Comme représenté sur les
figures 5a et 5b pour réaliser l'inscription 103, il peut être encore prévu d'avoir une surface de contact de la glace 3 structurée et/ou avec une couche décorative déposée à sa surface. Cette structuration et/ou dépôt 63 peuvent être disposés sur la surface périphérique annulaire 13 de la glace 3. Il peut encore être prévu d'écrire un ou plusieurs mots, ou nombres ou dessins par gravure du dépôt 63 au moyen d'un faisceau laser L provenant d'un appareil laser 50. Le dépôt 63 peut être d'une couleur différente de la première partie du joint de fixation. De ce fait après la gravure de l'inscription 103 sur le dépôt 63, la surface périphérique annulaire 13 de la glace 3 peut être posée ou fixée sur la première partie du joint de fixation, qui est d'une autre couleur que le dépôt 63. - Il peut être également prévu de créer un motif sur la surface de contact de la glace 3 par une structuration sélective de sa surface. Il est possible de structurer la surface par exemple par un laser, par un procédé chimique ou encore par un procédé mécanique (par exemple meulage, fraisage). Ainsi une fois la glace 3 fixée à la carrure 2, il est possible de lire l'inscription réalisée à travers la glace 3, qui peut être aussi l'indication de la marque de montre.
- Il est encore à relever qu'avec la fixation de la glace 3 sur la carrure 2 des variantes de réalisation décrites ci-dessus et avec le contact de surfaces coniques entre la glace 3 et la carrure 2, il est garanti une bonne étanchéité et une bonne répartition des contraintes entre la glace 3 et la carrure 2. Ceci est nécessaire étant donné que la montre est une montre de plongée qui doit supporter de fortes contraintes dues à la différence de pression entre l'intérieur de montre et la pression de l'eau en grande profondeur sous l'eau. Comme la surface de contact entre la carrure 2, le joint 5, 5' et la glace 3 est assez grande avec cette forme conique, il y a une meilleure transmission des contraintes sur une plus grande surface, ce qui est important pour diminuer les concentrations de contraintes dans la glace et ainsi éviter sa rupture lors d'une plongée profonde sous l'eau. Ceci permet également d'assurer l'étanchéité de la boîte de montre. Avec cet agencement, la pression de l'eau sur la boîte de montre tend à fermer tout interstice entre les surfaces de contact. De plus, cela évite l'extrusion du joint de fixation.
- A partir de la description qui vient d'être faite, plusieurs variantes de réalisation de la boîte de montre peuvent être conçues par l'homme du métier sans sortir du cadre de l'invention définie par les revendications. La boîte de montre par sa carrure peut avoir une forme générale différente d'un cylindre.
Claims (13)
- Boîte de montre (1) étanche à l'eau, notamment pour une montre de plongée, la boîte (1) comprenant au moins une glace (3) montée sur un côté supérieur d'une carrure (2),dans laquelle la glace (3) comprend une surface périphérique annulaire (13) destinée à être fixée par l'intermédiaire d'un joint métallique (5, 5') de la boîte de montre (1), de forme annulaire sur une surface intérieure annulaire (12) du côté supérieur de la carrure (2),et dans laquelle la surface périphérique annulaire (13) de la glace (3) est inclinée de l'extérieur vers l'intérieur de la boîte de montre (1) d'un angle défini plus petit que 90° par rapport à un axe central perpendiculaire à un plan de boîte de montre de manière à répartir des contraintes entre la glace (3) et la carrure (2) dues à la pression de l'eau lors d'une plongée,et dans laquelle la surface intérieure annulaire (12) du côté supérieur de la carrure (2) est de forme complémentaire à la surface périphérique annulaire (13) de la glace (3),et dans laquelle le joint métallique est monobloc et composé d'une première partie (5) disposée entre la surface périphérique annulaire (13) de la glace (3) et la surface intérieure annulaire (12) de la carrure (2), et d'une seconde partie (5') en contact entre une paroi intérieure annulaire (22) de la carrure (2) au-dessus de la surface intérieure annulaire (12) et une paroi extérieure annulaire (23) de la glace (3) au-dessus de la surface périphérique annulaire (13), etdans laquelle la surface périphérique annulaire (13) de la glace (3) et la surface intérieure annulaire (12) de la carrure (2) sont deux surfaces coniques de la boîte de montre (1), et la paroi intérieure annulaire (22) de la carrure (2) et la paroi extérieure annulaire (23) de la glace (3) sont des surfaces cylindriques.
- Boîte de montre (1) selon la revendication 1, caractérisée en ce que le joint métallique monobloc (5, 5') est en alliage métallique au moins partiellement amorphe pour une phase de fixation de la glace (3) à la carrure (2).
- Boîte de montre (1) selon la revendication 1, caractérisée en ce que le joint métallique monobloc (5, 5') est en alliage métallique au moins partiellement amorphe.
- Boîte de montre (1) selon la revendication 2, caractérisée en ce que la glace (3) est fixée à la carrure (2) par le joint métallique monobloc (5, 5') en alliage métallique au moins partiellement amorphe suite à un formage à chaud.
- Boîte de montre (1) selon la revendication 1, caractérisée en ce que les parois annulaires (22, 23) sont parallèles à l'axe central.
- Boîte de montre (1) selon la revendication 3, caractérisée en ce que l'alliage métallique amorphe du joint (5, 5') est à base principalement de zirconium.
- Boîte de montre (1) selon la revendication 3, caractérisée en ce que l'alliage métallique amorphe du joint (5, 5') est à base principalement de platine.
- Boîte de montre (1) selon la revendication 3, caractérisée en ce que l'alliage métallique amorphe du joint (5, 5') est à base principalement de palladium.
- Boîte de montre (1) selon la revendication 1, caractérisée en ce que l'angle défini d'inclinaison de la surface périphérique annulaire (13) de la glace (3) est de l'ordre de 43° ± 5° par rapport à l'axe central.
- Boîte de montre (1) selon la revendication 1, caractérisée en ce que l'angle défini d'inclinaison de la surface périphérique annulaire (13) de la glace (3) et la surface intérieure annulaire (12) de la carrure (2) est de l'ordre de 43° ± 5° par rapport à l'axe central.
- Boîte de montre (1) selon la revendication 1, caractérisée en ce que la surface périphérique annulaire (13) de la glace (3) comprend un dépôt (63) pour graver par faisceau laser une inscription (103).
- Boîte de montre (1) selon la revendication 11, caractérisée en ce que la couleur du dépôt (63) est différente de la couleur d'une première partie (5) du joint de fixation de manière à visionner l'inscription à travers la glace (3) de l'extérieur de la boîte de montre.
- Boîte de montre (1) selon la revendication 1, caractérisée en ce que la surface périphérique annulaire (13) de la glace (3) comprend une structuration destinée à créer une décoration (103).
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19173326.0A EP3736643B1 (fr) | 2019-05-08 | 2019-05-08 | Boite de montre etanche |
| US16/846,811 US11768469B2 (en) | 2019-05-08 | 2020-04-13 | Water-resistant watch case |
| JP2020075898A JP6994075B2 (ja) | 2019-05-08 | 2020-04-22 | 耐水性の携行型時計ケース |
| RU2020115125A RU2750662C1 (ru) | 2019-05-08 | 2020-04-29 | Корпус водонепроницаемых часов |
| CN202010377805.3A CN111913384B (zh) | 2019-05-08 | 2020-05-07 | 防水表壳 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19173326.0A EP3736643B1 (fr) | 2019-05-08 | 2019-05-08 | Boite de montre etanche |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3736643A1 EP3736643A1 (fr) | 2020-11-11 |
| EP3736643B1 true EP3736643B1 (fr) | 2025-02-19 |
Family
ID=66448483
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19173326.0A Active EP3736643B1 (fr) | 2019-05-08 | 2019-05-08 | Boite de montre etanche |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11768469B2 (fr) |
| EP (1) | EP3736643B1 (fr) |
| JP (1) | JP6994075B2 (fr) |
| CN (1) | CN111913384B (fr) |
| RU (1) | RU2750662C1 (fr) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4198647B1 (fr) * | 2021-12-16 | 2025-04-16 | Omega SA | Boite de montre etanche |
| EP4258065B1 (fr) * | 2022-04-05 | 2024-12-25 | ETA SA Manufacture Horlogère Suisse | Procede d'assemblage d'un verre avec une boite de montre |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53124473A (en) * | 1977-04-06 | 1978-10-30 | Citizen Watch Co Ltd | Fixing structure of watch glass |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH217284A (fr) * | 1941-01-18 | 1941-10-15 | Schmitz Otto | Boîte de montre étanche. |
| CH251697A (fr) * | 1944-05-17 | 1947-11-15 | Colomb Henri | Boîte étanche pour montres et appareils de mesure. |
| US2720748A (en) * | 1952-03-04 | 1955-10-18 | Gisiger Armin | Watertight watch-case |
| US2951333A (en) * | 1956-11-30 | 1960-09-06 | Morf Ernest | Watertight wrist-watch case |
| CH372606A (de) | 1961-09-19 | 1963-06-29 | Bloesch S A | Wasserdichtes Formuhrgehäuse |
| CH378792A (fr) * | 1962-06-14 | 1963-11-30 | Longines Montres Comp D | Boîte de montre étanche |
| GB1153764A (en) * | 1966-06-01 | 1969-05-29 | Piquerez Sa Ervin | Watertight Watch Case |
| US3672158A (en) * | 1971-11-30 | 1972-06-27 | Suwa Seikosha Kk | Synthetic resin watchcase with embedded metal reinforcement |
| JPS5386248A (en) * | 1976-11-30 | 1978-07-29 | Citizen Watch Co Ltd | Wrist watch case |
| CH652562GA3 (fr) * | 1982-05-11 | 1985-11-29 | ||
| JPS60247187A (ja) * | 1984-05-22 | 1985-12-06 | Citizen Watch Co Ltd | 腕時計のケ−スとガラスの固定構造 |
| CH659561GA3 (en) * | 1984-12-27 | 1987-02-13 | Waterproof watch case | |
| US4668101A (en) * | 1985-11-22 | 1987-05-26 | Timex Corporation | Water resistant seal for watch case |
| CH690870A5 (fr) | 1996-03-07 | 2001-02-15 | Breitling Montres Sa | Boîte de montre étanche. |
| CH692256A5 (fr) * | 1997-10-16 | 2002-04-15 | Rolex Montres | Procédé de marquage indélébile d'une glace de montre, glace comportant un marquage selon ce procédé et montre pourvue d'une telle glace. |
| JP2008032418A (ja) * | 2006-07-26 | 2008-02-14 | Seiko Instruments Inc | 時計 |
| EP1906268A1 (fr) | 2006-09-27 | 2008-04-02 | Omega SA | Boîtier de montre à carrure composite |
| CN201205973Y (zh) | 2008-05-06 | 2009-03-11 | 中国船舶重工集团公司第七一七研究所 | 一种密封耐压窗口 |
| JP5652087B2 (ja) * | 2010-09-29 | 2015-01-14 | カシオ計算機株式会社 | ケースユニット及びケースユニットの組立方法 |
| US20150049593A1 (en) * | 2012-03-12 | 2015-02-19 | Rolex Sa | Method for engraving a timepiece component and timepiece component obtained using such a method |
| CN104936478B (zh) | 2012-12-21 | 2018-04-10 | 奥米加股份有限公司 | 通过镶嵌形成的装饰件 |
| US10772396B2 (en) | 2012-12-21 | 2020-09-15 | Omega S.A. | Decorative piece produced by setting on amorphous metal |
| JP6353331B2 (ja) | 2014-09-26 | 2018-07-04 | シチズン時計株式会社 | 時計 |
| EP3067220B1 (fr) | 2015-03-13 | 2018-04-18 | Rolex Sa | Procédé de décoration d'un élément d'horlogerie et élément horloger obtenu par un tel procédé |
| EP3163380A1 (fr) * | 2015-10-27 | 2017-05-03 | Blancpain SA. | Montre avec etancheite amelioree |
| EP3181006A1 (fr) * | 2015-12-18 | 2017-06-21 | The Swatch Group Research and Development Ltd. | Element d'habillage en zircone a coloration selective |
| CN205375008U (zh) | 2015-12-30 | 2016-07-06 | 福州珂麦表业有限公司 | 一种潜水用机械表壳 |
| JP6531754B2 (ja) * | 2016-12-21 | 2019-06-19 | カシオ計算機株式会社 | 機器ケース及び時計 |
| LU100047B1 (en) * | 2017-02-06 | 2017-06-13 | Xiamen Xiang Xin De Trading Co Ltd | Watch formed by glass product |
| EP3736642B1 (fr) * | 2019-05-08 | 2023-01-25 | Omega SA | Boite de montre etanche |
| EP3736644A1 (fr) * | 2019-05-08 | 2020-11-11 | Omega SA | Boite de montre etanche |
-
2019
- 2019-05-08 EP EP19173326.0A patent/EP3736643B1/fr active Active
-
2020
- 2020-04-13 US US16/846,811 patent/US11768469B2/en active Active
- 2020-04-22 JP JP2020075898A patent/JP6994075B2/ja active Active
- 2020-04-29 RU RU2020115125A patent/RU2750662C1/ru active
- 2020-05-07 CN CN202010377805.3A patent/CN111913384B/zh active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53124473A (en) * | 1977-04-06 | 1978-10-30 | Citizen Watch Co Ltd | Fixing structure of watch glass |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3736643A1 (fr) | 2020-11-11 |
| JP2020183948A (ja) | 2020-11-12 |
| CN111913384B (zh) | 2022-06-10 |
| JP6994075B2 (ja) | 2022-01-14 |
| US20200356061A1 (en) | 2020-11-12 |
| CN111913384A (zh) | 2020-11-10 |
| US11768469B2 (en) | 2023-09-26 |
| RU2750662C1 (ru) | 2021-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3736644A1 (fr) | Boite de montre etanche | |
| EP3736642B1 (fr) | Boite de montre etanche | |
| EP2930572B1 (fr) | Assortiment horloger utilisant un alliage metallique amorphe | |
| EP3736643B1 (fr) | Boite de montre etanche | |
| EP3121659B1 (fr) | Assemblage de piece en materiau fragile | |
| EP2400354A1 (fr) | Pieds de cadran de pièce d'horlogerie | |
| FR2887636A1 (fr) | Montage de lentille a focale variable | |
| EP2585877B1 (fr) | Procede de fabrication d'un composant horloger comprenant au moins deux pieces | |
| EP3622846A1 (fr) | Procede d'assemblage d'au moins deux elements | |
| CH716162A2 (fr) | Boîte de montre étanche. | |
| EP4071557B1 (fr) | Élément de boite pour pièce d'horlogerie comportant un poussoir en verre métallique massif | |
| CH716165A2 (fr) | Boîte de montre étanche. | |
| EP4720783A1 (fr) | Composant horloger léger et robuste | |
| CH719260A2 (fr) | Boîte de montre étanche. | |
| EP4198647B1 (fr) | Boite de montre etanche | |
| EP0127078A1 (fr) | Boîte de montre | |
| CH716164A2 (fr) | Boîte de montre étanche. | |
| EP3120954B1 (fr) | Methode de revetement de piece | |
| EP4720786A1 (fr) | Composant horloger léger et robuste | |
| WO2024246292A1 (fr) | Composant horloger léger et robuste | |
| HK40039162B (en) | Water-resistant watch case | |
| HK40039162A (en) | Water-resistant watch case | |
| CH703360B1 (fr) | Cadran de piece d'horlogerie. | |
| CH709517A2 (fr) | Assortiment horloger utilisant un élément de fixation en alliage métallique amorphe. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20210511 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20221111 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230701 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20241004 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: WINKLER, YVES Inventor name: KISSLING, GREGORY Inventor name: KALTENRIEDER, CEDRIC |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602019066049 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250519 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250423 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20250423 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250519 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250619 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250620 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250424 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250520 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20250601 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1768861 Country of ref document: AT Kind code of ref document: T Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602019066049 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250508 |
|
| 26N | No opposition filed |
Effective date: 20251120 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20250531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250531 |